J M E P E G (1992) 1:383-392 9 A S M International
Effect of H20 Content in Air on the Carburizing
Behavior of Charcoal Gas
Y..-C. Chen
Conventionally, charcoal gas is produced by reacting air with hot charcoal. The constituents of such char- coal gas are N2, CO, and CO2. Because no H2 exists in this kind of charcoal gas, its carburizing rate to steels is relatively slow, compared with atmospheres containing CO and Ha. A simple, but effective, method to raise the carburizing rate of the charcoal gas has been found through this study; that is, the air used for generating charcoal gas is humidified with some water vapor before passing through the hot charcoal layer. In this way, the carbon potential and carburizing rate of the charcoal gas can be raised markedly due to the formation of H2. For example, when the air is humidified with 7.30% H20, the carbon potential increases by about three times, and the carburizing rate increases by about four times, com- pared with the charcoal gas generated from dried air and charcoal.
1. Introduction
Charcoal gas, one o f the most popular controlled atmos- pheres, is generally p r o d u c e d by passing air through a hot char- coal layer. T h e constituents of the charcoal gas are N 2, CO, and minor amounts of CO2. In industry, charcoal gas is used as a furnace a t m o s p h e r e for the bright annealing or carburization o f steels.[1]
T h e carburizing capability o f a furnace a t m o s p h e r e is closely correlated with its c h e m i c a l composition. A c c o r d i n g to
[2 3]
previous investigations, , the carburizing rate o f an N2 + C O + H2 m i x t u r e is m u c h m o r e rapid than that of an N2 + C O mix- ture. T h e carburizing rate o f the conventional charcoal gas is sluggish because o f the absence of H2. If charcoal gas is gener- ated by reacting an air + H 2 0 mixture with hot charcoal, then the carburizing rate can be e x p e c t e d to be increased, because H2 is f o r m e d in addition to N2 and CO. In this study, to under- stand h o w the H 2 0 contents o f an air + H 2 0 mixture influence the c a r b u r i z i n g b e h a v i o r of this m o d i f i e d charcoal gas, a water vapor regulator was used to add s o m e specific amounts o f H 2 0 to air. Then, the air + H 2 0 mixture was introduced into a char-
Y.-C. Chen, Department of Mechanical Engineering, National Tai- wan University, Taipei, Taiwan, Republic of China.
| | ~ T o G.C. | air (~) A i r blower (Z) F l o w m e t e r (~) Desiccant Q~) Water vapor recjulator ~) Charcoal furnace
~) V a l v e (~) Specirnenfurnoce ~) B l e e d e r Fig. 1 Experimental apparatus.
coal furnace to generate charcoal gas, and steel samples were heated in such charcoal gas. Based on the e q u i l i b r i u m carbon content, weight change, and hardness distribution in the surface layer of the heated samples, the carburizing b e h a v i o r o f the m o d i f i e d charcoal gas was studied and c o m p a r e d with that of the conventional charcoal gas.
2. Experimental Method
To understand the influence of generating conditions of a charcoal gas atmosphere on its carburizing b e h a v i o r to steels,
Table 1 E x p e r i m e n t a l C o n d i t i o n s
No.
Preparation of charcoal gas(a)
H20 content Charcoal Heating of steel in air, temperature, T e m p e r a t u r e , Time,
% ~ Specimen ~ min 1 ... 7.30 1000 SPCE 900 10 to-70 7.30 1000 SPCE 950 10 to -70 2 ... 7.30 900 SPCE 900 10 to -70 7.30 950 SPCE 900 10 to -70 7.30 1000 SPCE 900 10 to-70 7.30 1050 SPCE 900 10 to-70 3 ... 4.18 900 SPCE 900 10 to -60 7.30 900 SPCE 900 10 to-60 12.1 900 SPCE 900 10 to -60 4 . . . 1050 SPCE 900 10 to-60 4.18 1050 SPCE 900 10go-60 7.30 1050 SPCE 900 10 to -60 12.1 1050 SPCE 900 10 to -60 ... 1050 SPCE 950 10 to -60 4.18 1050 S PCE 950 10 to -60 7.30 1050 SPCE 950 10 to -60 12.1 1050 SPCE 950 10 to -60 5 ... 1050 Pure iron 900 60 - 4.'18 1050 Pure iron 900 60 7.30 1050 Pure iron 900 60 12.1 1050 Pure iron 900 60
A i r / Heater ~--Heater I ~ r [_,..Alr+ ~Z~ Z-~J - " H20
Fig. 2 Details of water vapor regulator.
1 2 .-e* v E O U t - O k_ o (D 1 . 0 ' 0.8- 0.6- . 0.4- l
~ 1
o
l bs
O O/
O O O Charcoal : 1000"C Specimen : 900"C A i r + ?.30 % H~O2b
3b
4b
5b
6b
T i m e (rain)Fig. 3 Relationship between time and carbon content for SPCE heated at 900 ~ under the charcoal gas atmosphere generated by reacting an air + H20 mixture with hot charcoal.
experiments were carried out by using the apparatus shown in Fig. 1, according to the conditions described in Table 1. The air supplied from a blower was passed through a water vapor regu- lator to be humidified with a specific amount of H20. Then, the air + H20 mixture was introduced into a charcoal furnace to re- act with hot charcoal and generate charcoal gas. The charcoal gas was led to a specimen furnace, within which steel samples were heated.
The details of the water vapor regulator are shown in Fig. 2. Air was first introduced into the warm water in flask A, which was kept at about 60 ~ and then passed through washing bot- tles, B l, B 2, and B2 and screw-shaped tubes Ct and C2 within a water bath of uniform temperature. Because the temperature of the water bath was lower than that of flask A, the supersaturated water vapor in air would condense in washing bottles or screw- shaped tubes. Thus, the outlet air from the water bath contained the saturated water vapor corresponding to the temperature of the water bath. For example, the H20 contents in air + H20 mixtures are 4.18, 7.30, and 12.1%, respectively, if the tem- perature of the water bath is controlled at 30, 40, and 50 ~ To avoid the condensation of water vapor from air + H20 mixture during transport, the connecting pipe from the water bath to the charcoal furnace was heated with a resistance wire to ensure that the expected amount of H20 could be completely trans- ported into the charcoal furnace.
1.0 ~ 0.8- ~ 9 0,6- U "
g o.4-
ID 0.2-~
.. 0 ~ 0 0/
O 0 olb
2b
3b
4b
5b
6b
70
Charcoal : 1000"C Specimen : 950"C Air § H20 T i rne (min)Fig. 4 Relationship between time and carbon content for SPCE heated at 950 ~ under the charcoal gas atmosphere generated by reacting air + H20 mixture with hot charcoal.
Both the charcoal furnace and the specimen furnace were re- sistance heated furnaces. A ceramic tube, with an inner diame- ter of 30 mm and a length of 1000 mm, was placed at the center of the charcoal furnace. Inside the tube, pretreated charcoal of 8-16 mesh,N] with a depth of 200 mm, was filled at the middle part of the charcoal furnace, where the temperature distribution was uniform. The specimen furnace had the same size as the charcoal furnace. A ceramic tube, 1000 mm long by 30 mm ID, was installed at the center of the specimen furnace as a heating chamber for the steel samples. All specimens were suspended at the middle of the furnace for heating.
Steel samples used include two types. One type was an ex- tremely low carbon steel foil, with a thickness of 0.05 mm (JIS- SPCE: 0.057% C, 0.008% Si, 0.28% Mn, 0.023% P, 0.022% S). The specimen had dimensions of 20 by 10 by 0.05 mm. This type of specimen was used to test the equilibrium carbon con- tent of steel (or carbon potential of the charcoal gas) while it was heated in the charcoal gas. Disk-shaped pure iron speci- mens (0.015% C, 0.005% Si, 0.068% Mn, 0.010% P, 0.008% S) with a thickness of 2 mm and a diameter of 15 m m were also used. This type of specimen was used to test the amount of car- bon carburized per unit area (or carburizing rate) and the hard- ness distribution in the surface layer of the steel after carburiz- ing and quenching.
The composition of the charcoal gas was analyzed by means of a gas chromatograph (Shimazu GC-8A). The constituent gases were separated by a molecular sieve column, with a He carrier at 30 cm3/min.
3. Results
3.1 Influence of Steel Temperature on the Carbon
Potential of the Modified Charcoal Gas
To understand the effect of steel temperature on the carbon potential of the charcoal gas obtained by reacting an air + H20 mixture with hot charcoal, experiments were performed ac- cording to Condition 1 in Table 1; that is, SPCE samples were
1.2
v c - U O O1.0
0.8
0.6-
0.4-
0.2-
0 ,
900"C specimen
950"C specimen
Charcoal " 1000"C
A i r + 7.30"/, H20
- 0
lb
2'0
3b
4b
sb
6b
70
T i m e (rain)Fig. 5 Comparison of the variations of carbon content with time for SPCE heated at 900 and 950 ~ respectively, under the char- coal gas atmosphere.
1 . 0 0.8 0.6 0.4
g
o.2
0Charcoal : 900"C
Specimen : 900"C
Air + 7.30"/, H20
0.4.
/ o ~
~
0.2J / ~ 1 7 6
00
1'0
2'0
3'o
4b
5b
6'0
70
T i m e (rain)
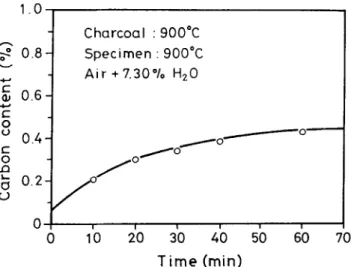
Fig. 6 Relationship between time and carbon content for SPCE heated in the charcoal gas generated at a charcoal temperature of 900 ~
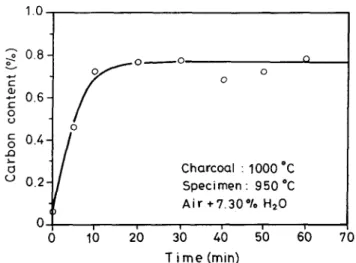
heated at 900 or 950 ~ under the charcoal gas atmosphere gen- erated by passing the air + 7.30% H20 mixture through a hot charcoal layer at 1000 ~ The relationships between the car- bon content of the specimens and heating time are shown in Fig. 3 and 4. From Fig. 3, it is apparent that while heating at 900 ~ in the charcoal gas, the carbon content of SPCE increases with increasing heating time. However, the carbon content achieves a steady level in about 20 min and does not change sig- nificantly thereafter. This steady carbon level can be regarded as the carbon potential o f the charcoal gas. Figure 4 provides the results for SPCE heated at 950 ~ For the convenience of comparison, the curves in Fig. 3 and 4 were plotted together in Fig. 5. From the two curves in Fig. 5, it is apparent that when the charcoal temperature is 1000 ~ the carbon potential of the charcoal gas is 1.05% and 0.77%, respectively, for specimens heated at 900 and 950 ~ In other words, if the temperature of
1.2
t 0 1
O Ot ~ 1 7 6
vE
0.8 88
~
o.4
0o
" l l
Charcoal : 950"C
0
Specimen 9 g00*C
Air § 7.30 *1, H20
i io
lb
2o
30
4b
5'0
6'o
Time (rain)
Fig. 7 Relationship between time and carbon content for SPCE heated in the charcoal gas generated at a charcoal temperature of 950 ~
70
charcoal is kept constant, the higher the heating temperature of specimens, the lower carbon potential of the charcoal gas. This characteristic is similar to that of the conventional charcoal gas.
3.2 Influence of Charcoal Temperature on the Carbon
Potential of the Modified Charcoal Gas
To understand the effect of charcoal temperature on the carbon potential of the charcoal gas obtained by reacting an air + H20 mixture with hot charcoal, experiments were conducted according to condition 2 in Table 1; that is, an air + 7.30% H20 mixture was passed through charcoal layers at 900,950, 1000, and 1050 ~ respectively, to generate charcoal gas, and SPCE samples were heated at 900 ~ in the charcoal gas generated. The relationships between the carbon content of the heated specimens and heating time are shown in Fig. 3, 6, 7, and 8. For the convenience of comparison, the curves in these figures were plotted together in Fig. 9. By comparing the slopes of these curves, it is apparent that the higher the temperature of the charcoal, the steeper the slope o f the carburizing curve (namely, the higher the carburizing rate). In addition, the car- bon level denoted by the horizontal part of each curve repre- sents the carbon potential of the corresponding charcoal gas. From Fig. 9, it is known that for the charcoal temperature of 900, 950, 1000, and 1050 ~ the carbon potential of the char- coal gas is 0.45, 0.93, 1.05, and 1.18%, respectively. In other words, when the heating temperature of the steel remains con- stant, both the carburizing rate and the carbon potential of the modified charcoal gas increase with increasing charcoal tem- perature. This feature is consistent with the conventional char- coal gas.
3.3 Influence of H20 Content in Air on the Carburizing Behavior of Charcoal Gas
To understand the effect of H20 content in air + H20 mix- tures on the carbon potential and carburizing rate of charcoal
v
g
g
e
Elr
1 . 2 -1.0 84
0.8..
7 / o
0.6-
0.4-
o
0.2.
O O 0 0Chorcool : 1050"C
Specimen: 900"C
Air + 7.30"/, H20
0 ' ' 's
'0
6'0
0
10
20
30
5
70
Time (min)
Fig. 8 Relationship between time and carbon content for SPCE heated in the charcoal gas generated at a charcoal temperature of 1050 ~
1.2
1050"C Ch(arcool
oo_.2o o
c Chorcoo.__._._2
950"C Chorcoal
900"C Charcoa I
V A i r + 7 3 0 % H20 0 0 10 20 30 40 5060
70 T i m e ( r a i n )Fig. 9 Comparison of the variations of carbon content with the time for SPCE heated in the charcoal gas generated at various charcoal temperatures. 1.0 0.8
g
u 0.6
g
e
oo 0.4
0.2
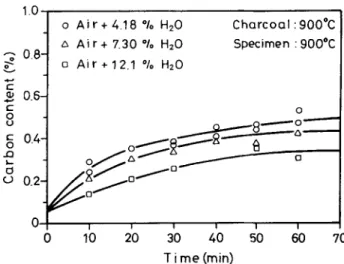
gas, experiments were performed according to condition 3 in Table 1. Air + H20 mixtures with various HxO contents (4.18, 7.30, and 12.1%) were passed through a charcoal layer at 900 ~ to generate charcoal gas, and SPCE samples were heated in the charcoal gas obtained. The relationship between heating time and the carbon content o f the heated specimens is shown in Fig. 10. By comparing the three curves in this diagram, it is known that the curve corresponding to the mixture of air + 4.18% H20 is uppermost, then the curve for the air + 7.30% H20 mixture, and the curve for the air + 12.1% H 2 0 mixture is
10
o Air+ 4.18
%H20
Chorcool:900*C
A Ai r + 7.30 % H20
Specimen
"9000C
0.8-.._.
oA i r + 1 2 . 1 %
H20 E o.6- r 0 0 - o ~ , . . . , . . . ~q ~ 0 . . . , _ - . -e 04-
oOr
~o 0.2-
o ~0
I o lb 3'o i o 60 70Time (rain)
Fig. 10 Relationship between time and carbon content for SPCE heated at 900 ~ in the charcoal gas generated by reacting 900 ~ charcoal with air + H20 mixtures containing various amounts of H20.
located lowermost. This indicates that, if the charcoal gas is generated by reacting an air + H20 mixture with 900 ~ char- coal, the higher the HxO content in the mixture, the weaker the carburizing ability of the charcoal gas obtained.
To see if a similar result could be obtained at a higher char- coal temperature, experiments were performed according to condition 4 in Table 1. Charcoal gases were generated by react- ing 1050 ~ charcoal with dried air and humidified air contain- ing 4.18, 7.30, and 12.1% water vapor, and SPCE samples were heated under these charcoal gas atmospheres. The relationships between heating time and the carbon content of the heated specimens are shown in Fig. 11. Figure 1 l(a) shows results for specimens heated at 900 ~ From this diagram, it can be seen that the carburizing rate of the charcoal gas generated from dried air is rather slow and its carbon potential is relatively low (about 0.32%) as well. However, both the carburizing rate and the carbon potential can be raised markedly if some water vapor is added to the air for generating the charcoal gas. Moreover, the more water vapor added, the higher the carbon potential and carburizing rate o f the charcoal gas. For example, the carbon potential is 1.07% if the added water vapor is 4.18%, and the carbon potential is 1.18% if the added water vapor is 7.30%. This indicates that, if charcoal gas was produced by reacting air + H20 mixtures with hot charcoal at 1050 ~ the higher the H20 content in the mixture, the stronger the carburizing capa- bility of the charcoal gas at 900 ~ To understand if this phe- nomenon still exists when the heating temperature of the speci- mens changes, the experiment was repeated at a higher temperature, namely 950 ~ These results are shown in Fig. 1 l(b). This diagram is similar to Fig. 1 l(a); that is, the more the H20 content in the air + H20 mixture, the stronger the carburiz- ing capability of the charcoal gas generated. The results shown in Fig. 11 are contrary to those of Fig. 10. The inconsistency be- tween these two figures will be explained in the discussion sec- tion of this article. On the other hand, by comparing the corre- sponding curves in Fig. 1 l(a) and I l(b), it is known that if both the H20 contents in air + H20 mixtures and the charcoal tem- perature remain unchanged, the higher the heating temperature
I9
I
1 , 2 - 1.0-~
0.8-
0.6-
0.41 0 L) O.2-0
(a) d x A z~/ /
Specimen
: 900"C
I~z~
Charcoal :I050"C
@ Air+12.1*/. H20
| Air+7.30~ H20(~) Air+4.18*/, H20
@ Air dried
0 ~ o /1o
2'0
3odo
6o
1.2-
/Q_,/~a
9 n1o- /
|
g
uOG
~ 0.4
3
0.2 O ! , ,0
10
20
(b) D 1:3 .X X ~3Specimen 950"C
Chorcoa I : 1050"C
0 0 0 0 u3'0
4'0
5'0
6'0
T i m e (rnin)
70
Fig. 11 Relationships between time and carbon content for SPCE heated at (a) 900 ~ and (b) 950 ~ in the charcoal gas generated by reacting 1050 ~ charcoal with air + H20 mixtures containing various amounts of H20.
of the specimens, the lower the carbon potential of the charcoal gas. This result is consistent with that of Fig. 5.
As stated above, Fig. 11 shows that, when the charcoal tem- perature is high enough (say 1050 ~ the carburizing rate for thin foil o f SPCE heated in the charcoal gas increases with in- creasing H20 content in the air + H20 mixtures. However, the steel commonly used for carburization usually possesses a thickness much larger. To determine if the above characteristic exists for steel with greater thicknesses, experiments were car- ried out according to condition 5 in Table 1; that is, charcoal gas was generated by passing the dried air and the humid air with water vapor contents of 4.18, 7.30, and 12.1% through a hot
E
.e.
E
0 1.0"O.5-
Oharcoal:1050*C
Specimen:900*C
[Time :1 hr
pure iron
0Water vopour content (%)
14
F i g . 12 Relationship between the H20 content of an air + H20 mixture and weight gain per unit area due to carburization for pure iron heated at 900 ~ for 1 hr in the charcoal gas generated by reacting air + H20 mixture with 1050 ~ charcoal.
charcoal layer at 1050 ~ and disk-shaped samples of pure iron, with a thickness of 2 ram, were carburized at 900 ~ for 1 hr under the charcoal gas atmosphere. The relationship be- tween the amount of carbon diffused into the pure iron per unit surface area and the H20 content in air + H20 mixtures is shown in Fig. 12. The carburizing capability of the charcoal gas made from the dried air was relatively low (the weight gain of specimens was about 0.25 mg/cm2); however, when small amounts o f H20 were added to the air, the carburizing capabil- ity of the charcoal gas was raised markedly. As shown in Fig. 12, when the H20 contents in air + HeO mixtures are 4.18, 7.30, and 12.1%, the amounts o f diffused carbon achieve 1.03, 1.24, and 1.40 mg/cm 2, respectively. This indicates that small amounts o f water vapor in the air can effectively raise the car- burizing rate o f the charcoal gas generated.
3 . 4 Influence o f H20 Content in Air on the Hardness
Distribution of Steels
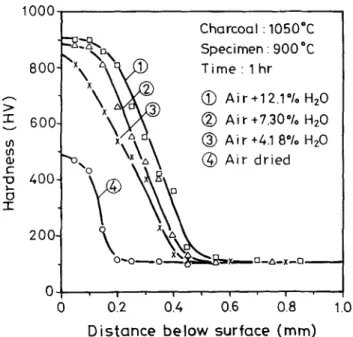
To understand the effect of H20 content in air + H20 mix- tures on the hardness distribution of steels, pure iron samples were carburized according to condition 5 in Table 1 and fol- lowed by water quenching. The hardness distributions in the surface layers o f the samples were measured and are shown in Fig. 13. Curve 4 indicates the hardness distribution of the sam- ples carburized in the charcoal gas made from dried air, and curves l, 2, and 3 represent the hardness distribution of the samples carburized in the charcoal gas made from the humid air with water vapor contents o f 12.1, 7.30, and 4.18%, respec- tively. From the curves in Fig. 13, it is known that when pure
1000
7- v ~n ~n (D c $-- D I 8 0 0600
400
20(
Charcoal : 1050"C
"-"~
~-'~t~ N
Specimen: 900
*CXx\ h ~ ' q ~
Time: l hr
x\ ~v~c-~
(~ Air+12.1*/. HzO
x\ ~ / ~
(~) Air
+7.30% H20
&/&d~
(~) Air +4.1 8"/0 H20
~o
\ x \ §
(~ Air dried
~'0 ~ 130
02
0.4
0.6
0.8
1.0
Distance below surface (ram)
Fig. 13 Comparison of hardness distributions in the surface layer for pure iron carbonized at 900 ~ for 1 hr in the charcoal gas generated from air and H20 mixtures with various H20 con- tents and followed by a water quench.
iron was carburized in the charcoal gas made from dried air, the hardness at the surface of the sample was relatively low (less than 500 HV), and the thickness of the hardened case was rela- tively small (about 0.2 mm). However, when pure iron was car- burized in the charcoal gas made from air + H20 mixtures, both the surface hardness and the hardened depth of the sample were markedly increased. As shown in Fig. 13, the surface hardness can attain to 850 to - 9 0 0 HV, and the thickness of the hardened layer can reach 0.5 ram. Based on the above results, it can be concluded that for steels commonly carburized in charcoal gas, the carburizing results can be greatly improved by adding small amounts of water vapor into air during the generation of char- coal gas.
4. Discussion
4.1 C o m p o s i t i o n o f C h a r c o a l G a s
Dried air can be regarded as a N2 + 0 2 mixture, whereas hu- mid air can be regarded as a N 2 + 0 2 + H20 mixture. Among these constituents, N2 is inert to hot charcoal, whereas 02 reacts with hot charcoal to form CO + CO2 mixtures. H20 reacts with hot charcoal to form CO + H2 + CO2 + H20 + CH4 mixtures. Therefore, the charcoal gas generated by reacting an air + H20 mixture with hot charcoal is essentially a N 2 + CO + H 2 + CO 2 + H20 + CH 4 mixture, which has a definite equilibrium compo- sition at a given temperature. Consider the case that 1 mol of air (or 0.79 N2 + 0.21 O2), mixed with m mol of H20, reacts with hot charcoal to form charcoal gas. Assume that the mole num- bers of N 2, CO, H 2, CO 2, H20, and CH4 in the charcoal gas are
x l , x2, x3, x4, xs, and x6, respectively, after the equilibrium is at- tained. In other words, the reaction is as follows:
(0.79 N 2 + 0.21 02) + m H20 + y C(s ) --) x I N 2 + x 2 CO + x 3 H 2 + x 4 CO 2 + x 5 H20 + x 6 CH 4 [ 1 ] where C(s) stands for the carbon in the charcoal. Reaction 1 has the following relationships for conservation of matter:
Conservation of N atoms: 1.58 = 2 x 1
Conservation of H atoms: 2 m = 2 x 3 + 2 x 5 + 4 x 6 Conservation of O atoms: 0.42 + m = x 2 + 2 x 4 + x 5 Conservation of C atoms: y = x 2 + x 4 + x 6
[]]
and the following chemical reactions between the constituent gases and charcoal will reach equilibrium:CO 2 + C(s ) ~ 2
CO[2]
H 2 0 +
C(s ) <--)
CO + H 2[31
2H 2 + C(s ) ~ CH 4 [4]
Therefore, the relationship s between partial pres sure s of the constituent gases and their mole numbers at 1 atm are as fol- lows: 02 / nt)2 9 co (x2 K 2 - - _ PCO 2 x4 / n t x 4 n t P c o P H 2 - (x 2 / n t ) ( x 3 / n t ) x 2 x 3 K3 - PH 0 x5 / nt x5 nt 2 PCH 4 x 6 / n t x 6 n t K4 = p2 - - [II] H 2 (x3 / nt )2 4
where/s K3, and K4 are equilibrium constants for Reactions 2, 3, and 4, respectively. The value of each constant depends on the temperature. [51 n t represents the total mole number of the constituent gases, namely n t = x 1 + x 2 + x 3 + x 4 + x 5 + x 6. The volume fraction of H20 in air + H20 mixture is equivalent to
m / ( l + m). If the volume fraction of H20 is given (namely rn is given), and the charcoal temperature is given (namely K2, K3, and K 4 are given), then the seven unknowns xl, x2, x3, Y4, x5, x6, and y can be determined by solving simultaneously the four matter conservation equations in equation group I and the three chemical equilibrium equations in equation group II. tn other words, the volume percentages of each constituent gas in the charcoal gas can be obtained.
By using the above method, the equilibrium compositions of the charcoal gas generated by reacting air + 12.1% H20 mix- tures with hot charcoal at 850,900, and 950 ~ were computed and are shown as calculated values in Table 2. From Table 2, it is apparent that the primary reactive constituents for such char- coal gases are CO and H2, and the contents of CO2, H20, and CH 4 are all pretty low. Besides, the contents of CO and H2 in- crease with increasing charcoal temperature, and the contents of CO2, H20, and CH 4 all decrease with increasing charcoal temperature. However, the contents of CO and H 2 are less sen-
Table 2 Comparison between Theoretical and Measured Compositions of the Charcoal Gas Generated by Reacting an Air + 12.1% H 2 0 Mixture with Hot Charcoal
Charcoal Composition of the charcoal gas
temperature, N2, % CO, % H2, % CO2, % H20, % CH4, % ~ Calculated Measured Calculated Measured Calculated Measured Calculated Measured Calculated Measured Calculated Measured
850 ... bal bal 35.96 28.04 9.10 6.00 0.887 2.53 0.240 (a) 0.019 (a) 900 ... bal bal 36.77 34.11 9.16 7.50 0.427 0.99 0.132 (a) 0.013 (a) 950 ... bal bal 37.15 34.15 9.20 7.75 0.214 0.44 0.076 (a) 0.009 (a) (a)Too lean to be precisely measured by the gas analyzeL
sitive to the charcoal temperature, whereas the contents of CO2, H20, and CH4 are more sensitive to the charcoal temperature.
The measured data in Table 2 represent the practically meas- ured compositions of the charcoal gas. The measured data for H20 and CH 4 are absent from the table because the amounts of H20 and CH 4 are too low to be precisely detected by the gas analyzer. By comparing the amounts o f CO, H2, and CO2 at dif- ferent temperatures, it is known that the varying tendency with temperature for each constituent gas is consistent with that of equilibrium composition. Furthermore, by comparing the equi- librium composition with the measured composition, it is known that the higher the charcoal temperature, the closer the measured composition approaches the equilibrium composi- tion. When the charcoal temperature is relatively low (say 850 ~ the practical content of CO in the charcoal gas is signifi- cantly less than the equilibrium content of CO, and the practical content of CO2 is significantly more than the equilibrium con- tent of CO2.
4.2 C a r b o n P o t e n t i a l o f C h a r c o a l G a s
As stated previously, the charcoal gas generated by reacting an air + H20 mixture containing a given amount of H20 with hot charcoal at a given temperature will possess a definite equi- librium composition. Now let's elucidate the relationship be- tween such equilibrium charcoal gas and steels. Assuming that the equilibrium volume fractions of N2, CO, H2, CO2, H20, and CH 4 in the charcoal gas generated by reacting an air + H20 mix- ture with hot charcoal at T 1 under 1 atm are al, a2, a3, a4, a5, and a6, respectively, then the mole numbers of N2, CO, H2, CO2, H20, and CH 4 in 1 mol o f such charcoal gas are al, a2, a3, a4, a5, and a6, respectively. W h e n the temperature changes, the rela- tive contents for the constituent gases will change and achieve another equilibrium state. Provided that the mole numbers of N 2, CO, H2, CO2, H20, and CH 4 in the charcoal gas are Xl, x2, x3, x4, x5, and x 6, respectively, after reaching equilibrium at T2 and 1 atm, then the total mole number n t is n t = x 1 + x 2 + x 3 + x 4
+ x5 + x6 and the partial pressures for the constituent gases are PN 2 = xl/nt, PCO = x2/nt, PH 2 = x3/nt, P c o 2 = x4#lt, PH20 = x5/nt,
a n d P c H 4 = x 6 / n t , respectively, ff steels with a carbon content o f
CE can remain at equilibrium with the charcoal gas at 7"2; that is, neither carburization nor decarburization occurs, then the car- bon potential of the charcoal gas is C E. The following reactions between the charcoal gas and steels will reach equilibrium:
C O 2 + [C] (-'--) 2 C O [5]
H 2 0 + [C] (---) CO + H20 [6]
2H 2 + [C] 6-~ CH 4 [7]
where [C] stands for the carbon dissolved in austenite. There- fore, the relationships between the carbon content of steels and the partial pressures or mole numbers of the constituent gases are as follows: K 2 - P C O 2 ~ - (x 4 / n t ) ~ - x 4 n t(~ P c o PH 2 K3 - PH20 O~ (x 2 / n t) (x 3 / n t) x 2 x 3 (x 5 / n t ) Ot x 5 n t O~ PCH 4 X 6 / n t x6n t K4 - p2 H2 - (x 3 / nt )20~ -- x~ [III]
where K2, K3, and K 4 are equilibrium constants of reactions 5, 6, and 7, respectively, and ~ represents the saturation degree for the carbon in austenite. In other words, ~ = CE / CS, where C s stands for the saturated carbon content of austenite at T2. The value of Cs can be found from the Fe-Fe3C equilibrium dia- gram. [6! Because the numbers of N, O, H, and C atoms in the charcoal gas remain unchanged at temperatures T1 and/'2, the following relationships for matter conservation exist:
N atom conservation: 2a 1 = 2x 1
O atom conservation: a 2 + 2a 4 + a 5 = x 2 + 2x 4 + x 5 H atom conservation: 2a 3 + 2a 5 + 4a 6 = 2373 -I- 2X 5 + 4X 6 C atom conservation: a 2 + a 4 + a 6 = x 2 + x 4 + x 6 [IV]
The seven u n k n o w n s - - x l , x2, x3, x 4, x5, x 6, and c~---can be determined by solving simultaneously the three equations for chemical equilibrium in equation group HI and the four equa- tions for matter conservation in equation group IV. In other words, the equilibrium composition of the charcoal gas at tem- perature T2 and the equilibrium carbon content of the steel heated in the charcoal gas can be solved; that is, the carbon po- tential of the charcoal gas at T 2 can be determined.
According to the above method, the theoretical carbon po- tentials at various temperatures for the charcoal gas generated by reacting air + H20 mixtures with hot charcoal of 900 and
o
"E
0o
t-
o
r,~
o
o
1 . 4 - -1.21
1 . 0 -
0 . 8 "
0 . 6 "
0 . 4 (
O.2-"
i ioi
900
(!) 100~ H20
(~) A i r § 1 7 6
H20
k
(~) A i r + 20~I, H20
Charco(al : 900"C
950
1000
1050
1100
S t e e l t e m p . ( * C )
Fig. 14 Theoretical carbon potential at various steel tempera-
tures for the charcoal gas generated by reacting 900 ~ charcoal with air + H20 mixtures containing various amounts of H20.
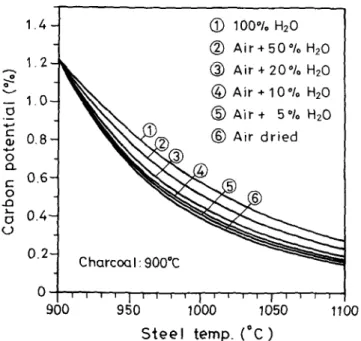
1 . 4 - 3 ~
C h o r c o o l 950~
~ 1.0g
0.6- (&) 100"/,
H20 " ~- (~) A i r + 5 0 : / o H 2 0
0.4- (~ A i r + 2 0 /o H20
-(~) A i r §
H20
0.2-
(~) Air + 5 % H20
(~) Air d r i e d
0
I ' "
; I ' ' ' ' ;" I ' ' ' ' '
)50
1000
1050
S t e e l
temp. ( * C )
100Fig. 15 Theoretical carbon potential at various steel tempera- tures for the charcoal gas generated by reacting 950 ~ charcoal with air + H20 mixtures containing various amounts of H20.
950 ~ were computed and are shown as a function of tempera- ture in Fig. 14 and 15. Theoretically, the equilibrium carbon content of the steel heated in the charcoal gas with equilibrium
composition can reach the maximum carbon content of the saturated austenite corresponding to the heating temperature of the steel if the heating temperature is lower than the charcoal temperature, ff the heating temperature of steel is higher than the charcoal temperature, the equilibrium carbon content of the steel is lower than the maximum carbon content of the saturated austenite corresponding to the heating temperature of the steel. From Fig. 14 and 15, it can be seen that if both the charcoal tem- perature and H20 content in air + H20 mixtures remain un- changed, the higher the heating temperature of steel, the lower the carbon potential of the charcoal gas. This characteristic is consistent with the experimental result of Fig. 5. Furthermore, by comparing the curves in the two figures, it is known that the carbon potential of the charcoal gas increases with increasing the H2 O content in air + H20 mixtures at a constant charcoal temperature. This feature is consistent with the experimental results of Fig. 11, in which the charcoal temperature is rela- tively high (namely 1050 ~ However, the result of Fig. 10, in which the charcoal temperature is relatively low (namely 900 ~ indicates that the carbon potential of the charcoal gas de- creases with increasing the H20 content in air + H20 mixtures. This can be reasoned as follows. When the charcoal tempera- ture is relatively high (1050 ~ the practical composition of the charcoal gas is nearly the same as the equilibrium composi- tion even if the H20 content in air + H20 mixtures is relatively high because of the rapid reaction rate. Thus, the higher the H20 content in air + I420 mixtures, the higher the carbon poten- tial of the charcoal gas (inferred from Fig. 14 and 15). However, when the charcoal temperature is relatively low (900 ~ the practical composition of the charcoal gas is far from the equi-
librium composition because of the sluggish reaction rate. In this case, if the H20 content in air + H20 mixture is further in- creased, the CO2 content in the charcoal gas is raised obviously, and the CO content in the charcoal gas is lowered obviously; consequently, the carbon potential of the charcoal gas de- creases.
4.3 Carburizing Rate of Charcoal Gas
As stated previously, the conventional charcoal gas, formed by reacting air with hot charcoal, belongs to the atmospheres of the N2-CO system, and the modified charcoal gas, formed by reacting air + H20 mixtures with hot charcoal, belongs to the at- mospheres of the N2-CO-H2 system. According to the previous investigations, [2,31 the carburizing rate to steels for the atmos- pheres of the N2-CO-H2 system is much faster than that for the atmospheres of the N2-CO system. The primary carburizing re- action in the atmospheres of the N2-CO system is
2 C 0 -~ [C] + CO 2 [8]
and the main carburizing reactions in the atmospheres of the N2-CO-H 2 system are as follows:
2CO ---> [C] + CO 2 [9]
CO + H 2 ---> [C] + H20 [10]
where [C] stands for the carbon diffused into the steel. The rate of Reaction 10 is about five times as much as that of Reaction 8.13l Therefore, in comparison with the conventional charcoal gas, the carburizing rate of the modified charcoal gas can be raised greatly. This can be proved from Fig. 11, 12, and 13.
4.4 Consumption o f Charcoal
The conventional method for producing charcoal gas is to pass air through a hot charcoal layer. In this study, it was found that if some water vapor was added to the air before passing through the hot charcoal layer, then both the carbon potential and the carburizing rate o f the charcoal gas were raised greatly. However, what about the charcoal consumption? It will be theoretically compared with that of the conventional method as follows. As stated previously, dried air can be regarded as an N 2 + O2 mixture, in which N 2 does not react with hot charcoal, and O2 will react with hot charcoal to form CO and CO2. Because the volume fraction of CO 2 in the charcoal gas is generally very low (less than 1%), the main reaction between dried air and hot charcoal can be regarded as:
02 + 2C -+ 2CO [ 11 ]
where C stands for the carbon in the charcoal. Because 1 mol of dried air contains 0.79 mol of N2 and 0.21 mol of 02, 1 mol o f dried air will react with 0.42 mol of carbon to form 0.42 mol o f CO. The unreacted N2 is 0.79 mol. In other words, 1 mol of dried air will react with 0.42 mol of carbon to generate 1.21 mol of charcoal gas; 0.42 mol of carbon weighs 5.04 g and the vol- ume of 1.21 mol of charcoal gas at room temperature and 1 atm is about 29.65 liters. Estimated from the above data, 170 g o f carbon is needed to generate 1 m 3 of charcoal gas at room tem- perature under 1 atm by reacting dried air with hot charcoal.
On the other hand, if charcoal gas was generated by reacting air + H20 mixtures with hot charcoal, the main reactions are as follows:
O 2 + 2C ~ 2CO [12]
H20 + C --4 CO + H 2 [13]
That is, 02 will react with charcoal to generate CO, whereas H20 will react with carbon to generate CO and H2. Assuming that the H20 content in the air + H20 mixture is 7.30%, then the composition of the mixture is 73.2% N 2 + 19.5% 0 2 + 7.30% H20. One mol of this mixture will react with 0.39 tool of carbon to form 0.39 mol o f CO according to Reaction 12 and will react with 0.073 mol of carbon to generate 0.073 mol of CO and 0.073 mol of H 2 according to Reaction 13. The unreacted N 2 is 0.732 mol. In other words, 1 mol of air + H20 mixture contain- ing 7.30% H20 will react with 0.463 mol of carbon to generate 1.268 mol of charcoal gas; 0.463 mol of carbon weighs 5.556 g, and the volume of 1.268 mol of charcoal gas is 31.1 liters. Esti- mated from the above data, 178.6 g of carbon is required to gen- erate 1 m 3 of charcoal gas at room temperature under 1 atm by reacting hot charcoal with air + H20 mixtures containing 7.30% H20. Compared with the conventional method, the con-
sumption of charcoal increases by 5%; however, the carbon po- tential of the charcoal gas increases by about 3 times (according to Fig. 11), and the carburizing rate increases by about four times as well (according to Fig. 12).
5. Conclusions
If some H20 is added to air while producing charcoal gas, then the carbon potential and carburizing rate of the charcoal gas will be raised markedly. For example, if the added H 2 0 is 7.30%, the carbon potential increases by about three times, and the carburizing rate increases by about four times for the char- coal temperature of 1050 ~ and steel heating temperature of 900 ~
The carbon potential and carburizing rate of the charcoal gas, generated from an air + H20 mixture and hot charcoal, in- creases with increasing H20 content in the mixture if the tem- perature o f charcoal is high enough (e.g., 1050 ~ The carbon potential of the above-mentioned charcoal gas increases with increasing charcoal temperature and/or decreasing the heating temperature of steel. Both the hardness and the thickness o f the hardened case o f steels carburized in the above charcoal gas are much higher than those carburized in conventional charcoal gas.
Acknowledgments
The author wishes to acknowledge the National Science Council of Taiwan, Republic of China, for the financial support for this research under grant No. NSC-80-0405-E002-04.
References
1. Metals Handbook, Vol 4, 9th ed., American Society of Metals,
Metals Park, 411-412 (1981).
2. J.H. Kaspersma and R.H. Shay, Metall. Trans. B, 12, 77-83 (1981).
3. S.R. Shatynski and H.J. Grake, Arch. Eisenhiiettenwes., 49, 129- 133 (1978).
4. C.H. Hwang, RS. IAi, and S.K. Wu, Chin. J. Mater. Sci., 8(1), 1- 13 (1976).
5. F.E. Harris, Met. Pro&, 47( 1 ), 84-89 (1945).
6. T.B. Massalski, Massive Transformation Structure, in Metals
Handbook, Vol 8, 8th ed., American Society of Metals, Metals