環氧成型模料對構裝後晶片可靠度的影響
林益生1、許蓁容1、何宗漢1、伍玉真2、鄧希哲2 1國立高雄應用科技大學化學工程與材料工程系 2台灣典範半導體股份有公司 E-mail: [email protected]摘 要
本研究主要是選擇適合的環氧成型模料(Epoxy Molding Compound; EMC),進行搭配並構裝 SOP8(150mil) 半導體元件,以期望提升半導體元件的可靠度。三種不同環氧樹脂的EMC,以 SEM 觀察硬化 EMC 的微觀結 構。最後再將三種綠色環保材料之銀膠及三種EMC,用來構裝 SOP8(150mil)晶片,構裝後的半導體元件進行 吸濕及去濕能力、迴焊試驗及可靠度測試,藉以找尋最佳的 EMC。實驗結果顯示:MAR 系列之環氧樹脂及 Glue-A 銀 膠 構 裝 之 SOP8-A 樣 品 其 抗 濕 性 及 去 濕 性 較 佳 , 同 時 也 通 過 可 靠 性 Precondition Level III(30℃/60%/192hrs)。在環境測試中,發現 SOP8-A 經環境測試 TCT 1000cycles 無發現任何脫層。SOP8-A 構 裝在不同迴焊升温斜率試驗,實驗結果顯示迴焊温度昇温斜率愈高則構裝內所含濕氣因受熱膨脹體積變大而 導致脫層數量愈多。
關鍵詞:半導體構裝、環氧成型模料(EMC)、銀膠、可靠度測試
1. 前 言
IC 是積體電路(Integrated Circuit)的簡稱,在一片小小的矽晶片上,可能有數百萬個電路元件[1]。IC 構 裝是從半導體積體電路製作完成後,到與其它的電子元件共同組裝於一個聯線結構之中,成為一電子產品, 以達成一特定設計功能的所有製程[2]。一般而言,IC 構裝主要有四大功能[3]: 1.電源分佈:IC 要動作,需有外來的電源來驅動,外來的電源經過構裝層內的重新分佈,可 穩定地驅動 IC, 使IC 正常運作。 2.信號分佈:IC 所產生的訊號,或由外界輸入 IC 的訊號,均需透過構裝層線路的傳送以送達正確的位置。 3.散熱功能:藉由構裝的熱傳設計,可將 IC 的發熱排出,使 IC 在可工作溫度下(通常小於 85℃)正常運作。 4.保護功能:構裝可將 IC 密封,隔絕外界汙染及外力破壞。 封裝的目的是在提供IC 晶片與電子系統間訊號傳遞的介面及保護 IC,因此封裝之技術的發展除受到 IC 技術發展影響外,還受到電子產品與電子系統本身功能限制之要求,不同產品需要不同之封裝技術規格。IC 封裝主要製程步驟如圖1-1 所示[4-5],主要製程包含:晶背研磨(Wafer Back Grinding),晶圓切割(Wafer Saw), 晶粒黏著(Die Attach),銲線(Wire Bonding),封膠(Molding),去膠、去緯(Dejunk&Trim),電鍍(Solder Plating),腳成形(Forming&Singulation)等。
圖1-1 封裝製程流程 半導體封裝材料的主要功能,在於避免晶片和連接訊號之金線受到物理的、化學的損壞(溫度、濕度、 應力等),以達到封裝和保護目的。隨著 IC 高性能化的發展,各種產品結構日益複雜且更精密,半導體封裝 技術也朝向高密度化、薄型封裝等多樣性的趨勢發展,因此對於封裝材料的要求不再是保護晶片與金線的要 求,提高封裝產品性能與可靠度更是對封裝材料的特性要求[6]。 半導體封裝的方法分為陶瓷和樹脂。陶瓷封裝具有防潮性佳、壽命長,但成本費用高;樹脂封裝,它具 有成本低、產量大且性能符合市場需求,故目前是以樹脂封裝為主。一般樹脂封裝用之高分子材料有環氧樹 脂(Epoxy)、聚醯亞胺(Polyimide,PI)、酚醛樹脂(Phenolics)、矽樹脂(Silicones)等[7]。這四種材料中, 除散熱量大的動力元件必須用成本較高的矽樹脂外,大部分都採用環氧樹脂。使用在封裝膠餅中的環氧樹脂 有雙酚A 系(Bisphenol-A)、Novolacepoxy、環狀脂肪族環氧樹脂(Cyclicaliphatic)、環氧化丁二烯等。[8]目 前使用的半導體封裝材料以磷甲酚醛的多環性環氧樹脂(ο-Creso-Novolac Epoxy Resin;CNE)為主,其主要 具有下列特性:優良的電氣性質、形狀安定(固化低收縮率,且無揮發性副產物)、吸水性不大、耐高溫(Tg >150℃)及耐溶劑、酸、鹼等化學品,對金屬與矽晶片有極佳的黏著性且價格不高[9-10]。
半導體封裝材料的代表性配方:Table 1-1 是環氧樹脂封裝材料的代表性配方組成,其中環氧樹脂約佔 5~12%,硬化劑(Hardener)為酚醛樹脂約佔 1~7%;剩餘 60%~90%幾乎都是無機填充劑的二氧化矽(SiO2)如圖
1-2,由於 RoHS 法規規定不填加含有溴化環氧樹脂和 Sb2O3化學物質;偶合劑(Coupling agent)以矽烷(Silane)
系列為主,其作增加封裝材料和填充劑、導線架、晶片之黏著性以避免脫層(Delamination);而脫模劑是改善 成形時候的作業性。硬化促進劑對環氧樹脂的硬化速率及硬化物的物性有重大影響,一般使用有機磷化合物 或咪唑(Imidazole)化合物。碳黑的使用以提高遮光效果及防止電磁波之干擾。 Table 1-1 環氧樹脂封裝材料代表性配方 基本材料 內容物 Wieght % 環氧樹脂(Epoxy) ο-Creso-Novolac 5~10 硬化劑(Hardener) Phenol 5~10 阻燃劑(Flame Retardant) Br 樹脂,Sb2O3 <10 填充物(Filler) 二氧化矽(SiO2) 60~90 觸媒(Catalyst) N 化合物,P 化合物 <1 偶合劑(Coupling Agent) Silane <1 離型劑(Releasing) 天然蠟(Wax),合成蠟 <1 著色劑(Coloring Agent) 碳黑 <1
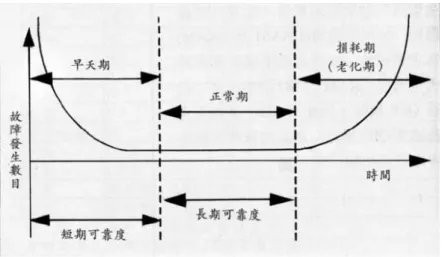
圖1-2 封裝材料無機填充劑二氧化矽(SiO2)形狀 可靠度測試邏輯最初建立在溫度是影響電子元件失效最主要的環境因素的觀念上,將電子元件置放於高 溫環境中即可加速劣化機制的反應速率,縮短平均使用壽命[11]。可靠度意指構裝元件在功能運作一段時間期 間內,造成元件功能喪失(Function Fail)的數量[12]。構裝元件是由各種不同材料組成,各種材料熱膨脹係 數不同,溫度和濕度對構裝元件是很重要的問題,因濕氣對於電子元件經過紅外線迴焊爐加熱,現今可靠度 方面其熔點由原240℃提高至 260℃之工作溫度而急速膨脹,而導致電子零件內濕氣由於瞬間高溫造成其內部 應力大於結合力時,因產生爆米花現象。迴焊過程中因如收縮、熱應力和水氣等[13]而造成封裝材料與矽晶片 之間產生膨脹脫層[14]、裂痕或爆米花等[15],進而影響構裝體的的效用及壽命,因此有些研究報導對其構裝 元件的溫度及吸濕問題進行模擬與實驗分析。 半導體元件之壽命可以傳統之浴缸曲線(Bathtub Curve)代表,如圖 1-2 表示,半導體元件之生命週期可 概分為早夭期(Infaut Mortality Region)、正常期(Useful Life Region)及損耗期(或老化期)(Wearout Region)。 早夭期,初期產品故障源自生產缺陷,初始故障率開始使用數十小時內急數下降。接著到達正常期(一般48~106
小時),故障率及低且相當穩定,故障發生為隨機性質。最後元件使用進入損耗期(老化期),元件因使用磨 耗至接近元件自然壽命程度,故障率開始升高,於此一時期故障發生無法避免[16]。
以上三種封裝樹脂材料性質如Table 2-1 及化學結構如圖 2-1~2-3。
Table 2-1 三種環保膠餅(Green compound)材料性質
封模材料 EMC-A EMC-B EMC-C
樹脂 Multi-Aromatic MAR Biphenyl Cresol Novolac OCN
填充劑(wt%) 87 89.5 88 玻璃轉化温度(℃) 110 115 110 α1 (ppm/℃) 15 7 8 熱膨 脹係 數 α2(ppm/℃) 55 30 37 R1 O O H C O O R2 n 圖 2-1 EMC-A(MAR)化學結構 O O H3C H3C CH3 CH3 O O 圖 2-2EMC-B(Biphenyl)化學結構
H3C O O H2 C H3C O O H2 C H3C O
n
O 圖 2-3 EMC-C(OCN)化學結構 (2) 晶片(Chip) (3) 導線架(Lead Frame) 構裝SOP8(150mil)材料如 Table 2-2Table 2-2 Package SOP8(150mil)構裝材料 Item Package Lead Frame/
die pad(mm) Die size (mm) Glue EMC A Glue-A EMC-A B Glue-B EMC-B C SOP8 (150mil) 2.4mmx3.3mm 1.45x1.67mm Glue-C EMC-B
DSC Curing
SEM
圖2-4 構裝材料性質鑑定
2.2.2 實驗流程(二):
Absorption
De-sorption Reliability Test
Level I Level II Level III SAT Check SAT Check IR Reflow Package
4. 結 論
本研究選擇三種綠色環保材料之封裝樹脂(EMC)用來構裝 SOP8(150mil)產品,構裝後的半導體元件進行 吸濕及去濕能力、環境壽命可靠度及迴焊等試驗,藉以找尋最佳的封裝樹脂及銀膠,並符合綠色環保的要求。
MAR 系列之環氧樹脂及 Glue-A 銀膠構裝 SOP8-A 抗濕性及去濕性較佳,水份亦使封裝材料中的微量離 子性雜質解離,導致線路腐蝕,故吸濕率愈低愈好。所以IC 元件必須在 168 小時內完成 SMT 焊接程序如未 在168 小時內使用完時,IC 元件須重新烘烤,以防治元件壽命的減少。同時也通過可靠性 Precondition Level III(30 /60%/192hrs)℃ ,因具有較好黏著性是來自有較低的填充劑含量而產生較高CTE,使產品有較柔曲彈性。 在環境測試中,發現 SOP8-A 晶舟脫層主要是銀膠厚度不足造成,經重新驗證銀膠厚度控制在 15~50μm,經 環境測試TCT 1000cycle 無發現任何脫層。 也針對 SOP8-A 構裝在不同迴焊升温斜率試驗,實驗結果顯示迴焊温度昇温斜率愈高則構裝內所含濕氣 因受熱膨脹體積變大而導致脫層數量愈多,主要是經過IR260 ℃材料變軟,銀膠、封裝樹脂及導線架之間介 面結合力變弱且吸濕水氣會變成水蒸氣而導致脫層,如半導體封裝材料常因吸收空氣中些微的水份,在高温 迴焊下迅速汽化而使元件脫層、及水份蒸發產生壓力使封裝材變形而後裂開及爆米花等現象。
參考文獻
[1] 柳璐明,「IC 製程簡介」,工業材料雜誌,109 期,83-88 頁,1996。 [2] 陳信文、金惟國,「電子構裝材料介紹」,工業材料,102 期,75-80 頁,1995。 [3] 呂宗興,「電子構裝技術的發展歷程」,工業材料 115 期,49-53 頁,1996。 [4] 謝文樂,「塑膠 IC 封裝製程」 ,工業材料,117 期,121-125 頁,1996。 [5] 林秀玲,「半導體封裝製程參數設計之研究」,逢甲大學工業工程學系碩士論文,2000。 [6] 黃淑禎、李巡天、陳凱琪,「新世代半導體封裝材料技術與發展趨勢」,工業材料雜誌,170 期,64-77 頁,2001。 [7] 曾清輝,「半導體 BGA 封裝受溫度疲勞影響的使用壽命預測」,正修科技大學電機工程研究所碩士論文,2005。 [8] 劉世量,「提升氮化鋁/環氧樹脂複合材料熱傳導性質之研究」,國立成功大學化學工程研究所碩士論文,2003。 [9] 王春山、何宗漢,「低應力半導體封裝材料之簡介」,工程月刊,72(11), 19-28 頁,1999。 [10] 楊時韋,「新型含矽氧烷與亞醯胺之氰酸酯特性之研究」,國立交通大學應用化學研究所碩士論文,2007。 [11] 馮克林,「封裝元件可靠度加速測試及失效評估」,工業材料,158 期,90-98 頁,2000。 [12] 洪維懋,「系統及封裝(SIP)塑膠構裝之熱設計與可靠度分析」,義守大學材料科學與工程學系碩士論文,2005。 [13] Fan,X.J., “Moisture related reliability in electronic packaging“, Electronic Component Technology Conference short coursenotes, 2008.
[14] Fan,X.J., Zhang ,G.Q., Van Driel, W.D. and Ernst, L.J., “Interfacial Delamination Mechacisms During Reflow with Preconditioning“, IEEE Trans Component Package Technology, pp.252-259, 2008.
[15] 邱以泰,「半導體封裝體之爆米花現象電腦模擬」,工業材料,139 期,136-140 頁,1998。 [16] 陳慶宗,「半導體封裝可靠度需求」 ,工業材料,127 期,160-167 頁,1997。
[17] 李宗銘,「半導體封裝材料發展趨勢」,工業材料,139 期,108-116 頁,1998。
[18] 賴玄金,「現有塑膠微電子產品構裝(PEM)可靠度模式探索」,工業材料,122 期,90-94 頁,1997。 [19] 伍玉真,「環保型半導體封裝材料之可靠度研究」,高雄應用科技大學化學工程與材料工程系碩士論文,2009。
![圖 1-1 封裝製程流程 半導體封裝材料的主要功能,在於避免晶片和連接訊號之金線受到物理的、化學的損壞(溫度、濕度、 應力等),以達到封裝和保護目的。隨著 IC 高性能化的發展,各種產品結構日益複雜且更精密,半導體封裝 技術也朝向高密度化、薄型封裝等多樣性的趨勢發展,因此對於封裝材料的要求不再是保護晶片與金線的要 求,提高封裝產品性能與可靠度更是對封裝材料的特性要求 [6] 。 半導體封裝的方法分為陶瓷和樹脂。陶瓷封裝具有防潮性佳、壽命長,但成本費用高;樹脂封裝,它具 有成本低、產量大且性能符合市場需求](https://thumb-ap.123doks.com/thumbv2/9libinfo/8829917.234911/2.892.134.765.136.319/發展因此對於封裝材料要求不再是保護晶片與金線求提用高樹脂需求.webp)



![HPSH [ 氧化數平衡反應式係數 ]](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)