1 第一章、緒論 1.1 前言 自工業革命以來,人類所依賴的石油和燃煤日益減少,隨著科技文明 的迅速發展,使得天然能源需求用量急劇增加蘊存量相對急遽減少(圖 1-1)。傳統的燃油、燃煤造成的 CO2會嚴重破壞大氣中的臭氧層,形成溫室 效應造成地球嚴重暖化。然而核能發電所產生的核廢料安全保存儲藏以及 核電廠的安全問題也是一大隱憂。2011 年 3 月 11 日本福島強震引發海嘯, 導致福島核電廠輻射外洩就是一案例。 所以對於全世界各國而言,尋找新的替代能源與開發乾淨、安全和無 污染性的替代能源已是當務之急,同時在 1997 年京都議定書中明文規定三 十八個工業化國家在 2008 到 2012 年間每年平均的氣體排放量,必須比 1990 年的排放量減少 5.2 %。因此在以後的 20-30 年內,符合環保的替代能源勢 必會在全世界形成一股趨勢。 目前主要應用與研究發展中的太陽能電池片有矽基材太陽能電池,多 元化合物太陽能電池,有機物太陽能電池和聚光太陽能電池。矽太陽能電 池主要有晶體矽太陽能電池和非晶矽太陽能電池,晶體矽太陽能電池根據 矽基材料的生長方式不同可分為單晶矽太陽能電池和多晶矽太陽能電池, 矽晶體電池憑藉其在地球上的豐富資源以及光電轉換效率較高,製造技術
容易掌握等優點成為目前太陽能電池的主要產品類型。
圖 1-1 全球化石燃料可開採年限(截至在 2008 年底) [1] 資料來源:BP Statistical Review of World Energy 2009
雖然太陽能發電效率極低,但近年來太陽能市場卻在快速成長當中, 主要由於環保意識日趨抬頭,以及前些日子發生的 2011 福島核能電廠因地 震輻射外洩憾事發生,以及各國相繼推行新能源政策,實施補助獎勵辦法 積極發展與推廣,每年的太陽能電池市場成長都達一至兩成。不過近日因 產業過度膨脹導致市場前景動盪不被看好斐言不斷。相信這段產業整合期 後,同時間讓太陽能產品技術更精進、轉換效率再進一步的提升,達成生 產成本再降低,讓市場消費者接受度大增,相信潔淨能源勢必會更加普及。 在以後的 20 – 30 年內,符合環保的替代能源勢必會在全世界形成一股趨
3 勢。 目前太陽能電池市場上結晶矽太陽能電池已佔 80%以上(圖 1-2),結晶 矽太陽電池生產技術自 1954 發展至今已相對成熟、Lab.目前水準 20~27 % 光電轉換效率高(圖 1-3),但由於矽晶片在切割過程還得額外消耗 40 %以上 之原料(目前使用矽晶片厚度 200 μm ~180 μm),因此成本還是偏高。非晶矽 薄膜太陽能因材料成本極低還是具有發展潛力,但首先要克服的是非晶矽 材料有日光照射衰減的問題與進一步提升光電轉換效率,未來才能在全力 發展太陽能發電時,避免因使用大量矽材料時而造成原物料短缺導致成本 上揚等問題,避免物料成本淪為發展太陽能發電的絆腳石。 圖 1-2 不同的太陽能電池片技術在 1999~2010 年的市場佔有率變化。[2] 資料來源:引用自網頁 http://solarinfra.in/FAQ.htm
圖 1-3 NREL 太陽能電池片效率演進 [3] 參考來源: NREL 1.2 研究動機與目的 常見的單晶矽或多晶矽太陽能電池產品,尺寸上多為 5″與 6″的電池片 組成,在電池片正面外觀看來並沒有過多花俏差異變化出現,主因是考量 正面的金屬佈線攸關整體的光電轉換效益表現優劣,但卻明顯在外觀顏色 表現上就顯得非常凌亂。因此太陽能模組在外觀顏色上便顯得非常雜亂, 這也是最為人詬病的一環。在多晶矽太陽能電池片製造流程中,蝕刻粗糙 化(Texture etching)過程,最主要目的在於增加太陽光線反射機會與增加矽 晶片表面面積,提升整體太陽光線吸收量。因此會在絨緻蝕刻不同程度下, 矽晶片外觀上有著明暗效果呈現的存在。[4]接下來在矽晶片正面沉積一層 的抗反射層鍍膜(Anti-reflection coating)功能,主要為光線在不同波長條件
5 下,皆有不同程度的損耗影響與不同程度的折射反射現象存在,因此需利 用透明的氮化矽(SiN x:H)薄膜介質,在矽晶片表面形成薄薄一層薄膜沉積, 利用介質的折射率達到改善光學損耗減少光線反射的機率。因此,選用合 適反射係數(R.I)材料,再搭配恰當適宜的薄膜厚度來提供最佳的抗反射效 果,進一步提升電池片光轉換效益。此外,氮化矽抗反射薄膜會伴隨薄膜 厚度增減改變而呈現顏色上的變化。[5]另一方面,由於矽結晶材料本身存 在許多雜質與晶格缺陷,在在增加少數載子再次結合的機會,因此可以藉 由 PECVD 生成的氮化矽抗反射層所含的氫原子來與不飽和鍵或懸掛鍵進 行鍵結反應,大幅降低內部電性反應,大幅降低內部電性上的活性,這樣 的鈍化機制稱之為 Bulk passivation。[4] 因此,本研究將針對太陽能電池片製造流程中的 PECVD 的反應條件, 進一步探討一套有效且具有可行性的方法,來控制與降低抗反射薄膜的顏 色差異程度及改善薄膜厚度不均勻性現象,同時間兼顧避免對光電子的吸 收影響與後續太陽能電池片製造流程中金屬燒結接觸成效合金化完成性、 多晶矽內部缺陷氫原子的鈍化效益所造成電性上的影響。
第二章、基本理論介紹 2.1 太陽能電池發展型態 眾多太陽光電池能源中,目前產業界運用最普遍而且較實用的分別為 單晶矽(Mono-crystalline)、多晶矽(Poly-crystalline)與非晶矽(Amorphous)太 陽能電池等三種。以非常高純度的矽生產單晶矽太陽能晶片是具有相對高 的轉換效率。而多晶矽太陽能電池因其矽晶格邊界存在著缺陷而形成較低 效率的太陽能晶片。另一種以沉積矽薄膜於玻璃或基板物質上的做法,則 是稱作非晶矽或薄膜太陽能電池。(圖 2-1) 太陽能電池依材料可分為可以有非晶矽、多晶矽、CdTe、CuIn xGa(1-x)Se2 等半導體、或三五族、二六族的元素鏈結的材料,而依材料形式又可區分 為晶片型與薄膜型。雖然以化合物為主的太陽能電池都能具備極高的發電 效率,但製造過程需要花費相當高額的製造成本,且材料具有高度毒性, 所以目前使用狀況並不普及,僅應用於特殊用途。然而由於矽材料本身沒 有毒性,且當今半導體工業的廣泛應用發展下,對於矽的應用技術皆已有 十分深厚的基礎與應用經驗,而且矽元素仍是地殼上蘊含量第二豐富的元 素,所以使用矽元素作為太陽電池的材料將可避免面臨如化合物材料將來 大量生產而導致材料短缺的問題,因此目前太陽能電池仍舊以矽作為主要
7 材料與研究重心。 圖 2-1 太陽電池種類的形成 [6] 資料來源:劉佳怡,太陽光電產業製程與技術發展趨勢,工研院 IEK 2.2 光子能量、太陽光譜 2.2.1 光子能量 由於波動與粒子雙重性原理,故將光波是為粒子,或稱為光子。其光 子的能量為 E = h ν,其中 E 為光子能量單位是 e V,h 為普朗克常數,ν 為 頻率。而光速 C = 3×108 (m/s) = ν λ,其中 λ 為光波長將光的波長與光子 能量導入可得到 λ = = = = = (nm) (2.1)
當半導體受到光線照射時,光子有可能會穿透材料或被材料吸收,其 發生現象取決於光子能量及半導體材料能隙 Eg (eV),當入射的光子能量小 於半導體能隙 E= h ν< Eg,此時光子並無法被吸收,接著光子便會因傳導 而穿透半導體(圖 2-2)。反之,當入射的光子能量 E = h ν>Eg 時,光子即可 與價電子交互作用,因而於傳導帶產生一個電子並在價帶處產生一個電 洞,即所謂的電子電動洞。簡單說就是當電子從外界獲得能量時將會跳到 較高的能階,但如獲得能量不足時,會因電子處在較高的能階時的並不穩 定,很快又會把所獲得的能量釋放出來而回到原來的能階。不過,如果電 子獲得的能量足夠脫離原子核的束縛,就能而成為自由電子,由自由電子 所空出來的位置則稱為電洞。自由電子也有可能會因為摩擦或碰撞等因素 損失能量,最後又受電洞的吸引而復合。不論入射光子能量多高,最終所 能獲得的電能只有 Eg 左右,其餘的能量都在傳遞過程損失。但是材料能隙 Eg 過高,則因無法吸收太陽光譜中低能量的光子, 整體光電效率也會下 降。這一點可是攸關太陽能晶片好壞。 E < Eg :光不會被吸收 E > Eg :光子料吸收產生 電子電洞對 圖 2-2 半導體材料『光導效應』現象 0 傳遞損 失 能隙(Eg) 電 子 能 量 增 加 價 帶 禁 帶 導 帶 光子能量 E = h ν
9
舉例來說,矽的最外層電子要成為自由電子需要吸收 1.12eV 的能量, 當最外層子吸收到的光能量超過 1.12eV 時將會產生自由電子及電洞,稱之 為光生電子電洞對(Light-generated electron-hole pairs)。而電子電洞對的數目 越多導電的效果也越好意即導電率增加,此現象稱之為光導效應(Photo conductive effect)與這程度能量最容易相互作用之載子,為矽或砷化鎵等半 導體之自由電子或電洞。所以選取太陽光電池材料首要考量就是良好的吸 光效果,如此才能直接地提高輸出功率。再則考量重點是光導效果,也就 是了解太陽光的組成及其能量分布狀況,進而選取適當的太陽光電池材料。 2.2.2 太陽光譜 太陽能電池的功能就是將太陽光能量轉換成電能,所以太陽光譜對於 太陽能的效益有很大的影響。因此這我們在這章節將對太陽光譜稍作介 紹。太陽輻射(Solar radiation)指太陽從核融合所產生的能量,經由電磁波傳 遞到各地的輻射能(Radiant energy)。太陽輻射的光學頻譜接近溫度 6000K 的黑體輻射。大約有一半的頻譜是電磁波譜中的可見光,而另一半不可見 光部分有紅外線與紫外線等頻譜。太陽光幅射光譜最高強度落在波長 500 nm;而地球上的光譜與大氣外的光譜,因為大部分的電磁輻射會被太陽表 面的氫原子層所吸收,所以太陽表面溫度會比內部溫度低許多,大約 6000K 左右。其中包含著 6000K 之黑體輻射光譜,以及 AM0、AM1、AM 等太陽 光譜(圖 2-3)。[3]AM(Air Mass)空氣質量之意義,當太陽光入射到地球表面
時,會先遭受到空氣氣體分子以及塵埃的散射,還包含被氣體分子的吸收(圖 2-4),所以太陽光會隨著在大氣層中不同路徑長短而有不同程度的衰退,因 此學術上便以空氣質量 AM 來定義太陽光的衰減程度。在大氣層外的太陽 輻射,由於不受空氣影響,定義為 AM0。AM0 之太陽光譜相較之下,可以 看出入射光會在某些波段被吸收,這是由於進入大氣層後太陽輻射會經由 臭氧、水蒸氣等等給吸收。波長低於 400 nm 之區域因為臭氧會吸收紫外光, 而波長 900、1100、1400 nm 部分的吸收則是由水蒸氣所造成。 圖 2-3 太陽光輻射頻譜 [3] 資料來源 : 引用自網頁 http://www.nrel.gov/ncpv/
11
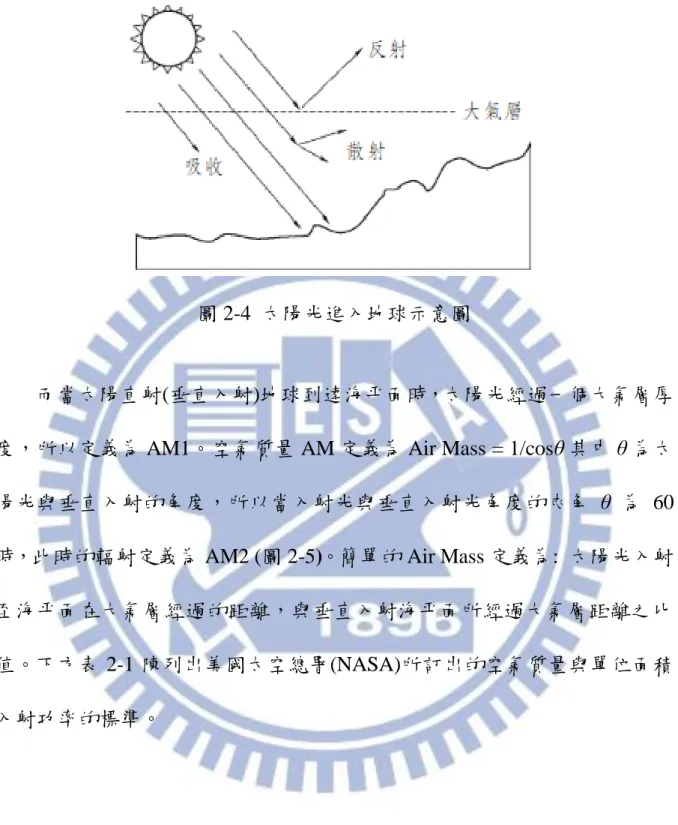
圖 2-4 太陽光進入地球示意圖
而當太陽直射(垂直入射)地球到達海平面時,太陽光經過一個大氣層厚 度,所以定義為 AM1。空氣質量 AM 定義為 Air Mass = 1/cosθ 其中 θ 為太
陽光與垂直入射的角度,所以當入射光與垂直入射光角度的夾角 θ 為 60
時,此時的輻射定義為 AM2 (圖 2-5)。簡單的 Air Mass 定義為: 太陽光入射 至海平面在大氣層經過的距離,與垂直入射海平面所經過大氣層距離之比 值。下方表 2-1 陳列出美國太空總署(NASA)所訂出的空氣質量與單位面積 入射功率的標準。
圖 2-5 空氣質量定義示意圖。[8] 資料來源:引用自網頁 http://www.pveducation.org/ 空氣質量條件 單位面積入射功率(mW/cm²) AM0 135 AM1 100 AM1.5 83.2 AM1.5G 100 AM2 69.1 表 2-1 太陽光輻射之空氣質量定義,為其單位面積之入射功率 資料來源: 美國太空總署(NASA) 2.3 太陽光電池的轉換原理 在 1930 年代裡發現了光生電流的現象,電解質電池照光時電流將會增 加,直至 1954 年結晶矽基材太陽電池終於被製造出來,當時的效率只有 6%
13 。單晶矽結構太陽電池。原子序為 14 的矽(Si),其電子組態為 1p² 2s²2p⁶3s² 3p²。其中內層的 10 個電子(1p² 2s²2p⁶)被原子核緊密的束縛著,而外層的 4 個電子(3s² 3p²)受到的束縛較低。電子脫離原子核的束縛而成為自由電子, 導電性性能伴隨著自由電子與電洞的多寡,輸出電流多寡也是如此,因此 陽光越強時生成的自由電子與電洞越多(圖 2-6),則輸出電流也越大。但只 是單純的增加自由電子與電洞,過程中會因為摩擦及碰撞等因素失去能 量,最後再次復合而無法利用。為更有效的利自用由電子與電洞來產生電 流與避免複合,因此必須提供電場使自由電子與電洞分離產生電流。產生 電場的方式很多如 PN 接面、金屬半導體接面等。簡單的說,太陽光電的發 電原理,是利用太陽電池吸收 0.4 μm~1.1 μm 波長(針對矽材)的太陽光,將 光能直接轉變成電能輸出的一種發電方式。 圖 2-6 光電轉換基本原理示意圖。 照光後產生電子-電洞對,因為電位差的存在關係,導致分別向 N 和 P 移動,而形成光電流。
h
E
FE
CE
V2.3.1 P/N Junction 型式 常用的 PN 接面作法是在矽基材中加入少量的五價磷(P)或砷(As)原 子,其提供的電子與矽鍵結後剩下一個價電子。或同樣在矽中加入少量的 三價硼原子可以提高電洞濃度。在矽中加入五價原子後稱之為 N 型半導 體,加入三價原子後稱之為 P 型半導體。當 N 型半導體及 P 型半導體內雜 質濃度均勻分佈,且內部沒有電場存在,則仍舊保持電中性。但若分別將 N 型 P 型半導體接和在一起,會因為相對自由電子與電洞的濃度不同產生擴 散。N 型半導體中自由電子濃度較高,因此自由電子由 N 型半體向 P 型半 導體擴散,擴散的結果是失去電子得到電洞而帶正電。同樣的電洞會由 P 型半導體向 N 型半導體擴散。擴散的結果使失去電洞得到電子而帶負電。 而因為電荷密度不均因此在接面附近產生電場,如果有自由電子或電洞在 電場內產生,則會因為受到電場作用而移動,自由電子向 N 型半導體移動, 而電洞向 P 型半導體移動,因此接面觸會缺乏自由電子或電洞。此區域稱 之為空乏區(Depletion region)。[7] 當空乏區受到光照射時,會激發矽原子的電子產生光生電子-電洞對 (Electron-hold pair),電子與電洞對會因為電場作用而使空乏區內的電荷往 兩端集中(圖 2-7),此時如果我們用導線將此太陽電池與外接負載(Load)連 接起來,形成一個迴路(Loop),就會有電流流過負載,但是太陽電池光電流 的收集卻是個大問題,因為吸收光所產生的電子-電洞對在被電極收集前,
15 尚會有許多機制造成損失。這即是所謂的光電效應,也是太陽能電池的基 本原理(圖 2-8)。[8] 圖 2-7 P-N junction 機制 [8] 參考來源:引用自網頁 http://www.pveducation.org/ 圖2-8 平衡狀態下的載子移動 [8] 參考來源: 引用自網頁 http://www.pveducation.org/
2.3.2 太陽能電池之等效電壓 簡易等效電路圖(圖 2-9)包含著一個理想 PN 接面二極體,電流 I L,電 阻分別為串聯電阻 R S以及並聯電阻 RSH,其 RL為負載端。根據柯西赫夫電 壓定律,可得出電路中的輸出電流 I 與電壓 V 的關係式為 I [ 1 + ] = I L I0 [ 1] (2.2) I L為太陽電池照光後產出的光電流,而二極體的反向飽和電流為 I0 , 溫度為 T,波茲曼常數(Boltzmann constant)為 K;太陽能電池的輸出電流與 電壓分別為 I 與 V。理想的太陽能電池片,其所存在的串聯電阻 R S非常小, 因此在此予於忽略,但並聯電阻 R SH非常大,接近斷路狀態,因此上述輸出 電流 I 與電壓 V 式子可以簡化成 I = I 0 · [ + 1] IL (2.3) 藉由前一公式(2.2)可獲知,當光電流極大時並聯電阻 R SH的影響很小, 同樣忽略不計,此時則以串聯電阻的影響為主,此時電壓-電流公式可以表 示成: V = ILRS (2.4)
17 反之,當光電流極小時,並聯電阻的效應影響程度就相當大,而串聯電阻 所產生的功率消耗便可以忽略不列入計算,此時電壓-電流公式則表示成 I = I L I0 [exp ( ) 1] (2.5) 對 於 太 陽 能 電 池 來 說 , 所 有 的 參 數 中 短 路 電 流 I SC (Short circuit current)、開路電壓 V
OC (Open circuit voltage)、填充因子 FF (Fill factor)、轉
換效率 (Conversion efficiency)是我們更有興趣的部分,將於稍後分別說 明。
圖 2-9 等效電路圖 [9]
資料來源:J. A. Mazer, SOLARDELLS: An Introduction to Crystalline Photovolatic Technology, Kluwer Academic Publishers, 1997
2.4 太陽能電池基本參數
太陽能電池特性的重要基本參數為短路電流 I
因子 FF 和光電轉換效率 η,如下分述。 2.4.1 短路電流 I
sc (Short circuit current)
短路電流是指當太陽能電池單元的負載為零的狀態,意味外部電路短 路時的輸出電流,兩端的電壓是零(即當太陽能電池短路)時的電流。通常寫 為 I sc,短路電流顯示在下面的 IV 曲線(圖 2-10)。對於理想的太陽能電池而 言,串聯電阻 R s極小趨近於 0,並聯電阻 RsH趨近無限大,共可由前述(2.3) 式得到 I = I L,及短路電流 Isc。短路電流是由於收集照光生成的載子 (Carriers)。在最適度電阻損耗機制上理想的太陽能電池,短路電流和照光生 成載子的光生電流是相同的。因此,可以得知該短路電流等同於太陽能電 池的最大電流。 圖 2-10 太陽能電池片 I-V 曲線圖 [8] 參考來源:引用自網頁 http://www.pveducation.org/
19 2.4.2 開路電壓 V
oc (Open circuit voltage)
開路電壓就是太陽能電池的最大可用電壓,在無限大負載(R = )的狀 況下,也就是外部電路斷路時所量到的電壓。此時輸出電流為 0 (I = 0),可 由(3.3)公式當輸出電流 I = 0,可根據上式獲知開路電壓為 V oc = (2.6) 上圖為太陽能電池的電壓-電流( I-V )特性曲線,當電壓為 0 時,所獲得 的電流值即為短路電流 I
sc (Short circuit current)。同理,當電流值為 0 時,
所獲得的電壓值即為開路電壓 V
oc (Open circuit voltage)。
2.4.3 充填因子 FF (Fill factor) 短路電流與開路電壓分別是太陽能電池的最大電流與電壓。不過,在 此當下的電池功率卻是零 ″0″。搭配 V oc與 Isc的條件來決定電池最大輸出功 率。在照光環境下的電流-電壓(I-V)特性曲線中(圖 2-11),輸出功率等於該 點所對應的電壓和電流的乘積,其中有一工作點(V
max、Imax )的輸出功率 Pmax
最大。下列圖形,充填因子 FF 是計算″矩形″的太陽能電池單元,也是最大 的矩形的面積(V
max × Imax )為一個參數。我們定義最大輸出功率 Pmax = Vmax × I
max與 Voc、Isc的乘積比。
表示方法如下:
對於一個好的太陽能電池而言,除了要有高的開路電壓與高的短路電流外 ,還需要有趨近於 1 的填充因子。因為填充因子表示出最大輸出功率與 V oc、 I sc乘積接近的程度。 (a) (b) 圖 2-11 I-V 特色曲線圖 FF (a) > FF (b) [8] 參考來源:引用自網頁 http://www.pveducation.org/
21 2.4.4 光電轉換效率 η ( Conversion efficiency ) 最普遍用來判定比較太陽能電池指數的好壞程度,就是光電能量轉換 效率η (Efficiency),轉換效率的定義就是太陽能電池自太陽光接收的能量到 輸出能量的比例。同時效率也與入射的光線頻譜、強度與太陽能晶片的溫 度有關係。[7]可以表示為 P
max = Voc × Isc × FF = Vmax × Imax (Pmax 為輸出的最大功率) (2.8)
η = = (2.9) 其中 V oc為開放電流,Isc為短路電流及 FF 視為填充因子而 Pin為入射光的 總功率。因此只要知道太陽能電池片的這上述幾項參數,即可換算出電池 片的光電能轉換效率η。 2.5 太陽能電池片結構簡述 太陽能電池是一種能直接將太陽光轉化為電能的電子元件。藉由收集 照射在太陽能電池片表面上的光,產生的電流和電壓,以產生電力。此過 程首先需要根據太陽光能量的分佈,找出光導效應最好的物質,同時能隙 介於 1.1 eV 到 1.7 eV 之間。在此選擇 Eg = 1.12 eV 的半導體矽(Si)當材料。 當矽晶片吸收光引發一個電子到一個更高的能量狀態,激發產生電子與電 洞對。其次,電子與電洞對會因為電場作用而使空乏區內的電荷往兩端集
中,而形成從太陽能電池到外部電路的電子的移動。然後,該電子因在外 部電路中的負載耗散能量,並返回到的太陽能電池單元(圖 2-12)。各種材料 可藉由後續的製作過程儘可能滿足光伏能量轉換的要求。但應用方式中, 幾乎所有的光電能量轉換皆使用 PN 接面型式的半導體材料。[8] 圖 2-12 太陽能電池片結構示意圖 2.6 太陽能電池光學性質與光學損耗 既然是一種吸收太陽光並將其轉換成電能的元件,太陽電池的光學性 質對轉換效率的影響必然是相當大的。當光線入射到太陽電池表面的表現 (圖 2-13),首先會有部分光線被反射,其餘的光線入射到太陽電池,而且能 量大於半導體能隙 Eg 的光線就會被吸收,在價帶的電子吸收這些能量之後 會躍遷到傳導帶,而形成電子電洞對,而後電子-電洞對分別因為電場作用 而往兩端集中收集形成光電流。
電子-電洞對 抗反射層 AR-coating 太陽光線 base emitter front contact 外 部 負 載 rear contact
+
23 光學的損耗主要來自於太陽能電池的短路電流,在電池內所產生的電 子電洞對的光源是主要的光學損耗來源,但不包含電池表面所發生反射部 分或電池內部不被吸收的部分光源。對於常見的半導體太陽能電池而言, 吸收可見光光譜部分才具備足夠的能量產生電子電洞對,因此,理想情況 下是太陽能電池可以完全吸收可見光部分。因此減少光學損耗能進一步提 升光電轉換效益,有幾個方法可以提供參考。一、最小化的電池正面的金 屬化面積。二、電池正面塗佈抗反射層塗層減少光源的反射。三、電池表 面緻絨粗糙化增加吸收面積同時減少光學反射。四、太陽能電池片基材厚 度增加達到光源的吸收。[10] 圖 2-13 太陽能電池片光學損耗成因 2.7 PECVD 薄膜成長過程概述 薄膜的成長是一連串複雜的過程所構成的,且直接影響到薄膜結構與 性能表現。圖 2-14 為薄膜成長機制的說明圖。在最初薄膜形成階段,氣態
分 子 或 原 子 開 始 凝 聚 到 基 材 表 面 , 開 始 所 謂 的 第 一 步 驟 吸 附 成 核 (Nucleation),圖中首先到達基板的原子必須釋放垂直動量後將縱向動量發 散,原子才能『吸附』(Adsorption)在基板上。這些原子會在基板表面發生 形成薄膜所須要的化學反應。所形成的薄膜構成原子顆粒會在基板表面遷 移作擴散運動,這個現象稱為吸附原子的『表面遷徙』(Surface migration)。 接下來步驟原子彼此間相互碰撞時會發生結合而形成原子團過程,這是所 謂的『成核』 (Nucleation)。 原子團必須達到一定的大小之後,才能持續不斷穩定成長。為了減少 能耗,因此小原子團會傾向彼此聚合以形成一較大的原子團。原子團的不 斷成長會形成島狀『核島』(Island),此階段稱之核成長。核島之間的縫隙 須要藉由填補原子動作,才能使核島彼此接合由小島狀成長至大島狀進而 形成整個連續的薄膜,這過程步驟即所謂的『島狀結合_成膜』。而填縫後 殘留多餘無法與基板鍵結的原子則會由基板表面脫離,離開襯底而成為自 由原子基,這個步驟稱為原子的『吸解脫離』(Desorption)。[11] 圖 2-14 PECVD 沉積機制說明圖 [11] 資料來源: 莊達人,VLSI 製造技術
基板
吸附 化學反應 遷移 成核 吸解25
接著談論到化學汽相沉積(Chemical vapor deposition CVD)是在複雜且 連續不間斷過程中的薄膜沉積方法,概念相當簡單,CVD 反應的環境,包 括:溫度、壓力、氣體的供給方式、流量、氣體混合比及反應器裝置等等。 基本上氣體傳輸、熱能傳遞及反應進行三方面,亦即反應氣體被導入反應 器中,藉由擴散方式經過邊界層(Boundary layer)到達晶片基材表面,進一步 由基材表面提供反應過程所需的能量,通常此能量是藉由加熱、或感應的 高週波(RF)、輻射能、電漿(Plasma)或紫外光(UV)。反應氣體就會在基材表 面產生化學變化,生成固體生成物沈積在晶片表面。CVD 可以分為下列五 個主要步驟:[12] (a).『主氣流』(Mainstream)首先在沈積室中導入反應氣體,以及稀釋用 的惰性氣體所構成的混合氣體、(b).主氣流中的反應氣體原子或分子往內擴 散移動通過停滯的『邊界層』(Boundary layer)而到達基板表面、(c).反應氣 體原子被『吸附』(Adsorbed)在基板上、(d).吸附原子(Adatoms)在基板表面 遷徙,並且產生薄膜成長所須要的表面化學反應、(e).表面化學反應所產生 的氣庇生成物被『吸解』(Desorbed),並且往外擴散通過邊界層而進入主氣 流中,並由沈積室中被排除。如圖 2-15 所示
圖 2-15 化學氣相沉積機制 [12]
參考資料: 張俊彥、鄭晃中著作,『積體電路製程及設備技術手冊』
2.8 影響 PECVD 沉積因子
離子增強化學氣相沉積(Plasma Enhance CVD ,PECVD)法主要與其他類 型 CVD 化學汽相沉積最大的不同特色在於,PECVD 無須高溫的沉積反應 溫度,由於反應本身利用電漿產生器導入等離子進入腔體內增強化學沉積 反應,通過這種方式它可以有效降低反應中的溫度。電漿是部分離子化的 氣體,在電漿裡被離子化的氣體分子本身具高能量的電子,這些帶有高能 量的離子化氣體將與其伴隨部分蝕刻反應而生成我們所需要的薄膜。 因為氣體分子被離子化,所以這種薄膜的化學計量是不像其他化學汽 相沉積需要高溫過熱反應。PECVD 沉積薄膜裡都含有氫,尤其此次的 SiNx 沉積過程。[8]影響 PECVD 沉積薄膜因素有很多,比方來說壓力、MW 功 率、總氣體流量、氣體流速,氣體比例,和基板溫度。這些因素不僅影響 PECVD SiNx沉積速率,也會對 SiNx的沉積薄膜 N:Si 比例與含氫的數量等
27
等有所有所影響。所以,對於 SiNx 的折射係數(Reflective index)與反射率
第三章、文獻回顧分析( SiNx氮化矽沉積薄膜特性) 為了提高太陽能電池片的光電轉換效率,因此需要致力於減少電池片 正面的反射機率,進行抗反射設計。雖然使用表面絨織化可以降低部分的 反射,但效果仍然有限,尤其是對於多晶矽材料,如果過於強調蝕刻絨織 處理,反而造成漏電流發生。因此可以考慮在多晶矽基材與空氣間沉積生 成適當折射率的透光介質,以降低表面的反射。比方說單層的抗反射薄膜 材料 Si₃N₄(n=2.0),SiO₂(n = 1.8 ~1.9),Al₂O₃(n=1.86) [16]。目前 SiNx: H 薄
膜是最常應用來做為矽材料表面的抗反射薄膜,SiNx薄膜的折射率(R.I)介 於 1.9 至 3.3 之間,[17,18]是最合適應用於可見光進行在 1.0 的空氣與 3.8 的矽材料介質中的良好抗反射設計。 除此之外,還需要特別針對多晶矽本身富含不飽和鍵或懸空鍵,導致 發生少數載子發生再次結合作用,尤其是空乏區的載子,因而存在降低電 流的缺點。提供矽材料氫原子或分子飽和這些不飽和鍵與懸空鍵進行表面 鈍化作用。[4,19]同樣地 SiO₂也能提供抗反射和表面钝化的作用,但是由於 二氧化矽的表面鈍化處理是在 800℃高溫處理下進行,卻相反的會造成半導 體材料缺陷增加,少數載子壽命下降。這現象對於多晶矽太陽能電池材料 尤其顯著。除此之外,以太陽能電池片所要求的抗反射率能力相比二氧化 矽的折射率偏低。[20]近年的研究说明用低温 250~450℃PECVD 法沉積 SiNx
29
生長多晶矽太陽能電池的光學抗反射薄膜是更能夠提高多晶矽太陽電池片 光電轉換效率的關键。[21]
因此 SiNx沉積薄膜在目前成熟的太陽能電池片製造技術中,嚴然已成
為一個重要且直接影響太陽能電池片效能優劣的一環。
3.1 Anti-reflection coating layer 抗反射層之理論
矽(Si silicon )在光線波長介於 400 ~ 1100 um 波段區間的反射損耗分別 有將近 34 % ~ 60 %左右。換句話說,矽材料在短波長區間有高達 54 %的入 射光線被反射回環境中。而長波段部分的反射程度,也有將近 34 %的比例 下被矽材料反射而損耗。[22]因此,我們除了能利用太陽能電池片的前段清 洗與表面粗糙化製程,來增加吸光面積及減低矽材料的反射損耗之外,還 能 藉 由 透 明 的 介 電 材 料 在 太 陽 能 電 池 晶 片 表 面 形 成 一 成 抗 反 射 塗 層 (Anti-reflection coating layer )的沉積,能更進一步改善光學損耗問題。
如圖 3-1(a)所示,當光線垂直入射到基材表面時,如前文所言一部分的 入射光被反射,一部分則入射到基材中,入射到基材中激發電子–電洞對產 生光生電流。所以,可以利用光束垂直入射透明介質表面時的反射公式來 計算矽晶片表面的反射率 R:[23]
其中 n0視為外界介質的折射率,在大氣中等於 1 ; nsi為矽的折射率。 為了減低反射損失,所以需要在太陽能電池片表面製作一層抗反射薄 膜介質。如圖 3-1 (b)所示。由於這個介質薄膜兩側介面上的反射光互相干 涉下,更能有效率地降低反射率。此時的反射率表示為: R (3.2) 式中,r1 與 r2分別表示為大氣-介質薄膜和介質薄膜-矽材上的 Fresnel’s Formula 反射係數, 為 介質薄膜厚度引起的相位角。分別表示為 ₁ (3.3) r₂ (3.4) nd (4.5) 式子中的 n0、n、nsi分別為外界空氣介質、生成薄膜介質與矽材的折射率, 是入射光的波長,而 d 則是介質生成薄膜厚度。 當光線入射,r₁與 r₂發生破壞干涉時最佳薄膜厚度 dmin為 時[23], 則可由式 3.1 得到: Rλ₀ (3.6) 為了將反射損失減至最小,所以 Rλ₀ 0,[23]所以可獲得 :
31 (3.7) 因此,我們可以在進行 SiNx抗反射薄膜沉積前,先行藉由計算方法來 波長下,折射率最好的結果是介於 2.0~2.1 左右。[5] (a) (b) 圖 3-1 太陽光入射基材光學干涉現象 (a) 大氣-基材 (b) 大氣-抗反射薄膜-基材
3.2 鈍化作用 Bulk & Surface Passivation
在最近 20 幾年,在矽內含氫的行為透過理論和實驗研究。已認同 SiNx:H (PECVD)生長法,可減少在 Si 表面的電荷載體的重組能力。[24,25]在此期 間已取得了巨大的進展,工業上藉此應用可以使電池片的品質和效率獲取 良好的效果,並了解背後表面鈍化現象的物理機制,[26]目前使用熱氧化處 理可以用來製作具有良好的表面鈍化特性的氮化矽 SiNx抗反射薄膜。氧化 處理可以用來製作具有良好的表面鈍化特性的氮化矽 SiNx抗反射薄膜。[27 si
n
n
N
0,28,29]這樣的材料已廣泛的被應用在製造高效能太陽能電池晶片。
利用 PECVD 法來生長氮化矽最大的優勢即是低溫(250 ~ 400℃)的熱氧 化處理與配合短暫性的熱處理時間(通常只需要短暫數分鐘)。因為熱處理的 高溫與處理時間會導致本質電荷載體壽命 (The bulk lifetime of charge carriers)大大降低。氫原子可以與多晶矽內部雜質或缺陷發生反應。[18,22] 它可以捕捉不飽和的共價鍵,在矽晶界或有缺陷處時,少量矽原子鍵被打 破形成活性非常高的不飽和鍵或懸空鍵(Dangling bond),此時氫原子進入多 晶矽容易與懸空鍵再結合產生 Si-H 鍵而達成降低多晶矽內部電性活性,所 以也降低少數載子再結合的機會。因此,由光誘導的電子就不易被本身缺 陷瑕疵所捕獲。因此可以提高輸出電流進而達到提昇太陽能電池效率這樣 的鈍化機制稱為 Bulk passivation。[18](圖 3-2) 不過,隨著時間增加紫外線 破壞下懸浮鍵還是會增加,導致光電效能降低。 所以,由 PECVD 獲得的氮化矽沉積,不僅是一個具備有防反射塗層的 工程,能夠有效減少入射光的反射,而且可以保護太陽能電池表面,具有 防刮傷及隔離水氣濕氣等功能。同時,也充分利用氫原子鈍化矽基材,達 到修補改善缺陷的主要工程。[18]
33
圖 3-2 多晶矽晶界氫原子修補懸浮鍵 [5] 資料來源: Roth & Rau AG. ”SINA Process Training”
3.3 SiNx薄膜相對應光學效能特性 現行應用在太陽能電池片進行成長抗反射薄膜技術中,無論是以 Remote-plasma 或 Direct-plasma 方法,往往都會面臨到氮化矽薄膜顏色不均 勻的現象,根據文獻[5,24]可獲證實,出現這色差現象的主因在於氮化矽薄 膜厚度上的厚薄程度不一(圖 4-3)。因此,接下來先針對相關文獻進行探討。 關於氮化矽薄膜厚度對於太陽能電池片光電效能特性上的影響,在
圖 3-3 SiNx塗佈膜厚(nm)與外觀顏色相對關係。[5]
參考來源: Roth & Rau AG. ”SINA Process Training”
2011 年 M. H. Kang 等人”Optimization of SiN AR coating for Si solar cells and modules through quantitative assessment of optical and efficiency loss mechanism.“的研究文獻[31]上有進一步的證實,矽電池片無論有無經過製 絨的前處理,其相同的抗反射係數下在不同程度的抗反射膜厚下,皆會對 於整體的光損耗(反射率+吸收率)有所增減變化。當抗反射薄膜厚度越高, 光損耗越高,相對地在光電效率上就會受到影響而下降。尤其是未經製絨 處理的情況下更為甚之,如圖 4-4 所示[31]。而製絨後的電池片,同樣也存 在光損耗疑慮,但因為受光面積增加因素有利於吸收部分增加,光損失總 額部分的貢獻是要比製絨處理所增吸收部分少,所以不如平片程度嚴重, 如圖 4-5 所示[31]。但是,製絨後電池片在較低的抗反射率薄膜下,此薄膜 厚度影響是相對嚴重。
35 緊接著是關於接觸電阻 Rs (contact resistances)文獻討論,藉由網印方式 完成電極金屬佈線,形成良好的接觸電阻,是太陽能電池片技術中重要的 一環。雖然在網印技術下填充因子(fill factors)能夠達到 78 %,但因為接觸 電阻成形過程太靈敏,所以實際金屬燒結應用上仍有 5~10 %偏低的填充係 數 FF 發生。在矽晶片完成抗反射薄膜程序後,接續的電極網印(front / rear contacts print)上膠到完成燒結金屬化(co-firing) 過程中,電極網印品質優 劣、燒結爐的溫度均勻性及穩定性以及先前抗反射薄膜的均勻性與薄膜厚 度皆是影響金屬燒結形成接觸電阻主要因素[32,33]。藉由 Corescan 量測後, 呈現在 2D 圖上的接觸電阻差異變化,如圖 3-6 所示[32]。在關於接觸電阻 方面形成溫度與薄膜厚度的影響,也透過 A.S.H. van der Heide 等人的 “CONTACT RESISTANCES MEASURED USING THE CORESCAN: RELATIONS WITH CELL PROCESSING”研究文獻中得到證實。[32]
Ef fic ien cy ( % )
圖 3–4 (a) R.I 介於 2.03~2.42 的抗反射薄膜厚度在平坦晶片表面上的光損耗 (反射+吸收)表現 (b)藉由 PC1D 量測出對應的太陽能電池效益。小圓圈表示 出光損耗最小的膜厚。[31]
參考來源:M. H. Kang, et al., “Optimization of SiN AR coating for Si solar cells and modules through quantitative assessment of optical and efficiency loss
mechanism “. (a) Re fle ctance + Abso rb an ce ( %) Thickness (nm) (b) E ff icie n cy (% ) Thickness (nm)
37
圖 3–5 (a) R.I 介於 2.03~2.42 的抗反射薄膜厚度在晶片表面經粗糙處理上的 光損耗(反射+吸收)表現 (b)藉由 PC1D 量測出對應的太陽能電池效益。圖中 小圓圈表示出光損耗最小的膜厚。[31]
參考來源:M. H. Kang, et al., “Optimization of SiN AR coating for Si solar cells and modules through quantitative assessment of optical and efficiency loss mechanism “. Thickness (nm) E ff icie n cy (% ) (b) (a) Re fle ctance + Abso rb an ce ( %) Thickness (nm)
圖 3-6 Corescans 在已上膠的晶片量測應用上,會有無法區分黑白顏色分布 部分。然而在針對接觸電阻表現最糟糕的區域,是藉由灰色區塊來表示。[32] 參 考 來 源 : A.S.H. van der Heide, et al., “CONTACT RESISTANCES MEASURED USING THE CORESCAN: RELATIONS WITH CELL PROCESSING”. T - 15℃,△Rs FF 2.6 T - 60℃,△Rs FF 26.6 T - 45℃,△Rs FF 14.9 T - 30℃,△Rs FF 4.5 T - 30℃,△Rs FF 9.2 T - 0℃,△Rs FF 2.1 T 15℃,△Rs FF 1.9
39 在太陽能電池片上的抗反射層氮化矽薄膜,最主要的目的就是降低入 射光的反射機率,並提高入射光線的吸收。如此才能真正提升入射光線捉 捕能力,以獲取入射光譜最大的光電流。典型的太陽能電池抗反射層薄膜 的氮化矽薄膜厚度 750 nn,其折射率介於 2.0 到 2.4 的介電膜組成。但目前 應用上太陽能電池上的均勻度仍然不是非常完美,所以厚度控制上會有 ±100 nm 的變化,不同薄膜厚度在光譜各波段下呈現的反射光譜會有所差 異,如在 Bhushan Sopori, et al.,”Detailed Characterization of AR Coatings on Si Solar Cells: A New Application of GT-FabScan 6000”研究資料中獲得佐 證,當薄膜厚度減少情況下會伴隨其反射率會增加如圖 3-7(a)與(b)所示。電 性表現上會有 1 A/cm2 左右的光電流密度的損失差距。[34]除此之外,抗反 射層在後續的燒結金屬化中提供緩衝與氫鈍化的功能存在,在燒結過程 裡,晶片各部位溫度能量吸收又同時與厚度與反射率相關。在燒結爐內較 高溫區與中,金屬可以貫穿內部的交界處,達成分流產生。但如果相對在 較低溫區,是有可能會有合金化不完整導致更高的串聯電阻發生。[33,35] 所以在此更證明氮化矽抗反射薄膜厚度控制上的重要性。
圖 3-7 (a) 粗糙化晶片上各抗反射層薄膜厚度的反射光譜表現. (b) 在不同 波長下反射率與 AR 塗層的晶片厚度(1/thickness)的關係。 [34]
參考來源 : Bhushan Sopori, et al.,”Detailed Characterization of AR Coatings on Si Solar Cells: A New Application of GT-FabScan 6000”.
41 第四章、太陽能電池製作流程與實驗設計 4.1 概述太陽能電池製作流程 太陽能電池片製造程序不如半導體 IC 製程般複雜且困難。但以工廠生 產出發點來看,同樣地都須考慮到產能、良率、生產成本與攸關售價部分 的光電轉換效益等等。太陽能電池廠的生產規模通常以每年總產品的總發 電量來計算,除了材料能階因素會影響到光電轉換效益高低外,其電池片 結構上的優化設計也會有所影響,良好的製程技術可以降低電池中的漏電 流與缺陷(Defect),設計完善的電極製程規劃,也能夠夠好好利用。 設計完善的電極製程與規劃設計,可以提供最優化的太陽能吸收面 積。也能同時間降低串聯電阻,能更進一步提高太陽能電池的轉換效率。 無可厚非,太陽能電池片製造流程會因不同設備廠商所採用的技術種類而 有所差異。下一步將概略為大家說明這次使用的太陽能電池片製造生成, 與製造流程。(圖 4-1 )
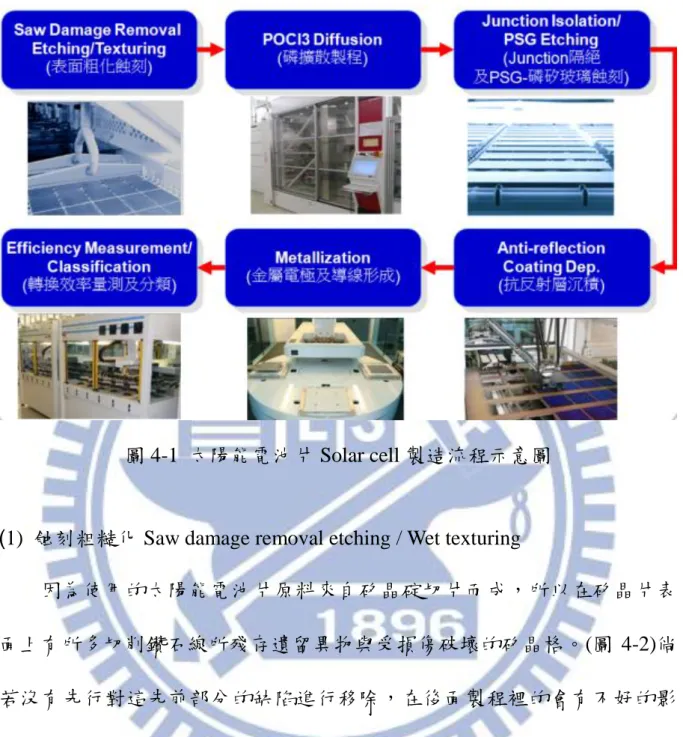
圖 4-1 太陽能電池片 Solar cell 製造流程示意圖
(1) 蝕刻粗糙化 Saw damage removal etching / Wet texturing
因為使用的太陽能電池片原料來自矽晶碇切片而成,所以在矽晶片表 面上有所多切削鑽石線所殘存遺留異物與受損傷破壞的矽晶格。(圖 4-2)倘 若沒有先行對這先前部分的缺陷進行移除,在後面製程裡的會有不好的影 響。經過 KOH,HCL 與 HF 來進行表面清潔與缺陷移除處理。同時利用 HF 與 HNO3 進行表面粗糙化工程呈現出矽晶片的反射現象,可以明顯看到對 於長波段部分,有超過 30 %的反射率,而短波段部分會有超過 80 %的現象 (圖 4-3)。[36]除增加表面積、減少反射現象(圖 4-4)與進一步的雜質除去。 蝕刻粗糙化的深度嚴重影響太陽能電池效率。[37]如果蝕刻深度太淺,晶體 缺陷仍然存在,而開路電壓(Voc)以及短路電流(Isc)會降低。反之蝕刻深度超
43 過,表面粗糙度增加反而增加表面重組,減少開路電壓和短路電流。此過 程最佳化的粗糙結構深度或蝕刻深度深 4~5 um [4,38, 39, 40]之間。製程反 應溫度、溫度以及化學藥液混和比例,皆對蝕刻效果息息相關。藉由此流 程改善入射光線的反射率,大為降低至 10 %。 Texturing 化學反應式分別為 矽材氧化
3Si + 4HNO3 →3SiO2 + 2H2O + 4NO (4.1)
氧化矽(Silicon oxide)蝕刻
3SiO2 + 18HF → 3H2SiF6 + 6H2O (4.2)
圖 4-2 Cross section image of a Si (a)線鋸切割的晶圓片後的橫截面圖像 (b)多晶矽晶片蝕刻粗糙化的 SEM 下的表面 [4]
圖 4-2 Cross section image of a Si (a)線鋸切割的晶圓片後的橫截面圖像 (b)多晶矽晶片蝕刻粗糙化的 SEM 下的表面 [4]
圖 4-3 Si 濕蝕刻後反射率表現 [36]
資料來源: C. J. J. Tool, et al., “17% mc-Si solar cell efficiency using full
in-line processing with improved texturing and screen-printed contacts on high-ohmic emitters”
圖 4-4 表面粗糙狀況所呈現的反射情況
(2) 磷擴散製程 p-n junction (Phosphorus diffusion)
電子電洞必須仰賴空間電場來分離,如果沒有分離的機制,電子電
平坦表面入射光反射狀況 表面粗糙化入射光反射狀況
45 洞很容易再結合(Recombination),因此在矽晶片上形成 p-n 二極體提供空間 電場。因為使用 p-型矽晶片,所以要做 n 型磷擴散。在完成上述階段的表 面粗糙化結構後,接下來是利用高溫擴散製成來形成 p-n 二極體。一般常 用的太陽能電池是 P 型矽基板,所以必須靠磷擴散來形成 p-n 二極體,而 由於擴散是高溫下進行的工程,所以在進行高溫擴散工程前,須特別留意 晶片表面的潔淨度。尤其是金屬雜質的控制。 本次研究是以水平式爐管(圖 4-5)加熱至 800~900℃添加磷酸 POCl3
phosphorus oxychloride,透過 N2氣泡當媒介來帶出 POCl3在與氧氣混合進
入水平式爐管內。接著利用高溫度 900~950℃的石英管環境發生高溫擴散作 用,使磷原子能夠擴散到矽晶格中形成的 p-n junction,同時間也利用 POCl3 內的被釋放的氯氣,來去除矽晶片裡的金屬雜質。磷的濃度(由媒介氣體-氮氣的流量決定)、氧氣和氮氣的流量,和其引入、作用、與擴散環境爐管 的溫度隨時間的控制(圖 4-6),這些因素會決定最終的擴散結果。而擴散結 果,就造就高濃度的矽材表面、擴散接面的深度、擴散面的表層電阻(Sheet resistance)、和摻雜情況 Dopant profile (圖 4-7)。其 Emitter sheet resistance 最常被採用落於 40~60 Ω/Sq 區間。[4]
圖 4-5 水平式磷擴散爐管製程機器示意圖
47
圖 4-7 不同擴散方式摻雜分布趨勢圖(Dopant profile)
(3) 磷玻璃去除 Junction isolation / PSG and Dead layer Etching
經過擴散後,整個 p 型晶片便會被磷玻璃或稱為 n 型 doping 層包裹 著。這部分含有高濃度磷的厚度約 20~50 nm 會阻礙太陽光線進入太陽能電 池(Blue response),而且沒有發電功能。所以需藉由此道工程去除磷玻璃。 後續的邊緣蝕刻(Edge etching)的處理,將 n 型邊緣除去,才能彰顯出 p-n 二 極體的結構。此外也得確保晶片表面進入下一製程的清潔度。在此使用 HF 在晶片表面與四周進行腐蝕移除之目的。如果邊緣蝕刻處理不完全,則太 陽電池的 Shunt resistance 便會增大,F.F 填充係數減低,導致影響太陽電池 的效率。[41] 目前業界普遍的使用為濕式機台,可以在晶片上執行單面與晶片四周
側面隔離蝕刻以移除去磷玻璃發射極。[42] 運用太陽能電池片在蝕刻槽的 表面上的輸送過程,只在晶片的背面側邊潤濕。主要的化學品為 HF,HNO3, H2SO4 (圖 4-8)。[42,43]除利用濕蝕刻方式外還可利用電漿蝕刻或雷射切割 方式達到去除磷玻璃與完成邊緣蝕刻效果。[4] PSG Etching 化學反應式為 SiO2 + 6HF → H2SiF6 + 2H2O2 (4.3) 圖 4-8 PSG Remove 流程示意圖 [44] 資料來源: http://www.rena.com/ 圖 4-8 PSG Remove 流程示意圖[44] 資料來源: http://www.rena.com/
(4) 抗反射薄膜沉積 Anti-reflection coating deposition
太陽電池的製程中,普遍以化學汽相沉積(CVD)方法,進行抗反射薄膜 沉積 Anti-reflection coating (ARC)。在此是使用 Remote plasma 方法,反應 氣體為矽烷 Silane (SiH4)和 Ammonia (NH3),供給到 350 ~ 450℃壓 0.1 ~ 0.5
mbar 腔室內與 M/W 微波系統引起的矽烷與氨反應,矽晶圓則置於 CFC 載 具上以水平方式通過反應區域進行薄膜沉積。(圖 4-9)
49 SiNx:H 抗反射薄膜沉積完整的反應式 : 3SiH 4 + 4NH3 Si3N4 + 12H2 (4.4) SiH 4 + e SiH3+ H + e (4.5) SiH 4 + e SiH2+ 2H + e (4.6) SiH 4 + NH2* SiH3+ NH3 (4.7) SiH 4 + H SiH2+ H2 (4.8) 其中 SiN:H 是指以 PECVD 生成的氮化矽薄膜實際上是一富含氫的非晶 系結構,具有高達 40 %的含氫原子的薄膜。同時也是一個具有良好的表面 鈍化能力,得以減少表面重組損失。[45]除此之外,氮化矽薄膜在後段退火 處理中,會釋放氫出來以減少本體複合多晶矽。[46,47] PECVD 的製程中, RF 的頻率與功率、RF 輸入腔體的電極之排列與間距,還有反應作用的時 間、作用時的溫度與總氣壓、作用氣體的流量及其成份比例,等等這些因 素都會決定抗反射層鍍膜的組成、矽/氮比例、氫含量、折射係數、密度、 介電常數、電阻、介電強度、能隙、和應力結果如圖 4-10 所示意。
圖 4-9 微波間接法。微波源離子化 NH3,再轟擊 SiH4,產生 SiNx沈積。[5]
資料來源: Roth & Rau AG“SINA Process Training”.
圖 4-10 影響反射係數因素示意圖. [13]
資料來源 : B. Kim, D. W. Kim, S. S. Han, “Refraction properties of PECVD of silicon nitride film”
51 太陽電池的正面電極製程要求,在於低的接觸電阻、金屬線寬度窄(圖 4-11),避免影響受光面積、再者與矽的燒結後黏著力要求高、即可焊接性 高等。此外可以大量生產及製造成本也是主要考量之一。因此,利用網印 (Screen printing)技術,是目前太陽能電池製造業界最為普遍的技術。網印技 術中,最重要的因素是網印版(Screen)與金屬膏(Paste)網印版上網布的就網 目數、線徑、開口寬度及網布厚度等參數來區分(圖 4-12),而每種等級的選 擇可依使用者需求而進行不同組合。網版乳劑塗佈的厚度也是影響電極厚 度的重要參數,適當的乳劑厚度可使電極印刷結果較良好。對於太陽能電 池製程中,電極線條必須是朝著細而厚度要高為目標,如此可獲較佳的光 電轉換效率。影響細線塗佈的因素有:網布規格、網版乳劑的邊緣品質、 張網角度、刮印速度、刮印角度、刮膠的軟硬度、漿料的黏稠度及被印物 表面的粗糙度等。[48] 電極塗佈所使用的金屬膏漿料是由金屬微粒、玻璃粉、特殊添加劑、 有機樹脂與溶劑混合而成,這些成分對於金屬電極的形成有趁重要的影 響。以正面電極 (Front contact)而言,其主要成分一般使用 Ag (70~80 %),Ni, Al, Cu,Pd 等金屬粉末搭配,而對於矽有蝕刻反應且能夠影響銀粉與矽表面 的結合的玻璃粉,其添加量約為 5~10 %。為了避免正面電極遮蔭遮住入射 的太陽光(Shading losses),其在形狀的排列與設計上就相當重要。同時間還 得兼顧傳導電流,所以電極就必須夠厚,所以要求是細且厚高。目前塗佈
漿料皆需要有足夠的內聚力,使電極塗佈後不會向外擴散,但此種漿料會 因網印過程不順暢,而藉由外力攪動金屬膠,改善內聚力的影響。但隨攪 拌時間越長反而大大降低內聚力。因此,除了攪拌時間的掌握外,於印刷 時刮印速度與間隔時間也都必須小心控制,以獲取到最佳化的電極塗佈品 質。這次實驗的電池片金屬電極設計為主幹(Bus-bar) 2 與支線(Finger) 63。(圖 4-13) 圖 4-11 金屬接觸高寬比例示意圖 圖 4-12 網印規格(此次實驗研究使用) 柵欄式正面接觸(Grid-type front contact)
53 Scr een pr int in g F ro nt c o nt a ct ( A g p a st e) So ld er s tri p s (A g / A l p a ste) R ea r co nt a ct + BSF (A l p a ste) Scr een P a ste 基材 : S il icon 刮刀 圖 4 -1 3 Scree n p ri n ti n g 示意 圖
(6) 金屬燒結 Metallization / firing 完成金屬網印後的矽晶片,置入溫度可高達 800 ~ 900℃In-line 高溫爐 內進行燒結過程,這目的在於燒掉網印金屬膏內的有機化合物,並使得金 屬顆粒能確實燒結再一起。形成良好的導體,同時,也要藉著高溫爐內高 溫來與晶片表面形成良好的接合。(圖 4-14) 在此實驗中使用 TPS Firing furnace 首先進到製程溫 150~190℃乾燥區 (Dry section),目的蒸發金屬膏內的溶劑,如果此時溫度過導致金屬膏的外 表乾燥過於太快,而導致內部由溶劑所產生的氣泡無法滲透出來,最後會 導致金屬化部份發生爆裂疑慮。接下來進入 350~450℃燒出區燒出有機黏著 劑,伴隨著適量 O2氧氣可以燒毀有機黏著劑。最後進入溫度高達 700~900 ℃燒結區,讓玻璃粉末融化幫助銀粉與矽表面的結合,使金屬銀可以穿透 ARC 層形成歐姆接觸,形成共晶層如圖 4-15 所示。[4,31,32,35] 所以燒結時間的掌握與溫度控制是重點,過度的火烤會導致銀原子穿 透 n+發射層而近到 p-型基板。反之,不完整或不足的燒結能力,則會使得 電池片金屬塗佈接觸電阻過高。
55 圖 4 -14 燒 結金屬 化 溫度 p ro fi le 與溫區 功能
圖 4-15 Al- Si 合金相圖 [49]
資料來源: National Institute for Materials Science; http://nims.go.jp/
4.2 實驗設計與量測方法
在工業生產現場觀察發現,負責生長沉積氮化矽抗反射層薄膜的 Roth & Rou SINA L PECVD 機台生產太陽能電池晶片長期下來皆有色差的產品 存在,(圖 4-16)外觀顏色差異輕則允與下放繼續下一階段的製程直至成品。 顏色差異嚴重則藉由現場負責檢驗人員目檢判斷挑出或外觀檢驗自動化機 器判別分類,額外加工拔除氮化矽薄膜後,再次重工進行抗反射層薄膜沉 積製作。在此的取樣方法,分別取清潔乾淨 5 片已拋光處理晶片樣本,以 對角線方式擺放於 5 × 5 共 25 電池片的載盤上,其餘部分以產品擺放一起 進入 PEVCD 內沉積生成抗反射薄膜。(圖 4-17)樣本薄膜生長完成後,接著 以橢圓偏光儀分別量測樣本上的左: Left、中: Center、右: Right 位置,獲取
57 相對位置上拋光晶片上氮化矽薄膜厚度 d (Thickness)與折射係數 n 值 (Refractive index )等薄膜光學特性表現。 圖 4 -1 6 載 盤電池 片 顏色差異 現況 行進 方向 行進 方向 載具 wa fe r 周圍顏色表現 -N. G wa fe r 周圍顏色表現差 異性小 -OK W afe r 氣體噴頭 氣體噴頭
載具行進 方向 圖 4 -17 監 控片取 樣 量測 定義 (a ) 載具上取 樣晶片 位置圖 (b ) 晶片 樣本取 樣位 置圖 樣本 /P o il is h ed w afer 產品 /P o il is h ed w afer
59 4.2.1 樣本準備動作 為了避免多晶矽材料結構或其他因素干擾,達到 SiNx薄膜質量和特性 的精確分析,我們選擇了以 6 ″單晶矽晶圓(需加工裁切成 5 ″的太陽能尺 寸。如圖 4-18,始能置放於 PECVD 的 CFC 載具上。)的已拋光處理片來做 為薄膜沉積基板。經拋光處理與研磨處理可提供更精確的沉積平面。反之, 如果單純地在非拋光的矽基板晶片上進行薄膜沉積動作,因應用來測量氮 化矽 SiNx薄膜的紅外光譜。可能會因此導致錯誤的測量判別,嚴重影響實 驗的分析與可靠性。 本實驗採用 P-type 矽(100)晶片,規格如表 4-1,將晶片切割後,再以 下列步驟進行基板清洗 (1) 切割 6 ″晶圓片成 5 ″ 125 125 mm,符合 PECVD 載盤設計。(圖 4-19) (2) 將 5 ″的(100)切割後晶片置入丙酮(Acetone)內,配合超音波震盪清洗 10 分鐘。 此目的為去除晶片表面的雜質 (3) 接著將溶液置換成甲醇,同樣配合超音波震盪清洗 10 分鐘。 此目的為去除晶片表面的殘留丙酮。 (4) 下一步,置於去離子水中,以超音波振洗 10 min。 此目的為去除殘留之有機溶劑 (5) 置入 20 %之稀釋 HF 溶液中 5 min。
此目的去除矽晶片表面的氧化物。避免 SiO2薄膜影響後續的分析 (6) 置於去離子水中 5 min 以去除殘留之 HF (7) 以氮氣槍吹乾晶片,去除水氣 (8) 置入真空腔體中改變各個參數以沉積光學抗反射薄膜。 (9) 最後再測量薄膜之厚度、n & k、反射率。 表 4-1 監控片規格表 除此之外對於樣品也請務必小心保管,確保樣品在 SiNx沉積前後的表 面不受外因素干擾造成損傷,儘可能降低不必要得干擾,避免影響實驗結 果分析準確性。 圖 4-18 5″電池矽晶片尺寸 6”單晶片 5”太陽能用單晶片
61
圖 4-19 內崁式載具外觀
4.2.2 氮化矽薄膜沉積實驗設計方向
本實驗以 Roth & Rou SINA L In-Line 式 PECVD 來做為沉積生成 SiNx
薄膜機台,此機台為模組化機台,藉由三個腔體所組成分別為製程腔體、 載入腔體與卸載腔體,其腔體間分別藉由閘閥(Gate valve)分隔開。如圖 4-20 所示,其製程腔體功能可細分為三部分,其中加熱升溫區域主要是提供矽 晶片與載具能預先達到製程溫度,避免因為載具與矽晶片溫度影響干擾製 程沉積溫度。再來是沉積區域,主要是提供 4 組頻率為 2.45GHz 的線性電 漿源(In-line plasma),用來激發 SiH₄與 NH₃的反應氣體,薄膜沉積就在此區 域生成。最後就是冷卻區,其功能就是要來讓即將離開製程腔體的載具與 矽晶片能夠在保證的相對低溫狀態。至於載具的傳輸方式是透過與帶有冷 卻迴路的滾軸接觸磨擦帶動下,來確保載具傳送的確實性。
圖 4-20 典型太陽能電池片 In-line 式 PECVD 機台[5] 資料來源: Roth & Rou AG“SINA Process Training”
此機型是利用 Edwards EH4200/GV600 作為主要控制提供各腔室的堆 疊式高壓抽氣泵,同時藉由氣體流量與抽氣泵速度的控制過程來達到理想 中的壓力控制。在這個系統中的沉積速率(Deposition rate)取決於各參數控制 變化,大概範圍為 80~100 um 之間變化。 PECVD 主要利用電漿來提高增強沉積時所需的能量,提高整體反應能 量,所以在沉積時所需的熱能或溫度相較其他方法低,低溫的沉積可減低 結晶時的損傷並降低熱預算(Thermal budget)。將矽晶片置於控制在 0.2~0.3 mbar 低壓腔體環境內,伴隨通入適量的反應氣體 SiH4和 NH3,沉積反應溫 度則維持在 350~420℃範圍內。緊接著
利用頻率
2.45 GHz 的線性 MW (Microwave)當作為電漿源,藉由以石英外套管與內部的銅導管,同時應用 一組永久磁鐵限制電漿電子範圍。間接將電漿源引導入反應室內(圖 4-21)。 經過一連串化學反應和等離子體反應後,最終在矽基材樣品表面形成固態63 SiNx:H 薄膜。[50] 其主要過程反應式如下: SiH4 + NH3 → SiNx: H + H2 (4-9) 其 SiNx:H 薄膜是作為一個良好的表面鈍化(Seff < 30 cm/s)減少重組損失 的發射器。此外,含富氫的 SiNx:H 薄膜沉積後的退火處理改善多晶矽本體
鈍化(Bulk passivation)效果。[19,47] PECVD 製程中的,RF 的頻率與功率、 電極之排列與間距,作用的時間、作用時的溫度與總氣壓、作用氣體的流 量及其成份比例,等等因素都會決定抗反射層鍍膜的結果。而這結果就決 定鍍膜的組成、氮/矽比例、氫含量、折射係數、密度、介電常數、電阻、 介電強度、能隙和應力。基於以工廠生產變數影響最輕微前提下,除本試 驗 PECVD 以外的製程參數條件皆維持不變,僅就 PECVD 抗反射薄膜沉積 機制分別選擇以不同反應壓力、沉積溫度、反應氣體流量,SiH₄流量下以 及射頻功率條件下,分別找出對 SiNx:H 薄膜厚度 d 均勻度最佳化同時有能 對折射率 n 有最小的影響。 同時也針對色差特色與載具框架狀相符,所以實驗中也會特別變更載 具設計來觀察是否能夠達到改善電池片顏色。接著再藉著投以工廠大量的 產品數量來觀察對於後續的太陽能電池相關電性的影響。在此實驗研究之 前,我們會先行針對沉積薄膜顏色與光學特性進行討論,之後再進一步透 過進行 PECVD 沉積機制實驗(表 4-2)來研究與討論抗反射薄膜顏色對於光
電轉換效率的影響。 表 4-2 氮化矽抗反射薄膜沉積條件 反應壓力(mbar) 氣體流量(sccm) 功率(W) 流量比 (NH3/SiH4) 溫度( ℃) 0.19 1800 2400/2400 2.50 360 0.22 2000 2600/2600 3.00 380 0.25 2200 2800/2800 3.50 400 0.28 2400 3000/3000 4.00 420 0.31 2600 3200/3200 4.50 440 圖 4-21 典型太陽能電池片 PECVD 腔體示意圖[5]
資料來源: Roth & Rou AG SINA Process Training”
4.3 光學量測設備 Optical measurement
65 1890 年代德國物理學家 Drude 利用兩道偏振方向互相垂直的光來量測 薄膜的厚度,此為橢圓偏光儀量測最早的基本概念,橢圓偏光術是一種非 接觸式、非破壞性、以光學技術量測薄膜表面特性的方法。其原理運用光 在兩層薄膜界面間或薄膜中發生的現象及其特性的一種光學方法,(圖 4-22) 利用偏振光束在反射或穿透時出現的偏振轉換,得到兩獨立的數據Ψ 與 Δ, 稱之為橢圓參數,再經由物理模型,計算求得折射係數 n、吸收係數 k 值及 膜厚 t。 橢圓偏光儀並非直接測量樣品的物理參數,必須藉由一模型來描述樣 品的物理性質,分別利用數值分析求得實際上樣品的物理參數。因此,數 值分析方法也亦決定橢圓偏光儀量測的準確性及應用。主要量測不同偏振 態下改變量的比例,而不直接利用量測光的絕對強度,因此增加了量測的 精確度。對於單純的結構,尚可以等比級數的公式加以計算,當考慮多層 膜結構交互作用時,就必須利用電腦程式計算穿透係數及反射係數。 本實驗利用一種非接觸式、非破壞性、以光學技術量測薄膜表面特性 的里華 SE400 型號全光譜橢圓儀(Spectroscopic ellipsometer ) 儀量測薄膜的 折射率和消光係數。(圖 4-23)
圖 4-22 橢圓偏振實驗之裝置原理示意圖[51] 資料來源: http://www.itrc.narl.org.tw/
圖 4-23 里華全光譜橢圓儀 (Spectroscopic Ellipsometer)
4.3.2 Spectrometer system [53]
67 反射係數和透射的。此儀器的光源路徑的示意在圖 4-24。使用的燈源分別 為氘氣燈 (Deuterium)與鹵素燈(Halogen),分別適用於短波長頻段與長波長 頻段部分。 將兩種頻段光源經過混合後,混合光束路徑會通過濾光輪和入射狹 縫。最後透過光柵(單色器)將具有不同波長的光譜分開使用。儀器使用 上當進行穿透射率量測時是利用透明玻璃校正片來進行儀器校準,(以此作 為 100%的穿透率的量測基準)。當使用反射量測時則是利用全反射鏡片來 作為校正。 圖 4-24 Lambda 25, 35, 45 光學路徑 [53] 資料來源: http://www2.fisica.unlp.edu.ar/
4.3.3 ICOS Photovoltaic Inspection [54]
光學量測儀器 ICOS PV1-6 Inspection (Blue eye : Color measurement)是 目前業界最普遍的量測器材(圖 4-25 )。量化 PECVD 完成後的 SiNx抗反射
層薄膜顏色及薄膜厚度,同時利用顏色灰階值來量化 SiNx 薄膜塗層的顏 色,並提供計算比對抗反射薄膜層的厚度的變化。 光學量測儀器利用 RGB 紅光、綠光和藍光來提供光學室內的照明,經 由 14 Mega 像素的鏡頭取,觀察到抗反射氮化矽薄膜的厚度變化(顏色變化) 和表面缺陷。當然計算部分的灰階值和 SiNx層的塗佈厚度之間的相關性, 必需先知道校正片的塗膜層厚度。這也是本儀器所用來校正的方法。
(a) ICOS PVI-6 光學檢驗設備儀器 (b) 4 Side RGB LED 照明光學室 圖 4-25 ICOS 系統架構[54]
69 第五章、實驗結果與分析 5.1 實際沉積薄膜顏色與光學特性分析 以 4 組樣本數量共 20 片拋光矽晶片,進行氮化矽顏色異常薄膜特性分 析與異常重現性確認。分析結果由圖 5-1 可個別看出每組樣本中個別載具位 置其監控晶片中心位置膜厚相對高,周圍顏色異常部分則呈現為偏薄趨 勢。這現象則無關載盤上晶片排列擺放位置。(圖 4-16)而折射率部分相對也 呈現中高外緣偏低現象趨勢但並沒有特別明顯變化,差異性還不至於太 大。上述兩點說明了,晶片外觀上的顏色差異主要是由於晶片上所沉積薄 膜本身存在著不同厚度所展現。這一點與第 3-3 章節文獻資料不謀而合。(圖 3-3)同時間,在圖 5-2 上亦可觀察到,4 組樣本各別平均下的薄膜特性相差 不遠,間接證明異常現象是經常性存在且沉積薄膜性質也同樣具有穩定性。
(a)
(b)
71 (c)
(d)
圖 5-2 監控片光學性質分析重現性 接下來針對不同抗反射薄膜厚度以不同 IV 量測參數基準(不同薄膜厚 度的Reference cell 校正)下的光電轉換效益表現。光學薄膜厚度對於光電 轉換效益量測結果,可藉由圖 5-3 明顯觀察到,當被測電池片上的抗反射 薄膜厚度與 IV 量測參數基準_薄膜厚度越遠時,其光電轉換效益會有失真 的現象發存在。以d = 750 nm 條件下,各別以 IV_A800 (使用校正片的膜 厚為800 nm;其他 IV 量測參數同理之)、IV_A900 與 IV_A1075 進行量測, 結果下來,可觀察到當校正片膜厚高於被測物膜厚情況下,其光電轉換效 益會比實際效益低。反之,其光電效益則被高估,如d = 950 nm 條件下獲 悉IV_A800 現象。(圖 5-3)實際的個別薄膜厚度下分析光電轉換量測效益結 果可參考表 5-1 中的補償符號方向。根據此分析結果,更能證明精確地控
73 制抗反射層薄膜厚度的重要性,同時間也能解釋說明實際工廠在有色差存 在的電池片操作上,常有測量誤差的發生。這一點更證明了,在更精準的 薄膜厚度控制下,是避免光電轉換效益量測誤差與提高整體光電轉換效益 使用上的精確性。 表 5-1 不同 IV 量測參數基準下光電轉換效益結果。 注 : ⇧ 符號為補償趨勢 IV 量測參數 薄膜厚度 d (nm) d = 750 d = 850 d = 950 d = 1050 d = 1150 IV_A800 15.13% 15.21% 15.51% ⇩ 15.64% ⇩ 15.66% ⇩ IV_A900 15.03% ⇧ 15.12% ⇧ 15.38% 15.52% ⇩ 15.55% ⇩ IV_A1075 14.56% ⇧ 14.62% ⇧ 14.56% ⇧ 15.04% 15.06% 圖 5-3 抗反射層薄膜厚度對光電效率量測之影響
5.2 In-line PECVD 沉積機制實驗影響
PECVD 沉積 SiNx 薄膜條件分別有控制壓力、整體氣體流量,氣體比
例,以及腔體加熱器的溫度。因此以 In-line PECVD 進行成長 SiNx薄膜前,
這一點是必須要知道的。如此才能使實驗更加流暢。沉積薄膜實驗結果先 以橢圓儀與光譜儀進行量測。待執行大量排入產線驗證時,可再進一步利 用 PVI-6 來作為 on-line 的結果量測。此次實驗標準 PECVD 氮化矽薄膜沉 積製程參數如下 : (表 5-2) 表 5-2 標準 PECVD 氮化矽薄膜沉積製成參數 氣體 總流量 氣體流量比 (NH3/SiH4) NH₃ 流量 SiH₄ 流量 反應 壓力 M/W 功率 反應 溫度 2400 sccm 3.5 1867 sccm 533 sccm 0.25 mbar 2800 W/2800 W 400℃ 5.2.1 反應壓力 PECVD 反應腔室內的反應壓力強度攸關電漿的電漿放電穩定性,這一 點關乎著沉積薄膜的均勻性。氣體反應壓力實驗裡,其它 PECVD 製程部分 参數分别為:M/W 功率 2800 W;反應氣體總流量 2400 sccm;反應氣體比 率 3.5(即 NH3流量 1867 sccm,SiH4流量為 533 sccm);温度方面則是 400 ℃。其實驗结果如圖 5-4 所示。根據圖示反應腔體壓力對抗反射層薄膜厚度 與均勻性之影響可看出來,壓力變化對其 SiNx薄膜厚度沉積速率影響呈現 為遞減現象,[55]伴隨壓力由 0.19 mbar 增加至 0.31 mbar,沉積厚度則由
75 978.9 nm 減少為 820.2 nm。也就是說,沉積速率由 10.88 nm/sec 下降至 9.11 nm/sec。這是因為當反應氣體濃度多到一定程度時會增提高各種異相反應機 會與提高氣相反應機率,導致沉積速率降低。[56] 但對於沉積的均勻性方面,則因為反應壓力增大,氣體分子間的 平均自由徑減少情況下,所以並沒有明顯的改善成效如圖 5-4。至於對於薄 膜的折射率來說,如圖 5-5 反應腔體壓力對抗反射層薄膜厚度與光學特性反 射率之影響所示,反射率同樣地會隨著反應壓力增加的變化微幅上升,整 體變化 n = 2.0234~2.092。 圖 5-4 反應腔體壓力對抗反射層薄膜厚度與均勻性之影響
![圖 1-1 全球化石燃料可開採年限(截至在 2008 年底) [1]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8559668.188449/2.892.151.800.185.934/圖11全球化石燃料可開採年限截至在28年底1.webp)
![圖 1-3 NREL 太陽能電池片效率演進 [3] 參考來源: NREL 1.2 研究動機與目的 常見的單晶矽或多晶矽太陽能電池產品,尺寸上多為 5″與 6″的電池片 組成,在電池片正面外觀看來並沒有過多花俏差異變化出現,主因是考量 正面的金屬佈線攸關整體的光電轉換效益表現優劣,但卻明顯在外觀顏色 表現上就顯得非常凌亂。因此太陽能模組在外觀顏色上便顯得非常雜亂, 這也是最為人詬病的一環。在多晶矽太陽能電池片製造流程中,蝕刻粗糙 化(Texture etching)過程,最主要目的在於增加太陽光線](https://thumb-ap.123doks.com/thumbv2/9libinfo/8559668.188449/4.892.141.802.108.944/研究動觀顏表現上就顯得非常凌亂因此太陽能模組在外觀上便光線.webp)
![圖 2-9 等效電路圖 [9]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8559668.188449/17.892.121.805.277.908/圖29等效電路圖9.webp)
![圖 2-15 化學氣相沉積機制 [12]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8559668.188449/26.892.126.816.120.966/圖215化學氣相沉積機制12.webp)
![圖 3-2 多晶矽晶界氫原子修補懸浮鍵 [5]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8559668.188449/33.892.159.748.108.909/圖32多晶矽晶界氫原子修補懸浮鍵5.webp)
![圖 3-3 SiN x 塗佈膜厚(nm)與外觀顏色相對關係。[5]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8559668.188449/34.892.134.812.107.946/圖33SiNx塗佈膜厚nm與外觀顏色相對關係5.webp)
![圖 3-6 Corescans 在已上膠的晶片量測應用上,會有無法區分黑白顏色分布 部分。然而在針對接觸電阻表現最糟糕的區域,是藉由灰色區塊來表示。[32]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8559668.188449/38.892.159.744.101.913/分黑白顏色分部分然而在針對接觸電阻表現最糟糕是藉由灰色區塊來.webp)
![圖 4-2 Cross section image of a Si (a)線鋸切割的晶圓片後的橫截面圖像 (b)多晶矽晶片蝕刻粗糙化的 SEM 下的表面 [4]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8559668.188449/43.892.128.806.335.860/Cross線鋸切割晶圓片後橫截面圖b多晶矽晶片蝕刻粗糙化的SEM下的表面.webp)
