第二章 文獻探討
本研究在相關文獻上,首先由國際百科資訊檢索,參考國外之研究報 告及透過國家圖書館網站,蒐集國內博碩士論文摘要及相關雜誌、研討 會、研究計畫及政府出版品等研究報告,隨後至台北市各大學圖書館(如 台大、台科大、台北科大與台師大圖書館)及國家圖書館,蒐集論文相關 文獻。次由各論文之參考文獻中參閱相關之文獻,搜尋主要參考探討之文 獻,包括有超合金材料,Haynes230 超合金材料之特性,Haynes 230 超 合金之銲接方式,Haynes 230 超合金之銲接性質等。隨後針對 Haynes 230 超合金材料之各項特性作一系列探討。接著,探討 Haynes 230 超合金之 銲接特性與參數設定,並探討分析 TIG 銲接法與電漿銲接法原理及施銲 過程之參數,經由一系列之探討作為文獻分析比較。
第一節 超合金材料
壹、超合金簡介:
超合金是近幾十年來逐漸受工業重視且採用的一種新材料,其歷 史淵源於第二次世界大戰,因應高溫用途而發展的一種合金材料。其 使用環境通常是在極嚴苛的高溫環境,其所要求的性能如高溫強度、
抗高溫腐蝕、高溫氧化及高溫潛變、具有高溫表面穩定性等等的優異 性能。一般將超合金分為三類:鎳基超合金(Nickel base superalloys )、
鈷 基 超 合 金 (Cobalt base superalloys) 與 鐵 基 超 合 金 (Iron base superalloys) (Sim C. T., 1987) 。
貳、鎳基超合金:
鎳基超合金是所有的超合金中,最為複雜,應用在高溫環境中最 為廣泛的一種超合金,其化學組成如表 2.1 所示。
表2.1 鎳基超合金的主要組成(wt%) (Sim, C. T., 1987)
Density
Alloy Ni Cr Co Mo W Ta Cb Al Ti Fe Mn Si C B Zr Other lb/in3
Nickel:Base Alloys
Astrulay 55.0 15.0 13.0 5.3 0.0 0.0 0.0 4.0 3.5 0.0 0.0 0.0 0.06 0.030 0.00 0.286 Cabot 214 75.0 16.0 0.0 0.0 0.0 0.0 0.0 4.5 0.0 2.5 0.0 0.0 0.00 0.000 0.00 0.01V 0.291 D-979 45.0 15.0 0.0 4.0 0.0 0.0 0.0 1.0 3.0 27.0 0.3 0.2 0.05 0.010 0.00 0.296 C-22 51.6 21.5 2.5 13.5 4.0 0.0 0.0 0.0 0.0 5.5 1.0 0.1 0.01 0.000 0.00 0.03V 0.314 C-276 0.0 15.5 2.5 16.0 3.7 0.0 0.0 0.0 0.0 5.5 1.0 0.1 0.01 0.000 0.00 0.03V 0.321 G-30 42.7 29.5 2.0 5.5 2.5 0.0 0.8 0.0 0.0 15.0 1.0 1.0 0.03 0.000 0.00 2.0Cu 0.292 Hasnelloy S 67.0 15.5 0.0 14.5 0.0 0.0 0.0 0.3 0.0 1.0 0.5 0.4 0.00 0.009 0.00 0.05La 0.316 Hasnelloy X 47.0 22.0 1.5 9.0 0.6 0.0 0.0 0.0 0.0 16.5 0.5 0.5 0.10 0.000 0.00 0.297 Haynes 230 57.0 22.0 0.0 2.0 14.0 0.0 0.0 0.3 0.0 0.0 0.5 0.4 0.10 0.000 0.00 0.02La 0.319 GATORIZE 55.8 12.4 18.5 3.2 0.0 0.0 0.0 5.0 4.3 0.0 0.0 0.0 0.07 0.020 0.06 0.8V 0.244 Inconel 600 76.0 15.5 0.0 0.0 0.0 0.0 0.0 0.0 0.0 8.0 0.5 0.2 0.08 0.000 0.00 0.304 Inconel 601 60.5 23.0 0.0 0.0 0.0 0.0 0.0 1.4 0.0 14.1 0.5 0.2 0.05 0.000 0.00 0.291 Inconel 617 54.0 22.0 12.5 9.0 0.0 0.0 3.6 0.2 0.2 2.5 0.2 0.2 0.05 0.000 0.00 0.302 Inconel 635 61.0 21.5 0.0 9.0 0.0 0.0 3.6 0.2 0.3 2.5 0.2 0.2 0.05 0.000 0.00 0.305 Inconel 706 41.5 16.0 0.0 0.0 0.0 0.0 2.9 0.2 1.8 40.0 0.2 0.2 0.03 0.000 0.00 0.292 Inconel 718 52.5 19.0 0.0 3.0 0.0 0.0 5.1 0.5 0.9 18.5 0.2 0.2 0.04 0.000 0.00 0.297
資料來源:Sim C. T. , 1987
由表 2.1 可看出鎳基超合金的重要組成至少超過十種元素。其中 以鎳的含量最多,並添加鉻、鈷、鋁、鉬、鎢、碳、鈦.等等少量元 素。
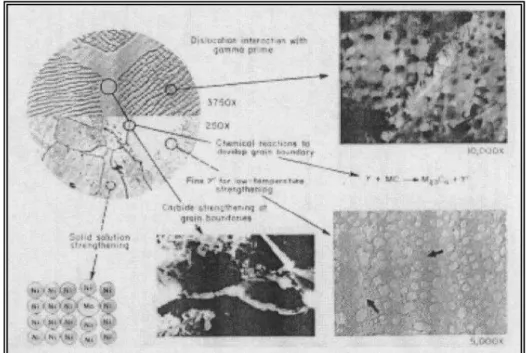
鎳基超合金的微結構如以下說明:
一、母材γ相(Gamma matrix γ):
百分比的固溶元素,包括鎳、鐵、鈷、鉻、鉬、鎢等。
二、主要γ’相(Gamma prime γ’):
第二級的元素由析出 Ni3X 的γ’相組成,其結構也是 FCC,
組成元素來自Ⅲ、Ⅳ、Ⅴ族元素,包括鋁、鈦、鈷、鉭、鉿等。
三、碳化物:
碳的含量約為 0.05~0.2%,碳與其它合金元素化合而形成細小 的碳化物顆粒網。這些碳化物容易在晶界析出,會妨礙差排的運動 並阻止晶界的滑動。與碳反應的元素如硼、鋯、鈦、鉭、鉿形成 MC 碳化物。在加溫或熱處理時會分解形成較低的碳化物如 M23C6
及 M6C 等,聚集在晶界。這些元素來自Ⅱ、Ⅲ、Ⅳ族,其原子直 徑通常比較大。
四、邊界γ’相:超合金的加熱處理後,會令其材料沿著邊界形成一層 γ’相,邊界γ’相會改善破斷性質(Rupture properties)。
五、硼化物:硼化物會發生邊界,不過,是數量很少的顆粒(Particles)。
六、TCP-type 相:在特定條件下的相如:σ、µ、及 Laves form,這 些相會降低破斷強度及延展性(Walter J. L., et al., 1988)。
鎳基超合金之微結構組織如圖 2.1 所示。而其微結構發現年代 之演進如圖 2.2 所示。
圖 2.1 超合金的微結構範例(Sim C. T., 1987)
a. 一般電子 b. 特殊金屬 c. Henery Wiggin d. Martin Meatals e,g Pratt and Whitnery f. INCO.
圖2.2 典型鎳基超合金微結構的發現之年代演進 (Sim C. T., 1972)
第二節 Haynes 230 超合金材料及其熱處理
壹、Haynes 230 超合金材料
Haynes 230 超合金為高溫強度佳、抗氧化及抗熱腐蝕性與穩定 性極佳之合金,其主要合金成份是 Ni-Cr-W,強化機構屬於固溶強 化。可利用傳統加工技術加工,易製造成型及具有可鑄性,機械性質 比其他超合金優異,因此廣泛應用於工業界及國防設備上。
一、合金成份
Haynes 230 超合金主要成份以鎳(Ni)為主,係因 Haynes 公司 所生產的高溫用途合金,Haynes 是商標名。其成份以鎳含量最高,
是 Haynes 230 超合金主要的基材;其次是鉻,鉻的含量約 20%~
24%,鉻可抵抗氧化及固溶強化沃斯田鐵基地;再次為鎢,約佔合 金 13%~15%,Haynes 230 超合金材料其詳細成份如表 2.2 所示
(Haynes international inc., 2002)。
表 2.2 Haynes 230 超合金材料成份表
鎂 碳 矽 磷 硫 鉻 鈷 鐵 鋁 鈦 硼 銅 鑭 鎢 鉬 鎳
Min 0.05 0.3 0.25 -- -- 20 -- -- 0.20 -- -- -- 0.005 13 1 Max 0.15 1 0.75 0.03 0.015 24 5 3 0.5 0.1 0.015 0.5 0.05 15 3
平衡 57
資料來源:High temp inc.,
http://www.hightempmetals.com/techdata/hitempHaynes230data.php
二、物理性質及應用
Haynes 230 超合金具有優異的高溫強度及耐腐蝕特性,在常 溫 有 良 好 的 成 型 性 , 並 具 備 優 異 的 潛 變 (Creep) 與 破 斷 強 度 (Stress-rupture strength)、極佳的降伏強度特性(ASEM code allow ablestress)、耐疲勞性、拉伸強度、熱穩定性、抗高溫之晶粒成長、
材料 wt%
耐氧化性、耐氮化性、耐碳化性、易加工製造成型、耐氫脆性、耐 酸液腐蝕性、銲接性良好,為一性質極佳之合金,如表 2.3 所示。
表 2.3 Haynes 230 超合金之物理特性
密度(lb /in3) 0.324
比重 8.97
比熱(Btu/lb/℉ - [32-212 ℉]) 0.099 電阻率(微歐姆)(at 68 ℉) 753
熔融點(℉) 2450
平均熱膨脹係數(mean coefficient thermal expansion) 7 拉伸彈性模數(modulus of elasticity tension)106psi 30.6
資料來源:Metal suppliers online,
http://www.suppliersonline.com/propertypages/haynes230.asp
Haynes 公司所生產的 Haynes 230 超合金,應用範圍十分廣泛,
主要應用在太空工業元件,例如空氣渦輪機元件、燃燒罐,以及應用 在加熱工業的熱電偶保護管、熱交換器、鏈條、撓性連接器、退火用 支架、鑄造用加熱支架、工業用反應爐、散熱裝置以及消音器…等等。
在化學工業上,Haynes 230 超合金則被應用作為觸媒支撐網、高強 度熱偶保護管、高溫熱交換器、導管,高溫風箱.等。
三、機械性質
(一)拉伸性質:施以冷滾軋及 1232℃(2250℉)固溶退火熱處理。由 圖 2.3 中(薄板 Sheet)可看出 Haynes 230 超合金即使在高溫也 有極佳的降伏強度。由圖 2.4 將 Haynes 230 超合金依 ASME vessel codeSection I 及 Section VIII division 1 架構至 899℃
(1650℉),在 No.2063 Code case 測試時,比起其他合金材料 Haynes 230 超合金有極佳的強度特性。
圖2.3 Haynes 230 超合金之降伏強度(Jones, R. A. , 1992)
圖2.4 ASME Vessel Code 允許強度(Rothman, M. F., 1990)
(二)伸長率:將 Haynes 230 暴露在高溫環境 8,000 小時後,施予 拉伸試驗。如圖 2.5 所示 Haynes 230 與其他合金如 X 合金、
625 合金 188 合金等比較,從常溫到高溫都有極佳的伸長
率。如圖 2.6 所示係將 Haynes 230 超合金長時間暴露在高溫 環境,仍有極佳的伸長率。
圖2.5 Haynes 230 超合金溫度與伸長率的關係 (Haynes international inc.)
圖2.6 Haynes 230 超合金暴露在648℃的時間與 伸長率的關係(Rothman, M. F., 1990)
(三)硬度:如圖 2.7 所示 Haynes 230 超合金實施不同的冷加工度 後,與 304 不銹鋼等合金比較,有極佳的硬度性質。
圖2.7 Haynes 230 超合金的硬度值(Rothman, M. F., 1990)
四、Haynes 230 超合金銲接方法與特性
Haynes 230 高溫合金的銲接性,在許多方面與沃斯田鐵系不 銹鋼相類似,只要以適當的銲接技術進行銲接,並不會出現特殊的 銲接問題。若與其他鐵系及沃斯田鐵系不銹鋼比較,進行此種合金 銲接,通常以慢速走銲(Sluggish welding)而且滲透較淺(Shallow penetration)的方式來銲接,以控制較低的熱量輸入與較窄的銲道寬 度。而此種合金在銲接時,若因電弧熄弧處理不佳、銲條熔填量不 足、收尾制較低的熱輸入與較窄的銲道寬度處冷卻速率太快等因素 極易產生銲疤裂縫(Crater crack),而易造成腐蝕現象,導致銲件破 裂。因此,在銲接後,最好能將收尾處進行研磨(Grinding)(Haynes international inc.)。
(一)銲接方式
一般常用的有電弧銲接如 TIG、MIG 及 SMAW,尚可使 用電漿銲接、電阻點銲(RSW)、雷射銲接(LBW)、電子束銲接 (EBW)等。若要切割平板可利用電漿電弧切割,並可依切割設 計的形狀與角度,作為銲接前的準備。除此之外,亦可使用潛 弧銲接(SAW),但因其銲劑(Flux)與銲接參數的選用相當困 難,應用此法銲接時,因有高熱量輸入母材以及銲後的冷卻問 題須加以考量,否則會影響銲後性質與產生裂縫,因此,並不 建議使用潛弧銲接法。值得注意的是氧乙炔銲接(OAW)並不適 合用來銲接與切割 Haynes 230 超合金,因為氧乙炔火焰會使 材料碳聚集(Carbon pick-up) 。
TIG 銲接法是 Haynes 230 超合金最常使用的銲接法,根 據國外實驗室(Haynes international inc.)的銲接實驗,整理出此 種超合金之銲接參數,如表 2.4 所示。此外,配合銲接母材選 用適當的填料(Welding filler wire)也是非常重要的銲接規範,
因為可以避免銲接熱裂縫。如果填料金屬選用不當,即使其他 銲接條件都符合銲接規範也難以銲出高品質的銲件。Haynes 230-WTM 填料( AWSA5.14,Ni-CrW-Mo-1 )適用於以 TIG 及 MIG 銲接 Haynes230 合金(Haynes international inc.)。
表2.4 TIG 銲接之銲接參數
銲接參數 材料厚度
DCEN 電流(安培) 1mm 1.6mm 3.2mm 電壓(伏特) 50 80 120 走速(mm/分鐘) 8 8.5 9.5 電極尺寸-EWTH-2 (mm) 254 305 305
電極形狀 45° inc 45° inc 45° inc 杯罩尺寸(Cup size) #8 #8 #8 遮蔽氣體流量,公升/分鐘(CFH) 14.2 (30) 14.2 (30) 14.2 (30)
遮蔽氣體 氬氣 氬氣 氬氣
後吹氣體流量公升/分鐘(CFH) 4.7 (10) 4.7 (10) 4.7 (10)
後吹氣體 氬氣 氬氣 氬氣
資料來源:High Temp Inc.,
http://www.hightempmetals.com/techdata/hitempHaynes230data.php
五、強化機構及金相組織
Haynes 230 超合金主要的強化機構為固溶強化及碳化物的散 佈硬化,其主要基材為鎳鉻鎢,具有高溫強度,且有極佳的抗腐蝕 及抗氧化性能。其基地元素主要為鎳,鎳是 FCC 結構且具有良好 的成型性,為鐵磁的白色金屬,溶點 1455℃。添加了 Cr、Al 可提 供高溫耐氧化性,而添加 Cr、Ti 可防止硫化物所產生的熱腐蝕性。
其抗氧化及抗熱腐蝕性,主要由鉻決定,而且鉻也會導致合金的固 溶強化。鎢與鉬一樣都具有高溫強度特性的特性元素(蔡丕椿等,民 88),鎢有較大的原子直徑(比鎳大 13pt),並且在鎳中的擴散較慢,
鎢 的 疊 差 能 (Stacking fault energy) 也 比 鎳 較 低 (Vecchio, K.S., Fitzpatrick, M. D.,Klarstrom, D., 1995)。
(一)固溶強化
溶質原子與溶劑(Solvent)原子半徑相差愈大,則金屬的 晶格有如受到較大加工硬化般,使得差排不易滑動,Ni 金屬
(半徑為 r=0.1246nm)中加入 W 有較大的原子直徑時,由 於 Ni 與 W 原子半徑相差極大(13pt),故引起明顯的固溶強化 現象(Vecchio, K. S., et al.,1995)。此種插入型溶質,其產生的 畸變是由於溶質原子的尺寸大於其所佔插入的尺寸所引起 的。由於溶質原子所產生的應力場,會干擾差排,而使差排運 動受到阻礙,而產生強化作用,這種強化作用稱為固溶強化
(Solid solution strengthening),簡而言之,點缺陷(Point defect)
干擾了周圍原子的完美排列,當一差排移動通過點缺陷之附近 時,將遭遇到一個原子排列不正常之區域而需要更高的變力才 越過,因而增加了金屬之強度。
(二)碳化物的散佈強化
Haynes 230 超合金含有少量的碳,其中碳與其他合金元 素化合而形成一種細小的碳化物顆粒網。這種碳化物網會妨礙 差排的運動並阻止晶界的滑動。碳化物通常是極為複雜並含有 多種合金元素。散佈強化是利用第二相粒子分佈在晶體基地內 來達到強化效果,但它是利用第二相所造成的強化現象。這個 第二相不是由固溶體所析出來的,而且在任何溫度下,此第二 相並不會再溶入基地內(即固溶體)。散佈強化之合金內必須存 在 有 兩 種 以 上 的 相 , 連 續 的 相 或 佔 大 部 分 的 相 稱 為 基 質 (Matrix)。第二相,即佔小部分的相稱為析出物(Precipitate)。
通常,我們將這兩種相之共生混合物稱為微觀組織(Micro constituent)。所以對於散佈強化之材料,可施以機械加工,以 使應變硬化也成為材料強化的因素。另外,第二相粒子也有抑 制回復與再結晶的作用,使材料不致明顯軟化,在接近溶點 時,合金仍能保持極高的強度。
(三)金相組織
由 Haynes 公司 所生 產的標準 230 合 金(加熱 編號:
8305-9-7509)與熱處理 230 合金(加熱編號:8305-9-7178)為實驗 試片,其材枓化學成份如表 2.5 所示。
表2.5 實驗Haynes 230 超合金化學成份比較(重量百分比%)
合金 Ni Cr W Mo Fe Co Mn Si Al C La B Ti
230/1121 平衡
21.6 13.9 1.19 1.46 0.43 0.54 0.35 0.33 0.1 0.02 0.01 0.01 230/1232 平衡 21.7 13.9 1.43 1.15 0.45 0.5 0.38 0.32 0.1 0.02 0 0.01
資料來源:Vecchio, K. S. et al.,1995
將 Haynes 230 超合金處理至 1121℃標註為 230/1121,將標 準熱處理材料,在 1232℃退火,標註為 230/1232。230/1121 合 金由 19mm 拋光細化熱輥棒(hot-rolled bar)以 Haynes 公司的水 平輥輪(horizontal rolling bar)實施,透過使用 Kokomo 標準鍛造 棒輥軋技術(Kokomo IN, standard wrought-bar-rolling technique) 完成試片製作,並且將輥軋溫度維持在 1121℃或以下溫度。因 為,1121℃是 Haynes 230 合金形成 M23C6 碳化物的溫度。
圖2.8 Haynes 230超合金金相組織圖(Vecchio, K. S. et al., 1995)
利 用 光 學 顯 微 鏡 、 SEM 與 TEM(Transmission electron microscope) 來檢測試片破斷的表面形態,包括裂縫生成及成長 模式。圖 2.8 (a)與(b)是光學顯微鏡的斷面圖,(c)與(d)是 SEM 的 金相斷面。其中(a)與(c)是標準程序試片,而(b)與(d)是次固溶處 理(Subsolvus-process) 230 合金材料,在(c)與(d)中指出 M6C 有較 大的顆粒(Particle),而在(d)中的 M23C6 有較小的顆粒,是進行 次固溶處理的結果。由此兩者碳化物的金相組織可看出,兩者的 晶粒尺寸,經固溶處理材料晶粒尺寸~20μm,標準處程序晶粒 尺寸~70μm。箭頭指出較大的白色顆粒為碳化物 M6C:M主要 為鎢。在次固溶處理材料基質內有較小的顆粒,且沿著晶界為碳 化物 M :M 主要為鉻,一般而言,M 即為 Cr 。而且
在這兩者顯微組織均可看出退火雙晶(Annealing twins)。晶粒的 細化主要是藉由 1232℃→1121℃的降溫 100℃處理,結果得知 M23C6 在 1121℃析出一複雜的面心立方結構(Vecchio, K. S. et al., 1995)。
貳、Haynes 230 超合金的熱處理 一、材料的熱處理
Haynes 230 超合金是固溶強化高溫超合金,鍛造後的 Haynes 230 超合金通常所施加熱處理是固溶退火處理、最小密爾退火處理 (Minimum mill annealing treatment)或應力釋放熱處理(Stress relief treatment) 。 固 溶 退 火 熱 處 理 的 溫 度 範 圍 在 1165~1245 ℃ (2125~2275℉),並施以快速冷卻或以水淬冷。在此種情況下,微 觀結構通常會有主要碳化物(Primary carbides)散佈在單相母材 (Single phasematrix),而使得晶界顯得清楚,這種熱處理是 Haynes 230 超合金的最高溫熱處理,可得最佳的高溫性質,不過,卻會造 成元件的扭曲變形。低於固溶處理溫度範圍(約在 1120℃)所進行的 退火處理即定義為密爾退火(Mill annealing treatment)或應力消除退 火。(Haynes international inc)。因密爾退火的主要目的是消除部份 鑄造或加工時所產生的內應力,與元件變形的回復,以及避免完全 固溶退火熱處理所產生的元件扭曲變形。所以實施這種密爾退火熱 處理會產生新的微結構,使其機械性質提高,例如深抽拉(Deep drawing) 使 其 晶 粒 細 化 。 而 且 將 會 使 材 料 析 出 第 二 相 碳 化 物 (Secondary carbides)於晶界,以改變析出在晶界的量,因此可影響 合金的強度與延性(Rothman, M. F., 1990)。
但是,應力釋放熱處理並不像密爾退火有很明確的定義,一般 視其特殊的情況而定。或許應力開始釋放的溫度僅在密爾退火溫
度,也許必須達到完全固溶退火的溫度。
低溫熱處理對其他碳鋼或不銹鋼有效,但對於 Haynes 230 超 合金並沒有多大助益。Haynes 230 超合金的退火熱處理的重點在 於如何達到既可消除應力又能保持不變形,在消除應力與變形之間 取得一個平衡點,所以必須依實施熱處理的情況而斟酌選用。
在許多實際應用的情況下,一般將應力消除退火溫度定義在 密爾退火溫度再加上 55~110℃ (100~200℉)。依此溫度退火可以 得到良好的效果。
另一種熱處理情況,在低於固溶退火溫度約 540℃ (1000℉) 施以熱處理可得到最佳效果,因為,將會促使材料的晶界碳化物 析出,而影響材料元件的性質,儘管材料會有些微異常晶粒成長。
一般而言,加熱速率與冷卻速率應相同,快速加熱可以使材 料在整個加熱過程中碳化物析出最小化。實施密爾退火時需施以 急速冷卻。從 980℃ (1800℉)急冷至 540℃,以使晶界析出碳化 物最小化,並減少其他相與母材反應的可能。因此,最好是用水 淬冷(waterquench)。實施固溶熱處理時,冷卻率的控制遠比固溶 熱處理重要,當溫度由固溶溫度降至 540℃時,應儘可能急速冷 卻,最好的介質是以水淬冷,並加以其他設備的拘束(Constrain),
以減少元件的變形。
至於加熱時間,一般 5~30 分鐘即足夠,視材料的厚薄而 定,若是細線類之材料加熱幾分鐘即足夠,不可長時間加熱,否 則將會破壞合金結構與應有的特性。
至於熱處理時所使用的保護氣體,最佳的保護氣體是氦與低 露點氫(Low-dew-point hydrogen),其次是氬。氮與氨在一般情況 並不建議使用,不過,如果有特殊需求也可以使用。最常使用的
題,因此,必須更進一步去除這些氧化物以達期許的特性。
二、銲前與銲後熱處理
一般而言,如沒有特殊需要,只要母材的溫度高於 0℃(32℉),
就 不 必 施 以 銲 前 熱 處 理 。 多 重 銲 接 時 , 層 間 溫 度 (Interpass temperature)須較低,維持在 93℃(200℉)以下的溫度。如有需要,
可施以輔助冷卻方法,例如以水淬冷。不過,須注意不可污染銲接 區域。
至於銲後之熱處理,此種合金通常不必實施。不過,如果為了 釋放內應力所作的熱處理,可以參照前述的應力釋放熱處理:
(一)完全固溶熱處理:
快速昇溫,直至 1245℃,持溫 30 分鐘,再以水淬冷,其 間的保護氣體,氦氣最佳,氬氣次之,真空也可以。
(二)應力釋放熱處理(Stress relief treatment):
快速昇溫,直至 1120℃,持溫 30 分鐘,再以水淬冷,其 間的保護氣體,氦氣最佳,氬氣次之,真空也可以。
第三節 銲接熱裂縫原理
銲接裂縫是銲接加工中一個難以完全避免的問題,也是銲接中極為嚴 重的缺陷(王振欽編,民 74)。銲接裂縫的形成通常係由於銲接過程中銲 件產生局部應力,而此應力超出材料所能承受的極限強度時,就在銲道或 熱影響區產生裂縫。1960 年 Kammer et al.將銲接裂縫分為熱裂縫(Hot cracking)與冷裂縫(Cold cracking)。熱裂縫通常出現在高溫時的銲接冷卻凝 固過程,當銲接金屬由高溫液態金屬冷卻至固相線溫度(Solidus temperatue) 附近,產生的裂縫稱之為固化裂縫(Solidification cracking)或熱裂縫。而冷 裂縫通常是在熔融銲接凝固後,因應力而產生的裂縫,如圖 2-9 所示,有 各種不同的典型熱裂縫型式。(Kou, Sindo , 1987)
圖2.9 典型熱裂縫型式(Fukuhisa, Matsuda, 1990)
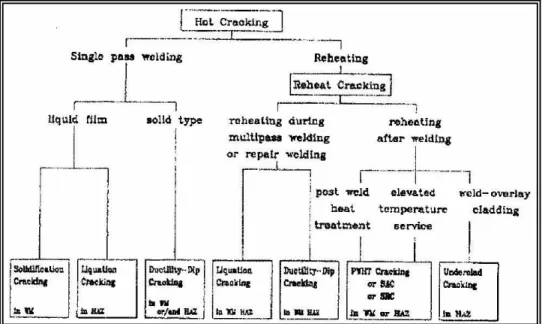
圖 2.10 熱裂縫分類(Kammer et al., 1964)
壹、銲接熱裂縫的分類
Hermsworth et al. 將 熱 裂 縫 分 為 兩 大 類 , 亦 即 偏 析 裂 縫 (Segregation cracking)與延性降低裂縫(Ductility-dip cracking)。
圖2.11 兩種銲接裂縫與溫度關係示意圖(Fukuhisa, Matsuda, 1990)
圖2.12 在BTR 凝固裂縫示意圖(Fukuhisa, Matsuda, 1990)
偏析裂縫包含銲道金屬的凝固裂縫、熱影響區的液化裂縫與銲道 金屬的液化裂縫(亦多重銲接)。而延性降低裂縫包含銲道金屬的延性 低裂縫、熱影響區延性降低裂縫與再加熱的銲道金屬延性降低裂縫 (多重銲接)。
圖2.13 凝固熱裂示意圖(Easterling, K. E., 1992)
如圖 2.11 所示,熱裂縫以固相線溫度(Ts)為界,溫度在 Ts 以上 屬 於 凝 固 脆 性 溫 度 區 (Solidification brittleness temperature rang , BTR),在此溫度範圍所產生的裂縫即為偏析裂縫; 如果溫度在 Ts 以下且在材料的熔點溫度的一半(Tm/2)以上時即屬於延性降低溫度 區(Ductility-dip temperature rang,DTR),在此溫度範圍所產生的裂縫 即屬於延性降低裂縫。凝固裂縫敏感性是藉由 BTR 的大小估算引起 裂縫所需最小延性.如圖 2.12 所示。
熱裂縫的特徵如以下三點所述:
一、裂縫發生於銲接凝固過程。
二、熱裂縫沿著晶粒邊界發展,亦即沿晶裂縫(Intergranular cracking)。
三、熱裂縫發生時於固體晶粒邊界有液體薄膜存在。
貳、銲道金屬的凝固熱裂理論
凝固熱裂發生於銲道凝固即將完成期間,又稱為銲接金屬熱裂 (Welding metal hot cracking)。銲接金屬凝固熱裂之理論很多,其中以 Borland 在 1960 年代發展出來的綜合理論較為一般人接受。他將凝 固過程分為四個階段,如圖 2.13、圖 2.14 所示。
一、第一階段:a-d-c 所圍成的面積:樹枝狀結構形成(Primary dendrite formation),且分佈在熔融金屬中,尚無裂縫產生。
二、第二階段:a-c-e 所圍成的面積:
樹枝狀結構互相連結(Dendrite interlocking),也就是前一階段 分佈於金屬液中的樹枝狀初晶在此時期互相連結。但殘留金屬液尚 可以在已連結的樹枝狀間自由移動只有金屬液可以自由移動。即使 此時期有產生裂縫,金屬液仍可以填補,而使裂縫癒合(Healed),
故此階段尚無裂縫產生。
三、第三階段:a-e 線以下:
晶界成長(Grain boundary development),在此階段之樹枝狀晶 持續成長,晶界幾乎已成形,使得金屬液的流動被嚴格限制住,所 以裂縫發生後不可能再由金屬液填補癒合。
四、第四階段:b-d 線以下:
完全凝固(Compete solidification),在此階段,殘存的金屬液皆 已完全凝固,故此階段無凝固裂縫產生。Borland 特別指出在第三 階段為一個臨界凝固範圍(Critical solidification rang,CSR),若此範 圍愈寬,則銲接金屬愈容易產生裂縫,因存在一不完全連續的液態 薄膜,薄膜間被狹窄且已凝固之固體連橋(Solid bridges)所分隔,這 此液態膜無法承受應力的能力,但這些連橋必須承受大部份的應 力,故容易被破壞而導致裂縫產生。當金屬液薄膜愈不連續,代表 固體連橋愈多且愈大,所能承受的應力就愈大,就不容易產生裂 縫。因此階段被稱為臨界凝固範圍,若此臨界凝固範圍愈大,則代 表 Hot cracking susceptibility 愈高,即銲接金屬愈容易產生熱裂。
參、母材熱影響區熱裂理論
母材熱影響區可細分為二大部份,一是部份熔化區,另一是母材 熱影響區,其詳圖如圖 2.15 所示之熱影響區。原先於熱影響區中便 存在有低熔點化合物,或共晶、成份偏析等,故易因銲接產生的高熱 影響而熔融。在冷卻過程中受到收縮應力而裂開產生龜裂,即是所謂 的『液化裂縫』。液化裂縫是發生在熱影響區緊鄰銲道熔融區的邊界 所圍之區域,此區域稱為部份熔化區(Partially melted zone,PMZ)。
圖2.15 銲接各部區域劃分示意圖
(Baselack, W. A., Lippold, J. C. & Savage, W. F., 1979)
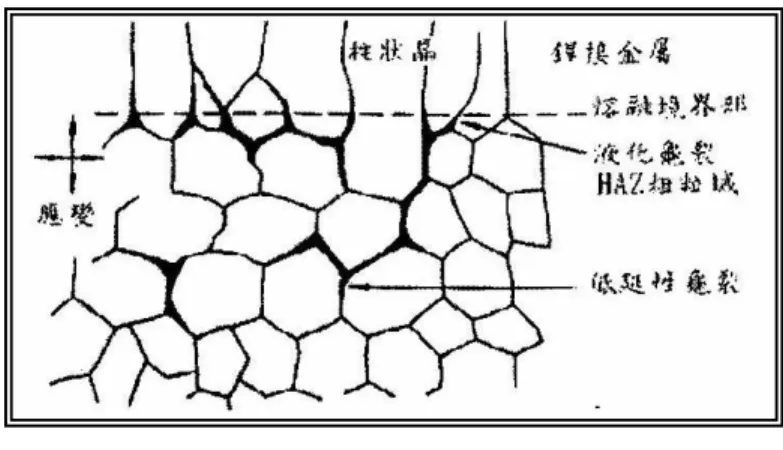
此液化裂縫由於在銲接過程,在此部份熔化區的區域內所經歷的 熱循環峰溫度較高,造成在晶界處之低熔點共晶相或偏析組成物產生 過熱而重新熔解液化,形成沿晶液體薄膜(Liquid film),再承受超過 臨界的應力或應變時,便造成沿晶裂縫的產生。如圖 2.16 所示者即 是液化龜裂(Liquation crack)與低延性龜裂發生機構示意圖。
圖 2.16 液化龜裂與低延性龜裂發生機構示意圖 (朱登雄譯,民78)
熱影響區裂縫理論主要有液化理論(Liquation theory)與析出物理 論解釋。液化理論主要因為熱影響區在銲接後有高的輸入熱量影響,
於是在晶界間產生液態薄膜,而液態薄膜之產生乃由於銲接時,因其 所經歷的熱循環最高溫將超過共晶溫度(Eutectic temperature),此時晶 界處所含的 Eutectic phase 將會形成液態膜,液態薄膜的來源與下列 因素有關:
一、低熔點晶界偏析物(含 Si、P、S 等的偏析物)、共晶相或不純物等,
在銲接時受熱循環作用而產生晶界液化。
二、銲接時,於熔池中吸收溶質偏析至晶界,形成低熔點偏析組成或共晶 相而造成液化。
三、夾渣物與第二相金屬間化合物(或晶出物)、或碳化物周圍組成液化 (Constitutional liquation)。
四、夾渣物的析出。係由於熱量的輸入造成熱影響區過熱區部份熔化和再 凝固,低熔點之不純物或偏析物在晶界聚集,而析出物會往晶界或晶 粒 中 心 聚 集 , 因 而 產 生 一 道 狹 窄 且 強 度 甚 低 之 析 出 物 缺 乏 區 (Precipitate depleted zone)。此種理論謂之析出物理論,如圖 2.17 所 示:在某一溫度條件下因晶粒周圍的析出物往晶界聚集,使得在晶粒
周圍處形成析出物缺乏區,由於無法承受因溫度下降所產生之收縮應 力,因而產生裂縫。
圖2.17 析出物缺乏區熱裂縫示意圖(Steeubergen, 1970)
第四節 TIG 銲接原理及設備簡介
壹、TIG 銲接概述
TIG 銲接又稱惰性氣體鎢極電弧銲接(Gas tungsten arc welding 簡稱 GTAW),俗稱氬銲,係以純氬氣或氬氣與氦氣之混合氣體為保 護氣體而得名。此種銲接法約於 1945 年左
右,一名美國科學家利用鎢電極及氦,在鎢電極與母材之間,並在氦 氣的保護之下產生電弧,而將母材熔融在一起。後來因空氣中氦氣的 存量少,為降低成本乃改以氬氣為遮蔽氣體,所以又稱為氬銲。
貳、TIG 銲接原理
TIG 銲接基本原理如圖 2.18 所示。銲接過程中,使非消耗性鎢電 極與母材間產生電弧,惰性氣體同時經由銲槍送入銲口區域,包圍電 極與熔池,以防止大氣中氧與氮造成之熔接污染,如此送入填料即可 將母材接合。此外由於鎢電極具有很高的熔點,若在其電流負載容量 限度內使用,幾乎完全不會消耗。此法最大特點在減少銲接時金屬的 變質。用交流電源,利用高週波起弧,除了可穩定電弧之外,同時對 熔池亦有清潔作用,類似”噴砂”原理破除氧化膜,而達到清潔效果。
圖2.18 TIG 銲接原理(AWS, 1991)
參、TIG 銲接設備
TIG 銲接之主要設備包括銲接機、銲鎗、鎢電極、冷卻裝置及 保護氣體裝置等,如圖 2.19 所示。
圖2.19 TIG 銲接設備(周長彬等,民88)
第五節 電漿銲接基本原理
壹、電漿銲接基本原理
電漿銲接(Plasma arc welding)依美國銲接協會(AWS)定義,為利 用 電 極 (Electrode) 與 工 件 (Workpiece) 間 , 或 電 極 與 縮 口 型 噴 嘴 (Constricted nozzle)間產生緊縮電弧(Constricted arc)而加熱產生熔合 工件的銲接方法。其基本原理係利用迫使氣體流經銲槍內正負極間之 直流電弧,由於氣體分子受電弧的高溫而分裂成帶電的熱離子,隨同 電弧經噴嘴噴出。而這被噴出高熱的電離子氣體接觸到冷的銲接工件 時,氣體離子再度結合為氣體分子,放出大量的熱,產生高溫而將工 件熔化銲接。如圖 2.20 所示。
圖2.20 電漿銲接原理 (Connor, L. P., 1987)
貳、電漿銲接主要設備
電 漿 銲 接(Plasma arc welding)其 主 要 設備 包括 電源 機 (Power supply)、電漿銲接機(Plasma welding console)、冷卻循環裝置(Coolant recirculator)、銲槍(Torch)與氣體流量控制器等部份,如圖 2.21 所示。
圖2.21 電漿銲接設備示意圖(Cary, H. B., 1994)
圖2.22 TIG 銲接與電漿銲接比較(周長彬等,民88)
基本上電漿銲接與 TIG 銲接類似,均以鎢棒為電極,且在大氣 中皆以惰氣為遮蔽氣體來施銲。兩者最大的不同在於銲槍之結構,如 圖 2.22 所示,TIG 銲接之鎢極突出噴嘴,且其噴嘴為直筒形,而電 漿銲之鎢極在噴嘴內,且使用縮口形噴嘴。因電弧緊縮之效應,形成
直筒形電弧,再加上其孔口氣體流速 2~4 倍於氬銲,因此具有鑰匙 孔式(Keyhole mode)銲接特性。使用電漿銲接具有許多優點:熱量集 中故 HAZ 範圍較小、氣孔率低、大深寬比、低殘留應力等,銲接品 質與功能超過氬銲,設備花費又遠較電子束、雷射低,其優越性更為 明顯。
參、通電式與非通電式電漿銲接比較
電漿銲槍可分為通電式(Transferred)與非通電式(Nontrasferred)兩 種,如圖 2.23 所示。通電式的電極接負極,而工件接正極,電弧於 電極和工件之間產生,熱量的傳遞也是由電極移轉至工件,因此熱效 率高,但工件必須導電;而非通電式的電極接負極,噴嘴接正極,電 弧則在電極與噴嘴間產生,熱量則僅由電漿氣體噴流至工件上,因此 熱效率較低。電漿銲接有個很獨特的特性,就是銲接時因圓柱狀的電 漿氣體噴出,有很強的噴射力量,在被熔化的金屬上便會形成一很深 的孔洞,謂之鑰匙孔(Keyhole)。當銲接進行,鑰匙孔在前引導熔化母 材金屬,金屬熔液隨即填滿鑰匙孔完成銲接,即可獲得良好的熔透。
通電式電漿銲接的系統,如圖2.24 所示。
圖2.24 通電式電漿銲接的系統(Connor, L. P., 1987)
當管孔氣體(Orifice gas)由管徑流出至 A 區時,最核心部份氣體被 游離成離子狀態,為電漿主體;而外圍氣體未游離至足以承載電流程 度,但由核心傳來的高熱,仍使其處於高溫狀態;最外層氣流溫度較 低,隔絕了電弧柱(Arc column)與緊縮管壁,因此形成緊縮電弧,此 時能量密度及熱傳效率均大為增加。而從緊縮孔口流出之孔口氣體,
具較高溫及較大動量,藉電漿動量排開已熔金屬,電弧繼續深入貫 穿,待熱源離去後,表面張力促使熔融金屬收縮形成銲珠,此即為 Keyhole mode 銲接機構,如圖 2.25 所示。
圖2.25 電漿銲之鑰匙孔現象(Connor, L. P., 1987)