Manufacturing Technique and Physical Properties of
Environment-Protective Composite Nonwoven Fabrics
Jia-Horng Lin
1,2,b*, An-Pang Chen
1,c*, Jan-Yi Lin
1, Ting-An Lin
1and Ching-Wen
Lou
3,a*
1Laboratory of Fiber Application and Manufacturing, Department of Fiber and Composite Materials,
Feng Chia University, Taichung City 407, Taiwan, R.O.C.
2School of Chinese Medicine, China Medical University, Taichung 40402, Taiwan, R.O.C. 3Institute of Biomedical Engineering and Material Science, Central Taiwan University of Science
and Technology, Taichung 406, Taiwan, R.O.C.
*corresponding email: [email protected], [email protected], [email protected]
Keywords: lyocell fiber, polylactic acid fiber, composite nonwoven fabrics, water absorbency, air
permeability.
Abstract. Rapid technical advancement threatens the earth ecology, driving people by degrees to
develop green energy and green products. Tencel® fiber uses natural fibers. Products made of Tencel® fiber could be biodegraded, which solves the problems for the increasing consumptions of disposable nonwoven product. In this research, Tencel® fiber, polylactic acid (PLA) fiber, and high absorbent fiber (HAF) were used to produce Tencel®/PLA/HAF composite nonwoven fabrics. Among the nonwoven processing parameters, to increase the Tencel® fiber content helped heighten the water absorbency. When there were 80 wt% Tencel® fibers, the basis weight was 100 g/m2 and the needle-punching density was 300 needle/cm2, the Tencel®/PLA/HAF composite nonwoven fabric exhibited the optimum water absorbency in cross machine direction (CD), which was 5.0 cm. The air permeability of the Tencel®/PLA/HAF composite nonwoven fabrics reached 164.4 cm3/cm2/s when the basis weight was 100 g/m2 and the needle-punching density was 300 needle/cm2
Introduction
Lyocell fibers were produced with the cellulose solution as spinning dope by solvent spinning.
N-Mehtyl-Morpholine-N-Oxide (NMMO) solvent is used to dissolve cellulose by the hydrogen bond with the -OH of cellulose. Lyocell fiber has a high crystallization structure composed of cellulose, hence it possesses high strength, high orientation, and high purity, retaining its original chemical properties [1-3]. Due to a great deal of intrinsic -OH groups, cellulose also has good water absorbency [4]. As a result of these advantages, lyocell fiber has been extensively explored in nonwoven processing [5-6]. In a variety of surgeries, mitigating bleeding and shortening operation duration have a significant influence on prognosis for patients. To remove a great amount of water from blood could increase the blood concentration and blood viscosity, attaining hemostasis effect. In order to prepare Tencel®/PLA/HAF composite nonwoven fabric with high water absorbency and high air permeability, Tencel® fiber, polylactic acid (PLA) fiber, and high absorbent fiber (HAF) were employed in this study, after which the prepared samples were measured with water absorbency, air permeability, and stiffness.
Experiment
This research used three kinds of fibers. Tencel® staple fibers (fiber length: 51 mm; fineness: 1.7 denier) were offered by Taiwan Web-Pro Co., Ltd, Taiwan. Polylactic acid (PLA) fibers
(fineness: 2 denier; length: 50mm, strength of mono fiber: 3.5g/D, elongation: 45%) were supplied by Far Eastern New Century Corporation, Taiwan. High absorbent fibers (HAF), made of high-absorbent polymers by polymerization, were purchased from Asiatic fiber corporation, Taiwan.
Tencel® fiber, PLA fibers and HAF with a variety of weight ratio (8:0:2, 7:1:2, 6:2:2, 5:3:2, 4:4:2) underwent the nonwoven manufacturing process consisting of various stages-opening, mixing, carding, laying, and needle-punching, forming the Tencel® /PLA/HAF composite nonwoven fabric. Meanwhile, basis weight was varied ranging 100, 150, and 200 g/m2 while needle-punching density was also changed from 150, 225, to 300 needle/cm2. Finally, water absorbency test was conducted based on CNS 5611; Air permeability test was employed using the TEXTEST FX3300 in accordance with ASTM D737-04 (Standard test method for air permeability); Stiffness test was according to cantilever method as regulated in CNS 12915.
Results and Discussion
Water absorbency of the Tencel®/PLA/HAF composite nonwoven fabric based on Tencel® fiber content, needle-punching density, and basis weight
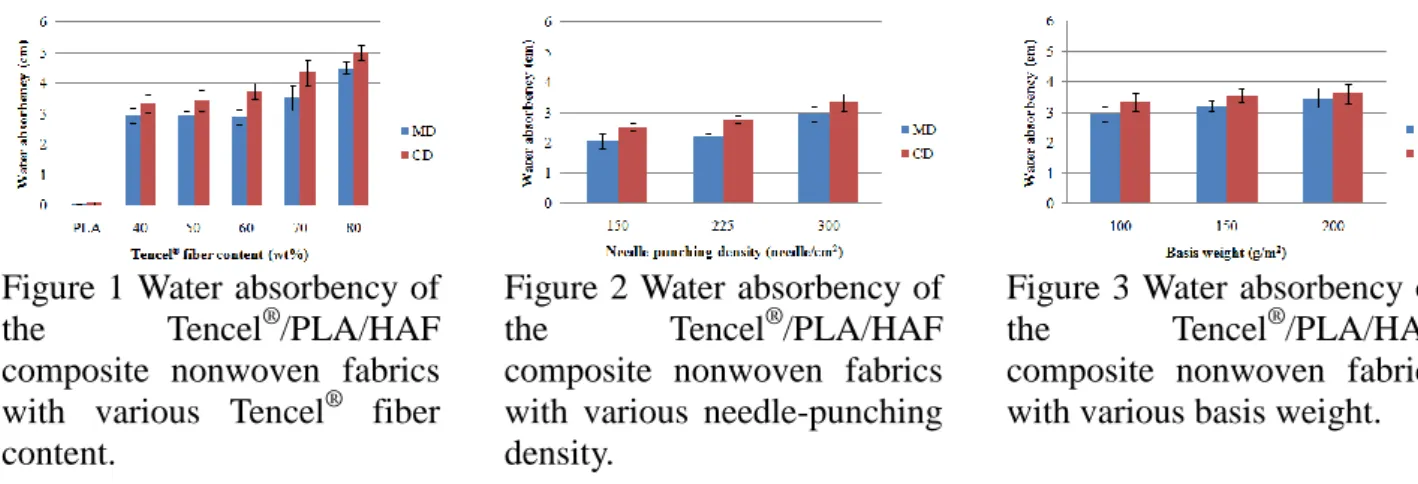
Figure 1 reveals the influence of the Tencel® fiber content on the water absorbency of the composite nonwoven fabrics. Mixing ratio of Tencel® fiber, PLA fibers and HAF varied from 8:0:2, 7:1:2, 6:2:2, 5:3:2, and 4:4:2; needle-punching density was 300 needle/ cm2; and basis weight was 100 g/m2. According to Figure 1, PLA nonwoven fabric displayed poor water absorbency as PLA had high crystallization, obstructing water molecule from amorphous region, thus water absorbency was low. The Tencel®/PLA/HAF composite nonwoven fabric exhibited an increase in water absorbency when the fabric contained more Tencel® fibers. This phenomenon may be ascribed to the molecular chain of Tencel® fiber, which had many OH-groups, enabling water molecule and fiber to generate chem-combined water and bring about absorption.
Figure 2 presents the influence of the needle-punching density on the water absorbency of the composite nonwoven fabrics. The water absorbency increased with an increase in needle-punching density of the composite nonwoven fabric. It may be because fibers increased with needle-punching density, and the contact area for fibers increased in unit volume, which heightened the indirect absorption, resulting in higher water absorbency. Further, composite nonwoven fabric showed higher water absorbency in CD than that in MD, as when absorption direction and fiber alignment direction converged, fibers exhibited a greater capillary phenomenon, promoting the water absorbency.
Figure 3 reveals the influence of basis weight on the water absorbency of the composite nonwoven fabrics. When the basis weight increased, the water absorbency increased slightly. As fiber content in unit volume increased, there were more fibers to absorb water, leading to a higher water absorbency. In addition, with an increase in basis weight, Tencel®/PLA/HAF composite nonwoven fabrics displayed a higher absorbency in CD than that in MD.
Figure 1 Water absorbency of the Tencel®/PLA/HAF composite nonwoven fabrics with various Tencel® fiber content.
Figure 2 Water absorbency of the Tencel®/PLA/HAF composite nonwoven fabrics with various needle-punching density.
Figure 3 Water absorbency of the Tencel®/PLA/HAF composite nonwoven fabrics with various basis weight.
fiber content, needle-punching density, and basis weight
Figure 4 reveals the influence of the Tencel® fiber content on the air permeability of the composite nonwoven fabrics. There is no distinct difference in air permeability between each Tencel®/PLA/HAF samples with various Tencel® fiber content, which was between 167-178 cm3/cm2/s. The possible explanation was PLA fiber and Tencel® fiber had similar fineness, which were 2 denier and 1.7 denier dividedly. In addition, the surface structure of both fibers was smooth, which did not have tangling phenomenon, and therefore, there was no special shape factor of cross-section to affect the air permeability of the composite nonwoven fabrics.
Figure 5 reports the influence of the needle-punching density on the air permeability of the Tencel®/PLA/HAF composite nonwoven fabrics. The greater the needle-punching density, the higher the air permeability. In nonwoven processing, the barbed needle plate pushed the fibers down and caught the fibers through the nets repeatedly; in this way, the fibers between webs intertwined and entangled, providing the channel in thickness-wise for air to pass. Hence, the air permeability went up slightly.
Figure 6 illustrates the influence of the basis weight on the air permeability of the Tencel®/PLA/HAF composite nonwoven fabrics. The air permeability was inversely proportionate to the basis weight of the composite nonwoven fabrics. Because when there were more a greater amount of fibers in unit volume, the nonwoven fabrics had a higher density, obstructing the air flow, so the air permeability went down.
Figure 4 Air permeability of the Tencel®/PLA/HAF composite nonwoven fabrics with various Tencel® fiber content.
Figure 5 Air permeability of the Tencel®/PLA/HAF composite nonwoven fabrics with various needle-punching density.
Figure 6 Air permeability of the Tencel®/PLA/HAF composite nonwoven fabrics with various basis weight.
Stiffness of the Tencel®/PLA/HAF composite nonwoven fabrics in the light of Tencel® fiber content, needle-punching density, and basis weight
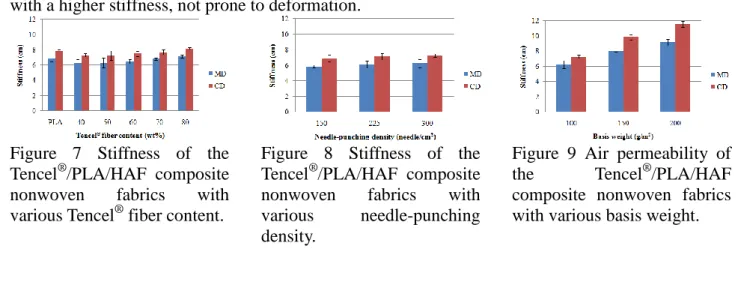
Figure 7 shows the influence of Tencel® fiber content on the stiffness of the composite nonwoven fabrics. The stiffness was proportional to the Tencel® fiber content, which might be ascribed that the Tencel® fiber possessed benzene rings with rigid chain and higher degree of crystallization. Thus, the stiffness dropped a little with an increase in Tencel® fibers. On the other hand, composite nonwoven fabrics also exhibited a higher stiffness in CD than that in MD. As in nonwoven manufacturing process, the carding direction was perpendicular to the net discharging direction, so the fibers were arranged in a tendency toward CD. The direction with a greater amount of fiber alignment promoted the stiffness of nonwoven fabric and prohibited the fabrics from deforming, subsequently resulting in a higher stiffness in CD than in MD.
Figure 8 illustrates the influence of needle-punching density on stiffness of the composite nonwoven fabrics. An increase in needle-punching density was responsible for an increase in stiffness. In nonwoven processing, the barbed needle plate pushed the fibers down and caught the fibers through the nets repeatedly, making the fibers between webs intertwined and entangled. This heightened the frictions between fibers and prevented bending deformation, leading to the slight increase in the stiffness.
stiffness of the composite nonwoven fabrics. It was observed that the stiffness increased with the basis weight. As when there was a greater amount of fibers in unit volume, the nonwoven fabric density was heightened, promoting the stiffness. Hence, the composite nonwoven fabric was formed with a higher stiffness, not prone to deformation.
Figure 7 Stiffness of the Tencel®/PLA/HAF composite nonwoven fabrics with various Tencel® fiber content.
Figure 8 Stiffness of the Tencel®/PLA/HAF composite nonwoven fabrics with various needle-punching density.
Figure 9 Air permeability of the Tencel®/PLA/HAF composite nonwoven fabrics with various basis weight.
Conclusion
This study successfully made the Tencel®/PLA/HAF composite nonwoven fabrics with Tencel® fibers, PLA fibers, and high absorbent fibers. According to the results, to increase manufacturing parameter of nonwoven processing like Tencel® fiber content, needle-punching density and basis weight could promote the water absorbency of the nonwoven fabrics, which reached a peak of 5.0cm when the Tencel® fiber content was 80 wt%, basis weight was 100 g/m2, and needle-punching 300 needle/cm2. Moreover, regardless of the three parameters, the fabric displayed a higher water absorbency in CD rather than in MD. The air permeability was proportionate to needle-punching density but inversely proportional to basis weight and it was 164.4 cm3/cm2/s when the fabric had a basis weight of 100 g/m2 and needle-punching density of 300 needle/cm2. The composite nonwoven fabric displayed a slightly higher stiffness when it was composed of a greater amount of Tencel® fiber; and it was higher in CD than that in MD. The assessment of application for this study anticipated the resulted Tencel®/PLA/HAF composite nonwoven fabrics to be used as hemostasis material as well as to decrease bleeding and to shorten the operation duration in assorted surgeries clinically.
Acknowledgement
This work would especially like to thank National Science Council of the Republic of China, Taiwan, for financially supporting this research under Contract 99-2621-M-166-001.
Literature References
[1] P. Bartsch, and G. Kling: Lenzinger Berichte, Vol. 80 (2001), p. 40-48. [2] R. N. Ibbett, and Y.L. Hsieh: Text. Res. J., Vol. 71 (2001), p. 164-173. [3] R. Campos, and T. Bechtold: Text. Res. J., Vol. 73 (2003), p. 721-726. [4] J. B. Taylor, J. Text. Inst., Vol. 45 (1954), p. 642-664.
[5] C.K. Lin, C.W. Lou, C.T. Lu, C.C. Huang and J.H. Lin: Adv. Mater. Res., Vol. 55–57 (2008), p. 397-400.
[6] C.W. Lou, C.W. Lin, Y.S. Chen, C.H. Yao, Z.S. Lin, C.Y. Chao, J.H. Lin, Text. Res. J., Vol. 78 (2008), p. 248-253.