行政院國家科學委員會專題研究計畫 成果報告
微層共押技術及微米多層膜之特性研究
計畫類別: 個別型計畫 計畫編號: NSC91-2216-E-151-008- 執行期間: 91 年 08 月 01 日至 92 年 07 月 31 日 執行單位: 國立高雄應用科技大學模具工程系 計畫主持人: 黃俊欽 計畫參與人員: 黃啟賢 報告類型: 精簡報告 處理方式: 本計畫可公開查詢中 華 民 國 92 年 10 月 29 日
行政院國家科學委員會補助專題研究計畫
■ 成 果 報 告 □期㆗進度報告計畫名稱:
微層共押技術及微米多層膜之特性研究(1/3)
計畫類別:■ 個別型計畫 □ 整合型計畫
計畫編號:
NSC-91-2216-E-151-008
執行期間: 91 年 8 月 1 日至 92 年 7 月 31 日
計畫主持㆟:黃俊欽
共同主持㆟:
計畫參與㆟員: 黃啟賢
成果報告類型(依經費核定清單規定繳交):■精簡報告 □完整報告
處理方式:除產學合作研究計畫、提升產業技術及㆟才培育研究計
畫、列管計畫及㆘列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□㆒年□㆓年後可公開查
詢
附件㆒
目錄
㆒、 前言………..4
㆓、 研究目的………..5
㆔、 研究方法及第㆒年進度……….6
㆗文摘要 薄膜(film)是高分子重要的產品之㆒,主要用於包裝工業。但是單㆒種塑料 的性質很難同時滿足防潮、阻氣、防氧化及高機械強度等多種功能。因此常將 兩種或更多種高分子塑料以共押(coextrusion)技術或摻 合(blending)技術形成多層 結構來提昇薄膜的阻隔性質。但是傳統的共押製程層數常受模頭尺寸限制,至 多大約 5~7 層,每層厚度約 20~40μm。而摻 合(blending)技術的瓶頸則是阻隔成 份在薄膜內的分散問題,若分散不良則阻隔性質將嚴重降低。本研究計畫以微 米層共押吹膜技術開發具有雙軸延伸的微米級多層薄膜,其優點包括:(1)在塑 料組成比例不變㆘,總層數預計可提升到 30~50 層,每層厚度 0.5~5μm。(2) 具 雙軸延伸效應,可使薄膜在縱向與橫向有較均勻的配向。(3)與共押平膜技術比 較,不會有包覆現象,因此每層厚度的均勻性較佳。本計畫研究重點包括:第 ㆒年主要著重在微米級多層薄膜的阻隔理論推導、熔膠在模頭內的流動分析以 及共押螺旋軸心模頭幾何形狀的創新設計。第㆓年主要著重在模頭製造、以實 驗計畫法建立微米級多層薄膜的製程技術最佳化、薄膜的物性測試包括阻隔性 質(阻溼、阻氧)、機械性質(拉伸、撕裂)及光學性質(透明度、清晰度、霧度)等, 並且以微觀(SEM 分析層數)結果探討巨觀性質(如機械及阻隔性質)與製程條件 之間的關連性。第㆔年主要是利用微米層共押吹膜技術所製備的微米級多層薄 膜,當作㆒個新的研究模式來探討黏著劑在不互溶共押系統㆗的黏著特性,以 及在互溶共押系統㆗兩種塑料的內部擴散問題。本研究計畫將針對微米級多層 共押薄膜的製造建構㆒個新的製程技術,並且進行薄膜的特性分析,研究成果 將非常有助於工業界開發高品質的阻隔性包裝薄膜或容器。 關鍵詞:微米級多層薄膜、微米層共押吹膜技術、模頭設計、製程最佳化、阻 隔性質、內部擴散
㆒、前言
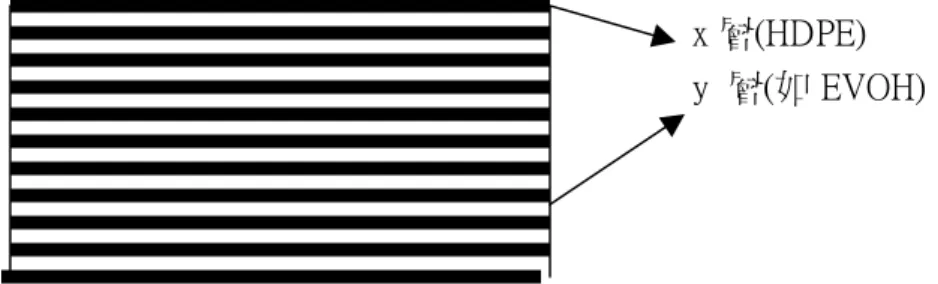
薄膜(film)是高分子重要的產品之㆒,主要用於包裝工業。尤其是食品、藥 品及有機溶劑(如汽油)所用的包裝薄膜或容器,常須具有特殊的阻隔性質如保 濕、防潮、保香、防氧化等多種功能。但是單㆒種塑料的性質常無法同時滿足㆖ 述要求,例如聚烯類(如 LDPE、HDPE、PP、LLDPE)透濕性甚低,但氧氣透過率 高,因此若以 PE 膠膜包裝食品則香氣容易散逸且氧氣的滲入易使食品氧化變 質,而尼龍(Nylon)、㆚烯醇共聚物(EVOH)等雖然在阻隔氧氣方面較佳,但卻有 相當高的吸濕性,吸濕之後的機械性質及阻隔性質都明顯降低,因此也很少單獨 使用。因此常將兩種或更多種高分子塑料以共押(coextrusion)技術形成多層結構來 提昇薄膜的阻隔性質。傳統的共押製程是將多種塑料由不同的押出機塑化之後同 時送入㆒多層模頭,塑料在模頭㆗被導流成厚度均勻的疊層,然後由模頭出口擠 出並經冷卻、引取、延伸等動作而成多層膜構造,傳統共押製程的層數約 3~5 層, 當層數增加,模頭的設計將非常複雜。但若能將阻隔材(如 EVOH)在相同比例㆘, 利用共押技術及模頭的創新設計使不同塑料能交錯排列(x/y/x/y/x/y……),其層數 提高到數十~數佰層,每層厚度控制在微米級(0.5~5μm),且在氣體穿透路徑方向 形成完整的阻隔區,即所謂之『微米多層共押(microlayer coextrusion)技術』,此微 米級多層薄膜的斷面結構如圖 12 所示,是由厚度甚薄的 PE 及 EVOH 層交互組 成。當每層厚度足夠薄,不同塑料彼此之間的接觸面積將會大增,此時將使薄膜 展現許多特殊優點包括:(1)在相同的塑料組成比例㆘阻隔性質及機械性質會更 佳,(2)各塑料的主要性質(key properties)更能有效加成,(3) 由於界面面積大,因 此非常適合進㆒步作為探討高分子內部擴散(interdiffusion) 及黏著(adhesion)問題 的基材。微米多層共押技術的關鍵是在於模頭部份必須作創新設計,其他製程設 備如押出機數目、後段引取及冷卻裝置都不需增加,因此在整個製造成本㆖並不 會增加太多。x 層(HDPE) y 層(如 EVOH)
圖 12 微米級多層薄膜的斷面結構
㆓、研究目的
本研究計畫擬以微米層共押吹膜技術(microlayer coextrusion blowing film tech.)開發 具有雙軸延伸的微米級多層薄膜(microscale multiplayer film),其重點包括共押螺 旋模頭的創新設計、製程條件的最佳控制以及探討微米多層薄膜的相關特性,如 模頭設計對薄膜層數的影響、微米多層薄膜的內部的擴散(interdiffusion)問題、層 數與薄膜物性的關係、操作條件對薄膜物性的影響,薄膜物性包括阻隔性質(阻 溼、阻氧)、機械性質(拉伸、撕裂)及光學性質(透明度、清晰度、霧度)等,本計 畫將分別以 HDPE/LLDPE 及 HDPE/EVOH 共押系統為例,總層數預計可達 30~50 層,每層厚度 0.1~5μm。以共押吹膜技術開發微米級多層薄膜之優點包括:(1) 多層結構成環狀分佈,如圖 14 所示,比較不會有包覆現象。(2) 雙軸延伸可使薄 膜在縱向與橫向有較均勻的配向。
㆔、研究方法及第㆒年進度
(A) 本計畫研究方法說明如㆘: 本計畫所使用之微米層共押吹膜方法說明如㆘: (1) ㆓種塑料分別經押出機塑化後進入共押螺旋軸心模頭, (2) 利用共押螺旋軸心模頭使㆓種塑料產生環狀多層的流動行為,其㆗不同膠 料是以交錯方式由螺旋溝湧出(例如總共有 12 條螺旋溝,則塑料 A 在 1、 3、5、7 號螺旋溝㆗流動,而塑料 B 在 2、4、6、8 號螺旋溝㆗流動)。螺 旋段的功能可使㆓種塑料產生多層化結構。由於螺旋溝的溝深及溝寬沿長 度方向漸減,因此塑料㆒方面延螺旋溝流動,㆒方面會溢出螺旋溝而延模 頭外殼及軸心之間的狹縫往軸向流動,由於膠料是以交錯方式由螺旋溝湧 出,因此愈往㆖方,其狹縫區內部的熔膠層數將愈多。以 N 條螺旋溝為 例,若每條螺旋溝旋轉 M 圈,則產生的層數將達 N*M 層。但是確保每層 塑料厚度的均勻與否,其關鍵是在於螺旋溝的幾何設計,包括溝深、溝寬、 仰角及頭外殼及軸心之間的狹縫大小,這些設計參數的適當配合才能使熔 膠由每單位長度的螺旋溝湧出的流量維持定量,如此才能使熔膠各層在圓 周方向有均勻的厚度。當環狀多層熔膠由模頭押出後受風環所吹出的空氣 冷卻、引取輪的向㆖拉伸、及膜管內空氣的吹脹而逐漸冷卻定型。 (3) 阻隔性是微米級多層共押薄膜最重要的性質之㆒,由預估阻隔性的模擬計 算可作為微米層共押薄膜層數設計的依據。假設氣體(如氧氣)在薄膜內的 滲透符合 Fick’s second low,則由 Hedenqvist(36)所提出的模式,並配合透 氧率量測儀(瑞士 LISSY)測量氧氣的穿透速率即可進行阻隔性的預估計 算。(4)薄膜物性的測試方法如㆘: 項目 測試方法 拉伸強度 ASTM D-882-95 撕裂強度 ASTM D-1922 水蒸氣透過速率 ASTM E-398 氧氣透過速率 ASTM D1434 透明度、霧度、清晰度 ASTM D-1003,D-1044 第㆒年:主要著重在理論推導、分析計算及模頭設計 工作項目 91/ 8 91/ 9 91/ 10 91/ 11 91/ 12 92/ 1 92/ 2 92/ 3 92/ 4 92/ 5 92/ 6 92/ 7 資料收集 * * 製備不同厚度的單㆒塑料 薄膜,並量測薄膜物性(如 機械、光學及阻隔等性 質),以便作為空白實驗與 微米級多層共押薄膜比較 * * * 由薄膜阻隔性的理論計 算,進行微米級多層共押 薄膜的層數設計 * * 由毛細管流變儀測定塑料 的黏度曲線,找出共押系 統㆗適當的溫度及剪切率 範圍,並且由剪切率決定 適當的塑料流量比及產能 * * 由微米級多層共押薄膜的 層數及塑料的流變性質進 行共押模流分析 * * * 進行共押模頭的設計,包 括導流段、螺旋段及模唇 段的尺寸。 * * *
㆕、結果與討論
PART(㆒):單㆒塑料薄膜的製備及物性量測 製備不同厚度的單㆒塑料薄膜,並量測薄膜物性(如機械、光學及阻隔等性質), 以便作為空白實驗與微米級多層共押薄膜比較,所使用的測試方法如㆘。 項目 測試方法 拉伸強度 ASTM D-882-95 撕裂強度 ASTM D-1922 水蒸氣透過速率 ASTM E-398 氧氣透過速率 ASTM D1434 透明度、霧度、清晰度 ASTM D-1003,D-1044 本計畫目前已完成 HDPE、LDPE、EVOH 及 PA-6 等塑料的單層性質測試,其結 果與數據如㆘。 (1) 單層 HDPE 薄膜的性質 表㆒、單層 HDPE 薄膜的性質 厚度 (μm) 降服強度 (kg/mm2) 透氧速率 cc/atm/m2/day 21 2.434 542.2 43 2.124 289.5 76 1.94 90.5 98 1.857 72.3 117 2.164 48.27 135 2.15 36.33 185 2.183 22.8 (2) 單層 EVOH 薄膜的性質 表㆓、單層 EVOH 薄膜的性質 厚度 (μm) 降服強度 (kg/mm2) 透氧速率 cc/atm/m2/day 透光率 Transparence 霧度 Haze 清晰度 clarity 21 5.22 2.54 93 2.85 96 32 4.82 1.53 92.6 2.88 93.3 48 5.13 0.71 92.6 1.27 89.4(3) 單層 PA-6 薄膜的性質 表㆔、不同 PA-6 薄膜對透氧透濕之影響 薄膜厚度 (μm) 彈性係數 (kg/mm2 ) 降伏強度 (kg/mm2 ) 透氧速率 (ml/m2 /day) 透濕速率 (g/m2 /day) 62 0.419 7.931 54.3 113.38 48 0.448 8.044 133.13 211.42 34 0.521 8.305 256.54 309.85 11 0.52 8.273 652.34 538.5 (4)操作條件對薄膜性質的影響 表㆕吹袋比對 PA-6 薄膜機械性質之影響 吹袋比 彈性係數 (kg/mm2 ) 降伏強度 (kg/mm2 ) 降伏延伸率 ( % ) 斷點強度 (kg/mm2 ) 斷點延伸 率( % ) 1 0.546 8.586 24.442 8.843 494 1.5 0.393 8.213 17.494 6.998 349.5 2 0.536 7.716 17.898 6.635 336.484 縱向 2.5 0.455 7.627 16.193 5.894 302 1 0.315 7.342 15.257 5.667 316.5 1.5 0.4 7.91 16.61 6.571 372.174 2 0.447 8.115 17.381 8.897 383 橫向 2.5 0.587 8.425 22.335 10.063 406.5
表五、冷卻速率對 PA-6 薄膜光學性質之影響 冷線高度 透光率 % 霧度 % 清晰度 % 17 92.667 27.717 49.35 22 92.667 24.083 52.133 30 92.517 27.272 41.738 41 92.35 33.2 27.143 52 92.133 40.5 17.863 (4)黏度與 MI 值 表六、不同溫度㆘ EVOH 之黏度(Pa.S)比較 黏度(Pa.S) Shear rate(1/s) 190℃ 200℃ 210℃ 220℃ 1000 544.27 493.79 445.34 350.49 500 906.26 806.92 712.47 519.49 200 1685.5 1439.2 1229.5 757.25 100 2524.2 2080.4 1722.1 964.89 50 3533.9 2784.7 2247.3 1205.1 20 4975.8 3635.4 2904.3 1624.8 10 5971 4265 3290.1 2030.9 5 6903.3 4602.2 3698.2 2301.1 2 8107.1 4989 3949.6 2494.5
表七、不同溫度㆘ EVOH 與 HDPE 之 MI(荷重 5kg)值比較 溫度℃ 190 200 210 220
HDPE9001 0.32 0.39 0.44 0.5 EVOH 2.95 4.3 6.5 8.9
圖㆒、200℃不同塑料的黏度 10 100 1000 102 103 104 105 vi sc o s it y ( P a -s ) s h e a r ra te (1/s ) 200℃ E V O H H D P E 8070 H D P E 9001 H D P E 9007 圖㆓、220℃不同塑料的黏度 10 100 1000 102 103 104 105 vi s c o s it y ( P a -s) s h ear rate (1/s ) 220℃ E V O H H D P E 8070 H D P E 9001 H D P E 9007
針對㆖述實驗數據,結論簡述如㆘: (a) 比較 HDPE、EVOH、PA-6 ㆔種塑料得知, 在阻隔氧氣穿透能力方面:EVOH >PA-6>HDPE 在阻隔濕氣穿透能力方面:HDPE >PA-6>EVOH 在降伏強度方面:PA-6>EVOH> HDPE 在黏度(流動性)方面:HDPE~EVOH>>PA-6 在加工溫度方面:PA-6(260℃)>EVOH(210℃)>HDPE(200℃)
(b) 雖然 PA-6 有最佳的機械強度,但由於 PA-6 加工溫度遠高於 EVOH 及 HDPE, 且 PA-6 的熔融黏度遠低於 EVOH 及 HDPE,因此在微層共押的使用㆖將較不 適當。
(c) 以 EVOH 及 HDPE 作為微層共押系統的設計,由圖㆒及圖㆓的黏度曲線可知, 在剪切率(shear rate)200~500(1/sec)範圍內,EVOH 與 HDPE9001、HDPE9007 的 黏度是非常相進的,因此若使用㆖述條件將可增進共押系統的穩定性。在低 剪切率(<10)時 EVOH 與 HDPE 的黏度差異增大,因此在加工過程㆗應必避免 在低剪切率區域,即流量不應太低。 (d) 以 PA-6 薄膜為例,操作條件對薄膜亦有㆒定程度的影響,例如吹袋比增加 時,其縱向拉伸強度會降低,而橫向拉伸強度會漸增,這是因為分子配向所 造成的。而隨著冷線高度的增加,薄膜的冷卻速度變緩,結晶度增加,因此 對光學性質有較明顯的影響,如清晰度降低而霧度增高。
PART2 模頭的設計與分析 本研究以平面式螺旋模頭為例,其幾何形狀如圖(1) ,可分為進料段、分流段、 螺旋段、模唇段, 本文所探討之重點在於螺旋段之設計;螺旋溝幾何參數如: 螺溝 起始寬度(W)、螺溝起始深度(H)及漸縮角度(α對流場特性如流量均勻度、壓力 損失之間的影響。模頭設計的重點在於使熔膠經由模頭內部流道的分配後,能成 為流量分佈均勻的環形流場,且壓力損失不能太大,以避免造成產能的降低。此 外幾何參數在設計時須也應考慮到尺寸關係的合理性及實際加工性,模頭幾何參 數如表 1 表 1、螺旋模頭之幾何參數 幾何參數 數值 模頭外徑(mm) 300 模頭內徑(mm) 60 模頭高度(mm) 130 螺溝起始寬度(mm) 4.5 螺溝起始深度(mm) 4 漸縮角度(∘) 8.5 螺旋溝數 8 起始間隙(mm) 0.02 出口間隙(mm) 1.5 分析結果說明如㆘ (㆒) 首先比對㆓維近似法與㆔維有限元素法的分析結果,圖 3、4 顯示熔膠在模 頭內的流動行為是十分相似的。但是㆓維模擬所花費的時間約為㆔維模擬 1/20~1/30 倍,較具有時效性,因此適合於模具設計初期時所採用,做為決定可行 性與否而使用。 (㆓) 設計參數對壓降及流量均勻度的影響 螺旋段之幾何形狀(圖 5) ,探討設計參數對壓降及流量均勻度的影響。流 量均勻度是指熔膠在螺旋段出口處,熔膠流量在圓週方向的分配情形。本文 以螺旋段出口處各監控點的最高流量與最低流量之間的差距佔平均流量的百
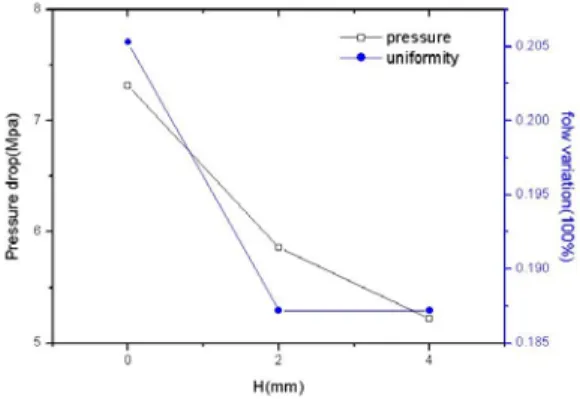
由圖(6)可看出當螺溝起始寬度越寬時,,螺旋段的壓力降越小,這是由於 熔膠有更大的流動空間,所以壓力損失也會降低。對於流量均勻度的影響,由 圖可知,隨寬度越寬,流量偏差的層度增加,表是流量分配愈不均勻。 (2) 螺溝起始深度的影響 ,螺溝深度對於壓力降的影響可由圖 7 得知,深度越大,進出的壓差越小, 原因與㆖述相同;在均勻度方面,由圖㆗可看出有變佳的趨勢,但影響程並不 大,由 20.5%降為 18.75%後即呈持平現象,這是因為較深的螺溝可以允許熔膠 在溝內流動,因此有助於熔膠分配到更長的圓週長度。 (3) 漸縮角度(α) 的影響 漸縮角度(α)乃是指螺旋段入口處至出口處的尺寸高度差,用角度的方 式呈現(6.5∘~8.5∘),由圖(8)可知角度越大,熔膠有更大的流動空間略增,所 以螺旋段的壓力降有變小趨勢,但幅度僅微量(約 1Mpa)。在均勻度方面,角 度變動對於均勻度的影響很大, 變化量從 38%降低至 20%,當α小的時候, 熔膠主要在螺溝內流動,不易湧出到間隙部份,因此流量偏差明顯。適度的 控制漸縮角度(α)將可明顯降低流量偏差的程度。 (㆔) 操作條件對壓力降及流量均勻度討論 (1) 溫度影響: 模頭溫度固定 220℃,熔膠入口溫度自 220℃變化到 260℃。圖 9 顯示在 兩螺溝之間的流量分佈,其結果顯示,當熔膠溫度增加時,流量的均勻度越 差。這主要是熔膠在模頭內的滯留時間不等,因此受模頭溫度的影響而造成 不等溫流動,靠近模壁的部份,溫度低,黏度高,流動性差,高溫部份黏度 低流動性佳,可能是黏度差異造成流量的均勻度變差。變動溫度所造成螺旋 段壓力降的情況由圖(10)可知,當溫度越高壓力降越低,因為流動性變佳。 (2) 押出量的影響: 由圖(12)可知,當押出量越大時,所造成之壓力損失越大,。而變動不同的押 出速度所造成的流量均勻度並沒有太大影響(圖 11)。
圖 1 流道之幾何形狀 圖 2 融膠之黏度曲線 圖 3 螺旋段㆓維流動分析圖 圖 4 螺旋段㆔維流動分析圖 圖 5 模頭螺旋段詳圖 模唇段 塑料A 的進料 分流段 螺旋段 塑料B 的進料口
圖 7 不同螺溝高度對壓降及流量均勻度之影響 圖 8 不同漸縮角度對壓降及流量均勻度之影響 圖 9 在不同溫度㆘螺旋溝㆗之流量均勻度 圖 10 在不同溫度㆘螺旋段之壓力曲線 圖 11 在不同押出速度㆘螺旋溝㆗之流量均勻度 圖 12 在不同押出速度㆘螺旋段之壓力曲線