碩士論文
銅、鎳元素在迴銲測試中錫銀微凸塊銲錫內的熱
遷移研究
Study of Thermomigration of Cu and Ni in Molten
SnAg Microbumps
研究生:郭明墉
指導教授:陳 智 博士
銅、鎳元素在迴銲測試中錫銀微凸塊銲錫內的熱遷移研究
Study of Thermomigration of Cu and Ni in Molten SnAg
Microbumps
研究生: 郭明墉
Student: Ming-Yung Kuo
指導教授: 陳 智
Advisor: Dr. Chih Chen
國立交通大學
材料科學與工程學系
碩士論文
AThesis
Submitted to Department of Materials Science and Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of Requirements
for the Degree of Master
in
Materials Science and Engineering July 2012
Hsinchu, Taiwan, Republic of China
Abstract
Microbumps are adapted as the interconnect between chips in 3D-IC packaging. With the interconnect shrinks to micrometer scale, the cross interactions across the two ends of the microbump may become an important issue, since the bump height is below 20μm
SnAg solders with Cu metallization and Ni metallization was used in this study. The two sets of samples were aligned and jointed together at 260°C for 3 min to form sandwich structures of Cu/SnAg/Cu and Ni/SnAg/Ni. Included the 3 min of forming the joint, reflow times of 3, 8, 13, 23, 43 min at 260°C were performed for the Cu/SnAg/Cu structure. For Ni/SnAg/Ni structure, additional thermal paste and a Si chip were put on the cold end of the structure to form a larger thermal gradient and then additional 5, 10, 20, 40, 100 min reflow at 260°C were performed. After that, scanning electron microscope (SEM) was employed to observe the thickness of Cu6Sn5 and Ni3Sn4 intermetallic compounds (IMCs) at the SnAg/Cu and SnAg/Ni
end after reflow for 43 min. The consumption of Cu on the cold end is less than that on the hot end. We propose that rapid thermomigration of Cu is responsible for the asymmetrical growth of the IMC. As to the Ni/SnAg/Ni microbumps, we also observed the asymmetrical growth of the Ni3Sn4 IMC after reflow for 100 min on hotplate: 4.61μm on the cold end and 2.12 μm on the hot end. Furthermore, the consumption of Ni on the cold end is slightly less than that on the hot end. It inferred that the thermomigration of Ni also occurs in liquid SnAg solder.
No electrical currents were applied in the tests, and only the thermal gradient in molten solder joint should be responsible for the asymmetric IMC growth. Thermal gradient across the molten solder was simulated by finite element analysis due to the measurement difficulty. Based on thermomigration flux calculation and the simulated thermal gradient, the heat of transport (Q*) of Cu and Ni was calculated to be57.97 kJ/mole and 0.84 kJ/mole, respectively.
摘要
隨著電子產業的發展,電子產品紛紛追求高效能、體積小的趨勢發展,三維 積體電路技術因應而生,而其中微凸塊接點被採用來連接上下層的矽晶片。因為 微凸塊的銲錫高度小於20 微米(μm),許多新的議題隨之衍生而出,晶片上下 兩端交互作用現象為其中之一。 以錫銀銲錫連接上一層銅金屬墊層或者鎳金屬墊層的單邊結構作為本研究 的試片,將兩片相同的試片上下對接、對準後,以迴銲(Reflow)接合的方式迴 銲3 分鐘形成 Cu/SnAg/Cu 以及 Ni/SnAg/Ni 的結構。對於 Cu/SnAg/Cu 的結構,包含迴銲接合的3 分鐘,在 260 ℃,進行 3、8、13、23、43 分鐘的迴銲測試後, 利用掃描式電子顯微鏡觀察上下兩端銅金屬墊層與錫銀銲錫的介面處。對於 Ni/SnAg/Ni 的結構,散熱係數為 4.5 W/m-K 的散熱膏和一片矽晶片則放置在冷 端,然後在260 ℃下,再進行 5、10、20、40、100 分鐘的迴銲測試。最後,利 用掃描式電子顯微鏡觀察上下兩端鎳金屬墊層與錫銀銲錫的介面處。 經過43 分鐘的迴銲測試後,在 Cu/SnAg/Cu 結構的兩端介面處上可以發現
Cu6Sn5介金屬化合物(Intermetallic Compounds, IMCs)生成的厚度不一樣,冷端的
分別為2.12± 0.06 μm 和 4.61 ± 0.34 μm,而且熱端鎳墊層的厚度,與熱端銅墊層 的情形相同,消耗量比冷端多了一些,因此我們推斷鎳金屬在液態錫銀銲錫中同 樣會發生熱遷移現象。 在實驗過程中,沒有外加電流使電遷移現象發生,而應力效應在融熔銲錫中 也不明顯,只有溫度梯度促使原子的擴散移動可能是造成兩端介面IMCs 厚度不 一樣的主因。然而,在液態銲錫中,很難利用儀器量測上下兩端的溫差,所以我 們利用有限元素分析法模擬其過程並取得液態銲錫內部上下兩端的溫度梯度。最 後,根據熱遷移的通量公式,可以得到Q*值(Heat of Transport),銅為 57.97 kJ/mole, 鎳為0.84 kJ/mole。
以及與他人的相處之道。也感謝老師讓我有出國去參加會議的機會,這是一個難 能可貴的機會,除了拓寬我的視野外,也讓我對未來的人生有了一些目標,所以 在此我要對我的指導老師陳智教授致上最高的謝意。 再來要感謝的就是實驗室的祥耀學長,感謝你總是不厭其煩的教導我實驗的 過程並督促我的實驗進度,也會提醒我要去補充哪一方面的相關知識,每當我在 實驗上遇到困境時你都會給我一些建議,幫助我去克服實驗上的障礙。除此之外, 也常常與我討論和分享對時事以及人生的看法,並且引導我對未來出路的想法, 真的很謝謝你的耐心與教導。同時也感謝筱芸學姊跟宗寬學長在實驗上提供許多 的建議跟參考資料,讓我得以完成我的碩士論文;以撒跟韋嵐,你們的加入不只 帶來許多新的想法跟技術,也讓實驗室充滿了歡樂的氣氛;還有時常拉我一起看 星海爭霸比賽的阿丸,每次跟你一起看比賽都會覺得你不去打電競比賽真的很可 惜;也感謝菜頭和Q 毛辛苦的安排去美國開會的行程,真的很好玩,雖然錢是多 花了一點,但這也是一個美好的回憶。以及佳凌、道奇、健民、天麟、朝俊、致 嘉、秉儒、竣傑、俊毅、偉豪、奕呈,謝謝你們大家的幫忙與陪伴,最後要特別 感謝我的好朋友兼好夥伴韋奇,碩士班兩年一起完成許多事情,也常常和你一起 分享彼此對待事務的看法,有你的陪伴,碩士班兩年過得相當精彩。 也謝謝我的家人支持我完成碩士學位,以及每一位曾經幫助過我的人,沒有
目錄
英文摘要 ………Ⅰ 中文摘要 ………Ⅲ 致謝 ………Ⅴ 目錄 ………Ⅵ 表目錄 ………Ⅶ 圖目錄 ………Ⅷ 第一章 序論 ………1 第二章 文獻回顧 ………3 2-1 電子封裝發展………3 2-2 三維積體電路封裝技術(3D IC Packaging Technology)………5 2-3 3D-IC 面臨的議題 ………7 2-4 熱遷移現象的理論………9 2-5 封裝接點中的熱遷移現象……… 11 第三章 實驗方法………15 3-1 試片製備 ………15 3-2 觀測試片製備 ………18 3-3 分析工具 ………19 第四章 結果與討論………20 4-1 試片結構確認及成分分析 ………20 4-2 銅、鎳原子的熱遷移現象 ………24 4-3 理論分析和驗證 ……… 35 第五章 結論………43 參考文獻 ………44圖目錄
圖2-1-1 打線接合示意圖………4 圖2-1-2 覆晶銲錫封裝………4 圖2-2-1 系統單晶片(SoC)、系統級封裝(SiP)、直通矽晶穿孔(TSV)三種技術的示 意圖………6 圖2-3-1 三層矽晶片堆疊的橫截面示意圖………8 圖2-5-1 錫銀銲錫連結銅金屬墊層的封裝接點經過電遷移測試後,其通過與鄰近 未通過電流的接點橫截面示意圖 ………13 圖2-5-2 錫銀銲錫連結鎳金屬墊層的封裝接點經過電遷移測試後,其通過與鄰近 未通過電流的接點橫截面示意圖……… 13 圖2-5-3 微凸塊銲錫的結構橫截面示意圖 ……… 14 圖3-1-1 Cu/SnAg 單邊未接合的試片側視 SEM 圖……… 17 圖3-1-2 Ni/SnAg 單邊未接合的試片側視 SEM 圖………17 圖4-1-1 Cu/SnAg/Cu 接點放在定溫加熱板上,經過 3 分鐘迴銲剛接合完畢的側視 SEM 圖(SEI 模式)……… 22 圖4-1-2 Cu/SnAg/Cu 接點放在溫控型烘箱中,經過 3 分鐘迴銲剛接合完畢的側視 SEM 圖(SEI 模式)……… 22 圖4-1-3 Ni/SnAg/Ni 接點在加熱板上未施加任何東西,經過 3 分鐘迴銲接合完畢 的側視SEM 圖(SEI 模式)……… 23 圖4-2-1 Cu/SnAg/Cu 接點在定溫加熱板上迴銲(a)8,(b)13,(c) 23,(d) 43 分鐘 的側視SEM 圖(SEI 模式)……… 28 圖4-2-2 Cu/SnAg/Cu 接點在溫控型烘箱中迴銲(a)8,(b)13,(c) 23,(d) 43 分鐘 的側視SEM 圖(SEI 模式)……… 29 圖 4-2-3 Cu/SnAg/Cu 冷熱端及在烘箱中進行測試的接點上下兩端 Cu6Sn5 IMCs 厚度對迴銲時間作圖……… 30圖4-2-7 Ni/SnAg/Ni 接點上端塗上散熱膏並放置一片矽晶片在定溫加熱板上迴銲 (a)5,(b)10,(c)20,(d)40,(e)100 分鐘的側視 SEM 圖(SEI 模式)………… 32 圖4-2-8 Ni/SnAg/Ni 接點冷熱兩端 Ni3Sn4 IMCs 的厚度對迴銲時間作圖………33 圖4-2-9 模擬 Ni/SnAg/Ni 接點冷端塗上散熱係數為 4.5W/m-K 的散熱膏並放置一 片矽晶片,在定溫加熱板上進行迴銲測試,所使用的結構示意圖……… 33 圖4-2-10 Ni/SnAg/Ni 接點冷端塗上散熱係數為 4.5W/mK 的散熱膏並放置一片矽 晶片在定溫加熱板上進行迴銲測試的過程中,其銲錫凸塊內部的溫度分布… 34 圖4-2-11 銅原子的熱遷移通量對迴銲時間作圖……… 42
第一章 緒論
近年來由於摩爾定律(Moore’s Law)面臨物理極限而受到挑戰,製程微縮 已無法達到提升積體電路(Integrated Circuit, IC)的效能,在電子產品體積越趨 輕 薄 短 小 的 推 動 力 之 下 , 三 維 積 體 電 路 堆 疊 整 合 技 術 (Three-Dimensional Integrated Circuit Stacking Technology, 3D-IC)正在發展,試圖以打破平面的方式, 解決晶片製程的極限問題。銲錫微凸塊(Microbump)在 3D-IC 技術中扮演著電 與訊號連結的角色,故探討銲錫微凸塊的可靠度以及研究其內部的冶金反應變化 是非常迫切的。
隨著覆晶(Flip-Chip)製程演變為三維整合製程,利用引腳架(Lead Frame) 或導線連接不同系統元件的技術也逐漸轉變為使用直通矽晶穿孔 (Through Silicon Via, TSV)技術,它是將不同系統元件所屬的系統單晶片(System on Chip, SOC)堆疊起來後,在矽晶片上做出一個垂直的通道並且鍍入導線來導通各層的 元件。而銲錫微凸塊則作為兩端晶片中TSV 連接的接點,隨著銲錫凸塊的縮小, 其厚度與直徑均縮小至20 微米(μm)甚至是數個 μm 以下,在此情況下,凸塊 兩端與金屬的介面冶金反應可能會因為兩端介面的距離變短而彼此互相影響,產 生新的可靠度議題。 隨著電子產品的效能增加與縮小化,覆晶封裝銲錫接點所承載的電流密度逐 漸得提高,熱遷移(Thermomigration)現象對接點產生的影響也越來越受到矚目 [14-19]。在高電流密度的影響下,銲錫接點除了會因電遷移(Electromigration) 現象而產生破壞之外,上下導線所產生的焦耳熱(Joule Heating)效應導致接點 內部的溫度分佈不均,進而產生溫度梯度驅使熱遷移現象發生,同樣會使銲錫接 點產生破壞。根據文獻報導指出,錫元素與鉛元素在溫度梯度接近1000 ℃/cm 的情況下,會發生熱遷移現象[14],而銅、鎳元素則在溫度梯度需超過 400 ℃/cm 及8050 ℃/cm 會發生[19]。 從以往的文獻可以得知,電子封裝領域所使用的金屬元素,如銅、鎳、錫等,
流通過的液態銲錫接點中。接下來,將接點結構為Ni/SnAg/Ni 的試片,在強化 銲錫內部溫度梯度的條件下,在定溫加熱板上進行迴銲測試,同樣發現兩端
Ni/SnAg 的介面上 Ni3Sn4 IMCs 以及鎳金屬墊層的厚度有些微的差異,因此推斷
鎳原子的熱遷移現象亦會發生在液態的錫銀銲錫中。最後,利用有限元素分析法 (Finite Element Method)去取得銲錫內部的溫度梯度,以及熱遷移的通量公式 取得Q*值。
第二章 文獻回顧
2-1 電子封裝發展
在電子產業中,電子封裝技術為相當重要的一環,它是達成電子元件之間訊 號及電能傳遞並與外部的其他元件連結之技術。然而,隨著電子產品體積的縮小 以及效能的增加,傳統打線接合(Wire Bonding)的技術已不符合縮小晶片體積 及提高接點數目的需求,如圖2-1-1,打線接合的技術是在晶片周圍連接導線來 傳遞訊號,但晶片中央的部分卻無法加以利用,而且訊號傳遞的路徑過長,會有 訊號延遲的問題產生。取而代之的是覆晶接合(Flip-Chip)技術,如圖 2-1-2 所 示,此技術可以使用晶片大部分的面積增加I/O 數目,而且減少連接導線的長度 與體積。儘管如此,面對奈米時代的來臨,奈米晶片的發展使得原有的封裝技術 面臨許多的挑戰,穩定的電源供應、高頻高速、IC 與基板密度的差異、熱的散 除等議題急需克服,為因應此一發展,三維積體電路堆疊技術成為目前主要的新 型封裝技術。圖2-1-1 圖2-1-2 打線接合示 2 覆晶銲錫 示意圖[1] 錫封裝[1]
2-2 三維積體電路封裝技術
過去,二維的封裝技術,一直是半導體封裝的主流技術,不僅技術相當成熟, 產線設備也非常完善,儘管當時有人提出了三維積體電路整合封裝的概念,但仍 沒有積極發展的企圖。然而,隨著半導體製程的微縮瀕臨物理極限,二維平面的 堆疊已無法滿足效能的提高以及體積的縮小,勢必得朝向三維立體的堆疊發展, 因此許多針對三維積體電路整合封裝的研究開始如火如荼的進行著。根據Saraw 等人[2]與 Ladani[3]針對 3D-IC 研究的文獻,與二維的封裝比較, 三維封裝具有許多突破性的優勢:(1)整合異質元件於單一封裝中,(2)使用垂 直連結取代二維冗長的導線連結以提升效能,(3)相同體積下能有更高密度的 I/O 數,(4)低功率消耗,(5)降低成本,(6)系統整合帶來並行處理的效果,(7) 降低訊號延遲與減少雜訊。現今在半導體製造方面,系統單晶片(System on Chip, SOC)為三維封裝概念所提出的技術,它是將異質電路整合在一個晶片上,使一 個晶片等於一個系統,達到提升效能的作用。而在封裝方面,所採取的是系統級 封裝(System in Packaging, SIP)技術,將不同的元件系統,也就是系統單晶片, 堆疊在一個封裝體中,再使用引腳以及導線連結各層元件,藉此建構出更為複雜 的電子系統。但是使用引腳或導線連結,對效能上的提升都有其限制性,而且元 件本身體積的收縮在製程上也有限制,無法在高頻下呈現高效能等缺點[4]會出 現,因此新一代的三維整合封裝連結技術被提出來,其中作為晶片間的垂直連結 整合的 TSV 技術為主要發展的重點,此技術是在矽晶片上開孔後,鍍入導電金 屬,將導線的距離縮短到只有矽基板厚度,這樣的做法,不僅可以提供極好的電 性,以較低的成本有效得提供更高的系統效能與整合度,也因為距離的縮短而減 少延遲效應和功率損失[5-6]。與打線接合、覆晶封裝的二維封裝技術相比較, TSV 技術還可以擁有更小的銲錫接點與更小的熱應力,因此 Patti[7]認為三維封 裝技術是積體電路未來可以延續摩爾定律的希望。SOC、SIP、TSV 技術的示意 圖如圖2-2-1 所示。
圖22-2-1 系統單單晶片(SooC)、系統 技術 統級封裝( 術的示意圖 SiP)、直通 圖[8] 通矽晶穿孔孔(TSV)三三種
2-3 3D-IC 面臨的議題
隨著封裝技術從二維的打線接合及覆晶封裝轉移到三維封裝,除了導入 TSV 技術之外,覆晶封裝所使用的C4(Controlled Collapse Chip Connection)銲錫凸 塊也轉變為使用微凸塊銲錫(Microbump),從一個直徑約 100 μm 的銲錫凸塊縮
小至只有10 ~ 20 μm 的微凸塊銲錫,許多在覆晶封裝銲錫凸塊裡面所熟知的冶金
反應以及現象也會跟著改變,如Y-S Huang[9]對 Ni/SnAg/Cu 的封裝接點結構進
行迴銲測試,隨著銲錫凸塊的體積縮小,兩端銅、鎳金屬墊層介面的冶金反應也 跟隨著改變。 根據 Tu[10]針對發展 3D IC 封裝技術所遇到的議題與現象所作的整理,三維 封裝有以下的議題:(1)焦耳熱效應(Joule Heating)、(2)電遷移、熱遷移現象、 (3)晶片翹曲現象、(4)微凸塊銲錫介金屬化、(5)熱膨脹係數不同引發的熱 應力、(6)銲錫凸塊與金屬墊層的介面反應。在 3D-IC 的封裝技術中,為了追求 最大的空間效益,相鄰上下的系統單晶片在堆疊的過程中會緊密的靠在一起,如 圖2-3-1 所示。然而,當施加電流通過時,焦耳熱效應所產生的熱能會因為緊密 的堆疊而無法順利排除,造成元件過熱而無法運作,因此在晶片端會施加降溫的 方法,使熱能能夠順利地排除,但如此一來,在晶片內部就會形成一巨大的溫度 梯度,影響微凸塊銲錫接點的反應。Tu 在此文獻中也提到,當銲錫凸塊的直徑 縮小至10 μm 時,只要晶片上下兩端的溫差為 1 ℃,就會形成 1000 ℃/cm 的溫 度梯度橫跨兩端,造成金屬的熱遷移現象發生。
2-4 熱遷移現象的理論
熱遷移現象,是一種因為溫度梯度的影響導致濃度梯度或化學勢梯度產生, 進而促使原子移動的現象,這種現象來自於在溫度梯度的影響下,不同種類原子 的移動率(Mobility)相異而導致濃度梯度或化學勢梯度產生,可以稱為熱擴散 (Thermal Diffusion)現象,或者 Ludwig-Soret Effect。早期,Soret[11]在導管中
分別放入NaCl 和 KNO3的溶液,然後使導管一端為冷端,另一端為熱端,並觀 察其溶液的變化,經過一段時間後,發現溶液的濃度在導管兩端呈現不均勻的狀 態,因此開啟了後人對熱遷移現象的研究。 接下來,從數學的觀點來介紹熱遷移現象,並導出熱遷移的通量公式。前面 已詳述熱遷移的驅動力為溫度梯度引發濃度梯度的變化,影響原子的擴散移動行 為,而在溶液中原子受到溫度梯度及濃度梯度影響的擴散通量[12]可以寫成下 式:
)
(
1
MT
dx
d
T
L
dx
dT
T
L
J
=
−
QM−
MMμ
………(1) LQM為溫度梯度影響濃度梯度造成擴散通量的係數,而LMM為濃度梯度本身形成擴 散通量的係數,μ 為化學勢,T 為溫度, dx dT 為溫度梯度。當處於穩定狀態(Steady State)時,溫度梯度影響原子移動的通量與濃度梯度影響原子移動的通量處於平 衡的狀態下,因此在系統中,原子移動的淨通量變化率為零,因此我們可以得到 下式: 2)
(
T
dT
L
L
T
d
MM MQ−
=
μ
………(2) 可知dP
V
dT
S
d
μ
=
−
+
………(3)S
T
H
−
=
μ
………(4)此Q值越高,原子越容易受到溫度梯度的影響而移動。 接下來,將此定義帶入,我們可以得到公式(6) 2 *
T
dT
Q
dP
T
V
=
−
………(6) 然後在穩定狀態下,V
dP
=
RTd
(lnC
)
,其中C 為濃度,代入後可得到dx
dT
RT
Q
dx
C
d
2 *ln
−
=
………(7) 最後經由移項跟整理,我們可以得到熟悉的熱遷移通量公式(8)[12,13])
(
*x
T
T
Q
kT
D
c
J
∂
∂
−
=
………(8) 其中J 為原子因為熱遷移現象而移動的通量,c 為濃度,D 擴散係數,k 為波茲 曼常數。2-5 封裝接點中的熱遷移現象
由上一節,我們可以得知,熱遷移的現象來自於原子在溫度梯度的影響下, 移動率的不同所導致的。在封裝接點中,因為焦耳熱效應的影響,在接點中會有 一溫度梯度橫跨上下兩端,因此熱遷移現象在封裝接點的議題中也佔了一個很重 要的角色[14-19]。 在使用錫鉛銲錫當作覆晶封裝接點的時期,Huang et al.[14]曾報導,在錫鉛 複合的銲錫接點中,溫度梯度為1000℃/cm 的情形下,錫原子往熱端移動,而鉛 原子往冷端移動的熱遷移現象。隨著無鉛銲錫取代錫鉛銲錫,以及覆晶封裝接點 的尺寸越縮越小的情況下,熱遷移現象的發生越趨明顯,Hsiao et al.在錫銀銲錫 的封裝接點中通以交流電,並觀察記號所移動的距離和方向,同樣也發現錫原子 往熱端移動的現象,經由熱遷移的通量公式去計算,可以得到錫元素的 Q*值為1.36 kJ/mole[16];而 Chen et al.分別在金屬墊層結構為銅及鎳的錫銀銲錫封裝接 點中通以電流進行電遷移測試,並觀察其熱遷移現象和電遷移現象的交互作用, 發現在連結銅金屬墊層的接點中,孔洞會生成在靠近晶片端的銲錫中,Cu-Sn IMCs 會往冷端移動,而且在鄰近未通過電流的接點中同樣也發現孔洞生成在晶 片端Cu6Sn5 IMCs 與銅金屬墊層的介面上,如圖 2-5-1 所示,而與鎳金屬墊層連 結的接點中,孔洞皆生成在電子流從導線進入接點的那一端,Ni-Sn IMCs 在鄰 近未通過電流的接點中則沒有任何移動,如圖2-5-2 所示。經由計算發現,驅使 銅原子發生熱遷移現象移動到冷端的溫度梯度需超過400 ℃/cm,而鎳原子需超 過 8050 ℃/cm [19]。上述的文獻,均是在固態的銲錫接點中通以電流觀察熱遷 移的現象,然而,本實驗則在探討銅原子和鎳原子在迴銲過程中,錫銀銲錫凸塊 處於液態的熱遷移現象。在三維積體電路封裝的技術中,TSV 技術目前所使用 的金屬大多為銅元素,在與微凸塊銲錫連結後,會形成Cu/solder/Cu 的接點結構, 而微凸塊銲錫與 TSV 連結時也有可能會加入一層鎳金屬墊層當作擴散阻擋層, 形成 Ni/solder/Ni 的接點結構,如圖 2-5-3 所示。這樣的接點結構,在迴銲測試
2-5-2 錫銀銲 未 銲錫連結鎳 未 未通過電流的 鎳金屬墊層的 未通過電流的 的接點橫截 的封裝接點 的接點橫截 截面示意圖[ 點經過電遷移 截面示意圖[ 19] 移測試後, 19] 其通過與鄰鄰近
第三章 實驗方法
3-1 試片製備
(i)
Cu/SnAg/Cu
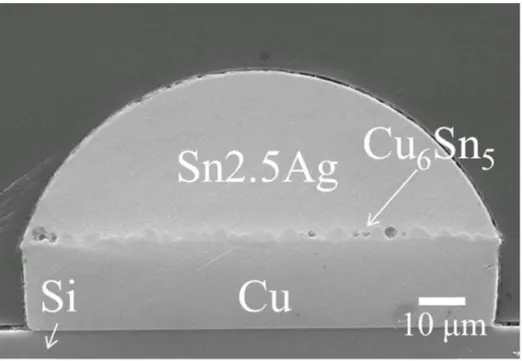
本實驗所使用的是試片結構為 Si/Ti/Cu/ SnAg。首先,在矽晶圓上先濺鍍上 一層薄薄的Ti(厚度大約 1000 Å)作為擴散阻擋層,防止銅原子擴散到矽晶圓 反應,亦可作為與銅金屬墊層連接的接著層。此外,為使電鍍銅金屬與鈦金屬有 更良好的接著,在鈦金屬層上會先濺鍍一層厚度約2000 Å 的銅金屬作為電鍍晶 種層。最後,再電鍍上一層 20 μm 厚的銅金屬作為金屬墊層以及 19 μm 厚的 Sn-2.3wt% Ag 合金作為銲錫凸塊。銅金屬墊層和錫銀銲錫凸塊直徑皆為 100 μm, 其側視圖如圖3-1-1。 之後,將兩個上述相同的試片,塗上助銲劑(flux),其中一個試片反過來 放在另一個試片上面,並且對準後,在 260 ℃下,以迴銲的方式在不同的條件 下迴銲3 分鐘形成覆晶接點,分別是在定溫加熱板(Hot Plate)上以及溫控型烘 箱(Oven)內進行。 待覆晶接點形成後,在相同的加熱條件下,將接點再進行額外的迴銲測試, 迴銲時間則包含初始3 分鐘的接合時間分別為 3、8、13、23、43 分鐘,等反應 時間結束後,放置在室溫下空冷(冷卻速率為 5 ℃/cm)至室溫。在測試之前, 為確保測試前後溫度一致,待溫度上升達到反應溫度 260 ℃且穩定後,會先用 熱電偶量測儀(Thermocouple)貼近加熱板的表面及烘箱中的底部確認反應的溫 度,再將試片進行迴銲測試。(ii)
Ni/SnAg/Ni
此實驗所使用的結構為 Si/Ti/Ni/SnAg,製作過程與上一節相同,先在矽晶圓 上先濺鍍上一層薄薄的鈦金屬,再濺鍍上一層厚度約2000 Å 的銅金屬作為電鍍另一個試片上面,並且對準後,在 260 ℃下,以迴銲接合的方式在定溫加熱板
上迴銲 3 分鐘形成覆晶接點。然後,一樣在 260 ℃下,在定溫加熱板上,以不
同的條件再進行額外的迴銲測試5、10、20、40、100 分鐘,其條件分別為在接
點一端塗上一層散熱係數為 4.5 W/m-K 的散熱膏並放置一片矽晶片用來製造一
圖3-1-1 圖3-1-2 Cu/SnAg 單 Ni/SnAg 單 單邊未接合 單邊未接合 合的試片側視 合的試片側視 視SEM 圖 視SEM 圖
的銲錫位置後,再用1 μm 及 0.3 μm 氧化鋁粉研磨液進行表面拋光處理。 為使IMCs 的表面形貌更加容易觀察,待拋光結束後,再將觀測試片浸泡至 硝酸:醋酸:甘油為體積比1:1.5:2 之蝕刻溶液中數秒。蝕刻完畢後,再以水 拋的方式將殘留物去除。由於上述的蝕刻溶液具有選擇性蝕刻,對銲錫凸塊的蝕 刻速率大於對IMCs,因此可以將未反應之銲錫去除,有利於 IMCs 形貌與厚度 的觀察。
3-3 分析工具
在觀察IMCs 的部分,本實驗會先使用光學金相顯微鏡先觀察其表面形貌,
由於光學顯微鏡的景深不夠大,往往無法將接點內部的形貌詳細的展現出來。因 此,試片經由光學顯微鏡作初步觀察過後,會在觀察面上先濺鍍一層鉑,以改善 試 片 表 面 的 導 電 度 以 及 保 護 觀 察 面 不 受 氧 化 , 再 使 用 掃 描 式 電 子 顯 微 鏡 (Scanning Electron Microscope, SEM)觀察。本實驗所使用的電子顯微鏡為熱場 發式電子顯微鏡(Field Emission Scanning Electron Microscope, FESEM-6500), 廠牌日本電子光學株式會社(Japan Electron Optics Laboratory)。由於電子束打擊 試片表面所產生二次電子(Secondary Electron)的數量與試片表面的起伏有極大 的關係,因此,二次電子影像(Secondary Electron Image, SEI)被用來觀測試片 表面的形貌。
在觀察完試片表面的形貌後,本實驗亦利用 X 光能量散佈分析儀(Energy
的結構與我們原先所預期的方形結構有些微的不同,少部分銲錫凸塊側面兩邊會 稍微的往內凹陷,而大部分則是呈現往外凸出的情形,其原因可能是上面矽晶片 的重量往下壓,導致銲錫凸塊在迴銲接合的過程中往外溢出。另外,在接點上下
兩端Cu/SnAg 的介面上,可觀察到一層薄薄的、扇貝狀(scallop)[20]的 IMCs,
藉由EDX 進行成分分析,其成分為 Cu6Sn5。利用Image J 工具量測圖 4-1-1、圖 4-1-2 中銲錫凸塊的高度, 兩者皆控制在 30 ~ 40 μm 的範圍內。 另外,在迴銲接合的過程中,相較於溫控型烘箱所形成的均溫環境,覆晶接 點放置在定溫加熱板上則會受到溫度梯度的影響,其原因在於接點一端與加熱板 接觸,溫度固定在260 ℃,而另一端暴露在空氣中,加上矽晶片的導熱係數高, 導致此端溫度低於260 ℃,形成溫度梯度橫跨上下兩端。因此,我們定義接點 與空氣接觸的一端為冷端,與加熱板接觸的一端為熱端,並標注在照片上。
(ii)
Ni/SnAg/Ni
圖4-1-3 為試片放置在定溫加熱板上迴銲 3 分鐘接合後形成覆晶接點的橫截 面SEM 照片。從圖 4-1-3 中,也可觀察到銲錫凸塊兩端呈現往外凸出的情形, 其原因在於上面矽晶片的重量往下壓,導致銲錫凸塊在迴銲接合的過程中往外溢IMCs。最後,利用 Image J 工具量測圖 4-1-3 中銲錫凸塊的高度,其高度控制在 40~50μm 的範圍內。
因此使用Image J 工具圈選 Cu6Sn5 IMCs 的面積,再除以 Cu6Sn5 IMCs 的寬度, 可以得到其平均厚度,經由量測後,分別為2.91±0.13 μm 和 2.31±0.22 μm,與 圖4-1-2 中上下兩端所量測到的 2.31±0.21 μm 和 2.44±0.1 μm 有著明顯的差異。 隨著迴銲時間的增加,在定溫加熱板上進行迴銲測試的覆晶接點,其冷熱端 Cu6Sn5 IMCs 厚度的差異也越趨明顯,如圖 4-2-1 所示。當接點經過 8 分鐘的迴 銲測試後,其冷端Cu6Sn5 IMCs 的厚度經由量測為 4.87±0.3 μm,熱端為 3.02± 0.15 μm,此時兩端 Cu6Sn5 IMCs 厚度的差異在外觀上並不明顯。迴銲 13 分鐘後, 冷端Cu6Sn5 IMCs 的厚度變為 5.25±0.29 μm,熱端則為 3.51±0.28 μm。經過 23 分鐘之後,此時,冷熱端的Cu6Sn5 IMCs 厚度已經有明顯的差異,6.70±0.56 μm 和3.43±0.52 μm。隨著迴銲時間增加至 43 分鐘,如圖 4-2-1(d)中所看到的, 兩端Cu6Sn5 IMCs 厚度的差異更加明顯,在冷端為 12.3±1.57 μm,但是在熱端 只有3.55±0.4 μm。然而,將接點放置在溫控型烘箱所形成的均溫環境中進行迴 銲測試3、8、13、23、43 分鐘,如圖 4-2-2 所示。在圖 4-2-2(d)中我們所觀察 到的,即使經過長達 43 分鐘的迴銲測試,Cu6Sn5 IMCs 的厚度在兩端介面上仍 然沒有出現明顯的差異,6.18±0.3 μm 和 5.65±0.19 μm。若將圖 4-2-1 中冷熱兩 端介面上的Cu6Sn5 IMCs 厚度以及圖 4-2-2 中兩端 Cu6Sn5 IMCs 厚度的平均值分
夾在冷熱端之間。 若將圖4-2-1 重新檢視一次,如圖 4-2-1(d)所示,除了冷熱端 Cu6Sn5 IMCs 的厚度有顯著的差異之外,兩端銅金屬墊層的厚度也有明顯的差異,銅金屬墊層 在熱端的厚度明顯比冷端少許多。因此,我們一樣利用image J 工具回頭檢視圖 4-2-1 中冷熱端銅金屬墊層的厚度。隨著接點經過 3、8、13、23、43 分鐘的迴銲 測試,銅金屬墊層在熱端的厚度經由量測依序為18.14±0.24 μm、17.41±0.24 μm、 17.3±0.28 μm、16.44±0.18 μm、15.44±0.39 μm,在冷端為 18.93±0.19 μm、17.39 ±0.25 μm、17.82±0.33 μm、17.02±0.15 μm、17.06±0.09 μm。而在烘箱中迴銲 的接點,其上下兩端銅金屬墊層的厚度經過43 分鐘的迴銲測試後為 17.01±0.22 μm 和 17.17±0.18 μm。將銅金屬墊層的剩餘厚度在冷熱端以及在烘箱中分別與 迴銲時間作圖,可以得到圖4-2-4,我們發現銅金屬墊層在熱端的消耗速率異常 快速,其消耗速率為0.07 μm/min,冷端則與放在烘箱中的差不多,為 0.03 μm/min。 經由上述兩個觀察結果,我們推斷熱端銅金屬墊層在迴銲過程中所消耗的銅原子 除了在熱端Cu/SnAg 的介面上形成 Cu6Sn5 IMCs,另一部分則移動到冷端介面上 形成Cu6Sn5 IMCs。 當接點在定溫加熱板上進行迴銲測試的期間,並未施加外力進行額外的測試, 接合過程所產生的應力也因為銲錫凸塊處於溶融的狀態而影響微乎其微,唯一有 影響的只有溫度梯度。根據早期的文獻,Meechan 和 Lehman 將圓盤狀的銅金屬 放置在一個溫度梯度超過1000 ℃的環境中,並觀察圓盤上的標記所移動的方向 以及距離,發現銅原子會由熱端往冷端移動[21];Stracke E 和 Herzig C-H 則是在 純度為99.999 %的鉛塊中放入具有輻射性的銅原子的同位素進行實驗,卻觀察到 銅原子往熱端移動的現象[22];而近期,Chen et al.對覆晶封裝銲錫接點施加電流 通過進行電遷移測試,接點結構為Cu/SnAg/Cu,同樣觀察到銅原子往冷端移動 的現象發生在鄰近未施加電流通過的接點中[17]。綜合以上的結果,我們得出一 個結論:在定溫加熱板上進行迴銲測試時,銅原子從熱端銅金屬墊層擴散進入液
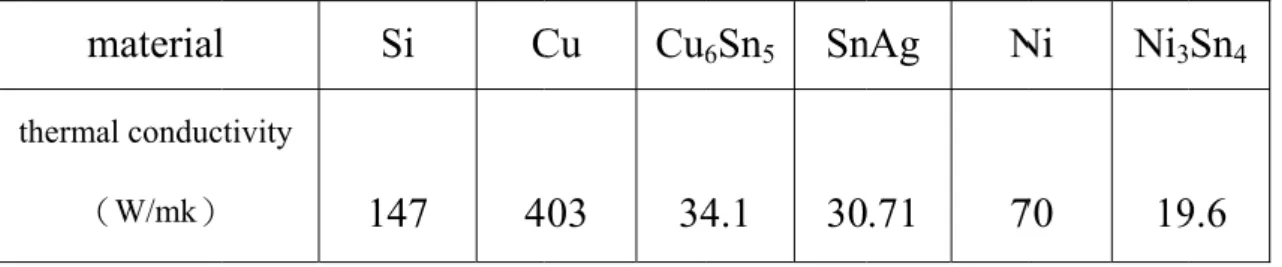
圖4-2-5,所使用的參數如表一,初始條件我們設定接點與定溫加熱板接觸的介 面為定溫面,為260 ℃,而邊界條件為接點周圍除了與加熱板接觸的那一面之 外,其餘均與對流係數為15 W/m2K 的空氣接觸。藉由有限元素分析法,我們可 得到銲錫凸塊處於液態的狀況下,其內部上下兩端的溫差,如圖4-2-6 所示,為 0.15 ℃,經由換算後,其溫度梯度為 51 ℃/cm,與在固態的錫銀銲錫中所需的 溫度梯度,400 ℃/cm 相比較,小了很多,其原因可能是銅原子在液態錫銀銲錫 中的擴散係數較快。
(ii) 鎳原子的熱遷移現象
從圖4-1-3 來看,兩端 Ni/SnAg 介面上的 Ni3Sn4 IMC,似乎沒有因為溫度 梯度的存在而產生差異,經由Image J 工具量測,其冷熱端厚度為 1.47±0.03μm 及1.49±0.06μm。 接下來,將接點冷端塗上一層散熱係數為4.5 W/m-K 的散熱膏並放置上一片 矽晶片當作散熱片以製造較大的溫度梯度,隨著額外的迴銲時間增加5、10、20、 40、100 分鐘,接點兩端介面上的 Ni3Sn4 IMC 逐漸有明顯的差異,但仍沒有像 Cu/SnAg/Cu 那般明顯,如圖 4-2-7 所示。當接點經過額外 5 分鐘的迴銲測試後,
1.93±0.08 μm。最後,當額外的迴銲時間來到 100 分鐘後,如圖 4-2-7(e),接 點冷熱兩端的 Ni3Sn4 IMCs 厚度差距更加明顯了,為 2.12±0.06 μm 和 4.61±0.34 μm。然後,將圖 4-2-7 的冷熱端與迴銲時間作圖,可以得到圖 4-2-8。從圖 4-2-8 中,我們可以發現,Ni3Sn4 IMCs 在冷端的生成速率較快,為 0.03 μm/min,但與 Cu6Sn5 IMCs 在冷端的生成速率 0.22 μm/min 做比較,則慢了許多,而在熱端,
Ni3Sn4 IMCs 厚度的成長速率在迴銲 20 分鐘以前,與冷端差不多,但是當迴銲時
間超過20 分鐘後,Ni3Sn4 IMCs 則以緩慢的速率生長。而且在圖 4-2-7(e)中,
接點迴銲 100 分鐘後,我們可以發現熱端鎳墊層的厚度比冷端來得薄一些,為 2.77±0.05 μm 及 3.08±0.11 μm。根據以往的文獻,鎳原子跟銅原子一樣會有熱 端往冷端移動的現象[23],因此回頭查看我們的實驗結果,可以判定鎳原子的熱 遷移現象在溫度梯度較大的迴銲過程中一樣會發生,只是所需的時間較長。 接下來,我們依然藉由有限元素分析法去得到在強化銲錫內部溫度梯度的條 件下,在加熱板進行迴銲測試的過程中,銲錫內部的溫度梯度,進行模擬的接點 結構示意圖如圖4-2-10,所使用的參數如表一,初始條件與邊界條件則與上一節 相同,得到銲錫凸塊處於液態的狀況下,其內部上下兩端的溫差,如圖4-2-12 所示,為1.13 ℃,經由計算後,其溫度梯度為 281.75 ℃/cm,與在固態錫銀銲 錫中的8050 ℃/cm 相比較,小很多。
分
圖4 圖4 4-2-5 模擬 4-2-6 Cu/Sn Cu/SnAg/C nAg/Cu 接 Cu 接點在定 接點在定溫加 定溫加熱板 意圖 加熱板上迴 度分布 板上進行迴銲 迴銲的過程中 銲測試,所 中,其銲錫 所使用的結構 錫凸塊內部的 構示 的溫
4-2-9 模擬 片矽晶片 Ni/SnAg/N 片進行,在定 Ni 接點上端 定溫加熱板 端塗上散熱係 板上進行迴銲 係數為4.5W 銲測試,所 W/mK 的散 所使用的結構 散熱膏並放置 構示意圖 置一
圖4 晶 4-2-10 Ni/Sn 晶片在定溫 nAg/Ni 接點 溫加熱板上進 點上端塗上 進行迴銲測 上散熱係數 測試的過程中 數為4.5W/mK 中,其銲錫 K 的散熱膏 錫凸塊內部的 膏並放置一片 的溫度分布 片矽 布
4-3 理論分析和驗證
(i)
銅原子的 Q
*值
最後,我們藉由公式(8)的熱遷移通量公式[12,13]推算出銅原子在液態錫 銀銲錫中產生熱遷移現象的Q*值。在公式(8)中,k 、T 為我們所知道的, x T ∂ ∂ 取模擬所得到的51 ℃/cm 代入,剩餘的 J、c、D 則需要尋找文獻,並加以計算 才能得知。 ① c 為濃度,根據文獻,在 260 ℃下,液態的錫銀銲錫可以溶解 1.54 wt%的銅 原子[24],將其換算成濃度(atom/cm3),以方便計算。所以,我們先做了一 個假設1 : 100 g 溶液Æ1.54 g Cu + 98.46 g Sn-2.3wt%Ag 然後藉由莫耳數的比值,可以知道銅原子在液態錫銀銲錫中所佔的原子比例,但 在錫銀合金中,其分子量會隨著銀濃度的變化而有些微的改變,不易計算,所幸 的是銀原子在錫銀合金中所佔的比例很低,因此,我們再做第二個假設2:由於 銀原子在錫銀合金中佔的比例很低,我們可以視錫銀合金為純錫。 5 . 63 54 . 1 : 7 .. 118 46 . 98 = 0.024 : 0.83 因此,銅原子佔2.9 at%。 接下來,利用純錫的密度7.3 g/cm3來計算銅原子在液態錫銀銲錫中的飽和濃度。 7.3 g/cm3 = 3.7×1022 (atom/cm3)得到銅原子的飽和濃度為3.7×1022 (atom/cm3)╳ 2.9 at% = 1.07×1021(atom/cm3) ② D 為擴散係數,根據 Ma 和 Swalin 在液態錫金屬中,針對不同金屬原素量測 其在不同溫度下的擴散速度,並根據
)
exp(
0RT
Q
D
D
=
−
………(9) 取得不同金屬的擴散活化能值Q 以及擴散係數 D0[25] ,我們可以得知銅原子在銅原子的原子量(63.5 g/mole),Δx 為熱端銅金屬墊層受到熱遷移現象的影響所 消耗的厚度。而Δx,我們可以經由下面的想法去計算出來: 以接點經過23 分鐘的迴銲測試為例,原本銅金屬墊層在接合前的厚度為 19.27± 0.14 μm,Cu/SnAg 介面上 Cu6Sn5 IMCs 為 1.78±0.15 μm,經過 23 分鐘的接合與 迴銲測試後,熱端銅金屬墊層的厚度剩下16.44±0.18 μm,而熱端 Cu6Sn5 IMCs 的厚度變為3.42±0.52 μm,因此我們在這邊做了一個假設 3:熱端銅金屬墊層在 迴銲測試的過程中所消耗的厚度,除了一部分在熱端 Cu/SnAg 介面繼續生成 Cu6Sn5 IMCs 之外,剩餘的部分全都因為溫度梯度的影響而形成熱遷移擴散通量 移動到冷端Cu/SnAg 介面上與錫原子反應生成 Cu6Sn5 IMCs。藉由這個假設,熱 端銅墊層在迴銲的過程中消耗的總厚度為 2.83±0.04 μm,扣除掉熱端 Cu/SnAg 介面上生成Cu6Sn5 IMCs 所需銅金屬墊層的厚度,就可以得知熱端銅金屬墊層受 到熱遷移現象的影響所消耗的厚度Δx,因此熱端 Cu/SnAg 介面在迴銲的過程中, 生成Cu6Sn5 IMCs 所需消耗的銅金屬墊層厚度可以經由表二,銅原子與錫原子反 應成Cu6Sn5 IMCs 介金屬化合物,彼此間的體積換算計算得知。經由換算後,可 以得到Δx = 2.23±0.38 μm,再代入公式(10),就可以得知其熱遷移擴散通量 J。然而,我們在此還需要做另一個假設 4:銅原子的熱遷移擴散通量在液態錫
擴散路徑,以(1)最快,(3)最慢,造成熱遷移的擴散通量不均勻,不易計算, 所以必須做這個假設。藉由上述的假設及實驗結果,我們可以得知銅原子在每個 迴銲時間條件下的Δx 及熱遷移擴散通量,如表四所示。然後,將得到的熱遷移 通量對迴銲時間做圖,可以得到圖4-2-11,從此圖中,我們發現銅原子熱遷移的 通量會隨著迴銲時間的增加持續在降低,去探討可能影響的因素,為(1)熱端 介面Cu6Sn5 IMCs 隨著時間的增加有些微的增厚,當作一層擴散阻擋層阻擋銅原 子的擴散,(2)隨著迴銲時間的增加,兩端 Cu6Sn5 IMCs 厚度會增厚,使得銲 錫的高度縮減,造成銅原子的擴散距離縮短,而且銲錫內部的溫度梯度也會跟隨 著改變。藉由這兩個因素,我們推測迴銲初期的熱遷移通量較接近真實的熱遷移 量,因此取接點在經過3 分鐘的迴銲測試後,此時的熱遷移通量代入公式(8), 得到銅原子在液態錫銀銲錫中產生熱遷移現象的Q*值為57.97±20.35 kJ/mole, 其誤差可能來自於(1)進行理論計算時所作的假設,(2) Cu6Sn5 IMCs 是呈 現扇貝狀的,以側視的角度觀察並量測其厚度,會因為觀察角度和觀測位置的不 同而有些微的差異,(3)量測 Cu6Sn5 IMCs 的厚度以及銅金屬墊層經過迴銲測試 後剩餘的厚度所產生的人為誤差,(4)量測介金屬化合物厚度的過程中,我們 視所有的介金屬化合物均為Cu6Sn5 IMCs,但在迴銲的過程中,會有一層很薄很 難觀測的Cu3Sn IMCs 存在在 Cu6Sn5 IMCs 與銅金屬墊層的中間,除了影響 Cu6Sn5 IMCs 的量測厚度之外,形成 Cu3Sn IMCs 所需的銅原子比形成 Cu6Sn5 IMCs 多一
些,因此在計算熱遷移的通量上會有些許的誤差。將所得到的結果,57.97 kJ/mole, 與在固態錫銀銲錫下的22 kJ/mole 相比較,大了許多,表示銅原子在液態的錫銀 銲錫下更容易受到溫度梯度的影響而產生熱遷移現象。如此一來,在3D-IC 的封 裝測試方面,進行迴銲測試時,在微凸塊銲錫內部有可能會存在溫度梯度,導致 銅原子產生熱遷移現象,影響微凸塊銲錫兩端介面的冶金反應。
(ii) 鎳原子的
Q
*值
原子[26],雖然溫度不是在 260 ℃下,但因為鎳原子在液態錫銀銲錫的溶解度很 小,差異不大,因此用來計算其熱遷移的擴散通量。然後,我們藉由計算銅原子 在260℃下,液態錫銀銲錫中飽和濃度的方法,來計算鎳原子在 260℃下,液態 錫銀銲錫中的飽和濃度。 100 g 溶液Æ0.28 g Ni + 99.72 g SnAg 藉由莫耳數的比值,可以知道鎳原子在液態錫銀銲錫中所佔的原子比例。 7 . 58 28 . 0 : 7 . 118 72 . 99 = 4.77×10-3 : 0.84 因此,鎳原子約佔0.57 at%。 再藉由錫原子的密度7.3 g/cm3 = 3.7×1022 (atom/cm3), 得知鎳原子的飽和濃度為3.7×1022 (atom/cm3) ╳ 0.57 at% = 2.1×1020 (atom/cm3)。 ② D 為擴散係數,根據文獻,我們可以得知鎳原子在 260 ℃下,其在液態錫 金屬裡面的擴散速度為3.58×10-5 cm2/s[25]。 ③ J 為熱遷移所造成的鎳原子擴散通量,我們根據公式(10)以及計算熱端銅 金屬墊層因為溫度梯度的影響而消耗的厚度Δx 的假設,同樣去計算鎳原子在液 態錫銀銲錫中的熱遷移擴散通量。在公式(10)中,ρ 代鎳原子的密度:8.9 g/cm3,
的厚度為 1.49±0.09 μm,鎳金屬墊層厚度為 3.44±0.07 μm,接下來,在接點冷 端塗上散熱膏並放置一片矽晶片,並在定溫加熱板上進行100 分鐘的迴銲測試後, 接點熱端的Ni3Sn4厚度變為2.12±0.06 μm,鎳金屬墊層厚度變為 2.77±0.05 μm, 為此我們同樣可以假設鎳原子與銅原子一樣,在迴銲過程中,熱端鎳金屬墊層所 消耗的厚度,除了一部分在Ni/SnAg 介面上繼續生成 Ni3Sn4 IMCs 之外,剩餘的 部分皆擴散移動到冷端Ni/SnAg 介面上與錫原子反應生成 Ni3Sn4 IMCs,因此, 當接點經過100 分鐘的迴銲測試後,其所消耗的鎳金屬墊層厚度為 0.67±0.02 μm, 再扣除掉熱端Ni/SnAg 介面上在迴銲測試的過程中生成 Ni3Sn4所需鎳金屬墊層 的厚度,就可以得知熱端鎳金屬墊層受到熱遷移現象的影響所消耗的厚度Δx。 我們經由表三,鎳原子與錫原子反應成Ni3Sn4 IMCs,彼此間的體積換算表,得 知生成Ni3Sn4 IMCs 所需鎳金屬墊層的厚度,經由換算後,可以得到,在迴銲 100 分鐘的過程中,其Δx 為 0.50±0.07 μm,再代入公式(10),就可以得知鎳原子 在液態錫銀銲錫中的熱遷移擴散通量J。在此,我們在此與銅原子一樣還需要做 另一個假設: 鎳原子的熱遷移擴散通量在液態錫銀銲錫中均勻的移動到冷端,因 為鎳原子從鎳金屬墊層中擴散進入液態錫銀銲錫的方式有(1)由 Ni3Sn4 IMCs 溶解進去,(2)通過 Ni3Sn4 IMCs 此兩種種擴散路徑,造成熱遷移的擴散通量不 均勻,不易計算,因此必須做這個假設。然而,因為鎳金屬墊層的厚度很小,鎳 原子與錫原子的反應也很慢,除了迴銲100 分鐘的條件,有觀查到熱端鎳金屬墊 層的厚度比冷端少了一些之外,其餘在迴銲5、10、20、40 分鐘的條件中,皆沒 有觀察到兩端鎳金屬墊層有厚度上的差異,因此只計算在迴銲100 分鐘的條件下, 其鎳原子的熱遷移通量,並代入公式(8),得到鎳原子在液態錫銀銲錫下產生熱 遷移現象的Q*值,為0.84±0.11 kJ/mole,其誤差可能來自(1)進行理論計算時 所作的假設,(2)量測 Ni3Sn4 IMCs 的厚度以及鎳金屬墊層經過迴銲測試後剩餘 的厚度所產生的人為誤差。由於鎳原子產生熱遷移現象的Q*值沒有文獻報導過, 無從比較,因此,我們只知道鎳原子在液態錫銀銲錫中產生熱遷移現象的Q*值
移現象[16],依此推斷,在液態的錫銀銲錫中應該也會發生,但是在本研究中,
錫原子作為major species,受到溫度梯度的影響,由冷端往熱端移動,並不會影
反應式
5 Cu + 6 Sn Æ Cu
6Sn
5 反應前後的體積 變化(
cm3/mole)
Cu Sn
Cu
6Sn
542.65 80.59 117.74
表二 銅元素與錫元素反應生成Cu6Sn5 IMCs,彼此間的體積反應式
3 Ni + 4 Sn Æ Ni
3Sn
4 反應前後的體積 變化(
cm3/mole)
Ni Sn
Ni
3Sn
419.77 64.47 75.25
表三 鎳元素與錫元素反應生成Ni3Sn4 IMCs,彼此間的體積 Reflow time (min)3 8 13 23 43
∆x (μm) 0.94±0.32 1.41±0.29 1.30±0.38 2.23±0.38 3.2±0.52 Flux (1016 atom/s*cm2) 4.42±1.51 2.49±0.51 1.41±0.41 1.37±0.23 1.05±0.17 表四 各個迴銲時間所得出的Δx 及銅原子熱遷移通量圖4-2-14 銅原子的熱遷移通量對迴銲時間作圖 0 10 20 30 40 50 0 1 2 thermom igration flux (10
第五章 結論
將結構為Cu/SnAg/Cu 的覆晶接點分別放置在定溫加熱板上及溫控型烘箱中 進行8、13、23、43 分鐘的迴銲測試,經由 SEM 側視圖觀察及量測兩端 Cu/SnAg 介面上Cu6Sn5 IMCs 的厚度,並且與迴銲時間作圖,可以發現在定溫加熱板上進 行迴銲測試的接點,其與空氣接觸的一端(冷端),Cu6Sn5 IMCs 生成的速率異 常快速0.22 μm/min,而與加熱板接觸的一端(熱端),經過 13 分鐘的迴銲測試 後,其Cu6Sn5 IMCs 厚度則停止成長,相較於放置在溫控型烘箱中進行測試的接 點上下兩端,有明顯的差異。同時,也發現熱端銅金屬墊層厚度的消耗速率0.07 μm/min 比冷端 0.03 μm/min 快,根據文獻,可以得出銅元素在液態的錫銀銲錫中 也會發生熱遷移效應。藉由有限元素分析法,我們可以得知溫度梯度在液態的錫 銀銲錫內部為 51 ℃/cm,並且經由熱遷移的通量公式,得到其 Q*值為 57.97 kJ/mole。 根據文獻報導,鎳元素的熱遷移效應跟銅元素相近,同樣會往冷端移動,只 是所需的溫度梯度較大,而且在三維積體電路封裝的技術中,TSV 與微凸塊銲 錫連結時,可能會有一層鎳金屬墊層當作擴散阻擋層,形成Ni/SnAg/Ni 的結構。 因此,我們將結構為 Ni/SnAg/Ni 的覆晶接點同樣放置在定溫加熱板上進行迴銲 測試5、10、20、40、100 分鐘,而與前面實驗不同的地方在於,我們在接點冷 端塗上一層散熱係數為4.5 W/m-K 的散熱膏並放置一片矽晶片當作散熱片,以製 造較大的溫度梯度,可以發現隨著迴銲時間的增加,冷熱兩端Ni3Sn4 IMCs 的厚 度差異逐漸變大,而且熱端鎳墊層的厚度逐漸縮小,確定鎳元素在液態的錫銀銲 錫中亦會發生熱遷移效應。藉由有限元素分析法,我們可以得知,其銲錫內部的 溫度梯度為281.75 ℃/cm,再經由熱遷移的通量公式,可以得到鎳原子在液態的 錫銀銲錫中產生熱遷移現象的Q*值為0.84 kJ/mole。components, packaging, and manufacturing technology-part B, 21, 1 (1998), 2-14.
[3] L. J. Ladani, Numerical analysis of thermo-mechanical reliability of through silicon vias (TSVs) and solder interconnects in 3-dimensional integrated circuits, Microelectronic engineering, 87, 2 (2010), 208-215.
[4] D. M. Jang, C. Ryu, K. Y. Lee, B. H. Cho, J. Kim, T. S. Oh, W. J. Lee, and J. Yu, Development and Evaluation of 3-D SiP with Vertically Interconnected Through Silicon Vias (TSV), 57th Electronic Component and Technology Conference (2007), 847-852.
[5] C. J. Lin, M. T. Lin, S. P. Wu, and F. G. Tseng, High density and through wafer copper interconnections and solder bumps for MEMS wafer-level packaging, Microsystem Technologies, 10, 6-7 (2004), 517-521.
[6] L. Xu, P. Dixit, J. Miao, John H. L. Pang, X. Zhang, K. N. Tu, and R. Preisser, Through-wafer electroplated copper interconnect with ultrafine grains and high density of nanotwins, Applied Physical Letters, 90 (2007), 033111-033113. [7] R. S. Patti, Three-Dimensional Integrated Circuits and the Future of
technology for reconfigured wafer-to-wafer 3D integration, 60th Electronic Component and Technology Conference, (2010), 1050-1055.
[9] Y. S. Huang, H. Y. Hsiao,C. Chen and K.N. Tu, The effect of a concentration gradient on interfacial reactions in microbumps of Ni/SnAg/Cu during
liquid-state soldering, Scripta Materialia, 66 (2012) 741-744. [10] K. N. Tu, Reliability challenges in 3D IC packaging technology,
Microelectronics Reliability, 51 (2011), 517-523. [11] Ch. Soret, Arch. sci. (Geneva) 3, 48 (1879).
[12] D. V. Ragone. Thermodynamics of Materials (Wiley, New York, 1995), Vol. 2, Chap. 8.
[13] P. G. Shewmon, Diffusion in Solid (TMS, Warrendale, PA, 1989), Chap. 7. [14] Annie T. Huang, A. M. Gusak, K. N. Tu, and Y.S. Lai, Thermomigration in
SnPb composite flip chip solder joints, Applied Physical Letters, 88 (2006), 141911-141913.
[15] H. Ye, C. Basaran, and D. Hopkins, Thermomigration in Pb–Sn solder joints under joule heating during electric current stressing, Applied Physical Letters, 82 (2003), 1045-1047.
[16] H. Y. Hsiao and Chih Chen, Thermomigration in Pb-free SnAg solder joint under alternating current stressing, Applied Physical Letters, 94 (2009), 092107-092109.
[17] H. Y. Chen, C. Chen, and K.N. Tu, Failure induced by thermomigration of interstitial Cu in Pb-free flip chip solder joints, Applied Physical Letters, 93 (2008), 122103-122105.
[20] H. K. Kim and K. N. Tu,
Kinetic analysis of the soldering reaction between eutectic SnPb alloy and Cu accompanied by ripening, Physical Review B, 53 (1996), 16027-16034.
[21] C. J. Meechan and G. W. Lehman, Diffusion of Au and Cu in a Temperature Gradient, Journal of Applied Physics, 33, 2 (1962), 634-641.
[22] E. Strack and CH. Herzig, Electromigration, Thermomigration, and Solubility of Copper in Lead, Physica Status Solidi (a), 47 (1978), 513-521.
[23] R. W. Cahn and P. Haasen, Physical Metallurgy, forth ed. The Netherland: North Holland; 1996.
[24] K. Zeng and K. N. Tu, Six cases of reliability study of Pb-free solder joints in electronic packaging technology, Materials Science and Engineering R,38 (2002), 55-105.
[25] C.H. Ma and R.A. Swalin, A study of solute diffusion in liquid tin, Acta Metallurgica, 8, 6 (1960), 388-395.
[26] C.P. Huang, C. Chen, C.Y. Liu, S.S. Lin, K.H. Chen, Metallurgical reactions of Sn-3.5Ag solder with various thicknesses of electroplated Ni/Cu under bump
![圖 2-1-1 圖 2-1-2 打線接合示2 覆晶銲錫 示意圖[1]錫封裝[1]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8747330.205216/15.892.151.738.103.982/圖211圖212打線接合示2覆晶銲錫示意圖1錫封裝1.webp)
![圖 2-3-1 三層矽晶 晶片堆疊的 的橫截面示意 意圖[10]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8747330.205216/19.892.138.758.109.373/圖231三層矽晶晶片堆疊的的橫截面示意意圖1.webp)