I-Shou University Institutional Repository:Item 987654321/21526
73
0
0
全文
(2)
(3) 致謝 首先要由衷的感謝我的指導教授 黃瑞初博士,在就讀大學期間耐心指導,鼓勵 學生繼續就讀研究所完成專題,就讀研究所期間不論是研究還是論文撰寫都給予學 生最大的幫助。同時感謝口試委員 王曙民教授與樹德科技大學 陳智勇教授,細心 審閱本論文,於口試時給予學生建議。. 在就讀研究所這一年中,是學生最充實時期,感謝俊逸學長在研究與學業上都 給了許多建議及幫助,同時感謝碩一的同儕與碩二的學長,在你們的幫忙之下,讓 我順利的完成研究及論文。. 最後感謝家人的支持與鼓勵,讓我可以將重心全部都放在學業上使本論文得以 順利完成。. 黃聖閔 謹致于 義守大學電機工程研究所 中華民國一零六年六月. i.
(4) 神經網路於超音波鉚合機鉚合特性分析. 研究生:黃聖閔. 指導教授:黃瑞初 博士. 義守大學電機工程研究所 摘要 由於電子與通訊科技的快速演進,電子產品的保護裝置越來越受到重視,尤其 是針對需要被保護,且不可以被使用者拆開的產品,此類的產品甚多,例如;常見 於電腦與手機使用的電池組外殼密封、充電變壓器(adaptor)、USB 訊號傳輸線接頭 等等。為避免產品內部的電子元件與線路遭到人為的破壞或灰塵的堆積,使得產品 使用不良現象發生,此類電子產品都會以塑料外殼包覆方式,將電子元件保護起來, 除了可隔絕灰塵外,且不易被使用者輕易的打開。. 不可諱言,在許多的超音波鉚合作業中,都會有 1~3%產品不良率的設定,其 原因在於影響鉚合的變數除了上、下殼塑料的品質外,諸如人為錯誤因素、超音波 鉚合的焊接能量、氣壓、固化時間、下降速段、振幅大小、延遲時間等等,均會對 鉚合品質的好壞,產生決定性的影響。對於產品生產數量龐大的企業而言,即使是 1%的不良率,都會為公司帶來一年數千萬元或上億元的損失。. 因此,此論文研究之目的,即在於利用智慧型控制技術,對於超音波鉚合機之 精密控制進行探討、研究,期望發展出一套超音波鉚合機精密控制機制,針對不同 ii.
(5) 鉚合塑材與製程進行控制程序的最佳化設計,能幫助產業界提升其產品的製作良率 及產業的競爭力。. 關鍵字 : 超音波鉚合機,智慧型,控制,精密。. iii.
(6) The Analysis of Welding Property of Ultrasonic Plastic Welding Machine by Neural Network. Student: Sheng-Min Huang. Advisor: Rey-Chue Hwang. Department of Electrical Engineering I-Shou University ABSTRACT Due to the fast development of electronic and communication technologies, the protection of electronic product has become more and more important and indispensable, especially for the products need to be protected and forbidden to open. In fact, many products such as the battery cases of computer and cell phone, the adaptor and the connector of USB transmission line, all have such necessities. In general, in order to avoid the defective condition caused by man-made or dust, the electronic circuit and component will be covered by plastic case. The plastic case could protect the product and make its function work well. The user can not open the case easily either.. In the real ultrasonic plastic welding process, 1%~3% production defective rate will be reasonably considered and set by user. The main reason is that too many possible variables will affect the product’s quality in the manufacturing process. For examples, the property of upper and lower cases, man-made error, welding energy, pressure, hold time, iv.
(7) press speed, amplitude, delay time, etc., all possibly influence the welding quality and then have a decisive impact to the product. Thus, for a large amount of products, even 1% defective rate will result in a big loss to the company. Sometimes, the loss could reach to ten millions or a billion dollars per year.. Therefore, the research of this thesis aims to employ the intelligent control techniques into the study of precise control for the ultrasonic plastic welding machine. A precise control mechanism for the ultrasonic plastic welding process is expected to be developed. To the cases with various plastic materials, an optimal control design and welding process could be created. Based on such intelligent control mechanism, not only the cost of company can be decreased, but also the competitiveness of business could be increased.. Keywords: ultrasonic plastic welding machine, intelligent, control, precise.. v.
(8) 目錄 致謝 .............................................................................................................................. I 中文摘要 .................................................................................................................... II ABSTRACT ............................................................................................................... IV 目錄 ........................................................................................................................... VI 表目錄 ...................................................................................................................... VII 圖目錄 ....................................................................................................................... IX 第一章. 緒論 .............................................................................................................. 1. 1.1. 研究動機與目的 ........................................................................................... 1. 1.2. 論文架構 ...................................................................................................... 4. 第二章 類神經網路..................................................................................................... 5 2.1 類神經網路 ........................................................................................................ 5 2.2 類神經元............................................................................................................ 6 2.3 網路架構............................................................................................................ 8 2.4 倒傳遞演算法................................................................................................... 10 2.5 權值與輸入重要程度關係 ............................................................................... 15 第三章. 研究過程與模擬結果 .................................................................................. 17. 3.1 電源轉換接頭鉚合資料 ................................................................................... 17 3.2 研究過程 ................................................................................................... 19 3.2.1 第一組參數探討 ....................................................................................... 30 3.2.2 第二組參數探討 ....................................................................................... 43 3.3 模擬分析討論 .................................................................................................. 56 第四章 結論與未來研究 ........................................................................................... 58 參考文獻 ................................................................................................................... 60. vi.
(9) 表目錄 表 2.1 三層式類神經網路架構圖之參數與定義 ...................................................... 11 表 3.1 電源轉換接頭鉚接範例表格 ......................................................................... 18 表 3.2 (A): 類神經網路對 GAP A 模擬結果 ............................................................. 20 表 3.2 (B): GAP A 操控參數影響程度 ...................................................................... 20 表 3.3 (A): 類神經網路對 GAP B 模擬結果 ............................................................. 21 表 3.3 (B): GAP B 操控參數影響程度 ...................................................................... 21 表 3.4 (A): 類神經網路對 GAP C 模擬結果 ............................................................. 21 表 3.4 (B): GAP C 操控參數影響程度 ...................................................................... 22 表 3.5 (A): 類神經網路對 GAP D 模擬結果............................................................. 22 表 3.5 (B): GAP D 操控參數影響程度 ...................................................................... 22 表 3.6 (A): 類神經網路對 STEP A 模擬結果............................................................ 24 表 3.6 (B): STEP A 操控參數影響程度 ..................................................................... 24 表 3.7 (A): 類神經網路對 STEP B 模擬結果............................................................ 25 表 3.7 (B): STEP B 操控參數影響程度 ..................................................................... 25 表 3.8 (A): 類神經網路對 STEP C 模擬結果............................................................ 25 表 3.8 (B): STEP C 操控參數影響程度 ..................................................................... 26 表 3.9 (A): 類神經網路對 STEP D 模擬結果 ........................................................... 26 表 3.9 (B): STEP D 操控參數影響程度 ..................................................................... 26 表 3.10 現行使用參數與調整間隔 ........................................................................... 28 表 3.11 絕對值誤差和最低排序由小至大 ................................................................ 29 表 3.12 第一組最佳鉚合參數與鉚合輸出 (GAP & STEP)....................................... 30 表 3.13 第一組下降速段變化 VS. 鉚合輸出 (GAP & STEP) .................................. 30 表 3.14 第一組振幅比率變化 VS. 鉚合輸出 (GAP & STEP) .................................. 32 表 3.15 第一組氣壓變化 VS. 鉚合輸出 (GAP & STEP) ......................................... 34 表 3.16 第一組焊接能量變化 VS. 鉚合輸出 (GAP & STEP) .................................. 36 表 3.17 第一組延遲時間變化 VS. 鉚合輸出 (GAP & STEP) .................................. 38 表 3.18 第一組固化時間變化 VS. 鉚合輸出 (GAP & STEP) .................................. 40 vii.
(10) 表 3.18 第一組固化時間變化 VS. 鉚合輸出 (GAP & STEP) (CONTINUOUS) ...... 41 表 3.19 第二組最佳鉚合參數與鉚合輸出 (GAP & STEP)....................................... 43 表 3.20 第二組下降速段變化 VS. 鉚合輸出 (GAP & STEP) .................................. 43 表 3.21 第二組振幅比率變化 VS. 鉚合輸出 (GAP & STEP) .................................. 45 表 3.22 第二組氣壓變化 VS. 鉚合輸出 (GAP & STEP) ......................................... 47 表 3.23 第二組焊接能量變化 VS. 鉚合輸出 (GAP & STEP) .................................. 49 表 3.24 第二組延遲時間變化 VS. 鉚合輸出 (GAP & STEP) .................................. 51 表 3.25 第二組固化時間變化 VS. 鉚合輸出 (GAP & STEP) .................................. 53 表 3.25 第二組固化時間變化 VS. 鉚合輸出 (GAP & STEP)(CONTINUOUS) ....... 54. viii.
(11) 圖目錄 圖 1.1 電子產品範例.................................................................................................. 1 圖 1.2 超音波鉚合機的基本架構 ............................................................................... 2 圖 2.1 類神經元模型.................................................................................................. 6 圖 2.2 SIGMOID 函數圖型 ..................................................................................... 7 圖 2.3 多層前饋式類神經網路................................................................................... 8 圖 2.4 過度訓練(OVERTRAINING)示意圖 ............................................................... 9 圖 2.5 三層式類神經網路架構圖 ............................................................................. 10 圖 2.6 3-2-1 類神經網路架構 ................................................................................. 15 圖 3.1 電源轉換接頭................................................................................................ 17 圖 3.2 第一組下降速段變化 VS. GAP .................................................................... 31 圖 3.3 第一組下降速段變化 VS. STEP ................................................................... 31 圖 3.4 第一組振幅比率變化 VS. GAP .................................................................... 33 圖 3.5 第一組振幅比率變化 VS. STEP ................................................................... 33 圖 3.6 第一組氣壓變化 VS. GAP ............................................................................ 35 圖 3.7 第一組氣壓變化 VS. STEP........................................................................... 35 圖 3.8 第一組焊接能量變化 VS. GAP .................................................................... 37 圖 3.9 第一組焊接能量變化 VS. STEP ................................................................... 37 圖 3.10 第一組延遲時間變化 VS. GAP................................................................... 39 圖 3.11 第一組延遲時間變化 VS. STEP ................................................................. 39 圖 3.12 第一組固化時間變化 VS. GAP................................................................... 42 圖 3.13 第一組固化時間量變化 VS. STEP.............................................................. 42 圖 3.14 第二組下降速段變化 VS. GAP................................................................... 44 圖 3.15 第二組下降速段變化 VS. STEP ................................................................. 44 圖 3.16 第二組振幅比率變化 VS. GAP................................................................... 46 圖 3.17 第二組振幅比率變化 VS. STEP ................................................................. 46 圖 3.18 第二組氣壓變化 VS. GAP .......................................................................... 48 圖 3.19 第二組氣壓變化 VS. STEP ......................................................................... 48 ix.
(12) 圖 3.20 第二組焊接能量變化 VS. GAP................................................................... 50 圖 3.21 第二組焊接能量變化 VS. STEP ................................................................. 50 圖 3.22 第二組延遲時間變化 VS. GAP................................................................... 52 圖 3.23 第二組延遲時間量變化 VS. STEP.............................................................. 52 圖 3.24 第二組固化時間變化 VS. GAP................................................................... 55 圖 3.25 第二組固化時間量變化 VS. STEP.............................................................. 55. x.
(13) 第一章. 緒論. 1.1 研究動機與目的. 隨著科技的演進,商用電子產品的保護措施越來越受到重視,尤其是針對需要 保護且不能被使用者拆開的產品,此類產品甚多,生活中隨處可見。例如,USB hub、 USB 音效卡、USB 傳輸線、充電器、行動硬碟、旅充插頭、電池與變壓器等等,如 圖 1.1(a)、(b)、(c)、(d)、(e)、(f)、(g)、(h)所示。為了避免產品內部的電子元件遭 到人為的破壞或者是灰塵的堆積進而導致產品的損壞,此類產品通常都會以塑膠外 殼包覆,將內部元件保護起來,除了可以隔絕灰塵外,也不易被使用者拆開。. (a)USB hub. (b) USB 音效卡. (e) 充電器. (f) 行動硬碟. (h) 電池. (i) 變壓器. 圖 1.1 電子產品範例. 1. (c) USB 傳輸線. (g) 旅充插頭.
(14) 電子產品的外殼包覆方法,普遍是使用超音波鉚合機將上、下殼接面熔化達到 鉚合效果。超音波鉚合機常用於兩個固態物的熔接,有別於傳統的黏接。工業上用 的黏著劑和溶劑大多都對人體有害,而使用超音波鉚合機鉚合的過程中,不需要加 入任何的黏著劑和溶劑,此外更重要的是鉚合自動化的過程,使產品品質穩定且生 產效率大幅度的提升。. 超音波鉚合的原理是將聲音轉換成熱能,給予熔接物一定的壓力將其固定住, 藉由發聲器產生高頻訊號,並將能量轉換焊頭(Horn)觸於熔接物上,使塑膠分子發 生劇烈摩擦進而產生高溫,利用高溫讓上、下殼接殼接面熔化,待到接面冷卻後即 能重新固化黏合以達到鉚合效果,圖 1.2 為超音波鉚合機的基本架構。. 圖 1.2 超音波鉚合機的基本架構. 2.
(15) 一般而言,在實際的超音波鉚合作業中都有 1~3%的不良產品,原因諸多。除 了上、下殼塑料的品質外,還包括了人為的錯誤,而超音波鉚合的焊接能量、氣壓、 固化時間、下降速段、振幅大小、延遲時間等等,都會對鉚合的品質產生影響。對 於生產規模龐大的企業來說,這 1~3%的不良率均會對企業帶來不小的損失,也會 產生工時的耗費與廢品的積生等等問題。. 因此,如何提升超音波鉚合機鉚合的品質,相關性的研究已多有探討,例如: 文獻[1-2]針對振動壓力進行研究,文獻[3-4]探討在不同振動頻率的鉚合機對不同特 性的塑料焊接特性,文獻[5-6]探討溫度變化的影響。. 影響超音波鉚合品質的有效參數有許多,且彼此間可能存在著非線性的交互影 響關係,例如,文獻[7]探討鉚合的時間與壓力之關係,文獻[8]探討時間、溫度與壓 力對鉚合的效果。文獻[9]以統計的方式,針對壓力、時間與固化時間對鉚合的成效 進行分析研究。. 由以上的文獻可知,影響鉚合的可能因素,除去人為的錯誤後,焊接能量、氣 壓、固化時間、下降速段、振幅大小、延遲時間都會對鉚合品質的好壞,產生決定 性的影響,且彼此間也存在著非線性的耦合關係。因此,如何找出真正對超音波鉚 合品質好壞重要的影響參數與分析,釐清參數間的關係,對於操作鉚合的技師而言, 是一項非常重要的工作。. 近年來,人工智慧控制演算法與學習機的蓬勃發展,如神經網路、模糊理論、 基因演算等等,均已被廣泛的運用在「系統的建模與訊號的分析處理」 ,其中具有學 習能力的神經網路技術最為普遍。因此,本論文研究目的即在於使用神經網路對超 音波鉚合影響參數進行分析研究,協助鉚合技師進行控制程序的最佳化操作,進而. 3.
(16) 提升產品的製作良率。. 1.2 論文架構. 本論文分為四大章,個別為緒論、類神經網路介紹與推導、實驗過程暨模擬結 果及最後的結論,詳細內容如下列: 第一章 緒論 : 概述實驗動機與目的。 第二章 類神經網路 : 介紹類神經網路並推導其演算過程。 第三章 實驗過程暨模擬結果 : 針對實際資料進行影響參數之分析並找出最佳 參數組合。 第四章 結論與未來研究 : 總結與說明未來研究方向。. 4.
(17) 第二章 類神經網路. 2.1 類神經網路. 神經網路是一種模仿生物神經系統的演算科學,起始於 1949 年 Hebbian 的神經 細胞學習法則,藉由大量具有資訊處理及運算能力的人工神經元,組成一個複雜的 網路。Hebbian 所提出的學習演算法,雖然事後經過驗證無法解決簡單的非線性問 題。但不可諱言,他的學習演算法卻引導了幾十年來神經網路的研究,進而促使了 人工智慧的發展[10-14]。. 現今神經網路的優點,在於其具有優秀的學習能力,文獻[11]中提及: 「A neural network is a massively parallel distributed processor made up of simple processing units, which has a natural propensity for storing experiential knowledge and making it available for use. It resembles the brain in two respects: 1. Knowledge is acquired by the network from its environment through a learning process. 2. Interneuron connection strengths, known as synaptic weights, are used to store the acquired knowledge. 」. 透過學習(Learning process),神經網路在處理非線性系統的應用時,不需要找出 其明確的數學模型,經由對資料中含有輸入與輸出的訊息,即能建構出彼此的對應 關係,進而可供特定的工作使用。. 5.
(18) 2.2 類神經元. 神經元又稱為處理單元,它是構成神經網路的基本單元,一般而言,神經元的 模型如圖 2.1 所示,包含有輸入 X=[x0, x1 , …, xn]、權重值 W=[w0, w1, …, wn,] 、淨輸 入(net)、活化函數(f(net))與輸出(y)。本論文中 x0 為偏權值,均設為 1,而淨輸入為 輸入與權重值相乘總和。. 神經元的運算處理過程,若以數學式表示,則第 j 個神經元之淨輸入與輸出關 係如下: n. net j xi w ji. (2.1). y j f (net j ). (2.2). i 0. 圖 2.1 類神經元模型. 6.
(19) 本論文研究,神經元之活化函數採用 Sigmoid 函數,函數圖型如圖 2.2 所示。 其能映射出輸入與輸出間的非線性關係;如式(2-3)所示。. y f (net ) 1 1 e net. f(net). (2.3). 圖表標題. 1 0.8 0.6 0.4 0.2 0 -10. 0. net 圖 2.2 Sigmoid 函數圖型. 7. 10.
(20) 2.3 網路架構. 一般而言,神經網路的架構分為前向式(feed-forward)與遞迴式(Recurrent),其結 構的大小與神經元個數主要因資料的複雜性而異。本研究採用的架構為「多層前向 式神經網路(Multilayer feed-forward neural network)」,主要由輸入層(input layer),一 層至多層的隱藏層(hidden layer)與輸出層(output layer)組成,如圖 2.3 所示。前向式 網路架構中的神經元輸出訊號只會依序傳遞至下一層,並不會往回傳送,或傳送至 同層相鄰神經元。. 在處理非線性訊號處理問題時,輸出層與隱藏層的神經元,會將接收的訊號做 非線性的轉換運算,最後由輸出層的神經元輸出。一般來說,神經網路可做回歸 (Regression)或是分類(Classification)應用。. 圖 2.3 多層前饋式類神經網路. 8.
(21) 神經網路的架構大小,一般而言,並無一定,端看網路的一般化(Generalization) 能力而定,通常一層的隱藏層足以處理絕大部分的問題。若以 n 來表示輸入層神經 元個數,m 為隱藏層神經元個數,p 為輸出層神經元個數,則神經網路所需之神經 元的個數為. (n+1)×m+(m+1)×p=m×(n+1+p)+p. (2.4). 基本上,神經網路的輸入層與輸出層神經元個數,會因資料的處理與運用而定, 也就是設計者必須清楚知道,能夠調動的只剩下隱藏層神經元個數,由式(2.4)中可 以發現,隱藏層多一個神經元總神經數量就會多(n+1+p)個。若神經元數量過少,則 可能會發生學習能力不足,無法精確而有效的做訊號處理工作。但若一味地增加隱 藏層的神經元,雖然可以降低學習的誤差,但也會導致計算時間增加,此外也有可 能會造成神經網路過度學習的現象,如圖 2.4 所示,意即神經網路除了學習資料特 性外,一併會將將雜訊的特性學習進去[10-12],反而會造成實際應用時的不精確狀 況。. 誤差. 測試誤差 訓練誤差. 訓練次數 圖 2.4 過度訓練(overtraining)示意圖. 9.
(22) 2.4 倒傳遞演算法. 基本上神經網路的學習法則有許多,本論文研究使用最為廣泛的倒傳遞演算法 (Back-propagation (BP) learning algorithm」 ,做為神經網路的學習演算法。BP 學習法 則屬於監督式學習(Supervised learning)的一種。神經網路的權值乃是依據每筆資料 的即時誤差來做調整,而權值調整的目的在於使成本函數最小化[10-14]。本節以三 層的神經網路為範例,如圖 2.4 所示,進行倒傳遞學習法則的推導與說明,其參數 符號定義請參照 Table 2.1。. 圖 2.5 三層式類神經網路架構圖. 10.
(23) 表 2.1 三層式類神經網路架構圖之參數與定義 參數符號. 參數定義. n. 輸入層神經元個數。. m. 隱藏層神經元個數。. p. 輸出層神經元個數。. x0. 輸入層偏權值,設定為 1。. xi. 第 i 個輸入值。. uj. 隱藏層第 j 個神經元之淨輸入。. r0. 隱藏層偏權值,設定為 1。. rj. 隱藏層第 j 個神經元之輸出值。. sj. 輸出層第 j 個神經元之淨輸入值。. yj. 輸出層第 j 個神經元之輸出值。. vij. 輸入層第 i 個神經元連結到隱藏層第 j 個神經元之權重值。. wjk. 隱藏層第 j 個神經元連結到輸出層第 k 個神經元之權重值。. l. 資料總筆數。. k. 第 k 筆資料。. η. 學習速率。. dj. 輸出層第 j 個神經元之期望輸出值。. ej. 輸出層第 j 個神經元之誤差值。. δjhidden. 隱藏層第 j 個神經元之靈敏度。. δjoutput. 輸出層第 j 個神經元之靈敏度。. 11.
(24) 倒傳遞演算法,主要利用最陡坡降法(Gradient decent method)來推衍[10-14]。 定義成本函數(cost function)為 l. p. Ecos t (d ik yik ) 2. (2.4). k 1 i 1. 網路第 k 筆資料的誤差為 p. E k (d ik yik ) 2. (2.5). Ecos t E k. (2.6). i 1. 則. k. 神經網路學習的目的在於使成本函數最小化,因此,神經網路權值的修正量與誤差 函數. k wij - . Ecos t wij. (2.7). 由(2.6)式,吾等可知. k wij - . E k wij. (2.8). 其中,η 為學習速率(learning rate)。 使用連鎖律(Chain rule),吾等可得. E k E k s jk wij s jk wij. (2.9). m. s jk wij rik. (2.10). i 0. 將(2.10)式代入(2.9)式,則 E k E k wij s jk wij. m. w r i 0. ij ik. (2.11). E k rik s jk. 令神經元靈敏度為 12.
(25) jk . E k s jk. (2.12). 因為神經元的轉換函數為 Sigmoid 函數,因此對輸出層第 j 個神經元,其靈敏度為. output jk. E k E y jk k s jk y jk s jk. (2.13). 2 y jk (1 y jk )(d jk y jk ). 對隱藏層第 j 個神經元,其靈敏度為. jkhidden . Ek E r jk k u jk r jk u jk. r jk (1 r jk ) . (2.14). output pk. w jp. p. 所以,對第 j 個輸出層神經元與第 j 個隱藏層神經元,其權直的調整量分別為. k wij output rik jk. (2.15). k vij jkhiddenxik. (2.16). 綜合以上所述,神經網路學習的流程可以摘述如下:. 步驟一. 由於 Sigmoid 函數特性,壓縮資料供神經網路學習之用。本研究所採用的 壓縮方式為簡單的線性正規化壓縮,其壓縮公式如(2.17)式,𝑥𝑖𝑜𝑙𝑑 為正規化 前之值, 𝑥𝑖𝑛𝑒𝑤 為正規化壓縮後之值。先找出各屬性不同資料的最大值𝑥𝑚𝑎𝑥 與最小值𝑥𝑚𝑖𝑛 ,然後個屬性不同的資料依(2.17)方式進行壓縮。 𝑥𝑖𝑛𝑒𝑤 =. 𝑥i𝑜𝑙𝑑 − 𝑥𝑚𝑖𝑛 𝑥𝑚𝑎𝑥 − 𝑥𝑚𝑖𝑛. (2.17). 步驟二. 設定網路架構,包含輸入層、隱藏層及輸出層神經元個數。. 步驟三. 初始化網路權值,各個權值一般隨機設定在[-0.5,0.5]之間,然後設定學習 速率及誤差收斂條件。. 步驟四. 輸入第一筆訓練範例供神經網路學習。 13.
(26) 步驟五. 計算各個神經元之誤差項及其權值調整量。 輸出層神經元權值調整量:. wij (k ) output rik jk. (2.18). 隱藏層神經元權值調整量:. vij (k ) jkhiddenxik 步驟六. (2.19). 進行網路權值的調變。 輸出層神經元權值: wij (k 1) wij (k ) wij (k ). (2.20). 隱藏層神經元權值: vij (k 1) vij (k ) vij (k ). 步驟七. (2.21). 重複步驟四至步驟七,依序送入所有訓練資料供網路權值,直到網路完 成過程且滿足收斂條件為止。. 14.
(27) 2.5 權值與輸入重要程度關係 吾等知道,神經網路學習的知識皆儲存於權值之中,當權值為正時對輸出具有 增益的效果,反之為負時則是抑制效果,另外當權值接近 0 時,表示輸入對網路的 輸出影響甚弱。利用其特性,文獻[12-14]中對前向式網路架構與 Sigmoid 函數特性 進行了研究,主要是利用 Sigmoid 函數為遞增函數與網路架構只向前送的計算方 式。. 圖 2.6. 3-2-1 類神經網路架構. 以圖 2.5 為例,由於 Sigmoid 函數遞增特性,可知輸出層輸出值與權值 w 之間 的關係. y (w1r1 w2 r2 ) (2.22) 同理可知隱藏層輸出值 r 與權值 v 之間的關係. r1 (v11x1 v21x2 v31 x3 ). (2.23). r2 (v12 x1 v22 x2 v32 x3 ). ((2.24) 15.
(28) 將(2.23)與(2.24)式代回(2.22)可得. y (w1 (v11x1 v21x2 v31 x3 ) w2 (v12 x1 v22 x2 v32 x3 )). (2.25). 整理(2.25)式可得. y (w1v11 w2 v12 ) x1 (w1v21 w2 v22 ) x2 (w1v31 w2 v32 ) x3. (2.26). 由(2.26)式中,可得知輸入 x1 對於 y 的影響程度為 (w1v11 w2v12 ) x1 ,輸入 x2 對於 y 的影響程度為 (w1v21 w2v22 ) x2 ,輸入 x 3 對於 y 的影響程度為 (w1v31 w2v32 ) x3 。若以 變數來表示影響程度,則第 i 個輸入參數 xi 對輸出 y 之影響程度參數(Influence Degree, 如下所示. ID), NT. IDi | w j (k )vij (k ) xi (k ) | k 1. j. (2.27). 其中,NT 為神經網路訓練資料的總筆數。. 為了方便觀察出輸入對輸出的影響比重,將每一個輸入的影響程度參數(ID)轉 換成影響程度參數百分比(Percentage Influence Degree, PID i),則第 i 個輸入參數 xi 對輸出 y 之影響程度百分比為. PIDi (IDi. ID. ) 100%. (2.28). j. j. 其中 j 代表輸入項的種類。. 16.
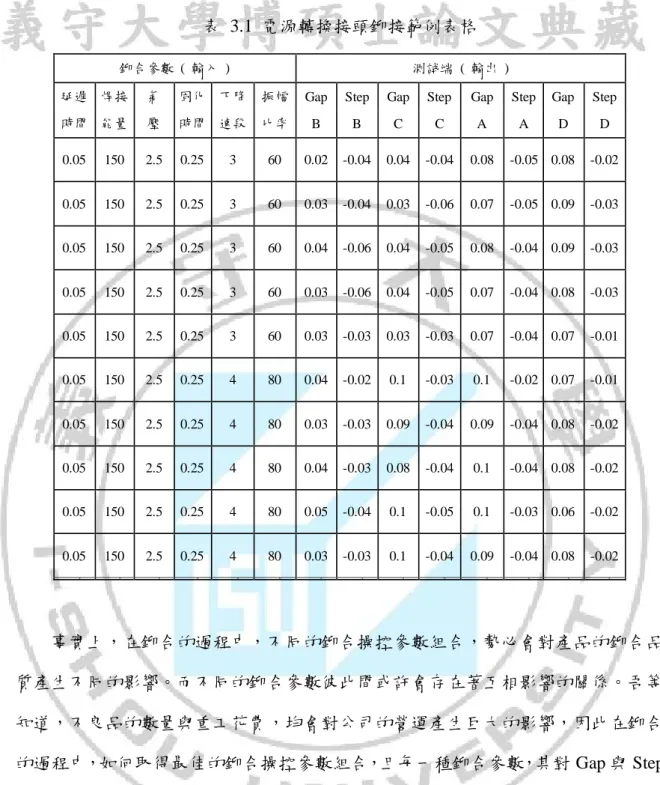
(29) 第三章. 研究過程與模擬結果. 3.1 電源轉換接頭鉚合資料. 本研究之目的,即在於利用神經網路對於超音波鉚合操控參數進行分析研究。 為有效敘述本研究之目的,茲以一電源轉換接頭作為範例說明。圖 3.1(a) 為一經由 超音波鉚合機製作之電源轉換頭實體圖像,圖 3.1(b)為檢測產品是否為良品的測試 點,共有四個測試端 A、B、C、D。. (a)電源轉換接頭實際圖像. (b)產品測試點. 圖 3.1 電源轉換接頭. 表 3.1 所示為一簡略範例,在不同的鉚合參數下,A,B,C,D 四點之 Gap 與 Step 量測情況。Gap 代表上、下殼之接縫間距,Step 代表上殼面下沉於下殼面的距 離,針對良品的定義,其 Gap 與 Step 的要求範圍為; Gap : 0.0mm~0.2mm, Step : -0.10mm~0.05mm。 凡 Gap 與 Step 量測資料超出規定範圍者,均屬不良品,必須重新製作。. 17.
(30) 表 3.1 電源轉換接頭鉚接範例表格. 延遲 焊接. 氣. 固化 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間 能量. 壓. 時間 速段. 比率. B. B. C. C. A. A. D. D. 0.05. 150. 2.5. 0.25. 3. 60. 0.02. -0.04. 0.04. -0.04. 0.08. -0.05 0.08. -0.02. 0.05. 150. 2.5. 0.25. 3. 60. 0.03. -0.04. 0.03. -0.06. 0.07. -0.05 0.09. -0.03. 0.05. 150. 2.5. 0.25. 3. 60. 0.04. -0.06. 0.04. -0.05. 0.08. -0.04 0.09. -0.03. 0.05. 150. 2.5. 0.25. 3. 60. 0.03. -0.06. 0.04. -0.05. 0.07. -0.04 0.08. -0.03. 0.05. 150. 2.5. 0.25. 3. 60. 0.03. -0.03. 0.03. -0.03. 0.07. -0.04 0.07. -0.01. 0.05. 150. 2.5. 0.25. 4. 80. 0.04. -0.02. 0.1. -0.03. 0.1. -0.02 0.07. -0.01. 0.05. 150. 2.5. 0.25. 4. 80. 0.03. -0.03. 0.09. -0.04. 0.09. -0.04 0.08. -0.02. 0.05. 150. 2.5. 0.25. 4. 80. 0.04. -0.03. 0.08. -0.04. 0.1. -0.04 0.08. -0.02. 0.05. 150. 2.5. 0.25. 4. 80. 0.05. -0.04. 0.1. -0.05. 0.1. -0.03 0.06. -0.02. 0.05. 150. 2.5. 0.25. 4. 80. 0.03. -0.03. 0.1. -0.04. 0.09. -0.04 0.08. -0.02 .. 測試端 ( 輸出 ). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. .. 鉚合參數 ( 輸入 ). 事實上,在鉚合的過程中,不同的鉚合操控參數組合,勢必會對產品的鉚合品 質產生不同的影響。而不同的鉚合參數彼此間或許會存在著互相影響的關係。吾等 知道,不良品的數量與重工花費,均會對公司的營運產生巨大的影響,因此在鉚合 的過程中,如何取得最佳的鉚合操控參數組合,且每一種鉚合參數,其對 Gap 與 Step 的影響重要程度為何? 藉由研究問題的釐清,達成提升產品良率為本研究的目的。. 18.
(31) 3.2 研究過程. 在我們研究的資料中發現,少數資料,同一組的操控參數,會同時產生良品與 不良品的情況,此一情況,連操作人員都無法解釋此一現象,只能視為人為的不當 操作,因此,我們的研究,先將資料中不良產品資料去除,只針對良品資料分析。 良品全部的資料共有 85 筆,我們取前 60 筆作為訓練資料之用,而後 25 筆作為測試 資料之用。由資料中可以發現,相同的鉚合參數,會產生不同的 Gap 與 Step 值, 在數學上這是所謂一對多的情況,就函數的定義而言,是不存在的,但使用神經網 路來做模擬,網路會就實際情況找出最佳的對應關係(輸出與輸入)。本研研究中, 我們共用了 8 個獨立的神經網路,分別針對 4 個 Gap 點與 4 個 Step 點做模擬。所 有的神經網路皆採用 6-8-1 的架構,以平均平方誤差(Mean absolute error, MAE)與平 均絕對百分比誤差(Mean absolute percentage error, MAPE)做為測試的標準,MAE 與 MAPE 之定義如下。. N. M AE . | y i 1. di | (3.1). N. N. MAPE . i. | i 1. yi di | 100% di N. (3.2). 其中,yi 為第 i 筆資料預測值,di 為第 i 筆資料期望值(真實值),N 為資料的總數。. 19.
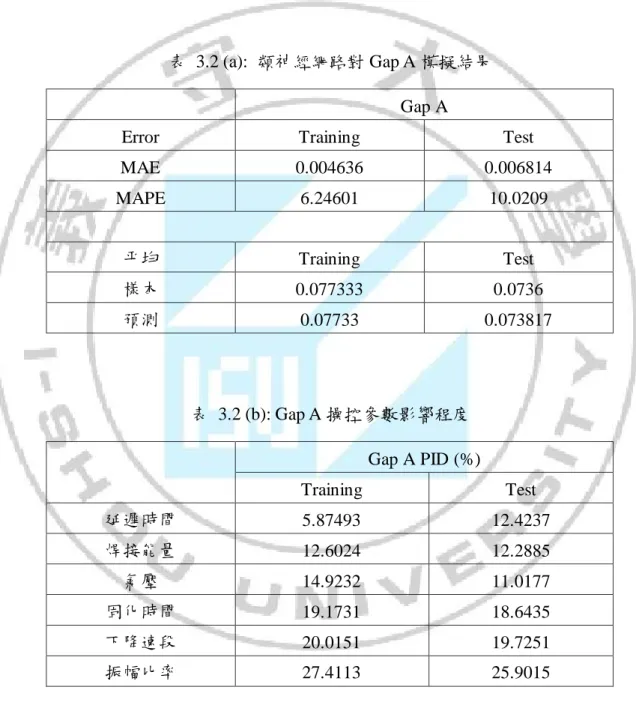
(32) 由資料的數值中發現,不同的鉚合操控參數組合,都可產出良品,因此先針對 8 個學習後的神經網路,分別計算並分析 6 個鉚合參數對 A、B、C、D 四點的 Gap 與 Step 之模擬預測結果以及每一操控參數重要的影響程度,並做一初步的歸納。表 3.2(a)(b) 、表 3.3(a)(b) 、表 3.4(a)(b) 及表 3.5(a)(b) 為神經網路針對 A、B、C、 D 四點 Gap 的模擬結果。. 表 3.2 (a): 類神經網路對 Gap A 模擬結果 Gap A Error. Training. Test. MAE. 0.004636. 0.006814. MAPE. 6.24601. 10.0209. 平均. Training. Test. 樣本. 0.077333. 0.0736. 預測. 0.07733. 0.073817. 表 3.2 (b): Gap A 操控參數影響程度 Gap A PID (%) Training. Test. 延遲時間. 5.87493. 12.4237. 焊接能量. 12.6024. 12.2885. 氣壓. 14.9232. 11.0177. 固化時間. 19.1731. 18.6435. 下降速段. 20.0151. 19.7251. 振幅比率. 27.4113. 25.9015. 20.
(33) 表 3.3 (a): 類神經網路對 Gap B 模擬結果 Gap B Error. Training. Test. MAE. 0.005242. 0.011611. MAPE. 14.7959. 49.5509. 平均. Training. Test. 樣本. 0.037. 0.0364. 預測. 0.03699. 0.03396. 表 3.3 (b): Gap B 操控參數影響程度 Gap B PID (%) Training. Test. 延遲時間. 1.11905. 2.5141. 焊接能量. 9.25729. 9.61353. 氣壓. 17.9321. 14.0879. 固化時間. 10.5443. 10.9249. 下降速段. 33.1042. 34.6566. 振幅比率. 28.0431. 28.203. 表 3.4 (a): 類神經網路對 Gap C 模擬結果 Gap C Error. Training. Test. MAE. 0.005216. 0.00548. MAPE. 10.1645. 10.7309. 平均. Training. Test. 樣本. 0.059167. 0.0536. 預測. 0.059161. 0.054573. 21.
(34) 表 3.4 (b): Gap C 操控參數影響程度 Gap C PID (%) Training. Test. 延遲時間. 5.33911. 11.2941. 焊接能量. 11.4243. 11.1707. 氣壓. 14.4601. 10.6964. 固化時間. 12.2744. 11.9744. 下降速段. 35.0878. 34.5866. 振幅比率. 21.4142. 20.2778. 表 3.5 (a): 類神經網路對 Gap D 模擬結果 Gap D Errors. Training. Test. MAE. 0.006116. 0.015858. MAPE. 8.45148. 21.0823. 平均. Training. Test. 樣本. 0.078167. 0.0784. 預測. 0.078157. 0.075349. 表 3.5 (b): Gap D 操控參數影響程度 Gap D PID (%) Training. Test. 延遲時間. 4.8428. 10.1949. 焊接能量. 14.0958. 13.7149. 氣壓. 9.46535. 6.98495. 固化時間. 11.8379. 11.5131. 下降速段. 32.8643. 32.2373. 振幅比率. 26.894. 25.3549. 22.
(35) 由上表可知,各個鉚合操控參數對 A、B、C、D 四點的 Gap 之影響程度可歸 納如下。 Gap A. 重要程度: 振幅比率 > 下降速段 > 固化時間 > 氣壓 > 焊接能量 > 延遲時間 Gap B 重要程度: 下降速段 > 振幅比率 > 氣壓 > 固化時間 > 焊接能量 > 延遲時間 Gap C 重要程度: 下降速段 > 振幅比率 > 氣壓 > 固化時間 > 焊接能量 > 延遲時間 Gap D 重要程度: 下降速段 > 振幅比率 > 焊接能量 > 固化時間 > 氣壓 > 延遲時間. 因此,對 四點 Gap 來說,鉚合的操控參數中,以下降速段、振幅比率、氣壓 為 最重要 3 個參數。. 23.
(36) 針對 Step 的模擬研究,表 3.6(a)(b) 、表 3.7(a)(b) 、表 3.8(a)(b) 及表 3.9(a)(b) 為神經網路針對 A、B、C、D 四點 Step 的模擬結果。. 表 3.6 (a): 類神經網路對 Step A 模擬結果 Step A Error. Training. Test. MAE. 0.006478. 0.016314. MAPE. NA. NA. 平均. Training. Test. 樣本. -0.0555. -0.0564. 預測. -0.05551. -0.06219. 表 3.6 (b): Step A 操控參數影響程度 Step A PID (%) Training. Test. 延遲時間. 9.68826. 19.8517. 焊接能量. 8.43694. 7.96729. 氣壓. 22.3079. 16.0279. 固化時間. 11.5366. 10.9984. 下降速段. 28.0533. 26.723. 振幅比率. 19.977. 18.4317. 24.
(37) 表 3.7 (a): 類神經網路對 Step B 模擬結果 Step B Error. Training. Test. MAE. 0.009612. 0.01444. MAPE. NA. NA. 平均. Training. Test. 樣本. -0.05167. -0.0596. 預測. -0.05173. -0.0565. 表 3.7 (b): Step B 操控參數影響程度 Step B PID (%) Training. Test. 延遲時間. 11.0315. 22.3111. 焊接能量. 9.3993. 8.78709. 氣壓. 22.8505. 16.1662. 固化時間. 9.28453. 8.66175. 下降速段. 31.1784. 29.3696. 振幅比率. 16.2558. 14.7043. 表 3.8 (a): 類神經網路對 Step C 模擬結果 Step C. Error. Training. Test. MAE. 0.006661. 0.015382. MAPE. NA. NA. 平均. Training. Test. 樣本. -0.0505. -0.0508. 預測. -0.05053. -0.06015. 25.
(38) 表 3.8 (b): Step C 操控參數影響程度 Step C PID (%) Training. Test. 延遲時間. 9.405. 19.3636. 焊接能量. 18.1936. 17.3411. 氣壓. 24.2641. 17.5676. 固化時間. 12.478. 11.8792. 下降速段. 24.8213. 23.805. 振幅比率. 10.838. 10.0436. 表 3.9 (a): 類神經網路對 Step D 模擬結果 Step D Error. Training. Test. MAE. 0.008339. 0.013031. MAPE. NA. NA. 平均. Training. Test. 樣本. -0.04267. -0.0512. 預測. -0.04268. -0.05418. 表 3.9 (b): Step D 操控參數影響程度 Step D PID (%) Training. Test. 延遲時間. 8.54739. 17.6548. 焊接能量. 17.7905. 16.9989. 氣壓. 19.7507. 14.2628. 固化時間. 8.83123. 8.4303. 下降速段. 24.5722. 23.7079. 振幅比率. 20.508. 18.9452. 26.
(39) 由上表可知,各個鉚合操控參數對 A、B、C、D 四點的 Step 之影響程度可歸 納如下。. Step A 重要程度: 下降速段 > 氣壓 > 振幅比率 > 固化時間 > 延遲時間 > 焊接能量 Step B 重要程度: 下降速段 > 氣壓 > 振幅比率 > 延遲時間 > 焊接能量 > 固化時間 Step C 重要程度: 下降速段 > 氣壓 > 焊接能量 > 固化時間 > 振幅比率 > 延遲時間 Step D 重要程度: 下降速段 > 振幅比率 > 氣壓 > 焊接能量 > 延遲時間 > 固化時間. 因此,對 四點 Step 來說,鉚合的操控參數中,以 下降速段、氣壓、振幅比率 為最重要 3 個參數。. 綜合以上 Gap 與 Step 的模擬研究,我們可以發現,無論是 Gap 與 Step,下降 速段、振幅比率、氣壓. 都是最重要的 3 個參數,但在 Step 的部份,氣壓的重要性. 要比振幅比率來的高了。. 27.
(40) 為觀察各個參數變化對鉚合產品的 Gap 與 Step 的變化影響,我們使用訓練完 畢的神經網路,做了所有操控參數在其各個上下限範圍變化的研究,依據各個參數 可以調整間隔,我們觀察 Gap (A, B, C, D)與 Step (A, B, C, D)輸出情況。表 3.10 為 鉚合各個操控參數可以調變的範圍。. 表 3.10 現行使用參數與調整間隔 現行使用參數. 上限. 下限. 調整間隔. 延遲時間. 0.15s. 0.30s. 0.15s. 0.01s. 焊接能量. 170J. 190J. 150J. 5J. 氣壓. 3.0Kg. 3.0Kg. 2.0Kg. 0.1Kg. 固化時間. 0.50s. 0.6s. 0.3s. 0.01s. 下降速段. 4. 4. 3. 0.5. 振幅比率. 100%. 100%. 80%. 5%. 在各個操控參數可以調變的範圍研究中,共計有 736560 組不同的操控參數組合 與鉚合結果,我們依據 Gap 與 Step 之理想值 (Gap 理想值=0.1mm,Step 理想值 =-0.05mm),以平均絕對值誤差和的順序,由小排列之最大,排序之範例如表 3.11 所示。並於其中,我們找了兩組其 Gap 與 Step 之平均絕對值誤差和最小的鉚合參 數進行各個操控參數變化的研究。. 28.
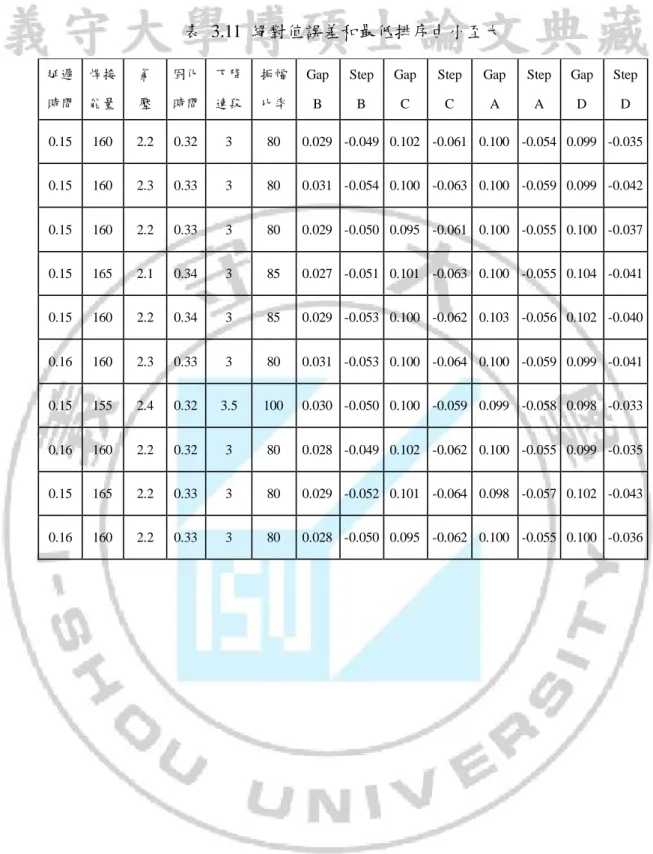
(41) 表 3.11 絕對值誤差和最低排序由小至大 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 160. 2.2. 0.32. 3. 80. 0.029 -0.049 0.102 -0.061 0.100 -0.054 0.099 -0.035. 0.15. 160. 2.3. 0.33. 3. 80. 0.031 -0.054 0.100 -0.063 0.100 -0.059 0.099 -0.042. 0.15. 160. 2.2. 0.33. 3. 80. 0.029 -0.050 0.095 -0.061 0.100 -0.055 0.100 -0.037. 0.15. 165. 2.1. 0.34. 3. 85. 0.027 -0.051 0.101 -0.063 0.100 -0.055 0.104 -0.041. 0.15. 160. 2.2. 0.34. 3. 85. 0.029 -0.053 0.100 -0.062 0.103 -0.056 0.102 -0.040. 0.16. 160. 2.3. 0.33. 3. 80. 0.031 -0.053 0.100 -0.064 0.100 -0.059 0.099 -0.041. 0.15. 155. 2.4. 0.32. 3.5. 100. 0.030 -0.050 0.100 -0.059 0.099 -0.058 0.098 -0.033. 0.16. 160. 2.2. 0.32. 3. 80. 0.028 -0.049 0.102 -0.062 0.100 -0.055 0.099 -0.035. 0.15. 165. 2.2. 0.33. 3. 80. 0.029 -0.052 0.101 -0.064 0.098 -0.057 0.102 -0.043. 0.16. 160. 2.2. 0.33. 3. 80. 0.028 -0.050 0.095 -0.062 0.100 -0.055 0.100 -0.036. 29.
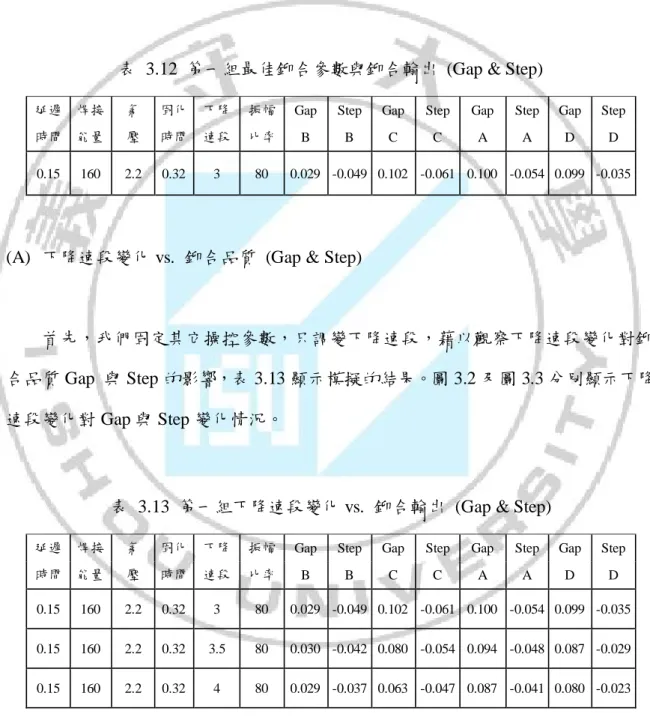
(42) 3.2.1 第一組參數探討. 由 736560 組的結果中,我們選定的第一組操控參數如表 3.12 所示。接著我們 探討在其它參數固定的情況下,某一特定參數依其範圍許可變化時,對鉚合結果(Gap & Step)的影響結果。. 表 3.12 第一組最佳鉚合參數與鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 160. 2.2. 0.32. 3. 80. 0.029 -0.049 0.102 -0.061 0.100 -0.054 0.099 -0.035. (A) 下降速段變化 vs. 鉚合品質 (Gap & Step). 首先,我們固定其它操控參數,只調變下降速段,藉以觀察下降速段變化對鉚 合品質 Gap 與 Step 的影響,表 3.13 顯示模擬的結果。圖 3.2 及圖 3.3 分別顯示下降 速段變化對 Gap 與 Step 變化情況。. 表 3.13 第一組下降速段變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 160. 2.2. 0.32. 3. 80. 0.029 -0.049 0.102 -0.061 0.100 -0.054 0.099 -0.035. 0.15. 160. 2.2. 0.32. 3.5. 80. 0.030 -0.042 0.080 -0.054 0.094 -0.048 0.087 -0.029. 0.15. 160. 2.2. 0.32. 4. 80. 0.029 -0.037 0.063 -0.047 0.087 -0.041 0.080 -0.023. **所有 Gap 與 Step 依然合格。. 30.
(43) 0.12 0.1. Gap mm. 0.08 Gap C. 0.06. Gap A. 0.04. Gap D Gap B. 0.02 0 3. 3.5. 4. 下降速段. 圖 3.2 第一組下降速段變化 vs. Gap. 0 -0.01. Step mm. -0.02. -0.03. Step C. -0.04. Step A Step D. -0.05. Step B -0.06 -0.07 3. 3.5. 4. 下降速段. 圖 3.3 第一組下降速段變化 vs. Step. 由圖 3.2 及圖 3.3 顯示,基本上,下降速段的增加會使得 Gap A、C、D 下降, Gap B 則幾乎不變,但會使所有 Step 值快速上升。 31.
(44) (B) 振幅比率變化 vs. 鉚合品質 (Gap & Step). 此一研究,我們探討振幅比率變化對鉚合品質的影響,我們固定其它操控參數, 只調變振幅比率,藉以觀察振幅比率變化對鉚合品質 Gap 與 Step 的影響,表 3.14 顯示模擬的結果。圖 3.4 及圖 3.5 分別顯示振幅比率調變對 Gap 與 Step 變化情況。. 表 3.14 第一組振幅比率變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 160. 2.2. 0.32. 3. 80. 0.029 -0.049 0.102 -0.061 0.100 -0.054 0.099 -0.035. 0.15. 160. 2.2. 0.32. 3. 85. 0.029 -0.051 0.117 -0.062 0.103 -0.056 0.101 -0.037. 0.15. 160. 2.2. 0.32. 3. 90. 0.029 -0.052 0.128 -0.063 0.105 -0.057 0.103 -0.038. 0.15. 160. 2.2. 0.32. 3. 95. 0.028 -0.054 0.136 -0.063 0.107 -0.058 0.107 -0.038. 0.15. 160. 2.2. 0.32. 3. 100. 0.028 -0.056 0.143 -0.064 0.108 -0.059 0.110 -0.038. ** 所有 Gap 與 Step 依然合格。. 32.
(45) 0.16 0.14. Gap mm. 0.12 0.1 Gap C. 0.08. Gap A. 0.06. Gap D. 0.04. Gap B. 0.02 0 80. 85. 90. 95. 100. 振幅比率 %. 圖 3.4 第一組振幅比率變化 vs. Gap. 0. -0.01. Step mm. -0.02 -0.03. Step C. -0.04. Step A Step D. -0.05. Stap B -0.06 -0.07 80. 85. 90. 95. 100. 振幅比率 %. 圖 3.5 第一組振幅比率變化 vs. Step. 由圖 3.4 及圖 3.5 顯示,基本上,振幅比率的增加會使得 Gap C 快速增加,Gap A、B、D 則幾乎不變,但會使所有 Step 值稍稍下降。. 33.
(46) (C) 氣壓變化 vs. 鉚合品質 (Gap & Step) 此一研究,我們探討氣壓變化對鉚合品質的影響,我們固定其它操控參數,只 調變氣壓,藉以觀察氣壓變化對鉚合品質 Gap 與 Step 的影響,表 3.15 顯示模擬的 結果。圖 3.6 及圖 3.7 分別顯示氣壓調變對 Gap 與 Step 變化情況。. 表 3.15 第一組氣壓變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 160. 2. 0.32. 3. 80. 0.024 -0.042 0.086 -0.056 0.100 -0.045 0.101 -0.026. 0.15. 160. 2.1. 0.32. 3. 80. 0.026 -0.046 0.095 -0.058 0.100 -0.050 0.100 -0.031. 0.15. 160. 2.2. 0.32. 3. 80. 0.029 -0.049 0.102 -0.061 0.100 -0.054 0.099 -0.035. 0.15. 160. 2.3. 0.32. 3. 80. 0.031 -0.053 0.108 -0.063 0.100 -0.059 0.098 -0.040. 0.15. 160. 2.4. 0.32. 3. 80. 0.033 -0.056 0.112 -0.065 0.100 -0.063 0.098 -0.045. 0.15. 160. 2.5. 0.32. 3. 80. 0.035 -0.060 0.115 -0.067 0.100 -0.067 0.097 -0.050. 0.15. 160. 2.6. 0.32. 3. 80. 0.037 -0.064 0.117 -0.069 0.100 -0.072 0.096 -0.055. 0.15. 160. 2.7. 0.32. 3. 80. 0.039 -0.069 0.118 -0.071 0.100 -0.077 0.096 -0.059. 0.15. 160. 2.8. 0.32. 3. 80. 0.041 -0.074 0.118 -0.073 0.100 -0.081 0.095 -0.064. 0.15. 160. 2.9. 0.32. 3. 80. 0.042 -0.079 0.118 -0.075 0.100 -0.086 0.095 -0.068. 0.15. 160. 3. 0.32. 3. 80. 0.044 -0.084 0.118 -0.077 0.100 -0.090 0.094 -0.073. ** 當氣壓為 3(較大)時,Step A 出現接近不合格. 34.
(47) 0.14 0.12. Gap mm. 0.1 0.08. Gap C. 0.06. Gap A Gap D. 0.04. Gap B 0.02 0. 2. 2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9. 3. 氣壓 Kg. 圖 3.6 第一組氣壓變化 vs. Gap. 0 -0.01 -0.02. Step mm. -0.03. -0.04. Step C. -0.05. Step A. -0.06 -0.07. Step D. -0.08. Step B. -0.09 -0.1 2. 2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9. 3. 氣壓 Kg. 圖 3.7 第一組氣壓變化 vs. Step. 由圖 3.6 及圖 3.7 顯示,基本上,氣壓的增加會使得 Gap B、Gap C 增加,但會 使所有 Step 值快速下降。. 35.
(48) (D) 焊接能量 vs. 鉚合品質 (Gap & Step). 此一研究,我們探討焊接能量變化對鉚合品質的影響,我們固定其它操控參數, 只調變焊接能量,藉以觀察焊接能量變化對鉚合品質 Gap 與 Step 的影響,表 3.16 顯示模擬的結果。圖 3.8 及圖 3.9 分別顯示焊接能量調變對 Gap 與 Step 變化情況。. 表 3.16 第一組焊接能量變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 150. 2.2. 0.32. 3. 80. 0.027 -0.046 0.081 -0.055 0.105 -0.049 0.095 -0.025. 0.15. 155. 2.2. 0.32. 3. 80. 0.028 -0.048 0.093 -0.058 0.102 -0.051 0.097 -0.030. 0.15. 160. 2.2. 0.32. 3. 80. 0.029 -0.049 0.102 -0.061 0.100 -0.054 0.099 -0.035. 0.15. 165. 2.2. 0.32. 3. 80. 0.029 -0.051 0.109 -0.064 0.098 -0.057 0.102 -0.041. 0.15. 170. 2.2. 0.32. 3. 80. 0.029 -0.053 0.114 -0.067 0.096 -0.060 0.104 -0.047. 0.15. 175. 2.2. 0.32. 3. 80. 0.029 -0.056 0.117 -0.070 0.094 -0.063 0.108 -0.053. 0.15. 180. 2.2. 0.32. 3. 80. 0.028 -0.058 0.119 -0.073 0.092 -0.066 0.112 -0.058. 0.15. 185. 2.2. 0.32. 3. 80. 0.028 -0.060 0.119 -0.077 0.090 -0.070 0.116 -0.064. 0.15. 190. 2.2. 0.32. 3. 80. 0.027 -0.062 0.119 -0.081 0.088 -0.073 0.122 -0.069. ** 所有 Gap(s) 與 Step(s) 依然合格. 36.
(49) 0.14 0.12. Gap mm. 0.1 0.08. Gap C. 0.06. Gap A. Gap D. 0.04. Gap B 0.02 0 150. 155. 160. 165. 170. 175. 180. 185. 190. 焊接能量 J. 圖 3.8 第一組焊接能量變化 vs. Gap. 0 -0.01 -0.02. Step mm. -0.03 -0.04. Step C. -0.05. Step A. -0.06. Step D. -0.07. Step B. -0.08 -0.09 150 155 160 165 170 175 180 185 190. 焊接能量 J. 圖 3.9 第一組焊接能量變化 vs. Step. 由圖 3.8 及圖 3.9 顯示,基本上,焊接能量的增加會使得 Gap C、Gap D 增加, Gap A 與 Gap B 則微幅下降,但會使所有 Step 值快速下降。. 37.
(50) (E) 延遲時間 vs. 鉚合品質 (Gap & Step). 此一研究,我們探討延遲時間變化對鉚合品質的影響,我們固定其它操控參數, 只調變延遲時間,藉以觀察延遲時間變化對鉚合品質 Gap 與 Step 的影響,表 3.17 顯示模擬的結果。圖 3.10 及圖 3.11 分別顯示延遲時間調變對 Gap 與 Step 變化情況。. 表 3.17 第一組延遲時間變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 160. 2. 0.32. 3. 80. 0.029 -0.049 0.102 -0.061 0.100 -0.054 0.099 -0.035. 0.16. 160. 2. 0.32. 3. 80. 0.028 -0.049 0.102 -0.062 0.100 -0.055 0.099 -0.035. 0.17. 160. 2. 0.32. 3. 80. 0.028 -0.049 0.102 -0.063 0.100 -0.055 0.099 -0.034. 0.18. 160. 2. 0.32. 3. 80. 0.027 -0.049 0.102 -0.064 0.100 -0.056 0.099 -0.034. 0.19. 160. 2. 0.32. 3. 80. 0.026 -0.049 0.102 -0.064 0.100 -0.057 0.099 -0.033. 0.2. 160. 2. 0.32. 3. 80. 0.026 -0.050 0.102 -0.065 0.100 -0.057 0.099 -0.033. 0.21. 160. 2. 0.32. 3. 80. 0.025 -0.050 0.102 -0.066 0.100 -0.058 0.099 -0.032. 0.22. 160. 2. 0.32. 3. 80. 0.025 -0.050 0.102 -0.067 0.100 -0.058 0.099 -0.032. 0.23. 160. 2. 0.32. 3. 80. 0.024 -0.050 0.101 -0.068 0.100 -0.059 0.099 -0.031. 0.24. 160. 2. 0.32. 3. 80. 0.024 -0.050 0.101 -0.069 0.101 -0.059 0.099 -0.031. 0.25. 160. 2. 0.32. 3. 80. 0.023 -0.051 0.100 -0.070 0.101 -0.060 0.099 -0.030. 0.26. 160. 2. 0.32. 3. 80. 0.022 -0.051 0.100 -0.070 0.101 -0.060 0.099 -0.030. 0.27. 160. 2. 0.32. 3. 80. 0.022 -0.051 0.099 -0.071 0.101 -0.061 0.099 -0.030. 0.28. 160. 2. 0.32. 3. 80. 0.021 -0.051 0.099 -0.072 0.101 -0.061 0.099 -0.029. 0.29. 160. 2. 0.32. 3. 80. 0.021 -0.052 0.098 -0.073 0.101 -0.062 0.099 -0.029. 0.3. 160. 2. 0.32. 3. 80. 0.020 -0.052 0.097 -0.074 0.101 -0.062 0.099 -0.028. ** 所有 Gap(s) 與 Step(s) 依然合格. 38.
(51) 0.12 0.1. Gap mm. 0.08 Gap C. 0.06. Gap A 0.04. Gap D. 0.02. Gap B. 0.15 0.16 0.17 0.18 0.19 0.2 0.21 0.22 0.23 0.24 0.25 0.26 0.27 0.28 0.29 0.3. 0. 延遲時間 s. 圖 3.10 第一組延遲時間變化 vs. Gap. 0 -0.01. Step mm. -0.02 -0.03 Step C. -0.04. Step A. -0.05. Step D. -0.06. Step B. -0.07 0.15 0.16 0.17 0.18 0.19 0.2 0.21 0.22 0.23 0.24 0.25 0.26 0.27 0.28 0.29 0.3. -0.08. 延遲時間 s. 圖 3.11 第一組延遲時間變化 vs. Step. 由圖 3.10 及圖 3.11 顯示,基本上,延遲時間的增加幾乎不會使得 Gap 產生變 化,對 Step 值的影響,除了 Step D 值微幅上升外,Step A、B、C 均微幅下降。 39.
(52) (F) 固化時間 vs. 鉚合品質 (Gap & Step). 此一研究,我們探討固化時間變化對鉚合品質的影響,我們固定其它操控參數, 只調變固化時間,藉以觀察固化時間變化對鉚合品質 Gap 與 Step 的影響,表 3.18 顯示模擬的結果。圖 3.12 及圖 3.13 分別顯示固化時間調變對 Gap 與 Step 變化情況。. 表 3.18 第一組固化時間變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 3. 160. 2. 0.3. 3. 80. 0.028 -0.048 0.118 -0.061 0.100 -0.053 0.098 -0.033. 3. 160. 2. 0.31. 3. 80. 0.028 -0.049 0.110 -0.061 0.100 -0.054 0.099 -0.034. 3. 160. 2. 0.32. 3. 80. 0.029 -0.049 0.102 -0.061 0.100 -0.054 0.099 -0.035. 3. 160. 2. 0.33. 3. 80. 0.029 -0.050 0.095 -0.061 0.100 -0.055 0.100 -0.037. 3. 160. 2. 0.34. 3. 80. 0.029 -0.051 0.088 -0.061 0.100 -0.055 0.100 -0.038. 3. 160. 2. 0.35. 3. 80. 0.030 -0.052 0.083 -0.061 0.100 -0.055 0.100 -0.040. 3. 160. 2. 0.36. 3. 80. 0.030 -0.053 0.078 -0.061 0.100 -0.056 0.101 -0.041. 3. 160. 2. 0.37. 3. 80. 0.030 -0.054 0.073 -0.061 0.100 -0.056 0.101 -0.042. 3. 160. 2. 0.38. 3. 80. 0.030 -0.055 0.069 -0.061 0.100 -0.056 0.102 -0.044. 3. 160. 2. 0.39. 3. 80. 0.030 -0.055 0.066 -0.062 0.099 -0.057 0.102 -0.045. 3. 160. 2. 0.4. 3. 80. 0.030 -0.056 0.063 -0.062 0.099 -0.057 0.102 -0.046. 3. 160. 2. 0.41. 3. 80. 0.030 -0.057 0.061 -0.062 0.099 -0.057 0.103 -0.048. 40.
(53) 表 3.18 第一組固化時間變化 vs. 鉚合輸出 (Gap & Step) (continuous) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 3. 160. 2. 0.42. 3. 80. 0.030 -0.058 0.060 -0.062 0.098 -0.057 0.103 -0.049. 3. 160. 2. 0.43. 3. 80. 0.031 -0.059 0.059 -0.063 0.098 -0.058 0.103 -0.050. 3. 160. 2. 0.44. 3. 80. 0.031 -0.060 0.058 -0.063 0.098 -0.058 0.104 -0.051. 3. 160. 2. 0.45. 3. 80. 0.031 -0.061 0.058 -0.064 0.097 -0.058 0.104 -0.052. 3. 160. 2. 0.46. 3. 80. 0.031 -0.062 0.058 -0.064 0.097 -0.058 0.104 -0.053. 3. 160. 2. 0.47. 3. 80. 0.031 -0.063 0.058 -0.065 0.096 -0.059 0.105 -0.054. 3. 160. 2. 0.48. 3. 80. 0.030 -0.064 0.059 -0.065 0.096 -0.059 0.105 -0.055. 3. 160. 2. 0.49. 3. 80. 0.030 -0.065 0.060 -0.066 0.095 -0.059 0.106 -0.056. 3. 160. 2. 0.5. 3. 80. 0.030 -0.066 0.062 -0.067 0.095 -0.060 0.106 -0.057. 3. 160. 2. 0.51. 3. 80. 0.030 -0.067 0.063 -0.068 0.094 -0.060 0.106 -0.057. 3. 160. 2. 0.52. 3. 80. 0.030 -0.068 0.065 -0.069 0.094 -0.060 0.107 -0.058. 3. 160. 2. 0.53. 3. 80. 0.030 -0.069 0.067 -0.070 0.093 -0.060 0.107 -0.058. 3. 160. 2. 0.54. 3. 80. 0.030 -0.070 0.069 -0.072 0.092 -0.060 0.107 -0.059. 3. 160. 2. 0.55. 3. 80. 0.030 -0.072 0.071 -0.073 0.092 -0.061 0.107 -0.059. 3. 160. 2. 0.56. 3. 80. 0.030 -0.073 0.074 -0.075 0.091 -0.061 0.108 -0.059. 3. 160. 2. 0.57. 3. 80. 0.030 -0.074 0.076 -0.076 0.091 -0.061 0.108 -0.059. 3. 160. 2. 0.58. 3. 80. 0.029 -0.075 0.079 -0.078 0.090 -0.061 0.108 -0.059. 3. 160. 2. 0.59. 3. 80. 0.029 -0.076 0.082 -0.080 0.089 -0.062 0.109 -0.059. 3. 160. 2. 0.6. 3. 80. 0.029 -0.077 0.085 -0.082 0.089 -0.062 0.109 -0.059. ** 所有 Gap(s) 與 Step(s) 依然合格. 41.
(54) 0.14 0.12. Gap mm. 0.1 0.08. Gap C. 0.06. Gap A. 0.04. Gap D Gap B. 0.02 0.3 0.32 0.34 0.36 0.38 0.4 0.42 0.44 0.46 0.48 0.5 0.52 0.54 0.56 0.58 0.6. 0. 固化時間 s. 圖 3.12 第一組固化時間變化 vs. Gap. 0. -0.01 -0.02. Step mm. -0.03 -0.04. Step C. -0.05. Step A. -0.06. Step D. -0.07. Step B. -0.08. 0.3 0.32 0.34 0.36 0.38 0.4 0.42 0.44 0.46 0.48 0.5 0.52 0.54 0.56 0.58 0.6. -0.09. 固化時間 s. 圖 3.13 第一組固化時間量變化 vs. Step. 由圖 3.12 及圖 3.13 顯示,基本上,固化時間的增加幾乎不會使得 Gap A、B、 D 產生明顯變化,但對 Gap C 會發生先下後上的現象。對 Step 值的影響,均會使 Step 值下降。 42.
(55) 3.2.2 第二組參數探討. 由最初的模擬中,因絕對值誤差和最小的前三筆資料的操控參數較為接近,因 此,此一部份研究,我們選擇較為不同的第二組操控參數來做模擬,其焊接能量與 振幅比率相較於第一組資料高,但氣壓值則反之,如表 3.19 所示。一如第一組參數 探討般,所有操控參數的變化研究,我們重複的模擬一次。. 表 3.19 第二組最佳鉚合參數與鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 165. 2.1. 0.34. 3. 85. 0.027 -0.051 0.101 -0.063 0.100 -0.055 0.104 -0.041. (A) 下降速段變化 vs. 鉚合品質 (Gap & Step). 首先,我們固定其它操控參數,只調變下降速段,藉以觀察下降速段變化對鉚 合品質 Gap 與 Step 的影響,表 3.20 顯示模擬的結果。圖 3.14 及圖 3.15 分別顯示下 降速段變化對 Gap 與 Step 變化情況。. 表 3.20 第二組下降速段變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 165. 2.1. 0.34. 3. 85. 0.027. -0.051. 0.101 -0.063. 0.100. -0.055. 0.104. -0.041. 0.15. 165. 2.1. 0.34. 3.5. 85. 0.027. -0.043. 0.077 -0.055. 0.093. -0.049. 0.092. -0.033. 0.15. 165. 2.1. 0.34. 4. 85. 0.026. -0.037. 0.059 -0.045. 0.085. -0.042. 0.084. -0.026. **所有 Gap(s) 與 Step(s) 依然合格。 43.
(56) 0.12 0.1. Gap mm. 0.08 Gap C. 0.06. Gap A. 0.04. Gap D Gap B. 0.02 0 3. 3.5. 4. 下降速段. 圖 3.14 第二組下降速段變化 vs. Gap. 0 -0.01. Step mm. -0.02. -0.03. Step C. -0.04. Step A Step D. -0.05. Step B -0.06 -0.07 3. 3.5. 4. 下降速段. 圖 3.15 第二組下降速段變化 vs. Step. 由圖 3.14 及圖 3.15 顯示,基本上,下降速段的增加會使得 Gap A、C、D 下降, Gap B 則幾乎不變,但會使所有 Step 值快速上升。 44.
(57) (B) 振幅比率變化 vs. 鉚合品質 (Gap & Step). 此一研究,我們探討振幅比率變化對鉚合品質的影響,我們固定其它操控參數, 只調變振幅比率,藉以觀察振幅比率變化對鉚合品質 Gap 與 Step 的影響,表 3.21 顯示模擬的結果。圖 3.16 及圖 3.17 分別顯示振幅比率調變對 Gap 與 Step 變化情況。. 表 3.21 第二組振幅比率變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 165. 2.1. 0.34. 3. 80. 0.027 -0.050 0.090 -0.062 0.098 -0.053 0.103 -0.039. 0.15. 165. 2.1. 0.34. 3. 85. 0.027 -0.051 0.101 -0.063 0.100 -0.055 0.104 -0.041. 0.15. 165. 2.1. 0.34. 3. 90. 0.027 -0.053 0.110 -0.063 0.102 -0.056 0.106 -0.042. 0.15. 165. 2.1. 0.34. 3. 95. 0.027 -0.054 0.117 -0.064 0.104 -0.058 0.108 -0.042. 0.15. 165. 2.1. 0.34. 3. 100. 0.027 -0.057 0.122 -0.064 0.105 -0.059 0.112 -0.042. ** 所有 Gap(s) 與 Step(s) 依然合格. 45.
(58) 0.14 0.12. Gap mm. 0.1 0.08. Gap C. 0.06. Gap A. Gap D. 0.04. Gap B 0.02 0 80. 85. 90. 95. 100. 振幅比率 %. 圖 3.16 第二組振幅比率變化 vs. Gap. 0. -0.01. Step mm. -0.02 -0.03. Step C. -0.04. Step A Step D. -0.05. Step B -0.06 -0.07 80. 85. 90. 95. 100. 振幅比率 %. 圖 3.17 第二組振幅比率變化 vs. Step. 由圖 3.16 及圖 3.17 顯示,基本上,振幅比率的增加會使得 Gap C 快速增加, Gap A、B、D 則幾乎不變,但會使所有 Step 值稍稍下降。. 46.
(59) (C) 氣壓變化 vs. 鉚合品質 (Gap & Step) 此一研究,我們探討氣壓變化對鉚合品質的影響,我們固定其它操控參數,只 調變氣壓,藉以觀察氣壓變化對鉚合品質 Gap 與 Step 的影響,表 3.22 顯示模擬的 結果。圖 3.18 及圖 3.19 分別顯示氣壓調變對 Gap 與 Step 變化情況。. 表 3.22 第二組氣壓變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 165. 2. 0.34. 3. 85. 0.025 -0.047 0.098 -0.060 0.101 -0.051 0.105 -0.036. 0.15. 165. 2.1. 0.34. 3. 85. 0.027 -0.051 0.101 -0.063 0.100 -0.055 0.104 -0.041. 0.15. 165. 2.2. 0.34. 3. 85. 0.029 -0.055 0.104 -0.065 0.100 -0.059 0.103 -0.045. 0.15. 165. 2.3. 0.34. 3. 85. 0.031 -0.059 0.106 -0.067 0.100 -0.063 0.102 -0.050. 0.15. 165. 2.4. 0.34. 3. 85. 0.033 -0.063 0.106 -0.069 0.099 -0.067 0.102 -0.055. 0.15. 165. 2.5. 0.34. 3. 85. 0.034 -0.068 0.107 -0.071 0.099 -0.071 0.101 -0.060. 0.15. 165. 2.6. 0.34. 3. 85. 0.036 -0.073 0.107 -0.073 0.098 -0.075 0.100 -0.065. 0.15. 165. 2.7. 0.34. 3. 85. 0.037 -0.078 0.106 -0.075 0.098 -0.080 0.099 -0.069. 0.15. 165. 2.8. 0.34. 3. 85. 0.039 -0.084 0.105 -0.077 0.098 -0.084 0.099 -0.073. 0.15. 165. 2.9. 0.34. 3. 85. 0.041 -0.090 0.104 -0.079 0.098 -0.088 0.098 -0.077. 0.15. 165. 3. 0.34. 3. 85. 0.042 -0.096 0.103 -0.081 0.097 -0.093 0.097 -0.081. ** 當氣壓為 3 時,所有 Step(s)出現接近不合格. 47.
(60) 0.12 0.1. Gap mm. 0.08 Gap C. 0.06. Gap A. 0.04. Gap D Gap B. 0.02 0 2. 2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9. 3. 氣壓 Kg. 圖 3.18 第二組氣壓變化 vs. Gap. 0 -0.02. Step mm. -0.04. Step C. -0.06. Step A. -0.08. Step D. Step B. -0.1 -0.12. 2. 2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9. 3. 氣壓 Kg. 圖 3.19 第二組氣壓變化 vs. Step. 由圖 3.18 及圖 3.19 顯示,基本上,氣壓的增加會使得 Gap B、Gap C 增加,但 會使所有 Step 值快速下降。. 48.
(61) (D) 焊接能量 vs. 鉚合品質 (Gap & Step). 此一研究,我們探討焊接能量變化對鉚合品質的影響,我們固定其它操控參數, 只調變焊接能量,藉以觀察焊接能量變化對鉚合品質 Gap 與 Step 的影響,表 3.23 顯示模擬的結果。圖 3.20 及圖 3.21 分別顯示焊接能量調變對 Gap 與 Step 變化情況。. 表 3.23 第二組焊接能量變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 150. 2.1. 0.34. 3. 85. 0.026. -0.045. 0.081 -0.053. 0.109. -0.048. 0.101. -0.026. 0.15. 155. 2.1. 0.34. 3. 85. 0.027. -0.047. 0.090 -0.056. 0.106. -0.050. 0.101. -0.030. 0.15. 160. 2.1. 0.34. 3. 85. 0.027. -0.049. 0.097 -0.059. 0.103. -0.053. 0.103. -0.035. 0.15. 165. 2.1. 0.34. 3. 85. 0.027. -0.051. 0.101 -0.063. 0.100. -0.055. 0.104. -0.041. 0.15. 170. 2.1. 0.34. 3. 85. 0.027. -0.053. 0.104 -0.066. 0.098. -0.057. 0.106. -0.046. 0.15. 175. 2.1. 0.34. 3. 85. 0.027. -0.056. 0.106 -0.069. 0.096. -0.060. 0.109. -0.052. 0.15. 180. 2.1. 0.34. 3. 85. 0.026. -0.058. 0.107 -0.072. 0.094. -0.063. 0.112. -0.058. 0.15. 185. 2.1. 0.34. 3. 85. 0.026. -0.061. 0.107 -0.076. 0.092. -0.066. 0.115. -0.064. 0.15. 190. 2.1. 0.34. 3. 85. 0.025. -0.064. 0.107 -0.081. 0.090. -0.069. 0.120. -0.069. ** 所有 Gap(s) 與 Step(s) 依然合格. 49.
(62) 0.14 0.12. Gap mm. 0.1. 0.08. Gap C. 0.06. Gap A Gap D. 0.04. Gap B 0.02 0 150. 155. 160. 165. 170. 175. 180. 185. 190. 焊接能量 J. 圖 3.20 第二組焊接能量變化 vs. Gap. 0 -0.01. -0.02. Step mm. -0.03 -0.04. Step C. -0.05. Step A. -0.06. Step D. -0.07. Step B. -0.08 -0.09 150 155 160 165 170 175 180 185 190. 焊接能量 J. 圖 3.21 第二組焊接能量變化 vs. Step. 由圖 3.20 及圖 3.21 顯示,基本上,焊接能量的增加會使得 Gap C、Gap D 增加, Gap A 與 Gap B 則微幅下降,但會使所有 Step 值快速下降。 50.
(63) (E) 延遲時間 vs. 鉚合品質 (Gap & Step). 此一研究,我們探討延遲時間變化對鉚合品質的影響,我們固定其它操控參數, 只調變延遲時間,藉以觀察延遲時間變化對鉚合品質 Gap 與 Step 的影響,表 3.24 顯示模擬的結果。圖 3.22 及圖 3.23 分別顯示延遲時間調變對 Gap 與 Step 變化情況。. 表 3.24 第二組延遲時間變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 165. 2.1. 0.34. 3. 85. 0.027 -0.051 0.101 -0.063 0.100 -0.055 0.104 -0.041. 0.16. 165. 2.1. 0.34. 3. 85. 0.027 -0.051 0.102 -0.063 0.101 -0.056 0.104 -0.040. 0.17. 165. 2.1. 0.34. 3. 85. 0.026 -0.050 0.102 -0.064 0.101 -0.056 0.105 -0.040. 0.18. 165. 2.1. 0.34. 3. 85. 0.026 -0.050 0.103 -0.065 0.101 -0.057 0.105 -0.039. 0.19. 165. 2.1. 0.34. 3. 85. 0.025 -0.050 0.104 -0.066 0.101 -0.057 0.105 -0.039. 0.2. 165. 2.1. 0.34. 3. 85. 0.025 -0.050 0.104 -0.067 0.101 -0.058 0.105 -0.038. 0.21. 165. 2.1. 0.34. 3. 85. 0.024 -0.050 0.104 -0.068 0.102 -0.058 0.105 -0.038. 0.22. 165. 2.1. 0.34. 3. 85. 0.024 -0.050 0.105 -0.069 0.102 -0.059 0.106 -0.037. 0.23. 165. 2.1. 0.34. 3. 85. 0.024 -0.051 0.105 -0.070 0.102 -0.059 0.106 -0.036. 0.24. 165. 2.1. 0.34. 3. 85. 0.023 -0.051 0.106 -0.071 0.102 -0.060 0.106 -0.036. 0.25. 165. 2.1. 0.34. 3. 85. 0.023 -0.051 0.106 -0.072 0.102 -0.060 0.106 -0.035. 0.26. 165. 2.1. 0.34. 3. 85. 0.022 -0.051 0.106 -0.072 0.103 -0.061 0.106 -0.035. 0.27. 165. 2.1. 0.34. 3. 85. 0.022 -0.051 0.107 -0.073 0.103 -0.061 0.106 -0.034. 0.28. 165. 2.1. 0.34. 3. 85. 0.021 -0.052 0.107 -0.074 0.103 -0.062 0.106 -0.034. 0.29. 165. 2.1. 0.34. 3. 85. 0.021 -0.052 0.107 -0.075 0.103 -0.062 0.106 -0.033. 0.3. 165. 2.1. 0.34. 3. 85. 0.020 -0.052 0.107 -0.076 0.103 -0.062 0.107 -0.033. ** 所有 Gap(s) 與 Step(s) 依然合格. 51.
(64) 0.12 0.1. Gap mm. 0.08 Gap C. 0.06. Gap A 0.04. Gap D. 0.02. Gap B. 0.15 0.16 0.17 0.18 0.19 0.2 0.21 0.22 0.23 0.24 0.25 0.26 0.27 0.28 0.29 0.3. 0. 延遲時間 s. 圖 3.22 第二組延遲時間變化 vs. Gap. 0 -0.01. -0.02. Step mm. -0.03 -0.04. Step C. -0.05. Step A. -0.06. Step D. -0.07. Step B. -0.08. 0.15 0.16 0.17 0.18 0.19 0.2 0.21 0.22 0.23 0.24 0.25 0.26 0.27 0.28 0.29 0.3. -0.09. 延遲時間 s. 圖 3.23 第二組延遲時間量變化 vs. Step. 由圖 3.22 及圖 3.23 顯示,基本上,延遲時間的增加幾乎不會使得 Gap 產生變 化,對 Step 值的影響,除了 Step D 值微幅上升外,Step A、B、C 均微幅下降。 52.
(65) (F) 固化時間 vs. 鉚合品質 (Gap & Step). 此一研究,我們探討固化時間變化對鉚合品質的影響,我們固定其它操控參數, 只調變固化時間,藉以觀察固化時間變化對鉚合品質 Gap 與 Step 的影響,表 3.25 顯示模擬的結果。圖 3.24 及圖 3.25 分別顯示固化時間調變對 Gap 與 Step 變化情況。. 表 3.25 第二組固化時間變化 vs. 鉚合輸出 (Gap & Step) 延遲. 焊接. 氣. 固化. 下降. 振幅. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 時間. 能量. 壓. 時間. 速段. 比率. B. B. C. C. A. A. D. D. 0.15. 165. 2.1. 0.3. 3. 85. 0.027 -0.047 0.136 -0.062 0.101 -0.054 0.103 -0.035. 0.15. 165. 2.1. 0.31. 3. 85. 0.027 -0.048 0.127 -0.062 0.101 -0.054 0.103 -0.036. 0.15. 165. 2.1. 0.32. 3. 85. 0.027 -0.049 0.118 -0.062 0.101 -0.054 0.104 -0.038. 0.15. 165. 2.1. 0.33. 3. 85. 0.027 -0.050 0.109 -0.062 0.101 -0.055 0.104 -0.039. 0.15. 165. 2.1. 0.34. 3. 85. 0.027 -0.051 0.101 -0.063 0.100 -0.055 0.104 -0.041. 0.15. 165. 2.1. 0.35. 3. 85. 0.028 -0.052 0.094 -0.063 0.100 -0.055 0.105 -0.042. 0.15. 165. 2.1. 0.36. 3. 85. 0.028 -0.053 0.088 -0.063 0.100 -0.056 0.105 -0.044. 0.15. 165. 2.1. 0.37. 3. 85. 0.028 -0.054 0.082 -0.063 0.099 -0.056 0.105 -0.045. 0.15. 165. 2.1. 0.38. 3. 85. 0.028 -0.055 0.077 -0.063 0.099 -0.056 0.106 -0.046. 0.15. 165. 2.1. 0.39. 3. 85. 0.028 -0.056 0.073 -0.064 0.099 -0.057 0.106 -0.048. 0.15. 165. 2.1. 0.4. 3. 85. 0.028 -0.057 0.069 -0.064 0.098 -0.057 0.106 -0.049. 0.15. 165. 2.1. 0.41. 3. 85. 0.028 -0.058 0.066 -0.064 0.098 -0.057 0.107 -0.051. 53.
(66) 表 3.25 第二組固化時間變化 vs. 鉚合輸出 (Gap & Step)(continuous) 延遲. 焊接. 氣. 固化. 下降. 振幅. B. B. C. C. A. A. D. D. 時間. 能量. 壓. 時間. 速段. 比率. Gap. Step. Gap. Step. Gap. Step. Gap. Step. 0.15. 165. 2.1. 0.42. 3. 85. 0.028 -0.059 0.064 -0.065 0.097 -0.057 0.107 -0.052. 0.15. 165. 2.1. 0.43. 3. 85. 0.028 -0.060 0.062 -0.065 0.097 -0.058 0.107 -0.053. 0.15. 165. 2.1. 0.44. 3. 85. 0.028 -0.061 0.060 -0.066 0.096 -0.058 0.108 -0.055. 0.15. 165. 2.1. 0.45. 3. 85. 0.028 -0.062 0.059 -0.066 0.096 -0.058 0.108 -0.056. 0.15. 165. 2.1. 0.46. 3. 85. 0.028 -0.063 0.059 -0.067 0.095 -0.058 0.108 -0.057. 0.15. 165. 2.1. 0.47. 3. 85. 0.028 -0.064 0.059 -0.068 0.094 -0.059 0.109 -0.058. 0.15. 165. 2.1. 0.48. 3. 85. 0.028 -0.065 0.059 -0.069 0.094 -0.059 0.109 -0.059. 0.15. 165. 2.1. 0.49. 3. 85. 0.028 -0.066 0.059 -0.070 0.093 -0.059 0.110 -0.060. 0.15. 165. 2.1. 0.5. 3. 85. 0.027 -0.067 0.060 -0.071 0.092 -0.059 0.110 -0.061. 0.15. 165. 2.1. 0.51. 3. 85. 0.027 -0.069 0.061 -0.072 0.092 -0.060 0.110 -0.062. 0.15. 165. 2.1. 0.52. 3. 85. 0.027 -0.070 0.062 -0.074 0.091 -0.060 0.111 -0.062. 0.15. 165. 2.1. 0.53. 3. 85. 0.027 -0.071 0.064 -0.075 0.090 -0.060 0.111 -0.063. 0.15. 165. 2.1. 0.54. 3. 85. 0.027 -0.072 0.065 -0.077 0.090 -0.060 0.111 -0.064. 0.15. 165. 2.1. 0.55. 3. 85. 0.027 -0.073 0.067 -0.079 0.089 -0.061 0.112 -0.064. 0.15. 165. 2.1. 0.56. 3. 85. 0.027 -0.074 0.069 -0.080 0.088 -0.061 0.112 -0.064. 0.15. 165. 2.1. 0.57. 3. 85. 0.026 -0.076 0.071 -0.083 0.087 -0.061 0.113 -0.065. 0.15. 165. 2.1. 0.58. 3. 85. 0.026 -0.077 0.074 -0.085 0.087 -0.061 0.113 -0.065. 0.15. 165. 2.1. 0.59. 3. 85. 0.026 -0.078 0.076 -0.087 0.086 -0.061 0.113 -0.065. 0.15. 165. 2.1. 0.6. 3. 85. 0.026 -0.079 0.079 -0.090 0.085 -0.062 0.114 -0.065. ** 所有 Gap(s) 與 Step(s) 依然合格. 54.
(67) 0.16 0.14. Gap mm. 0.12 0.1 Gap C. 0.08. Gap A. 0.06. Gap D. 0.04. Gap B. 0.02 0.3 0.32 0.34 0.36 0.38 0.4 0.42 0.44 0.46 0.48 0.5 0.52 0.54 0.56 0.58 0.6. 0. 固化時間 s. 圖 3.24 第二組固化時間變化 vs. Gap. 0 -0.01 -0.02. Step mm. -0.03 -0.04. Step C. -0.05 -0.06. Step A. -0.07. Step D. -0.08. Step B. -0.09. 0.3 0.32 0.34 0.36 0.38 0.4 0.42 0.44 0.46 0.48 0.5 0.52 0.54 0.56 0.58 0.6. -0.1. 固化時間 s. 圖 3.25 第二組固化時間量變化 vs. Step. 由圖 3.24 及圖 3.25 顯示,基本上,固化時間的增加幾乎不會使得 Gap A、B、 D 產生明顯變化,但對 Gap C 會發生先下後上的現象。對 Step 值的影響,均會使 Step 值下降。 55.
(68) 3.3 模擬分析討論. 由以上模擬結果,我們整理可得,無論對第一組操控參數及第二組操控參數來 說,各個操控參數的變化對 Gap 與 Step 的影響是一樣的,並不因不同的初始操控參 數設定而有所不同,均會呈現下列情形。. 1. 下降速段的增加會使得 Gap A、C、D 下降, Gap B 則幾乎不變,但會使所有 Step 值快速上升。 2. 振幅比率的增加會使得 Gap C 快速增加,Gap A、B、D 則幾乎不變,但會使所 有 Step 值稍稍下降。 3. 氣壓的增加會使得 Gap B、Gap C 增加,但會使所有 Step 值快速下降。 4. 焊接能量的增加會使得 Gap C、Gap D 增加,Gap A 與 Gap B 則微幅下降,但會 使所有 Step 值快速下降。 5. 延遲時間的增加幾乎不會使得 Gap 產生變化,對 Step 值的影響,除了 Step D 值 微幅上升外,Step A、B、C 均微幅下降。 6. 固化時間的增加幾乎不會使得 Gap A、B、D 產生明顯變化,但對 Gap C 會發生 先下後上的現象。對 Step 值的影響,均會使 Step 值下降。. 然整體來說,我們可歸納以下研究心得; 下降速段的調整尤為重要,每調整一個間隔其變化十分明顯,若調太高可能會 造成熔接過度,如 Gap 的縫隙縮小,另外也會造成 Step 下沉的距離較少。第一組與 第二組比較後能發現較低的氣壓與較高的振幅比率能使 Step 下沉較多,尤其是 CStep, Gap 方面除了 DGap 微微上升,其餘反之。. 56.
(69) 振幅比率與氣壓均會影響熔接時間的長短,振幅比率的部分對 Gap C 的影響較 劇,尤其是第一組上升幅度高於第二組,兩組比較後能發現較低的氣壓能減小縫隙 的間距,Step 皆下降。而氣壓的部分對於全部的 Step 都有明顯的影響,隨著氣壓增 大,Step 下降的距離也跟著增加。兩組比較也能發現較高的振幅比率會使 Step 下降 較多,第二組在氣壓為 3 時,Step A、B 已經接近不合格,Gap 方面,Gap A、D 變 化不大,Gap C 則與振幅比率時相同變化較劇,若增加振幅比率也能使變化平緩, 另外值得注意的是 Gap B,六個鉚合參數中只有氣壓能使 Gap B 產生劇烈的影響。 焊接能量的部分,其 Gap 與振幅比率的 Gap 變化大致相同,只差 Gap A 是下降,Step 則與氣壓的 Step 相同,但下降的趨勢較小。. 固化時間雖對 Gap A、B、D 影響不大,但對 Gap C 影響最劇,尤其是第二組, 其變化幅度很大且呈現先降後升的情況,Step 皆為下降趨勢。延遲時間對於整體而 言影響不大,增長時間較為明顯的只有 Step C 下降,與 Gap B 微量下降值得注意。. 由以上發現,無論是 Gap 與 Step,下降速段、振幅比率、氣壓都是最重要的三 個操控參數,但在 Step 的部份,氣壓的重要性要比振幅比率來的高。若這三個參數 設定的好,勢必能使鉚合得到更佳的結果。. 57.
數據


+7




相關文件
四、裝配 系統裝配 能正確依照氣壓迴路設計圖裝配
二、高壓氣體用途甚廣,各事業單位大多使用以作為生產製程之消耗性原、物
(三) 變率與微分、 求和與積分: “變率” 與 “求和” 是函數的兩種定量型 (quantitative) 的基本性質。 但是它們的定義本身就是理論的起點, 有如當年
為了更進一步的提升與改善本校資訊管理系 的服務品質,我們以統計量化的方式,建立
(2) 「唯以分別安立」 ,表示對對象觀察透過分別心找出「性質」 「定
對於給定的一個 x 值,經過某一對應方式後得到「唯一」的 y 值,這種對應方式我們稱 為函數,其中 x 是自變數,y 是應變數。. 而在表
李友錚【5】指出有關顧客需求特性的探討目前以 Kano 二維品質模式 最具代表。因此,可以利用 Kano
and Wiley, J.W., (1991), “Service Quality and Management Practices: A Look at Employee Attitude, Customer Satisfaction, and Bottom-Lime Consequence,” Human Resource Planning.
