Abstract—In this paper, a cloud manufacturing platform, called AMC (Advanced Manufacturing Cloud), is introduced.
The AMC provides several manufacturing-related cloud services to facilitate the users to conduct supporting activities for machine tools and offers intelligent devices which can be plugged in various prediction models for performing predictive applications on machine tools. We first describe the architecture design of the AMC and then present methodologies to how to build cloud services and key mechanisms in the AMC. Finally, we construct a paradigm AMC and practically deploy its cloud services and intelligent devices in a public cloud platform and a factory of our cooperative machine tool company, respectively.
We also conduct integrated tests to illustrate the efficacy and merits of the AMC.
I. INTRODUCTION
With the advancement of manufacturing technologies, machine tools are becoming more sophisticated. However, because machine tools are often used in long-term operations, some of their components may become aged or broken, which will reduce the quality of processed products or workpieces.
Therefore, creating diagnostics and prognostics capabilities, such as fault detection, manufacturing precision conjecture, and remaining useful life prediction, for machine tools to ensure their reliability and production quality has become an important topic for the industry. By using these intelligent capabilities, we can know certain failures of machine tools in advance and then take actions to reduce the chance of their occurrence. This can increase the machine tools’ availability and result in a significant saving of maintenance cost and time of machine tools. Thus, adding such kinds of intelligence to machine tools fits the trend towards smarter machines and manufacturing systems [1] and is a key factor for the machine tool companies to increase their competiveness.
With the rapid development of information and network technology, cloud computing [2] has become an emerging trend of Internet applications. Because cloud computing can
This work was supported by the National Science Council of Republic of China under Contract No: NSC 101-2221-E-034-023, NSC 101-2218-E-006-022, and NSC 102-2622-E-006-022-CC2. This work was also financially supported by the Ministry of Education of ROC with Project AIM-HI.
1M.-H. Hung is with the Department of Computer Science and Information Engineering, Chinese Culture University, Taipei, Taiwan, R.O.C.
(*Dr. Hung is the corresponding author; phone: +886-2-28610511 ext. 33511;
e-mail: hmx4@faculty.pccu.edu.tw).
2Y.-C. Lin, H.-C. Huang, M.-H. Hsieh, and F.-T. Cheng are with the Institute of Manufacturing Information and Systems, National Cheng Kung University, Tainan, Taiwan, R.O.C.
3H.-C. Yang is with the Institute of System Information and Control, National Kaohsiung First University of Science and Technology, Kaohsiung, Taiwan, R.O.C.
provide dynamically scalable and virtualized resources as services over the Internet in a pay-by-use manner, the manufacturing enterprises adopting cloud-computing technologies and services can not only save the expensive costs of creating and maintaining information hardware by themselves, but also create new business models to effectively increase their business benefits.
A great number of cloud-computing-related papers have been published. However, most of these papers focus on developing cloud computing technologies or addressing issues in cloud computing, such as [3] [4] [5] . Although several papers of cloud computing can be found to relate to manufacturing, such as [6] , their contents are less related to practical implementation of a cloud computing system for manufacturing. An equipment monitoring system based on cloud computing is presented in [7] , but only the aspects of system architecture and GUI design were addressed.
In this paper, we leverage several technologies (including Automatic Virtual Metrology (AVM) [8] [9] , Ontology, Virtual Machine Tool (VMT), and Cloud Computing) to develop a cloud manufacturing platform, called AMC (Advanced Manufacturing Cloud), for the machine tool industry. We design the AMC’s cloud services to offer several manufacturing-related functions applicable to machine tools, including collecting data from machine tools, creating and managing prediction models for machine tools, recommending machine tools and cutting tools for machining tasks, together with conducting virtual machine tool machining evaluations and simulations before real machining.
Also, we design a computer-based virtual machine which can be plugged in various prediction models for performing intelligent applications (such as precision prediction of workpieces) on machine tools. Finally, we show the practical deployment of the AMC in a public cloud and a machine tool manufacturing factory, as well as the integrated testing results, to validate the effectiveness and performance of the AMC.
II. ARCHITECTURE DESIGN OF ADVANCED
MANUFACTURING CLOUD
The architecture of the proposed AMC is designed as shown in Fig. 1, which consists of three parts: the cloud side, the factory side, and the client side.
2.1 The Cloud Side
The cloud side of the AMC contains several manufacturing-related functional components, including Data Acquisition, Model Creation, Model Management, Ontology Inference, Virtual Machine Tool. Furthermore, these functional components are wrapped by Web Services to form the AMC cloud services so that other systems or users
Development of an Advanced Manufacturing Cloud for Machine Tool Industry based on AVM Technology
Min-Hsiung Hung*1, Senior Member, IEEE, Yu-Chuan Lin2, Student Member, IEEE, Hsien-Cheng Huang2, Min-Hsuan Hsieh2, Haw-Ching Yang3, Member, IEEE, and Fan-Tien Cheng2, Fellow, IEEE
can easily access these cloud services through the Internet.
The cloud side also holds the databases (such as Data Acquisition DB, Central DB, and Ontology DB) and storage (such as Model Repository) needed by the AMC cloud services. In addition, a cloud Web server is needed on the cloud side to host a variety of Web GUIs for the users to operate the AMC cloud services. Since the cloud side provides services, storage spaces, and GUIs to the users through the Internet, it can serve as a virtual provider (v-Supplier).
GDAD VMK GCI
PAM
Metrology Equipment A Process
Machine A Sensors Variables
Precisions
Product
Metrology Equipment B Process
Machine B Sensors
Variables Precisions
Product
Cloud Web Server
GDAD VMK GCI
PAM Central
DB
Data Acquisition
DB
Ontology DB
Model Repository
GCI: Generic Communication Interface VMK: Virtual Machine Kernel GDAD: Generic Data Acquisition Driver PAM: Pluggable Algorithm Module Local DB: Local Database
Fig. 1. Architecture of the advanced Manufacturing cloud.
The Data Acquisition cloud service, Model Creation cloud service, and Model Management cloud service are the core of Automatic Virtual Metrology. They are responsible for collecting machine tools’ data from factories, creating prediction models, and managing the prediction models, respectively. The Ontology Inference cloud service is built using Ontology technology and the Protégé tool. It can draw inferences from machine-tool knowledge in Ontology DB and recommend proper machine tools and cutting tools for machining tasks. The Virtual Machine Tool cloud service can provide functions like preliminary evaluation, VMT assembly, NC post-processor, virtual machining, cutting simulations, and so on.
2.2 The Factory Side
On the factory side, we design a computer-based virtual machine, called v-Machine, which can monitor various kinds of equipment. The v-Machine consists of five parts: Generic Communication Interface (GCI), Pluggable Algorithm Module (PAM), Virtual Machine Kernel (VMK), Generic Data Acquisition Driver (GDAD), and Local Database (Local DB).
The GCI are built using WCF (Windows Communication Foundation) and can allow the v-Machine to communicate with other systems via multiple protocols (including SOAP and REST). The PAM can host various prediction models for on-line monitoring the connected machine tools or predicting machining precision of workpieces. The VMK is responsible for handling commands and messages, as well as setting the configuration of v-Machine. The VMK also contains a data
pre-processing module that can process and filter the raw data of sensors installed on machine tools, generating the corresponding indicators. Then, these indicator data can be uploaded to the v-Supplier for creating prediction models or fed to the pluggable algorithm module (PAM) for on-line computing virtual metrology (VM) values in various real-time prediction applications, such as conjecturing the process quality, detecting equipment faults, estimating the remaining useful life of equipment, and so on. The GDAD can collect data from various types of equipment. The Local DB is used to store the indicator data and the VM results.
On the factory side, a Service Broker is designed to act as the communication agent and security guard between the AMC cloud services and v-Machines. All communications between the cloud services and v-Machines need to pass through the Service Broker. The Service Broker is used to manage v-Machines as well. A local Web server is also needed to host a variety of Web GUIs for the local users to operate the v-Machines.
2.3 The Client Side
The client side can be anywhere having Internet access.
The Web GUIs [7] of the AMC are built using Silverlight, one of popular RIA (Rich Internet Application) technologies.
Once the user utilizes a browser to download the Web GUIs, the GUIs can run as a standalone application in the user’s browser, needing no Web server’s resources. According to purposes, the GUIs of the AMC are divided into the following categories [7] : Data Acquisition, Model Creation, Model Management, Historical Data Search, Service Management, and User Management.
III. DESIGN OF KEY CLOUD SERVICES AND MECHANISMS 3.1 Design of Data Acquisition Service
The Data Acquisition service is designed to collect process data of machine tools and metrology data of workpieces from factories and store them in cloud databases.
These collected process and metrology data will subsequently be used by the Model Creation service to create prediction models for machine tools. In this study, process data refers to the indicators’ values of the raw data of sensors installed on machine tools, and metrology data refers to the measurement values of some precision items of machined workpieces.
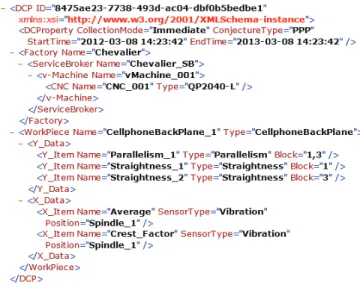
To flexibly specify which data items should be collected from which factory, we design data collection plans (DCPs) using XML. Fig. 2 shows a sample data collection plan in XML. The schema of the DCP XML file is designed as follows. “DCP” is the root element and has an attribute “ID”
with a unique value as the identity of the data collection plan.
“DCP” has three child elements: ”DCProperty,” ”Factory,”
and “WorkPiece.”
The “DCProperty” element is to express the properties of the data collection and contains the following four attributes. (1) “CollectionMode” indicates the modes of data collection, and its value is “Immediate” in this study, meaning that once the data collection is completed, return the data collection report immediately. Other modes (such as
“regular”) of data collection can be defined as well. (2)
“ConjectureType” indicates the types of prediction models to
be created, and its value can only be “MQM,” “PPP,” or
“KDP” in this study, standing for machine-tool quality maintenance, product-precision prediction, and key-component diagnosis and prognosis, respectively. (3)
“StartTime” and “EndTime” indicate the start time and the end time of the data collection, respectively, with intent to collect data records whose timestamp is within the start time and the end time.
Fig. 2. A sample data collection plan in XML.
The “Factory” element is to express the information of factory and machine tools. Each factory may have several Service Brokers, each Service Broker may manage several v-Machines, and each v-Machine can connect with 1~4 CNC machine tools. Thus, we express the elements “Factory,”
“ServiceBroker,” “v-Machine,” and “CNC” in a hierarchical relationship and let each of these elements occur proper times according to the factory’s practical deployment configuration.
Also, every element has an attribute “Name” to indicate its name. Lastly, “CNC” has another attribute “Type” to indicate the type of the CNC machine.
The “Workpiece” element is to express the information of workpiece, process data items, and metrology data items.
“Workpiece” has two attributes “Name” and “Type” to indicate the name and type of the workpiece whose data will be collected in this plan. “Workpiece” also has two child elements “Y_Data” and “X_Data” to include the metrology data items and the process data items to be collected, respectively. Each metrology data item is expressed as a child element “Y_Item” of “Y_Data.” Each “Y_Item” has three attributes “Name,” “Type,” and “Block” to indicate the name, type, and related machining actions of a metrology data item, respectively. Similarly, each process data item is expressed as a child element “X_Item” of “X_Data.” Each “X_Item” has three attributes “Name,” “SensorType,” and “Position” to indicate the name, sensor type, and sensor position of a process data item, respectively.
According the above-mentioned XML schema design, the sample data collection plan in Fig. 3 is intended to be downloaded from the Data Acquisition service to the v-Machine “vMachine_001” in the “Chevalier” factory through the Service Broker “Chevalier_SB” to collect
process data of the CNC machine tool “CNC_001” of type
“QP2040-L” and metrology data of the workpiece
“CellphoneBackPlane_1” of type “CellphoneBackPlane.”
The plan needs to collect three metrology data items. The first one is “Parallelism_1” of type “Parallelism,” which relates to machining actions 1 and 3. The second one is
“Straightness_1” of type “Straightness,” which relates to machining action 1. The third one is “Straitghtness_2” of type
“Straightness,” which relates to machining action 3. Two process data items need to be collected. They are indicators
“Average” and “Crest_Factor,” both of which are from
“Vibration” sensor installed on the first spindle. Once the v-Machine “vMachine_001” completes the data collection, it immediately returns the data collection report in XML to the Data Acquisition service, which will then save these collected data in cloud databases.
3.2 Design of Model Creation Service
The Model Creation service is designed for creating various prediction models using intelligent algorithms. It totally contains the following eleven algorithmic modules (the first seven modules for data preprocessing and the rest of modules for model creation):
(1) Data Transfer: This module is to pair metrology data and process data for creating models. It also transfers data into the format used by the following modules. (2) MDFR (Metrology Data Filter Rule): This module provides a mechanism to allow the user to filter out abnormal metrology data. (3) DQIy Pattern: This module utilizes ART2 (Adaptive Resonance Theory 2) technology, an unsupervised neural network, to generate clusters of process data for getting rid of abnormal associated metrology data. (4) KSS (Keep Sample Scheme): This module implements a scheme to keep important data samples. (5) KVS (Key Variable Selection):
This module provides a method for selecting key variables from a high-dimension variable set. (6) DQIX (Process Data Quality Index): This module is to compute the quality index of process data. If the computed DQIX is less than the threshold, the process data is abnormal and should be excluded. (7) DQIy (Metrology Data Quality Index): This module is to compute the quality index of metrology data. If the computed DQIy is less than the threshold, the metrology data is abnormal and should be excluded. (8) BPNN (Back-Propagation Neural Network): This module is to create prediction models using back-propagation neural network. (9) MR (Multiple Regression): This module is to create reference models using multiple regression methods. (10) RI (Reliance Index): This module is to compute the reliance index of the prediction results of a prediction model. The value of RI ranges from 0 to 1, and having a higher RI means that the prediction results have a higher reliance. (11) GSI (Global Similarity Index): This module is to compute the GSI value. If the GSI of an input set of process data is greater than the threshold of the GSI, it indicates that some process data may have deviated. For detailed development and usage of these algorithmic modules, please refer to [8] [9] .
A complete model-creation procedure of the Model Creation service consists of sequentially executing these eleven cloud functions one by one, the Data Transfer function
being executed first and the RI function being executed last.
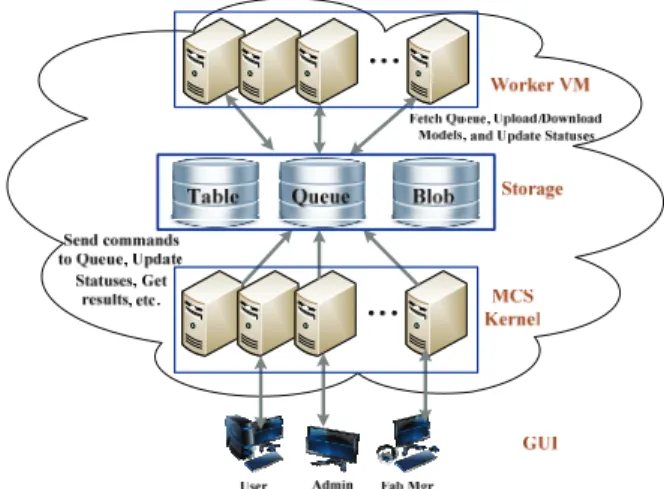
Furthermore, the intelligent algorithms in these cloud functions are built using MATLAB, and MATLAB does not support multi-core or multi-threading programming in general. Consequently, if multiple users simultaneously access the Model Creation service, then only one user at a time can execute this service, and the rest of users need to wait until the service is available, leading to unsatisfying user experiences. To tackle this problem, we design the architecture of the Model Creation service as shown in Fig. 3, which can effectively support multiple users’ simultaneous access.
Fig. 3. The architecture of the Model Creation service for supporting multiple users’ simultaneous access.
The architecture is composed of four layers: GUI, MCS Kernel, Storage, and Worker VM. The GUI layer contains various Web GUIs based on Silverlight [7] . The user can use a browser to download the Web GUIs from the cloud Web server, and then is able to directly interact with the Model Creation service via these RIA-based Web GUIs running on the browser. Notably, unlike traditional Web technology, which needs to work with Web server’s resources, RIA technology enables the Web GUIs to run as standalone applications, needing no Web server’s resources.
The MCS Kernel layer is the front tier of the Model Creation service, i.e. providing the service’s interfaces. It is responsible for receiving various model-creation commands from the users’ Web GUIs and dispatching them to Queue (depicted later), as well as responding results to the users’
Web GUIs. As shown in Fig. 4, we can use a virtual machine to host the MCS Kernel for a proper number of users. We are also able to lease multiple instances of the MCS-Kernel virtual machine on demand to handle a tremendous users.
The Worker VM layer consists of multiple instances of Worker VM (Virtual Machine), each hosting the eleven model-creation functions. We can alter the number of Worker-VM instances on demand according to the number of users.
The Storage layer hosts three types of cloud storage:
Queue, Table, and Blob. The Queue possesses the First-In-Fist-Out characteristic. Thus, the MCS Kernel can dispatch various model-creation commands from many users to the Queue in order. Then, the available Worker VMs will competitively retrieve these queued commands one by one
from the Queue in a first-come-first-get manner, and a Worker VM executes only one command at a time. By this design, many users can be served simultaneously. The Table is used to store the statuses of model-creation operations for users. The Blob is used to store temporary model files generated by model-creation functions, as well as the files of final created prediction models.
Fig. 4 illustrates the operational flow of creating prediction models. The GUI sends a Model-Creation command to the MCS Kernel, which then dispatches the command to the Queue. Next, an available Worker VM gets the command and subsequently downloads the required temporary model files from the Blob. Afterward, the Worker VM executes the command and then uploads its generated temporary model files to the Blob, as well as save the computational status in the Table. The MCS Kernel checks the computational status in the Table and returns the MC results corresponding to this MC command to the GUI.
Fig. 4. Operational flow of creating prediction models.
3.4 Design of Model Management Service
The Model Management service is designed for managing prediction models created in the cloud. This cloud service provides the following three functions:
(1) Storing and recording models: This function can save the prediction models created by the Model Creation service in the cloud storage and record their metadata, such as model size, model creation time, model creator, applicable workpieces, etc.
(2) Searching models: This function allows the user to query historical prediction models in the cloud storage.
(3) Downloading models: This function enables the user to select a set of prediction models in the cloud storage and download them to a target v-Machine in a factory.
IV. CASE STUDY AND TESTING RESULTS 4.1 Experimental Setup
Based on the designs in Sections II and III, we have constructed a prototype of advanced manufacturing cloud for the machine tool industry. We deploy the cloud services and functions, together with the cloud database and storage, in Windows Azure [7] , Microsoft’s public cloud platform, in Hong Kong. Specifically, the manufacturing cloud services and the cloud Web server are deployed in Web Roles of Small class. The model-creation functions with the MCR (MATLAB Compiler Runtime) are deployed in Worker Roles of Extra Small class. The cloud databases are deployed in SQL Azure, and the model repository is deployed in Azure’s Blob storage.
On the factory side, we deploy a v-Machine, a Service Broker, and a local Web server in a factory of our cooperative company, FALCON Machine Tools Corp., in Changhua, Taiwan. The v-Machine is connected with a three-axes CNC machine tool of type QP2040-L. The workpieces include ISO10791 standard testing workpieces and cellphone backplanes. Fig. 5 shows the photos of the QP2040-L CNC machine tool, a standard testing workpiece, and a cellphone backplane. The client side can be anywhere having Internet access. The user can download the RIA-based Web GUIs from the cloud Web server and begin to operate the AMC.
(a)
(b)
(c)
Fig. 5. Photos of (a) the QP2040-L CNC machine tool, (b) a standard testing workpiece, and (c) a cellphone backplane.
4.2 Testing Scenarios
In order to verify the effectiveness of the proposed AMC, various operational scenarios are designed to test the system, including (1) recommending proper machine tools for machining via the Ontology Inference cloud service, (2) recommending cutting tools for machining via the Ontology Inference cloud service and the VMT cloud service, (3) collecting the machine tool’s data in the factory via the Data Acquisition cloud service, (4) creating prediction models via the Model Creation cloud service, (5) downloading prediction models to a v-Machine in the factory via the Model Management cloud service, and (6) conducting PPP (Product Precision Prediction) service on the QP2040-L CNC machine tool using a v-Machine. Due to space limitation, the following only depicts two testing scenarios:
Scenario A: Recommending cutting tools for machining via the Ontology Inference (OI) cloud service and the VMT cloud service:
A.0: The user downloads Web GUIs from the cloud Web server and logins the AMC to access the OI service.
A.1: The OI service sends the cutting-tool information to the GUI for the user to select an alternative cutting tool.
A.2: The OI service sends the data of the selected cutting tool to the VMT service to perform a cutting simulation.
A.3: The VMT service sends the results of the cutting simulation to the GUI through the OI service.
A.4: If any over-cutting occurs, repeat Steps A.1~A.3 for recommending a proper cutting tool having no over-cutting.
A.5: The OI service sends the data of the recommended cutting tool to the v-Machine A for machining.
Scenario B: Conducting the PPP service on the QP2040-L CNC machine tool using a v-Machine equipped with prediction models:
B.0: The user logins the GUI of v-Machine.
B.1: The user installs the workpiece in the CNC tool and downloads the G Code to the controller before starting machining.
B.2: The user starts machining the workpiece.
B.3: The v-Machine on-line collects and preprocesses the signal data of sensors installed on the CNC tool, generating a sample of process data.
B.4: The v-Machine computes the virtual metrology values (representing the predicted product precision) of the machined workpiece by feeding the sample of process data into the prediction models in the v-Machine.
B.5: The v-Machine stores the virtual metrology values in its internal database and sends them to the GUI.
B.6: The GUI displays the virtual metrology values in data tables and graphic charts for the user to check the product precision of the machined workpiece.
4.3 Testing Results and Performance Evaluation
We have conducted integrated tests on the AMC following the testing scenarios planned in Section 4.2.
Testing results show that the AMC works successfully to fully support these testing scenarios in many demo cases.
Two Web GUIs of the AMC are shown Fig. 6 and Fig. 7.
Fig. 6. Snapshot of the Model Creation GUI right after finishing model creation.
Fig. 7. Snapshot of the v-Machine GUI right after finishing the machining of a workpiece.
Fig. 6 shows a snapshot of the Model Creation GUI right after finishing model creation. As shown in the figure, the model creation involves eight steps in sequence. By checking the displayed charts of virtual metrology values together with their RI and GSI values, the user can verify whether the prediction model is reliable or not. The left hand side of the GUI also shows the values (in um) of MAE (Maximum Average Error) and Max Error of the created NN (Neural Network) model and MR (Multiple Regression) model. In this test, the values of MAE and Max Error of both models are small (about 1.5 times those of the real metrology) and within the industry’s acceptable specifications.
Fig. 7 shows a snapshot of the v-Machine GUI displaying on-line virtual metrology values in data tables and graphic charts right after finishing the machining of a workpiece. The figure are displaying the virtual metrology values of the metrology item “MaxDistance.” In this test, when the machining of a workpiece is finished, the virtual metrology values of this workpiece can be computed and displayed within 10 seconds, which is rather fast.
We also test the performance of the AMC in supporting multiple users’ access to the Model-Creation service. In the first experiment, we turn off multi-user support and conduct tests on five cases with 1, 5, 10, 15, and 20 users, respectively.
In the second experiment, we activate multi-user support and conduct tests on five cases with 1, 5, 10, 15, and 20 users, respectively, each of which sets the users/instances ratio to one, where instances refer to the number of Worker VMs used in the Model Creation service. Fig. 8 shows the effect of activating multi-user support. Without multi-user support in the Model Creation service, the model-creation times of the five testing cases in the first experiment are about proportional to the number of users. By contrast, when the multi-user support is activated, the model-creation times of the five testing cases in the second experiment are almost the same, about 300 seconds. These results validate the efficacy of the designed multi-user support mechanism by paying for more cloud computing resources as the number of users increases, leveraging the advantage of the pay-by-use property.
Fig. 8. The performance curves of the Model Creation service by activating multi-users support.
V. CONCLUSION
By leveraging the advantages of cloud computing and realizing the merits of cloud manufacturing, we develop an advanced manufacturing cloud (called AMC) for the machine tool industry. In addition to cloud computing, the AMC integrates several intelligent technologies, such as Automatic Virtual Metrology, Ontology, Virtual Machine Tool. The AMC provides several cloud services to facilitate the users to conduct supporting activities for machine tools, including remotely collecting data from machine tools, creating prediction models for machine tools, recommending cutting tools for machining tasks, together with conducting virtual machine tool machining simulations before real machining.
The AMC also offers intelligent devices (called v-Machines) which can be plugged in various prediction models for performing predictive applications (such as predicting machining prediction of workpieces) on machine tools. In this paper, we describe the architecture design of the AMC and present methodologies to how to build cloud services and key mechanisms in the AMC. Finally, we construct a paradigm AMC and practically deploy its cloud services and v-Machines in the Windows Azure public cloud platform and a factory of our cooperative machine tool company, respectively. Integrated testing results show that the AMC can achieve merits of small prediction errors (about 1.5 times those of the real metrology), fast prediction (within 10 seconds after the machining of a workpiece is finished), and being able to simultaneously support many machine tools and many factories. This paper can be a useful reference for researchers and practitioners who would like to investigate or construct manufacturing cloud systems.
REFERENCES
[1] J. Lee, M. Ghaffari, and S. Elmeligy, “Self-Maintenance and Engineering Immune Systems: Towards Smarter Machines and Manufacturing Systems,” Annual Reviews in Control, vol. 35, pp.
111-122, 2011.
[2] P. Mell and T. Grance, “The NIST Definition of Cloud Computing,” vol.
53, Issue 6, National Institute of Standards and Technology, Oct. 2009.
[3] A. Berl, E. Gelenbe, M. D. Girolamo, G. Giuliani, H. D. Meer, M. Q.
Dang and K. Pentikousis, "Energy-Efficient Cloud Computing," The Computer Journal, Vol. 53 pp. 1045-1051, 2010.
[4] H. Kim, et al, "Transparently Bridging Semantic Gap in CPU Management for Virtualized Environments," J. Parallel Distrib.
Comput., vol. 71, pp. 758–773, 2011.
[5] S. Subashini and V. Kavitha, “A Survey on Security Issues in Service Delivery Models of Cloud Computing,” Journal of Network and Computer Applications, vol. 34, pp. 1-11, 2011.
[6] M. Wang, J. Zhou, and S. Jing, “Cloud Manufacturing: Needs, Concept and Architecture,” the 2012 IEEE International Conference on Computer Supported Cooperative Work in Design, pp. 321-327, 2012.
[7] M.-H. Hung, Y.-C. Lin, T. Q. Huy, H.-C. Yang, and F.-T. Cheng,
“Development of a Cloud-Computing-based Equipment Monitoring System for Machine Tool Industry,” Proceedings of the 8th annual IEEE Conference on Automation Science and Engineering (CASE 2012), Seoul, Korea, pp. 958-963, August 20-24, 2012.
[8] Y.-T. Huang and F.-T. Cheng, “Automatic data quality evaluation for the AVM system,” IEEE Trans. on Semiconductor Manufacturing, vol.
24, no. 3, pp. 445–454, Aug. 2011.
[9] M.-H. Hung, C.-F. Chen, H.-C. Huang, H.-C. Yang, and F.-T. Cheng,
“Development of an AVM System Implementation Framework,” IEEE Trans. on Semi. Manufacturing, vol. 25, no. 4, pp. 598-613, Nov. 2012.