以灰色理論分析最佳化螺絲熱處理製程參數
73
0
0
全文
(2) 2.
(3) 摘要 小螺絲、大螺栓與螺帽是屬於螺絲扣件的種類,在熱處理的製程中金屬材料和處 理的目的不同而有所差異,螺絲的硬度為處理的主要目的因為硬度關係到螺絲的機械 性質,機械性質包含,抗拉強度、韌性強度、扭力強度。本研究以灰色理論來分析螺 絲熱處理製程最佳化參數,由於每個螺絲會使用不同的材料來鍛造,螺絲的材料為鋼 材大部分是使用低碳鋼、中碳鋼、高碳鋼。螺絲的材料與規範的硬度有關,在處理過 程中要用溫度與時間來控制螺絲處理後的硬度,原始的參設定為硬度,影響硬度的主 要參數為,材質、溫度、時間,指定標準列計算差序列在,求最大差和最小差,計算 灰關連係數與關連度,依據灰關連度排序來分析影響螺絲硬度的參數重要性排序。. 關鍵詞:螺絲, 熱處理, 灰色理論, 參數重要性排序。. I.
(4) ABSTRACT. Small screws, bolts, and nuts belong to screw fastener. As the processes of heat treatment and handling of different metal materials vary, the main purpose of screw hardness is related to the mechanical properties of the screws, which contain mechanical properties, tensile strength, toughness, strength, and torsional strength. In this study, the grey theory analyzes the screw to optimize the thermal processing parameters, and as each screw uses different materials for forging, steel screw materials are mostly mild steel, carbon steel, and high carbon steel. Hardness and norms concerning screws used in the process temperature and process time to control hardness of the screw after the original parameter are set to the hardness of the main parameters affecting hardness, material, temperature, time, specify standard column calculations with poor sequence, seek the maximum difference and minimum difference, and calculate the grey correlation coefficient of correlation, as based on grey correlation analysis of the sorting parameters affecting the hardness of the importance of sorting screws.. Keywords: Screw, Heat Treatment, Grey Theory, Parameters Importance of Sorting.. II.
(5) 目錄 摘要 .......................................................................................................................................... I ABSTRACT ................................................................................................................................ II 表目錄 ..................................................................................................................................... V 圖目錄 .................................................................................................................................... VI 第一章、續論 ......................................................................................................................... 1 1.1 研究背景 ................................................................................................................... 1 1.2 研究動機 ................................................................................................................... 3 1.3 研究目的 ................................................................................................................... 3 1.4 研究架構 ................................................................................................................... 3 第二章、文獻探討 ................................................................................................................. 5 2.1 金屬熱處理 ............................................................................................................... 5 2.1.1 產業沿革 ........................................................................................................ 5 2.1.2 熱處理簡介 .................................................................................................. 11 2.1.3 熱處理設備 .................................................................................................. 12 2.1.4 熱處理製程 .................................................................................................. 18 2.1.5 螺絲的硬度測試 .......................................................................................... 20 2.2 螺絲製程 ................................................................................................................. 24 2.2.1 螺絲用鋼材 .................................................................................................. 25 2.2.2 鋼材化學成分 ............................................................................................. 27 2.2.3 扣件分類 ...................................................................................................... 31 2.3 灰色系統理論 ........................................................................................................ 35 2.3.1 灰色系統的發展歷程 ................................................................................. 35 2.3.2 灰色理論的六大類研究方法 ...................................................................... 36 第三章、研究方法 ............................................................................................................... 40 3.1 研究方法 ................................................................................................................. 40 3.1.1 灰色關連分析 .............................................................................................. 40 第四章、資料分析與結果 ................................................................................................... 43 4.1 資料分析 ................................................................................................................. 43 4.2 灰關連排序結果 ..................................................................................................... 54 第五章、結論與建議 ........................................................................................................... 56 5.1 研究結論 ................................................................................................................. 56 5.2 研究建議 ................................................................................................................. 57 參考文獻 ............................................................................................................................... 58 中文文獻 ....................................................................................................................... 58 英文文獻 ....................................................................................................................... 60. III.
(6) 附錄 ....................................................................................................................................... 61. IV.
(7) 表目錄 表1 表2 表3 表4 表5 表6 表7 表8. 台灣金屬產業產值 2010–2013.................................................................................... 2 台灣 2005-2013 年螺絲產品出口統計 ........................................................................ 2 熱處理製程技術與設備的發展歷程 .......................................................................... 13 熱處理設備分類 .......................................................................................................... 14 熱處理爐的種類 .......................................................................................................... 16 螺絲測試範圍 .............................................................................................................. 22 化學試驗範圍 .............................................................................................................. 23 金相分析測試範圍 ...................................................................................................... 23. 表 9 一般螺絲螺帽所用鋼種 .............................................................................................. 26 表 10 合金鋼元素分類 ........................................................................................................ 27 表 11 冷打或冷鍛用極低碳鋼與中碳鋼化學成分 ............................................................ 29 表 12 碳素硼鋼及鉻釩硼合金硼鋼化學成分表 ................................................................ 29 表 13 冷間鍛造用低合金鋼化學成分表 ............................................................................ 30 表 14 機械構造用碳鋼化學成分表 .................................................................................... 31 表 15 我國發展高值化扣件產品分析 ................................................................................ 32 表 16 扣件名稱與定義 ........................................................................................................ 33 表 17 灰色系統與其他資料的區別 .................................................................................... 36 表 18 表 19 表 20 表 21 表 22 表 23. 螺絲硬度之相關因素 ................................................................................................ 44 正規化後的數據表 .................................................................................................... 46 灰關連差序列 ............................................................................................................ 49 灰關連係數 ................................................................................................................ 51 灰關連度與排序 ........................................................................................................ 53 熱處理連續爐的產量及耗電量 ................................................................................ 56. V.
(8) 圖目錄 圖1 圖2 圖3 圖4 圖5 圖6 圖7 圖8. 研究流程圖 .................................................................................................................... 4 國外熱處理發展歷程 .................................................................................................... 9 國內熱處理發展歷程。 .............................................................................................. 10 正常化熱處理 .............................................................................................................. 12 調質熱處理 .................................................................................................................. 12 熱處理調質連續爐 ...................................................................................................... 16 連續爐箱型控制盤 ...................................................................................................... 16 國內熱處理設備發展歷程。 ...................................................................................... 17. 圖 9 熱處理流程圖 .............................................................................................................. 18 圖 10 每桶都要在流程卡上編號 ........................................................................................ 19 圖 11 流程卡有編號 ............................................................................................................ 19 圖 12 工件入爐前要先烘乾舖平 ........................................................................................ 19 圖 13 滲碳淬火後要經過的油槽 ........................................................................................ 19 圖 14 乾後回火出爐半成品 ................................................................................................ 20 圖 15 研磨機 ........................................................................................................................ 21 圖 16 左為鑲埋機 右為洛氏硬度機 ................................................................................ 21 圖 17 微小硬度機 ................................................................................................................ 22 圖 18 圖 19 圖 20 圖 21 圖 22 圖 23 圖 24. 螺絲生產作業流程 .................................................................................................... 25 螺帽生產作業流程 .................................................................................................... 25 螺絲、螺帽 ................................................................................................................ 34 金屬釘 ........................................................................................................................ 34 鉚釘 ............................................................................................................................ 34 插捎、快速壁虎 ........................................................................................................ 35 灰關連度流程圖 ........................................................................................................ 41. VI.
(9) 第一章、續論 1.1 研究背景 機械工業是工業為之母,零組件則是機械工業之本,無論複雜或精密的機械都是 由零組件構成的,只要任何一個零組件出問題,都會影響到整個機械運作與品質,在 零組件當中最小的零件稱為螺絲,小螺絲在大機械中是不可或缺的。螺絲使用的數量 被視為一個國家工業化發展的一個指標,螺絲工業在台灣有「世界第一」之美譽,近 年來受到環境的影響與產業的外移,但並不影響台灣螺絲扣件的出口量,由於產業不 斷的朝高值化發展,讓台灣螺絲工業不停向前邁進。台灣螺絲工業從 60 年代發展以來, 持續成長(簡瑞瑩、黃士滔,2008)。扣件類在台灣屬於重要金屬產業,小螺絲、大螺 栓與螺帽都是屬於扣件類。依據金屬發展中心規劃,台灣扣件螺絲的發展,分為六個 產業階段 1. 產業萌芽期 2. 成型期 3. 擴展期 4. 成熟期 5. 南進期 6. 西進期(方上鵬, 2000)。. 台灣扣件螺絲產業有 60 年的歷史,在 2011 年產量已達 142 萬噸,近 40 億美元, 螺絲產業大部分聚集在南部的台南或高雄(貿協展覽業務處/張優良,2012),台灣螺 絲業主要以中小企業為主,有 80%出口為出(劉和財、葉惠忠,2011) ,主要為外銷, 全台灣的螺絲廠有 1300 家。2014 年上半年台灣扣件出口金額與重量成長皆比去年同 期成長約 11%,扣件出口量達 78.2 萬公噸,台灣扣件主要出口國為美國(36%)、德國 (9%)、荷蘭(6%)、日本(6%)、英國(4%)、中國大陸(3%)(紀翔瀛,2015) 。螺絲扣件類 大多用在建築、機械、汽機車、航太…等等(林士彥,2004) 。對於工業化越高的國家 來說,螺絲產品需求量也會越大,現今大多數的人都把目光聚焦在高科技產業中,台 灣傳統製造業默默的為台灣經濟付出努力,而螺絲扣件產業正是其中之一。. 1.
(10) 表 1 台灣金屬產業產值 2010–2013 2010. 2011. 2012. 2013. 成長(%). 金屬基本業. 16,925. 18,163. 15,735. 14,624. -7.06. 鋼鐵業. 14,187. 15,199. 12,930. 12,248. -5.27. 金屬製品業. 6,973. 7,802. 7,404. 7,249. -2.09. 手工具. 583. 618. 645. 677. 4.96. 扣件. 1,124. 1,287. 1,213. 1,239. 2.14. 表面處理. 1,448. 1,615. 1,471. 1,409. -4.21. 模具. 519. 569. 538. 566. 5.2. 金屬產業合計. 23,898. 25,965. 23,139. 21,873. -5.47. 資料來源: 金屬工業中心. 單位:億元新台幣. 表 2 台灣 2005-2013 年螺絲產品出口統計 重量(公斤). 價值(美元). 平均單價(美元/公斤). 重量. 去年同期比. 價值(美元). 1,279,454,975. 42.93%. 3,214,618,211. 55.29%. 2.512. 8.65%. 1422005953. 11.14%. 3,973,545,681. 23.61%. 2.974. 11.22%. 1379473662. -2.99%. 3,798,043,334. -4.42%. 2.753. -1.47%. 1,459,394,488. 5.79%. 3,861,744,023. 1.68%. 2.646. -3.89%. 資料來源:台灣區螺絲工業同業公會. 2. 去年同期比 平均單價 去年同期比.
(11) 1.2 研究動機 螺絲在製造時因材料的不同,會有不同的加工方式,這種加工稱為“熱處理”熱 處理的英文為“Heat Treatment,”熱處理的應用在工業上已有非常長久的時間,是藉 由熱的變化讓材料的特性改變的一種處理方法,金屬材料的加工最重要的關鍵技術在 於熱處理過程。金屬製品在製造過程中,為了能延長金屬元件的壽命與提高工作效能, 熱處理技術的運用起重要作用,(黃得晉、洪炎星,2005)。在不同因素下分析影響螺 絲熱處理重要因素,同時也是對產品的一種品質保證。 1.3 研究目的 螺絲在處理過程中因材料與要求硬度有所不同,所以在理處過程中溫度上會有變 化,螺絲的硬度會影響到螺絲得機械性質,機械性質包含,抗拉強度、韌性強度、扭 力強度。本研究利用灰關連排序法來分析螺絲熱處理製程最佳參數,那些會影響硬度 的主要因素,影響因素為材質、溫度、時間,指定標準列計算差序列在,求最大差和 最小差,計算灰關連係數與關連度,依據灰關連度排序來分析影響螺絲硬度重要參數。 本研究之研究樣本資料為熱處理廠提供,重資料中分析哪些因素為重要因素。. 1.4 研究架構 本研究共有為五章,每章內容如下: 第一章緒論:本章說明了研究背景、研究動機與研究目的,以及整體研究架構。 第二章文獻探討:本章探討金屬熱處理、螺絲製程、灰色系統理論之特性與其他相關 資料。 第三章研究方法:本研究使用的研究方法與方法的計算步驟。 第四章資料分析與結果:依據收集的資料整理並分析,將分析後的結果在進行討論。 第五章結論與建議:本章依據研究後的研究結果整理出結論,並提出未來研究建議。 根據上述章節內容,本研究的研究流程圖整理如圖 1。. 3.
(12) 相關文獻的蒐集與探討. 金屬熱處理相關. 灰色理論相關文. 文獻回顧. 獻回顧. 資料收集與廠商訪談. 資料歸納整理並以灰關連排 序進行分析. 灰關連排序之結果討論. 根據灰關連排序之結果進行 結果分析. 結論與建議. 圖 1 研究流程圖. 4.
(13) 第二章、文獻探討 2.1 金屬熱處理 2.1.1 產業沿革 人類從石器時代演進到青銅器和鐵器的過程中,已經有了熱處理的技術也漸漸被 使用。早期的中國人在日常生活中發現銅鐵這類的金屬會因為溫度的變化與擠壓而變 形。中國河北省出土了兩把兵器在顯微金相中,可以看得出來是經過淬火的。公元前 6 世紀,鋼鐵兵器逐漸被採用,為了提高鋼的硬度,淬火工藝迅速的發展。由於當時 的人把淬火工藝,當成己的獨門手藝不外傳,所以淬火工藝發展的相當緩慢。英國金 相學家與地質學家在 1863 年使用顯微鏡對 6 種不同鋼鐵的金相組織做實驗觀察,證明 了鋼鐵在加熱冷卻後,內部組織會改變。法國人 F.奧斯蒙德確立鐵的結構理論,鐵再 加熱時金屬的變態理論,以及早制定的鐵碳金相圖的 R.奧斯汀,為現代熱處理技術奠 定了最初的基礎理論。相對的有關於氣體的運用在 1850-1880 年進行一系列對於加熱 的專利,氣體例如: 煤氣、氫氣、一氧化碳…等。另外英國的 H.H.萊克在 1889-1890 年獲得許多金屬光亮熱處理專利(黃少仙,2011;黃得晉、洪炎星,2005)。. 至 20 世紀以來,金屬的物理發展與其他技術的移植應用,使的熱處理工藝有更多 的發展。以 1901-1925 年來說應用轉筒爐進行氣體滲碳竟是一個明顯進展。隨後出現 了可以控制爐內碳勢的露點電位差計,之後研究出氧探頭、CO2 紅外儀等可控制爐內 碳勢的方法。60 年代發展了離子滲氮、滲碳工藝、激光、電子束技術應用等的熱處理 技術。使的表面熱處理的方法多樣化(黃少仙,2011;黃得晉、洪炎星,2005)。. 5.
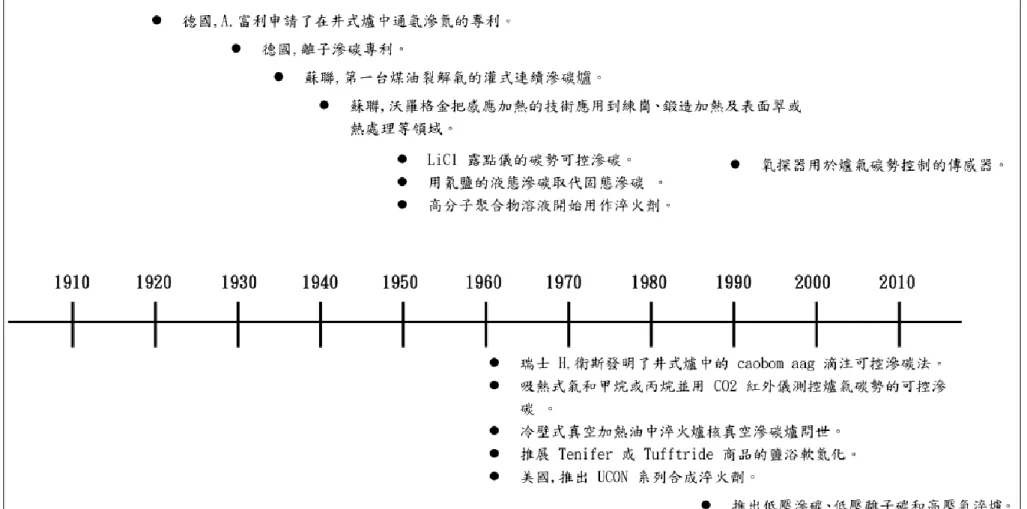
(14) 根據國內研究黃得晉、洪炎星(2005),對熱處理的基礎或技術都取得了輝煌成就 其中最值得稱的上理論貢獻如圖 2: (1). E.C.貝茵、P.梅拉和威列爾在上世紀 20 至 30 年代對鋼和杜拉鋁的研究結果。 (2). P.德拜、G.V.沃爾富、W.G.布賴格在上世紀 20 年代後的始使用 X 射線繞射法對金 屬合金和金相的結構之系列研究。 (3). G.V.庫久莫天和薩克斯對低碳的麻田散鐵的相變與晶體變化的特徵進行了準確的 測定,確定了著名的麻田散鐵組織晶體的關係。. 黃得晉、洪炎星(2005)熱處理技術分析 ,說明國外的各種類型熱處理製程加工技 術之發展歷史: (1). 1837 年 P.P.阿諾索夫提倡使用氣體滲碳法。 (2). 1890 年在英國首次公佈關於金屬的光輝熱處理製造設備與不可燃氣氛(CP)發生爐 的專利。 (3). 1921 年在德國的 A.富利申請了井式爐之氨滲氮的專利。 (4). 1935 年在蘇連的利哈喬夫汽車廠第一台使用煤油裂解氣的罐式連續滲碳爐,至 1950 年後才被取代為固體滲碳與氰鹽液體的滲碳。 (5). 1940 年代蘇連的 G.V.沃羅格金把感應的加熱技術應用在煉鋼、鍛造與表面淬火的 熱處理領域上。 (6). 1940 年代末出現了用 LiCl 露點儀是可控制的碳勢滲碳。 (7). 離子滲氮在 1930 年代的德國就有專利了。1950 年代末 Klockner 公司開發出品離 子滲氮的設備,並推向工業應用。 (8). 1960 年代初瑞士的 H.魏斯發明了在井式爐中的滴注可控滲碳法。 (9). 1960 年代中期,利用吸熱式氣、甲烷或丙烷並用 CO2 紅外儀測控爐氣碳勢的可 控制滲碳在推向汽車工業中。同時第一代的冷壁式真空加熱油中淬火爐與真空滲 碳爐問世。. 6.
(15) (10). 1950-1960 年代開發出被稱作 Tenifer 或 Tufftride 產品名稱的鹽浴軟氮化,使滲氮 將週期由數十小時縮短到 1-2 小時。可以明顯提升抗疲勞、耐磨性和抗咬合能力; 由於處理溫度低(<580℃),工件變形小。則缺點是所用氰鹽劇毒、廢鹽廢水需妥 善處理。 (11). 1960 年代為了要避免使用有劇毒的氰鹽,研發出了 NH3+吸熱式氣與 NH3+CO2(Nitroc) 在 570℃的井式或箱式爐中使用氣體軟氮化法。 (12). 1950 年代最早使用的此類聚合物是聚乙烯醇,以 0.1%-0.3%的濃度用做為感應加 熱件的噴冷淬火,冷卻能力是介於水、油之間。這年是為高分子聚合物溶液開始 用做淬火劑的年代。 (13). 1960 年代美國連碳公司研究開發出 PAG 聚烷基二醇系列的合成淬火劑,可以代 替油使用於鐵和非鐵合金之淬火及固溶化處理的冷卻。隨後系列其它類別的合成 淬火劑商品問世。 (14). 1980 年代氧探器慢慢的代替了紅外儀使用於爐氣碳勢控制的傳感器與電腦模擬 自動控制、非破壞檢測技術、機器人裝卸結合,大批量生產零件的滲碳、淬火、 清洗、回火、品質檢驗等全部過程實現自動化與無人操作作業。 (15). 1990 年代,歐洲 IpsenInternational、ALD 與 ECM 等公司相繼推出低壓滲碳、低 壓離子碳化與高壓氣淬週期爐和半連續生產線、為提升效率、改善品質、減少變 形與保護環境作出了貢獻。. 台灣熱處理技術最主要是材料的加工製程與表面處理,為了發揮材料的特性和改 善表面性質熱處理是不可或缺的技術,不但能延長產品壽命也可以提高產品的附加價 值。所應用的產業有刀/工具、半導體、模具、光學器材、顯示器、工具零組件、醫療 器材等,根據台灣國內研究的產業技術發展歷史如圖 3:. 7.
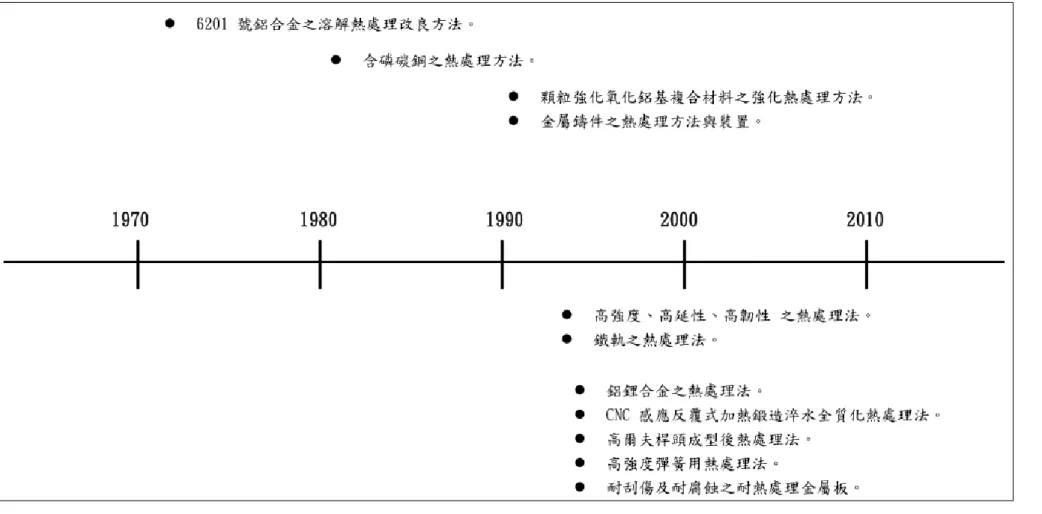
(16) (1). 1970-1980 年,在熱處理技術改良下 6201 號鋁合金溶解方法問世。 (2). 1980-1990 年,含磷碳鋼之熱處理方法。 (3). 1990 年,熱處理蓬勃發展。 (4). 1990 年,金屬鑄件熱處理方法與設備。 (5). 1990 年,強度、延性、韌性的熱處理方法。 (6). 1990-1992 年,鐵軌的熱處理方法。 (7). 1990-1993 年,鋁合金的熱處理方法。 (8). 1990-1994 年,CNC感應反覆式加熱鍛造淬水全質化熱處理方法。 (9). 1990-1996 年,鋼帶的高彈性、抗拉性、延伸性熱處理方法 (10). 1990-1997 年,高爾夫桿頭之熱處理法與鋁合金硬化之熱處理方法。 (11). 1990-1998 年,高強度彈簧用熱處理鋼線方法。 (12). 1990-1999 年,耐刮傷和耐腐蝕的金屬板可耐熱處理。. 隨的熱處理技術與其他技術的快速發展,慢慢出現了如電子顯微鏡,可觀測金屬 內部的組織,而熱處理設備絕大部分都為自動化,熱處理的技術如表面處理有滲碳、 滲氮、真空熱處理等都是為了能加強表面強化的熱處理方式;且目前有大量新技術的 湧現,為了能提高產品品質所研發出如高頻熱處理、雷射熱處理等,熱處理技術與設 備,這些新技術都為熱處理的進步提供了廣闊的前景(黃得晉、洪炎星,2005)。. 8.
(17) 圖 2 國外熱處理發展歷程 資料來源:黃得晉、洪炎星,2005 9.
(18) 圖 3 國內熱處理發展歷程。 資料來源:黃得晉、洪炎星,2005. 10.
(19) 2.1.2 熱處理簡介 金屬製品、零件或工具最終的加工稱為熱處理這是重要的技術之一,透過運用熱 處理的技術可使金屬元件提升工作效能與延長用壽命同時也是對產品的一種品質保 證。早期的熱源來自木炭和煤,之後是運用液體和氣體燃料,為了讓熱源更容易控制, 近年來使用電力作為熱源的主要來源(黃得晉、洪炎星,2005)。熱處理的定義「使 用同的處理方式,可調整金屬及金屬內部組織得物理變化,達到所期望的品質」。 熱處理一般包含三個過程,加熱、保溫、冷卻這三種過程,這些過程都互相銜接, 不可間斷。這三個過程主要是改變材料的組織結構重熱處理過程中獲得性能優異的材 料,在熱處理中加熱溫度是非常重要的製程之一,因為加熱溫度是對品質保證的主要 因素。而金屬之材料種類繁多,且不同材料會有不同的加工處理方法,例如:淬火與 回火溫度或輸送帶的速度都會有所不同。在熱處理當中冷卻是非成重要的步驟之一, 也因螺絲要求不同會有不一樣的冷卻時間,最主要是控制冷卻速度(經濟部金屬中心 ITIS 計畫)。 一般熱處理分為退火、正常化、淬火、回火。 (1). 退火: 將工件加熱到適當溫度,根據材料和工件尺寸採用不同的保溫時間,然後 進行緩慢冷卻,目的是使金屬內部組織達到或接近平衡狀態,獲得良好的性能和 使用性能,或者為進一步淬火作組織準備。 (2). 正常化:讓材料內部組織達到標準狀態的一種熱處如圖 4。 (3). 淬火:工件加熱保溫後,在水、油或其他無機鹽、有機水溶液等淬冷介質中快速 冷卻。淬火後鋼件變硬,但同時變脆如圖 4。 (4). 回火:為了降低鋼件的脆性,將淬火後的鋼件在高於室溫而低於 650℃ 的某一適 當溫度進行長時間的保溫,再進行冷卻如圖 5。 退火、正常化、淬火、回火是整體熱處理中的“四把火”,其中的淬火與回火關 係密切,經常配合使用,缺少一個都是不行的。. 11.
(20) 圖 4 正常化熱處理 資料來源:本研究整理。. 圖 5 調質熱處理 資料來源:本研究整理。. 2.1.3 熱處理設備 不管是哪一種熱處理技術都要透過相對應的設備才能完成,熱處理的設備種類有 很多,主要是分為兩類設備與輔助。熱處理的設備為能夠完成熱處理所需要的加熱、 保溫等工作所用之設備。如加熱與冷卻的設備,熱處理的產品品質取決於熱處理設備 是否有被正確操作,其中加熱設備的性能優劣勢很重要的。 輔助設備一般用來協助主要設備,如清洗設備、校正設備、起重運輸設備、氣氛 控制設備(CP)、氣氛製造設備與各種工夾具等。由於熱處理設備種類太多,功能與特 色接有不同,可按照行業標準來分類基本定義與規範如下:藉由溫度與時間,如加熱、 冷卻速率、時間等控制,改善結晶微組織或滲碳、氮化等不同方式進行鋼材或元件的 表面處理的設備都是屬於輔助設備(黃得晉、洪炎星,2005)。. 12.
(21) 熱處理的設備發展與開發都是依附熱處理的技術,是為了達到某個熱處理功效而 配合製造出來的設備。早期用來強化斧、刀等原始工具的熱處理設備為拉風爐,接著 為了能因應各種不同熱處理產品,陸陸續續研發出瓦斯爐、保護氣爐、連續爐、鹽浴 爐、真空爐等設備。現代的刀具、機械元件及工具都講究耐磨性以及使用壽命,因此 表面處理是很重要的一環。近年來在低成本的要求下,少部分熱處理受到重視,火焰 硬化及高週波硬化應用廣泛,打開了相關設備的市場。表 3 為熱處理製程技術及相關 設備的發展歷程。 表 3 熱處理製程技術與設備的發展歷程 時序. 熱處理用途. 設備發展. 原始製程技術時代. 馬蹄、斧、刀. 拉風爐. 碳鋼調質. 淬火、回火、退火、正常. 油爐→瓦斯爐→電氣爐→. 化. 保護氮爐→連續爐. 淬火、回火、退火、球化. 裝盒→鹽浴爐→保護氮爐. 處理. →真空爐. 滲碳、氮化、氮化、TD 處. 固體→液體→氣體(含滴. 理、PVD、CVD. 注)→真空(含離子)→. 工具鋼調質. 表面硬化處理. 單爐→多爐自動化→爐氮 連續爐 TD 爐、PVD 爐、 CVD 爐、離子植入 局部熱處理. 硬化為主. 火焰→高週波→電子束→ 雷射. 資料來源:金屬中心 ITIS 計畫整理. 熱處理爐依爐體形式、所使用的熱源、加熱方法、輸送流程及使用目的等來類, 詳細的分類及爐型如表 4。. 13.
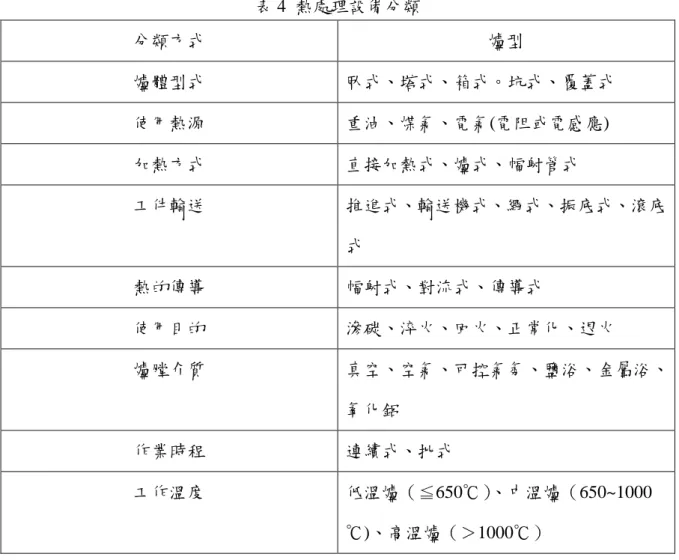
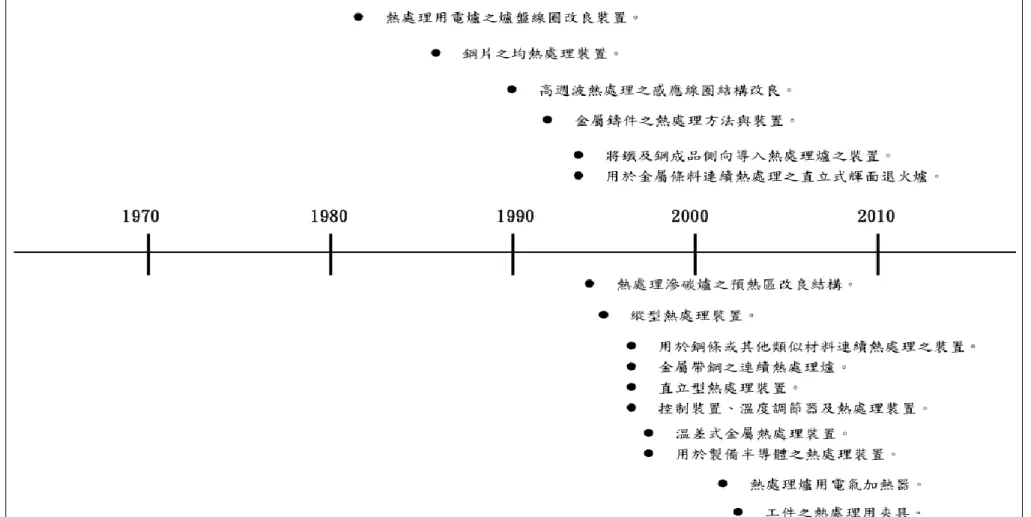
(22) 表 4 熱處理設備分類 分類方式. 爐型. 爐體型式. 臥式、塔式、箱式。坑式、覆蓋式. 使用熱源. 重油、煤氣、電氣(電阻或電感應). 加熱方式. 直接加熱式、爐式、幅射管式. 工件輸送. 推進式、輸送機式、繩式、振底式、滾底 式. 熱的傳導. 幅射式、對流式、傳導式. 使用目的. 滲碳、淬火、回火、正常化、退火. 爐膛介質. 真空、空氣、可控氣氛、鹽浴、金屬浴、 氧化鋁. 作業時程. 連續式、批式. 工作溫度. 低溫爐(≦650℃)、中溫爐(650~1000 ℃)、高溫爐(>1000℃). 資料來源:金屬中心 ITIS 計畫整理. 台灣熱處理設備發展歷程如圖 8: (1). 1982,電爐的爐盤線圈改良裝置。 (2). 1986,鋼片的熱處理裝置。 (3). 1990,高週波的感應線圈結構改良。 (4). 1993,鑄件的熱處理方法與裝置。 (5). 1994,鐵和鋼成品側向導入熱處理爐的裝置。 (6). 1994,金屬條料連續熱處理的直立式退火爐。 (7). 1995,滲碳爐的預熱區改良。 (8). 1996,縱型熱處理裝置。. 14.
(23) (9). 1997,鋼條與其他類似材料連續熱處理裝置,金屬帶鋼的連續爐。 (10). 1998,直立式熱處理裝置,控制裝置、溫度調節器。 (11). 1999,溫差式熱處理裝置,用於製備半導體的熱處理設備。 (12). 2000,熱處理爐使用電氣加熱器。 (13). 2001,工件的熱處理用夾具。. 以金屬中心 ITIS 計畫所提供的資料,熱處理爐大致上可以分成批次作業及連續作業 兩類。以下件簡要說明結構特點:. (1).批次作業爐 批次作業是指工件分批裝入爐內,然後經過加熱、保溫後取出,跟連續爐比,有 通用的性強、可應用多種製程的優點,但生產與熱效率較低,溫度比進不均勻,所以 工件製程不容易控制,產品的品質穩定度較差。批次作業處理在熱處理中是常被應用 的爐子。一爐型結構、溫度、爐介質、使用條件、工件要求等的特性,基本通用的爐 型有高、中、低溫箱式與井式熱處理等。依據使用的條件與工件要求,基本的爐型演 變出多種結構式,例如工件的尺寸的大小適合哪種熱處理爐。. (2).連續作業爐 連續作業是指連續或間接的入料、出料,可讓工件依序通過爐膛的熱處理爐。工 件在處理過程中包含加熱、保溫、冷卻全部的製程操作,每批工件的處理條件是大同 小異的。連續作業爐具有高效率的生產力,可穩定產品品質與成本較低等優點,但設 備安裝費用較高,工作流程不容易改變也比較適合量多少樣的大批生產。連續爐所需 設備有輸送帶、導軌、懸樑、振動底板等,結構也比較複雜。連續爐分成幾個常用的 加熱區段,每區有不同的功率,獨立供電和溫度控制,氣氛的控制會因為設備不同氣 體的循環系統也會不同。. 15.
(24) 圖 6 熱處理調質連續爐. 圖 7 連續爐箱型控制盤. 資料來源:本研究整理。. 資料來源:本研究整理。. 表 5 熱處理爐的種類 加熱方式 分類. 作業和輸送方式分類 分批式. 連續式. 推進式. 燃燒加熱 電阻加熱 誘導加熱 電子加熱. 箱型 圓型 鐘型 坑型. 輸送機式. 壺型. 加熱介質 分類. 鍛造加熱爐 退貨爐 正常化爐 淬火爐 回火爐 滲碳爐 氮化爐 燒結爐. 控制爐氣爐 流動床爐 真空爐 鹽浴爐 鉛浴爐. 硬焊爐. 油浴爐. 滑動軌型 滾子爐床型 單軌型 台車型. 滾子爐床型 帶型 搖動床型 回轉加熱圓筒型 棟樑型 單軌型 回轉爐床型. 懸繩式. 熱處理的目的 分類. 滾子爐床型 懸線型 塔繩型. 資料來源:黃振賢,2009。. 16. 感應熱處理爐 真空熱處理爐 鹽浴熱處理爐.
(25) 圖 8 國內熱處理設備發展歷程。 資料來源:黃得晉、洪炎星,2005。 17.
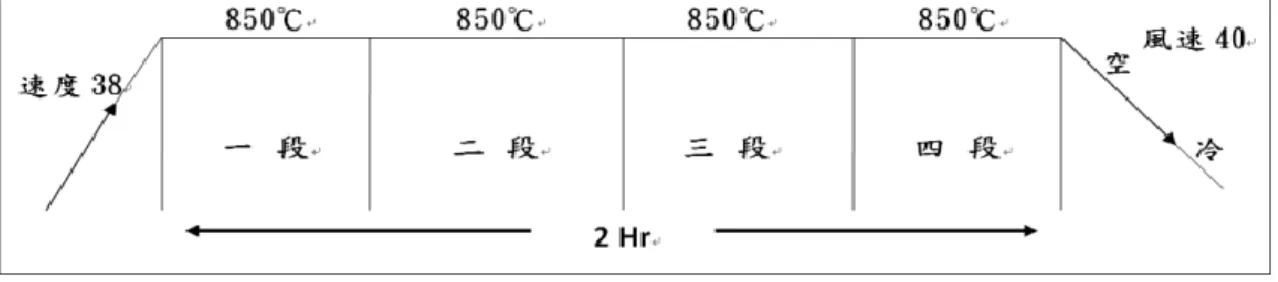
(26) 2.1.4 熱處理製程 熱處理的目的是螺絲的要求硬度,目的是為了提高產品的硬度,熱處理製程 有脫脂、加熱、滲碳、淬火、回火與空冷。使用到的資源設備有滲碳爐、淬火油 槽、回火爐與廢油貯存設備如圖 9。大部分螺絲處理都是已滲碳或調質為主,滲 碳爐;調質爐是將螺絲倒入機器,先以熱水清洗表面、入爐調質、油淬、表面清 洗脫脂、回火爐、半成品。在熱處理製程中要注意爐內溫度,如螺絲要做滲碳處 理則要注意 CP 值的管制。. 圖 9 熱處理流程圖 資料來源:本研究整理。. 本研究已連續爐批次作業的工件為例,每批工件有大有小,有長有短,材料 和要求條件都不相同,把相同材質的工件放在同一時段內加工,相同條件的工件 可以在同一時間加工,要注意的是每批中間都要有間格距離,這是為了避免有螺 絲混料的問題產生,圖 10 至圖 14 為螺絲熱處理工件入爐程序。. 18.
(27) 圖 10 每桶都要在流程卡上編號. 圖 11 流程卡有編號. 資料來源:本研究整理。. 資料來源:本研究整理。. 圖 12 工件入爐前要先烘乾舖平 資料來源:本研究整理。. 圖 13 滲碳淬火後要經過的油槽 資料來源:本研究整理。. 19.
(28) 圖 14 乾後回火出爐半成品 資料來源:本研究整理。. 2.1.5 螺絲的硬度測試 熱處理後的螺絲的產品,到最終的產品檢驗大部分分為測試硬度、扭力、抗拉強 度,這些檢驗通過後才能正式出貨。測試硬度的的設備有 1.切割機 2.鑲埋機 3.研磨機 4.微小硬度機 5.洛氏硬度機 6.勃氏硬度機。對大部分螺絲如:螺栓、普通螺絲(六角、 馬車)等,檢測硬度都先把螺絲去頭去尾只留中間的部分做為測試的樣品。首先將螺 絲放進切割機內,切割機內部有夾具可以將螺絲穩穩的夾住,為避免螺絲在切割過程 中歪斜,如有歪斜之後的硬度測試可能有誤差,切割為後的測試樣品邊緣會有切割所 留下來的毛邊,用研磨機可以將測試樣品的表面與毛邊磨平,洛氏硬度機的裝壓痕器 有分為鑽針和鋼珠(HRA、HRC、HR15N)使用鑽針,(HRB、HR15T)使用鋼珠,選定 部的試片的測定位置,運轉盤使部品上升,設定初荷重值(洛氏一般硬度為 10Kgf,洛 氏表面硬度為 3Kgf)。若是洛氏一般硬度(HRA、HRB、HRC 代號 R)時,轉動至螢幕 360~370 之間,然後停止若是洛氏表面硬度(HR15N、HR30T 代號 S)時,轉動至螢幕 到達 620~670 之間,然後停止。如切割樣品做為金相的觀測,就使用鑲埋機做鑲埋的 動作之後在研磨機上做拋光的作業,才能放入微小硬度機裡做觀測與測試,鏡頭倍率 的選擇(測試滲碳層、氮化層、調質組織用 400 倍,金相組織正常化用 100 倍)。檢測 設備如下圖 15 至圖 17 與金屬檢測中心各項檢件測如表 6 至表 8:. 20.
(29) 圖 15 研磨機 資料來源:本研究整理。. 圖 16 左為鑲埋機. 右為洛氏硬度機. 資料來源:本研究整理。. 21.
(30) 圖 17 微小硬度機 資料來源:本研究整理。. 表 6 螺絲測試範圍 測試. 測試項目 拉伸試驗、全尺寸螺紋扣件軸向抗拉強. 機械性能. 度、全尺寸螺紋扣件墊楔試驗、安全負 荷、洛氏硬度、洛氏表面硬度、扭力。 分光分析、濕式分析、元素分析、純度分. 化學分析 析。 尺寸. 螺絲螺帽外形尺寸量測、內外螺紋量測。 微結構、微硬度、維克氏硬度、表面缺陷、. 金相 脫碳、滲碳、膜厚。 鹽霧試驗、醋酸銅試驗、循環腐蝕試驗、 鹽霧 塗膜性能測試。 資料來源:金屬中心檢測網 http://www.quality.org.tw/screw.aspx. 22.
(31) 表 7 化學試驗範圍 測試範圍. 測試項目 碳鋼、低合金鋼、不銹鋼、工具鋼及高速. 火花式原子發射分光測試. 鋼測試 、銅合金測試、鋁合金測試、鋅 合金測試、鎂合金測試、鎳合金測試。 碳硫測試、氧氮測試、氫測試、鑄鐵測. 濕式分析測試. 試 、碳鋼、合金鋼、不銹鋼測試、焦炭 分析、鍍鋅層測試、比色分析、浸漬測試。. 感應偶合電漿發射光譜測試 現場分光測試. 未知試樣測試、純物質試樣測試。 不銹鋼測試。. 資料來源:金屬中心檢測網 http://www.quality.org.tw/screw.aspx. 表 8 金相分析測試範圍 測試範圍. 測試項目. 光學金相組織. 鐵基合金: 微觀金相組織、晶粒大小、石墨形狀鑑定 及球化率、鋼鐵介在物評估、有縫無縫管 鑑定。 特殊合金: 鋁、銅、鈦、鎳、鋅及其他合金之金相組 織。. 微硬度測試. 維克氏硬度、硬化層及脫碳層深度之測 試。. 巨觀金相測試. 鋼材焊接程序試件、鋼材流線及巨觀金相 檢驗。. 膜厚. 破壞性(金相法)及非破壞性(X 光法)之測 試。. SEM / EDS. SEM 觀察、照相及 EDS 成份分析。. 資料來源:金屬中心檢測網 http://www.quality.org.tw/screw.aspx. 23.
(32) 2.2 螺絲製程 基本上螺絲的生產上有精度的要求,一般多數採冷鍛的方式加工,但規格尺 寸較大如大螺絲與大螺帽是採用熱鍛的方式,材料大多以捲材供料,線頭送入機 器內,經由擠壓而形成螺絲粗胚,由於螺帽與螺絲的生產過程相似以圖 18、19 為例(黃得晉,2005)。. 螺絲的成型, 簡易分為下幾個步驟: (1). 線材冷抽 鋼品線材均為"盤元",熱軋生產尺寸公差上較大, 無法滿足螺絲成型時所需之尺 寸精度, 線材在使用前必要先經由冷抽至所要求的尺寸。. (2). 螺絲頭部成型 抽線過的線材,進入成形機內,以一模兩沖方式將螺絲頭部鍛打成型。 (3). 螺絲牙部成型 至搓牙機,將螺絲牙部利用兩片牙板搓成螺牙。 (4). 清洗 洗去成型過程中附著的油污, 會使表面更光亮。 (5). 熱處理 中碳鋼/合金鋼...等材質,需經熱處理以強化材料。 (6). 鍍層 以電鍍或熱浸鍍在表面鍍上鍍層,主要是防銹美觀用途。. 24.
(33) 圖 18 螺絲生產作業流程 資料來源:金屬中心 ITIS 計畫. 圖 19 螺帽生產作業流程 資料來源:金屬中心 ITIS 計畫. 2.2.1 螺絲用鋼材 螺絲主要製造的材料為棒鋼及線材,有高碳鋼、中碳鋼、低碳鋼、合金鋼與 不鏽鋼,球化後線材為冷打鋼,經過球化熱處理後的線材,具有很好的延展性, 目前都以冷鍛形成為主,因冷鍛的方法可以節省材料、增加生產速度、品質與精 密度較佳,表 9 為一般螺絲螺帽所用鋼種。. 25.
(34) 表 9 一般螺絲螺帽所用鋼種 產 品. 強度 等級. 0~6T 螺 絲. 適用鋼種 JIS 適用鋼種:SWRCH6~25 (R、A、 K)。 4T-SWRCH10R、10K、12A 5T-SWRCH15R~17R、15K 6T-SWRCH25K 適用鋼種: SWRCH35~48 (K、A). AISI 1006~10025(R、A、K) 1010(R)、1012AK 1015R~17R、1015 1025. 7~8T. 7T-SWRCH35K、38K 8T-SWRCH38A、43K、48K. 1035~1048 (AK) 1035、1038 1038AK、1043 、1045、10B21. 9~11T. SCR440、SCM435、440. 4135、4140、10B25. 12T. SCM440、SNCM240、439. 4140、4340、8640. 適用鋼種:SWRCH6~25 (R、A、. 1006~1025 (R、AK). K) 4T~6T-SWRCH10R、K~17R. 1010(R)~1017R. 適用鋼種:SWRCH6~25 (R、A、. 1035~1045、10B21~10B23. 0~6T 螺 帽 8~10T. K) 4T~6T-SWRCH10R、K~17R. 機械螺絲. SWRCH8~18K. 1008~1018. 自攻螺絲 套筒螺絲. SWRCH16~22A SCM435、440. 1016~1022AK 4135、4140. 懸置螺絲. SCM435、440. 4135、4140. 汽缸螺絲. SCM435、440,SCR440、SNCM439. 4135、4140、4340、8640. 輪殼螺絲. SCM435、440,SCR440. 4135、4140、4340. 資料來源:螺絲用鋼材介紹 - 劉曉嶺(螺絲月刊 198 期) / 金屬中心 ITIS 計畫整理. 從螺絲高強度的觀點來說,為了簡化螺絲製程而使用螺絲用硼鋼、非調質鋼線, 螺絲用鋼材以強度變化為主會選擇有強度的鋼做為生產材料。. (1). 低碳鋼含碳量小於 0.25%,因強度低、硬度低被稱為軟鋼,國內稱爲 A3 鋼,國 外稱爲 1008,1015,1018,1022(陳勇全,2014) ,這種強度的常被用來製造鏈 條、鉚釘、螺栓..等。 (2). 中碳鋼含碳量含碳量小於 0.4%,中碳鋼強度與硬度比低碳鋼高,國內通常稱爲. 26.
(35) 35、45 號鋼,國外稱爲 1035,CH38F,1039,40ACR(陳勇全,2014) ,常用來 製造軸心、機械零件、螺絲..等。 (3). 高碳鋼含碳量大於 0.70%,一般高碳鋼的強度很高,適合硬度要求高的環境當中 如鑽頭、軸承、刀具、螺模,但目前市場沒使用。 (4). 合金鋼在普通鋼料加一種或一種以上的合金元素所行成的鋼稱為合金鋼。 (5). 不鏽鋼主要的合金元素為鉻(Cr),鉻含量高於 12%可耐高溫氧化,換句話說幾乎 不會被一般環境所侵蝕。 任何鋼鐵內都會含鐵和碳,所以一種合金元素稱為三元鋼;兩種合金元素稱為四 元鋼,以以常見的合金元素來分類如表 10,具有特殊用途的合金鋼有以下六種 1.工 具鋼 2.不鏽鋼 3.強力鋼級麻時效鋼 4.低溫用鋼 5.耐熱鋼 6.電機與磁性用鋼。 表 10 合金鋼元素分類 三元鋼. 四元鋼. 五元鋼. 鎳鋼. 鎳-鉻鋼. 鎢-鉻-釩鋼. 矽鋼. 鉻-鉬鋼. 鎳-鉻-鉬鋼. 錳鋼. 鉻-釩剛. 鉻-鉬-釩鋼. 鉻鋼. 鎳-鉬鋼. 鉻-鎢-釩剛. 鎢鋼. 鎢-鉻鋼. 鈷-鉻-鎢鋼. 釩剛. 矽-錳鋼. 鎳-鉻-鈷鋼. 資料來源:本研究整理。. 2.2.2 鋼材化學成分 材料中有很多的化學成分,會影響到材料本身性質,以中鋼的規格低碳鋼與 中碳鋼得化學成分有(C)碳、 (Mn)錳、 (Si)矽、 (P)磷、 (S)硫、 (Cr)鉻、 (Al)鋁。其中碳含量越高,則材質的機械性質就越好,錳則是可以補足碳含量 不足的弱點也可同時與矽來提高材質的強度(呂學榮/鋼筋化學成份與 CNS 規範. 27.
(36) 要求) 。 鋼材化學元特性(陳勇全,2014): (1). 碳(C) :主要為提高鋼材強度,常溫時 C 含量愈高,則鋼材機械強度為佳。 (2). 矽(Si) :確保鋼材的強度,在 CNS560 規範矽的成份要在 0.55%以下,基本 上都會在 0.3% 。 (3). 錳(Mn) :主要的作用,可以補足碳含量不足的點,並提高鋼材的強度讓原 本得錳組織更加密緻。 (4). 磷(P):低溫時會使鋼材變脆化,所以才磷殘留太多是不好的。 (5). 硫(S):如磷在低溫時會使鋼材脆化,硫則是在高溫狀態會脆化。. 28.
(37) 以下為中鋼公司鋼材之化學成分及機械性質:. 表 11 冷打或冷鍛用極低碳鋼與中碳鋼化學成分 化 學 成 分. 鋼材 代號. C. Si. Mi. P. S. Cr. Al. C-CH1T. 0.010 以下. -. 0.40 以下. 0.030 以下. 0.020 以下. -. -. C-CH1. 0.015 以下. -. 0.35 以下. 0.030 以下. 0.030 以下. -. -. 0.10 以下. 0.60~0.90. 0.025 以下. 0.025 以下. 0.30~0.50. 0.010 以上. C-CH35ACR 0.35~0.39 C-CH40ACR 0.40~0.44 資料來源:中鋼公司. 表 12 碳素硼鋼及鉻釩硼合金硼鋼化學成分表 鋼材 代號 10B20 10B21. 化 學 成 分 C 0.18~ 0.23. Si 0.10 以下. Mn. P. S. Cr. V. B. -. -. 0.0005 以上. 0.30~ 0.60. 10B22 10B29. 0.26~ 0.30. 10B33. 0.32~ 0.36. 10B38. 0.35~ 0.42. 50BV30 0.27~0.33. 0.15~ 0.35. 0.10 以下. 0.70~ 1.00. 0.70~1.00. 0.025 0.025 以下 以下. 0.030 0.030 0.0005 0.30~0.50 0.10~0.15 以下 以下 以上. 資料來源:中鋼公司. 29.
(38) 表 13 冷間鍛造用低合金鋼化學成分表 化 學 成 分 鋼材代號 C. Si. Mn. P. S. Ni. Cr. Mo. SCM415 0.13~0.18. 0.60~0.90. 0.90~1.20. 0.15~0.25. 0.12~0.18. 0.55~0.95. 0.85~1.25. 0.15~0.30. 0.16~0.21. 0.60~0.90. 0.90~1.20. 0.15~0.25. 0.15~021. 0.55~0.95. 0.85~1.25. 0.15~0.30. 0.18~0.23. 0.60~0.90. 0.90~1.20. 0.15~0.25. 0.17~0.23. 0.55~0.95. 0.90~1.20. 0.60~0.90. 0.85~1.25. RCH SCM415 HRCH SCM418 RCH SCM418 HRCH SCM420 RCH SCM420 HRCH SCM425 RCH 0.23~0.28 SCM425 0.55~0.95 HRCH 0.15~0.35 SCM430. 0.85~.125 0.030. 0.030. 0.25. 以下. 以下. 以下. 0.15~0.30. 0.28~0.33 RCH 0.60~0.90. 0.90~1.20. 032~0.39. 0.55~0.95. 0.85~1.25. 0.15~0.35. 0.38~0.43. 0.60~0.90. 0.90~1.20. 0.15~0.30. 0.37~0.44. 0.55~0.95. 0.85~.125. 0.15~0.35. 0.43~0.48. 0.60~0.90. 0.90~1.20. 0.15~0.30. 0.42~0.49. 0.55~0.95. 0.85~1.25. 0.15~0.35. SCM822RCH. 0.20~0.25. 0.55~0.95. 0.90~.120. SCM822HRCH. 0.19~0.25. 0.55~0.95. 0.85~1.25. SCM435 0.33~0.38 RCH SCM435 HRCH SCM440 RCH SCM440 HRCH SCM445 RCH SCM445 HRCH 0.35~0.45. 資料來源:中鋼公司. 30.
(39) 表 14 機械構造用碳鋼化學成分表 鋼材代號. 化 學 成 分 C. S10C. 0.08~0.13. S12C. 0.10~0.15. S15C. 0.13~0.18. S17C. 0.15~0.20. S20C. 0.18~0.23. S22C. 0.20~0.25. S25C. 0.22~0.28. S28C. 0.25~0.31. S30C. 0.27~0.33. S33C. 0.30~0.36. S35C. 0.32~0.38. S38C. 0.35~0.41. S40C. 0.37~0.43. S43C. 0.40~0.46. S45C. 0.42~0.48. S48C. 0.45~0.51. S50C. 0.50~0.56. S53C. 0.52~0.58. S58C. 0.55~0.61. SO9CK. 0.07~0.12. S15CK. 0.13~0.18. S20CK. 0.18~0.23. Si. Mn. P. S. 0.030 以下. 0.035 以下. 0.025 以下. 0.025 以下. 0.30~0.60. 0.15~0.5. 0.60~0.90. 0.10~0.35 0.30~0.60. 0.15~0.35. 資料來源:中鋼公司. 2.2.3 扣件分類 扣件類產品種眾多,國內廠商以大量生產及訂單為主要導向,且因相關生產技術 發展成熟,但特殊功能的產品設計、規格與專利都是掌握於先進國家,而少量多樣性 產品,會因為訂單來源不穩定,使國內廠商開發意願不高(黃得晉,2006)。扣件市 場有三大分類 1.原廠設備市場(OEM Original Equipment Manufacturer)、2.營建市場. 31.
(40) (Construction)、3.售後維修市場(MRO Maintainace Repair)。其中原廠設備越高代表工 業化程度與國民所得就越高,營建和維修市場越大,則螺帽螺絲等級就越高,價格當 會越好。 OEM 所指的是設備生產與製造的扣件市場,如汽車、航太、電腦、機械等產業。 營建市場(Construction)是指建築與營造業的扣件市場,如機場、大樓、道路、住家等 建築與營造業。MRO 市場則包含 OEM 與營造業所有的售後維修用途的扣件市場, 也包含 DIY 在內的市場。表 15 為國內高值化扣件產品的產業現況與發展機會。. 表 15 我國發展高值化扣件產品分析 項目. 汽車扣件. 精微 3C 扣件. 航太扣件. 汽車用扣件. 3C 產業用之微小軸 件、中空扣件、扣 件. 航空太空扣件. 產品. 屬性 尺寸 材料 技術需求. 結構用保安零件. 傳動、組裝機構/結 構用零件. 直徑:>5mm. 直徑:0.4~2.0mm. 直 徑 : > 3mm. 碳鋼及低合金鋼. 銅合金、不銹鋼. 鋁合金、鈦合金、 超合金. 材料、模具、表面 處理、檢測. 精微鍛造成形技 術、模具設計及加 工技術. 難成形材料製造技 術、航太產品認證. 產品現況. 未來展望. 結構用保安零件. 大汽車廠要求汽車. 台灣為全球電腦生. 扣件製造商需具備 TS16949 認證,國 內廠商已有不少取 得認證,但行銷通 路仍待開發。. 產重鎮,3C 產品生 命週期短、種類 多,扣件需求隨產 品不斷創新而增 加。. 汽車輕量化將帶動 扣件減重的市場需. 隨產業全球化趨勢 造成產品區隔日益. 32. 航太扣件與工業扣 件,在製造技術與 設備上均無太大差 異,但在材料、製 程、品檢要求嚴 格,只要成為合格 供應商,其品質與 技術就具有競爭 力,不須削價競爭 全球航太扣件未來 5 年成長率為約在.
(41) 發展機會. 求,加上材料不斷. 明顯,產品輕薄短. 5.5 ~ 6%,維修市場. 創新,汽車扣件材 料與生產技術將同 時精進。. 小趨勢對於微小電 子電機用扣件帶來 市場潛力可觀。. 隨機隊增加,維修 用扣件將穩定增 加,新民航機需求 預估也增加,展望 航太用扣件需求市 場將呈穩定成長趨 勢。. (1). 產業競爭,車 廠訂單釋出. (1). 我國為 3C 產 業生產重鎮. (1). 亞太機隊擴 增,維修市場. (2). 亞太汽車產量 佔全球 1/3 (3). 我國具備製程 管理優勢. (2). 部分廠商已具 備導入精微鍛 造技術能力. 大 (2). 採購飛機條件 中之工業合作 比例 (3). 中美已簽訂雙 邊適航安全協 定. 資料來源:金屬中心 ITIS 計畫整理/產業專刊. 一般的螺絲被歸類為「扣件」。根據經濟部工業局的歸類,所謂扣件包含螺絲、 螺帽、墊圈、金屬釘、鉚釘、插捎、壁虎釘,其中插捎與壁虎釘被分類為其他螺絲類, 其他分為如表 16(李義剛、余豐榮、何孟澤,2014)。 表 16 扣件名稱與定義 名稱 螺絲、螺帽(Screw and nut). 定義 螺絲是以螺旋原理做成,可使將二物體固 定或連結起來,而螺帽是指在中空柱體 內,有內螺紋的物件。 介於螺釘或螺帽之間,可使螺釘穿過之物 件,並保護承面或加工面、增大承面、防 鬆脫、補位等功能。 一般尾端成尖狀,用於固定相關組件或將 物品固定於牆壁、地板或建物。 可將物件等鎖緊結合,通常使用於金屬及 板片上,藉以作永久性之結合。 拉釘、插捎、扣件、壁虎等。. 墊圈(Washer). 金屬釘(Nail) 鉚釘(Rivet) 其他螺絲(Other screw) 資料來源:經濟部工業產品分類。. 33.
(42) 圖 20 螺絲、螺帽 資料來源:本研究整理。. 圖 21 金屬釘 資料來源:本研究整理. 圖 22 鉚釘 資料來源:本研究整理。. 34.
(43) 圖 23 插捎、快速壁虎 資料來源:本研究整理。. 2.3 灰色系統理論 2.3.1 灰色系統的發展歷程 於 1945 年,系統理論開始發展,由 1954 年 N.Wiener 提出的 Closed Box 與 1953 年 W.R Ashby 提出的 Block Box 理論,都是用來定義未知內部結構、特性和參數的系 統,所以只要以外部及直接的因果關係和輸入與輸出關系的關係來做為研究。1979 年,由中國的中華理工大學鄧聚龍教授,在軍事系統工程學術會議上,宣讀了「參數 不完全大系統的最小資訊鎮定」,且在 1981 年的中美控制系統學術會議上,宣讀了 「Control Problems of Unknown System」,第一次說提到「灰色系統」。 1982 年的自 動化學報上鄧聚龍教授,發表了「參數不完全系統的小資訊鎮定」;1982 年 3 月, North-Holland 出版公司出版的國際雜誌 「系統控制快報」上發表了「灰色系統的控 制問題」,這樣代表著「灰色系統」在國際上以正式宣告灰色系統正式的誕生。在我 們的生活當中,有許多不一樣的系統,例如動植物生長、人體系統、生態系統、水循 環系統、生活中的系統、社會系統….等。為了能了解這些系統的問題,在資料預測中, 缺少資訊的就代表黑色,資訊完整至全都知道就代表白色,資訊不完全與缺乏資訊的. 35.
(44) 兩個極端地帶就代表灰色,灰色系統理論就是在探討資訊不完整或缺乏的情況下所運 用的一種系統,對於少數事物中尋找規律,可得出白因白果、白因灰果、灰因白果的 關係,這也是灰色理論的精髓(張偉哲、陳朝光,2002)。在灰色系統的帶動下,產生 了〝灰色醫學〞 、 〝灰色控制理論〞 、 〝灰色混沌理論〞 、 〝區域經濟灰色分析〞等另一批 新的學科,灰色系統正以蓬勃的生機向前發展,灰色理論是一種新理論,適用於分析 與預測,能達到在有限得數據分析傳達預測未來數據(方上鵬,2000)。. 表 17 灰色系統與其他資料的區別 灰色系統. 模糊集. 概率論. 內涵. 小樣本不確定. 大樣本不確定. 認知不確定. 依據. 信息覆蓋. 概率分布. 隸屬度函數. 手段. 生成. 統計. 邊界取值. 特點. 少數據. 多數據. 經驗(數據). 要求. 允許任意分布. 要求典型分布. 函數. 目標. 現實規律. 歷史統計規律. 認知表達. 信息準則. 最少信息. 無限信息. 經驗信息. 內涵. 小樣本不確定. 大樣本不確定. 認知不確定. 資料來源:鄧聚龍(2003) 。灰色系統理論與應用。. 2.3.2 灰色理論的六大類研究方法 可分成:1.灰生成、2.灰關連分析、3.灰建模、4.灰預測、5.灰決策 6.灰控制,六大 類。簡要敘述如下:. 灰生成(Grey Generating) 灰生成是一種可以補充資訊的一種處理法,利用已有的資料再去尋找新的資料的 方法,可在混亂的數據中,設法找出被隱藏的規律性資料。也就是說,這個方法可以 降低資料中的隨機性,且可提高資料的規律性(張偉哲、溫坤禮、張廷政,2000)。 常看到的灰生成方法為以下四種: (1). 灰關連生成(Grey Relational Generating Operation). 36.
(45) (2). 累加生成(Accumulated Generating Operation) (3). 插值生成(Interpolating Generating Operation) (4). 逆累加生成(Inverse Accumulated Generating Operation). (1).灰關連生成:把資料的實際情況在不失真的情況下的資料處理,這種方法主要是 使用系統的關連性最為評估,再用原始資料中的數據做正規化。 (2).累加生成:一般的累加生成是使用於時間序列,將數據少且無規律的數據換成單 純的遞增數列,是為了減少隨機性(洪欽銘、李龍鑣,1996),所以把資料慢慢 累加上去變成新資料,目的是通過累加的資料可以改變資料的層次,從中可以發 現新的規律(鄧聚龍,2000)。 (3).逆累加生成:逆累加生成是累加生成的逆運算,將序列資料前後相減所形成的新 數列,目的是為了驗證模型的精確度。 (4).插值生成:是使用現有的資料與數學方法所建立期間所缺的資料(張偉哲、溫坤 禮、張廷政,2000)。. 灰關連分析(Grey Relational Analysis) 灰關連分析是以離散序列作為分析對其數據有相關程度的方法,可以衡量各種不 同的因素之間的關連程度大或小的一種方法。最主要是針對不明確與不完整的數據作 為模型來進行關連分析的作業,藉著預測來探討與瞭解數據目前的情況(張偉哲、溫 坤禮、張廷政,2000) 。灰關連分析具有以下的特點(鄧聚龍,1987;白振義,1993):. (1). 所建立的模型要屬非函數的序列模型。 (2). 計算方法簡易。 (3). 不需大量資料。 (4). 資料不需符合典型的規律。. 37.
(46) 灰關連度的衡量公式為 r xi , x j 灰關連度可分為下列兩種: (1).局部性的灰關連:在序列中只要取只取序列第一列 做為. X 0 為參考列,其他的序列 X i. X 0 的比較序列可,稱為局部性灰關連度。. (2).整體性的灰關連:所有序列中,任何一個序列都可. X i 做為參考序列,稱為整體. 性灰關連度。. 灰建模(Grey Model Construction) 可利用灰生成後的資料建立灰差分方程和灰微分方程的模式,以上稱為灰建模。. 灰預測(Grey Prediction) 灰色預測是以灰建模為基本模型在對現有資料做預測的方法,實際上是找出某個 數列中的未來動向。灰預測是不需要大量的資料,且計算方法簡單,不管長期短期可 做預測,也因為準確高、誤差小等特點,常被許多學者廣泛應用被應用的領域如: 農 業、工業、經濟、醫學等,都獲得不錯的成果。 灰預測可分為以下五種(溫坤禮等,2009):. (1). 數列預測(Sequence Grey Prediction) (2). 災變預測(Calamities grey Prediction) (3). 季節災變預測(Seasonal Calamities Grey Prediction) (4). 拓樸預測(Topological Grey Prediction) (5). 系統綜合預測(Systematic Grey Prediction). 38.
(47) 灰決策(Grey Decision Making) 對於某個事件,因為考慮的對策有所不同而會有不同效果,為更加瞭解問題點, 要將對策和模型結合決策可稱為灰色決策。. 灰控制(Grey Control) 灰控制是通過系統所形成的資料,為了尋求有規律的發展,以及可預測未來的行 為。只要預測值得到後,將預測值回傳到系統,進行系統控制的一種方法。. 39.
(48) 第三章、研究方法 3.1 研究方法 3.1.1 灰色關連分析 灰關聯分析是灰色系統理論中透過較離散序列的分析方法,其中可分為「局部性 的灰關連度」與「整體性的灰關連度」,差別在於主要的「局部性灰關連度」只使用 有一個序列作為參考的序列,其他序列為比較的序列,且「整體性的灰關連度」是所 有序列皆可參考(溫坤禮等,2009) 。 灰關聯排序(Grey Relational Analysis)是針對灰色系統的因素之間發展動態而進 行量化比較,根據因素和參素之間發展趨勢與相似或相異程度,來衡量因素間相關聯 程度的方法,可把系統中的數據之間的各種關係呈現出來,可作為系統決策、預測控 制,這樣的方法提供了較可靠的資料依據。灰關連排序是依據各因素讀趨勢作分析, 所以也不須大量的數據資料作為樣本,所得樣本也不須要有規律性,所需計算量也較 少, 也不會發生量化分析出的結果與定性分析的結果有所不同的情形;對於兩個系統 之間的因素,會隨時間或不同對象而變化的關聯性大小,稱為關聯度。在因素發展過 程中,有兩個因素變化是具有ㄧ致性,即同步變化較高,可謂二個關連程度較高;如 相反的,則是較低(簡禎富,2005) 。. 本研究以灰關連排序分析作為主要的研究驟與計算方法如下:. 40.
(49) 原始數據正規化 ri k . 指定標準列計算差序列 △0i k . 求最大差與最少差 △max. △min. 計算灰關連係數 0i k . . 計算灰關連 0i. 依據灰關連排序 圖 24 灰關連度流程圖 資料來源:簡禎富,2005. 41.
(50) 第一步驟:將原始資料正規化。將原始數據 xi (k)除以該列之平均值近行正規化,如 第(1)式所示(簡禎富,2005):. r. i (k)=. x k ,i=a,…,d, k=甲,…,丁 x k / k i. (1). 丁. k 甲. i. 第二步驟:指定標準列計算差序列,如第(2)式所示。. k = r k - r k oi. 0. 第三步驟:求最大差. . . max. . max. 和最小差. . min. (2). ,如第(3)式與第(4)所示。. k . (3). Min k . (4). = Max. oi. i, k. = mi n. , i=1,2,3 k=甲,…,丁. i. oi. i, k. 第四步驟:計算灰色關連係數. k 。令關連係數 k 之定義如下,其中 為調整 oi. oi. 係數,取 =0.5 即代入最大差及最小差,得所有元素之灰色關連係數,如第(5)式所 示。. max mn k oi = k oi max. (5). 第五步驟:計算每一列與標準列之灰色關連度 oi ,如第(6)式所示。 丁. oi = oi k / 4. (6). k 甲. 第六步驟:根據灰色關連度排序。 灰色關連分析可以用來衡量因素之間關連度大小,可找出影響發展狀態的重要因 素。因此,灰色關連分析對系統發展之變化趨勢與歷程提供可量化與動態分析。. 42.
(51) 第四章、資料分析與結果. 本研究所使用的研究方法為「灰色理論」中的灰關連排序分析,依結果顯示解釋 灰關連排序之所得的重要製程因素,因此本章節 4.1 資料分析與 4.2 灰關連排序分析 之結果兩大部分做說明。 4.1 資料分析 本研究的原始數據為螺絲的硬度與影響硬度的因素,採用灰色系統理論中的灰關 連度排序分析,在螺絲熱處理製程中,會影響硬度的主要因素為,溫度、時間,另外 還以鋼材中的化學成份碳(C)跟錳(Mn)這兩種在材質中有多少比例作為因素依據,溫 度分為,淬火和回火兩種溫度的因數,再依據灰關連度排序來分析的結果來說明影響 硬度的重要因素排序。. 原始數據的 X1、X2、X3….X50 為螺絲樣本數,共有 50 個樣本,主要因素 A0 為螺絲硬度,會影響硬度的第一個因素溫度,本研究把溫度分為兩種第一種 A1 淬火 與 A2 回火,第二的因素 A3 時間,由於調質連續爐重螺絲工件入爐到出爐,時間固 定 150 分鐘,第三個因素鋼材的化學成分,本研究以碳、錳這兩種成分在螺絲所使用 的鋼材內有多少%為依據,A4 為錳含量、A5 為碳含量。. 選擇相關因素之探討: 以詢問方式訪問熱處理廠商,所得到的資料與熱處理螺絲製程中最主要因素,在 先進工程學刊2014,蔡若鵬等人「探討螺絲綠色製程之優先處理順序及機會辨識」一 文中提到綠色螺絲製程,螺絲在製程中的重要性計算範例,客戶對螺絲的機械性質, 包含抗拉強、度韌性強度、扭力強度都是名列前茅,而螺絲得機械性質主要是以硬度 為主要考量,且重要子製程回火、淬火、滲碳也在前五名內。鋼材的化學成份以呂學. 43.
(52) 榮技師在「鋼筋化學成份與CNS規範要求」提到“不管CNS國家標準、日本JIS規範、 美國ASTM規範對於鋼筋、鋼板、鋼料試驗,一定是先規定化學成份試驗”且也提到 “不管強度、硬度都是化學成份來決定的”,Fathy等人也在鋼材腐蝕研究中也提到, 鋼材的耐性與機械性質都源至於材料本身化學組成。. 步驟一:原始數據正規化 表 18 螺絲硬度之相關因素 硬度 A0. 淬火溫度 A1 回火溫度 A2. 時間 A3. 錳含量 A4. 碳含量 A5. X1. 30.9. 850. 510. 150. 0.60. 0.40. X2. 37.5. 850. 510. 150. 0.60. 0.33. X3. 36. 850. 510. 150. 0.60. 0.33. X4. 37.8. 850. 510. 150. 0.60. 0.33. X5. 29.1. 880. 440. 150. 0.70. 0.18. X6. 30. 880. 440. 150. 0.70. 0.18. X7. 30.1. 850. 510. 150. 0.60. 0.40. X8. 30.4. 850. 500. 150. 0.60. 0.35. X9. 37.4. 850. 450. 150. 0.60. 0.35. X10. 36.7. 850. 450. 150. 0.60. 0.35. X11. 31.3. 850. 510. 150. 0.60. 0.35. X12. 30.6. 850. 510. 150. 0.60. 0.35. X13. 29.8. 850. 540. 150. 0.60. 0.40. X14. 30.9. 850. 510. 150. 0.60. 0.35. X15. 37.6. 850. 490. 150. 0.60. 0.33. X16. 35.4. 850. 450. 150. 0.60. 0.35. 44.
(53) X17. 28.8. 880. 440. 150. 0.70. 0.18. X18. 28.4. 850. 520. 150. 0.60. 0.35. X19. 31.8. 850. 490. 150. 0.60. 0.35. X20. 30.9. 850. 490. 150. 0.60. 0.35. X21. 28.2. 850. 520. 150. 0.60. 0.35. X22. 27.6. 850. 520. 150. 0.60. 0.35. X23. 30.7. 850. 540. 150. 0.60. 0.40. X24. 29.2. 850. 540. 150. 0.60. 0.35. X25. 30.1. 850. 510. 150. 0.60. 0.35. X26. 30.4. 850. 510. 150. 0.60. 0.35. X27. 37.3. 850. 450. 150. 0.60. 0.35. X28. 35.7. 850. 450. 150. 0.60. 0.35. X29. 31.3. 850. 510. 150. 0.60. 0.35. X30. 29.7. 850. 440. 150. 0.70. 0.18. X31. 29.9. 850. 540. 150. 0.60. 0.40. X32. 28.7. 850. 540. 150. 0.60. 0.35. X33. 28.8. 850. 540. 150. 0.60. 0.35. X34. 28.2. 850. 510. 150. 0.60. 0.35. X35. 31.5. 850. 510. 150. 0.60. 0.35. X36. 30.7. 850. 510. 150. 0.60. 0.35. X37. 29.5. 880. 440. 150. 0.70. 0.18. X38. 30.5. 880. 440. 150. 0.70. 0.18. X39. 30.8. 850. 510. 150. 0.60. 0.35. X40. 29.4. 850. 450. 150. 0.70. 0.18. 45.
(54) X41. 31.2. 850. 510. 150. 0.60. 0.35. X42. 28.8. 880. 450. 150. 0.70. 0.18. X43. 29.7. 880. 450. 150. 0.70. 0.18. X44. 30.9. 850. 510. 150. 0.60. 0.40. X45. 28.9. 850. 510. 150. 0.60. 0.40. X46. 28.2. 850. 510. 150. 0.60. 0.35. X47. 27.9. 850. 510. 150. 0.70. 0.32. X48. 29.4. 850. 510. 150. 0.70. 0.32. X49. 28.1. 850. 510. 150. 0.60. 0.35. X50. 28.9. 850. 520. 150. 0.60. 0.35. 資料來源:本研究整理。. 步驟二:指定標準列與計算差序列. 把 A(硬度)為主要的標準數列,數列 A0 為比較的數列。再利用灰關連排序之公 式(2)計算螺絲硬度與影響硬度的因素差序列( oi k ),如表 19。. 表 19 正規化後的數據表 硬度 A0. 淬火溫度 A1 回火溫度 A2. 時間 A3. 錳含量 A4. 碳含量 A5. X1. 0.996. 0.995. 16.435. 1.000. 0.965. 1.236. X2. 1.208. 0.995. 16.435. 1.000. 0.965. 1.020. X3. 1.160. 0.995. 16.435. 1.000. 0.965. 1.020. X4. 1.218. 0.995. 16.435. 1.000. 0.965. 1.020. X5. 0.938. 1.030. 14.179. 1.000. 1.125. 0.556. X6. 0.967. 1.030. 14.179. 1.000. 1.125. 0.556. 46.
(55) X7. 0.970. 0.995. 16.435. 1.000. 0.965. 1.236. X8. 0.980. 0.995. 16.112. 1.000. 0.965. 1.082. X9. 1.205. 0.995. 14.501. 1.000. 0.965. 1.082. X10. 1.183. 0.995. 14.501. 1.000. 0.965. 1.082. X11. 1.009. 0.995. 16.435. 1.000. 0.965. 1.082. X12. 0.986. 0.995. 16.435. 1.000. 0.965. 1.082. X13. 0.960. 0.995. 17.401. 1.000. 0.965. 1.236. X14. 0.996. 0.995. 16.435. 1.000. 0.965. 1.082. X15. 1.212. 0.995. 15.790. 1.000. 0.965. 1.020. X16. 1.141. 0.995. 14.501. 1.000. 0.965. 1.082. X17. 0.928. 1.030. 14.179. 1.000. 1.125. 0.556. X18. 0.915. 0.995. 16.757. 1.000. 0.965. 1.082. X19. 1.025. 0.995. 15.790. 1.000. 0.965. 1.082. X20. 0.996. 0.995. 15.790. 1.000. 0.965. 1.082. X21. 0.909. 0.995. 16.757. 1.000. 0.965. 1.082. X22. 0.889. 0.995. 16.757. 1.000. 0.965. 1.082. X23. 0.989. 0.995. 17.401. 1.000. 0.965. 1.236. X24. 0.941. 0.995. 17.401. 1.000. 0.965. 1.082. X25. 0.970. 0.995. 16.435. 1.000. 0.965. 1.082. X26. 0.980. 0.995. 16.435. 1.000. 0.965. 1.082. X27. 1.202. 0.995. 14.501. 1.000. 0.965. 1.082. X28. 1.150. 0.995. 14.501. 1.000. 0.965. 1.082. X29. 1.009. 0.995. 16.435. 1.000. 0.965. 1.082. X30. 0.957. 0.995. 14.179. 1.000. 1.125. 0.556. 47.
(56) X31. 0.964. 0.995. 17.401. 1.000. 0.965. 1.236. X32. 0.925. 0.995. 17.401. 1.000. 0.965. 1.082. X33. 0.928. 0.995. 17.401. 1.000. 0.965. 1.082. X34. 0.909. 0.995. 16.435. 1.000. 0.965. 1.082. X35. 1.015. 0.995. 16.435. 1.000. 0.965. 1.082. X36. 0.989. 0.995. 16.435. 1.000. 0.965. 1.082. X37. 0.951. 1.030. 14.179. 1.000. 1.125. 0.556. X38. 0.983. 1.030. 14.179. 1.000. 1.125. 0.556. X39. 0.993. 0.995. 16.435. 1.000. 0.965. 1.082. X40. 0.947. 0.995. 14.501. 1.000. 1.125. 0.556. X41. 1.005. 0.995. 16.435. 1.000. 0.965. 1.082. X42. 0.928. 1.030. 14.501. 1.000. 1.125. 0.556. X43. 0.957. 1.030. 14.501. 1.000. 1.125. 0.556. X44. 0.996. 0.995. 16.435. 1.000. 0.965. 1.236. X45. 0.931. 0.995. 16.435. 1.000. 0.965. 1.236. X46. 0.909. 0.995. 16.435. 1.000. 0.965. 1.082. X47. 0.899. 0.995. 16.435. 1.000. 1.125. 0.989. X48. 0.947. 0.995. 16.435. 1.000. 1.125. 0.989. X49. 0.906. 0.995. 16.435. 1.000. 0.965. 1.082. X50. 0.931. 0.995. 16.757. 1.000. 0.965. 1.082. 資料來源:本研究整理。. 48.
(57) 表 20 灰關連差序列 淬火溫度 A1. 回火溫度 A2. 時間 A3. 錳含量 A4. 碳含量 A5. X1. 0.001. 15.439. 0.004. 0.031. 0.240. X2. 0.213. 15.226. 0.208. 0.244. 0.189. X3. 0.165. 15.275. 0.160. 0.195. 0.140. X4. 0.223. 15.217. 0.218. 0.253. 0.198. X5. 0.092. 13.241. 0.062. 0.188. 0.381. X6. 0.063. 13.212. 0.033. 0.159. 0.411. X7. 0.025. 15.465. 0.030. 0.005. 0.266. X8. 0.015. 15.133. 0.020. 0.015. 0.102. X9. 0.210. 13.296. 0.205. 0.241. 0.124. X10. 0.188. 13.319. 0.183. 0.218. 0.101. X11. 0.014. 15.426. 0.009. 0.044. 0.073. X12. 0.009. 15.449. 0.014. 0.021. 0.096. X13. 0.035. 16.441. 0.040. 0.004. 0.276. X14. 0.001. 15.439. 0.004. 0.031. 0.086. X15. 0.217. 14.578. 0.212. 0.247. 0.192. X16. 0.146. 13.360. 0.141. 0.176. 0.059. X17. 0.102. 13.251. 0.072. 0.197. 0.372. X18. 0.080. 15.842. 0.085. 0.049. 0.166. X19. 0.030. 14.765. 0.025. 0.060. 0.057. X20. 0.001. 14.794. 0.004. 0.031. 0.086. X21. 0.086. 15.848. 0.091. 0.056. 0.173. X22. 0.106. 15.867. 0.111. 0.075. 0.192. 49.
(58) X23. 0.006. 16.412. 0.011. 0.025. 0.247. X24. 0.054. 16.460. 0.059. 0.024. 0.141. X25. 0.025. 15.465. 0.030. 0.005. 0.112. X26. 0.015. 15.455. 0.020. 0.015. 0.102. X27. 0.207. 13.299. 0.202. 0.237. 0.120. X28. 0.155. 13.351. 0.150. 0.186. 0.069. X29. 0.014. 15.426. 0.009. 0.044. 0.073. X30. 0.038. 13.222. 0.043. 0.168. 0.401. X31. 0.032. 16.438. 0.036. 0.001. 0.273. X32. 0.070. 16.477. 0.075. 0.040. 0.157. X33. 0.067. 16.473. 0.072. 0.037. 0.154. X34. 0.086. 15.526. 0.091. 0.056. 0.173. X35. 0.020. 15.420. 0.015. 0.050. 0.067. X36. 0.006. 15.445. 0.011. 0.025. 0.092. X37. 0.080. 13.228. 0.049. 0.175. 0.394. X38. 0.047. 13.196. 0.017. 0.143. 0.427. X39. 0.003. 15.442. 0.007. 0.028. 0.089. X40. 0.048. 13.554. 0.053. 0.178. 0.391. X41. 0.010. 15.429. 0.005. 0.041. 0.076. X42. 0.102. 13.573. 0.072. 0.197. 0.372. X43. 0.073. 13.544. 0.043. 0.168. 0.401. X44. 0.001. 15.439. 0.004. 0.031. 0.240. X45. 0.064. 15.503. 0.069. 0.033. 0.305. X46. 0.086. 15.526. 0.091. 0.056. 0.173. 50.
(59) X47. 0.096. 15.536. 0.101. 0.226. 0.090. X48. 0.048. 15.487. 0.053. 0.178. 0.041. X49. 0.090. 15.529. 0.094. 0.059. 0.176. X50. 0.064. 15.826. 0.069. 0.033. 0.150. 資料來源:本研究整理。. 步驟三:求最大差與最小差。 依據表 20 利用公式(3)與公式(4),得出最大差. . max. =16.447 ,最小差. . min. =0.001 。. 步驟四:計算灰關連係數 依據步驟 3 所得之最大差. . max. =16.447,最小差. . 係數( )的值為 0.5,代入公式(5),計算灰關連係數(. min. =0.001,以及本研究設定辨識. k ),計算結果如表 21 所示。 oi. 表 21 灰關連係數 淬火溫度 A1. 回火溫度 A2. 時間 A3. 錳含量 A4. 碳含量 A5. X1. 1.000. 0.348. 1.000. 0.996. 0.972. X2. 0.975. 0.351. 0.975. 0.971. 0.978. X3. 0.980. 0.350. 0.981. 0.977. 0.983. X4. 0.974. 0.351. 0.974. 0.970. 0.977. X5. 0.989. 0.384. 0.993. 0.978. 0.956. X6. 0.992. 0.384. 0.996. 0.981. 0.953. X7. 0.997. 0.348. 0.996. 0.999. 0.969. X8. 0.998. 0.353. 0.998. 0.998. 0.988. X9. 0.975. 0.383. 0.976. 0.972. 0.985. X10. 0.978. 0.382. 0.978. 0.974. 0.988. X11. 0.998. 0.348. 0.999. 0.995. 0.991. 51.
(60) X12. 0.999. 0.348. 0.998. 0.997. 0.989. X13. 0.996. 0.334. 0.995. 1.000. 0.968. X14. 1.000. 0.348. 1.000. 0.996. 0.990. X15. 0.974. 0.361. 0.975. 0.971. 0.977. X16. 0.983. 0.381. 0.983. 0.979. 0.993. X17. 0.988. 0.383. 0.991. 0.977. 0.957. X18. 0.990. 0.342. 0.990. 0.994. 0.980. X19. 0.996. 0.358. 0.997. 0.993. 0.993. X20. 1.000. 0.358. 1.000. 0.996. 0.990. X21. 0.990. 0.342. 0.989. 0.993. 0.980. X22. 0.987. 0.342. 0.987. 0.991. 0.977. X23. 0.999. 0.334. 0.999. 0.997. 0.971. X24. 0.994. 0.334. 0.993. 0.997. 0.983. X25. 0.997. 0.348. 0.996. 0.999. 0.987. X26. 0.998. 0.348. 0.998. 0.998. 0.988. X27. 0.976. 0.383. 0.976. 0.972. 0.986. X28. 0.982. 0.382. 0.982. 0.978. 0.992. X29. 0.998. 0.348. 0.999. 0.995. 0.991. X30. 0.995. 0.384. 0.995. 0.980. 0.954. X31. 0.996. 0.334. 0.996. 1.000. 0.968. X32. 0.992. 0.333. 0.991. 0.995. 0.981. X33. 0.992. 0.333. 0.991. 0.996. 0.982. X34. 0.990. 0.347. 0.989. 0.993. 0.980. X35. 0.998. 0.348. 0.998. 0.994. 0.992. 52.
(61) X36. 0.999. 0.348. 0.999. 0.997. 0.989. X37. 0.991. 0.384. 0.994. 0.979. 0.954. X38. 0.994. 0.384. 0.998. 0.983. 0.951. X39. 1.000. 0.348. 0.999. 0.997. 0.989. X40. 0.994. 0.378. 0.994. 0.979. 0.955. X41. 0.999. 0.348. 0.999. 0.995. 0.991. X42. 0.988. 0.378. 0.991. 0.977. 0.957. X43. 0.991. 0.378. 0.995. 0.980. 0.954. X44. 1.000. 0.348. 1.000. 0.996. 0.972. X45. 0.992. 0.347. 0.992. 0.996. 0.964. X46. 0.990. 0.347. 0.989. 0.993. 0.980. X47. 0.989. 0.347. 0.988. 0.973. 0.989. X48. 0.994. 0.347. 0.994. 0.979. 0.995. X49. 0.989. 0.347. 0.989. 0.993. 0.979. X50. 0.992. 0.342. 0.992. 0.996. 0.982. 資料來源:本研究整理。. 步驟五:計算灰色關連度. 根據公式(6)計算灰色關連度( oi ),如表 22 所示。. 步驟六:根據灰色關連度排序。 依據灰色關連排出影響螺絲硬度之因素的優先順序任一個因素有較大的 oi 值 將被認定為較重要的影響因素;反之則是較不重要的影響因素。灰關連度值與優先排 名整理如表 22。 表 22 灰關連度與排序. 53.
(62) 排序. 影響螺絲硬度之因素. 灰關連度. 03. 時間. 0.990. 01. 淬火溫度. 0.990. 04. 錳含量. 0.987. 05. 碳含量. 0.976. 02. 回火溫度. 0.356. 資料來源:本研究整理。. 根據灰色關連度排序。 03 > 01 > 04 > 05 > 02 分別是 03 的時間、 01 淬火溫度、 04 錳 含量、 05 碳含量、 02 回火溫度。. 所以影響硬度最大的因素為時間、第二個為淬火、第三個錳含量、第四個為碳含 量、第五個為回火溫度。 4.2 灰關連排序結果 本研究運用灰色理論中的灰關連度排序分析,研究有關金屬熱處理扣件類螺絲, 會影響到螺絲熱處理後硬度的因素,研究結果顯示時間是最重要的因素之一,其次為 淬火,然後是錳含量,第四個碳含量、第五個回火溫度。 由於時間如果過長會導致螺絲在爐內的放置太久,在一定溫度下螺絲會脫碳,簡 單說螺絲內部組織遭到破壞,讓螺絲無法使用,最後整批工件都得報廢,如時間太短, 就無法達到客戶要求的硬度,要在二次重工造成電力與時間等無形的成本浪費,在螺 絲熱處理過程中,尤其重要的一點就是溫度,溫度太高太低不行的,會導致硬度不均 或無法達到要求硬度,材料則是決定如何處理的一項指標,不同材料所鍛造出的螺絲, 會有不同的處理方式,也就是說淬火與回火溫度都是,依據材料的不同而調整,所以 排序的第三和第四錳與碳為鋼材的必要化學成分之一,但並不是每次的材料所含的化 學成份都一樣,會有些許的不同,這些不同的成分含量,都會影響到螺絲熱處理後的. 54.
(63) 硬度。. 55.
數據

+7



Outline
相關文件
Promote project learning, mathematical modeling, and problem-based learning to strengthen the ability to integrate and apply knowledge and skills, and make. calculated
◦ 金屬介電層 (inter-metal dielectric, IMD) 是介於兩 個金屬層中間,就像兩個導電的金屬或是兩條鄰 近的金屬線之間的絕緣薄膜,並以階梯覆蓋 (step
Wang, Solving pseudomonotone variational inequalities and pseudocon- vex optimization problems using the projection neural network, IEEE Transactions on Neural Networks 17
volume suppressed mass: (TeV) 2 /M P ∼ 10 −4 eV → mm range can be experimentally tested for any number of extra dimensions - Light U(1) gauge bosons: no derivative couplings. =>
Define instead the imaginary.. potential, magnetic field, lattice…) Dirac-BdG Hamiltonian:. with small, and matrix
2-1 註冊為會員後您便有了個別的”my iF”帳戶。完成註冊後請點選左方 Register entry (直接登入 my iF 則直接進入下方畫面),即可選擇目前開放可供參賽的獎項,找到iF STUDENT
Microphone and 600 ohm line conduits shall be mechanically and electrically connected to receptacle boxes and electrically grounded to the audio system ground point.. Lines in
The continuity of learning that is produced by the second type of transfer, transfer of principles, is dependent upon mastery of the structure of the subject matter …in order for a
