47
第三章 研究方法及步驟
本研究採文獻探討及實驗研究法方式進行,本章主要敘述實驗方 法及步驟。首先說明實驗器材之準備,包括母材及銲接設備,及使用 最佳銲接參數進行銲接,接著進行可調應變測試。同時也說明試片之 製作、配製及如何實施銲後熱處理,最後說明如何進行材料金相顯微 鏡組織之觀察及機械性質,包括拉伸試驗與微硬度測試,以及拉伸試 驗後之試片進行破斷面分析之一連串過程。
第一節 研究流程及材料設備實驗
壹、研究流程
本研究之流程依圖3.1 之程序進行。首先蒐集有關超合金銲接方 面的資料,並與指導教授多次討論以確定題目,再廣泛蒐集相關文獻 和準備實驗器材。將材料裁剪銲接試片後,接著清潔銲接試片,以去 除表面之氧化層。隨後進行多次銲接參數測試,以找出最佳的銲接參 數。施以熔銲與可調應變試驗後,觀察銲接之熱裂敏感性。同時將銲 後之試片,依規範裁剪成拉伸試驗之試片,以進行拉伸試驗。並將銲 件加工成金相及微硬度試驗試片後,進行金相、微硬度及SEM(掃描式 電子顯微鏡)觀察。最後將實驗所得之數據加以整理與分析,並統計資 料後繪圖,歸納出結果及討論後,撰寫論文。
48
圖3.1 實驗流程圖 完成論文 資料分析與結論
整理數據繪圖 訂定題目
文獻探討
實驗器材準備
裁剪銲接試片
進行銲接 銲接參數設定
銲前母材表面處理
試片製作 無熱處理
熱處理
微硬度試驗 金相實驗 可調應變試驗 拉伸試驗
SEM 破斷面
49
貳、研究材料
本研究所使用之銲接母材為 Haynes 230 鎳基超合金,其母材成份 及其填料成份如表 3.1 所列;兩者係皆由 EDS 成份分析而得。填充金 屬之規格則以φ1.1mm 之 Haynes 230WTM,AMS5839 作為填料。
表 3.1 Haynes 230 超合金母材及填料化學成份及其重量百分比 成份 Al Si Cr Mn Fe Ni Cu Mo La W C B S 母材 wt% 0.2 0.3 22.0 0.3 1.8 56.1 1.9 0.8 1.0 15.6 ─ ─ ─ 填料 wt% 1.1 0.8 14.2 0.2 0.4 56.4 1.9 ─ 0.2 15.1 3.3 6 0.7
資料來源:本研究整理 操作 EDS 技術人員:台灣師大陳俊榮
參、銲接設備
本研究所使用銲接設備為 TIG 銲接與電漿銲接設備,分述如下:
TIG 銲接主要設備由下列的主要設備組成:電銲機(含冷卻裝置)、金 屬線進給器、自動走銲台車、保護氣附屬鋼瓶(含流量計)、銲槍(含電 極)等,其設備圖及說明如下敘述:
一、 TIG 銲接電銲機:
電銲機係採用美國 Miller 公司之 Syncrowawe 250 型多功能 式銲接機(如圖 3.2),可調整電流極性、氬氣前後吹時間、
穿透深度等。且具有穩定電壓之高週波電銲機,以防止電壓
50
改變影響電弧長度而產生銲道不均勻的缺點。本電銲機配有 MillerRadiator-1 型水冷式冷卻設備,因銲接時產生的高 溫,所以必須以循環水於銲炬中予以冷卻。
圖 3.2 TIG 電銲機
二、 金屬線進給器:
本實驗所採用的 TIG 銲接自動送線機,採用美國 Jetline 公司之 9092 型可調式自動送線機(如圖 3.3)。
其主要功能是提供銲接填料時,自動送填充屬於銲接部 份,使銲道能保持平整,不致於過度塌陷。
圖 3.3 自動送線機
51
三、 自動走銲台車:
本研究係採用 Gullco 公司之 GK-191-P/18A 之數字顯示走 銲台車如圖 3.4 所示,提供銲接時母材固定位置,並由控 制面板可調整走銲方向和速度 ,控制面板如圖 3.5 所示。
圖 3.5 自動走銲台車控制面板 圖 3.4 自動走銲台車
52
四、 保護氣附屬鋼瓶(含流量計):
係採用氬氣作為銲接的保護氣體,因國人大多使用氬氣作為 保護氣體,亦俗稱 TIG 銲接為氬銲。
五、 銲槍及電極:
銲槍用來夾持鎢電極棒及輸送銲接電流、惰性氣體至施銲 處,如圖 3.6 所示。本研究所採用的電極為直徑 2.4mm 之純 鎢電極棒電極。示意圖如 3.7 所示。
圖 3.7 鎢電極棒示意圖 圖 3.6 TIG 銲槍示意圖
53
電漿銲接設備與 TIG 銲接設備極為類似,由五個主要設備組 成:電漿銲接電銲機(plasma welding console)、電源機(D.C. power supply)、冷卻裝置、電漿氣體及保護氣附屬鋼瓶(含流量計)、銲槍 (torch)等,電漿銲接方法類似 TIG 銲接,其實是由 TIG 銲接演變而來,
均使用鎢極電極棒,以直流電源,在大氣中以保護氣體作屏障來施銲。
電漿銲接電銲機及電源機,係採用美國 A THERMADYNE 公司 之 THERMAL ARC WC100B 型電漿銲接機(如圖 3.2),並搭配使用 Miller Radiator-1 型水冷式冷卻設備,其保護氣體為氫氣 5%加上氬氣,其他 配屬設備如金屬線進給器(如圖 3.3 自動送線機)、自動走銲台車(如 圖 3.4)及控制面板(如圖 3.5)等等均與上述 TIG 銲接設備相同。
肆、實施銲接 一、銲前準備
首先在接頭方面,因接頭表面的清潔是獲得良好銲接品質的 圖 3.8 電漿銲接電源機
54
基本條件。因此,為確保接頭表面無氧化物或其他雜質,必須在施銲 前將接頭表面利用機械方式及化學方式徹底清潔乾淨。其次,本實驗 使用的試片係為平板,以剪床剪裁大小為 150x 50x 3.2mm 其示意圖如 3.9 所示:
在銲接前必須將試片表面之氧化層去除,並以酒精等溶劑將 表面擦拭乾淨。在表面揮發乾燥後再施銲,銲接時採用不開槽填料對 接方式。
二、參數的選擇
為獲得最佳的銲接品質,參考文獻上記載的氬銲與電漿銲接 參數,再依設備選定基本電流、銲速、鎢棒尺寸及惰性保護氣體流量…
等等的銲接參數後,實施銲接,所得最佳參數作為本實驗之最佳參數。
但是,判斷此最佳銲接參數,係依銲道表面狀況與熔透情況等,擇一 150mm
50mm
圖 3.9 銲接試片尺寸示意圖
55
最佳情況,並確定無氣孔或其他缺陷後,方選定為本實驗之最佳銲接 參數。
三、實施氬銲與電漿銲接
待實驗母材配置完成後,將鎗頭置於走銲機之固定座上,並 調整一固定高度以使電極與工件保持適當距離。本實驗之母材板厚為 3.0mm,以半自動 TIG 銲與電漿銲方式,實施平板對接(square butt joint),並分別以填料及不填料方式施銲。銲接參數設定主要參數包 括:電流、電壓、銲接走速、電弧長度及保護氣體,並且將主要參數 固定施銲,以比 較銲後之差異。而且,最好是一道走銲即完畢,以降 低輸入熱量而能使得熱影響區儘可能減少其範圍。
四、試片之銲後熱處理
由於 Haynes 230 超合金在銲接時,銲道部份產生高溫軟化現 象,而且在銲道附近也因高溫而使得機械性質變差。因此,為了提昇 銲件銲道及熱影響區之機械性質,參照文獻之熱處理條件施以銲熱處 理。至於銲前之熱處理,此種合金通常不必實施。本實驗之 Haynes 230 超合金試片未實施銲前熱處理。不過,為了探討其銲接特性,本研究 仍依文獻所述實施銲後熱處理,以釋放其內應力,如以下方式處理:
(一) 完全固溶熱處理:
56
快速昇溫(as rapid as possible),直至 1245℃,持溫 30 分鐘,
再以水淬冷(as rapid as possible),其間無保護氣體。
(二) 應力釋放熱處理 (stress relief treatment):
快速昇溫(as rapid as possible),直至 1120℃,持溫 30 分鐘,
再以水淬冷(as rapid as possible),其間無保護氣體。
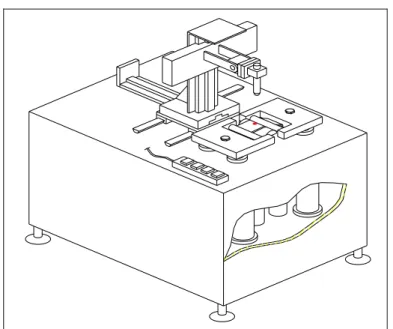
第二節 可調應變試驗
本實驗所使用之多功能可調應變試驗設備(如圖3.10),用以評估銲 道 熔 融 區(weld metal fusion zone)、母材熔融區(base metal fusion zone)、銲道熱影響區(weld metal HAZ)及母材熱影響區(base metal HAZ) 之熱裂敏感性,稱為spot-on-bead test (SOB test)。
圖 3.10 多功能可調應變試驗機示意圖
57
壹、試片準備
本銲接實驗所選用的材料為Haynes 230超合金,試片尺寸大小為 250 x 50 x 3mm,如圖3.12所示,共準備27片(3%、4%、5%三種應變量,
點銲、單道銲、多道銲三種銲法,及各銲三片)。
在實施銲接前,必須與進行TIG銲接前之處理一樣,先將試片表面 的氧化物及其他銹皮,使用200號砂紙磨除,並以工業酒精或丙酮清潔
圖 3.11 可調應變試驗之試驗情形
250mm
50mm
圖 3.12 可調應變試驗試片尺寸示意圖
58
乾淨。在點銲過程中的所有試片,都採用無拘束之方式固定。
貳、銲接參數的選擇
本實驗所使用銲接方式為惰性氣體鎢極電弧銲(TIG),試驗參數包 括電流、電壓、遮蔽氣體流量、電弧長度(arc length)、銲鎗走速等等參 數,而最佳參數的選用係依銲道表面狀況如是否熔透,以及內部檢查 如是否有氣孔等缺陷等等情況來判斷。在銲接前必須先將試片表面確 實清潔乾淨,例如去除表面氧化膜等雜質。綜合以上各項觀察後,選 用最佳之銲接參數,以進行正式的銲接實驗,並作各項銲後之測試。
參、試驗方法
進行可調應變試驗之前,必須先將實驗試片表面清潔乾淨,接著 進行不加填料的TIG銲接,施銲於試片中間部份,縱向走銲約五公分 長,待試片冷卻至室溫後,將試片表面用#400砂紙磨去氧化層。以此 試片作為可調應變試驗的點銲用試片。進行可調應變試驗時,也是採 用不加填料的TIG銲接,在銲道與母材中間進行點銲工作。當點銲動作 完成之剎那,本設備的油壓控制裝置同時啟動並於試片兩端施以下壓 的作用力,透過中間之模塊頂住,而使試片中間的部份順著模具的圓 弧半徑變形,如此即完成可調應變試驗,圖3.13所示係為完成本試驗 後之試片圖。
59
圖3.13 完成可調應變試驗之試片圖(5%)
本實驗在固定銲接參數(如電流、電壓、走銲速度、電弧長度及保 護氣體)下,改變三種不同的應變量分別為3%、4%、5%,進行測試。
根據不同應變量必須更換不同半徑的模塊及改變油壓臂下壓距離等等 參數,其原理如圖3.14所示,銲接方式有點銲、單道直銲後點銲及多 重直銲後點銲三種,如下所述:
一、點銲:以可應變試驗方法實施點銲,3%、4%、5%三種應變 量各試驗三片。
二、單道直銲後點銲(稱為單道銲):將試片以直銲方式後(銲道長 度為50mm),再於銲道寬邊緣處以點銲方式施以熔銲。直銲 必須注意,務必預留點銲銲道之位置,使得點銲一半熔池部 份與原直銲銲道內之部份互相重疊,令點銲位置恰好在試片 正中間位置。分別實施三種不同應變量3%、4%、5%,各試
20mm
60
驗三片。
三、二次重疊直銲後點銲(稱為雙道銲):將試片以直銲方式重複直 銲兩次,再於銲道寬邊緣處以點銲方式點銲。3%、4%、5%三 種應變量各試驗三片。
d1 = R - √(R2 - 152) d2 = 65*15 / [√(R2 - 152)]
d = d1 + d2
圖3.14 多功能應變試驗機之模塊及油壓臂下壓示意圖 R
15mm
d1
d2
65mm
O
61
表3.2 應變量與模塊、下壓距離換算表
應變量(ε) 模塊(R) d(mm) d1(mm) d2(mm)
2% 75mm 147.8 15.1 132.7 3% 50mm 227.4 23.0 204.4 4% 37.5mm 315.0 31.3 283.7 5% 30mm 415.4 40.1 375.3 肆、裂縫量測
當完成可調應變試驗後,其試片如圖3.15所示,試片的底材包含 有銲接金屬(weld metal)與原材料金屬(base metal)兩部分。評估材料熱 裂性是依據在試驗中所獲得的裂縫總長度(total crack length, TCL)、裂 縫數量(number of crack, NC)及最大裂縫長度(maximum crack length, MCL)。本實驗主要乃觀察在銲點熔融區(fusion zone)與熱影響區(HAZ) 內產生裂縫的情形,只測量裂縫的數量。在銲點熔融區內,因裂縫較 長,且熔融區內表面凹凸不平,以實體顯微鏡觀察並記錄之;在銲點 熱影響區內,則以光學顯微鏡觀察並記錄。
圖3.15 完成可調應變試驗之試片局部放大圖
(a)示意圖 (b)實體圖 母材
銲道
Base Metal
Base Metal
B.M. HAZ
W.M. HAZ
B.M. Fusion Zone W.M. Fusion Zone Weld Metal
62
第三節 金相觀察
壹、試片製作
將欲作金相觀察之試片部位經切割機切割至適當尺寸後,以熱固 性或熱塑性樹脂為材料,進行熱鑲埋。圖3.16為熱鑲埋製作程序。
鑲埋完成後之試片由粗磨至細磨,依序以#180、#400、#800、
#1200、#1500、#2000之水砂紙研磨試片表面,再以氧化鋁粉懸浮液由 粗顆粒1µm至細顆粒0.3µm在迴轉研磨機中進行拋光。拋光後之試片以 清水去除氧化鋁殘餘粉末,並以酒精洗淨後吹乾,再以腐蝕液浸蝕後,
作顯微組織觀察。其程序如下:
取樣 → 熱鑲埋 → 研磨 → 拋光 → 浸蝕 → 顯微鏡觀察 本實驗使用OLYMPUS BH型光學顯微鏡,如圖3.17所示。腐蝕液 使用97ml HCl+3ml H2O2腐蝕液,浸蝕時間為5~30秒,然後以清水、
酒精清洗後吹乾,最後再以光學顯微鏡觀察比較原母材、銲接未熱處 圖3.16 熱鑲埋製作程序
(a)鑲埋材料 (b)加溫加壓 (C)脫模取出
63
理及銲後不同熱處理之試片,銲道熔融區與熱影響區等顯微組織變化 之差異及觀察微觀組織。
貳、裂縫觀察
經多功能可調應變試驗後,瞭解三種銲接方式及三應變量銲接後 所形成熔融區內與熱影響區內產生裂縫的情形,分別於應變量最大及 最小二種參數中,以三種銲接方式後取試片裂縫數量最多者,再切割 成適當大小觀察其金相組織。
參、氬銲、電漿銲試片觀察
以氬銲及電漿銲銲接後之試片,將原母材、銲接未熱處理和銲後 不同熱處理參數,各取銲道較佳表面之試片,共取六片,在銲後取垂 直銲道方向的橫截面以圓盤砂輪切割機切割欲觀察之試片,以壓克力 粉鑲埋後,先以細砂紙磨光,接著以氧化鋁(Al2O3)粉作拋光處理至0.05
圖3.17 光學顯微鏡圖
64
μm,經拋光完成後試片,以清水與酒精清洗乾淨並吹乾。而最後使 用97ml HCl+3ml H2O2腐蝕液,浸蝕時間為5~30秒。
第四節 機械性質測試
試片在銲接之後,將未熱處理及銲後熱處理完畢之試片,接著進 行如下列敘述之拉伸試驗及微硬度試驗:
壹、拉伸試驗
本 實 驗 使 用SHIMADZU 所 製 之 萬 能 材 料 試 驗 機 , 型 號 為 UH-500KNI級之拉伸設備,依ASTM E-8規範加工成拉伸試片(如圖 3.18),將原母材、銲接未熱處理試片中各取三片,並於銲後熱處理中,
氬銲後熱處理取三片,電漿銲三種不同銲後熱處理參數中各取三片,
共取18片,進行拉伸試驗。
圖3.18 萬能試驗機
65
由拉伸試驗可得到母材、銲後未熱處理及銲後熱處理之極限抗拉強度、
伸長率、斷面縮率、斷裂處及應力應變曲線。
圖3.19 銲後拉伸試驗之取樣位置及試片尺寸
T=3mm
圖3.20 銲後切割完成之實際試片圖
66
貳、微硬度試驗
將金相觀察後之試片以清水除去氧化鋁殘餘粉末,並以酒精洗淨 後吹乾,最後使用腐蝕液腐蝕,然後以MATSUZAWA MICRO-SA Vickers微硬度測試機作定點之微硬度測量,如圖3.21所示。荷重及反 應時間分別為500g及10秒,沿銲道橫斷面中心線每隔0.5mm打一點,
範圍為銲道兩側25mm,其範圍必須涵蓋銲道、熱影響區及母材等三大 部分。依本實驗所測出之微硬度值後繪成微硬度變化曲線,以比較出 銲接不同條件下微硬度之差異。
圖3.21 Vickers微硬度計圖
67
第五節 掃描式電子顯微鏡觀察
壹、裂縫破斷面觀察
試片經可調應變試驗機完成後,比較其裂縫數量。取應變量最大 (5%)參數中,以三種銲接方式後選用試片裂縫數量第二多者作為裂縫 破斷面觀察(因將最多者作金相觀察)。將此試片裂縫部位,切割至適當 的大小,並施以超音波清洗機洗淨,觀察裂縫表面情形。
貳、拉伸試片觀察
試片經拉伸試驗後,小心地分類。分為原母材、銲後未熱處理和 銲後熱處理三大類試片,各取其破斷面,以切割機切割至適當尺寸,
並放置於丙酮溶劑中以超音波洗淨機清洗;然後以銀膠黏於鋁質基座 上,利用SEM (scanning electron microscope)觀察破斷面之斷面型態。