2010 年 3 月 M ar. 2010
收稿日期: 2008- 08- 12. 浙江大学学报( 工学版) 网址: w w w . journals. zju . edu. cn / eng 基金项目: 国家自然科学基金资助项目( 50905161) .
作者简介: 刘楚辉( 1975 ) ) , 男, 湖南娄底人, 讲师, 博士生, 从事机器人切削加工、离线编程研究. E- mail : l chzju @ zju. edu. cn 通信联系人: 柯映林, 男, 教授, 博导. E- mail : yl ke@ zju . edu. cn
DO I: 10. 3785/ j. issn. 1008- 973X. 2010. 03. 003
工业机器人切削加工离线编程研究
刘楚辉
1, 2, 姚宝国
1, 柯映林
1( 1. 浙江大学 机械工程学系, 浙江 杭州 310027; 2. 嘉兴学院 机械工程学系, 浙江 嘉兴 314001)
摘 要: 为了在飞机数字化 装配过程中, 能使机器人高效地完成航空铝合金的轻 切削加工, 在研究机器人机构运动
学特性和离线自动编程原理的基 础上, 提出一种工业机 器人轻 切削作业 的微机 编程原 理及其 实现方 法, 给 出了程 序参数的求解过程. 该编程方法 采用 以自动 编程 工具 ( A PT ) 语言 生成 的刀 位源 文件 作为 媒介, 通 过接 口程 序将 CA D/ CA M 和 R obotics 衔接集成. 根据工业机器人的控制需求, 通过对刀位 信息作 后置处理 获得机 器人的 工具运 动路径, 进而自动生成机器人控制程序, 并通过运动 学仿真 验证其 正确性. 实例 表明, 该方法 能实现 较复杂 零件的 机器人切削加工程序自动生成, 且编程效率较手工示教编程提高很多.
关键词: 工业机器人; 离线编程; 轻切削加工; 刀位文 件
中图分类号: T P 242. 2 文献标志码: A 文章编号 : 1008- 973X( 2010) 03- 0426- 06
Study on off- line programming of industrial robot for cutting process
L IU Chu- hui1, 2, YAO Bao- guo1, KE Ying- lin1
( 1. Dep ar tment of M echanical E ngineer ing , Zhej iang Univers ity , H angz hou 310027, China;
2. D ep artment of M echanical Engineering , J iax ing Col lege , J iax ing 314001, China)
Abstract: A n o ff- line pr ogr am ming m et hod and relevant parameter resolut ion pr ocess w ere proposed t o eco no mically enhance t he ef ficiency of indust rial r obo t w hich used fo r lig ht cut t ing of aero space aluminum allo y dur ing dig it al airplane assembly. Based o n aut omat ic pro gramm ing t ool( A PT ) cutt er lo cat io n source f iles and int erf ace pr ogram s, the cut t er locatio n dat a fr om CA D / CA M sy st em w ere integ rat ed int o t he ro bo t prog ramm ing syst em . A ccor ding t o robot co nt ro l requir em ent s, cut ter locat ion inf orm at ion w as t ransf ormed into t he m ove pat h of end eff ect er and t he ro bo t prog ram by post pro cessing . F inally a kinet ic emulat io n modul e w as used t o v alidate t he ro bot prog ram. T he result s o f ex am ple show ed t hat t his m et hod is ef fect ive fo r co nt ro l pro gram generat io n o f com plex w o rkpiece light cut t ing process using indust rial robot, and the programming efficiency is significantly improved compared w it h t he t eaching programming method.
Key words: industr ial robot ; off- line prog ramming; light cut ; cut ter locat ion f ile 在航空器的制造与装配过程中, 经常要对航空
铝合金零部件进行轻切削加工, 如自动钻铆、蒙皮切 割、修边等. 目前, 串联机器人切削加工已经在航空 制造领域得到了广泛应用[ 1]. 在新产品的设计试制 过程中, 经常使用黏土或泡沫等易切削材料进行造 型设计或快速原型试验, L in 等[ 2]研制了用于快速
原型制造的双机器人加工系统. 在诸如此类的应用 场合, 以工业机器人代替数控机床完成多轴切削加 工具有作业范围大、安装空间更小、集成度更高、经 济效益和柔性更好等优点. 尽管机器人具有上述优 点, 但与数控机床相比, 工业机器人存在刚性不足和 运动精度不高等缺点; 因此, 除了用于精度要求不是
很高的轻切削应用场合这一前提条件以外, 可通过 采取适当措 施来减小振动, 提高加工 精度. Shirase 等[ 3]通过机器人标定的方法提高了串联机器人的端 铣加工 精度; T om as 等[ 4]将 ABB IRB2400 型机器 人用于铝合金制孔加工, 通过切削力反馈控制使制 孔过程中刀具的滑动幅度不超过 0. 1 mm ; Shimizu
等[ 5- 6]使用小直径端铣刀和高速电主轴, 使铝合金铣
削加工的切削力降低了 30% ~ 50% , 减小了机器人 的振动, 达到了加工精度要求. 随着工业机器人性能 的提高, 它在汽车、航空、航天制造等领域的应用会 越来越广泛.
工业机器人作为一种可编程装置, 必须先对它 编程才能完成作业任务. 机器人的编程方法包括示 教编程和离线编程, 其中示教编程使机器人的作业 时间大幅下降. 近年来, 机器人示教编程也取得一些 进展, 如基于系统辨识的示教编程[ 7], 主要应用于服 务机器人. 对于工业机器人, 当作业任 务复杂多变 时, 示教编程将无法胜任. 离线编程在不占用机器人 作业时间的情况下, 采用机器人编程语言实现作业 编程. 基于图形的机器人离线编程是主要的发展方 向[ 8], 它利用计算机图形学工具, 待获得满意的运动 方案后生成以机器人编程语言描述的 运动控制程 序, 并下传到控制器以控制机器人的运动.
基于图形的机器人离线编程有 2 种基本实现模
式[ 9- 11]: 一种是对现有的先进 CA D/ CA M 系统进行
二次开发, 以提供对机器人离线编程 的支持[ 12]; 另 一种是机器人离线编程系统 有自带的 CAD/ CAM
子系统[ 13]. 第 一种模 式可 以充分 利用 先进 CA D /
CA M 系统的强大几何造 型和运动仿真功 能, 主要 缺点是系统过于庞大; 第二种模式则投入很大, 目前 自带的 CAD/ CAM 功能不强. 这 2 种模式对计算机 系统资源的要求都比较高, 因而成本也较高, 且缺乏 对机器人切削加工应用的有力支持.
本文以 ABB IRB6600 机器人为平台, 研究串联 工业机器人轻切削加工的离线编程原理与系统实现 方法; 以 APT 刀位源文件为桥梁实现 CAD/ CAM 和 ROBOT ICS 集成化.
1 机器人切削加工编程的基本原理
机器人切削加工自动编程可分为刀具路径规划 和机器人控制程 序生成 2 个步骤. 商品化的 CAM 系统能胜任常见加工的刀具路径规划和刀位源文件 生成, 但其后处理模块不能生成机器人程序. 本研究 依托 现有 CAD/ CAM 系统 完成 刀具 路径 规 划和
A PT 刀位源文件生成, 再在 Window s 平台下开发 适用于机器人的后处理程序, 完成刀位源文件到机 器人控制程序的自动转换, 从而实现基于 P C 的机 器人切削加工自动编程.
刀具路径规划采用的参考系为 CAM 系统的编 程坐标系, 也称为工件坐标系. 为了对机器人运动进 行编程与控制, 也要建立参考坐标系, ABB 机器人 可选择所有坐 标系 中的一 个作 为控 制参考 系. 若 CA M 编程坐标系与机器人控制参考系均选择工件 坐标系, 可减少坐标变换次数, 且当工件装夹改变后 易于修改机器人程序. 机器人系统的工件坐标系由 其相对基坐标系的位姿定义.
机器人运动控制就是将控制点( T CP) 移动到编 程位置, 同时将工具变换到编程姿态, 为此须定义一 个工具坐标系, 其原点即为 T CP. ABB 机器人有一 个默认的工具坐标系 tool0, 其他工具坐标系均相对 它定义. 实际应用中选择将工具坐标系与电主轴固 联, Z1 轴指向刀尖, 如图 1 所示.
图 1 机器人切削加工工艺系统及其坐标关系
F ig. 1 M achining sy stem and refer ence frames
由刀心与 T CP 间的位置关系和刀轴与工具坐标 系间的姿态关系, 可求得与刀轨对应的机器人工具运 动位姿与速度等, 由机器人机构运动学反解可得操作 臂的关节解和构形参数, 以此生成机器人控制程序.
2 机器人切削加工编程的数值计算
刀位源文件给出了走刀路径节点在编程坐标系 中的刀心坐标、刀轴单位矢量和进给速度等基本参 数, 机器人切削加工编程需要的基本参数有 12 个, 分别为: 表示工具位置的 3 个坐标、表示工具姿态的 四元数、确定操作臂构形的 4 个构形参数以及运动 速度( 或时间) . 加工编程的关键步骤是由走刀信息 生成机器人运动控制信息.
2. 1 圆弧轨迹中间点的刀位计算
机器人具有直线、圆弧和关节插补功能, 后者不 能用于切削加工过程. 对于直线插补, APT 刀位源
文件给出的刀位与机器人直线运动指令具有直接的 对应关系. 对于圆弧插补, AP T 刀位源文件给出了 圆弧起点 A 、圆心 O 和终点 B 的坐标, 同时也给出 了圆弧半径 R 和垂直圆弧所在平面且与圆弧运动 方向相对应的矢量 n[ 14]. A BB 机器人以圆弧起点、
中间过渡点和目标点的位姿定义圆弧运动轨迹, 为 此须在 A 、B 间插入一过渡点 C .
图 2 圆弧轨迹中点处刀位的确定
F ig . 2 Cutter center posit ion at middle point of ar c tr aj- ector y
点 C 可以取圆弧上起点与终点间的任意点, 但 取中点时的路径精度较高. 如图 2 所示, 过圆弧起点 A 的法向矢量 n、切向矢量 t 和径向矢量 r 构成一个 右手系, 且有 t= n @ r. 若 A 点切矢 t 与从 A 点指向 B 点的向量 S 间的夹角 B [ P/ 2, 则圆弧 A B 小于等 于半圆, 否则大于半圆. 已知 A 、O、B 等 3 点坐标和 R, 则由 以下几 何关系 可得 圆弧中 点 C 对应 的刀 心坐标:
OC = R, A C = BC ,
A C = d2/ 2 2+ R ? h 2.
( 1)
当A B 大于半圆时式( 1) 取/ + 0号.
图 3 圆弧轨迹中点处刀矢的确定
F ig . 3 Cutter axis vector at middle point of arc trajectory
如图 3 所示, 若在圆弧每一点处刀轴与该点的 法矢、切矢和径矢间的夹角Wan、Wat和War保持不变, 则点 C 处的刀矢为
aC= nco s Wan+ n @ rCcos Wat+ rCcos War. ( 2) 2. 2 工具位置求解
由图 1 可知, T CP 与刀心 C0 不重合, 距离等于
刀具长度 L . 由刀位源文件输入刀心位置矢量 PC0和 相应的刀轴单位矢量 a, 则 T CP 在工件坐标系中的 运动轨迹为
PT CP= PC0+ La . ( 3) 当机器人控制参考系与编程坐标系不一致时, 在后处理过程中需作坐标变换. 不失一般性, 设机器 人控制参考系为基坐标系 OcX cYcZc, 编程坐标系为 工件坐标系 OX YZ, 工件坐标系相对基坐标系的旋 转矩阵 M 和平移矢量 POc在机器人控制器中定义, 编程时作为已知参数输入. 以 PT CPc表示 T CP 在基 坐标系中的位置, 则有如下映射关系:
PT CPc= MPT CP+ POc. ( 4) 2. 3 工具姿态求解
由几何关系可得机器人控制参考 系中的刀轴 矢量为
ac= Ma. ( 5) 在机器人控制参考系下, 已知当前节点 A 的工 具姿态为 nA oA rA , 设下一节点 B 的 目标工具姿 态为 U= nBoBrB , 由图 1 所示几何关系有
rB= - aBc. ( 6) 式( 6) 对工具绕刀轴的旋转自由度未加约束, 该自由 度对于切削加工是多余的, 而对机器人控制则是必 要的, 需加以补充确定. 由此可见, 机器人工具的位 置是确定的, 而其可行姿态则有无穷多个, 在一定的 评定准则下, 可获得一个最优姿态, 5 轴联动数控机 床不存在这个问题, 这是 6 轴串联机器人用于切削 加工时与 5 轴联动数控机床间的根本区别.
将工具绕过 T CP 的矢量 e 旋转角 H, 使 Z1 轴运 动到与目标刀轴矢量共线反向, 可得与当前工具姿 态最接近的目标姿态, 且有
e= e1 e2 e3 T
= rA @ rB, ( 7) H= co s- 1 rA # rB . ( 8) 变换矩阵
V=
e1e1v + c e1e2v- e3s e3e1v+ e2s e1e2v+ e3s e2e2v + c e2e3v- e1s e1e3v- e2s e2e3v+ e1s e3e3v + c
. ( 9)
式中: c= cos H, s= sin H,v = 1- cos H[ 15], 则节点 B 的 工具姿态为
U=
nB1 oB1 rB1 nB2 oB2 rB2 nB3 oB3 rB3
= V nA oA rA , ( 10)
与之对应的四元数为+= q1 q2 q3 q4 , q21= tr U+ 1 / 4,
q22= nB1/ 2- t r U- 1 / 4, q23= oB2/ 2- t r U- 1 / 4, q24= rB3/ 2- t r U- 1 / 4.
( 11)
由式( 11) 可得正负 2 个四元数 + 和- +, 分别对应 工具绕矢量 e 旋转角H和绕矢量- e 旋转角 2P- H.
由于 2 种变换等效, 这里取正四元数即可.
2. 4 操作臂构形参数求解
机器人的逆运动学问题存在多解, 每组解都对 应操作臂的一种构形. 根据旋转轴关节角所处的象 限或移动轴移动距离的取值区间, 可构造一组参数 来表示操作臂的构形, 如图 4 所示. 对于移动轴, x 表示移动距离, 则其构形参数为
n= int x , x \0;
int x - 1, x < 0. ( 12) 对于转动轴, 若 < 为以弧度数表示的关节角, 当关节 逆时针转动时其象限数( 构形参数) 为
n= int 2</ P ; ( 13) 当关节顺时针方向转动时其象限数为
n= int 2</ P- 1 . ( 14)
图 4 机器人轴的构形参数定义 F ig . 4 Robot ax is config uratio n data definitio n
为了唯一确定与目标位姿对应的解, 需指定一 组与之对应的操作臂构形参数. 不同机器人定义构 形参数的方法不同, ABB IRB6600 机器人采用一组 4 个参数 C1、C4、C6 和 Cx 来确定操作臂的构形, 分 别为第 1、4、6 轴的象限数和全貌构形参数.
当腕关节中心位于 1 轴的正上方、5 轴转角为 零度或腕关节中心与第 2 和第 3 轴中心共线时, 操 作臂处于奇异形位. Cx 的取值是根据当前形位与奇 异形位的相对关系定义的, 表 1 给出了所有可能情 况, 可根据腕部位置、第 3 轴转角和第 5 轴转角作出 判断和选择. ABB IRB6600 机器人操作臂的机构简 图如图 5 所示, 第 4、5 和 6 轴轴线相交于一点, 满足 运动学反解具有封闭解的充分条件[ 15]. 若机器人的 控制参考系选择基坐标系, 则其运动学方程为
Tbt= Tbt0Tt0t . ( 15)
表 1 全貌构形参数 Cx的取值 T ab. 1 V alue of config uration Par ameter Cx
腕相对轴 1 腕相对下臂 轴 5 角度 Cx
前 前 正 0
前 前 负 1
前 后 正 2
前 后 负 3
后 前 正 4
后 前 负 5
后 后 正 6
后 后 负 7
式中: Tbt、Tbt0、Tt0t分别为工具坐标系相对基座标系、
t ool0 相对基座标系以 及工具坐标系 相对 t ool0 的 齐次变换矩阵. 逆解该方程后, 基于上述方法可得与 所有可行解对应的构形参数, 取最接近当前构形的 参数即可实现操作臂的平稳运动.
图 5 ABB IRB6600 机器人机构简图 Fig. 5 M echanism o f A BB I RB6600 r obot
3 机器人切削加工离线编程系统实现
本系 统 依 托 现 有 集 成 CA D/ CAM 系 统, 在 Window s 平台下, 实现了基于 PC 的交互式编程和 动态仿真. 图 6 为系统的总体结构框图, 刀位源文件 生成和机器人 控制程序 生成 2 个步骤 分别由 U G CA D/ CA M 和自行开发的通用后处理程序实现.
图 6 机器人切削加工自动编程系统架构
F ig. 6 H olistic str ucture o f pr og ramming system
3. 1 刀位源文件的生成
基于 UG NX3 分 3 步完成刀位源文件的生成:
1) 创建零件和毛坯几何体, 定义编程坐标系、加工类 型、刀具、切削用量和刀补等, 然后生成刀轨; 2) 模拟 零件的加工过程以检查刀位计算是否正确, 加工过 程中是否发生过切, 所选的刀具、走刀路径、进刀与 退刀方式是否合理等; 3) 输出标准 APT 格式的刀 位源文件.
3. 2 离线编程后置处理程序的模块划分与功能 机器人切削加工离线编程后置处理程序的结构 框图如图 7 所示. 人机交互及运行控制模块向用户 提供各种功能服务, 实现输入输出管理、参数管理、
流程控制和显示控制等. 接口程序通过对刀位文件 和机器人参数文件的操作为主程序导入数据. 代码 转换模块由刀位源文件解析模块、机器人工具位姿 和速度求解模块、运动学反解与构形控制模块、代码 转换和保存模 块等部分组成, 实 现从 APT 代码到 机器人控制指令的转换. 加工轨迹仿真模块由机器 人三维建模和切削加工轨迹仿真 2 部分组成, 为用 户提供对机器人切削加工轨迹的校验.
图 7 后置处理程序结构框图
Fig . 7 M odule structure of post pr ocessing pr og ram
3. 3 代码转换模块的软件实现
为了存储每条命令中的相关信息, 分别定义了 空间点类 C3DP oi、机器人控制 点类 CRobT ar 和机 器人速度类 Cro bSpe、机器人命令信息类 CRobCo m 和 AP T 命令信息类 CAptCom .
代码转 换模块 首先 将 AP T 刀 轨文 件一 次读 入, 执行词法和语法检查后提取刀位参数、刀具参数 和加工工艺参数等信息, 并存储到 CAptCo m 类数 组中. 机器人工具位姿和速度求解器利用刀位参数
和机器人本体参数依次求解机器人的运动控制基本 参数, 运动学反解模块根据运动参数求得操作臂所 有可行解, 并输入构形控制器完成构形参数计算, 实 现从 CAptCo m 类数组到 CRobT ar 类数组的映射;
然后再根据机器人的编程规则实现从 CAptCo m 类 数组 到 CRobCom 类 数组 的 映射; 最后 适 当组 织 CRobT ar 类和 CR obCo m 类数组中的信息, 即可生 成作业程序.
3. 4 轨迹仿真模块的功能实现
机器人三维建模 在 Visual C + + 环境下 利用 O penG L 实 现, 实 现 步 骤 为: 1) 建 立 应 用 程 序 与 O penG L 的联系; 2) 进行绘图环境初始化, 使 M F C 能够调用 OpenGL 函数在窗口中生成图形; 3) 完成 场景的布置; 4) 组装各连杆得到机器人模型.
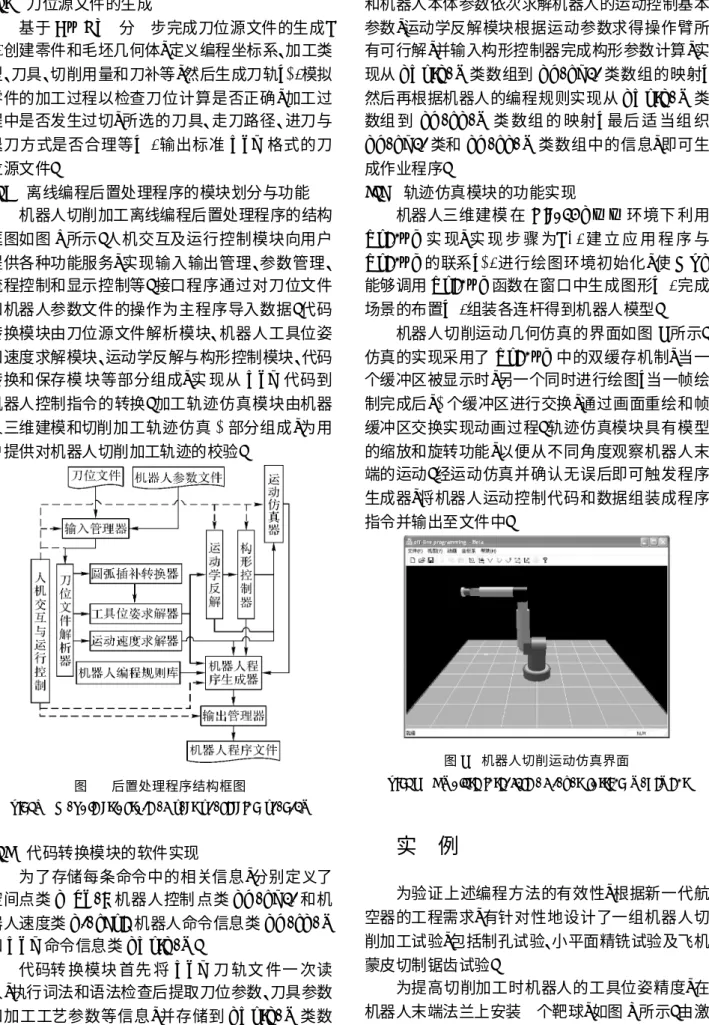
机器人切削运动几何仿真的界面如图 8 所示.
仿真的实现采用了 OpenGL 中的双缓存机制, 当一 个缓冲区被显示时, 另一个同时进行绘图; 当一帧绘 制完成后, 2 个缓冲区进行交换, 通过画面重绘和帧 缓冲区交换实现动画过程. 轨迹仿真模块具有模型 的缩放和旋转功能, 以便从不同角度观察机器人末 端的运动. 经运动仿真并确认无误后即可触发程序 生成器, 将机器人运动控制代码和数据组装成程序 指令并输出至文件中.
图 8 机器人切削运动仿真界面
Fig. 8 Emulate inter face o f robot cutting mov ement
4 实 例
为验证上述编程方法的有效性, 根据新一代航 空器的工程需求, 有针对性地设计了一组机器人切 削加工试验, 包括制孔试验、小平面精铣试验及飞机 蒙皮切制锯齿试验.
为提高切削加工时机器人的工具位姿精度, 在 机器人末端法兰上安装 3 个靶球, 如图 9 所示. 由激 光跟踪仪分别测得加工起始点处 3 个靶球的位置坐
1- 机器人末端法兰; 2- 靶标安装法兰; 3- 工具快换 法兰;
4- 高速电主轴; 5- 弧齿加工工件; 6- 激光跟踪仪 图 9 机器人工具位姿误差测量
Fig. 9 A ctua l posture measur ement o f robo t too l
标, 进而求得机器人的实际工具位姿, 并对其误差进 行补偿. 在制孔试验中采用分步扩孔后精铰孔的工 艺措施; 在平面和锯齿铣削中, 采用小直径铣刀, 主 轴转速分别达到 4 000 r/ min 和 8 000 r/ m in, 切削 振动被控制在很低的水平, 试验结果表明, 孔、平面 和锯齿的各项形位误差均不超过 0. 05 mm .
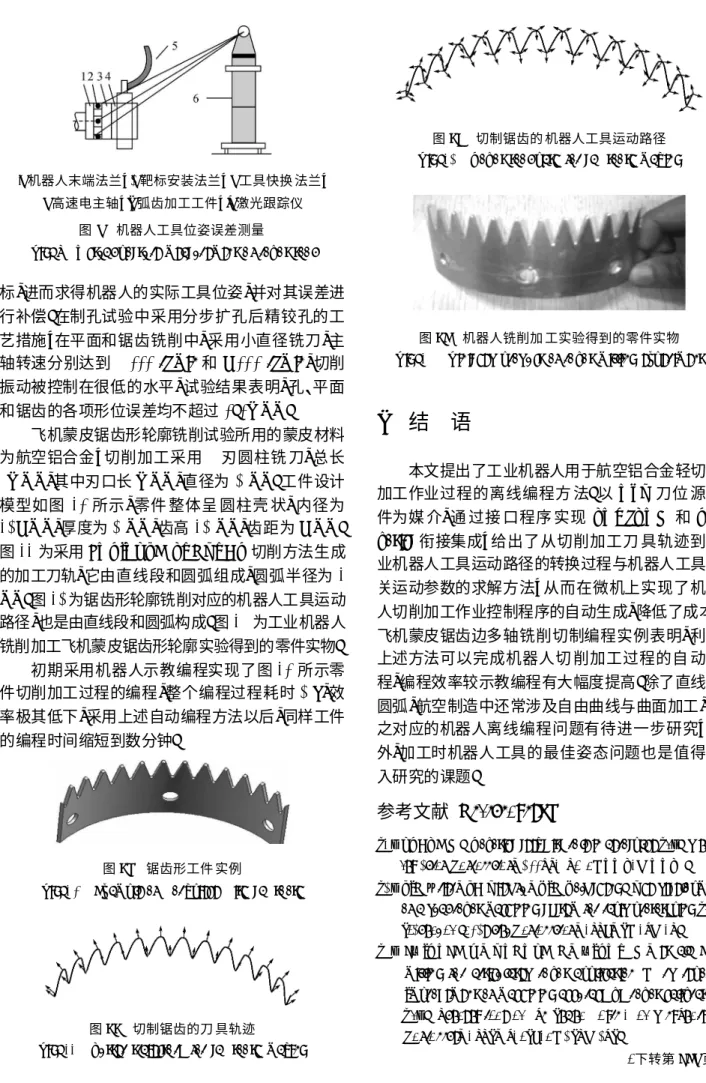
飞机蒙皮锯齿形轮廓铣削试验所用的蒙皮材料 为航空铝合金; 切削加工采用 4 刃圆柱铣 刀, 总长 45 m m, 其中刃口长 5 mm , 直径为 2 mm. 工件设计 模型如图 10 所示, 零件 整体呈 圆柱壳 状, 内径为 128 m m, 厚度为 2 mm , 齿高 12 mm, 齿距为 8 mm . 图 11 为采用 VARIABLE CONT OUR 切削方法生成 的加工刀轨, 它由直线段和圆弧组成, 圆弧半径为 1 mm. 图 12 为锯齿形轮廓铣削对应的机器人工具运动 路径, 也是由直线段和圆弧构成. 图 13 为工业机器人 铣削加工飞机蒙皮锯齿形轮廓实验得到的零件实物.
初期采用机器人示教编程实现了图 10 所示零 件切削加工过程的编程, 整个编程过程耗时 2 d, 效 率极其低下, 采用上述自动编程方法以后, 同样工件 的编程时间缩短到数分钟.
图 10 锯齿形工件 实例
Fig. 10 Ex ample of w or kpiece w ith sawto oth
图 11 切制锯齿的刀 具轨迹 Fig. 11 Cutter trajecto ry for saw too th making
图 12 切制锯齿的 机器人工具运动路径 F ig . 12 Robo t too l path for saw too th making
图 13 机器人铣削加 工实验得到的零件实物 F ig . 13 F inished product of ro bo t milling exper iment
5 结 语
本文提出了工业机器人用于航空铝合金轻切削 加工作业过程的离线编程方 法. 以 APT 刀位 源文 件为媒 介, 通 过接 口程序 实现 CAD/ CAM 和 Ro- bot ics 衔接集成; 给出了从切削加工刀 具轨迹到工 业机器人工具运动路径的转换过程与机器人工具相 关运动参数的求解方法; 从而在微机上实现了机器 人切削加工作业控制程序的自动生成, 降低了成本.
飞机蒙皮锯齿边多轴铣削切制编程实例表明, 利用 上述方法可以完成机器人切 削加工过程的自 动编 程, 编程效率较示教编程有大幅度提高. 除了直线和 圆弧, 航空制造中还常涉及自由曲线与曲面加工, 与 之对应的机器人离线编程问题有待进一步研究; 此 外, 加工时机器人工具的最佳姿态问题也是值得深 入研究的课题.
参考文献( References) :
[ 1] BRUCE M . Robotics seeks its ro le in aerospace [ J] . Manu- facturing Engineering, 2007, 139( 4) : AA C1- A AC4.
[ 2] LIN G rier , LU T ien- fu, YIN You- sheng . T he develo pment of a dual robot machining system for rapid prototyping [ J] . Jouranl of Industrial Engineering, 1998, 5: 16- 19.
[ 3] SH IR ASE K , T AN A BE N , HI RA O M , et al. End milling fo r articulated ro bo t a pplicat ion : 3r d repor t, Impr ov ement of machining accuracy by r obot calibr atio n [ J] . Transactions of the Japan Society of Mechanical Engineers, 1995, 61( 581) : 259- 265.
( 下转第 439 页)
性, 而在实际工况中, 信号时常表现为非高斯性, 因 此, 在基于形态小波包的非高斯信号高斯化的基础 上, 提出了形态小波包、双谱分析级联算法. 该方法 被应用到滚动轴承故障中, 试验结果表明: 基于形态 小波理论和双谱分析的算法, 尤其是 H ilbert- 形态 小波包- 双谱估计算法, 适应性强, 能够准确区分不 同类型、不同程度的故障状态, 取得良好的效果, 具 有较好的应用价值.
参考文献( References) :
[ 1] 李军伟, 韩 捷, 李志农, 等. 小 波变换 域双 谱分析 及其 在 滚动轴承故障诊 断中 的应 用[ J] . 振动 与冲 击, 2006, 25 ( 5) : 92- 95
LI Jun- w ei, HA N Jie, L I Z h-i no ng , et al. B-i spectrum analysis in the w avelet tr ansfo rm do main and its applica- t ion to the fault diag no sis o f r olling bear ing s[ J] . Journal
of Vibration and Shock, 2006, 25( 5) : 92- 95
[ 2] 杨江天, 陈家骥, 曾子平. 基于 高阶谱的旋 转机械故 障征 兆提取[ J] . 振动工程学报, 2001, 3( 1) : 13- 18.
YA N G Jiang- tian, CHEN Jia- ji, ZEN G Z-i pin. Ex trac- ting fault features using hig her or der spectr a for r otating
machiner y[ J] . Journal of Vibration Engineering, 2001, 3 ( 1) : 13- 18.
[ 3] 朱忠奎、孔凡 让、王 建平, 等. 循环 双谱 及其 在齿轮 箱故 障识别中的应 用研 究[ J] . 振动 工程 学报, 2004, 17 ( 2) : 224- 225.
ZH U Zhong- kui, K O NG F an- rang, W A NG Jian- ping, et al. Study on the applicatio ns of cyclic b-i spect rum in g earbox fault diag nosis [ J] . Journal of Vibration Eng-i neering, 2001, 3( 1) : 13- 18.
[ 4] H EIJM AN S H J A M , G OU T SI AS J. N onlinear mult-i r eso lutio n signal decomposition schemes. Par t 2: mor- pho log ical w avelets [ J ] . IEEE Transactions on Image Processing, 2000, 9( 11) : 1897- 1913.
[ 5] 唐常青. 数学形态学方法及其 应用[ M ] . 北 京: 科 学出版 社, 1990.
[ 6] 张贤达. 时间序列分析- 高阶统计量方法[ M ] . 北京: 清华 大学出版社, 1996.
[ 7] 邱天爽, 张旭秀, 李小 兵, 等. 统 计信号 处理- 非高 斯信号 处理及其应用[ M ] . 北京: 电子工业出版社, 2004.
[ 8] Bear ing Data Cent er. Case Western Reserve U niver sity [ EB/ O L ] . [ 2008- 01- 20 ] . ht tp: / / ww w. eecs. cw ru.
edu/ labor ator y/ bear ing.
( 上接第 431 页)
[ 4] T OM AS O , AN DERS R , R OL F J. F lex ible fo rce co n- t rol for accur ate low- cost robo t drilling [ C ] / / Proc of IEEE International Conference on Robotics and Automa- tion. Ro ma, Italy: IEEE, 2007: 4770- 4775.
[ 5] SHIM IZU K , SH IN ICHI M , Y AM AZ AK I N , et al.
High- speed cut ting fo r ext ruded a luminum allo ys using robot [ J] . Journal of Japan Institute of Light Metals, 1998, 48( 12) : 603- 607.
[ 6] SHI NICH I M , SH IM I ZU K , Y AM AZ AK I N , et al.
High- speed end milling of an articulated robot and its char acter istics [ J] . Journal of Materials Processing Tech- nology, 1999, 95( 1- 3) : 83- 89.
[ 7] N EHM ZO W U , A KA N Y ET I O , CH RIST O PH W , et al. R obot prog ramming by demonstrat ion throug h sys- tem identificat ion [ C] / / Proc of 2007 IEEE/ RSJ Interna- tional Conf erence on Intelligent Robots and Systems. San
Diego : I EEE/ R SJ, 2007: 801- 806.
[ 8] M A RIA G. T he futur e of r obot pr og ramming [ J] . Robotica, 1987, 5( 3) : 235- 246.
[ 9] JO HN SO N C G, M A RSH D . A ro bo t pr og ramming env iro nment based o n f ree- for m CAD modeling [ C] / / Proc of 1998 IEEE International Conference on Robotics
and Automation. Leuven, Belg ium: IEEE, P iscataway , N J, U SA : IEEE, 1998, 1: 194- 199.
[ 10] 傅宜利, 赵春霞, 王树国, 等. 一个基 于三维动态 图形的 工业机 器 人仿 真 离 线 编 程 系 统 [ J] . 中 国 机 械 工 程, 1996, 7( 1) : 21- 25.
FU Y-i li, ZH AO Chun- x ia, WA N G Shu- guo, et al.
An industr ial ro bo t simulatio n and o ff- line pro gr am- ming system based on 3D dynamic g ra phic [ J] . China
Mechanical Engineering, 1996, 7( 1) : 21- 25.
[ 11] 赵东波, 熊有伦. 机器人离线编程 系统的 研究[ J] . 机器 人, 1997, 19( 4) : 314- 320.
ZHA O Do ng- bo, XIO NG Y ou- lun. Research on robot of-f line prog ramming system [ J] . Robot, 1997, 19( 4) : 314- 320.
[ 12] ST OBART R K. Geometric to ols for the of-f line program- ming fo r robots [ J] . Robotica, 1987, 5( 4) : 273- 280.
[ 13] N EM EC B, LENARCIC J. A robot simulation system based on kinematic analysis [ J] . Robotica, 1985, 3( 2) : 79- 84.
[ 14] 刘雄伟, 张定华, 王增强, 等. 数控加 工理论与编 程技术 [ M ] . 2 版. 北 京: 机械工业出版社, 2000.
[ 15] 熊有伦, 丁 汉, 刘恩沧. 机 器人 学[ M ] . 北 京: 机械 工业 出版社, 1993.