計畫名稱:金屬微成形製程及其應用之研究-子計畫三:微旋鍛成形分析與製程應用之研究 中文關鍵詞: 微旋鍛、金屬成形、有限元素分析、毛細管、雙金屬。 中文摘要: 現今許多醫學上的微創手術或檢查儀器的前端效應器,或者如汽車工業所使用的微幫浦 與微閥門等,皆需應用到微旋鍛製程以進行微細線材、管材、接頭件等之微成形或微接合加 工,以減少微切削與微研磨的加工時程,以及獲得微切削所無法達到的強度或內孔徑型式, 因此微旋鍛成形製程的應用需求勢將與日俱增,此技術也迫切需要更多學理的研究,以做為 製程改善的基礎。 本研究主要探討中間微旋鍛縮徑成形的可行性,透過 DEFORM 3D 有限元素法分析,針 對在不同管徑大小的條件下,搭配不同的管徑厚度比、縮徑厚度比、模具圓角等參數,探討 在微旋鍛過程中所形成之管壁厚度變化、等效應變與模具負荷之影響。提供業界在生產製造 時做為微旋鍛製程設計的參考依據,以減少不必要的試模時間。而在模具試驗方面,則分別 以 AISI 304 不銹鋼毛細管與線切割用黃銅線,選定各種不同的管徑組合,以及控制胚料的退 火條件,進行中間微旋鍛縮徑的成形試驗。 研究結論如下: (1)在模擬中間縮徑旋鍛成形過程中,發現當外徑縮率較低時管件之管 壁會有厚度增加的趨勢,然而當縮率較高時,則管壁會有變薄的趨勢,且最高達到約 50%薄 化率。 (2)在外徑 0.5 mm 對應不同厚度外徑比時,則相較於外徑 0.1 與 5mm 時之管壁薄化現 象皆特別劇烈,此現象可證明微小管件因尺寸效應關係導致表面摩擦力相對遽增,進而使材 料軸向流動不易,最後徑向材料驟減變薄。 (3)由模擬結果可得知,在外徑 0.5、1 及 2 mm 進行中間旋鍛縮徑時,管壁薄化會隨著管壁厚度的增加而減小。 (4)透過模擬與實驗結果顯 示,模具圓角是影響中間縮徑旋鍛的重要參數,當圓角過小或是過大都會容易發生缺陷,因 此必須透過模擬選用適當的模具圓角。 (5)在實驗過程中發現,除了加工參數對產品的品質 有相當的影響之外,還有管件偏心鍛打的影響也很大,其發生原因如震動以及材料夾持不當 等等,當管件出現偏心鍛打的現象則會出現壓扁甚至破裂等缺陷。 (6) as received 的 AISI 304 不銹鋼毛細管雖然加工硬化程度高,但仍具成形性;但是大氣退火則使毛細管產生過多的氧 化黑皮,並且當持溫達 90 分鐘時,此氧化層因為脆性過多,反而不利於微旋鍛成形。 (7) as received 的毛細管雖然加工硬化程度高,但仍具成形性;當外管縮徑程度大至接觸內管時,外 管則有層裂的可能,1.07 較 0.90 mm 管徑的成形良率高,顯示 1.07 mm 管徑雖然管徑縮率較 多,但因為延展性較佳,而且因為晶粒數較多而成形良率較高。 (8) 毛細管在真空退火後降 低了加工硬化,成形性大幅提昇,在測試的管徑組合條件下並未發生層裂,而且貼附情形以 持溫時間 90 分鐘為最佳;而且以 0.90/0.55 mm 與 1.07/0.55 mm 管徑組合下之微接合結果最 佳。 (9) 真空退火毛細管與細線之微接合分析亦顯示毛細管在真空退火後降低了加工硬化, 成形性大幅提昇,在測試的管徑組合條件下並未發生層裂,而且貼附情形以持溫時間 90 分鐘 為最佳。
英文關鍵詞: Micro Rotary Swaging, Metal Forming, Finite Element Analysis, Micro Piping, Bi-metal.
英文摘要:
Micro parts like medical catheters or end effectors used in medical inspections, pumps or valves used in the automobile industry, require micro swaging to process forming or joining from wires, pipes and fittings. The products can achieve higher strength or inner features which can’t be obtained from micro machining or grinding process. Therefore the applications of rotary swaging will become more and more increasingly eminent. The process also is in need of more theoretical investigation for further improvement.
This work focused on investigating the feasibility of micro plug-in rotary swaging. Through the DEFORM 3D analysis, the effects of tube size, diameter-to-thickness ratio, die radius on wall thickness, distribution of effective strain, and loading were investigated. The results would provide as the guidelines for the industry in the process control and die trial-out of micro rotary swaging. The experimental work includes the trial-out of micro swaging with AISI 304 stainless steel pipes and bronze wire of WEDM. The testing parameters included various combinations of pipe diameter and annealing conditions.
The results with simulation indicated that wall thickness reduced significantly in micro swaging due to the increase of surface friction. Pertinent die radius was essential as too small or too large radius caused forming defects. The experimental work showed that the eccentricity of pipe guiding caused the failure of micro rotary swaging. The as received micro pipes exhibited formability though they might have certain level of work-hardening. Layer delamination occurred on the outer pipe as it was deformed to contact with the inner pipe. Pipe gauge of 1.07 mm had better formability than 0.90 mm because the former had less prior work-hardening as well as more grains though with more reduction. Formability increased significantly as the micro pipes were vacuum-annealed. No delamination occurred during the experiments. Bonding quality was the best in vacuum-annealing with 90 minutes especially with the gauge combinations of 0.90/0.55 and 1.07/0.55 mm. Boning tests of micro pipe and wire also verified the condition of vacuum-annealing with 90 minutes provided best bonding result.
1. 前言 金屬管件廣泛被應用於機械、化工、醫療、航空、機電、3C 產品相關元件等領域,一般 外徑在 2 mm 以下之微細管件則被稱為毛細管如圖 1 所示。其材料主要是以不銹鋼(AISI 304、 316)、銅、鋁以及鈦為主,而加工方式主要利用抽拉製程,對材料端緣施加拉力,迫使通過 眼模孔,以獲得所需斷面形狀與尺寸。 (a)不鏽鋼毛細管[1] (b)鈦毛細管[2] 圖 1. 毛細管實際照片 然而近年來人們生活水準提高,驅使 3C、生醫、新興能源產品之發展,除了在功能及多 樣化的提升以外,最為顯著則是產品外觀日趨輕薄短小,相對內部零件也隨之微型化及輕量 化,當零件尺寸微型化時,會遇遭到強度不足等問題。由於抽拉製程對於微小管件有一定成 形限制,當縮徑尺寸過小時,易發生晶粒不足而發生成形缺陷,因此本子計畫改採用微旋鍛 製程,除了滿足尺寸精度之需求,並能提升機械強度以符合目前產品的微型化的趨勢,圖 2 為微旋鍛製品例。 (a)醫療用相關微旋鍛製品[4] (b)醫療導線[5]
(c)管件微旋鍛雛型件[6] 圖 2. 微旋鍛製品例 2. 研究目的 毛細管目前大多是採用抽拉的方式來進行成形加工,當尺寸縮小到趨近於微米級時,通 過模孔的材料僅存數十個晶粒在於管壁截面,此時進行抽拉易發生成形缺陷,同時因尺寸效 應的關係導致表面摩擦力增加,容易產生頸縮破裂。因此可透過微旋鍛縮徑成形來取代抽拉 製程上無法克服的成形範圍,藉由微旋鍛之成形特性,多向微小增量鍛打,可使材料均勻變 形且提高機械性質,且透過轉換製程的同時,也將拉應力轉換成壓應力,可避免頸縮破裂等 缺陷。由於進料式旋鍛相關文獻中提到管件進行端部縮徑時會使管厚度約增加了 45%[8],而 有關管材中間縮徑旋鍛之相關文獻甚少,因此針對管件中間微旋鍛縮徑成形進行模擬,以評 估此製程對於微小管件縮徑之成形性。 本研究主要探討中間微旋鍛縮徑成形的可行性,透過 DEFORM 3D 有限元素法分析,針 對在不同管徑大小的條件下,搭配不同的管徑厚度比、縮徑厚度比、模具圓角等參數,探討 在微旋鍛過程中所形成之管壁厚度變化、等效應變與模具負荷之影響。提供業界在生產製造 時做為微旋鍛製程設計的參考依據,以減少不必要的試模時間。 而在模具試驗方面,則分別以 AISI 304 不銹鋼毛細管與線切割用黃銅線,選定各種不同 的管徑組合,以及控制胚料的退火條件,進行中間微旋鍛縮徑的成形試驗。 3. 理論基礎 旋轉型鍛(rotary swaging)是一種利用數個錘塊鍛打搭配主軸旋轉的旋轉鍛造機上,以生產 精密軸類件的一種迴轉成形技術。大多採以進料式旋鍛(infeed swaging)為主,加工方法是胚 料受到幾個錘頭環繞胚料旋轉並沿徑向對稱高速錘打,且胚料做軸向進給的動作,工件由端 部直徑減小而軸向延伸,在鍛打過程中,胚料與錘打塊之間有相對的旋轉運動和軸向運動如 圖 3 所示。旋鍛具有脈衝載入和多向鍛打兩個特點,由於每次鍛打變形量很小,流動路線短, 摩擦阻力小,變形均勻,此加工技術不僅適用於一般鋼材,而且也適用於高強度低塑性的高 合金,尤其難熔金屬如鎢、鉬、鈮等及其合金的預成形鍛造。 (a)成形前 (b)成形後 圖 3. 進料式旋鍛
本文主要探討的為圖 4 中間微旋鍛(plunge swaging)之縮徑成形,其原理為進料式旋鍛的 應用改良型,主要是藉由控制楔型滑塊的移動量,以控制鍛打下壓的進給量,因此需要精準 移動控制機構,通常應用於 CNC 旋鍛機上;胚料的進給方式與進料式旋鍛不同,中間縮徑旋 鍛通常胚料不做進料的動作,而是將胚料放置在模塊中,藉由模具以漸進式的向內縮徑鍛打 成形,與進料式旋鍛相比,可以成形較大的斜角和較多樣式階差外型的產品。 (a)成形前 (b)成形後 圖 4. 中間縮徑成形 旋鍛本質上屬於漸增的成形方式,雖然旋鍛模塊每次鍛打行程僅在工件造成局部成形, 但是總成形量可達面積縮率 70%[7],遠大於單一道次抽製加工的成形量,並可避免抽製過程 產生過大的拉應力,因而導致頸縮破裂等缺陷,所以模具設計簡易,應用時僅需注意合理的 工件外徑縮率,以避免徑向負荷過大,而超出設備的出力,或是造成滾子與外環過多的變形, 因而影響加工精度;也需注意合理的模具入口角度與胚料軸向進給率,以避免材料發生過多 的逆流積料,以上要點都可藉模擬分析來預測。 旋鍛加工設備使用到臥式主軸結構,且加工對象為軸件,因此有時亦被稱為無屑加工。 相對於鍛造製程而言,旋鍛可以減少廢料產生量,增進製程的經濟性。而相對於切削或磨削 加工而言,旋鍛成形製程則有以下的製程優勢,包括:可藉由加工硬化來增加工件的機械強 度,也可以因模片對工件的多次拍打,而在工件表面形成壓縮殘留應力,而且因為工件內部 形成連續的鍛造流線,大幅提升了工件的的抗疲勞限;另外旋鍛成形也可以藉由改變管件壁 厚,以提升工件局部的剛性;精微元件若實施熱處理後,由於元件上的晶粒有限,會引起尺 寸的變異,或是強度的弱化,而採用微旋鍛(micro rotary swaging)成形,則可避免上述的缺點; 而特別是應用在醫學上的微創手術或檢查儀器的前端效應器(end effector),是不容許有毛刺的 產生,而微旋鍛成形相對於切削製程則具有少毛邊的優勢。 4. 研究方法 4.1 模型建立與參數設定 本研究首先使用 DEFORM 3D 軟體以進行管材中間旋鍛模擬,由於旋鍛模塊在鍛打時會 因主軸持續旋轉,因此工件所受之應力與應變呈現不均勻分佈,不宜以 2D 軸對稱模組進行 模擬,並且無法觀察模具對於工件所產生之切向力。在模擬設定過程中,由於管件網格量必 須設定為 100,000 個元素,才能將胚料完整分佈網格,因此在模擬時間上會相當耗時,為了 減少模擬時間,就將管件縮徑成形區域進行橫向剖半,在其端部設定邊界,採取對稱方式進 行模擬分析,如圖 5 所示,圖 6 為模具配置圖,因管胚厚度不同在模擬過程中若圓角參數過 小,將會導致材料堆積嵌料最後迫使模擬終止,需搭配不同的模具圓角參數使其模擬過程順 利完成,旋鍛屬於漸增的成形方式,旋鍛模塊每次鍛打行程僅在工件造成局部成形,為求得 精確的模擬計算,因此將工件材質設定為彈塑性,材質為 AISI-304 不銹鋼,最大外徑縮率為 40%,針對 5、1、0.5 mm 三種不同外徑管胚,分別代表巨觀、介觀與微觀之旋鍛管胚如圖 7 載 具尺寸示意圖所示,並搭配不同的厚度管徑比及縮徑長度管徑比,來進行管件中間縮徑模擬 成形,上述參數之設定如表 1 所示,其管厚變化率之表示式如公式 1。
管厚變化率: 100% 0 0 × − t t t (1) 圖 5. 胚料端部設定邊界條件 圖 6. 模具配置圖 圖 7. 載具尺寸示意圖 表 1. 中間微旋鍛模擬參數 製程參數 模擬參數設定 工件材質 AISI-304,彈塑性 塑流應力 σ =223.049ε0.34ε0.076+329.24 旋鍛模具性質 剛性 模具片數 四 胚料外徑 (mm) 0.5、1、5 厚度外徑比(t/D) 0.1(薄管)、0.15、0.2(厚管) 縮徑長度與外徑比(l/D) 0.5、1、2 行程增量與外徑比 7.74×10-4 外徑縮率 R(%) 40 模具傾角α (°) 12.5 模具圓角(mm) 0.04、0.06、0.08 摩擦因子 0.05
4.2 模具與胚料的動作設定
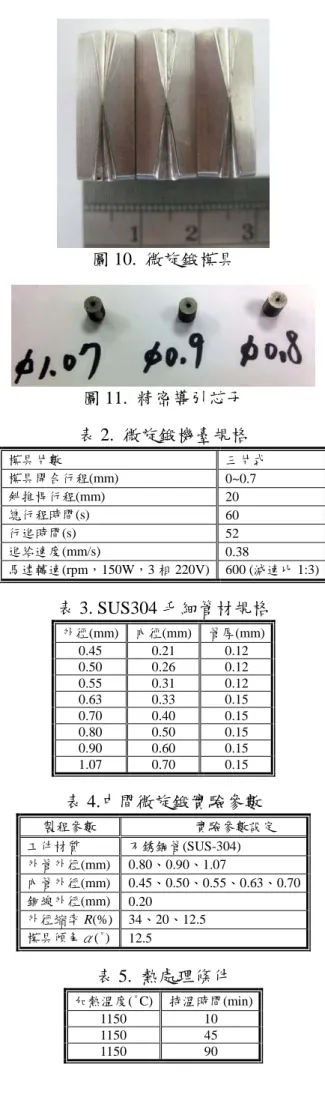
中間旋鍛縮徑與進料式旋鍛做動方式不同,進料式旋鍛是控制模塊做往復的定量鍛打, 如圖 9(a);而中間旋鍛則是靠楔型滑塊的移動量和傾角來控制下壓的進給量,本研究微旋鍛 模塊作動之函數設定如圖 9(b)所示,每次鍛打的下壓增量定為 0.387 μm,且因 DEFORM 軟 體無法設定模具同時做徑向與旋轉之動作,因此將旋轉的動作變更設定在料架上,並且為了 防止料架與工件產生打滑的情形,在 inter-object 模組中,勾選 sticking condition 可確保胚料 與料架結合。 (a)進料旋鍛 (b)中間旋鍛 圖 8. 微旋鍛模塊作動參數設定 4.3 中間微旋鍛縮徑成形試驗 在模具試驗方面,使用委託力鵬公司開發的中間微旋鍛縮徑成形機臺如圖 9,表 2 為微 旋鍛機臺規格,模具則委由金屬中心以微放電製作三片式之鎚打模仁如圖 10,模仁孔徑為 0.70 mm,工件材質分別為 AISI 304 不銹鋼毛細管(如表 3)與線切割用黃銅線(線徑為 0.20 mm), 選定各種不同的管徑組合如表 4,圖 11 為對應三種不銹鋼毛細管徑而製作之精密導引芯子, 控制胚料的熱處理條件如表 5,採用真空與大氣爐冷退火,進行中間微旋鍛縮徑的成形試驗。 圖 9. 微旋鍛之機臺設備
圖 10. 微旋鍛模具 圖 11. 精密導引芯子 表 2. 微旋鍛機臺規格 模具片數 三片式 模具開合行程(mm) 0~0.7 斜推桿行程(mm) 20 總行程時間(s) 60 行進時間(s) 52 進給速度(mm/s) 0.38 馬達轉速(rpm,150W,3 相 220V) 600 (減速比 1:3) 表 3. SUS304 毛細管材規格 外徑(mm) 內徑(mm) 管厚(mm) 0.45 0.21 0.12 0.50 0.26 0.12 0.55 0.31 0.12 0.63 0.33 0.15 0.70 0.40 0.15 0.80 0.50 0.15 0.90 0.60 0.15 1.07 0.70 0.15 表 4.中間微旋鍛實驗參數 製程參數 實驗參數設定 工件材質 不銹鋼管(SUS-304) 外管外徑(mm) 0.80、0.90、1.07 內管外徑(mm) 0.45、0.50、0.55、0.63、0.70 銅線外徑(mm) 0.20 外徑縮率 R(%) 34、20、12.5 模具傾角α(°) 12.5 表 5. 熱處理條件 加熱溫度(°C) 持溫時間(min) 1150 10 1150 45 1150 90
5. 結果與討論 5.1 模擬結果與討論 5.1.1 外徑對管厚變化率之影響 圖 12 中橫座標為外徑縮率,縱座標為管厚變化率,以零為原始厚度基準點,正值為增厚, 負值則為變薄,來針對三種不同的外徑大小以及厚度外徑比,固定縮徑長度外徑比為 2,以 探討對於管厚變化率之影響,可發現分別在 0.1、0.15、0.2 三種厚度外徑比在對應各外徑縮 率時,固定在 30%外徑縮率之後都有厚度驟降變薄趨勢,並且在外徑 0.5 mm 對應不同厚度外 徑比時,則相較於外徑 1 與 5mm 時之管壁薄化皆特別劇烈,此現象可證明微小管件導致表面 摩擦力相對遽增,進而材料軸向流動不易,最後使其徑向材料驟減變薄。 (a) 厚度外徑比 0.1 (b) 厚度外徑比 0.15 (c) 厚度外徑比 0.2 圖 12. 外徑對管厚變化率之影響
5.1.2 厚度外徑比對管厚變化率之影響 圖 13(a)、(b)及(c)所示,分別為 0.5、1、5 mm 胚料外徑,對應各外徑縮率,固定縮徑長 度外徑比為 2,並搭配不同厚度外徑比,以探討對於管厚變化率之影響,可從(a)發現在外徑 縮率為 40%時,厚度外徑比為 0.1,薄化最為劇烈且薄化率為 50%,則圖(c)反而是厚度外徑 比為 0.1 時,薄化率為 30%,從此可得知相同厚度與外徑縮率的條件下,微觀與巨觀對於管 厚變化率的趨勢是不盡相同,則不論外徑大小,管壁薄化隨著管壁厚度的增加而減小。 (a) 外徑 0.5mm (b) 外徑 1mm (c) 外徑 5mm 圖 13. 厚度外徑比對管厚變化率之影響
5.1.3 縮徑長度外徑比對管厚變化率之影響 圖 14(a)、(b)及(c)所示,分別為 0.1、0.15、0.2 三種不同厚度外徑比,對應各外徑縮率, 固定外徑為 0.5mm,以探討不同縮徑長度外徑比對於管厚變化率之影響,在圖(a)、(b) 與 (c) 相較之下,厚度外徑比為 0.1 且對應 20%外徑縮率時,就開始有薄化趨勢且均為最終薄化率 約 50%,從此可得知隨著厚度外徑比增加,最終外徑縮率對應薄化率會隨之減緩,且三種不 同厚度外徑比所對應之最大增厚率皆約在 10~15%,縮徑長度並不影響中間微旋鍛縮徑成形後 的管厚變化率。 (a) 厚度外徑比 0.1 (b) 厚度外徑比 0.15 (c) 厚度外徑比 0.2 圖 14. 縮徑長度外徑比對管厚變化率之影響
5.1.4 模具圓角對中間縮徑微旋鍛之影響 模具圓角為中間縮徑微旋鍛之重要參數,當模具圓角過大時,材料會因為鍛打而變成方 棒,而當模具圓角過小時,才會出現咬料現象進而產生摺痕。如圖 15 所示。 圖 15. 模具圓角對中間縮徑微旋鍛之影響 5.2 實驗結果與討論 透過三片式模具之中間縮徑微旋鍛成形先期試驗後可發現,如果選用不當的加工參數或 是操作上的誤差會使管件發生壓扁、摺料、破裂等缺陷,主要加工參數分別為縮率、模具圓 角等,先期試驗選用的管件直徑則包括 0.7、1、1.2、2、2.8 mm 等不同尺寸之管徑。後續試 驗發現圖 11 所示之精密導引芯子尤其是實驗成敗之關鍵,第 5.2.3 節為加裝此精密導引芯子 所獲得之實驗成果。 5.2.1 模具圓角對中間縮徑微旋鍛之影響 圖 16 為管件外徑為 2.8 mm,搭配三片式模具,實際鍛打後發現管件呈現多邊形且褶痕 現象,判斷為是材料流動不易造成工件等效應變的增加,模具圓角過大時容易造成胚料呈現 多邊形的情形,過小則會有咬料的情況發生,此現象可與模擬預測中的圓角設計不當時所產 生的缺陷相呼應。 圖 16. 管件因為模具圓角過小產生摺料 圖 17 與 18 分別為外徑 1.2 與 2 mm,搭配適合的模具圓角與縮率經過中間縮徑微旋鍛後 的成品圖例。
圖 17. 中間縮徑微旋鍛,管件外徑 1.2 mm 圖 18. 中間縮徑微旋鍛,管件外徑 2 mm 5.2.2 偏心對中間縮徑微旋鍛之影響 當在中間縮徑微旋鍛鍛打過程中,如果管件沒有固定在打擊點中心,可能會令材料震動 或彎曲,進而偏離鍛打中心甚至會被模塊側平面夾住,會使管件變形不均,甚至會出現將管 件壓扁等缺陷,如圖 19 所示。圖 20 與 21 所示則為對準後之鍛打成功例。後續試驗皆為安裝 精密導引芯子之實驗成果。 圖 19. 偏心對中間縮徑旋緞之影響:管件外徑 1 mm 圖 20. 中間縮徑微旋鍛,管件外徑 1 mm
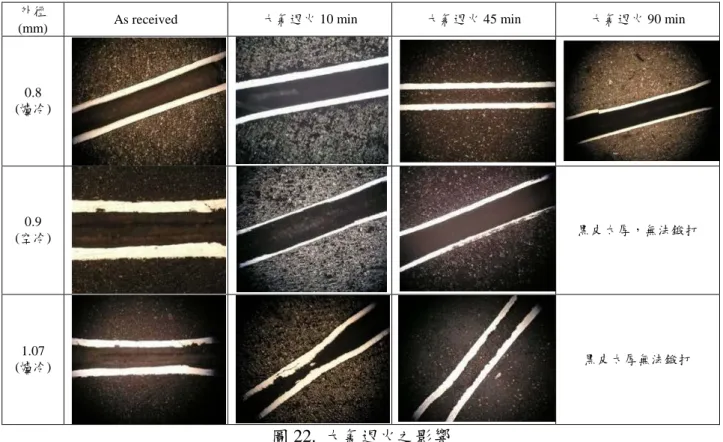
圖 21. 中間縮徑微旋鍛,管件外徑 0.5 mm 5.2.3 異種材料之微旋鍛成形與接合分析 5.2.3.1 大氣退火之影響 首先進行空管微旋鍛的基礎試驗,圖 22 為大氣退火之影響比較,此系列實驗顯示 as received 的毛細管雖然加工硬化程度高,但仍具成形性;但是大氣退火則使毛細管產生過多的 氧化黑皮,並且當持溫達 90 分鐘時,此氧化層因為脆性過多,反而不利於微旋鍛成形。 外徑
(mm) As received 大氣退火 10 min 大氣退火 45 min 大氣退火 90 min
0.8 (爐冷) 0.9 (空冷) 黑皮太厚,無法鍛打 1.07 (爐冷) 黑皮太厚無法鍛打 圖 22. 大氣退火之影響 5.2.3.2 As received 毛細管之微接合分析 圖 23 為 as received 毛細管之接合分析,分別以 50 與 100 放大倍率進行觀察,此系列實 驗顯示 as received 的毛細管雖然加工硬化程度高,但仍具成形性;當外管縮徑程度大至接觸 內管時,外管則有層裂(denaminate)的可能,1.07 較 0.90 mm 管徑的成形良率高,顯示 1.07 mm 管徑雖然其管徑縮率較多,但因為延展性較佳,且因為晶粒數較多而成形良率較高。 外管/內管 50 倍率 100 倍率 0.8/0.45 mm 因直徑變形量為 12% 故無較明顯變形
0.90/0.45 mm 內管太小 外管無承受內壓力 故沒有產生脆裂 0.90/0.50 mm 內管較小 外管承受較小內壓力 故產生較少脆裂 0.90/0.55 mm 外管承受內壓力 故產生脆裂 1.07/0.45 mm 內管太小 外管無承受內壓力 故沒有產生脆裂 1.07/0.50 mm 1.07/0.55 mm 1.07/0.63 mm 1.07/0.70 mm 外管與內管 直徑變形量為 34 % 變形量較大 所以管明顯脆裂 圖 23. As received 毛細管之微接合分析
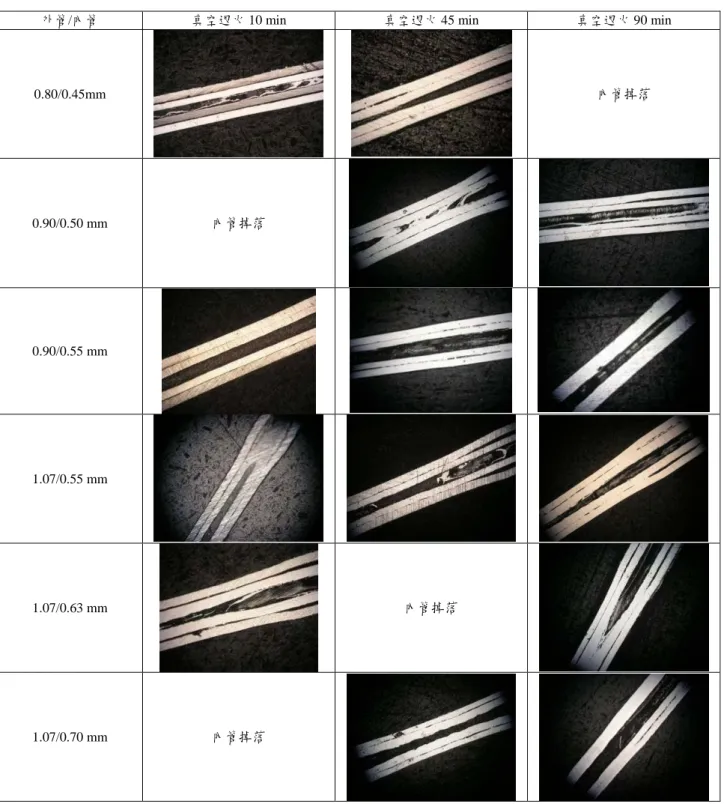
5.2.3.3 真空退火毛細管之微接合分析
圖 24 為真空退火毛細管之微接合分析,毛細管胚以石英管真空封閉後進行退火,持溫時 間分別為 10、45 與 90 分鐘。此系列實驗顯示毛細管在真空退火後降低了加工硬化,成形性 大幅提昇,在測試的管徑組合條件下並未發生層裂,而且貼附情形以持溫時間 90 分鐘為最 佳;而且以 0.90/0.55 mm 與 1.07/0.55 mm 管徑組合下之微接合結果最佳。
外管/內管 真空退火 10 min 真空退火 45 min 真空退火 90 min
0.80/0.45mm 內管掉落 0.90/0.50 mm 內管掉落 0.90/0.55 mm 1.07/0.55 mm 1.07/0.63 mm 內管掉落 1.07/0.70 mm 內管掉落 圖 24. 真空退火毛細管之微接合分析
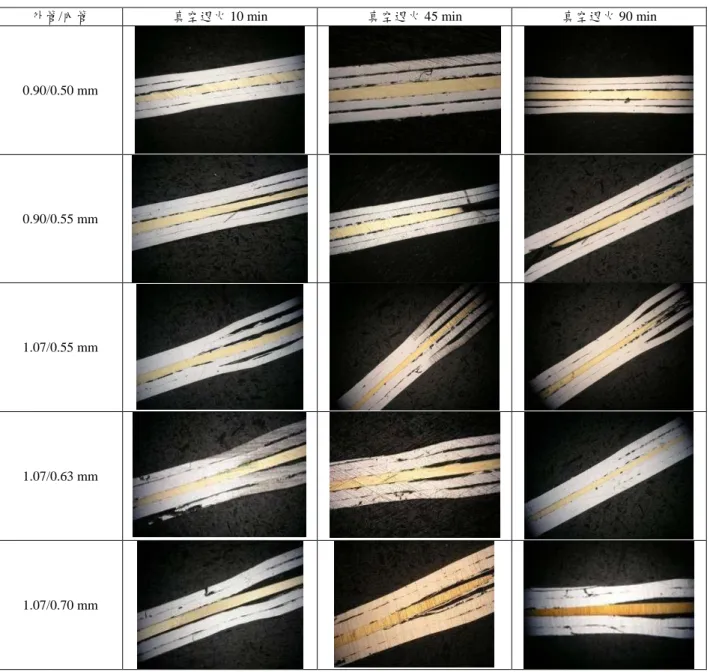
5.2.3.4 真空退火毛細管與細線之微接合分析
圖 25 為真空退火毛細管與細線之微接合分析,由於線切割用黃銅線徑為 0.20 mm,因此 以雙層毛細管包覆,才得以觀察其接合現象。此系列實驗亦顯示毛細管在真空退火後降低了 加工硬化,成形性大幅提昇,在測試的管徑組合條件下並未發生層裂,而且貼附情形以持溫 時間 90 分鐘為最佳。
外管/內管 真空退火 10 min 真空退火 45 min 真空退火 90 min
0.90/0.50 mm 0.90/0.55 mm 1.07/0.55 mm 1.07/0.63 mm 1.07/0.70 mm 圖 25. 真空退火毛細管與細線之微接合分析
6.結論 透過 DEFORM 3D 有限元素法分析管材的中間縮徑製程,針對在不同外徑的條件下,搭 配不同的厚度外徑比以及縮徑長度外徑比等參數,探討在微旋鍛過程中對管厚變化率之影 響。而在模具試驗方面,則分別以 AISI 304 不銹鋼毛細管與線切割用黃銅線,選定各種不同 的管徑組合,以及控制胚料的退火條件,進行中間微旋鍛縮徑的成形試驗,其結論如下: (1) 在模擬中間縮徑微旋鍛成形過程中,發現當外徑縮率較低時管件之管壁會有厚度增加的 趨勢,然而當縮率較高時,則管壁會有變薄的趨勢,且最高達到約 50%薄化率。 (2) 在外徑 0.5 mm 對應不同厚度外徑比時,則相較於外徑 0.1 與 5mm 時之管壁薄化現象皆 特別劇烈,此現象可證明微小管件因尺寸效應關係導致表面摩擦力相對遽增,進而使材 料軸向流動不易,最後徑向材料驟減變薄。 (3) 由模擬結果可得知,在外徑 0.5、1 及 2 mm 進行中間微旋鍛縮徑時,管壁薄化會隨著管 壁厚度的增加而減小。 (4) 透過模擬與實驗結果顯示,模具圓角是影響中間縮徑微旋鍛的重要參數,當圓角過小或 是過大都會容易發生缺陷,因此必須透過模擬選用適當的模具圓角。 (5) 在實驗過程中發現,除了加工參數對產品的品質有相當的影響之外,還有管件偏心鍛打 的影響也很大,其發生原因如震動以及材料夾持不當等等,當管件出現偏心鍛打的現象 則會出現壓扁甚至破裂等缺陷。 (6) as received 的 AISI 304 不銹鋼毛細管雖然加工硬化程度高,但仍具成形性;但是大氣退 火則使毛細管產生過多的氧化黑皮,並且當持溫達 90 分鐘時,此氧化層因為脆性過多, 反而不利於微旋鍛成形。 (7) as received 的毛細管雖然加工硬化程度高,但仍具成形性;當外管縮徑程度大至接觸內 管時,外管則有層裂的可能,1.07 較 0.90 mm 管徑的成形良率高,顯示 1.07 mm 管徑雖 然管徑縮率較多,但因為延展性較佳,而且因為晶粒數較多而成形良率較高。 (8) 毛細管在真空退火後降低了加工硬化,成形性大幅提昇,在測試的管徑組合條件下並未 發生層裂,而且貼附情形以持溫時間 90 分鐘為最佳;而且以 0.90/0.55 mm 與 1.07/0.55 mm 管徑組合下之微接合結果最佳。 (9) 真空退火毛細管與細線之微接合分析亦顯示毛細管在真空退火後降低了加工硬化,成形 性大幅提昇,在測試的管徑組合條件下並未發生層裂,而且貼附情形以持溫時間 90 分鐘 為最佳。 7.參考文獻 [1] http://www.lctrcy.cn/ [2] http://www.fshongyue.cn/ProductList.asp?SortID=20&Page=1 [3] http://www.diacare.com.tw/html/modules/news/article.php?storyid=375 [4] http://www.stainlesstubeandneedle.co.uk/ [5] http://www.torrington-machinery.com/applications/medical_dental.html [6] http://www.nanosol.com/english/NanosolMechanics/MechanicalProcesses/HammeringRotaryS waging/tabid/122/Default.aspx
[7] ASM Handbook Volume 14A: Metalworking: Bulk Forming, Edited by S. Lee Semiatin, Publisher: ASM International, 2006.
[8] Seong Joo Lim, Ho Joon Choi, Duk-Jae Yoon, Ha-Guk Jeong, Chi Hwan Lee, Product Geometry for Process Parameter During Rotary Swaging Process as Chipless Forming Process, Materials Science Forum, Vols. 544-545, pp. 439-442, 2007.