文章编号: 1002-0446( 2002) 03-0248-04
球罐焊接机器人控制器及程序设计分析
薛 龙 焦向东 蒋力培 李明利
( 北京石油化工学院机械工程系 102600)
摘 要: 介绍了焊接机器人的工作原理及 采用的 S7-200 可编程控制器, 就其控制系统 构成、硬件 接口、软件程 序设计等要点进行了详细分 析. 工艺实验与实践证明, 该系统工作稳定可靠, 跟踪精度高, 满足球罐自动焊要求.
关键词: 焊接机器人; 自动跟踪 ; S7-200 控制器; 球罐 中图分类号: T P 24 文献标识码: B
ANALYSIS OF CONTROLLER AND PROGRAM DESIGN OF SPHERICAL TANK WELDING ROBOTS
XU E L ong JIA O Xiang -do ng JA N G L i-pei L I M ing -l i
( Beij i ng I nst itu te of Pet rol-che mical T echnol ogy )
Abstract: T he w or k pr inciple of w elding r obot fo r spher ical t ank and it s contr ol system adopting S7-200 pr o- gr ammable contr oller ar e intr oduced in this paper . T he elements o f contr ol system , har dw are interfa ce , and so ft- w are pro gr am design ar e descr ibed in detail. T he welding test a nd pr o cess sur vey show that the w elding r obo t ca n make all-position and mult i-lay er w elds w it h high tracing accuracy and reliable behavior , and it can be applied to practica l pro duction.
Keywords: w elding r obo t, seam tr acking , S7-200 pro gr ammable co ntro ller , spher ical tank
1 引言( Introduction)
随着我国石油、化工等行业的发展, 所需球( 储) 罐不仅在数量上不断增多, 容积不断增大, 而且在制 造质量方面要 求不断提高. 焊接作为球( 储) 罐制造 中极为重要的环节[ 1、2], 为了提高焊接质量, 首先要 考虑焊接设备的自动化问题. 目前, 许多球( 储) 罐生 产厂家相继从 国外进口了球( 储) 罐自动焊接设备, 最具有代表性的如美国的 BUG-O 自动焊接设备[ 3]. 截止到目前, 国内进口的球( 储) 罐自动焊机 均为具 有固定导轨式焊机, 不仅焊前需要安装、调试导轨的 辅助工序和辅助时间, 而且进口导轨本身的价格也 非常昂贵.
针对这种问题, 我们申请了无导轨 “球罐全位置 智能焊接机器人的研制及其现场工程应用”的研究 课题, 并得到 863 国家高技术项目的支持. 该焊接机 器人是一个全自动的球罐焊接设备, 能够完成球罐
内外的纵缝和环缝的多层多道焊接, 与现在多数用 户使用的自动焊接设备相比, 该设备具有两点突破.
第一, 它摆脱了轨道, 实现了无轨道自由爬行; 第二, 它解除了焊工实时用肉眼跟踪焊缝并调整焊枪左右 高低位置的劳动痛苦, 实现了多道焊缝的实时自动 跟踪. 因此, 球罐智能焊接机器人控制系统除应具有 普遍球罐焊接设备控制系统所有控制功能外, 还应 具有自动控制磁吸式焊接小车的功能和自动跟踪等 功能.
2 焊接机器人的结构与功能 ( Composition and behavior of the welding robot)
如图 1 示, 此球罐焊接机器人主要由以下四部 分组成:
( 1) 磁吸式全位置自行机构( 简称磁轮式行走机 构)
第 24 卷第 3 期
2002 年 5 月
机器人
ROBOT Vo l. 24, N o . 3M ay , 2002
基金项目: 国家 863 高技术发展计划项目资助( 863- 512- 9913- 02) . 收稿日期: 2001- 09- 06
包括左右二组磁轮、主板、十字链轴式联接机构 与直流电机驱动机构. 其功能是能够牢固吸附在球 罐的表面上, 并在二个直流电机驱动机下, 实现球罐 上的全位置的行走.
1—侧板 7—高度传感器 2—前 CCD 传感器 8—焊枪
3—微机控制盒 9—后 CCD 伟感器
4—横向位置调节机构 10—摆动机构
5—高度位置调节机构 11—磁轮
6—蜗轮减速器
图 1 球罐焊接机 器人 F ig . 1 Welding r obot for spher ical t ank ( 2) 二维实时跟踪机构
包括 CCD 光电轨迹跟踪系统与接触式 高度跟 踪系统. 前者主要由二个 CCD 光电传感器与一个步 进电机驱动的横向滑块机构组成, 在焊接过程中系 统通过 CCD 光电传感器识别在球罐表面的 坡口平 行线, 由滑块带动焊枪左右随动, 进行长度方向上的 焊缝轨迹跟踪; 后者主要由一个直线电位传感器与 一个步进电机驱动的竖向滑块机构组成, 此系统由 电位传感器的触头直接测量焊缝附近的球罐表面高 度变化, 然后由滑块带动焊枪进行高度方向上的焊 缝跟踪.
( 3) 焊枪摆动机构
主要由一个摆动中心传感器、一个步进 电机驱 动的滑台机构及焊枪夹持机构组成. 滑台的有效行 程为 50mm , 焊枪的摆幅设定为 40mm , 摆速设定为 0
~200cm/ min.
( 4) 微机智能控制系统
系统的硬件主要由 S7- 200 型 PLC 微机控制器 与各传感器、电机的接口电路组成. 系统软件能根据 控制盒面板上各旋钮、开关的设定值来综合协调控 制上述三个机构的动作, 其主要功能有: 在多层多道
焊接时进行二维实时跟踪, 使焊枪摆动中心对准坡 口中心; 在焊后回车时进行左右实时跟踪, 使焊车中 心与焊缝坡口中心保持一致; 在焊前准备时可调节 焊枪的左右、上下位置, 调试焊枪在各种摆动方式下 的摆幅、摆速、及滞时等参数值.
3 焊接机器人控制系统( Control system of the welding robot)
3. 1 控制系统构成
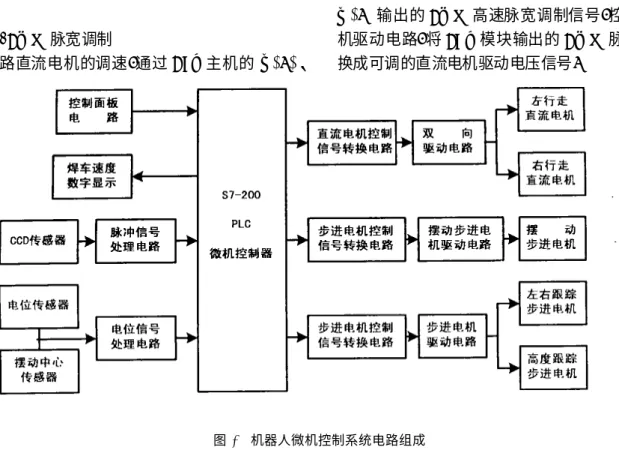
如图 2 示, 球罐焊接机器人的微机控制系统硬 件主要由 S7-200 型 PLC 微机控制器[ 4]与各传感器、
电机的接口电路组成.
3. 2 S7-200 控制器
采用的 S7-200 控 制器模 块有: CP U 模块、I/ O 模块、A / D 与 D/ A 模块. CPU 模块能实现复杂的实 时控制功能, 其指令执行时间为 0. 2 s , 有各种算术 逻辑运算指令及 PWM 运算等复 杂指令, 有中断响 应、高速脉冲输出等功能, 有大量的位存储器、计数 器与定时器, 及 8K 字节的 EPROM 等等; I/ O 模块 采用晶体管端口, 有光耦隔离, 输入、输出电压 24V, 触点开关频率 4KHz ; A/ D 与 D/ A 模块的模数转换 时间 25 s, 分辨率 12 位, 输入范围±5V、输出范围±
10V.
3. 3 机器人的主要输入输出接口 ( 1) I/ O 口
I/ O 输入口, 包括焊接启、停、复位、焊接方式选 择及焊车和焊枪调整等 16 路开关量的输入, 加之摆 心光电传感器开关量输入, 共用 17 路 I/ O 输入点.
I/ O 输出口, 三个步进电机的 3 个使能和 3 个方 向输出, 两个直流电机的 2 个使能和 2 个方向的输 出, 4 个电源、焊接、对中、故 障指示灯的输 出, 共计 14 路 I/ O 输出.
( 2) A / D 、D / A 口
A / D 输 入口, 5 路摆幅、摆速、焊速、左 滞时、右 滞时 A/ D 输入, 1 路中心位置传感器、前 CCD 焊车 跟踪和后 CCD 焊枪跟踪两路光电传感器, 共计 8 路 A / D 输入.
D / A 输出口, 焊缝跟踪步进电机的调频的控制 信号采用 1 路 D/ A 输出, 焊接的焊速数码显示的控 制信号采用 1 路的 D/ A 输出, 共计使用两路 D/ A 输 出.
( 3) HSC 高速计数器
摆动步进电动机的摆幅检测使用 HSC1 高速计 数器, 通过检测步进电动机的步频, 精确地实现摆幅
第 24 卷第 3 期 薛 龙等: 球罐焊接 机器人控制器及程序设计分析 249
控制.
( 4) PWM 脉宽调制
两路直流电机的调速, 通过 P LC 主机的 Q0. 0、
Q 0. 1 输出的 PWM 高速脉宽调制信号, 控制直流电 机驱动电路, 将 PLC 模块输出的 PWM 脉冲信号变 换成可调的直流电机驱动电压信号.
图 2 机器人微机控制系统电路组成
Fig. 2 Hardw are co mpo sitio n for the w elding r obo t's co ntro l sy st em
4 控制系统的软件设计( Software program design of the welding robot)
4. 1 焊接机器人功能要求
( 1) 良好的人机界面, 包括各种控制、指令的给 定, 模拟量的给定和系统状态的显示.
( 2) 磁吸式焊接小车按预定行走规律自由稳定 运动的功能.
( 3) 在多层多道焊接时进行二维实时跟踪, 使焊 枪的中心在给定高度上, 实时对准坡口中心的功能.
( 4) 焊枪按照预定摆动规律摆动的功能.
( 5) 准确检测和传递焊接坡口中心位置和焊枪 高度信息的功能.
( 6) 准确检测摆动中心位置并使摆动中心稳定 的功能.
4. 2 控制系统的主要工作过程为( 如图 3 示) : ( 1) 随时可调节面板上各旋钮进行参数设定与 调正, 包括手动调正焊枪位置等拨钮操作;
( 2) 在焊接过程中, 根据 CCD 光电传感器测量 信号, 实时控制焊车与焊枪摆动中心位置, 对焊接坡 口平行线进行自动跟踪;
( 3) 在焊接过程中, 根据接触电位传感器测量信 号, 实时控制焊枪高度位置, 对焊接坡口进行高度跟 踪;
( 4) 焊枪摆动机构按设定方式与参数值进行自 动摆动, 要求能无级调节摆幅, 摆速及滞时等参数, 并保持摆动中心稳定;
( 5) 焊后可自动回车, 此时焊车按 CCD 光电传 感器测量信号对焊接坡口平行线进行自动跟踪.
4. 3 系统软件设计说明 ( 1) 主程序
主要实现对 PLC 初始化, 对 PWM 及各参数进 行初始化, 进行面板扫描与显示, 同时对电源、焊接、
故障、对中指示灯进行处理与显示, 调用和处理相应 子程序和中断子程序.
( 2) 子程序
共有 18 个子程序组成, 主要完成手动工作循环
、手动摆动工作循环、焊接工作循环、回车工作循环、
焊车 CCD 跟踪工作循环、焊枪 CCD 跟踪工作循环、
焊枪高度跟踪工作循环、焊车位置调整工作循环、焊 车行车位置调整工作循环以及实现 4 种焊接方式等 多种功能.
( 3) 中断子程序
共用 10 个中断子程序, 主要采用 I/ O 口中断, 事件号 4, 为上升沿中断. 用于完成弓字型、之字型、
带点之字及手动摆动等多种功能.
250 机 器 人 2002 年 5 月
图 3 焊接机器人微机控制系统工作流程
F ig . 3 Operat ion pro cess fo r t he w elding r obot's micr oco mputer contr ol system
4. 4 程序设计要点 4. 4. 1 主程序设计要点
( 1) 上电 后先 初始化, 实时 检测 面板, 显示 焊 速;
( 2) 主程序实时扫描焊枪高低及左右位置调整 开关, 以便确定焊接时焊枪位置微调基准值;
( 3) 焊接时主程序实时扫描焊车位置及焊枪高 低跟踪子程序;
( 4) 回车时, 主程序实时扫描焊车位置及焊枪 位置跟踪子程序;
( 5) 焊车自动运行时, 人为可以干预调整焊车 及焊枪位置;
( 6) 后 CCD 焊接时实时控制焊枪左右位置, 回 车时, 用于控制焊车倒车时位置实时跟踪传感器.
4. 4. 2 I/ O 中断子程序设计要点
主要采用一种类型中断 I/ O 中断支持上升中断 事件号 4, 用以精确检测摆幅中心位置修正摆幅以及 停车归中.
4. 4. 3 摆动焊接子程序设计要点 ( 1) 采用定时器计算摆幅;
( 2) 左半摆右半摆各用一定时器, 左全摆右全 摆也各用一个定时器, 半摆定时器用以修订全摆;
( 3) 摆心位置采用 I/ O 中断确定;
( 4) 启动摆动时首先执行右半摆, 在接下来的
循环中不在执行该程程序;
( 5) 停摆时自动寻找摆心停于摆心位置.
5 结论( Conclusion)
研制的该种磁吸式球罐焊接机器人, 实验、工艺 评定及实践均证明:
( 1) 所选用的 S7-200 的 PL C 控制器, 功能强, 编程调试方便, 性能稳定可靠, 抗干扰能力强.
( 2) 开发的控制软件功能强大, 满足球罐的各 种焊接工艺要求.
( 3) 人机界面设计合理, 便于操作使用.
参考文献 ( References)
1 张运川. 球形储罐自动化焊接技术的发展. 压力容器. 1997. 4. 49 - 56
2 张运川等. 我国大型球罐现场自动焊工 艺技术的进展. 第八 次全 国焊接会议文集. 北京: 机械工程出版社 1997: 3—385- 387 3 张甲英等. 球罐全 自动电弧焊设备. 焊接 学报, 1998, 4( 19) : 221
- 224
4 S IM A TIC S7-200 programmable cont roller s yst em m anual
作者简介:
薛 龙 ( 1966-) , 男, 讲师, 研究领 域: 液气压 传动, 机电 一 体化. .
焦 向东 ( 1962-) , 男, 教授, 研究领域: 焊接及焊接设备 自动 化.
蒋 力培 ( 1942-) , 男, 教授, 研究领域: 焊接及焊接设备 自动 化.
第 24 卷第 3 期 薛 龙等: 球罐焊接 机器人控制器及程序设计分析 251