行政院國家科學委員會專題研究計畫 成果報告
乙酸乙酯反應蒸餾系統之設計及控制(2/2)
計畫類別: 個別型計畫
計畫編號: NSC91-2214-E-011-012-
執行期間: 91 年 08 月 01 日至 92 年 07 月 31 日 執行單位: 國立臺灣科技大學化學工程系
計畫主持人: 錢義隆
計畫參與人員: 湯永堂、鄧耀斌、曾楷倫
報告類型: 完整報告
處理方式: 本計畫涉及專利或其他智慧財產權,2 年後可公開查詢
中 華 民 國 92 年 10 月 21 日
行政院國家科學委員會專題研究計畫成果報告
乙酸乙酯反應蒸餾系統之設計及控制(2/2)
Design and Control of Ethyl Acetate Reactive Distillation System 計畫編號:NSC 91-2214-E-011-012 執行期限:91 年 8 月 1 日至 92 年 7 月 31 日 主持人: 錢義隆 國立臺灣科技大學化學工程系
一、 摘要
本研究針對工業界重要的有機溶劑-乙酸乙酯,利用反應蒸餾的方式,以期能夠大幅度的節 省投資成本,並且改良反應的轉化率、增加經濟效益,研究中提出此完整製程的最佳化設計及發 展此製程之整廠控制策略。
上一年之研究已經設計出完整的製程包含反應蒸餾塔、分相槽及汽提塔。本研究所提出的控 制策略在反應蒸餾塔為雙環路溫度控制,汽提塔為單環路溫度控制。而加入分相槽之水量則與新 鮮乙醇進料流量保持固定比率,其比率可做為經濟考量之操作變數。本研究所提出的完整製程之 控制策略,經由各類進料流量及組成干擾的閉環測試,驗證出在僅使用簡單之PI 控制器架構下 便能使最終汽提塔底部乙酸乙酯產物內之不純物達到所要求之限制規格。
關鍵字: 反應蒸餾、製程最適化設計、反應蒸餾控制
Abstract
Reactive distillation can significantly cut the capital investment of a chemical process. In addition, this operation can increase the conversion of some chemical reactions to let the process becoming commercially feasible. In this research, design and control of a complete process for the production of ethyl acetate (EtAc) via esterification of acetic acid (HAc) with ethanol (EtOH) using reactive distillation (RD) will be studied.
The complete overall ethyl acetate process designed in this study includes a RD column with overhead decanter and a stripper. For the overall control strategy, two tray temperatures at RD column and one tray temperature at stripping column are selected as feedback variables for control purpose. The feed flow rate of water injected into the decanter is kept at a constant ratio to ethanol feed flow rate. The constant ratio is fixed at constant value for economical consideration. Feed composition as disturbances at both acid and alcohol feed streams, and, also throughput changes have been added into the process to test the closed-loop control performance of the proposed overall control strategy. The acetic acid and ethanol impurity in the ethyl acetate product stream are all kept within specifications despite the load changes.
Keywords: Reactive Distillation, Optimum Process Design, Reactive Distillation Control
二、 緣由與目的
反應器及蒸餾分離裝置同為化學工業上極為重要的操作單元。近十年來在工業界中逐漸有結 合此兩裝置設備於一單元操作設備之應用,其最大的好處,當然是此種方法會大幅度的節省設備 投資成本。此種單一之製程設備稱為「反應蒸餾」。此類製程因結合反應、蒸餾、甚至共沸物之 萃取功能於一體,故程序之操作與控制異常困難。本研究針對在工業界中用途廣泛之乙酸乙酯反 應蒸餾塔來探討此系統的電腦模擬、程序特性分析、最佳程序設計及最適操作條件之選擇與此系 統的最佳控制策略。文獻中有關此乙酸乙酯反應蒸餾之論文,大多為探討程序設計與系統模式之 文章,探討此系統控制策略之文章非常少見。目前文獻中僅有以下數篇論文是探討此反應蒸餾系 統的模擬、設計與控制(Alejski, and Duprat 1994、Burkett and Rossiter, 2000、Vora and Daoutidis, 2001)。
三、 結果與討論
本研究針對在工業界中用途廣泛之乙酸乙酯反應蒸餾塔進行探討。本四成分系統有三個均勻 相共沸物:包括二成分之EtOH-EtAc、EtOH-H2O 以及三成份共沸物 EtOH-EtAc-H2O。此系統同 時包括一個非均勻相共沸物 EtAc-H2O。欲使電腦模擬的模式描述足夠正確,熱力學模式及其參 數的選擇異常重要。本研究迴歸之熱力學模式參數能夠準確預測各成分之間的汽液平衡及液液平 衡數據,同時亦能準確預測出各共沸物之組成及共沸溫度。
本四成分反應蒸餾系統之電腦模擬是採用極為精確的作法,包括各塔板之總質量及成分質量 與總能量平衡式、汽液(液)相平衡方程式、Francis Weir 方程式及密度、焓值等精確的計算。反應 速率式在乙酸進料板以下採用以硫酸當催化劑之反應速率式,其上則為無硫酸催化劑之反應速率 式。而蒸汽壓的計算並包含描述乙酸會發生蒸汽聚合的現象。每一塔板均會有判斷液相是否有分 相的現象發生。
汽提塔塔底之乙醇組成之產品限制條件為0.2 wt%,塔底乙酸組成達到產品限制條件為 0.01 wt%。圖 1 為此完整乙酸乙酯製程設計系統之簡圖,塔底產物產量為 1657.36 kg/hr,乙酸乙酯可 達98.78 wt%。
Condenser
Stripper Mixer
Decanter
Steam RD
Column Fresh HAc
Feed
Fresh EtOH Feed
Organic Reflux 10
28
Water
1
10 5.65 mol/s
5.235 mol/s 40.143
mol/s
3.5 mol/s
Aqueous Product
1 mol/s 6.865 mol/s
29 11
HAc Feed
Feed to Stripper
Bottom Recycle Flow
27.126 mol/s
10.779 mol/s
52.658 mol/s 21.891 mol/s
HAc 1.37E-5 EtOH 0.0227 EtAc 0.0152 H2O 0.9621 HAc 2.94E-5 EtOH 0.0592 EtAc 0.7093 (90.06 wt%) H2O 0.2315
HAc 1.465E-4(0.01wt%) EtOH 0.0038(0.2wt%) EtAc 0.9959 (99.78 wt%) H2O 1.277E-4 EtOH 0.822
H2O 0.178 HAc 0.952 H2O 0.048
Product HAc 0.9294
EtOH 0.0108 EtAc 0.0167 H2O 0.0431
Condenser
Reboiler Reboiler
圖1 完整乙酸乙酯製程流程圖
有關本製程控制策略的選擇,必須分為兩個控制層級來決定,較基礎的控制層級為液位及塔 壓控制,其上層為品質控制層級。品質控制層級因即時量測儀器頗昂貴且維護不易,故採用塔內 溫度控制來替代,並由靈敏度分析選取其溫度最佳控制點。
乙酸乙酯產品流量由新鮮乙醇進料量決定,新鮮乙醇進料流量為產能調節變數之基本流量。
此新鮮乙醇進料流量控制在6.865 mol/s。因為反應蒸餾塔亦為一反應系統,因此需要符合反應計 量的平衡,雖然本設計中,酸醇比並不是1:1,由最佳化製程時,所設計之酸醇之莫耳比約為 0.95:1,但要符合整體的質量平衡,所以新鮮乙酸進料流量需要使用比率控制,來維持固定之進 料新鮮乙酸與新鮮乙醇流量比,進料之酸醇流量之比值約為0.823,另外在分相槽方面,水的進 料可用來維持分相槽的平衡,當新鮮乙醇進料流量改變時亦需要使用比率控制,水醇流量之比值 約為0.51。
在反應蒸餾塔設計時塔底迴流流量是固定在1 mol/s,為了避免雪球效應,塔底迴流流量亦 控制在1 mol/s。蒸餾塔塔底之液位通常使用塔底流量控制,但塔底流量已經固定,因此反應蒸 餾塔塔底液位控制可由再沸器加熱量來控制或由進料之酸醇流量比來控制。汽提塔之塔底液位由 塔底產物流量做控制,分相槽之水相液位由水相流量來控制,分相槽之有機相液位由進入汽提塔 之有機相流量來控制。
本研究提出4 種可能之控制策略,如表 1 所示,CS1 及 CS4 之反應蒸餾塔塔底液位控制由 再沸器加熱量來控制,而CS2 及 CS3 由進料之酸醇流量比來控制反應蒸餾塔塔底液位,各控制 策略於汽提塔部分,皆由調整汽提塔加熱量,來控制汽提塔之第6 板溫度,使產品乙醇組成能達 到所要求之規格。對反應蒸餾塔之溫度控制可分成單點溫度控制(CS1、CS2、CS3)與兩點溫度控 制(CS4),圖 2 為兩點溫度控制(CS4)之架構圖。反應蒸餾塔溫度控制之作動變數,可為有機相回 流比(CS3、CS4)(其定義為有機相回流流量與汽提塔進料流量的比值,其值約為 1.56)、兩股進料 流量之酸醇比(CS1、CS4)及反應蒸餾塔再沸器加熱量(CS2)。
表1 控制策略 Control
strategy Controlled variable Manipulated variable RD column tray 4 temp. Fresh HAc/EtOH feed ratio sp
(Kc=1.47, τI=526.5) CS1
RD column bottom level RD column heat duty RD column tray 4 temp. RD column heat duty (Kc=1.63, τI=267.6) CS2
RD column bottom level Fresh HAc/EtOH feed ratio sp RD column tray 4 temp. Organic reflux ratio sp
(Kc=11.62, τI=6.9) CS3
RD column bottom level Fresh HAc/EtOH feed ratio sp
RD column tray 8 temp. Fresh HAc/EtOH feed ratio sp (Kc=38.08, τI=226.8) CS4
RD column tray 4 temp. Organic reflux ratio sp (Kc=9.09, τI=5.2)
RD column bottom level RD column heat duty
Stripper Decanter
Steam RD
Column Fresh HAc
Feed
Fresh EtOH Feed
Organic Reflux 10
28
Water
1
10 Aqueous Product
29 11
HAc Feed
Feed to Stripper
Bottom Recycle Flow
Product
TC4
TC1 TC2
TC3 LC1
LC2
LC3
LC4 PC1
PC2
4 8
6
FC
FC FC X
X
FC
Cooling Water
X FC
Condenser Condenser
圖2 兩點溫度控制(CS4)之架構圖 利用EOP (Effective Open-loop Process)的概念(Huang et al., 2003),來處理此多環路系統,其 觀念就是將其他環路都先設成閉環,將閉環的效應全部當成欲處理之環路的程序效應,來針對此 一單環路作控制器調諧,因此可使用單環路的調諧規則。單環路調諧規則使用IMC-PI 之調諧法 則 (Chien and Fruehauf, 1990),各環路參數約經過一次之疊代,便可收斂。
動態模擬之研究,主要在進行某些干擾變數的改變以觀察系統之動態變化。對於一般蒸餾塔 而言,其操作時的干擾變化不外乎進料流量與進料組成之變化。因此本研究乃針對進料流量與進 料組成作干擾測試。控制之響應圖中之進料酸醇流量比與有機相回流比皆為正規化之比值。
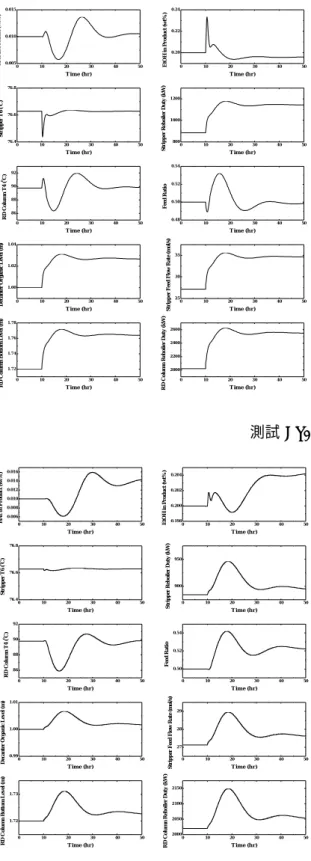
對CS1 而言,由圖 3 可知乙醇進料流量改變+20%之干擾測試對產品不純物組成影響不大,
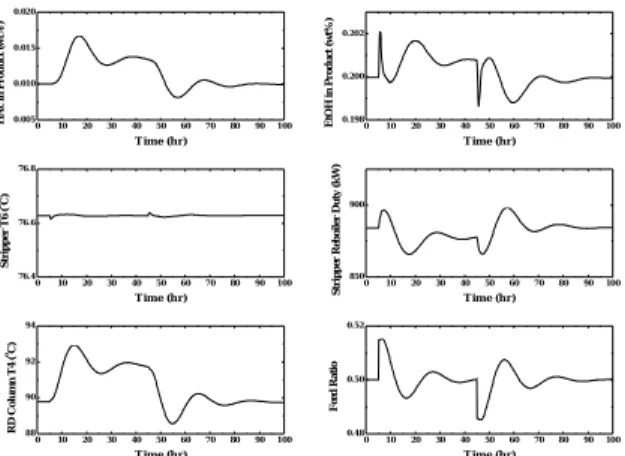
但由圖 4 新鮮乙醇之水組成改變-20%,可以看出乙酸之不純物增加約 40%,可由改變溫度設定 點,使產品達到所要求之規格,如圖 5 可以知道在此控制策略下,反應蒸餾塔溫度環路設定點改 變可用來調整最終產物之乙酸不純度,且對乙醇組成影響不大,反之,汽提塔溫度環路設定點改 變亦可用來調整最終產物之乙醇不純度。
對CS2 而言,由圖 6 可知乙醇進料流量改變+20%之干擾測試對第 4 板溫度之開始響應變化 過大,因此為不好的控制策略。
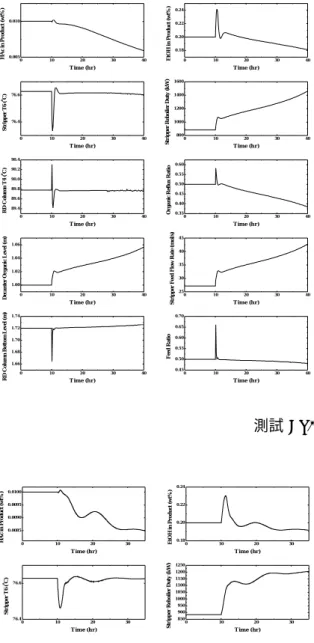
CS3 之策略顯示出雪球效應的存在,如圖 7 所示,新鮮乙醇進料流量改變+20%之時,此變 化亦前饋至反應蒸餾塔再沸器加熱量使其亦有+20%之改變量,由開始之響應圖,似乎溫度環路 控制的很好,很快就回到設定點附近,但作動變數卻一直沒有停止變化。可以簡單解釋此現象如 下,當汽提塔第6 板溫度低於設定點,因此其再沸器加熱量增加,使得進入分相槽之液位增加,
且有機相回流比減少,代表進入汽提塔的量增多,因此溫度又更低,而造成惡性循環,因此在控 制策略的選擇上,反應蒸餾塔再沸器加熱量不應設為一定值,應視其為一作動變數來調節整個熱 量的增加或減少。
如圖 8 所示,CS4 之兩點溫度控制策略對新鮮乙醇進料流量改變+20%之干擾測試結果,與 CS1 單點溫度控制相比,對乙酸不純物組成影響較大,但對進料組成改變,CS4 結果比 CS1 佳。
四、 結論
本研究完成了有關乙酸乙酯反應蒸餾系統之熱力學模式及整個流程設計及電腦模擬的建 立。文獻中有關此反應蒸餾的探討,模擬均過於簡化並且無法預測液液分相。本研究設計之流程 可達的產物純度比文獻中各設計高出甚多。研究中並且提出本流程之最佳控制策略。由各進料干 擾的閉環測試,可知本控制策略均能保持產物純度的規格。研究中所提出之控制策略僅採用簡單 之PI 控制器架構,故研究結果應該能直接供工業界採用。
五、參考文獻
Alejski, K. and F. Duprat; “Dynamic Simulation of the Multicomponent Reactive Distillation,” Chem.
Eng. Sci., 51, 4237 (1996)
Burkett, R. J. and D. Rossiter; “Choosing the Right Control Structure for Industrial Distillation Columns,” Proc. of Process Control and Instrumentation 2000, Glasgow, UK, 38 (2000)
Chien, I-L., and P. S. Fruehauf, “Consider IMC Tuning to Improve Controller Performance,” Chem.
Eng. Prog., Oct., 33 (1990)
Huang, H. P., J. C. Jeng, C. H. Chiang, and W. Pan, “A Direct Method for Multi-loop PI/PID Controller Design,” J. Process Control (2003) (in press)
Vora, N. and P. Daoutidis; “Dynamic and Control of an Ethyl Acetate Reactive Distillation Column,”
Ind. Eng. Chem. Res., 40, 833 (2001)
0 10 20 3 0 40 50 8 6
8 8 9 0 9 2
RD Column T4 (oC)
T im e (h r)
0 10 20 3 0 4 0 50
0.4 8 0.5 0 0.5 2 0.5 4
Feed Ratio
T im e (h r)
0 10 20 3 0 40 50
1.0 0 1.0 2 1.0 4
Decanter Organic Level (m)
T im e (h r)
0 10 20 3 0 4 0 50
2 5 3 0 3 5
Stripper Feed Flow Rate (mol/s)
T im e (h r)
0 10 20 3 0 40 50
1.7 2 1.7 4 1.7 6 1.7 8
RD Column Bottom Level (m)
T im e (h r)
0 10 20 3 0 4 0 50
2 00 0 2 20 0 2 40 0 2 60 0
RD Column Reboiler Duty (kW)
T im e (h r)
0 10 20 3 0 40 50
0.00 5 0.01 0 0.01 5
HAc in Product (wt%)
T im e (h r)
0 10 20 3 0 4 0 50
0.2 0 0.2 2 0.2 4
EtOH in Product (wt%)
T im e (h r)
0 10 20 3 0 40 50
76 .4 76 .6 76 .8
Stripper T6 (oC)
T im e (h r)
0 10 20 3 0 4 0 50
80 0 1 00 0 1 20 0
Stripper Reboiler Duty (kW)
T im e (h r)
圖3 新鮮乙醇進料流量改變+20%之干擾 測試(CS1)
0 10 20 3 0 40 50
8 6 8 8 9 0 9 2
RD Column T4 (oC)
T im e (h r)
0 10 20 3 0 4 0 50
0.5 0 0.5 2 0.5 4
Feed Ratio
T im e (h r)
0 10 20 3 0 40 50
0.00 6 0.00 8 0.01 0 0.01 2 0.01 4 0.01 6
HAc in Product (wt%)
T im e (h r)
0 10 20 3 0 4 0 50
0.19 8 0.20 0 0.20 2 0.20 4
EtOH in Product (wt%)
T im e (h r)
0 10 20 3 0 40 50
76 .4 76 .6 76 .8
Stripper T6 (oC)
T im e (h r)
0 10 20 3 0 4 0 50
90 0 95 0
Stripper Reboiler Duty (kW)
T im e (h r)
0 10 20 3 0 40 50
0.9 9 1.0 0 1.0 1
Decanter Organic Level (m)
T im e (h r)
0 10 20 3 0 4 0 50
2 7 2 8 2 9
Stripper Feed Flow Rate (mol/s)
T im e (h r)
0 10 20 3 0 40 50
1.7 2 1.7 3
RD Column Bottom Level (m)
T im e (h r)
0 10 20 3 0 4 0 50
2 00 0 2 05 0 2 10 0 2 15 0
RD Column Reboiler Duty (kW)
T im e (h r)
圖4 新鮮乙醇之水組成改變-20%之干擾 測試(CS1)
0 10 20 30 40 5 0 6 0 7 0 80 90 1 00 0.00 5
0.01 0 0.01 5 0.02 0
HAc in Product (wt%)
T im e (h r)
0 1 0 20 30 40 50 6 0 7 0 8 0 90 10 0
0.19 8 0.20 0 0.20 2
EtOH in Product (wt%)
T im e (h r)
0 10 20 30 40 5 0 6 0 7 0 80 90 1 00
76 .4 76 .6 76 .8
Stripper T6 (oC)
T im e (h r)
0 1 0 20 30 40 50 6 0 7 0 8 0 90 10 0
85 0 90 0
Stripper Reboiler Duty (kW)
T im e (h r)
0 10 20 30 40 5 0 6 0 7 0 80 90 1 00
8 8 9 0 9 2 9 4
RD Column T4 (oC)
T im e (h r)
0 1 0 20 30 40 50 6 0 7 0 8 0 90 10 0
0.4 8 0.5 0 0.5 2
Feed Ratio
T im e (h r)
圖5 反應蒸餾塔溫度環路設定點改變之 響應(CS1)
0 10 20 3 0 40 50
7 5 8 0 8 5 9 0 9 5
RD Column T4 (oC)
T im e (h r)
0 10 20 3 0 4 0 50
2 00 0 2 20 0 2 40 0 2 60 0 2 80 0 3 00 0
RD Column Reboiler Duty (kW)
T im e (h r)
0 10 20 3 0 40 50
0.00 0 0.00 5 0.01 0 0.01 5 0.02 0
HAc in Product (wt%)
T im e (h r)
0 10 20 3 0 4 0 50
0.1 8 0.2 0 0.2 2
EtOH in Product (wt%)
T im e (h r)
0 10 20 3 0 40 50
76 .4 76 .6 76 .8
Stripper T6 (oC)
T im e (h r)
0 10 20 3 0 4 0 50
80 0 1 00 0 1 20 0 1 40 0
Stripper Reboiler Duty (kW)
T im e (h r)
圖6 新鮮乙醇進料流量改變+20%之干擾 測試(CS2)
0 1 0 2 0 30 40 89 .4
89 .6 89 .8 90 .0 90 .2 90 .4
RD Column T4 (oC)
T im e (h r)
0 1 0 20 30 40
0.3 5 0.4 0 0.4 5 0.5 0 0.5 5 0.6 0
Organic Reflux Ratio
T im e (h r)
0 1 0 2 0 30 40
0.00 5 0.01 0
HAc in Product (wt%)
T im e (h r)
0 1 0 20 30 40
0.1 8 0.2 0 0.2 2 0.2 4
EtOH in Product (wt%)
T im e (h r)
0 1 0 2 0 30 40
76 .4 76 .6
Stripper T6 (oC)
T im e (h r)
0 1 0 20 30 40
80 0 1 00 0 1 20 0 1 40 0 1 60 0
Stripper Reboiler Duty (kW)
T im e (h r)
0 1 0 2 0 30 40
1.0 0 1.0 2 1.0 4 1.0 6
Decanter Organic Level (m)
T im e (h r)
0 1 0 20 30 40
2 5 3 0 3 5 4 0 4 5
Stripper Feed Flow Rate (mol/s)
T im e (h r)
0 1 0 2 0 30 40
1.6 6 1.6 8 1.7 0 1.7 2 1.7 4
RD Column Bottom Level (m)
T im e (h r)
0 1 0 20 30 40
0.4 5 0.5 0 0.5 5 0.6 0 0.6 5 0.7 0
Feed Ratio
T im e (h r)
圖7 新鮮乙醇進料流量改變+20%之干擾 測試(CS3)
0 1 0 20 30
8 9.6 8 9.8 9 0.0
RD Column T4 (oC)
T im e (h r)
0 10 2 0 30
0.46 0.48 0.50 0.52 0.54
Organic Reflux Ratio
T im e (h r)
0 1 0 20 30
11 3.4 11 3.6 11 3.8 11 4.0
RD Column T8 (oC)
T im e (h r)
0 10 2 0 30
0.45 0.50 0.55
Feed Ratio
T im e (h r)
0 1 0 20 30
0 .008 5 0 .009 0 0 .009 5 0 .010 0
HAc in Product (wt%)
T im e (h r)
0 10 2 0 30
0.18 0.20 0.22 0.24
EtOH in Product (wt%)
T im e (h r)
0 1 0 20 30
7 6.4 7 6.6
Stripper T6 (oC)
T im e (h r)
0 10 2 0 30
8 50 9 00 9 50 10 00 10 50 11 00 11 50 12 00 12 50
Stripper Reboiler Duty (kW)
T im e (h r)
圖8 新鮮乙醇進料流量改變+20%之干擾 測試(CS4)