行政院國家科學委員會專題研究計畫 成果報告
鎂合金管棒板材之成形性分析及各式鎂合金產品之開發-- 子計畫三:鎂合金熱間擠製加工製程之開發(3/3)
研究成果報告(完整版)
計 畫 類 別 : 整合型
計 畫 編 號 : NSC 96-2221-E-011-033-
執 行 期 間 : 96 年 08 月 01 日至 97 年 07 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 向四海
計畫參與人員: 碩士班研究生-兼任助理人員:賴忠瑋 博士班研究生-兼任助理人員:林益瑋
報 告 附 件 : 出席國際會議研究心得報告及發表論文
處 理 方 式 : 本計畫可公開查詢
中 華 民 國 97 年 10 月 23 日
行政院國家科學委員會補助專題研究計畫 ■ 成 果 報 告
□ 期中進度報告
鎂合金管棒板材之熱間擠製製程之開發
計畫類別:□ 個別型計畫 ■ 整合型計畫 計畫編號:NSC 94-2212-E-011-020
NSC 95-2221-E-011-104 NSC 96-2221-E-011-033
執行期間: 94 年 08 月 01 日至 97 年 07 月 31 日
計畫主持人: 向 四 海 共同主持人:
計畫參與人員:林益瑋、洪大凡、鄭力瑋、賴忠瑋、邱仁志
成果報告類型(依經費核定清單規定繳交):□ 精簡報告 ■ 完整報告
本成果報告包括以下應繳交之附件:
□ 赴國外出差或研習心得報告一份
□ 赴大陸地區出差或研習心得報告一份
■ 出席國際學術會議心得報告及發表之論文各一份
□ 國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、
列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢
執行單位:國立台灣科技大學 機械工程系
摘要
本計劃之主要內容有關對鎂合金在熱間擠製加工之製程開發 及改良擠製製程之研究,包含管材及棒材之製程開發與使用不同錐角 模具之板材擠製成形特性研究,分別探討鎂合金擠製過程中當材料溫 度變化時對成品之成形特性、擠製負荷之變化及機械性質產所生之影 響。另外,並探討各個不同之擠製參數在不同擠製比之下對產品品質 之影響,也嘗試對於在不同擠製比所擠製出之成品進行顯微組織之觀 察,以期掌握在擠製過程中之金屬流動及變形舉動。
目前工業界中鎂合金成品主要之成形法以壓鑄加工或半固態成 形法為主流,但因其產品良率之問題而導致鎂合金產品在市場上單價 偏高的現象,也因為如此,所以各研究單位均將目標朝向改善其良率 或改發新製程之方向進行研發,本計劃之主要目標為針對鎂合金之管 材、棒材及板材之熱間擠製進行製程之開發,並建立一套生產鎂合金 產品之熱間擠製之加工模式,藉由此一製程之開發,各種不同形狀之 產品均能在此加工模式下順利成形,也希望研究之成果能提供產業界 在鎂合金加工領域之參考。
ABSTRACT
The main propose of this study is to develop and improve the hot extrusion process for producing magnesium alloy products, including develop the new processes for tube and rod products, investigate formability for sheet product under different cone angles of die. And also discuss the influence of heating temperature of billet on the foming characteristics, extrusion loads and mechanical properties of magnesium alloy products under hot extrusion process. Beside, the influence of extrusion parameters on the quality of products under different extrusion ratio are investigated. Moreover, the microstructure of the extruded parts under different extrusion ratio are observed, to clarify the metal flow and deformation behavior during extrusion.
The main forming methods for manufacturing of magnesium alloy are diecasting and semi-solid forming, using these methods the yield of the product is still in low level, it cause the price of magnesium alloy products stands in high level. Therefore, the researchers are making their effort to improve the yield of the product and develop new process in the production of magnesium for producing magnesium alloy tubes, rods and sheets under hot extrusion, and try to estabilish new model for manufacturing magnesium alloy products. The result of this study can offer a reference for magnesium alloy industry.
目錄
摘要... I ABSTRACT... II 目錄...III 圖目錄...VII 表目錄... XI
第一章 序論...1
1.1 前言 ...1
1.3 擠製加工簡介 ...3
1.4 鎂合金之簡介 ...4
1.4.1 鎂合金特性 ...5
1.4.2 鎂合金發展 ...8
1.4.3 鎂合金命名規範 ...8
1.4.4 鎂合金之作業安全 ...10
1.5 文獻回顧 ...11
第二章 田口實驗計劃法與模糊理論 ...14
2.1 田口方法 ...14
2.1.1 田口品質計劃法 ...14
2.1.2 田口品質規劃法參數設計步驟 ...15
2.1.3 田口品質直交表計劃法 ...16
2.1.4 信號雜訊比 ...17
2.2 變異數分析 ...19
2.3 模糊理論 ...21
第三章 實驗設備與步驟 ...24
3.1 實驗設備...24
3.1.1 熱間臥室擠製機 ...24
3.1.2 數據擷取器與控制器 ...25
3.1.3 加熱爐 ...25
3.2 實驗步驟 ...26
3.2.1 擠製實驗之步驟 ...26
3.2.2 實驗參數規劃 ...27
3.3 機械性質試驗 ...29
3.3.1 拉伸試驗 ...29
3.3.2 壓平試驗 ...31
第四章 鎂合金管材之熱間擠製製程之開發研究 ...33
4.1 實驗規劃 ...33
4.2 壓平試驗之探討 ...35
4.3 驗證實驗 ...40
4.3.1 AZ31 管材抗拉強度之最佳參數組合之驗證實驗....41
4.3.2 AZ61 管材抗拉強度之最佳參數組合之驗證實驗....42
4.3.3 AZ80 管材抗拉強度之最佳參數組合之驗證實驗....43
4-4 變異數分析...45
4-5 結論...47
第五章 鎂合金板材之熱間擠製製程之開發研究 ...48
5.1 實驗規劃 ...48
5.2 變速法之探討 ...49
5.2.1 固定速度法與變速法 ...49
5.2.2 AZ31 板材擠製加工之調變時機點 ...55
5.2.3 AZ61 板材擠製加工之調變時機點 ...58
5.2.4 AZ80 板材擠製加工之調變時機點 ...60
5.3 擠製負荷之探討 ...62
5.4 板材抗拉強度之最佳製程參數組合...64
5.4.1 AZ31 板材抗拉強度之最佳製程參數組合...64
5.4.2 AZ61 板材抗拉強度之最佳製程參數組合...68
5.4.3 AZ80 板材抗拉強度之最佳製程參數組合...71
5.5 模糊理論應用於板材擠製加工中之調變時機點預測...75
5.5.1 變速時機點之模糊預測系統的建構 ...76
5.5.2 不同模具半角之變速時機點的預測 ...77
5.5.3 變速時機點之模糊預測系統之驗證實驗 ...80
第六章 鎂合金棒材之熱間擠製加工製程之研究 ...82
6.1 實驗規劃 ...82
6.2 擠製負荷之探討 ...83
6.3 不同擠製比對棒材抗拉強度與顯微組織之分析...86
6.4 不同材料與加熱溫度對棒材抗拉強度之分析...89
6.5 擠製速度對棒材抗拉強度與顯微組織之分析...91
6.6 結論 ...94
第七章 結論...96
參考文獻...98
出席國際學術會議心得報告 ...102
心得報告(一):8THESDA2006 ...102
心得報告(二):7THAPCMP2007 ...105
心得報告(三):10THAMPT2008 ...108
投稿期刊論文(一)...112
投稿期刊論文(二)...120
圖目錄
圖 1-1 鎂合金產業結構 ...2
圖 1-2 直接擠製加工 ...4
圖 1-3 間接擠製加工 ...4
圖 2-1 模糊邏輯單元的基本架構圖 ...21
圖 2-2 模糊邏輯單元的歸屬函數 ...23
圖 3-1 500 噸熱間擠製加工機 ...24
圖 3-2 控制器 ...25
圖 3-3 加熱爐 ...26
圖 3-4 30 噸萬能試驗機 ...29
圖 3-5 圓棒之拉伸試片 ...30
圖 3-6 板材之拉伸試片 ...30
圖 3-7 板材加工後之標準試驗片 ...31
圖 3-8 管材加工後之標準試驗片 ...31
圖 3-9 壓平實驗示意圖 ...32
圖 3-10 管材銲接縫破裂位置 ...32
圖 4-1 田口實驗計劃法之步驟流程圖 ...35
圖 4-2 AZ31 管材抗拉強度之因子效果圖...38
圖 4-3 AZ31 擠錠與管材在不同擠製初速度之顯微組織 ...41
圖 4-4 AZ61 擠錠與管材在不同擠製初速度之顯微組織 ...42
圖 5-1 擠製加工之負荷曲線 ...50
圖 5-2 有缺陷破裂之擠製板材 ...51
圖 5-3 擠製速度過快之碎裂成品 ...51
圖 5-4 健全之擠製板材 ...52
圖 5-5 無法擠出板材之失敗樣品 ...53
圖 5-6 擠製板材表面之氧化魚鱗片 ...54
圖 5-7 擠製板材表面之氧化現象 ...54
圖 5-8 AZ31 鎂合金於模具半角 20°之調變時機曲線...56
圖 5-9 AZ31 鎂合金於模具半角 30°之調變時機曲線...56
圖 5-10 AZ31 鎂合金於模具半角 40°之調變時機曲線 ...57
圖 5-11 AZ61 鎂合金於模具半角 20°之調變時機曲線...59
圖 5-12 AZ61 鎂合金於模具半角 30°之調變時機曲線 ...59
圖 5-13 AZ61 鎂合金於模具半角 40°之調變時機曲線 ...60
圖 5-14 壓力達最高負荷之前段成品 ...62
圖 5-15 無法擠出板材之壓力曲線 ...62
圖 5-16 AZ31 板材之擠製壓力負荷曲線...63
圖 5-17 不同材料在擠製初速 2 mm/s 之壓力負荷曲線 ...63
圖 5-19 AZ31 在模具半角 30°擠出之板材抗拉強度之因子效果圖 67 圖 5-20 AZ31 在模具半角 40°擠出之板材抗拉強度之因子效果圖 67 圖 5-21 AZ61 在模具半角 20°擠出之板材抗拉強度之因子效果圖 70 圖 5-22 AZ61 在模具半角 30°擠出之板材抗拉強度之因子效果圖 70 圖 5-23 AZ61 在模具半角 40°擠出之板材抗拉強度之因子效果圖 71 圖 5-24 AZ80 在模具半角 30°擠出之板材抗拉強度之因子效果圖 74 圖 5-25 AZ80 在模具半角 40°擠出之板材抗拉強度之因子效果圖 74
圖 5-26 實驗流程步驟圖 ...76
圖 5-27 FPS 預測 AZ31 板材在不同擠製初速度之調變時機點...78
圖 5-28 FPS 預測 AZ31 板材在不同擠製初速度之調變時機點...79
圖 6-1 不同材料之最大擠製負荷 ...84
圖 6-2 不同擠製比之最大擠製負荷 ...85
圖 6-3 不同擠製速度之最大擠製負荷 ...85
圖 6-4 AZ61 鎂合金棒材在不同擠製比之抗拉強度...87
圖 6-5 AZ61 鎂合金棒材在不同擠製比之顯微組織...88
圖 6-6 擠製比為 23.51 之三種鎂合金棒材抗拉強度...89
圖 6-7 擠製比為 14.51 之三種鎂合金棒材抗拉強度...90
圖 6-8 擠製比為 9.46 之三種鎂合金棒材抗拉強度...90
圖 6-9 材料加熱溫度為 350℃之棒材抗拉強度...91
圖 6-10 擠製比為 23.51 在不同擠製速度之棒材抗拉強度...92
圖 6-11 擠製比為 14.51 在不同擠製速度之棒材抗拉強度 ...92
圖 6-12 擠製比為 9.46 在不同擠製速度之棒材抗拉強度...93
圖 6-13 AZ61 鎂合金棒材在不同擠製速度之顯微組織 ...93
表目錄
表 1-1 鎂之物理性質 ...6
表 1-2 鎂合金之命名規範 ...9
表 1-3 鎂合金符號以 AZ31B-T4 為例...9
表 1-4 鎂燃燒時的滅火器種類 ...10
表 2-1 田口式 L9(34)直交表...17
表 3-1 田口法 L9直交表...28
表 3-2 棒材之實驗參數設定 ...28
表 4-1 因子水準設定 ...34
表 4-2 田口式 L9 之直交表...34
表 4-3 壓平試驗之分析 ...36
表 4-4 管材抗拉強度與 S/N 比...37
表 4-5 AZ31 管材抗拉強度之 S/N 比回應表 ...37
表 4-6 AZ61 管材抗拉強度之 S/N 比回應表 ...38
表 4-7 AZ80 管材抗拉強度之 S/N 比回應表 ...38
表 4-8 管材抗拉強度之最佳製程參數組合 ...39
表 4-9 AZ31 與 AZ61 管材抗拉強度之驗證實驗 ...40
表 4-10 AZ80 管材抗拉強度因子之最佳水準 S/N 比 ...44
表 4-11 AZ80 管材抗拉強度之預測值與驗證實驗值...44
表 4-12 AZ31 管材抗拉強度之 ANOVA 分析...46
表 4-13 AZ61 管材抗拉強度之 ANOVA 分析...46
表 4-14 AZ80 管材抗拉強度之 ANOVA 分析...46
表 5-1 因子水準設定 ...49
表 5-2 田口式 L9直交表...49
表 5-3 AZ31 板材擠製加工之調變時機點...55
表 5-4 AZ61 板材擠製加工之調變時機點...58
表 5-5 AZ80 之模具半角 20°與 30°之調變時機與擠製負荷...61
表 5-6 AZ31 板材之抗拉強度與 S/N 比 ...64
表 5-7 AZ31 在模具半角 20°擠出之板材抗拉強度 S/N 回應表 ...66
表 5-8 AZ31 在模具半角 30°擠出之板材抗拉強度 S/N 回應表 ...66
表 5-9 AZ31 在模具半角 40°擠出之板材抗拉強度 S/N 回應表 ...66
表 5-10 AZ31 板材抗拉強度之最佳製程參數組合...67
表 5-11 AZ61 板材之抗拉強度與 S/N 比...69
表 5-12 AZ61 在模具半角 20°擠出之板材抗拉強度 S/N 回應表 ....69
表 5-13 AZ61 在模具半角 30°擠出之板材抗拉強度 S/N 回應表 ....69
表 5-14 AZ80 在模具半角 40°擠出之板材抗拉強度 S/N 回應表 ....70
表 5-15 AZ61 板材抗拉強度之最佳製程參數組合...71
表 5-17 AZ80 在模具半角 30°擠出之板材抗拉強度 S/N 回應表 ....73
表 5-18 AZ80 在模具半角 40°擠出之板材抗拉強度 S/N 回應表 ....73
表 5-19 AZ80 板材抗拉強度之最佳製程參數組合...74
表 5-20 因子與水準之實驗設計 ...75
表 6.1 實驗參數規劃 ...83
表 6-2 棒材之抗拉強度 ...86
第一章 序論
1.1 前言
金屬鎂及其合金是迄今在工程應用中最輕的結構材料[1]。在元素 週期表中,鎂的原子序數為 12,屬ⅡA 族鹼土金屬。純鎂的密度為 1.736 kg/cm3,普通鎂合金的密度為 1.3~1.9 kg/cm3[2]。常見鎂合金 是鋁合金比重 2.7 的 2/3,鋼鐵比重 7.9 的 1/4.4,應用在工程中可有 效減輕結構件重量。同時,鎂合金具有很高的比剛性、比強度、制震 性能佳、易切削加工、加上具備可回收性之環保概念,廢料回收利用 率可高達 85%以上,且回收利用的費用僅為對應生產新材料價格的 4
%左右。鎂的這些優點使其被譽為 21 世紀綠色工程金屬結構材料,
並將成為 21 世纪重要的商用輕質結構材料。
在早期,國內使用鎂合金結構材的量非常少,只有部分自行車的 鎂鍛造件,以及部分壓鑄件而已。但目前國內生產鎂合金結構件已經 大為流行,由業者相繼投入鎂合金壓鑄 (Die casting) 與半固態成形 (Semi-solid forming)來看,可預估鎂合金之需求與零組件之生產是急 速成長的[3]。目前鎂合金之成形方法以壓鑄及射出成形為主,壓鑄及 射出成形各有其特徵,也都具有不同之優缺點。但是在製作資訊攜帶 型儀器(如手機、數位相機、隨身硬碟、PDA…等)薄壁外殼構件時,
情形發生。而使用不熔解(固體)鎂的熱間擠製加工成形,具有大量生 產且良率高的潛力,除了可在擠製過程中有效地減少材料發生 裂現 象外,也較不會發生壓鑄成品常有的氣孔、縮孔等相關問題,同時靠 著高擠製比可使晶粒細化,有助於提高產品之強度,這是壓鑄產品所 無法得到之特性,甚至可利用擠製製程來改善產品之抗腐蝕性和合金 強度,並適合用於進一步的加工[4]。其鎂合金產業結構,如圖 1-1所 示。
圖 1-1 鎂合金產業結構
上下游架構 性 質 產 業
上游產業 原料供應 純鎂提煉、鎂合金製造
周邊支援產業 生產設備 模具業、壓鑄機、鍛造機
中間產業 製造成形 壓鑄業、沖鍛業、擠製
協力產業 後處理 機械加工業、表面處理業
產品應用
下游產業 3C 產品、汽車產業、手工具業
1.3 擠製加工簡介
擠製成形(Extrusion)加工過程中,擠錠置於盛錠筒(Container)
內,以主缸擠桿(Stem)擠壓擠錠使產生塑性變形而擠出擠製模具,
其成品斷面均一,且為實心或空心的長條狀成品[5]。
擠製加工過程中,其成形性的參數有模具半角、擠製比(Extrusion ratio)、擠製速度、材料加熱溫度及潤滑劑等。其擠製比為胚料與成 品之斷面積的比值,如 2-1 式所示。
擠製比
f o
A
= A (1-1)
Ao =胚料之截面積 Af =成品之截面積
擠製加工依材料變形時的溫度,可區分為冷間擠製加工(Cold extrusion)與熱間擠製加工(Hot extrusion)。當擠製加工時,被加工材 料的溫度在再結晶溫度以下,稱為冷間擠製;反之,若被加工材料的 溫度高於再結晶溫度,則稱為熱間擠製。由於冷間擠製加工無需加熱 裝置,所以整體設備較為簡單且材料無熱漲冷縮問題,因此工件的尺 寸精度與表面光度較高,而且模具壽命也較長,不過因為材料會有加 工硬化的現像,所以常需要進行製程退火,而且所需擠製負荷也較熱 間擠製來的高。由於熱間擠製加工時,所需之擠製負荷較冷間擠製
產量,降低成本;同時成品斷面形狀可較複雜,所以在工業界大都採 用熱間擠製加工。
當擠製加工時,依材料流動的方向與主缸前進方向是否相同,可 分為直接擠製與間接擠製;直接擠製:材料流動的方向與主缸前進方 向相同,間接擠製:材料流動的方向與主缸前進方向相反,其示意圖 如圖 1-2 與圖 1-3 所示。
衝錘前進方向 billet 材料流動方向
圖 1-2 直接擠製加工
billet
材料流動方向 材料流動方向 衝錘前進方向
圖 1-3 間接擠製加工
1.4 鎂合金之簡介
鎂是所有結構用金屬及合金材料中密度最低的。與其他金屬結構 材相比,鎂及鎂合金具有比強度、吸震性佳、電磁遮蔽和抗輻射能力
強,容易切削加工,容易回收之多項優點,在汽車,3C、航太、自行 車等領域具有極重要的價值和發展前景,是繼鋼鐵和鋁合金發展起來 的結構材。隨著很多金屬礦產資源的日益枯竭,鎂以豐富的資源逐漸 受到重視,尤其是結構輕量化的技術及環保問題的需求更加速的鎂合 金工業的發展[6]。
1.4.1 鎂合金特性
鎂合金的特色是質輕,僅有鐵的 1/4,鋁的 2/3。以體積量測,
鎂約為銅的 38%,純鋁 60%。鎂合金的機械性質,受到加工技術和取 樣位置的影響,ㄧ般而言,鎂合金的特點如下[7]。
1. 所有金屬結構材中鎂合金的密度最低。
2. 比強度較高。
3. 在高壓下有良好的可鑄性。
4. 使用純度越高的鎂可提升抗腐蝕能力。
5. 若與塑膠材料相比有以下優點:
a. 鎂合金有較佳的機械性質 b. 材料較沒有老化的問題 c. 較好的導電及導熱之能力 d. 可回收性之優點
鎂合金其晶粒構造為 HCP(Hexagonal Close Packed),因此在室溫 下不易成形,因此當溫度升高可提高其成形性,降低成形所需的作用 力,減少成本支出,但也不能盲目的提升溫度,當加熱溫度過高,時 間過長,造成晶粒變大,反而其機械性質降低,因此須慎選加熱溫度 [8]。
由於鎂活性高氧化速度很快,進行鑄造、焊接、切削等加工前,
必須有防護措施。鎂合金的熱導度,要比鋁合金低,但比鐵合金高[6];
表 1-1[10、11]所列為鎂元素之物理性質。
表 1-1 鎂之物理性質
密度 1.74 g/cm-3
熔點 650 ℃
沸點 1110 ℃
熔解潛熱 372 J/g
比熱 1.0045 J/g-℃
結晶構造 HCP
楊氏模數 45000N/mm2
熱傳導率 1.59 W/m-K
蒲松比 0.33
鎂及鎂合金對於大多數的鹼類水溶液,以及有機化學品有耐蝕的 能力,但實際上除了鉻酸與氫氟酸外,所有普通的酸對鎂都有侵蝕 性。鹽類水溶液,也會侵蝕鎂,因此鄰近海水的鎂合金製品,都需鍍
上保護膜以防止腐蝕破壞。鎂合金中,含有少量的鐵或鎳,就會降低 合金的耐蝕能力。因此必須儘可能清除這些雜質[12],避免鎂因受到 腐蝕而造成破壞。因此在儲存和使用過程中,必須採取適當的措施防 止鎂的腐蝕,如表面處理和塗油、塗裝等。
1.4.2 鎂合金發展
全世界的 3C 產品都在尋求輕量化、能源節省的趨勢下,鎂合金 已漸漸成為新ㄧ代結構材的材料之一,並逐漸超越塑膠製品,近年來 在環境保護,材料可回收再利用的意識提升下,鎂合金以其較容易回 收再利用的特性,正逐漸變成新ㄧ代結構材的新寵兒。目前在 3C 相 關產品及需要講求輕量化的產品方面,各種新的應用產品亦如雨後春 筍般出現,而應用的比率持續增加中,因此鎂合金的發展性是可以期 望的[13]。
1.4.3 鎂合金命名規範
鎂合金之命名根據 ASTM-B275 標準規定,其符號名稱分為四部 分,如表 1-2所示,其第一部分表示二種主要添加合金的元素;第二 部分表示二種主要添加合金元素的含量;第三部分表示區別除二種主 要合金元素外其他元素之不同;第四部分表示合金狀態及性質。
以 AZ31B-T4 為例,如表 1-3 所示,第一部份「AZ」,表示鎂 合金主要添加合金元素為鋁、鋅,且含量高者置於前者;第二部份
「31」,表示鎂合金中鋁與鋅的含量分別約為 3wt﹪及 1wt﹪;第三部 份「B」,表示第二種標準成分,第四部份「T4」,表示鎂合金經固溶 處理。
表 1-2 鎂合金之命名規範
第一部分 第二部分
表示二種主要添加合金的元素 表示二種主要添加合金元素的含量
由二個字母組成,表示二種主要元素,
含量高者在前
由二個數字組成,表示二種主要元素之 含量,其順序如第一部份
A 鋁 B 鉍 C 銅 D 鎘 E 稀土元素 F 鐵
H 釷 K 鋯 L 鈹
M 錳 N 鎳 P 鉛 Q 銀 R 鉻 S 矽 T 錫 W 釔 Z 鋅
依成份規格所定的範圍予以四捨五入
第三部分 第四部分
區別除二種主要合金元素外其他元素 之不同
表示合金狀態及性質
由一個英文字母組成 由一個英文字母和數字組成
(與第三部份以「-」記號隔開)
除 I、O 之外的英文字母 F:製作完成後狀態
O:退火
H(1、2、3):應變強化 T1:冷卻+自然時效 T3:固溶處理+冷加工 T4:固溶處理
T5:冷卻+人工時效 T6:固溶處理+時效處理 T7:固溶處理+穩定化
表 1-3 鎂合金符號以 AZ31B-T4 為例
AZ 31 B - T4
第一部分 第二部分 第三部分 第四部分
A:鋁 Z:鋅
A:鋁含量 3wt%
Z:鋅含量 1wt% 第二種標準成份 T4:固溶處理
1.4.4 鎂合金之作業安全
鎂合金的開發過程中最重要之首要問題為作業安全,儲存、搬 運、及製造中需防止鎂合金氧化燃燒,並加強對鎂合金起火燃燒特性 的了解,建立有效的防範對策[14]。
鎂在高溫時容易氧化燃燒,當大氣中將鎂加熱到 650℃熔點附 近,會產生燃燒的現象,而在潮濕之空氣中也會加速鎂屑燃燒,因此 在ㄧ般需將鎂合金加熱至熔點的成形作業中,常需加入保護氣體以防 止鎂合金燃燒,而鎂合金擠製成形加工,胚料加熱溫度ㄧ般都低於 400℃,不用加入保護氣體,但仍需注意避免過長的加熱時間與潮溼 的環境。
ㄧ旦發生鎂合金燃燒時,千萬不可嘗試以水滅火,需用表 1-4 所 示之四種滅火器來滅火[15]。
表 1-4 鎂燃燒時的滅火器種類
滅火器種類 適用種類(品名) 功用 滅火性能 備註
低熔點,乾燥鹽 類
Met-L-X Hydrosalt Emgesal
(以上均為商品名)
降溫
覆蓋 最佳
其組成大多為 Nacl,MgCl2 Kcl,CaCl2…等依一定比例配 置而成。
大火時無效。
D-Type 火災用滅 火器
參考 CNS1387 規
範 覆蓋 可
價格昂貴。
大火時無效。
使用時慎防因強力噴灑造成 火勢擴散。
乾燥砂 ㄧ般消防用砂 覆蓋 可 便宜,易取得大火時無效
乾燥鑄鐵 塊狀鑄鐵 降溫 佳 大火時無效
1.5 文獻回顧
近年來由於國際環保意識抬頭,所以如何使能源的消耗滅少及產 品 再 回 收 性 的 利 用 即 成 為 必 要 的 課 題 , 而 鎂 合 金 之 比 重 為 1.74g/cm3,比鋁合金比重 2.7 g/cm3及其它鋼鐵材料比重還要輕,鎂 合金之其它優點則有比強度佳、防電磁干擾、散熱快及吸震性佳等 等,若將鎂合金產品運用於汽車工業方面則可以有效地提高燃油之使 用效率[16],以目前而言鎂合金之成形法還是以壓鑄(Diecasting)為 主,Louis Braun 對於熱室機及冷室機運用於鎂合金製造方面進行相 關之研究[17],而在壓鑄中所產生的裂縫缺陷,常常會造成產品良率 的下降所以鎂合金產品裂縫產生及防止的問題也相當的重要[18],而 在鎂合金回收的研究方面則有 Anon 及 G. Hanko 進行相關研究[19、
20],此外若能將塑性加工之技術如鍛造、擠製、輥軋及深引伸等運
用於鎂合金之生產,則鎂合金產品所能運用之範圍會更加的擴大,然 而對於鎂合金的擠製加工在工業界之運用並非十分普偏,主要的原因 在於擠製成形之困難點造成良率的問題而導致單價成本過高的綠 故,所以針對鎂合金之薄板擠製,作者等提出了多段變速法之概念來 進行鎂合金板材之擠製成形,經由此法之初步結果可獲得良好之板材 [21],國內部份自行車製造廠認為,在輕量化潮流下,下一世紀鎂合
量採用鎂合金取代鋁合金材質,每輛自行車重量可望由目前 10 公斤 降為 7.8 公斤,不過,由於鎂合金加工技術層次較高,材料也比較貴,
短期內很難取代鋁合金[22]。在塑性加工方面的相關的研究有 N.
Ogawa 在等溫下對於鎂合金成形極限之探討[23],E. Doege、H. Takuda 對於引伸加工有相關之研究[24、25]等等。
目前工業界之鎂合金成形技術除了以壓鑄外另有新發展的半固 態射出成形(Semi-solid injection molding),而我國則在最近兩三年才 蔚為流行,且大多鎖定於壓鑄所包含之產品如筆記形電腦機殼、行動 電話及自行車零組件等。半固態射出成形是為了解決壓鑄的氣孔問題 所發展出來的新製程,用類似塑膠射出成形的概念製作無孔洞、近淨 形(Near net-shape)、高品質的金屬鑄件,分為觸變成形及流變成形兩 種,其中觸變成形技術已較為成熟,而流變成形則尚在開發中,雖然 觸變成形技術相對於傳統壓鑄技術擁有許多優點,但考量成本及成形 較大尺寸產品等因素,它將不會完全取代壓鑄件的市場,應可將其視 為壓鑄技術之擴展及延伸[26]。
隨著鎂金合產品運用的愈來愈廣泛,相對的表面處理技術也逐漸 受到重視,表面處理的品質顯得日益重要,若對鎂合金之成品採用合 適的表面處理製程,則對成品本身而言更能達到相輔相成的作用。鎂 金屬表面理最佳條件之決定因素包括可容忍之腐蝕程度及操作理環
境之嚴苛程度[27、28]。綜觀以上研究結果得知,鎂合金雖在過去僅 為其他合金材料的添加劑,使用的場合並不多,但由於國際環境保護 意識及能源危機的提升,且鎂合金質輕以及極佳的可回收性,工業界 也必定將鎂合金列於主要結構用材料,現今雖然鎂合金新技術的不斷 開發,但是目前主要還是以壓鑄成形及觸變成形為主,塑性成形法如 擠製成形、鍛造成形或是鎂合金之半溶融加工製程等若也可應用於鎂 合金之成形上時,則可將鎂合金之發展往前跨一大步。本研究主要探 討鎂合金之圓形管擠製、棒材擠製及不同模具角度之板材擠製進行分 析研究,探討擠製參數之間對成品之成形性影響,期望研究成果能供 工業界應用。
第二章 田口實驗計劃法與模糊理論
2.1 田口方法
日本品質工程專家田口玄一博士所創品質工程方法,由於成效良 好 , 甚 受 國 際 品 質 界 人 士 的 重 視 , 美 國 品 管 界 稱 其 為 田 口 方 法
(Taguchi method)。田口博士結合技術與統計方法,使產品設計和製 造過程能達到最佳條件,而迅速改進成本與品質[29]。
田口品質規劃法是運用在工程設計、製造程序與經濟原理的科學 方法,其目的為提升產品之品質。田口品質規劃法將可控制因子以直 交表進行規劃組合,在不失實驗結果的準確性,可大幅減低實驗的次 數,完成最有效的實驗。
2.1.1 田口品質計劃法
田口品質規劃法最早是由 1920 年代英國人 Ronald A. Fisher 所創 始的,剛開始使用於農業與生物實驗,直到第二次世界大戰之後,實 驗設計才被應用在工業製品的品質管制上並受到重視。
1950 年代,田口玄一( Genichi Taguchi )博士將田口品質規劃法應 用於工業產品中,其提倡利用直交表之實驗設計,不以統計學的概念 為主軸,而以信號雜音比(Signal-to-noise ratio)來處理數據,可直接切 入問題並解決問題所在之處[30]。
田口品質規劃法是較近似於工程的方法(Engineering approach),
又稱為穩健性設計(Robust design),除了各因子的主效應外,乃在尋 求各因子間交互作用對輸出回應的最佳化,或避免其對輸出回應的負 面影響(即不探討或分析各因子間的交互作用),為一工程最佳化的 策略,其應用在一產品/製程設計(Product/Process designs)的初期階段 最有效用。穩健性設計的目標在尋求穩健性(Robustness),定義為以 最低的單位製造成本( Unit manufacturing cost),使技術、產品、或製 程性能之狀態,對造成變異性(Variability)之因子的敏感性最小化[31]。
2.1.2 田口品質規劃法參數設計步驟
田口品質規劃法在參數設計(Parameter design) 的基本程序有八 個步驟,分別為[32、33]:
(1)定義計畫的意圖/目標:定義計畫的目標,認定系統或次系統,
建立整體策略。
(2)確認欲量測的理想機能/回應:建立欲圖、想要的結果,定義輸 入信號(Input signal,M) 和輸出回應(Output response,y ),建 立理想機能,決定量測的可行性;理想機能(Ideal function) 可 以 y = βM 來表示,β為靈敏度(Sensitivity)。
(3)發展信號和誤差因子(Signal and noise factor) 策略:定義信號水
差因子並設立水準,決定誤差策略(Noise strategy)。
(4)建立控制因子和水準:確認所有的控制因子,選擇關鍵的控制 因子並設立水準,選擇直交表,指定控制因子到直交表。
(5)執行實驗:計畫實驗,執行實驗,收集數據(Collect data)。
(6)進行數據分析:計算 S/N ratios,完成/解釋回應表/回應圖 (Response tables/graphs ),執行二階段最佳化,預測結果。
(7)進行確認實驗(Confirmation run)。
2.1.3 田口品質直交表計劃法
田口品質直交表實驗計畫,乃是田口玄一博士改良自傳統的部份 因子實驗法而得來的。其主要的精神,在於實驗需求品質的加法性,
而不是作為品質問題的解答。
好處是每一可控因子之主效果(Main effect)可以獨立且均衡的 求出。是進行完全要因實驗(Complete factorial experiment)中之部 份要因實驗(Fractional factorial experiment)。
田口品質直交表以 La(bc)表示,其字母 L 為直交表的起源名稱:
Latin squares,而 a 為實驗次數、b 為各因子的水準數目、c 為控制因 子的數目。如表 2-1所示,稱為田口式 L9(34)直交表[29],表示有九次 實驗、四個控制因子及各控制因子均有三個水準數。
表 2-1 田口式 L9(34)直交表 控 制 因 子
Exp A B C D
1 1 1 1 1
2 1 2 2 2
3 1 3 3 3
4 2 1 2 3
5 2 2 3 1
6 2 3 1 2
7 3 1 3 2
8 3 2 1 3
9 3 3 2 1
2.1.4 信號雜訊比
測量回應值的能力將直接影響穩健設計的成功與否,田口博士建 議應慎選品質特性,而致使交互作用不存在。田口博士曾謂在其當顧 問的期間,有 80%的時間花在尋找適當的品質特性,可見品質特性的 選擇是很重要的。傳統上,對於回應值利用平均的概念來量測,而田 口博士是以信號雜音比(Signal-to-noise ratio,簡稱 S/N 比)來衡量。
品質特性依理想機能有不同的品質計量法,可區分為望目特性、
望小特性與望大特性之 S/N 比三種型態[34、35]。
1. 望目特性 S/N 比:
當品質特性 y 愈靠近一目標值(m),品質就愈佳時,我們把這 種品質特性稱為望目(Nominal-the-best,NTB)特性。田口建議使用
的望目特性 S/N 比公式為:
e
NTB V
N
S/ =−10×log10 (2-1)
式中, n
yi
n
i= ∑
= ∑1
µ ,
( )
1
2
1 2
−
∑ −
= = n yi
n i
σ µ
µ:平均值之平方和 σ :實驗值之變異量
yi:品質量測值
n:量測之總數
2. 望小特性 S/N 比:
當 品 質 特 性 值 y 愈 小 , 品 質 愈 佳 , 此 即 為 望 小
(Smaller-the-better,STB)特性。田口建議使用的望小特性 S/N 比 公式為:
⎟⎠
⎜ ⎞
⎝
− ⎛
=
∑
= n
i i
STB y
N n S
1 2 10
log 1 10
/ (2-2)
3. 望大特性 S/N 比:
當 品 質 特 性 值 y 愈 大 , 品 質 愈 佳 , 此 即 為 望 大
(Larger-the-better,LTB)特性。田口建議使用的望大特性 S/N 比公 式為:
⎟⎟⎠
⎜⎜ ⎞
⎝
× ⎛
−
= ∑
= n
i i
LTB n y
N S
1 10 2
1 log 1
10
/ (2-3)
2.2 變異數分析
在 Taguchi method 之 Application of Analysis of Variance (ANOVA) 統計方法主要在評估實驗誤差與各因子效應相對於實驗誤差的重要 性(Significance level)。本文在 ANOVA 統計分析之相關公式如下 [36、37]:
(1)因子效應向量的平方和(SSfactor)
∑
=× −
= L
k k
factor y y
L r SS n
1
)2
( (2-4)
式中,n 表示實驗的次數,r 表示實驗重複的次數,L 表示因子水 準的數目,yk表示該因子在水準 k 時的反應值,y表示全部實驗數 據和之平均值。
(2)總變異向量的平方和(SStotal)
2
1 1
2 n r y
y SS
n
i r
j ij
total ⎥− × ×
⎦
⎢ ⎤
⎣
=⎡∑∑
= =
(2-5)
式中,yij表示第 i 組實驗之第 j 個實驗數據。
(3)Error sums of squares,SSe
SSe=SStotal-SSfactor (2-6)
(4)因子效應向量的自由度(DOFfactor)
(5)總變異向量的自由度(DOFtotal)
−1
×
=n r
DOFtotal (2-8)
(6)因子的變異數(Variance,V)
i i
i DOF
V = SS (2-9)
(7)兩個變異數的估計值的比(F Distribution)
error factor factor
V
F =V (2-10)
式中,Verror表示誤差所造成的變異數
(8)Contribution,σ
%
×100
×
= −
total i error
i
i SS
DOF V
σ SS (2-11)
(9)Experimental error,S
error error
error
DOF V
S = SS = (2-12)
2.3 模糊理論
模糊集合論(Fuzzy set theory)在 1965 年由 prof. Zadeh[38]所提 出 。 模 糊 理 論 主 要 在 處 理 不 確 定 性 ( Uncertainty ) 及 不 準 確 性
(Imprecision)之問題,其概念是以一歸屬函數(Membership function)
來描述系統之關聯程度。已廣泛被應用於控制工程、決策系統、推理 與預測等領域。
FPS 的基本架構圖,如圖 2-1 所示,其中主要包含四個機構:
Fuzzifier、Fuzzy rule base、Fuzzy inference engine 與 Defuzzifier。模 糊化(Fuzzifier)的功能是將明確(Crisp)的 Input 轉化成適當的語 意式模糊資訊;Fuzzy rule base 則是存放解決相關問題所須的規則與 知識,由“If-Then”型式的模糊規則所建立,用以描述系統的 Input 與 Output 的關係;Fuzzy inference engine 是模糊系統的核心,藉由近似 推論或模糊推論進行,來模擬人類的思考決策模式,以達成所欲解決 的問題。Defuzzifier 的功能是將 Fuzzy inference engine 所推論出的模 糊資訊,轉換為明確(crisp)的 Output [39]。
圖 2-1 模糊邏輯單元的基本架構圖
Fuzzy rule base
Fuzzy inference
engine Defuzzifier
Fuzzifier
Input Output
本研究之 Fuzzy inference engine 之 Fuzzy rule base 採用 Mamdani 模糊規則,其每一語意式規以“If-Then”型式來表示,如式 1 所示。
R:If xj 1 is A1
j and x2 is A2
j and … and xn is An
j then y is Bj (2-13) j:1,2,3,…,m
其中 m 為模糊規則的總數目,Ai
j為 Input xi的語意式模糊變數,
Bj為 Output y 的語意式模糊變數,xi (i:1,2,3,…,n)與 y 分別是第 j 條 的 Input 與 Output 變數,其相關之 Membership function 分別以 µAi
j(xi) 與 µBi
j(y) 表 示 。 本 文 採 用 三 角 形 ( Triangular-shape ) 與 梯 形
(Trapezoid-shape)之 Membership function,其定義分別如下:
(1) 三角形之歸屬函數
µP(x)=
⎪⎪
⎪
⎩
⎪⎪
⎪
⎨
⎧
−
−
−
−
0 / 1
/ 0
b c x c
a b a x
for for for for for
x c
c x b
b x
b x a
a x
≤
<
<
=
<
<
≤
(2-14)
(2) 梯形之歸屬函數
µQ(x)=
⎪⎪
⎪
⎩
⎪⎪
⎪
⎨
⎧
−
−
−
−
0 / 1
/ 0
c d x d
a b a x
for for for for for
x d
d x c
c x b
b x a
a x
≤
<
<
≤
≤
<
<
≤
(2-15)
其中,a, b, c, d 為實數值之參數, Triangular-shape 與 Trapezoid-shape 的 Membership function 分別以 µP(x) [a, b, c]及 µQ(x) [a, b, c, d]來表 示,如圖 2-2所示。
(a) Triangular-shape (b) Trapezoid-shape 圖 2-2 模糊邏輯單元的歸屬函數
使用 Mamdani implication method 之 Fuzzy inference engine 的運 算使用最大-最小合成(Max-min operation)進行推論。Defuzzifier 使 用 Center of gravity 以將模糊資訊轉換為明確的 Output y*,由下列 式子可求得︰
y*=
∑
∑
=
=
⋅
L
i
i B L
i
i i B
y y y
1 1
) (
) ( µ µ
(2-16)
其中,L 表示輸出的量化數(Quantization levels),yi表示第 i 個量化 值,µB(yi)表示 yi屬於模糊集合 B 的歸屬值。
第三章 實驗設備與步驟
3.1 實驗設備
3.1.1 熱間臥室擠製機
本實驗所使用之擠製機其最高負荷可達 600 噸,安全負荷為 500 噸,如圖 3-1所示。擠製加工前,必須先將盛錠筒預熱至所設定之溫 度,因為盛錠筒為開放性的加熱器,故必須提前在實驗開始之前的 5 個小時開始加熱,加熱盛錠筒的目地在避免擠錠與模具的熱量在擠製 加工過程散失過多,導致擠錠與模具溫度下降過快,而發生擠製失敗 的現象。
利用調整液壓伺服閥控制其流量大小,控制擠製機主缸的前進速 度,其速度之控制採用開迴路控制系統,同時搭配數據擷取器,以擷 取擠製過程之時間、位移、速度與擠製負荷數值。
圖 3-1 500 噸熱間擠製加工機
3.1.2 數據擷取器與控制器
控制器如圖 3-2所示,主要是用來控制衝錘行程、主缸擠製速度,
並且可以擷取主缸速度、擠製壓力負荷、時間與主缸位移,經由訊號 放大器放大之後,透過 A / D Card 轉換成數位訊號,再由電腦每 0.5 秒擷取一次訊號,記錄並存檔於硬碟中。
圖 3-2 控制器
3.1.3 加熱爐
如圖 3-3所示,加熱爐之主要功能在於預熱擠錠、模具、壓餅至 所需溫度。此爐之加熱溫度可達 999℃,具有定溫的功能,同時也可 做定時控制。
圖 3-3 加熱爐
3.2 實驗步驟
3.2.1 擠製實驗之步驟
(1) 模具、擠錠與壓餅之預熱
將擠錠、模具及壓餅塗抹潤滑劑後,放入加熱爐中預熱三個 小時,加熱溫度為直交表上所規劃溫度。此外擠製機上盛錠筒一 併打開加熱,加熱至所設定之溫度,但盛錠筒在加熱過程中,屬 於開放式加熱,所需加熱之時間會較久,因此盛錠筒加熱時間設 定為五個小時。
(2) 擠製加工過程
加熱爐與盛錠筒加熱完成後,啟動擠製機,並開啟冷卻水開關,
進行油壓系統之熱循環交換,使迴路能正常運作。在進行擠製加 工前,須先進行清缸之動作,將盛錠筒內壁所殘留之餘料清除,
並確認擠製機主缸功能正常動作。清缸完後,把所設定之擠製速
度輸入控制器中,並將工業電腦設定到儲存資料模式,儲存擠製 過程中主缸位移、速度及擠製負荷等數據。
其次從加熱爐中依序把主模、墊模置於模架上,再來之動作 為入模、盛錠筒閉鎖、送料(鎂合金)、擠製加工、主缸後退、盛 錠筒開放、剪刀下降、退模。
(3) 整理數據
把工業電腦所記錄之擠製負荷數據拷貝至磁片,再利用個人 電腦整理擠製數據。
3.2.2 實驗參數規劃
第一年與第二年管材與板材之熱間擠製加工之研究,其實驗規劃 之製程參數採用田口法來安排,其製程參數包含材料加熱溫度、擠製 速度、盛錠筒溫度與潤滑劑等四項控制因子,其各控制因子皆設定為 三個水準,採用田口法中的 L9直交表來規劃實驗,如表 3-1 所示。第 三年棒材之熱間擠製加工之研究,其實驗規劃如表 3-2 所示。材料加 熱溫度 320~380℃,其擠製比為 9.46、14.51 與 23.51 之三種不同成品 外徑,而擠製速度與盛錠筒溫度皆為相同。
表 3-1 田口法 L9直交表 控 制 因 子 實驗規劃
Run A B C D
1 1 1 1 1 2 1 2 2 2 3 1 3 3 3 4 2 1 2 3 5 2 2 3 1 6 2 3 1 2 7 3 1 3 2 8 3 2 1 3 9 3 3 2 1
表 3-2 棒材之實驗參數設定 材料加熱
溫度( )℃ 擠製比 盛錠筒
溫度( )℃ 潤滑劑 320 23.51 350 石墨 320 14.51 350 石墨 320 9.46 350 石墨 350 23.51 350 石墨 350 14.51 350 石墨 350 9.46 350 石墨 380 23.51 350 石墨 380 14.51 350 石墨
380 9.46 350 石墨
第一年與第二年依照直交表規劃的因子水準參數組合進行熱間 擠製加工,並將成品所得到之各機械強度實驗值,利用田口法之品質 計量分析進行統計與分析,並由因子對 S/N 比之因子效果圖中,選取 各因子水準對目標值之最大影響的製程參數,以求得成品之擠製加工
的最佳製程參數組合。最後將兩組最佳製程參數組合,進行熱間擠製 驗證實驗,以求得正確的最佳製程參數組合。
3.3 機械性質試驗
3.3.1 拉伸試驗
本研究之拉伸試驗採用 30 噸萬能試驗機,如圖 3-4 所示。依據 CNS 2112-G2014 中國國家標準金屬材料拉伸試驗片規範,擠錠與成 品圓棒選用 4 號試棒,其尺寸規格如圖 3-5 所示。擠製成品之 2 mm 板材,選取 13B 試片規格,如圖 3-6所示,加工後得到的試驗片如圖 3-7所示。管材厚度為 2mm,外徑 40mm、內徑 36mm,採用 14B 號 弧狀比例試片,其試片之尺寸如圖 3-8所示。
圖 3-4 30 噸萬能試驗機
(單位:mm)
試 片 種 類
直 徑 D
標點距離 L
平行部長度 P
肩部半徑 R
4 號 14 50 約 60 15 以上
圖 3-5 圓棒之拉伸試片
(單位:mm)
試 片 種 類
寬 度 W
標點距離 L
平行部長 度 P
肩部半徑 R
厚 度 T
夾持部寬 度 B
13B 12.5 50 約 60 20~30 2mm 20 以上
圖 3-6 板材之拉伸試片
圖 3-7 板材加工後之標準試驗片
(單位:mm)
寬度 W
標點距離 L
平行部之長度 P
肩部半徑 R
厚度 T 8T 以下 5.65A1/2 L+1.5A1/2至
L+2.5A1/2 15 以上 原材料之厚度
A:平行部之截面積 圖 3-8 管材加工後之標準試驗片
3.3.2 壓平試驗
擠製加工後之管材通常可應用在其它後續加工,例如經銲接、彎 管或壓平等製程後,做成可用之成品。近年來鎂合金管材被應用在自 行車車架上,主要是為了減輕自行車整體之重量,並使自行車本身強 度提高。為了解擠製後管材之強度,其擠製所得之管材進行壓平試 驗,試片長度為 50 mm 長,再使用萬能試驗機進行壓平實驗。
本實驗之擠製加工所採用之模具為口孔式模具,加工後管材之軸 上會有三條相隔 120 度銲接縫,為了檢驗銲接縫強度,在壓平實驗 時,試片銲接縫處應該擺在水平方向,其示意圖如圖 3-9所示,開始 先把試片下壓至 0.25 倍之直徑高度,讀取銲接縫所承受負荷後,再 繼續將管材下壓至破裂,紀錄管材銲接縫所能承受之破裂負荷。圖 3-10為壓平試驗後管材銲接縫位置破裂之情形。
圖 3-9 壓平實驗示意圖
圖 3-10 管材銲接縫破裂位置
破裂處
破裂
第四章 鎂合金管材之熱間擠製製程之開發研究
在本章將使用三種不同鎂合金材料 AZ31、AZ61 及 AZ80 進行管 厚為 2mm 之管材熱間擠製加工,首先以 Taguchi Method 進行實驗規 劃,並尋求可獲得 AZ31、AZ61 與 AZ80 管材之最佳機械性質之熱間 擠製之製程參數組合,並以 ANOVA 分析製程參數對管材之影響程 度,最後,分別探討在不同擠製初速度與潤滑劑之條件下對管材機械 性質之影響。
4.1 實驗規劃
本研究所使用的擠錠尺寸為ψ80 mm×長 150 mm,擠製後管材之 尺寸為外徑ψ40 mm,內徑ψ36 mm,管厚為 2 mm,其擠製比為 21.05。
在規劃直交表(Orthogonal Array,OA)之前,先以試誤法來針 對熱間擠製之控制因子來進行擠製加工,以尋求控制因子在熱間擠製 之水準範圍,其因子水準設定如表 4-1,而擠製末速度為 1 mm/sec。
材料種類 AZ31、AZ61 與 AZ80 為內直交表,而外直交表之控制因子 分別為材料加熱溫度、擠製初速度、盛錠筒溫度與潤滑劑四項,其各 控制因子皆有三個水準,其內直交表採用田口式 L9 之直交表,如表 4-2所示。其田口實驗計劃法之步驟流程,如圖 4-1所示。
表 4-1 因子水準設定 Controllable
factors
(Out OA)
Material Type
Level 1 Level 2
AZ31 AZ61
A B C D
Controllable factors
(Inner OA)
Billet heating temperature
(℃)
Initial extrusion
speed (mm/sec)
Container temperature
(℃)
Lubricant
Level 1 Level 2 Level 3
320 340 360
2 3 4
300 350 400
BN MoS2
Graphite
表 4-2 田口式 L9 之直交表 Experiment
number Material Type
1 2
AZ31 AZ61 Experiment
number A B C D
1 1 1 1 1
2 1 2 2 2
3 1 3 3 3
4 2 1 2 3
5 2 2 3 1
6 2 3 1 2
7 3 1 3 2
8 3 2 1 3
9 3 3 2 1
圖 4-1 田口實驗計劃法之步驟流程圖
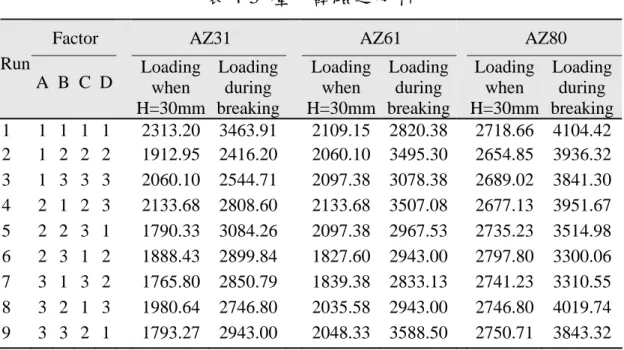
4.2 壓平試驗之探討
壓平試驗參考規範,當平板間之距離為 H=30 mm 時,檢驗管壁 是否有傷痕或裂痕,由表 4-3 之結果顯示,在 H=30mm 時,AZ31 與 AZ61 與 AZ80 三組材料之管材均無破裂,其中 AZ31 管材可承受 之負荷範圍為 1765.80~2313.20 N,AZ61 可承受之負荷範圍為 1827.60~2109.15 N,而 AZ80 可承受之負荷範圍為 2654.85~2797.80
NO YES
實驗參數的選擇 田口法 L9直交表規劃
熱間擠製加工
拉伸試驗
計算 S/N 比與分析
S/N 比因子回應效果圖
尋找最佳製程參數組合 驗證實驗
結論
ANOVA 分析
以上, AZ61 管材之負荷均在 2820.38N 以上,而 AZ80 管材之負荷 均在 2949.54 N 以上。由三組材料作比較,可發現在 H=30 mm 及破 裂時,AZ80 所能承載負荷均比 AZ61 與 AZ31 高,而 AZ61 之多數承 受負荷較 AZ31 高。
表 4-3 壓平試驗之分析
Factor AZ31 AZ61 AZ80
Run
A B C D Loading when H=30mm
Loading during breaking
Loading when H=30mm
Loading during breaking
Loading when H=30mm
Loading during breaking 1 1 1 1 1 2313.20 3463.91 2109.15 2820.38 2718.66 4104.42 2 1 2 2 2 1912.95 2416.20 2060.10 3495.30 2654.85 3936.32 3 1 3 3 3 2060.10 2544.71 2097.38 3078.38 2689.02 3841.30 4 2 1 2 3 2133.68 2808.60 2133.68 3507.08 2677.13 3951.67 5 2 2 3 1 1790.33 3084.26 2097.38 2967.53 2735.23 3514.98 6 2 3 1 2 1888.43 2899.84 1827.60 2943.00 2797.80 3300.06 7 3 1 3 2 1765.80 2850.79 1839.38 2833.13 2741.23 3310.55 8 3 2 1 3 1980.64 2746.80 2035.58 2943.00 2746.80 4019.74 9 3 3 2 1 1793.27 2943.00 2048.33 3588.50 2750.71 3843.32
4.2 管材抗拉強度之最佳製程參數組合
管材進行抗拉強度試驗之結果如表 4-4所示,由表中之結果可了 解 AZ31 管材之抗拉強度之平均值分佈在 261.08~296.20 MPa,AZ61 管材則分佈在 263.97~299.44 MPa,AZ80 管材則分佈在 327.36~
336.2494 MPa。而未擠製前之 AZ31、AZ61 與 AZ80 擠錠胚料之抗拉 強度分別為 239.70、248.67 及 300.69 MPa,由上述之比較可明顯地看 出經熱間擠製加工之管材,其抗拉強度均會提高。
表 4-4 管材抗拉強度與 S/N 比
Factor AZ31 AZ61 AZ80
Run
A B C D T.S.
(MPa)
S/N Ratio
T.S.
(MPa)
S/N Ratio
T.S.
(MPa) S/N Ratio 1 1 1 1 1 296.20 49.4314 299.44 49.5257 336.24 50.5330 2 1 2 2 2 269.22 48.6019 293.26 49.3441 332.25 50.4293 3 1 3 3 3 272.08 48.6914 292.63 49.3260 330.63 50.3866 4 2 1 2 3 276.06 48.8191 295.54 49.4097 332.25 50.4293 5 2 2 3 1 264.26 48.4401 273.01 48.7209 327.36 50.3005 6 2 3 1 2 261.45 48.3479 263.97 48.4310 327.50 50.3041 7 3 1 3 2 261.08 48.3356 288.57 49.2050 329.89 50.3670 8 3 2 1 3 270.41 48.6405 290.51 49.2591 327.65 50.3080 9 3 3 2 1 262.94 48.3969 291.43 49.2904 328.39 50.3276
管材抗拉強度之品質特性為愈大愈好,故採用望大特性之 S/N 比 計算,其計算式如式 2-1所示,其 AZ31、AZ61 與 AZ801 管材抗拉 強度之 S/N 比回應表分別如表 4-5、表 4-6與表 4-7所示。依表 4-5、
表 4-6與表 4-7 之 S/N 值,分別建構 AZ31、AZ61 與 AZ801 管材抗 拉強度之因子效果圖,如圖 4-2、圖 4-3與圖 4-4 所示,取此圖之 S/N 值之最大值即可獲得最佳製程參數組合,其三種管材抗拉強度之最佳 製程參數組合,如表 4-8所示。
表 4-5 AZ31 管材抗拉強度之 S/N 比回應表 S/N ratio
控制因子
(Factor) Level 1 Level 2 Level 3 Effect Rank A-材料加熱溫度 48.9082 48.5357 48.4577 0.4506 1 B-擠製初速 48.8630 48.5608 48.4787 0.3176 2 C-盛錠筒溫度 48.8066 48.6060 48.4890 0.3176 4
表 4-6 AZ61 管材抗拉強度之 S/N 比回應表 S/N ratio
控制因子
(Factor) Level 1 Level 2 Level 3 Effect Rank A-材料加熱溫度 49.3986 48.8539 49.2515 0.5447 1 B-擠製初速 49.3801 49.1080 49.0158 0.3643 2 C-盛錠筒溫度 49.0719 49.3481 49.0840 0.2762 4 D-潤滑劑 49.1790 48.9934 493316 0.3382 3
表 4-7 AZ80 管材抗拉強度之 S/N 比回應表 S/N ratio
控制因子
(Factor) Level 1 Level 2 Level 3 Effect Rank A-材料加熱溫度 50.4496 50.3446 50.3342 0.1154 1 B-擠製初速 50.4431 50.3459 50.3394 0.1037 2 C-盛錠筒溫度 50.3817 50.3954 50.3513 0.0441 3 D-潤滑劑 50.3870 50.3668 50.3746 0.0202 4
48.35 48.45 48.55 48.65 48.75 48.85 48.95 49.05
A1 A2 A3 B1 B2 B3 C1 C2 C3 D1 D2 D3
Factor Level
S/N ratio
Billet heating temp. Initial extrusion speed Container temp. Lubricant
圖 4-2 AZ31 管材抗拉強度之因子效果圖