稻草固態錠型燃料螺桿擠製之成型性分析研究
97
0
0
全文
(2) 稻草固態錠型燃料螺桿擠製之成型性分析研究 Forming analysis on the screw extrusion of straw derived fuel. 研 究 生:黃琇晶. Student:Hsiu-Ching Huang. 指導教授:洪景華 教授. Advisor:Prof. Chinghua Hung. 國 立 交 通 大 學 機 械 工 程 學 系 碩 士 論 文. A Thesis Submitted to Institute of Mechanical Engineering College of Engineering National Chiao Tung University in partial Fulfillment of the Requirements for the Degree of Master in Mechanical Engineering. June 2005 Hsinchu, Taiwan, Republic of China. 中華民國九十四年六月.
(3) 稻草固態錠型燃料螺桿擠製之成型性分析研究 研究生:黃琇晶. 指導教授:洪景華 教授. 國立交通大學機械工程學系. 摘要 為了解決 台灣 焚燒稻草的問題,本研究將廢棄物衍生燃料 (RDF-5)的想法應用於稻草,實際利用螺桿擠製機擠製成型為燃料。 在進行螺桿擠製機擠製稻草實驗之前,先利用稻草含水率實 驗,了解不同乾燥方式對稻草水分的影響,並且以經過太陽曝曬 2~3 天,含水率約 12~14%的稻草為成型原料;另藉由稻草熱壓實驗獲得 稻草最佳成型溫度為 240℃。 歸納螺桿擠製機擠製稻草實驗結果,稻草可成型的最佳條件為 ──稻草長度小於 10mm、稻草含水率 12~14%、成型溫度 240℃、 擠製螺桿轉速 35~36rpm,另外,增加螺桿中心軸與提高模具、螺桿 的表面光滑度,也都可以幫助成型。上述條件雖可有一定的成型品, 但連續擠出成品之設計需求,仍有待後續之研究。 研究所得之稻草成型的最佳條件,可作為可移動式稻草固態錠 型燃料製作機之概念設計依據。. I.
(4) Forming analysis on the screw extrusion of straw derived fuel Student:Hsiu-Ching Huang. Adviser:Dr. Chinghua Hung. Department of Mechanical Engineering National Chiao Tung University. ABSTRACT In order to solve the problems caused by straw burning in Taiwan, this research uses the concept of refuse derived fuel (RDF-5) and adopts a screw extrusion machine to produce densified straw derived fuel. Before extruding straw by the screw extrusion machine, the relationship between the moisture content of straw and different drying ways, and the suitable forming temperature range were found out via experiments. The screw extrusion experiment concludes that the significant effects upon straw forming include both the properties of straw and the parameters on forming machine. The best results occurred when the moisture content of straw is 12~14%, the length of straw is smaller than 10mm, the rotational velocity of the screw feed is 35~36rpm, and the forming temperature is 240℃. Besides, adding an mandrel on the screw as well as smoothing the surfaces of dies and the screw can also help straw forming. A concept design of a movable forming machine for making straw derived fuel was also included in this thesis. Future research on the optimal forming parameters can help perfecting this machine for practical field usage. II.
(5) 誌. 謝. 能完成這份論文,要感謝非常多人,首先要先謝謝認識我六年 的指導老師洪景華教授,願意付出耐心,不厭其煩地教導我做學問 的態度與方法、關心我的生活和健康,展現屬於他溫暖熱忱的心; 另外還要感謝口試委員陳仁浩、徐瑞坤、陳復國老師,對於我的研 究給予許多建議和方向,讓它更加完整。 再來是要謝謝實驗室的所有成員,榮崇學長在我實驗和人生方 面的教導幫助、宇中學長平常的照顧搞笑、中興學長不吝惜把桌子 借我放稻草、政成學長的平易近人、維德的冷笑話和出槌、智偉的 愛情事務所和電腦幫忙,還有學弟麒禎、銘傑、嘉偉、理強、彥彬、 宗駿,以及暑假專題生力瑋,畢業學長姐雅雯、奇忠、建溢、志誠, 大家陪我做實驗、清機器和搬稻草,幫忙我一個人做不來的事情。 另外還要感謝工研院能資所的吳佩芬小姐,提供我實驗設備與 經驗;台中區農改場龍國維先生等人,以專業的態度為我分析台灣 的農業狀態;幫忙我許多的還有交大機械工廠的師傅們,以及羅烈 孚先生,只要碰到模具和機器的問題,他們都願意伸出援手提供我 意見,也教我很多課堂上學不到的東西,必須要親手去做、累積多 年才有的經驗。 最後要感謝我的家人,精神上支持我,大家也都照顧好自己, 讓我沒有後顧之憂,能夠認真地唸書、做研究,而最要謝謝感恩的 是我的男朋友──圓果,這麼多年來在我身邊陪我走過點點滴滴, 無論是苦是樂,都願意付出耐心聆聽我的聲音,了解我的想法、照 顧我,彼此相知相惜,真的很謝謝他。 祝福每個人都能夠一切平安健康順利幸福。 III.
(6) 目錄 中文摘要.....................................................................................................I 英文摘要....................................................................................................II 誌謝.......................................................................................................... III 目錄.......................................................................................................... IV 圖目錄...................................................................................................... VI 表目錄................................................................................................... VIII 第一章 緒論.............................................................................................. 1 1.1 引言.............................................................................................. 1 1.2 稻草掩埋處理技術簡介.............................................................. 1 1.3 國外稻草處理實例與RDF-5 ...................................................... 2 1.4 研究動機、目的與方法.............................................................. 4 1.5 文獻回顧...................................................................................... 5 1.6 文獻參數成型條件與其影響之整理 ......................................... 6 1.7 論文章節簡述.............................................................................. 7 第二章 稻草含水率實驗 ......................................................................... 9 2.1 實驗規劃與目的.......................................................................... 9 2.2 稻草含水率之量測方法與設備 ............................................... 10 2.3 實驗結果與討論........................................................................ 11 第三章 稻草熱壓實驗 ........................................................................... 20 3.1 實驗設備與步驟........................................................................ 20 3.2 實驗結果與成品品質量測......................................................... 21 3.2.1 實驗結果.......................................................................... 21 3.2.2 成品品質量測.................................................................. 21 IV.
(7) 第四章 螺桿擠製機實驗 ....................................................................... 30 4.1 實驗機器設備............................................................................ 30 4.2 實驗內容.................................................................................... 31 4.2.1 最初實驗階段.................................................................. 32 4.2.2 稻草填充模具階段(一) ................................................... 32 4.2.3 稻草填充模具階段(二) ................................................... 33 4.2.4 稻草成型階段.................................................................. 34 4.2.5 稻草連續成型階段(一) ................................................... 36 4.2.6 稻草連續成型階段(二) ................................................... 37 4.2.7 實驗總結.......................................................................... 39 4.3 實驗結果對可移動式稻草固態錠型燃料製作機概念設計之 影響................................................................................................... 39 第五章 結語與未來展望 ....................................................................... 53 5.1 結語............................................................................................ 53 5.2 未來展望.................................................................................... 54 參考文獻.................................................................................................. 56 附錄一...................................................................................................... 58 附錄二...................................................................................................... 76 專利分析摘要表...................................................................................... 78. V.
(8) 圖目錄 圖 2.2.1 量測稻草含水率的設備 .......................................................... 17 圖 2.2.2 實驗稻草長度(mm).................................................................. 17 圖 2.3.1 稻草含水率第一項第一組實驗統計圖 .................................. 18 圖 2.3.2 稻草含水率第一項第二組實驗統計圖 .................................. 18 圖 2.3.3 稻草含水率第二項第一組實驗統計圖 .................................. 19 圖 2.3.4 稻草含水率第二項第二組實驗統計圖 .................................. 19 圖 3.1.1 稻草熱壓實驗之設備 .............................................................. 25 圖 3.2.1 不同溫度下的熱壓成品 .......................................................... 25 圖 3.2.2 碳化嚴重的成品 ...................................................................... 26 圖 3.2.3 成品剝開狀 .............................................................................. 26 圖 3.2.4 230℃熱壓過程之圖形 ............................................................. 27 圖 3.2.5 成品瀝乾狀 .............................................................................. 28 圖 3.2.6 成品泡水結果 .......................................................................... 28 圖 3.2.7 強度檢測................................................................................... 29 圖 3.2.8 強度檢測之荷重對時間圖 ...................................................... 29 圖 3.2.9 溫度 250℃熱壓成品之底部 ................................................... 29 圖 4.1 破碎機.......................................................................................... 43 圖 4.1.1 螺桿擠製機 .............................................................................. 43 圖 4.1.2 供料螺桿................................................................................... 43 圖 4.1.3 螺桿........................................................................................... 44 圖 4.1.4 螺桿壓縮比之定義 .................................................................. 44 圖 4.1.5 模具側面圖 .............................................................................. 44 圖 4.1.6 多孔洞與單一孔洞模具 .......................................................... 45 VI.
(9) 圖 4.1.7 螺桿擠製機溫度控制 .............................................................. 45 圖 4.2.1 機器阻塞情形 .......................................................................... 46 圖 4.2.2 最初實驗之擠出成品 .............................................................. 46 圖 4.2.3 螺桿表面的磨損 ...................................................................... 47 圖 4.2.4 由標號 9 模具所清出的稻草燃料 .......................................... 47 圖 4.2.5 多孔洞模具擠出成品 .............................................................. 48 圖 4.2.6 稻草長度與破碎次數 .............................................................. 49 圖 4.2.7 不同稻草長度的填充能力 ...................................................... 49 圖 4.2.8 硬塊........................................................................................... 49 圖 4.2.9 模具加長L段;左為 25mm,右為 15mm ............................. 50 圖 4.2.10 螺桿中心軸 ............................................................................ 50 圖 4.2.11 連續成型之稻草固態錠型燃料 ............................................ 50 圖 4.2.12 稻草 9.5%含水率,由模具清出 ........................................... 50 圖 4.2.13 不同溫度與不同進料速度的實驗結果 ................................ 51 圖 4.3.1 稻殼炭製造機 .......................................................................... 52. VII.
(10) 表目錄 表 2.1.1 稻草含水率實驗規劃 .............................................................. 13 表 2.1.2 不同條件的稻草 ...................................................................... 14 表 2.3.1 稻草含水率第一項第一組實驗數據 ...................................... 14 表 2.3.2 稻草含水率第一項第二組實驗數據 ...................................... 15 表 2.3.3 稻草含水率第二項第一組實驗數據 ...................................... 15 表 2.3.4 稻草含水率第二項第二組實驗數據 ...................................... 16 表 2.3.5 稻草含水率第三項實驗數據 .................................................. 16 表 3.1 稻草的典型成分 ......................................................................... 23 表 3.2.1 成品密度................................................................................... 23 表 3.2.2 泡水檢測................................................................................... 24 表 3.2.3 強度檢測................................................................................... 24 表 4.1.1 多孔洞模具規格 ...................................................................... 40 表 4.1.2 單一孔洞模具規格 .................................................................. 41 表 4.2.1 實驗規劃................................................................................... 41 表 4.2.2 不同成型溫度搭配不同進料速度的實驗結果 ...................... 42. VIII.
(11) 第一章 緒論 1.1 引言 台灣地處亞熱帶,雨水豐沛、高溫多濕,適合水稻生長,全島整年無 霜期長,目前灌溉系統相當完善,栽培早熟及中熟品種一年可收穫兩 次(高屏地區甚至年可三穫),又水稻不忌連作,故大部分地區稻米栽 培皆有連續兩期作栽培的制度;台灣於 1980 年後因政策修改,稻米 生產以品質為考慮要點,栽培面積逐年降低至今約 32 萬餘公頃,不 過目前仍是我國最重要的糧食作物。 稻草為生產稻穀的副產品,產量與稻穀相近,一年約 200 萬公 噸,以往以回收再利用的方式,將其處理掉,例如作成稻草人、繩索、 草袋、紙張,或是拿來敷蓋屋頂、運送到日本作成榻榻米,或者變成 動物飼料、肥料、栽培介質等等,避免農民進行下期插秧前的引水進 田,因稻草浮露土表,帶來排水溝堵塞及秧苗被覆蓋等問題。 近年來農村人口老化、勞力不足,以及稻草用途減少或被取代, 所以農民直接將稻草焚燒掉,導致每年收割期 7~8 月以及 10~11 月空 氣污染嚴重,危害交通秩序與人體健康;此問題存在將近 20 年,現 今雖已訂定法規處罰這樣的行為,和實施「稻草掩埋處理技術」將稻 草還田,但仍然無法約束農民。 1.2 稻草掩埋處理技術簡介 在稻田收穫時,可利用聯合收穫機附掛切割機將稻草切成 6~9 公分,均勻散落於田面,待其曬乾後(約 2 天)以迴轉犁拌入土中,約 20 天後逐漸分解,釋放出氮、磷,鉀與各種微量元素;台中區農業 1.
(12) 改良場分析,每公頃稻草含氮量約 28 公斤、磷酐 10 公斤、氧化鉀 63 公斤及大量矽等,這些養分有助水稻增產,並且能夠改善土壤的 物理與膠體性質、增加土壤總孔隙度和降低土壤容量,有益微生物的 繁殖,可謂最天然最有價值的有機質資源。 實施稻草掩埋處理作業時,有以下注意事項: 1. 稻草掩埋後要有足夠的時間讓其分解,一般是掩埋後保持旱田 狀態兩週,避免積水產生有機酸等物質。 2. 在排水不良的土壤或期作間隔太短時不宜採行。 3. 酸性土壤掩埋稻草時,要配合施用石灰資材,更可改善土壤理 化性質。 4. 在病蟲害發生嚴重的地區或期作,不宜實施就地掩埋作業。 5. 稻草掩埋入土後,初期由於微生物分解時會掠奪土壤中的氮 素,可能影響下一期作物的生長,因此施用基肥時可增施氮肥。 對於此技術和注意事項,許多農民指出,在第一期收割結束後時 常無法進行,因緊接開始第二期插秧,稻草沒有足夠的時間分解,其 長纖維便容易損傷耕作機器,若是又必須自行出錢請人及機器來作 業,就更不願意配合。 1.3 國外稻草處理實例與 RDF-5 凡生產稻米的國家,絕大部分與台灣相同,避免不了因經濟發展 而產生的稻草問題;以下介紹國外處理稻草的方式。 1. 作成手工藝品,像是草蓆草帽。 2. 作成磚塊、排水系統保護墊、賽車場防護墊、燃燒棒填充物。 3. 英國、美國、加拿大、澳洲、日本、中國大陸把稻草作為樹. 2.
(13) 根基部覆蓋、堆肥、昆蟲培養、菇類栽培、動物舖墊、霜害 控制。 4. 西班牙[16]設立了一家一年可處理 500 噸稻草的處理廠,輾 碎稻草加入泥漿,經淨化後與其他有機化學物質混合,製成 有機肥料。 5. 在化學用途上,有水解分解、合作氣體、酒精及纖維板製造。 6. 美國一位何查波教授[17]以生物及化學的方法,將各種廢棄 物包含稻草,轉變成動物飼料、有機酸、酮及酒精等的產品。 7. 加拿大建立農林業廢棄物再利用的工廠,每天生產 2 公噸生 化燃料的熱能。 8. 英國[18]有專門燃燒榖類草桿的發電廠,草桿來源為半徑 50 英里的農田,發電能量為 36MW,以及利用螺桿擠製農林業 廢棄物作成空心磚狀燃料。 第 7、8 點──回收生質能變成燃料,生質能包括大量的植物, 其能源主要是由太陽能的光合作用提供或藉由化學分解等,轉變成為 可燃燒的能源來源──這種作法可歸屬至廢棄物衍生燃料(Refuse Derived Fuel-5,RDF-5)的範疇裡。 美國ASTM協會將RDF的種類分為七大類,依次為RDF-1~RDF-7,其 中RDF-5 係指廢棄物如事業、家庭與農業廢棄物,經破碎、乾燥、分 選、除臭、調配、造粒等過程,製成固態錠型燃料,其主要特性為大 小和熱值均勻(約為煤的 2/3)、易於運輸及儲存,在常溫下可儲存 6~12 個月都不會腐敗,並且可作為主要燃料,或者與燃煤混燒應用於機械 床式的鍋爐、流體化床鍋爐及發電鍋爐等[19]。 RDF-5 在亞洲地區尤其盛行,如日本、中國大陸、印度等,美國. 3.
(14) 則多以RDF-2、RDF-3 為主,目前日本已有 56 座實廠運轉中,並設 有專燒RDF-5 之發電廠 5 座,總處理量每日可達 2193 公噸。我國也 努力朝此方向邁進,工研院能資所自 89 年度起進行「廢棄物能源利 用技術開發與推廣」五年計劃,並在花蓮縣豐濱鄉興建全國第一座再 生燃料示範廠,於 93 年 6 月 24 日正式啟用,每小時可處理 1 噸家庭 垃圾[20]。 1.4 研究動機、目的與方法 稻草屬於生質能,能夠以RDF-5 的概念回收後再製成燃料,對於 日常生活型態以大量生產、大量消費、大量廢棄的方式進行,導致自 然資源銳減,環境負荷壓力不斷增加,追求永續發展的台灣,更為重 要;不過我國因稻田面積不如國外集中與廣大,若學習國外在主要農 業大縣建立製作燃料工廠,除了造成附近居民排斥外,運送費用也不 合經濟效益,因此,可將其轉換為一台可移動式的機器,直接開往稻 田進行稻草燃料製作,節省空間上的運用。本研究將此機器定名為「可 移動式稻草固態錠型燃料製作機」,以下簡稱「製作機」。 製作機目前在台灣尚未生產,屬於新環保概念,且甚少相關資料 可供查詢,所以本研究希望藉以一成型設備製作稻草燃料,探討稻草 成型過程,解決國內無法善用稻草的問題,而至於燃料的品質要求, 除本文 1.3 章節中提到國外RDF-5 的主要特性外,其餘文獻中並未獲 得相關資訊,因此,本文對其要求為不易膨脹散開與長蟲發霉、表面 略有碳化、光滑且少裂痕。 研究方法以下分項敘述: 1. 針對關鍵字及適時調整搜索條件,檢閱收集海內外關於. 4.
(15) RDF-5 機之專利、相關文獻及論文,進行分析和整理,以幫 助了解國內外技術的分佈狀況。 2. 進行稻草含水率實驗,瞭解稻草收割後水分的變化。 3. 利用一成型設備──螺桿擠製機,進行製作稻草燃料實驗, 以不更動稻草本身之物性為前提,判別各項參數對成型的影 響,及找出可成型的條件。 4. 進行稻草熱壓實驗,提供螺桿擠製機實驗成型溫度的設定。 1.5 文獻回顧 目前製作成燃料的原料多為非稻草的農業廢棄物或都市垃圾,因 此在文獻回顧方面,主要參考其成型設備與條件。 Li 和 Liu[1]以上下擠桿擠壓不同長度的木材,過程中不加熱、不 添加任何黏著劑,原料最佳含水率為 8%,可成型範圍在 5~12%;文 中有說明木材不以乾燥設備達到 8%含水率的方法,以及成品品質量 測的規範。Li 等人[2]也以上下擠桿擠壓都市垃圾,將紙類、木材和 塑膠等依不同比例混合,製作過程中若有添加塑膠類製品,則其他原 料含水率高達 20%依然可成型。Reiterer 和 Stanzl-Tschegg[3]在木材纖 維三個不同方向上進行擠壓實驗,結果在垂直年輪的方向,有最大的 壓縮量。 Wamukonya 和 Jfnkins[4]利用液壓擠壓農業廢棄物與木材,當原 料單純為小麥桿時,成品保存期限最短,若添加木材屑,則燃料強度 會提高。Chin 和 Siddiqui[5]同樣以液壓擠壓農業廢棄物,使用的黏著 劑有糖漿和澱粉類,不過對稻殼而言,最好的黏著劑是水。Karve 等 人[6]先將廢棄甘蔗碳化磨成粉,加入漿糊狀的廢棄穀粒與水,揉成. 5.
(16) 麵糰後,再以人工轉動螺桿擠壓成棒狀燃料,經兩天曝曬乾燥便可使 用。 Grover和Mishra[7]討論回收生質能作成燃料的技術;在印度主要 使用擠桿,原料可成型含水率在 10~15%,耗電量較螺桿小;螺桿可 連續成型,但缺點為螺桿磨損大,原料最佳長度 6~8mm、含水率限 定在 8~9%,成型過程溫度不可超過 300℃,成型原理是原料在機器 內摩擦產生局部的熱使其蒸發出水氣,水氣在高壓下水解原料成分中 的半纖維素、木質素等,成為小分子的碳水化合物、醣、和其他衍生 物,這些小分子在模具中受到加熱與壓力便成為黏著劑幫助成型。 West Virginia University[8]提出兩種方法-螺桿與擠桿,來擠壓長度 <0.635cm、含水率<10%的木材,結果螺桿成型壓力小於擠桿、成品 密度大於擠桿,成型原理為螺桿藉由木材成分中的木質素在 204.4℃ 時,會軟化產生黏著力,進而加壓成型,擠桿則單純倚靠壓力壓縮, 不過擠桿的產量較螺桿多;Granada等人[9]將含有木質素的廢棄物以 液壓成型,探討實驗參數對成品密度、燃燒效能等的影響。 唯一一篇原料單純為稻草的文獻是由張等人[10]提出,為避免螺 桿嚴重磨損嚴重,利用特製的高強度螺桿來擠製稻草,成型原理同樣 與稻草含有木質素受熱軟化有關,所以溫度控制在 220~260℃,稻草 含水率 8%、長度<10mm,不添加黏著劑,而稻草因纖維素與木質素 的含量不高、灰份大熱值低,因此不適合碳化成木炭。 1.6 文獻參數成型條件與其影響之整理 本研究的成型設備為螺桿擠製機,挑出同樣的文獻,其原料條件 含水率皆<10%、長度<10mm,成型溫度在 200~300℃,成型原理皆. 6.
(17) 與原料成份中的木質素有關;成型設備為擠桿或液壓的文獻,除成型 原理與螺桿不同外,部分須添加黏著劑,原料含水率可大於 10%,沒 有限定成型溫度。 各參數對成型之影響如下: 1. 原料含水率 i.. 過高:燃料成品密度低、生產燃料速度下降、磨損機器、 遇熱產生大量水氣,造成表面裂開,嚴重會發生爆鳴。. ii.. 過低:易吸收水分、成型困難、燃料脆性高。. 2. 原料長度 i.. 過長:易在模具入口阻塞、使螺桿無法傳送、造成機器卡 料、乾燥需時長、燃料成品表面不光滑。. ii.. 過短:呈粉體或短於 1mm 時,本身密度低、黏著力太強。. 3. 成型溫度:加熱主要可以使原料結構軟化,減小與機器之間的 阻力和摩擦,並影響燃料密度、強度。 i.. 過高:原料分解嚴重、碳化大。. ii.. 過低:不足以使木質素軟化、加大原料與模具之間的摩 擦,使模具阻塞、生產燃料速度下降、機器功率消耗大。. 1.7 論文章節簡述 由第二章開始延續至第四章,都以實驗為主,依序為稻草含水率 實驗、稻草熱壓實驗、螺桿擠製機實驗,最後第五章則以結語及未來 展望作為本文之結束。 另外,本文附錄一收錄個人經由實驗得到稻草燃料的成型資料 後,整合整體流程,依系統設計所完成的可移動式稻草固態錠型燃料. 7.
(18) 製作機之 QFD、概念設計等詳細內容。附錄二為稻草含水率實驗中 含水率的量測方法;專利則整理收錄在專利分析摘要中,以供讀者參 考比較。. 8.
(19) 第二章 稻草含水率實驗 水稻生長過程中,灌溉佔大多數時間,由根表吸收水分,經皮層 的最內一層細胞內皮,移至中心柱,再由中心柱內成放射狀分布的維 管束輸送到莖、葉部分[13],經實驗證明剛收割取下稻穀的稻草,含 水率可達 70%。 由文獻原料最佳含水率與對成型的影響,稻草 70%的含水率著實 過高,因此本實驗主要目的是降低稻草含水率。 2.1 實驗規劃與目的 在降低稻草含水率為前提之下,實驗中將利用兩種乾燥方式減少 水分,一為烘箱烘烤,二為自然乾燥,理由在於收割後的稻草可以經 由機器乾燥設備,或置於稻田中曝曬來減少含水量;不過兩者優缺點 恰巧相反,機器乾燥較易控制含水率,但須支出能源,而田中曝曬雖 不需額外能源,卻因無法掌控天候、土壤的濕潤,使稻草含水率變化 大。因此,規劃三大項實驗(表 2.1.1),依照不同條件的原料稻草(表 2.1.2)再細分成小組,探討這兩種乾燥方式降低稻草含水率的差異, 各項實驗目的依序如下: 1. 比較剛收割與在稻田中曝曬過的稻草,兩者以烘箱烘烤含水 率降低的情形。 2. 將文獻 1 提到降低含水率 40%以上的稻草至 8%之方法,運 用在剛收割的稻草上,藉此模擬稻草在稻田中曝曬乾燥的情 形,與觀察含水率的變化。 3. 尋找另一種使稻草含水率變成 8%的方法. 9.
(20) 2.2 稻草含水率之量測方法與設備 市面上有販售專門量測稻草含水率的儀器,品名為稻草水分計, 當水分計的探針插入待量測的稻草堆內時,便能夠立即顯示出含水 率,主要原理是利用樣本含水量與其電導度相對變化的關係,誤差值 隨操作環境和方法而不同,可測試範圍在 8~40%,由於價格不菲,因 此沒有購買使用。 行政院環境保護署環檢所提供的檢測法中,有一項「一般廢棄物 (垃圾)水分測定方法」(附錄二)為工研院能資所潔淨能源技術組生質 能研究室量測 RDF-5 原料含水率的方法,本研究同樣沿用它來測定 稻草含水率。 不過,在第一項實驗中,因「一般廢棄物(垃圾)水分測定方法」 無法在短時間內將剛由烘箱拿出的稻草量測完畢,再立即放入烘箱內 烘烤,所以自行設定方法,內容如下: 1. 裝置稻草的容器為一小鐵杯,假設鐵杯重量( W I )在烘烤前後 改變不大。 2. 稻草樣本裝進鐵杯,置入分析天平後,維持五分鐘讀得稻草 樣本加鐵杯共重( WO ),則稻草樣本原重 WO − WI 。 3. 將裝有稻草樣本的鐵杯放進烘箱內烘烤,達取出時間時,取 出便馬上置入分析天平,得到稻草樣本加鐵杯重( W F ),則稻 草樣本後重 WF − WI 。 4. 計算稻草含水率= (WO − WI ) − (WF − WI ) / (WO − WI ) ×100% = (WO − WF ) / (WO − WI ) ×100% 實驗使用的儀器設備有,Deng yng製造,型號D060 的烘箱、德 國Sartorius Ag Gottingen製造,型號B120S的分析天平、工研院能資所 10.
(21) 提供的乾燥器和坩鍋,如圖 2.2.1;原料稻草的長度,則是以人工剪 斷稻草原長達到(圖 2.2.2)。 2.3 實驗結果與討論 第一項實驗數據與圖表,見表 2.3.1、2.3.2 與圖 2.3.1、2.3.2,歸 納以下重點: 1. 圖 2.3.1 為已在稻田中曝曬過的稻草,於烘箱內烘烤時間與水 分散失的對照圖。 2. 圖 2.3.1 其斜率一開始相當大,稻草烘烤 20 分鐘已散失 2/3 以上的水分,且約在第 8 分鐘降至含水率 8%。 3. 表 2.3.2,剛收割的稻草在烘烤 40 分鐘後才開始取得數據記 錄之原因,在於前 40 分鐘稻草烘烤失去的水分與取出量測時 吸收的水分無法達到一平衡。 4. 稻草在烘箱內烘烤時間越久,剩餘越少水分時,取出量測誤 差頻率越高,因量測時所吸收空氣中的水分,容易多於和前 一次量測之間,在烘箱內烘烤時所散失的水分。 5. 剛收割的稻草(原含水率約 67%),和已在稻田中曝曬的稻草 (原含水率約 15%),利用烘箱降低含水率至 8%,前者的乾燥 時間約為後者的 8 倍,花費的電力相差甚大。 第二項實驗數據與圖表,見表 2.3.3、2.3.4 與圖 2.3.3、2.3.4,歸 納以下重點: 1. 由第一組實驗發現,稻草被蒸發的水分因靜置時間越長而越 多,約在五天後逐漸達到一平衡含水率(12~14%)。 2. 第二組實驗稻草長度在 4~8mm,靜置一天後,其含水率便降. 11.
(22) 至 8~10%,但也明顯受到空氣濕度的影響。 3. 靜置地點有陽光,無論稻草長短,其水分的減少比無陽光處 多。 4. 越短的稻草,無論靜置地點有無陽光,其水分的減少越多。 5. 兩組實驗靜置後的含水率皆無法達到文獻 1 的 8%,推判原因 為靜置環境不同與文獻原料為木材。 6. 假設成型含水率為 6~10%,則剛收割的稻草先剪短長度至 4~8mm 後,再於稻田中曝曬 1~2 天(無下雨),則可馬上作為原 料,不需額外乾燥。 第三項實驗數據,見表 2.3.5,歸納以下重點: 4. 將接近全乾的稻草靜置一天,吸收空氣中的水分,含水率可達 到 8~9%。 5. 雖然稻草在兩種長度下含水率相差不大,但較短的稻草依舊偏 低,沒有呈現吸收較多空氣中水分的情形,與高含水率稻草靜 置降低水分的狀態相同,推判原因有以下幾點: i.. 烘箱取出進全乾的稻草,較短者含水率還是較低。. ii.. 較長稻草吸收水分後較不易蒸發。. 由以上實驗了解,台灣天候潮濕多雨,稻草不容易一直保持自然 乾燥的狀態,若必須在低含水率才能夠成型,如文獻 8%,則可移動 式稻草固態錠型燃料製作機備有乾燥設備機會大,除非放寬含水率的 限制,或是先在稻田中曝曬再乾燥,才能夠減少或免除能源的支出。. 12.
(23) 表 2.1.1 稻草含水率實驗規劃 項目 1. 實驗內容. 組別. 將長度約 4~8mm 的稻草,置於烘箱溫度. i. 使用第一類稻草. ii. 使用第二類稻草. i. 使用第四類 A 稻草,兩種長度:. 150℃內烘烤,在設定時間下取出量測含水 率,量測結束放入烘箱繼續烘烤,觀察不同 烘烤時間帶來的變化。 2. 將剛收割下來的稻草,靜置在不同地點: a.. 通風,無陽光處. 20~40mm 與 60~90mm. b. 通風,有陽光處 在設定天數下量測當天稻草的含水率,觀察. 使用第四類 A、B 稻草,長度為 4~8mm. 不同靜置天數,含水率的變化。 3. ii. 將經過烘烤 3 天的稻草靜置於通風處,在設 使用第四類 A 稻草,兩種長度: 定天數下量測當天稻草的含水率,觀察不同 20~40mm 與 60~90mm 靜置天數,含水率的變化,共實驗兩次。. 13.
(24) 表 2.1.2 不同條件的稻草 稻草 第一類. 敘述 92 年第二期經太陽曝曬後留下的稻草,稻種是第 14 號水稻,含水率約 14~16%,來源為新竹市延平路二段附近的水稻。. 第二類. 93 年第一期(七月中旬)剛收割的稻草,含水率約 67%,來源同第一類。. 第三類. 將第二類稻草扎成捆,豎立在田間曝曬 2~3 天,含水率約 12~14%。. 第四類. 93 年 4 月收割後留下的再生稻,生長至 8 月割下,稻種是秈稻 10 號,來源 為台南縣仁德鄉中洲村附近;依熟度分成兩種: A. 較熟偏黃的稻草,含水率約 71% B. 較青的稻草,含水率約 65%. 表 2.3.1 稻草含水率第一項第一組實驗數據 烘烤時間(分). 稻草散失的含水率(%). 烘烤時間(分). 稻草散失的含水率(%). 5 10 15 20 25 30 40 50 60 (1hr) 70 80 90 120. 4.7 8.362 10.106 10.617 10.2 10.528 10.84 10.878 10.88 11.107 11.043 11.221 11.061. 180 240 300 360 420 480 1380 (23hr) 1680 1920 2850 3120 3360 4320 (72hr). 11.352 11.431 11.744 11.705 11.925 11.781 12.727 12.973 13.072 14.205 14.178 14.329 14.887. 14.
(25) 表 2.3.2 稻草含水率第一項第二組實驗數據 烘烤時間(分). 稻草散失的含水率(%). 烘烤時間(分). 稻草散失的含水率(%). 40 45 50 55. 52.559 54.296 52.346 56.829. 60 (1hr) 65 70 75. 59.279 59.79 63.591 64.065. 表 2.3.3 稻草含水率第二項第一組實驗數據 放置地點 靜置天數 vs.量測當天的空氣溼度 a. 1 (67%). 60~90 20~40 60~90 20~40 60~90 20~40 60~90 20~40 60~90 20~40 60~90 20~40 60~90 20~40 60~90 20~40 60~90 20~40 60~90 20~40. 2 (81%) 3 (76%) 5 (80%) 9 (81%) b. 稻草長度(mm). 1 2 3 5 9. 15. 稻草含水率(%) 43.344 45.799 31.681 23.151 18.747 15.192 16.117 14.799 14.627 14.617 39.195 37.879 31.825 22.683 16.014 11.573 13.13 12.692 12.596 12.519.
(26) 表 2.3.4 稻草含水率第二項第二組實驗數據 放置地點 靜置天數 vs.量測當天的空氣溼度 a. 稻草成熟度. 1(61%). A B A B A B A B A B A B A B A B A B A B. 2(67%) 3(76%) 5(68%) 7(77%) b. 1 2 3 5 7. 稻草含水率(%) 10.342 10.48 10.974 11.17 12.271 11.347 11.618 12.551 13.125 8.861 9.397 9.866 9.919 12.495 12.95 10.428 11.052 12.073 12.485. 表 2.3.5 稻草含水率第三項實驗數據 靜置天數 稻草長度 1 2 3 6. 60~90 20~40 60~90 20~40 60~90 20~40 60~90 20~40. 第一次實驗稻草的含水率(%) 8.478 8.301 11.286 10.946 10.047 9.856. 16. 第二次實驗稻草的含水率(%). 11.791 11.708 12.826 12.686 12.471 12.401.
(27) (a)烘箱. (c)乾燥器. (b)分析天平. (e)坩鍋. 圖 2.2.1 量測稻草含水率的設備. (a)4~8. (b)20~40 圖 2.2.2 實驗稻草長度(mm). 17. (c)60~90.
(28) 15 14. 稻草所散失的含水率%. 13 12 11 10 9 8 7 6 5 4. 0. 720. 1440. 2160. 2880. 3600. 4320. 稻草置於烘箱內的時間(分). 圖 2.3.1 稻草含水率第一項第一組實驗統計圖. 70 60. 稻草的含水率%. 50 40 30. 散失的. 剩餘的. 20 10 0 40. 45. 50. 55. 60. 65. 70. 稻草置於烘箱內的時間(分). 圖 2.3.2 稻草含水率第一項第二組實驗統計圖. 18. 75. 80.
(29) 80. 稻草的含水率%. 70. a處__稻草長60~90mm a處__稻草長20~40mm b處__稻草長60-90mm b處__稻草長20-40mm 量測當天的空氣溼度. 60 50 40 30 20 10 1. 2. 3. 4. 5. 6. 7. 靜置天數(天) 圖 2.3.3 稻草含水率第二項第一組實驗統計圖. 圖 2.3.4 稻草含水率第二項第二組實驗統計圖 19. 8. 9.
(30) 第三章 稻草熱壓實驗 由文獻得知,成型含有木質素的生質能時,溫度為一重要參數, 稻草成分(表 3.1)中同樣含有木質素,因此先藉由熱壓實驗來探討溫 度對其成型的影響。 3.1 實驗設備與步驟 實驗主要設備為本實驗室自行設計再委外製造的熱壓實驗專用 機,由材料壓縮試驗機、上下加熱板與隔熱板、溫度控制器等組成(圖 3.1.1(a)),最高荷重與溫度分別為 2000 公斤及 500 ± 1℃;實驗中採用 定荷重 1000 公斤(速度 400Kg/min)之設定,溫度分別加熱至 190、 210、230 與 250℃,以熱電偶(thermal couple)量控。 其他配備如圖 3.1.1(b),左為負責壓縮稻草的擠桿,右為負責盛 裝稻草的盛錠筒,其內徑為 50mm、中空圓柱狀,放置在下加熱板上 加熱,因熱電偶黏貼在盛錠筒上之位置,不在接觸稻草的內徑壁上, 使稻草真正受熱溫度高於預定值。 實驗步驟如下: 1. 將盛錠筒加熱至預定溫度,倒入固定重量 16.5g、長度 4~8mm、含水率 12~14%的稻草。 2. 擠桿放入盛錠筒中,使稻草自然受壓下陷。 3. 下降上加熱板,接觸到擠桿後開始施壓;當荷重至 1000 公斤 時,進行保持壓力 50 秒。 4. 完成熱壓稻草實驗,取出成品。. 20.
(31) 3.2 實驗結果與成品品質量測. 3.2.1 實驗結果 成品為直徑 50mm 圓柱狀(圖 3.2.1),在厚度上的比較,以 250℃ 為最薄,其餘相差不大,而外表由 230℃出現褐色,250℃為黑褐色 略有碳化,證明溫度倘若越高,稻草碳化現象越加嚴重,也提高脆性 (圖 3.2.2)。 將成品剝開可發現,經由熱壓後一層層堆疊的稻草,聯結方式的 確受到溫度的影響,如圖 3.2.3 中 230℃較 190℃為密實,稍微帶有木 質素軟化受壓黏合的效果,不單純只因壓力而成塊狀。 四個不同溫度在熱壓過程中所擷取的位移對時間、荷重對位移的 圖形,趨勢與數值幾乎相同,因此以 230℃為代表(圖 3.2.4),圖中位 移的改變乘上盛錠筒內徑的面積,即稻草被壓縮的體積,可發現稻草 不但壓縮能力極強,其所需的力量也因壓縮量越多而越大。 3.2.2 成品品質量測 品質量測內容如下: 1. 密度:由熱壓機取出成品後,常溫下分別放置 2 分鐘與 7 天, 記錄其重量、體積變化,並計算密度,結果如表 3.2.1。 2. 泡水檢測:成品取出放置常溫下 1 天後,浸泡在水中 10 分鐘, 然後拿出置於鐵網上瀝乾 5 分鐘(圖 3.2.5),量取剩下的水重, 結果如圖 3.2.6、表 3.2.2。 3. 強度檢測:使用廠商為弘達儀器有限公司的電腦式伺服控制 材料試驗機,在定位移 15mm、定速率 2mm/min 下,搭配自 21.
(32) 行製作的配件,壓斷成品測試強度(圖 3.2.7),結果如圖 3.2.8、 表 3.2.3。 針對品質量測結果進行討論: 1. 在熱壓過程中,由於稻草所含水份會蒸發,因此樣本 1 和 2 成品取出後 2 分鐘的重量,由大到小之溫度分別為 190、210、 230℃。 2. 樣本 3 在溫度 210℃取出後 2 分鐘較 230℃少之原因,可能為 稻草倒入盛錠筒時有些許掉落出。 3. 在 250℃稻草即將完成熱壓時,靠近下加熱板的稻草因承受 高溫高壓,容易從下加熱板與盛錠筒之間的縫隙中噴爆出 來,使成品底部產生破裂(圖 3.2.9)、重量減少。 4. 樣本 1 取出後 2 分鐘,在厚度相同的條件下(即體積相同),密 度由大到小分別為 190、210、230℃。 5. 因成品吸收空氣中水分,所以取出後 7 天重量上升,以 190℃ 為最大,並且唯有 190℃厚度增加,亦即體積膨脹。 6. 成品放置天數不同,密度也會隨之改變。 7. 泡水檢測發現溫度越低,所壓出的成品緻密度越低,越容易 吸收水分。 8. 強度檢測結果以 230℃熱壓出的成品強度最強,其次為 210 ℃,而 250℃最脆。 由以上的結果,確定溫度不論是對成型好壞或成品保存期限,都 存在影響,而以 230℃為最佳熱壓溫度,此溫度落在文獻 10 最佳成 型溫度(220~260℃)的範圍內,不過稻草真正受熱溫度應稍高於 230 ℃,所以在第四章螺桿擠製機實驗中,斟酌設定成型溫度為 240℃。. 22.
(33) 表 3.1 稻草的典型成分 成分. 碳. 氮. 半纖維素. 纖維素. 木質素. 比例(%). 41.3. 0.81. 24.7. 20.6. 7.7. 表 3.2.1 成品密度 成品量取時間. 取出後. 成品資料. 重量(g). 2 分鐘 厚度(mm). 密度( × 10 −4 g. 取出後 7天. mm 3. ). 重量(g) 厚度(mm) 密度( × 10 −4 g. mm 3. 溫度. 樣本. ). 1 2 3 1 2 3 1 2 3 3. 190℃. 210℃. 230℃. 250℃. 14.5 14.7 14.5 10 10.5 10 7.38 7.13 7.38 15.7. 14.1 14.6 12.7 10 10 9 7.18 7.44 7.19 13.6. 13.5 12.9 13.6 10 8 9 6.88 8.21 7.7 14.4. 稻草噴出. 11. 9. 9. 7. 6.72. 7.25. 7.99. 7.42. 23. 9.9 5 5 7. 7.2 10.4.
(34) 表 3.2.2 泡水檢測 190℃ 210℃. 230℃. 250℃. 原水重(g). 262.3. 268.6. 268. 257. 後來水重(g). 216.5. 258.8. 265.6. 255.1. 成品吸收的水重(g). 45.8. 9.8. 2.4. 1.9. 直徑. 27.5. 27. 25.5. 25.25. 厚度. 25. 15. 10. 5. 僅表面潮濕. 僅表面潮濕. 溫度 實驗資料. 成品體積變化(mm). 成品外觀. 膨脹嚴重. 膨脹. 表 3.2.3 強度檢測 萬能材料試驗機. 最大壓斷力量(Kg). 溫度(℃). 樣本 1 2. 190 19.42 15.78. 24. 210 22.1 22.46. 230 31.28 30.92. 250 12.58 11.5.
(35) (a)熱壓機. (b)擠桿與盛錠筒. 圖 3.1.1 稻草熱壓實驗之設備. (a)190℃. (b)210℃. (c)230℃. (d)250℃. 圖 3.2.1 不同溫度下的熱壓成品. 25.
(36) 圖 3.2.2 碳化嚴重的成品. (a)190℃. (b)230℃ 圖 3.2.3 成品剝開狀. 26.
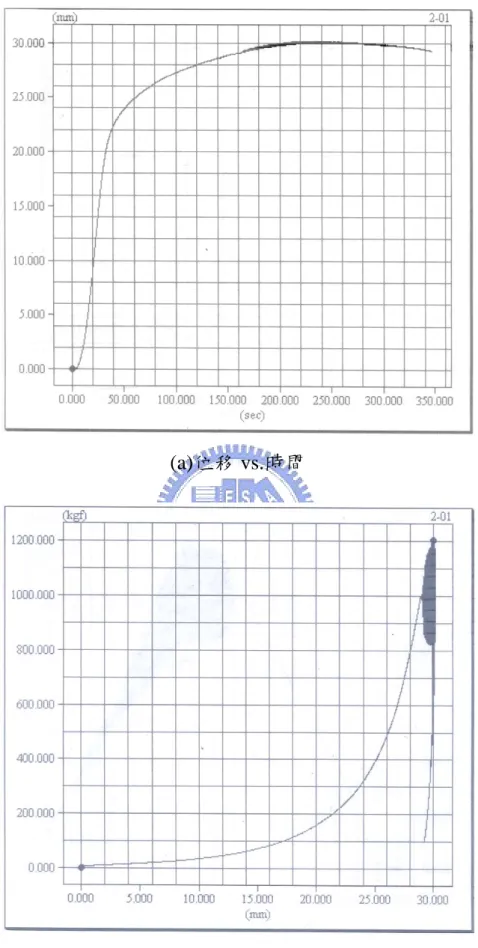
(37) (a)位移 vs.時間. (b)荷重 vs.位移 圖 3.2.4 230℃熱壓過程之圖形 27.
(38) 圖 3.2.5 成品瀝乾狀. (a)190℃. (b)210℃. (c)230℃. (d)250℃. 圖 3.2.6 成品泡水結果. 28.
(39) 圖 3.2.7 強度檢測. 圖 3.2.8 強度檢測之荷重對時間圖. 圖 3.2.9 溫度 250℃熱壓成品之底部 29.
(40) 第四章 螺桿擠製機實驗 原料成型為燃料的過程,是 RDF-5 裡最重要的步驟,本實驗之 目的就是要探討稻草的成型;由第一章文獻成型條件之整理,了解付 出額外的成本和能源可以幫助成型,但本實驗希望稻草不需透過這樣 的方式來完成,因此秉持以下三點準則: 1. 盡可能使用太陽曝曬過的稻草,不額外乾燥。 2. 減少成型加熱的範圍。 3. 不添加黏著劑。 實驗使用的稻草已在稻田中曝曬過,含水率約 12~14%,並且在 成型前先利用工研院能資所提供的破碎機(圖 4.1)破碎,過濾網直徑 20mm,型號 S-200,製造商為直陽企業有限公司。 4.1 實驗機器設備 工研院能資所主要以迴轉多孔式造粒機製作 RDF-5,輥輪軸將原 料推擠進模具成型,若沿用此機器製作稻草燃料,進料量每小時約需 500 公斤,且機台十分龐大不適合移動,因此本實驗選用的成型設備, 為能資所製作 RDF-5 的另一台機器──螺桿擠製機(圖 4.1.1),廠商 是宜大機械,型號 EP80,原為擠飼料所用。 螺桿擠製機可分成供料螺桿區、主要擠製區和成品切斷區,成品 切斷區在實驗中沒有使用。主要擠製區的單軸式雙螺紋螺桿,被三段 外罩所包覆,稻草以人工或供料螺桿提供,由後段外罩上的進料斗進 入主要擠製區,經過螺桿的運送,最後由成型模具出料,成型模具與 前段外罩相連接。 針對螺桿擠製機內部設備,介紹如下: 30.
(41) 1. 供料螺桿:如圖 4.1.2;最快轉速 1.6 秒/圈,最慢轉速與其進 料量為 40 秒/圈、100g/圈。此螺桿扭力不大,稻草若過長會 無法轉動。 2. 擠製螺桿:如圖 4.1.3;實驗主要使用壓縮比為 2.4 的螺桿, 壓縮比(Compression Ratio, C.R.)定義如圖 4.1.4;此螺桿有一 段時期因磨損嚴重,在送修期間暫時以 C.R.=5.6 的螺桿代 替,不過因壓縮量過大,實驗結果不甚理想,因而後續不予 討論。 螺桿原轉速為 350~360rpm,變頻器可調整其速度,由工 研院能資所提供,以百分比表示更改後的轉速,即顯示 50% 就等於原轉速的二分之ㄧ。 3. 成型模具:側視圖如圖 4.1.5,圖中虛線處為模具孔洞,深灰 色處與外罩相連接;實驗中所使用模具,分成多孔洞模具和 單一孔洞模具,如圖 4.1.6,規格如表 4.1.1 和 4.1.2。 4. 溫度控制:有常溫水冷與加熱兩系統(圖 4.1.7);水冷是建立 水迴路於中段外罩裡,加熱則分為三個區域,一個是油溫機 在中段外罩裡建立熱油迴路,油溫機廠牌為 Regloplas,型號 200KL,最高溫度至 200℃,另兩個是利用電熱片加熱模具與 前段外罩,以上三者分別選用 150℃、240℃、240℃為一般 設定溫度。 4.2 實驗內容 螺桿擠製機擠製稻草的成型過程,由實驗證明確實比想像中困難 複雜許多,與第三章熱壓實驗,稻草單純受到擠桿上下壓力壓縮相差. 31.
(42) 甚大。以下依實驗完成的任務分成四個階段: 4.2.1 最初實驗階段 最初實驗設定實驗參數為: 1. 稻草破碎一次 2. 螺桿原轉速 3. 使用原為搭配螺桿擠製機之多孔洞編號 1~11 模具 實驗結果稻草燒焦、機器卡料(圖 4.2.1)、螺桿被磨損,幾乎沒有 成型可言(圖 4.2.2),嚴重時模具內的稻草甚至會噴爆出來。 推判造成稻草成型極差的原因,主要源自於稻草本身;稻草流動 性差,容易滯留原地,以及不易填實模具孔洞,而被磨損的螺桿(圖 4.2.3),連帶引發機器送料不順,特別在轉速越低時,後段外罩與螺 桿之間越易阻塞稻草,使後續的進料送達不了模具,更加惡化原先的 狀況。 螺桿擠製機讓模具裡的稻草受到後續進料的推進力,以及稻草摩 擦模具所產生的摩擦力,即背壓,來達到擠壓成型效果,但最初實驗 連稻草都無法填滿模具,就更不用談論成型 4.2.2 稻草填充模具階段(一) 為解決稻草無法填充模具,以最初實驗為基準,設定以下實驗參 數,探討各參數之影響: 1. 稻草破碎一次,並將稻草噴濕 2. 螺桿轉速為變頻器 25~70% 3. 採用水冷與加熱系統 4. 使用多孔洞標號 12~13 模具 32.
(43) 多孔洞編號 12~13 模具的設計,是改良多孔洞編號 9 模具,此模 具在最初實驗中成型較好,並且為能資所進行 RDF-5 實驗結果的最 佳模具;設計內容包含固定標號 9 模具的 L/D、提高孔洞光滑度,以 及在模具中間挖孔,防止稻草在此處累積摩擦螺桿,以至於最後燒焦。 結果如下: 1. 為了增加潤滑度而噴濕稻草,反而在摩擦溫度升高時,產生 大量水氣,使機器內部壓力提高。 2. 降低螺桿轉速,有助於減少螺桿與稻草之間的摩擦,以及避 免將稻草磨成粉狀而提高燒焦機率。 3. 利用水冷系統降低溫度,效果不明顯。 4. 加熱區域若包含油溫機所建立的熱油迴路,效果不佳。 5. 加熱模具的效果,與加熱模具和前段外罩相同,都提高稻草 流動性,以及填充模具孔洞的能力(圖 4.2.4),因此後續實驗 僅在模具上加熱。 6. 使用多孔洞編號 12~13 模具,稻草成型不佳(圖 4.2.5),並且 稻草會由模具中間的孔洞噴爆出來。 4.2.3 稻草填充模具階段(二) 上述的結果顯示,稻草即使流動性變好,但不合適的出料口,依 舊無法解決稻草成型不良等問題,並且從以往清理實驗結束後的模具 和機器,研判如果螺桿與模具之間的空隙,出現稻草壓縮後的硬塊, 則後續進料便無法進入模具,因此,為觀察硬塊產生的情形,設計以 下之實驗,實驗參數設定為: 1. 稻草長度 10~30mm、<10mm(圖 4.2.6). 33.
(44) 2. 固定稻草進料量 3. 螺桿轉速為變頻器 10%~50% 4. 使用單一孔洞編號 1、2 模具 結果如下: 1. 稻草長度越小填充性越佳(圖 4.2.7),且越不易卡料。 2. 螺桿轉速越低,硬塊越鬆且無焦黑(如圖 4.2.8)。 3. 單一孔洞模具沒有孔洞與孔洞之間的阻隔,的確使稻草獲得 足夠的移動空間、減少與模具之間的摩擦。 4. 單一孔洞編號 1 模具產生硬塊的情形雖較為減輕,但依舊存 在硬塊。 5. 單一孔洞編號 2 模具的 d 值大於外罩的內徑,使稻草更易進 入模具。 6. 實驗結果沒有硬塊存在的參數條件為: i.. 稻草長度<10mm. ii.. 螺桿轉速 35~36rpm,即變頻器 10%. iii.. 模具溫度 240℃. iv.. 使用單一孔洞編號 2 模具. 此實驗因進料量不多,結果不足以定論在無限進料時,機器也不 會阻塞,但其價值為利用簡單又省時的方法,排除易卡料的參數組合。 4.2.4 稻草成型階段 沒有硬塊存在的參數條件,在增加進料量後,被推擠出的稻草相 當鬆散,嘗試以下方法來解決: 1. 加長模具 L 值 15mm、25mm(圖 4.2.9). 34.
(45) 2. 添加直徑 20mm 的螺桿中心軸(圖 4.2.10) 實驗結果最後選用中心軸來幫助成型,其優點可加大背壓,以及 將模具孔洞中心填充不密實的稻草,向周圍擠壓,讓成型更緊密,另 也克服螺桿中心壓力最小的問題;而單純增長 L,除無法改善模具中 心稻草鬆弛的現象,甚至造成後續進料推進力不夠克服變大的背壓, 使稻草無法順利出料。 歸納各參數在實驗中對成型的影響,以及列出其最佳成型條件如 下: 1. 螺桿:使用 C.R.為 2.4、表面光滑的螺桿。減小與稻草之間的 摩擦,避免稻草因壓縮量過大,而在進入模具前已成硬塊。 2. 螺桿轉速:最佳轉速 35~36rpm。輸送稻草的速度較慢,但對 稻草的摩擦力小,不易磨碎稻草。 3. 模具:使用單一孔洞標號 2 模具。稻草有較多的流動空間, 表面光滑也減小和模具摩擦產生的背壓。 4. 模具溫度:最佳溫度 240℃。提高稻草流動性、產生木質素 軟化的聯結方式、減小稻草與模具之間的摩擦,以及使燃料 表面碳化光滑。 5. 螺桿中心軸:使用直徑 20mm 的中心軸。避免模具中心稻草 填充鬆散,且改變燃料的形狀。 6. 稻草長度:最佳長度小於 10mm。稻草易被螺桿輸送、與螺 桿摩擦較小、不易卡於後段外罩與螺桿之間,且填充模具緊 密。 7. 稻草含水率:最佳含水率 12~14%。含水率過高,遇熱嚴重產 生水氣,使機器生鏽、後續進料的稻草更潮濕。. 35.
(46) 但以上稻草可成型條件,由實驗證明並非稻草可連續成型條件, 因在這些條件下,模具裡稻草的成型過程,雖確實達到成型,由毫無 壓縮、稍有成型,至螺桿帶動旋轉擠出中空圓柱狀的燃料,但之後逐 漸出現旋轉停頓的現象,燃料停止旋轉以被推出的方式擠出,最後甚 至從模具中噴爆出來。 4.2.5 稻草連續成型階段(一) 螺桿擠製機運轉、成型稻草的期間,在各參數條件沒有任意更改 之下,研判整體上發生明顯變化處,為稻草在模具裡的累積狀態。以 下以此概念,進行無法持續旋轉擠出稻草燃料的原因猜測: 1. 模具孔洞和中心軸表面有稻草黏附,影響稻草流動和增大背 壓,使螺桿不易將其擠出。 2. 後續進料推進力量不夠大。 3. 稻草停留在模具中的時間過久,表面碳化嚴重定型,使模具 半模角處的稻草無法進入模具 L。 4. 稻草停留在模具裡的時間過久,後續進料需克服稻草蒸發出 的水氣壓力,方能進入模具擠出燃料,且此壓力可能造成燃 料最後的噴爆。 5. 稻草可壓縮量非常大,使模具中的稻草自行吸收後續進料的 推進力。 6. 模具中的稻草擠壓成塊,與螺桿接觸的地方太過光滑,沒有 足夠的摩擦力讓螺桿帶動旋轉。 7. 由模具半模角處進入到模具 L 的稻草,少於同時間應進入到 模具 L 的稻草,導致稻草向後往螺桿累積。. 36.
(47) 8. 若假設中空圓柱狀燃料為稻草成型之穩態,而尚未或稍有成 型為非穩態,則稻草可成型條件或許只能幫助非穩態達穩 態,但無法以這些條件持續穩態,即各參數可能存在另一維 持穩態的條件。 針對 1~4 點,提出提高模具與中心軸的表面光滑度,以及改變進 料速度兩方法,來驗證和解決燃料無法持續旋轉擠出的問題,至於 5~8 點因沒有具體的嘗試方法,所以暫不討論。兩方法結果如下: 提高模具與中心軸表面的光滑: 1. 可減緩稻草黏附現象,但無法完全避免。 進料速度(V)的改變: 1. V 越快,後續進料推進力越大,但因螺桿送料容量有限,所 以推進力大小有限。 2. V 越快,因模具孔洞為漸縮性,即存在半模角,加上稻草流 動性差,所以推進力雖變大,但稻草出料依舊由順暢變阻塞。 3. V 越慢,稻草停留在模具裡的時間越長。 4. 一合適的 V,搭配稻草可成型的條件,達到連續成型的結果。 由以上結果證明猜測原因第 2~4 項會干擾稻草連續成型擠出,第 1 項影響較小,且證實此台螺桿擠製機確實能夠把稻草製作成燃料。 連續旋轉擠出之中空圓柱狀燃料如圖 4.2.11,穩定成型時,螺桿擠製 機電流維持在 92~94A,進料速度則藉由觀察出料狀況,由人為適時 調整控制。 4.2.6 稻草連續成型階段(二) 雖然成功地利用進料速度完成稻草連續成型,但在後來重覆實. 37.
(48) 驗,希望能夠掌握最佳進料速度時,卻因再現性極差,進料速度對連 續成型之敏感度高,不但使結果與證明喪失一個完整的交代,也表示 其他原因實際上存在,只是目前尚未驗證。 為了確定所有實驗參數,是否影響稻草成型連續,以下在不更動 其他參數最佳條件之下,改變稻草含水率和模具溫度,搭配不同進料 速度進行實驗,實驗內容如表 4.2.1。選取稻草含水率與模具溫度的 原因,在於兩者為文獻中重要參數,並且之前實驗分別固定為 12~14% 與 240℃,尚未嘗試更改過,因此依照文獻 10 的成型條件,分別訂 定為 9.5%,和 220、240、260℃。 結果如下: 1. 降低稻草含水率與改變模具溫度,在搭配的進料速度下都無 法使稻草連續成型。 2. 稻草 9.5%含水率使聯結十分緊密,但燒焦和被磨成粉狀的情 況更嚴重,如圖 4.2.12。 3. 9.5%與 12~14%含水率在進料速度 38.4g/40s 之下,前者使稻 草黏附在模具、螺桿和中心軸的情況較嚴重。 4. 實驗與文獻 10 相同條件下──稻草 9.5%含水率、長度 <10mm、含有中心軸、模具溫度 240℃,結果與文獻相差大, 因此螺桿擠製機本身的設計,是否適合拿來擠製稻草,存有 討論的空間。 5. 不同溫度對進料速度 12 種組合的結果如圖 4.2.13、表 4.2.2。 6. 240℃為三個實驗溫度中,成型時間最久的溫度。 7. 在 260℃進料速度越快,燃料越快停止旋轉。 8. 這三個溫度凡進料速度越快,稻草蒸發出的水氣就越多。. 38.
(49) 4.2.7 實驗總結 本實驗成型設備──螺桿擠製機,原為擠飼料機械,針對飼料原 料的性質與成型條件加以設計,其處理飼料的效能必定強過處理稻 草,雖然由一連串的實驗找出此台機器成型稻草的條件,但最終仍無 法克服稻草沒有成功連續成型的窘況。不過,實驗在遵守三點準則 下,曾成功連續成型稻草,達到原先對此實驗之期盼,不額外支出成 本與能源,以及了解各實驗參數對稻草成型的影響,相信將來一定能 夠解決台灣無法善用稻草的問題。 4.3 實驗結果對可移動式稻草固態錠型燃料製作機概念設計之影響 利用螺桿擠製機製作稻草燃料,比能資所製作 RDF-5 來的複雜, 但其優點可連續成型,還是一個處理稻草較好的方式,所以製作機概 念設計(附錄一)之成型設備仍選用螺桿擠製;除了螺桿,其實可考慮 擠桿和造粒機,但由於著墨不深,不了解稻草應具備的成型條件,所 以不納入概念設計。製作機稻草所依據的成型條件: 1. 長度<10mm 2. 收割後的稻草,扎成捆並立起曝曬 2~3 天(不考慮天候),製 作機就不需乾燥設備 一份由台中區農改場龍國維先生提供的「稻殼炭製造機」資料(圖 4.3.1),敘述台灣民國 64 年自行研發成功的稻殼炭製造機,生產稻殼 炭供民眾或工廠做替代燃料,機器甚至外銷到國外,最後因螺桿太易 磨損、瓦斯燃料逐漸普及,而停止使用該機器;加上本實驗與文獻也 都證明稻草摩擦易損傷螺桿,因此,製作機設計另需注意螺桿的強度。. 39.
(50) 表 4.1.1 D 與圖 4.1.6 對照 編號 孔洞數(個) (mm) 4 15 1 (a) 右一. (b). (c). (d). 多孔洞模具規格 L L/D H (mm) (mm) 55 3.67 63.5. 備註. 右二. 2. 70. 4.67. 79. 右三. 3. 90. 6. 99. 右一. 4. 4. 35. 1.75. 44. 右二. 5. 3. 右三. 6. 3. 55. 2.75. 64. 右四. 7. 6. 右五. 8. 4. 70. 3.5. 79. 右六. 9. 9. 95. 4.75. 102. 入口與 1~8 不同. 右一. 10. 4. 29. 43.5. 1.5. 60. d=30.5(mm),θ = 2.6 o. 右二. 11. 24.5. 52. 2.12. 72. d=31.5(mm),θ = 9.9 o. 左. 12. 9. 20. 95. 4.75. 95. 右. 13. 外9. 外 95 外 4.75. 中 d=30(mm). 中1. 中 65 中 3.25. 中 θ = 9.46. 20. 40.
(51) 比照圖 4.1.6. 編號. 無. 1. (e). 2. 表 4.1.2 單一孔洞模具規格 D L L/D H 孔洞數(個) (mm) (mm) (mm) 40 54 1.35 102 1 50. 33. 0.66. d (mm) 85. 25. 89. 15.78. θ (o ). 表 4.2.1 實驗規劃 實驗編號 1. 實驗內容 使用 9.5%含水率的稻草,與 21.64、27.24、38.48(g/40s)三個不同進料速度 進行實驗. 2. 溫度 220、240、260℃,各分別與 21.64、27.24、38.48、50.8(g/40s)四個不 同進料速度進行實驗,記錄以下三種數據: i.. 以上述進料速度進料 12 分鐘後,螺桿擠製機的電流(機器啟動時的 電流約 101~103A)。. ii. 模具中的稻草在開始無法被螺桿帶動旋轉時的時間與電流。 iii. 停止機器時的時間與電流;以機器嚴重冒出水氣、燃料停止旋轉不 動很久,以及像快要噴爆出,做為判定機器停止的依據。. 41.
(52) 溫度. 表 4.2.2 不同成型溫度搭配不同進料速度的實驗結果 220℃ 240℃ 260℃. 進料速度 21.64. 數據記錄. 備註 27.24. 數據記錄. 備註 38.48. 數據記錄. 備註. 50.8. 數據記錄. 備註. 92、93A 跳動 i. 96、97A 跳動 12 分 59 秒,91~92A ii. 18 分 9 秒,93~94A iii. 17 分 36 秒,88~89A iii. 22 分 30 秒,86~87A 稻草擠出一點後就不旋 稻草不旋轉後有被推出 轉 一些 i. ii.. i. 95、96A 跳動 ii. 16 分 30 秒,93~94A iii. 17 分 59 秒,91~92A 稻草擠出一點後就不旋 轉. i. 91、92A 跳動 i. 88、89A 跳動 i. 89、90A 跳動 ii. 11 分 5 秒,92~93A ii. 17 分 36 秒,80~81A ii. 12 分 38 秒,86~87A iii. 15 分 13 秒,83~85A iii. 18 分 31 秒,78~81A iii. 14 分 14 秒,77~81A 稻草不旋轉後有被推出 一些,水氣重. 電流在 89-91A 有穩定成 型一些出來. 有穩定成型一些出來,但 較 240℃差,水氣重. i. 87、88A 跳動 i. 78、79A 跳動 i. 91、92A 跳動 ii. 16 分 59 秒,89~90A ii. 18 分 11 秒,87~88A ii. 11 分 8 秒,81~82A iii. 18 分 29 秒,86~87A iii. 18 分 56 秒,82~83A iii. 12 分 5 秒,75~76A 電流在 93-94A 與 90-91A 都有成型一些,但後者成 型一下,稻草就不旋轉, 水氣很重. 有出來不少,在電流 91-92A 與 87-89A,不過 後者稻草燃料外表龜裂 嚴重. 電流在 88-91A 有成型一 些,但後來螺桿發出很大 聲響,水氣超重,且稻草 燒焦味極濃. i. 96、97A 跳動 i. 93、94A 跳動 i. 91、92A 跳動 ii. 18 分 10 秒,87~88A ii. 18 分 10 秒,87~88A ii. 9 分 32 秒,90~91A iii. 18 分 32 秒,73~74A iii. 21 分 4 秒,79~81A iii. 15 分 55 秒 稻草噴爆後才關機,電流 在 92-94A 和 87-88A 都有 成型,但後者稻草不旋轉 後,電流急速下降. 稻草噴爆後才關機,在電 流 92-95A 維持很久,有 一些成型,在 12 分鐘前 電流有降到 92A,但後來 又跳回 96-97A. 42. 稻草噴爆後才關機,在快 10 分時,電流就掉至 81-82A,後來陸續將稻 草推出,電流維持在 93-95A 很長,水氣與燒 焦味狂冒出來.
(53) 圖 4.1 破碎機. 圖 4.1.1 螺桿擠製機. 圖 4.1.2 供料螺桿 43.
(54) (a)低壓縮(C.R.=2.4)螺桿. (b)高壓縮(C.R.=5.6)螺桿. 圖 4.1.3 螺桿. 圖 4.1.4 螺桿壓縮比之定義. 圖 4.1.5 模具側面圖 R=105,r=90,l=12,單位 mm,L、D、d、H、 θ (半模角)可改變 44.
(55) (a). (b). (c). (d). (e). 圖 4.1.6 多孔洞與單一孔洞模具. (a)水冷系統. (b)加熱系統. 圖 4.1.7 螺桿擠製機溫度控制 45.
(56) (a)螺桿部分. (b)螺桿與外罩之間的空隙. 圖 4.2.1 機器阻塞情形. (a)編號 5. (b)編號 6. (c)編號 8 圖 4.2.2 最初實驗之擠出成品 46.
(57) (a)壓縮比為 2.4 的螺桿. (b)壓縮比為 5.6 的螺桿 圖 4.2.3 螺桿表面的磨損. (a)模具未加熱. (b)模具有加熱 圖 4.2.4 由標號 9 模具所清出的稻草燃料 47.
(58) (a)標號 8 模具,變頻器 25%. (b)標號 9 模具,變頻器 25%. (c)標號 9 模具,變頻器 70%. (d)標號 9 模具,變頻器 70%,加熱模具. (a)標號 13 模具,變頻器 50%. (b) 標號 13 模具,變頻器 70%. 圖 4.2.5 多孔洞模具擠出成品 48.
(59) (a)破碎 5 次,10~30mm 長. (b)破碎 16~20 次,<10mm 長. 圖 4.2.6 稻草長度與破碎次數. (a) 10~30mm 長. (b) <10mm 長. 圖 4.2.7 不同稻草長度的填充能力. 圖 4.2.8 硬塊 左至右螺桿轉速依序為變頻器 50、30、20、10%. 49.
(60) 圖 4.2.9 模具加長 L 段;左為 25mm,右為 15mm. 圖 4.2.10 螺桿中心軸. 圖 4.2.11 連續成型之稻草固態錠型燃料. 圖 4.2.12 稻草 9.5%含水率,由模具清出 左至右進料速度為 21.64、27.24、38.48(g/40s) 50.
(61) (a)進料速度 21.64g/40s,溫度由左至右為 220、240、260℃. (b)進料速度 27.24g/40s,溫度由左至右為 220、240、260℃. (c)進料速度 38.48g/40s,溫度由左至右為 220、240、260℃. (d)進料速度 50.8g/40s,溫度由左至右為 220、240、260℃ 圖 4.2.13 不同溫度與不同進料速度的實驗結果. 51.
(62) 圖 4.3.1 稻殼炭製造機. 52.
(63) 第五章 結語與未來展望 5.1 結語 以稻米為主食的台灣,焚燒稻草的事件二十多年來不斷上演,農 改場的資深人員對此問題相當頭痛,希望本研究能為他們帶來一些靈 感,並為稻草開拓一項新價值。 台灣在農業方面有相當的成就,對於這些作物所產生的廢棄物, 像是稻草、稻殼、落花生藤、玉米桿、甘蔗渣、蕃薯蔓等,也要有適 當的處理,東南亞國家回收農業廢棄物製作成燃料的技術,已進入穩 定成熟階段,而我國卻尚在起步,政府著實應多費心思於此。 本研究以避免額外支出能源與成本,和國外作一最大的差別,在 原料單純為稻草下,目前可達成型;以下對於本研究歸納幾點結論: 1. 剛收割的稻草含水率約 70%,將其扎成捆且立起在太陽下曝 曬 2~3 天,含水率可降至 12~14%;若先破碎稻草再曝曬,則 含水率可降至越低,但越易受到周圍環境的影響,如空氣濕 度與溫度。 2. 稻草含水率過高不適合作為製作燃料的原料,其缺點在於易 使機器生鏽、燃料長蟲發霉、遇熱產生大量水氣;過低則容 易吸收空氣中水分、提高稻草脆性、燒焦機率。 3. 稻草含水率 9.5%所擠製出的燃料比 12~14%,稻草聯結效果 更明顯、緊密,但碳化較嚴重。 4. 擠桿熱壓和螺桿擠壓稻草的最佳溫度為 230℃和 240℃,兩者 十分接近,顯示稻草在此溫度範圍內受壓,產生的聯結效果 最佳,且流動性好、與模具的摩擦小,稻草也不會過於碳化。 53.
(64) 5. 稻草有長纖維韌度高,縮短其長度有助於降低稻草對螺桿的 磨耗,和機器卡料的機率。 6. 高壓縮比螺桿與螺桿高轉速易和稻草產生較大摩擦力,且稻 草壓縮量過大,進入模具不易流動,因此不適合使用。 7. 螺桿中心軸能幫助模具中心鬆散的稻草向周圍擠壓,成型更 緊密。 8. 稻草是否可連續成型會受到進料速度影響,但其敏感度高、 再現性差。 9. 實驗用的螺桿擠製機,原為擠飼料機械,且生產飼料過程中 有添加黏著劑,因此成型較為稻草穩定 5.2 未來展望 未來展望如下: 1. 參考有關木質素的資料書籍或安排實驗,深入探討稻草本身之性 質,再運用至螺桿成型上。 2. 對螺桿擠製機進行修改,例如螺桿、螺桿外罩、模具與中心軸的 設計,建議方向為延伸螺桿進入模具、縮短運輸稻草路徑、模具 單一孔洞但無半模角、加粗中心軸且裝設加熱棒等。 3. 製作機之成型設備為了有效解決產量大的稻草、天候問題,和農 民下期耕作時間的限制,需耐磨耐操、不可經常故障或出現稻草 燒焦機器卡料的問題,所以應放寬稻草可成型的條件,與減少成 型條件的敏感度。 4. 螺桿擠製機能夠製作飼料與 RDF-5,其原因都在於有添加黏著劑 (RDF-5 原料中有塑膠,遇熱會軟化),所以如果稻草不易成型之. 54.
(65) 主因為本身的性質,則可考慮在不需花費大量的成本下,採用黏 著劑幫助成型,如黃豆、玉米、麵粉等。 5. 利用 ASTM D440-86 與 ASTM D441-86 兩種測定法,判別燃料的 強度,且應透過相關單位測試稻草燃料之燃燒效率。 6. 工研院能資所使用的迴轉多孔式造粒機,也是製作機可參考的成 型設備之ㄧ,但其體積龐大,運用在可移動式製作機上,須先進 行減小體積之設計。. 55.
(66) 參考文獻 [1] Y. Li and H. Liu, “High-pressure densification of wood residues to form an upgraded fuel,” Biomass and Bioenergy, Vol. 19, pp. 177-186, 2000. [2] Y. Li, H. Liu and O. Zhang, “High-pressure compaction of municipal solid waste to form densified fuel,” Fuel Processing Technology, Vol. 74, pp. 81-91, 2001. [3] A. Reiterer and S.E. Stanzl-Tschegg, “Compressive behaviour of softwood under uniaxial loading at different orientations to the grain,” Mechanics of Materials, Vol. 33, pp. 705-715, 2001. [4] L. Wamukonya and B. Jfnkins, “Durability and relaxation of sawdust and wheat-straw briquettes as possible fuels for Kenya,” Biomass and Bioenergy, Vol. 8, No. 3, pp. 175-179, 1995. [5] O.C. Chin and K.M. Siddiqui, “Characteristics of some biomass briquettes prepared under modest die pressures,” Biomass and Bioenergy, Vol. 18, pp. 223-228, 2000. [6] P. Karve, H.Y. Mabajan, R.M. Salunkbe and A.D. Karve, “A chain of technologies for using sugarcane trash as a household fuel,” Boiling Point, No. 47, Autumn 2001. [7] P.D. Grover and S.K. Mishra, “Biomass Briquetting: Technology And Practices,” Field Document, No. 46, 1996. [8] West Virginia University, “Wood densification,” Publication No.838 [9] E. Granada, L.M. Lo’pez Gonza’lez, I.J. Mi’guez and J. moran, “Fuel lignocellulosic briquettes, die design and products study,” Renewable Energy, Vol. 27, pp. 561-573, 2002. 56.
(67) [10] 張大雷,姜洋和潘並杰, 「生物質固化成型技術及其展望」 ,遼寧 省能源研究所 [11] 中國農村復興委員會,台灣省水利局,台灣省農田水利協進會, 「水稻栽培灌溉排水管理」 ,民國 66 年 12 月 [12] 張正賢譯,「稻作學精要」 ,國立編譯館出版,民國 77 年 8 月 [13] 賴光隆著,「糧食作物」,黎明文化事業股份有限公司,民國 81 年 11 月 [14] D.G. Ullman, “The Mechanical Design Process,” Mcgraw-Hill, New York, 1992. [15] G. Pahl, W. Beitz, “Engineering Design,” Springer, London, 1995. [16] 宜蘭縣政府環境保護局,http://www.ilepb.gov.tw/TempInfoFile/422/index.htm [17] 台灣獨立建國,http://www.taiwannation.org.tw/republic/rep11-20/no14_13.htm [18] 行政院環境保護署, http://www.epa.gov.tw/b/b0100.asp?Ct_Code=04X0001340X0002731&L=. [19] 經濟部能源科技研究發展計畫九十年度執行報告-廢棄物能源 利用技術開發與推廣計畫 [20] 工研院能資所,http://itrifamily.itri.org.tw/itriman/93/man930630-2.html [21] C. F. Nielsen,http://www.cfnielsen.com/index.asp?menuid=0&sprog=uk [22] Song Ming,http://www.songming.com.tw/ [23] 公視,我們的島-濁水溪系列,http://www.pts.org.tw/~web01/ourisland/p2-3.htm. 57.
(68) 附錄一 可移動式稻草固態錠型燃料製作機的概念設計,是由工研院能資 所委託,搭配本研究作一統整完成;內容著重在機器初期的基本架 構,包括如何收取稻草、處理流程等,不深入討論機器內部詳細的結 構,此範圍應在確定機器所有功能後,才適合各自獨立進行。 品質機能展開(Quality Function Deployment, QFD) 在對製作機進行概念設計前,先依照 QFD 的實施步驟,評估分 析其需求,內容如下: 1. 顧客:農民、操作機器者、購買機器者、購買成品(稻草燃料) 者、製造機器者。 2. 顧客需求與介紹:見表一。7 項必須達到之需求(Must)與 13 項 希望達到之需求(Want)。 3. 顧客需求評估表:見表二。以成對比較法決定各項需求的權 值,兩兩比較重要取 1。 4. 競爭評比:此機器為一項新設計,市面上並無販售所以略過。 5. 轉換為工程需求與量測單位:見表三。表中工程需求「改良舊 有機器成本花費」之設定理由,是希望製作稻草燃料的部份步 驟設備,能夠轉嫁到其他原有機器來達成,降低成本與機器簡 單化。 6. QFD 完成表:見表四。依序確立工程需求與顧客需求之間的 關係,以 9、3、1、空白分別代表強烈、中等、微弱與毫無關 係;因目前無類似機器能相互比較,所以表中的目標值尚未決 定,將來可參考農業方面以及 RDF-5 的機器訂定。 7. 工程需求之評權:見表五。由 QFD 完成表計算每個工程需求 58.
(69) 的重要性;前三項最重要的工程需求反應出製作機要達成預定 目標—將稻草變成燃料,需慎重考慮付出的成本與額外能源耗 費,再對照 QFD 完成表,發現此三項工程需求與顧客需求「不 需花費太多人力」 、 「機器便宜」 、 「機器易製作,現行可用資源 多」都有強烈關係。 概念產生 完成 QFD 後,接著以其結果為基礎進行概念設計;依照概念設 計的步驟[14][15]分析如下: 1. 確立問題:將 QFD 中各項需求增廣與抽象化,則問題有下列 敘述: 「一機器幫農民處理稻草,機器製造不困難,且品質不錯 價錢合理,能移動自如操作簡易,運作中不會讓周圍的環境不 舒服,處理速度快,過程安全,完成的成品品質不錯,用途與 效能都有一定的水準,讓人願意收購。」 2. 建立產品應具備的主要功能:由 QFD 顧客、工程需求權重表 裡,設定主要功能如下: 「製作機代替人力將稻草處理乾淨,整個處理過程以求精 簡,最後將稻草變成燃料。」 3. 將主要功能分解成各個子功能:由主要功能,分解子功能敘 述如下: 「稻草進入製作機內進行處理,最後變成燃料。」 ,主要 受體為稻草,詳細子功能可參考功能結構圖(圖一)。 4. 針對各個子功能提出解決概念:功能結構圖中,子功能包含 稻草進入製作機、稻草破碎與乾燥(成型前達到成型條件即. 59.
(70) 可)、成型階段(選用螺桿運輸擠製)。有關聯合收穫機有無破 碎稻草之照片如圖二,稻草破碎長度為 6~9cm。 解決概念有下列四點準則,而依照準則所提出的解決概念詳 見表六: i.. 允許稻草經多次破碎、乾燥才達到成型條件,並且可 先收集後再進行進料,或直接進行進料。. ii.. 若製作機無破碎或乾燥設備,表示稻草已由外界力量 達到成型條件才進入製作機,在此不考慮稻草 0%含 水率,需噴水提高溼度的情況。. iii.. 暫不考慮散落在田間、沒有回收到的稻草是否會影響 農民耕作,以及回收成型不良的燃料,再經過一次成 型之問題。. iv.. 暫不考慮天候問題。. 5. 合併子功能的解決概念,產生主要功能的解決概念:分類組 合表見表七;表中(1)有 3 個主功能的解決概念,(2)有 10 個、 (3)有 19 個,因此共有 32 個。 概念評估 概念評估的主要目的,是要在眾多的解決概念中,挑選出一或數 個最符合顧客和工程需求,作為後續產品具體化設計的雛形。 評估主要功能解決概念的方法有: 1. 概念可行性評估法 2. 技術背景評估法 3. 需求符合性評估法 4. 決策矩陣法. 60.
數據




+7





Outline
相關文件
In order to solve the problem of the tough recruitment of students in the future, universities and colleges, in addition to passing the relevant assessment conducted by the
To solve this problem, this study proposed a novel neural network model, Ecological Succession Neural Network (ESNN), which is inspired by the concept of ecological succession
In order to improve the aforementioned problems, this research proposes a conceptual cost estimation method that integrates a neuro-fuzzy system with the Principal Items
This research adopts Technology Accepted Model (TAM), which was brought out by Davis in 1979, to verify the use and learning effectiveness of eighth-graders using on-line tests..
To solve this kind of problems, the attempt to use embedded sensors in conjunction with the sonic echo method for assessing the length of a capped pile was
This study analyzes and reorganizes the problems proposed by the industry and develops the strategies regarding literatures and interview with experienced firms in order to serve
In order to maintain a stable routine operation of the Taiwan Light Source at National Synchrotron Radiation Research Center, the electron beam extraction
The aim of this research is to conduct math remedial instruction on decimals division (RIDD) for sixth grade and solve teaching problems through action researchC.
