第四章第四章第四章
第四章 實驗結果實驗結果實驗結果 實驗結果
4.1 實驗分析 實驗分析 實驗分析 實驗分析
本實驗是利用實驗,探討CO2雷射雕刻機改變其功率、雕刻速度對材料 試片雕刻品質之影響,並且找出功率以及雕刻速度對壓克力、ABS雙色板、
電木及PVC之深寬比及對比度的相關趨勢。並將之建立於資料庫中,作為一 個電腦整合製造系統的基本核心架構。
本章節將藉由實驗分析,分析這些對應材質的參數對刻痕深寬比、對比 度的影響。在決定參數的起始時,本實驗的作法,是先以實驗定下的參數先 找出參數對壓克力深寬比的影響趨勢,並找出深寬比最趨近於1的值,及對 比度最高的參數值,分析其參數,並將此參數選擇為本實驗軟體介面所需用 到的參數,並將其建立在資料庫中。
在雕刻完成後接下來便是量測刻痕之深寬比及對比度了,因為試片厚度 不厚,要站立起來有點困難,便可用粘土固定的方式使其穩定,如圖4.1所 示,接下來放在光學顯微鏡,啟動PSC3000Pro專業量測軟體Ver2.23,如圖 4.2便可作影像擷取及測量尺寸的動作。當所有照片圖檔有了之後,因為計 算上的方便,所以另行再計算深寬比。如附錄圖片處皆有紅色的scaler bar的 尺寸標記,以Powerpoint的劃線功能,劃出等同於100µm的線段(約1.3公分),
之後在光學顯微鏡照出來之JPEG圖檔上劃線,並紀錄此線段長,然後以比 例法便可求出圖中深寬比之數據。例:1.3 cm:100µm = X cm(劃線線段長):
Y µm(實際長度)。
圖4.1 黏土固定材料 圖4.2 專業量測軟體
4.2 壓克力分析 壓克力分析 壓克力分析 壓克力分析
在雕刻壓克力之前,由於壓克力為非鐵金屬,基本上所有參數均可做雕 刻,而以 CO2雷射對壓克力而言,其影響深度及寬度最大的參數為輸出功率 及雕刻速度,本實驗選擇功率從 6W 到 25W 作此範圍內的功率對雕刻深度 及寬度的影響趨勢。而雕刻移動速度定在 20 mm/s 到 70 mm/s 之間探討,以 此適當的移動速度做雕刻,再去分析輸出功率及雕刻速度對深寬比及對比度 的影響。
圖 4.3 壓克力雕刻完成圖
如附錄圖 A01 至圖 A21 刻痕深寬比示意圖所示,刻痕深度以 d 表示,
刻痕寬度以 w 表示,深寬比取 d 與 w 之比值,因此在完成雕刻後,可以由 光學顯微鏡觀察到不同的雕刻深寬比外觀後,可以直接在上面標註(如附錄 圖 A01 至圖 A21),然後由影像擷取輸出 JPEG 後存檔。
表 4.1 為刻痕深寬比觀察結果,將下列數據資料先以 EXCEL 做資料排 序,然後利用 Grapher3.0 軟體叫出 EXCEL 檔便可成圖如圖 4.4。其餘 Grapher 圖如上述動作完成。
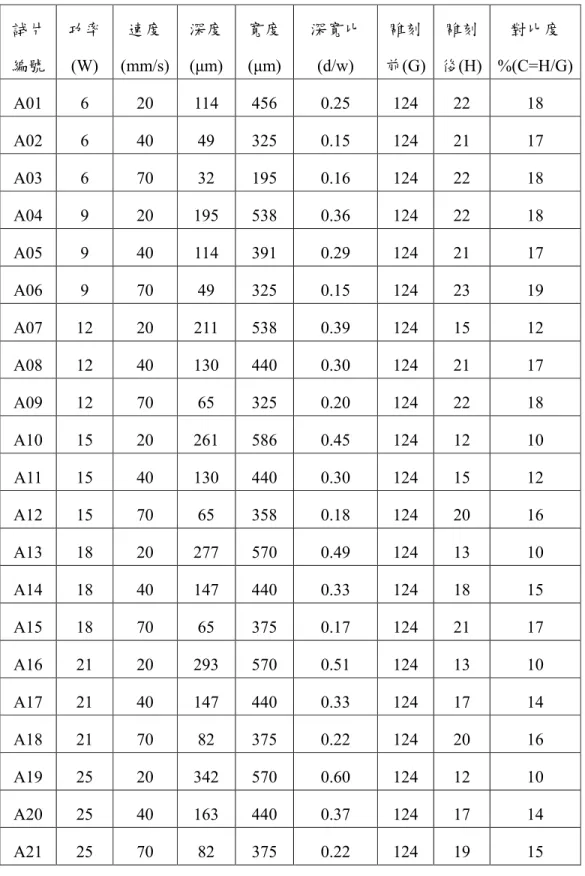
表 4.1 壓克力刻痕深寬比及對比度觀察結果
試片 編號
功率 (W)
速度 (mm/s)
深度 (µm)
寬度 (µm)
深寬比 (d/w)
雕刻 前(G)
雕刻 後(H)
對比度
%(C=H/G)
A01 6 20 114 456 0.25 124 22 18
A02 6 40 49 325 0.15 124 21 17
A03 6 70 32 195 0.16 124 22 18
A04 9 20 195 538 0.36 124 22 18
A05 9 40 114 391 0.29 124 21 17
A06 9 70 49 325 0.15 124 23 19
A07 12 20 211 538 0.39 124 15 12
A08 12 40 130 440 0.30 124 21 17
A09 12 70 65 325 0.20 124 22 18
A10 15 20 261 586 0.45 124 12 10
A11 15 40 130 440 0.30 124 15 12
A12 15 70 65 358 0.18 124 20 16
A13 18 20 277 570 0.49 124 13 10
A14 18 40 147 440 0.33 124 18 15
A15 18 70 65 375 0.17 124 21 17
A16 21 20 293 570 0.51 124 13 10
A17 21 40 147 440 0.33 124 17 14
A18 21 70 82 375 0.22 124 20 16
A19 25 20 342 570 0.60 124 12 10
A20 25 40 163 440 0.37 124 17 14
A21 25 70 82 375 0.22 124 19 15
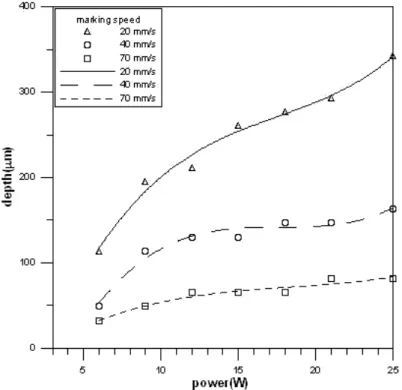
圖 4.4 壓克力功率對深度的影響
圖 4.5 壓克力功率對寬度的影響
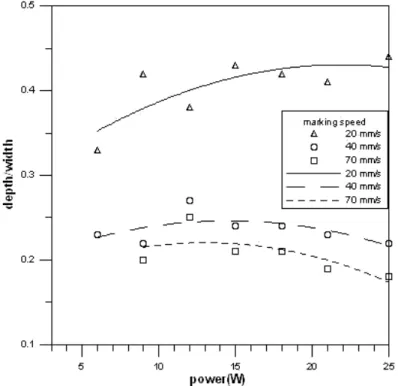
圖 4.6 壓克力功率對深寬比的影響
圖 4.7 壓克力功率對對比度之影響
根據壓克力深寬比觀察結果顯示,雕刻速度為 20 mm/s 時,以 25W 功 率雕刻時,有最大深度 342 µm,70 mm/s 有最小深度 32 µm,在實驗雕刻參 數內,PMMA 平均對比度落在 10%~20%之間,對比度不高,表面雕刻不明
顯,而深寬比最小 9W、70 mm/s 為 0.15,最大 25W、20 mm/s 為 0.6。
寬度在 15W 以後便趨於穩定,20 mm/s 時達到 570 µm 左右,40 mm/s 時達到 440 µm,70 mm/s 達到 375 µm。
因此,在內建資料的選取,以 18W,20 mm/s 之深寬比為 0.49 有最趨近 於 0.5 之深寬比,對比度在 10%左右。壓克力刻痕圖請參閱附錄圖 A01 至圖 A21 所示。
4.3 ABS 雙色板 雙色板 雙色板 雙色板分析 分析 分析 分析
雙色板的意思為兩種顏色之意思,如下圖為紅色及白色之組合,不同顏 色之雙色板所雕刻出之刻痕顏色也會有所不同。
圖4.8 雙色板雕刻完成圖
表4.2 ABS雙色板刻痕深寬比及對比度觀察結果
試片 編號
功率 (W)
速度 (mm/s)
深度 (µm)
寬度 (µm)
深寬比 (d/w)
雕刻 前(G)
雕刻 後(H)
對比度
%(C=H/G)
B01 6 20 98 293 0.33 20 85 425
B02 6 40 49 212 0.23 20 86 430
B03 6 70 0 158 0 20 83 415
B04 9 20 179 424 0.42 20 74 410
B05 9 40 65 293 0.22 20 83 415
B06 9 70 32 163 0.2 20 86 430
B07 12 20 175 456 0.38 20 86 430
B08 12 40 82 309 0.27 20 89 445
B09 12 70 49 195 0.25 20 89 445
B10 15 20 212 488 0.43 20 82 410
B11 15 40 82 342 0.24 20 87 435
B12 15 70 49 228 0.21 20 88 440
B13 18 20 212 505 0.42 20 89 445
B14 18 40 82 342 0.24 20 90 450
B15 18 70 49 228 0.21 20 88 440
B16 21 20 212 522 0.41 20 84 420
B17 21 40 82 358 0.23 20 84 420
B18 21 70 49 261 0.19 20 88 440
B19 25 20 228 522 0.44 20 87 435
B20 25 40 82 375 0.22 20 92 460
B21 25 70 49 277 0.18 20 87 435
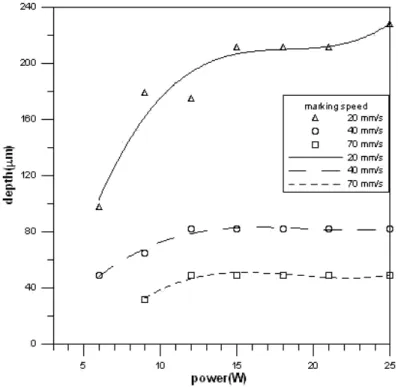
圖 4.9 雙色板功率對深度的影響
圖 4.10 雙色板功率對寬度的影響
圖 4.11 雙色板功率對深寬比的影響
圖 4.12 雙色板功率對對比度之影響
根據 ABS 觀察結果顯示,雕刻速度為 20 mm/s 時,以 25W 功率雕刻時,
有最大深度 228 µm,70 mm/s 有最小深度 32 µm,在實驗雕刻參數內,ABS 平均對比度落在 400%~500%之間,而深寬比最小 15W、70 mm/s 為 0.18,
最大 25W、20 mm/s 為 0.44。
寬度在 21W 以後便趨於穩定,20 mm/s 時為 522 µm 左右,40 mm/s 時 為 375µm,70 mm/s 為 228µm。
因此,在內建資料的選取,以25W,20 mm/s之深寬比為0.44有最趨近於 0.5之深寬比,對比度在430%。ABS刻痕圖請參閱附錄圖B01 至圖B21 所示。
4.4 電木分析 電木分析 電木分析 電木分析
圖4.13為電木雕刻完成圖。
圖4.13 電木雕刻完成圖
表 4.3 電木刻痕深寬比及對比度觀察結果
試片 編號
功率 (W)
速度 (mm/s)
深度 (µm)
寬度 (µm)
深寬比 (d/w)
雕刻 前(G)
雕刻 後(H)
對比度
%(C=H/G)
C01 6 20 65 424 0.15 18 66 367
C02 6 40 49 309 0.16 18 62 344
C03 6 70 30 261 0.11 18 60 333
C04 9 20 114 505 0.23 18 107 594
C05 9 40 82 440 0.19 18 87 483
C06 9 70 46 375 0.12 18 75 417
C07 12 20 147 522 0.28 18 108 600
C08 12 40 82 440 0.19 18 92 511
C09 12 70 46 375 0.12 18 70 389
C10 15 20 179 538 0.33 18 110 611
C11 15 40 92 440 0.21 18 96 533
C12 15 70 62 375 0.17 18 75 417
C13 18 20 179 554 0.32 18 113 628
C14 18 40 147 456 0.32 18 96 533
C15 18 70 62 383 0.16 18 77 428
C16 21 20 195 554 0.35 18 110 611
C17 21 40 179 440 0.41 18 98 544
C18 21 70 77 391 0.20 18 77 428
C19 25 20 245 619 0.40 18 114 633
C20 25 40 195 440 0.44 18 98 544
C21 25 70 92 440 0.21 18 77 428
圖 4.14 電木功率對深度的影響
圖 4.15 電木功率對寬度的影響
圖 4.16 電木功率對深寬比的影響
圖 4.17 電木功率對對比度之影響
根據電木觀察結果顯示,雕刻速度為 20 mm/s 時,以 25W 功率雕刻時,
有最大深度 245 µm,70 mm/s 有最小深度 30 µm,在實驗雕刻參數內,電木 平均對比度落在 330%~630%之間,對比度變化很大,估計與功率有關,當 功率愈大,雕刻速度愈慢時會造成表面熱影響區較大,使材質表面呈現黑色 刻痕,對比度愈高,而深寬比最小 6W、70 mm/s 為 0.11,最大 25W、40 mm/s 為 0.44。
寬度的觀察在雕刻速度 20 mm/s 及 70 mm/s 在 15W 後仍有緩慢增加之 趨勢,估計是材質受到高功率作用而使表面有受到熱影響,致使寬度有擴大 的現象,而在 40 mm/s 在 9W 後寬度便趨於穩定在 440 µm。
因此,在內建資料的選取,以25W,40 mm/s之深寬比為0.44有最趨近於 0.5之深寬比,對比度在430%。PF刻痕圖請參閱附錄圖C01至圖C21所示。
4.5 PVC 分析 分析 分析 分析
圖 4.18 為 IC 卡裁切後雕刻完成圖。
圖 4.18 PVC 雕刻完成圖
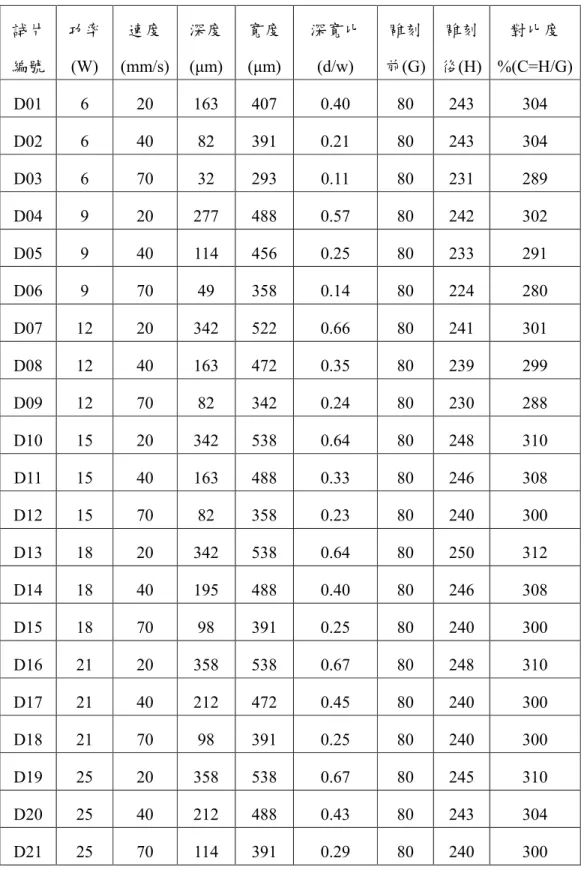
表 4.4 PVC 刻痕深寬比及對比度觀察結果
試片 編號
功率 (W)
速度 (mm/s)
深度 (µm)
寬度 (µm)
深寬比 (d/w)
雕刻 前(G)
雕刻 後(H)
對比度
%(C=H/G)
D01 6 20 163 407 0.40 80 243 304
D02 6 40 82 391 0.21 80 243 304
D03 6 70 32 293 0.11 80 231 289
D04 9 20 277 488 0.57 80 242 302
D05 9 40 114 456 0.25 80 233 291
D06 9 70 49 358 0.14 80 224 280
D07 12 20 342 522 0.66 80 241 301
D08 12 40 163 472 0.35 80 239 299
D09 12 70 82 342 0.24 80 230 288
D10 15 20 342 538 0.64 80 248 310
D11 15 40 163 488 0.33 80 246 308
D12 15 70 82 358 0.23 80 240 300
D13 18 20 342 538 0.64 80 250 312
D14 18 40 195 488 0.40 80 246 308
D15 18 70 98 391 0.25 80 240 300
D16 21 20 358 538 0.67 80 248 310
D17 21 40 212 472 0.45 80 240 300
D18 21 70 98 391 0.25 80 240 300
D19 25 20 358 538 0.67 80 245 310
D20 25 40 212 488 0.43 80 243 304
D21 25 70 114 391 0.29 80 240 300
圖 4.19 PVC 功率對深度的影響
圖 4.20 PVC 功率對寬度的影響
圖 4.21 PVC 功率對深寬比的影響
圖 4.22 PVC 功率對對比度之影響
根據 PVC 深寬比觀察結果顯示,雕刻速度為 20 mm/s 時,以 25W 功率 雕刻時,有最大深度 358 µm,70 mm/s 有最小深度 32 µm,在實驗雕刻參數 內,PMMA 平均對比度落在 280%~310%之間,而深寬比最小 6W、70 mm/s 為 0.11,最大 25W、20 mm/s 為 0.67。
雕刻速度 20 mm/s 時,在 15W 後便在 538 µm 趨於穩定,40 mm/s 時在 15W 便在 488 µm 趨於穩定,70 mm/s 時,在 18W 後達到 391 µm 趨於穩定。
因此,在內建資料的選取,以 21W,40 mm/s 之深寬比為 0.45 有最趨近 於 0.5 之深寬比,對比度為 300%。PVC 刻痕圖請參閱附錄圖 D01 至圖 D21 所示。
4.6 結果分析與討論 結果分析與討論 結果分析與討論 結果分析與討論
實驗結論分兩部份討論,第一部份討論材料在雕刻時會出現最大深度及 最小深度之問題,第二部份為不同材料在雕刻後之深度、寬度、深寬比及對 比度之比較。
第一部份第一部份 第一部份第一部份
在實驗過程中,由光學顯微鏡的觀察下,發現材料的雕刻狀況,如下圖 4.23 在上下邊的量測部位 1 及 2,會有出現如下圖 4.24(部位 1)、圖 4.25(部 位 2)之狀況,出現有最小深度及最大深度,為何會出現此狀況,估計可能原 因為在材料裁切後之部位會有較脆弱之現象,以致於會出現最小深度及最大 深度之情形,如圖 4.23 以壓克力做探討,可清晰的看出在圖中 1、2 處之雕 刻斷面均出現 2 種雕刻深度,若在出現如是狀況時該選擇最大深度作為參考 資料,或者是選擇最小深度為參考資料,由以下圖 4.26 雕刻參數為 21W,
40 mm/s 做比較,可明顯看出,虛線部份為一開始實驗時以最大深度之量測
的數據資料,圖中可看出會有較不穩定之狀態,功率大的雕刻深度卻比功率 小的雕刻深度小,並不符合物理現象。而實線部份則重新以最小深度作為量 測依據時,則有較穩定之雕刻現象。
且如圖 4.23 之 1、2 處之量測可清楚看出,以最小深度的量測均為 147µm,誤差非常小,在驗證 3、四片這樣子的狀況後,可推估在材料的邊 端做雕刻時,會有不穩定的狀態發生。因此,若有出現 2 種雕刻深度之情形 時應選取最小深度做為整體的雕刻深度判定。
圖 4.23 雕刻完成之壓克力片
圖 4.24 壓克力(部位 1) 圖 4.25 壓克力(部位 2)
表 4.5 壓克力實驗數據表
PMMA 6W 9W 12W 15W 18W 21W 25W 虛線(µm) 107 138 199 169 169 169 199 實線(µm) 49 114 130 130 147 147 163 註:虛線為第一次實驗之實驗數據,實線為第二次實驗之實驗數據。
圖 4.26 最大深度與最小深度之比較 第二部份
第二部份 第二部份 第二部份
圖 4.27 功率對 4 種材質深度之影響
圖 4.28 功率對 4 種材質寬度之影響
圖 4.29 功率對 4 種材質深寬比之影響
圖 4.30 功率對 4 種材質對比度之影響
圖 4.27 可得知當功率愈大速度愈慢,深度及寬度便隨著功率增加而增
加,而在同功率同速度下之比較,平均下 PVC 有最大之深度,其次為壓克 力、ABS 及電木。寬度方面亦隨著功率增加速度變慢而增加,但平均在 15W 之後漸漸趨於穩定,壓克力則有較大寬度,PF 及 PVC 差不多,平均寬度最 小為 ABS。
從圖 4.29 可得知,當功率愈大,深寬比便隨著功率增加而增加,在同 功率同速度下之比較,PVC 有最大之深寬比,其次為壓克力、ABS 及電木。
圖 4.30 中,壓克力在 15%左右,由於在黑色壓克力上,所雕出之刻痕並
未有很明顯之對比度,而電木的變化較大,約在 400~650%之間,估計會有 如此大之變化是由於在電木上雕刻會較易產生熱影響區進而影響到對比 度,接下來為 ABS,對比度平均在 300%,PVC 之對比度平均約在 430%左 右,對比度的變化主要是根據材質基底顏色所影響,其次原因便是根據功率 大小及速度快慢在材質表面上所造成刻痕之色差。