博士学位论文
大厚板高强钢双面双弧焊新工艺及 机器人自动化焊接技术
NEW TECHNOLOGY OF DOUBLE-SIDED DOUBLE ARC WELDING AND ROBOT AUTOMATIC WELDING FOR LARGE THICK
PLATES OF HIGH STRENGTH STEEL
张华军
2009 年 4 月
国内图书分类号:TG409 学校代码:10213 国际图书分类号:621.791 密级:公开
工学博士学位论文
大厚板高强钢双面双弧焊新工艺及 机器人自动化焊接技术
博 士 研 究 生 : 张华军 导 师 : 吴 林 教授 申 请 学 位 : 工学博士 学 科 、 专 业 : 材料加工工程
所 在 单 位 : 材料科学与工程学院 答 辩 日 期 : 2009 年 4 月
授 予 学 位 单 位 : 哈尔滨工业大学
Classified Index: TG409 U.D.C: 621.791
Dissertation for the Doctoral Degree in Engineering
NEW TECHNOLOGY OF DOUBLE-SIDED DOUBLE ARC WELDING AND ROBOT AUTOMATIC WELDING FOR LARGE THICK
PLATE OF HIGH STRENGTH STEEL
Candidate:
Zhang Huajun
Supervisor:
Prof. Wu Lin
Academic Degree Applied for:
Doctor of Engineering
Specialty:
Materials Processing Engineering
Affiliation:School of Materials Sci. & Eng.
Date of Defence:
April, 2009
Degree-Conferring-Institution: Harbin Institute of Technology
-I-
摘 要
在船舶、高压容器和重型机械等领域广泛使用大厚板高强钢焊接结构,目 前,我国这种大厚板高强钢焊接结构一般采用手工电弧焊和半自动焊,工艺落 后,生产效率低下,产品一次合格率低,工人劳动强度大。寻找新的高效焊接 工艺方法,并进而实现机器人自动化焊接是当务之急,为此,本文研究了一种 大厚板高强钢双面双弧焊新工艺,打底焊用双面双脉冲 TIG 焊,填充焊用双 面双 MAG 焊,此工艺去除了清根工序,生产效率大大提高,在此基础上,进 一步研究了双机器人自动化焊接技术,对双机器人协调和多层多道焊道排布及 路径规划等关键技术进行了系统的研究。
首先,对大厚板高强钢双面双弧焊新工艺进行了深入的实验研究。双弧焊 的温度场、应力场和组织性能等方面研究结果表明,与传统的单弧焊相比,双 弧焊的温度场呈双峰结构,前电弧对后焊道有预热作用,而后电弧对前焊道有 后热作用,这种相互热作用可降低焊缝冷却速度,从而改善焊缝组织和减小淬 硬倾向,同时降低了残余应力,改善了冲击韧性和提高了抗冷裂性能,力学性 能实验结果进一步证明了大厚板高强钢结构采用双面双弧焊工艺是可行的。该 新工艺简化了工序,大大提高了生产效率和改善焊接质量,适合于机器人自动 化焊接。
为了进一步了解双面双弧焊新工艺的热物理特性和优化工艺,对双面双弧 焊热物理动态过程进行数值模拟研究。采用了计算机并行处理、多任务加载和 串状带热源模型等技术,解决了大厚板多层多道摆动焊接过程数值模拟的网格 数多、工作步多、多热源、摆动焊等问题,实现了双面双弧焊三维有限元模 拟,计算结果表明,单双弧焊残余应力分布规律大致相同,双面双弧焊的横向 应力比单弧小 100MPa 以上,纵向应力小 50MPa 以上,双弧焊的残余变形仅 是单弧焊的 1/4。另外,道间应力和变形演变规律表明,在多层多道焊中,打 底焊道是最关键的。因此,本文进一步研究了预热温度对双弧焊打底焊道的温 度场影响,结果表明,不预热双 TIG 焊的临界拘束应力比预热 100℃单弧焊的 高,说明双弧焊可降低预热温度,甚至可能实现不预热焊接。进一步分析了弧 间距和焊接参数对双弧焊的温度场和应力变形场的影响规律,建立了弧间距与 角变形的关系模型,选择适当的弧间距和调整前后电弧功率可获得较小的应力
和变形。
其次,在上述工艺研究成熟的基础之上,为使之焊接过程自动化、机器人 化,进一步研究了双机器人自动化焊接技术。采用 OPC Server 和 Motocom32 实现 Kuka 机器人和 Motoman 机器人间的通讯,提出了一种基于用户坐标系 的主从协调控制算法,实现双机器人主从协调运动。并进一步设计了双机器人 分离协调控制系统,实现双机器人的异步和同步焊接任务。
针对厚板多层多道摆动焊在线示教困难费时,开发出了基于图形离线示教 的多层多道摆动焊路径规划模块。提出了一种自定义型多层多道焊路径规划数 学模型,用户可自行设计焊接层数、道数和焊接参数,系统可自动规划出每道 焊接路径焊枪的位置、姿态和摆幅等参数,从而快速准确地获得机器人多层多 道焊离线示教程序,进而提高大厚板多层多道焊机器人编程效率。
最后,对双机器人多层多道焊进行验 证性的实验,采用分离协调控制模 式,利用离线编程获得双机器人多层多道焊机器人程序,在在线纠偏功能辅助 下,实现了双面双机器人自动化焊接。焊接结果表明,采用双面双弧机器人焊 接可大大提高生产效率,改善焊接质量,降低工人劳动强度。对提高我国大厚 板高强钢焊接的高效化和自动化技术,促进船舶、高压容器和重型机械等制造 水平具有重要意义。
关键词 大厚板构件;高强钢;双面双弧焊;多层多道焊;路径规划;双机 器人协调;
-III-
Abstract
Large thick plate structures of high strength steel are widly used in shipbuilding, high pressure vessel and heavy-duty machinery and so on. At present, in our country, these thick plate structures adopt manual and semi-automatic arc welding. This conventional method is very backward, low productivity, low percent of pass of product, high labour force and so on. It is very urgent to find a new high efficiency welding mothod, and to realize robot automatic welding. So a new high- efficiency method for large thick plates of high-strength steel-double-sided double arc welding(DASW) is provided in this paper. Backing run adopts double-sided pulse gas tungsten arc welding (GTAW), and other passes adopt double-sided gas metal arc welding (GMAW). Its procedure is no back chipping and high productivity. Automatic welding technology of double robots is furtherly studied on the basis of the new DSAW. Moreover, key technologies of double robots coordination and multipass welding path layout are systematically investigated.
Firstly, the new DSAW for large thick plate of high strength steel is experimentally studied. The results of temperature field, stress field and structure property of DSAW show that the thermal cycles of DSAW present double peaks.
Fore arc provides rear pass with preheat action. Rear arc provides fore pass with postheat action. This thermal character between two arcs of DSAW lowers the cooling speed. So welding seam microstructure is improved and quench hardening tendency is reduced. At the same time, residual stress and cold crack tendency of DSAW are lower than those of CW (Conventional Welding) also. The experimental results of mechanical property show that the new DSAW for large thick plate of high strength steel is feasible. The new method simplfies the welding procedure, raises welding productivity, improves welding quality and is fit to robot automatic welding.
Numerical simulation of DSAW dynamic process is analyzed in order to know the thermophysical character of DSAW and optimize the technology. For large thick plate structure of multipass weaving welding, huge element number, huge increment number, multiple heat sources, weaving welding and so on are difficult problems in the numerical simulation process. Three dimensional simulation of DSAW is realized by using computer parallel processing technology, multiple jobs design and heat model of series and band and so on. Calculated results show that the residual stresses distributions of two methods are similar. The transverse
stresses of DSAW are 100MPa lower than those of CW. The longitudinal stresses of DSAW are 50MPa lower than those of CW. The angular distortion of DSAW is lower than this one-fourth of CW. On the basis of the evolution of the interpass stress and angular distortion, the back pass of DSAW is the key in multipass welding process. Consequently, effects of preheat temperature on the temperature field of the back pass of DSAW are studied. The effective results show that the critical restraint stress of no preheating double GTAW is lower than single GTAW under the preheat temperature 100℃, which illustrates that the lower preheat temperature, and even no preheating can be adopted in the new DSAW. The effects of arc distance and welding parameters on stress distortion fields are furtherly investigated. The effective mechanic of arc distance on the angular distortion is developed. To select a proper arc distance and to adjust fore and rear arc power can obtain lower stress and angular distortion.
Secondly, automatic welding technique of double robots is furtherly investigated in order to realize robot automatic welding of DSAW for large thick plates on the basis of rich researches to DSAW. OPC Server and Motocom32 are adopted to realize the communication between Kuka robot and Motoman robot.
Master-slave coordinated algorithm based on user coordination is developed.
Master-slave coordinated motion of double robots is realized. Furthermore, the hardware and software of dispersed coordinate control are designed. Asynchronous and synchronous motions of double robots are achieved.
According to on-line teach slowly and difficutly of multipass weaving welding, off-line teach module based on graph is developed. A self-define mathematic model of path layout is deduced. Users can design layer number, pass number and welding parameter of multipass welding according to welding technology. Path parameters such as position, attitude, weaving amplitude of weld torch and so on can be generated automatically. So the off-line teach programs of robot for multipass welding are obtained quickly and accurately, which will raise the programmable efficiency of robot for multipass welding of large thick plate.
Finally, the verified experiment of double robots multipass welding has been maded. Robots automatic welding of multipass weaving welding of DSAW is realized through adopting decentralization coordinated controlling model and using off-line teaching programs of multipass weaving welding on the aid of on-line cut- away function. Experimental results show that robot automatic welding of DSAW can raise the productivity, improve welding quality and reduce labor force and so on.
It has special significance for robot auomatic and high efficiency welding for large
-V-
thick plates of high strength steel, and for manufacturing modernization of shipbuilding, high pressure vessel and heavy-duty machinery and so on in our country.
Keywords: large thick plate; high strength steel; DSAW; multipass welding; path layout; double robots coordination;
目 录
摘 要 ...I Abstract ... III
第 1 章 绪论 ... 1
1.1 课题背景及意义 ... 1
1.2 厚板高效焊接方法的研究现状 ... 2
1.3 双电源型双面双弧焊方法发展概况 ... 4
1.3.1 国内双电源型双面双弧焊方法发展概况 ... 4
1.3.2 国外双电源型双面双弧焊方法发展概况 ... 7
1.4 大厚件焊接自动化的研究现状 ... 8
1.4.1 大厚件焊接自动化应用概况 ... 8
1.4.2 厚板多层多道焊路径规划研究现状 ... 10
1.4.3 双机器人系统协调运动的研究现状 ... 13
1.5 论文的主要研究内容 ... 15
第 2 章 厚板双面双弧焊新工艺研究 ... 17
2.1 双面双弧焊新工艺的提出 ... 17
2.1.1 新焊接工艺原理及生产效率分析 ... 17
2.1.2 新工艺研究技术路线 ... 19
2.1.3 双面双弧焊接实验条件 ... 20
2.2 双面双弧焊接实验及结果分析 ... 21
2.2.1 电弧形态及熔池形态观测 ... 21
2.2.2 温度场测量及分析 ... 22
2.2.3 组织观察分析 ... 25
2.2.4 硬度测试分析 ... 27
2.2.5 残余应力测量分析 ... 29
2.2.6 力学性能试验 ... 32
2.3 双面双弧焊新工艺优越性分析 ... 33
2.4 本章小结 ... 34
第 3 章 双面双弧焊数值模拟分析 ... 35
3.1 厚板双面双弧焊数值模型建立 ... 35
3.1.1 厚板双面双弧焊数值模拟技术难点分析 ... 35
3.1.2 三维模型的建立 ... 36
-VII-
3.1.3 任务的加载 ... 38
3.1.4 材料热物理特性 ... 40
3.2 双面双弧多道焊模拟结果分析 ... 40
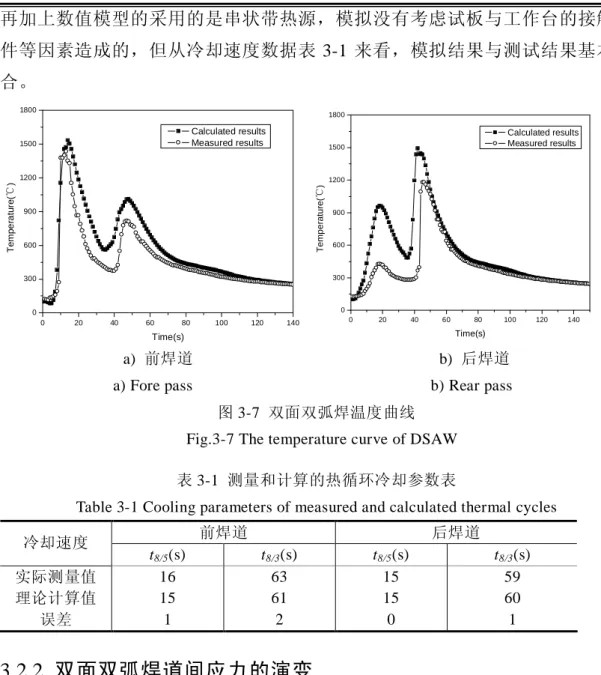
3.2.1 温度场模拟结果及验证 ... 40
3.2.2 双面双弧焊道间应力的演变 ... 41
3.2.3 打底焊应力对比分析 ... 42
3.2.4 残余应力场分析 ... 43
3.2.5 多层多道焊角变形分析 ... 44
3.3 预热温度对双面双弧焊的冷裂倾向影响 ... 46
3.3.1 预热温度对双弧焊温度场的影响 ... 47
3.3.2 预热温度对双弧焊冷裂倾向的影响 ... 48
3.3.3 斜 Y 型坡口焊接裂纹试验 ... 49
3.4 弧间距对温度场的影响 ... 50
3.5 弧间距对变形场的影响 ... 52
3.5.1 角变形随弧间距变化规律 ... 52
3.5.2 双面双弧焊角变形机制 ... 53
3.6 弧间距对应力场的影响 ... 55
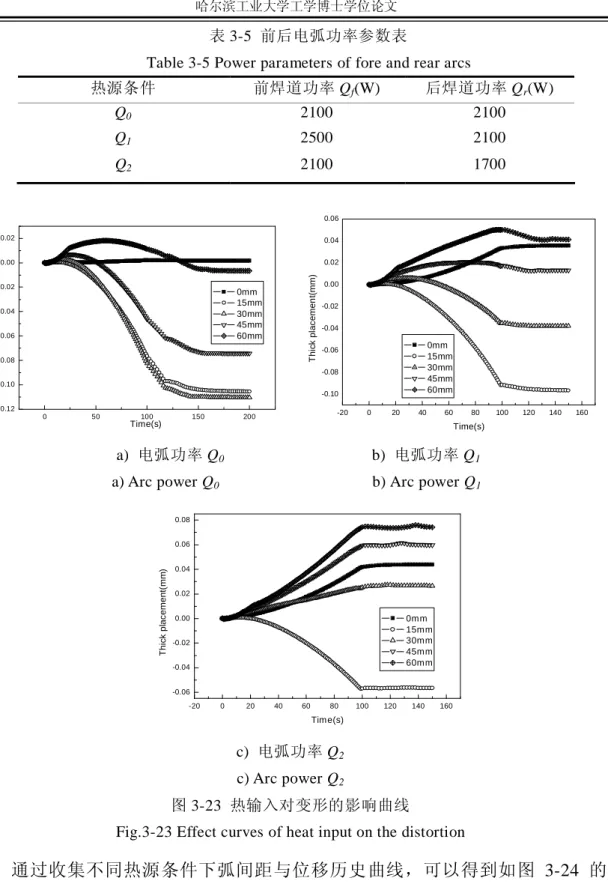
3.7 热输入对应力变形的影响 ... 57
3.7.1 热输入对变形的影响 ... 57
3.7.2 热输入对应力的影响 ... 59
3.8 应力变形控制策略 ... 61
3.8.1 选择适当弧间距控制应力变形 ... 61
3.8.2 调节前后电弧功率控制应力变形 ... 61
3.9 本章小结 ... 63
第 4 章 厚板双面双弧焊机器人系统集成 ... 64
4.1 双面双弧焊机器人自动化系统的设计 ... 64
4.1.1 厚板双面双弧焊机器人技术实现难点 ... 64
4.1.2 双面双弧焊机器人自动化系统的总体设计 ... 64
4.2 双面双弧焊机器人系统集成 ... 66
4.2.1 双机器人系统的组成 ... 66
4.2.2 双面双机器人系统的集成 ... 66
4.3 双面弧焊机器人紧协调控制算法 ... 68
4.3.1 双机器人主从协调一般算法 ... 68
4.3.2 双机器人主从协调简化算法 ... 73
4.3.3 双机器人主从协调控制界面设计 ... 78
4.3.3 双机器人主从协调运动仿真及实验 ... 81
4.4 双面双弧多道焊松协调控制及实现 ... 84
4.4.1 双面双机器人分离控制系统 ... 84
4.4.2 双面双机器人分离控制实现流程 ... 85
4.5 本章小结 ... 87
第 5 章 厚板多层多道焊路径规划 ... 88
5.1 多层多道焊路径规划设计 ... 88
5.1.1 多层多道焊路径规划技术的难点 ... 88
5.1.2 多层多道焊路径规划的总体设计 ... 89
5.2 填充焊缝截面形状参数的确定 ... 89
5.2.1 填充焊缝截面积的确定 ... 89
5.2.2 填充焊缝截面积算法的验证 ... 91
5.2.3 焊接参数对焊缝成形的影响 ... 92
5.3 多层多道摆动焊填充策略 ... 94
5.3.1 焊道形状预测及简化 ... 94
5.3.2 焊枪位姿的确定 ... 94
5.3.3 焊枪摆幅的确定 ... 97
5.3.4 焊接顺序规划 ... 98
5.3.5 多层多道焊接路径的生成 ... 99
5.4 多层多道摆动焊算法的验证实验 ... 100
5.4.1 焊枪姿态对成形的影响 ... 101
5.4.2 摆动模式对成形的影响 ... 102
5.4.3 摆幅对成形的影响 ... 102
5.5 多层多道焊离线编程模块开发 ... 105
5.5.1 多层多道焊路径规划程序设计 ... 105
5.5.2 焊接路径规划实现流程 ... 107
5.5.3 路径规划程序界面设计 ... 109
5.6 多层多道焊离线示教的优越性 ... 111
5.7 本章小结 ... 112
第 6 章 厚板双面双弧焊机器人焊接实验 ... 113
6.1 双面双弧多道焊实现步骤 ... 113
6.1.1 双面双弧多道焊总体流程 ... 113
6.1.2 具体实施步骤 ... 114
6.2 厚板双面双弧焊机器人焊接实验 ... 121
-IX-
6.2.1 双面双弧多道焊实验条件 ... 121
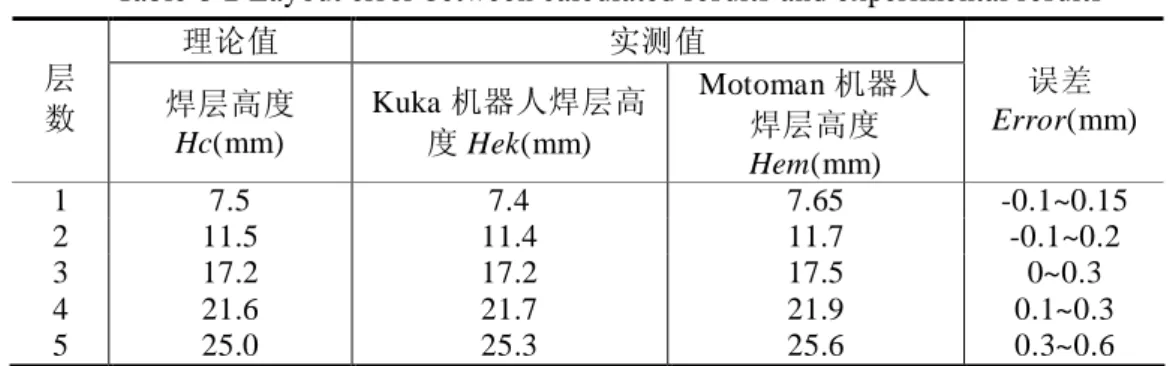
6.2.2 双面双弧多道焊路径规划结果 ... 122
6.3 双面双弧多道焊接实验结果 ... 123
6.3.1 机器人焊接过程实验 ... 123
6.3.2 机器人多层多道焊实验结果 ... 124
6.4 本章小结 ... 126
结 论 ... 127
参考文献 ... 129
攻读学位期间发表的学术论文 ... 139
哈尔滨工业大学博士学位论文原创性声明 ... 141
哈尔滨工业大学博士学位论文使用授权书 ... 141
致 谢 ... 142
个人简历 ... 143
- X -
Contents
Abstract(In Chinese) ... I Abstract(In English)... III
Chapter 1 Introduction ... 1
1.1 Background and significance of research subject ... 1
1.2 Research state of high efficient welding on thick plate ... 2
1.3 Research state of DSAW ... 4
1.3.1 Development of home DSAW of double powers... 4
1.3.2 Development of foreign DSAW of double powers ... 7
1.4 Research state of automatic welding robot on large thick plate ... 8
1.4.1 Application of automatic welding ... 8
1.4.2 Research state of multipass welding path layout ... 10
1.4.2 Research state of coordinated motion of double robots system .... 13
1.5 Major contents ... 15
Chapter 2 Research on the new technology of DSAW on thick plate ... 17
2.1 Generation of new DSAW technology... 17
2.1.1 Generation and principle of new technology... 17
2.1.2 Research direction of new technology ... 19
2.1.3 Experiment condition of DSAW. ... 20
2.2 Experiment results and analysis of DSAW ... 21
2.2.1 Observation of arc and molten character ... 21
2.2.2 Measurement and analysis of temperature filed ... 22
2.2.3 Observation and analysis of structure. ... 25
2.2.4 Measurement and analysis of hardness ... 27
2.2.5 Measurement and analysis of residual stress ... 29
2.2.6 Mechanical property test. ... 32
2.3 Superiority analysis of DSAW ... 33
2.4 Summary ... 34
Chapter 3 Numerical simulation and analysis of DSAW... 35
3.1 Numerical model development of DSAW on thick plate ... 35
3.1.1 Difficult analysis of numerical simulation of DSAW ... 35
- XI -
3.1.2 Development of three dimension model... 36
3.1.3 Loadcase of jobs. ... 38
3.1.4 Theromal physical character of materials... 39
3.2 Calculated results and analysis of DSAW multipass welding ... 40
3.2.1 Verification of calculated temperature ... 40
3.2.2 Interpass stress evolution of DSAW ... 41
3.2.3 Stress analysis of back pass ... 42
3.2.4 Residual stress analysis ... 43
3.2.5 Angular analysis of multipass welding ... 44
3.3 Effects of preheat temperature on cold crack of DSAW ... 46
3.3.1 Effects of preheat temperature on temperature of DSAW ... 47
3.3.2 Effects of preheat temperature on cold crack of DSAW... 48
3.3.3 Mechanical test ... 49
3.4 Effects of arc distance on temperature field ... 50
3.5 Effects of arc distance on distortion field ... 52
3.5.1Angular distortion evolution of different arc distance ... 52
3.5.2 Angular distortion mechanism of DSAW... 53
3.6 Effects of arc distance on stress field ... 55
3.7 Effects of heat input on stress distortion field ... 57
3.7.1 Effects of heat input on distortion field... 57
3.7.2 Effects of heat input on stress field... 60
3.8 Control strategy analysis of stress distortion ... 61
3.8.1Select proper arc distance to control stress distortion... 61
3.8.2 Reduce power of rear arc to control stress distortion ... 61
3.5 Summary ... 63
Chapter 4 Integration of DSAW robot system on thick plate ... 64
4.1 Robot automatic system designation of DSAW ... 64
4.1.1 Realization keys of DSAW robot system ... 64
4.1.2 General designation of DSAW Robot automatic system ... 64
4.2 Integration of DSAW robot system... 66
4.2.1 System composition of double robots ... 66
4.2.2 System integration of double-sided robots ... 66
4.3 Colse coordinated control algorithm of double-sided robots ... 68
4.3.1 Master-slave coordinated general algorithm of double-robots ... 68
4.3.2 Master-slave coordinated simplified algorithm of double-robots .. 73
- XII -
4.3.3 Master-slave coordinated control panel of double-robots ... 78
4.3.4 Master-slave coordinated simulation and test of double-robots .... 81
4.4 Loose coordinated control and realize of DSAW mutipass welding ... 84
4.4.1 Seperated control system of double robots... 84
4.4.2 Realization flowchart of seperated control system ... 85
4.5 Summary ... 87
Chapter 5 Path layout of multipass welding on thick plate ... 88
5.1 Path layout design of multipass welding ... 88
5.1.1 Technology difficult of multiass welding path layout... 88
5.1.2 General designation of multipass welding path layout... 89
5.2 Determination of filling bead shape parameters ... 89
5.2.1 Determination of filling bead area... 89
5.2.2 Algorithm verify of filling bead area... 91
5.2.3 Effect of welding parameters on welding seam form... 92
5.3 Path layout strategy of multipass weaving welding ... 94
5.3.1 Predict and simplify of welding seam shape ... 94
5.3.2 Determination of weld torch position and attitude... 94
5.3.3 Determination of weaving amplitude... 97
5.3.4 Welding sequence layout... 98
5.3.5 Path generation of multipass welding ... 99
5.4 Algorithm verify of multipass welding path layout ... 100
5.4.1 Effect of position and attitudeof weld torch on welding form .... 101
5.4.2 Effect of weaving model on welding form... 102
5.4.3 Effect of weaving amplitude on welding form. ... 103
5.5 Offline programmable layout of multipass welding ... 104
5.5.1Offline program design of multipass welding ... 104
5.5.2 Realization flowchart of path layout... 106
5.5.3 Panel design of multipass welding path layout... 108
5.6 Offline teach superiority of multipass welding... 110
5.7 Summary ... 111
Chapter 6 Welding test of DSAW robot on thick plate ... 113
6.1 Realization steps of double-sided multipasswelding ... 113
6.1.1 General flowchart of DSAW multipass welding... 113
6.1.2 Detailed execution step ... 114
6.2 Welding test of DSAW robot on thick plate... 121
- XIII -
6.2.1 Experimental condition of DSAW multipass welding ... 121
6.2.2 Path layout results of DSAW multipass welding ... 122
6.3 Experimental results of DSAW multipass welding ... 123
6.3.1 Robot welding process... 123
6.3.2 Experimental results of DSAW multipass welding ... 124
6.4 Summary ... 126
Conclusion ... 127
References ... 129
Papers published in the period of Ph.D. education ... 138
Statement of copyright ... 140
Letter of authorization ... 140
Acknowledgements ... 141
Resume ... 142
-1-
第1章 绪论
1.1 课题背景及意义
我国自进入 WTO 以来,国际贸易发展迅猛,海上运输量急剧增加,船舶 需求量大增,各国大力发展造船技术[1,2] 。目前, 我国造船焊接工作量已达到 世界焊接强国的水平, 但焊接工作效率却远远低于发达国家[3,4] 。其原因是我 国造船高效焊接方法应用不够[5,6] ,焊接自动化程度低,从而使造船生产的质 量和效率低下[7] ,因此,急需高效的焊接方法和自动化焊接装备,满足高效 率化的生产。
在船舶、压力容器、水电、石油化工等需要大量的厚板焊接,我国造船工 业发展前景广阔,现船舶制造能力已跃居世界第三位,年造船能力已达 350~
400 万吨/年,并以年 3~5%的速度递增,需要中厚板的焊缝就占 70%以上
[8] 。船舶上大多采用大厚板高强钢焊接结构[9] ,大厚度构件焊接一般采用多 层多道焊,提高焊接质量和效率是首先要考虑的问题,由于焊接结构材料强度 高,其焊接性较差,需要焊前预热,板材厚,结构大,给预热带来很大的困 难,占用大量的工时,焊工劳动条件差[10,11] 。并且这种结构的刚度大,焊后 产生很高的残余应力,由于结构大,去应力退火困难,费用昂贵,一旦变形难 以校正。对于船舶结构来说,焊接工时占总制造工时的 40%以上[12] ,因此,
针对厚板结构的焊接技术发展对提高焊接生产效率和质量具有重要意义。
自上世纪 80 年代以来, 国外发达国家对焊接技术给予了高度重视[13,14], 其总体发展趋势是:焊接材料趋向高效化,焊接工艺趋向高速化、大线能量,
焊接设备趋向自动化和机器人化[15]。近年来国外正在大力开发和推广高效的 焊接方法和柔性自动化焊接系统。柔性自动化焊接技术已成为世界焊接行业的 共 同 发 展 趋 势 , 西 方 先 进 国 家 其 焊 接 自 动 化 率 已 达 到 70% 。 日 本 , 在 1993~1998 年初步完成了焊接 CIMS 改造,他们采用焊接机器人及自动化辅助 设备,建成了数百条焊接自动化生产线和自动化焊接工段[16] 。
目前,我国船舶上大厚壁构件焊接都采用手工电弧焊和半自动焊接。在设 计和施工上一般选用非对称坡口,焊前预热、先焊接正面坡口、再从反面碳弧
气刨清根、刨槽、打磨、磁粉探伤、再预热,再焊接背面坡口、最后后热等工 序,其工序多,产品的质量稳定性差,一次焊接合格率低,返工量大,生产周 期长,生产效率低,并且工人劳动强度大,生产环境恶劣。当前的生产手段制 约了我国厚壁焊接结构的生产,也不适合机器人自动化焊接。因此,新的高效 焊接方法的开发对于缩短生产周期[17] , 保证产品质量,实现机器人自动化焊 接具有十分重要的意义。
一种针对高强钢厚板的不清根高效焊接方法—双面双弧焊,就是在这个背 景提出来的,目前,针对薄板和中厚板双电源型双面双弧焊已有应用[18] ,但 对其理论研究较少,针对这种大厚板高强钢的双面双弧焊工艺的研究还未见报 道,以及针对这种工艺的双机器人自动化焊接技术的研究也鲜见报道。因此,
深入开展双面双弧焊新工艺和双机器人自动化焊接技术,对提高我国造船技 术,以及提高大厚板焊接结构生产效率和质量具有重要意义。
1.2 厚板高效焊接方法的研究现状
目前,大量高效焊接方法和不同焊接工艺的组合都已应用于各种不同的生 产场合,提高焊接生产效率,改善焊接质量,降低了焊接成本[19] 。高效焊接 工艺的应用, 对提高焊接效率, 节约能源具有很大意义。目前, 世界各国都加 强了对高效焊接工艺的研究开发和推广应用, 尤其针对厚板焊接结构提高焊接 生产效率尤为重要。焊接生产效率,从某种角度上讲,是由单位时间内填充金属 的熔化量—熔敷率来衡量的[20]。要实现厚板焊接高效化,主要从四个方面来 提高:增加熔深;简化工序;增加热输入和减少接头截面积[21] 。
如图 1-1 所示,通过增加焊缝熔深的焊接方法有电子束焊、A-TIG 焊、激 光复合热源和双面双弧焊等。电子束焊是一种高能束焊接方法,一次可焊钢板 的最大厚度为 300mm,但一般采用真空电子束焊,其设备复杂,价格昂贵,
技术还不是很成熟,也不适宜机器人自动化生产[22] 。A-TIG 焊是通过在工件 添加活性剂来增大熔深的,一般焊接中厚板结构,可以实现单面焊双面成形,
减少道次和工序,但针对大厚板还是不适合[23,24] 。激光复合热源焊接方法是 将激光焊与 MIG 或 TIG 焊复合的焊接方法[25,26] ,利用激光的高能束可获得较 大的熔深,一次熔深可达 15mm,主要应用在铝合金、钛合金等一些轻金属焊 接构建上,对于大厚板高强钢焊接结构需要熔深更深,对激光器的功率要求很
-3-
高,其设备的价格昂贵,并且该技术还不是很成熟。双面双弧焊是通过双面的 电弧的热积累增大熔深[27] ,尤其单电源型在磁场的作用下,大幅度提高熔深
[28] ,双电弧同时焊接,增加了单位时间的熔敷率[29,30] ,提高焊接效率。
通过简化焊接工艺的方法主要有双面双弧焊工艺,该方法由于双面电弧气 体保护作用,免去了焊后清根等中间工序[31] ,大大简化了焊接工艺。
通 过增 加热 输入 提 高 焊接效 率 的 方 法有 复 合 热源[32,33] 、 双面双 弧焊 、 T.I.M.E 焊[34,35] 、双丝焊[36] 和热丝 TIG 焊[37] 等。前四种方法通过多个电弧同 时焊接,来提高焊接热输入,增加了单位时间的熔敷率,热丝 TIG 焊通过焊 前加热焊丝来获得较大熔敷率,对于大厚板焊接结构一般采用多层多道焊,复 合热源、T.I.M.E 焊、双丝焊和热丝 TIG 焊这四种方法一般需要背面清根等中 间工序,不适合机器人生产。
通过减少接头截面积的方法主要有窄间隙焊接[38,39] ,该方法通过减小坡 口的夹角,预留一定的根部间隙,减小坡口截面积,从而减少熔敷量和道次,
采用旋转电弧焊或旋转摆动电弧焊,一般开 U 形或双 U 形坡口,对于 U 形坡 口,背面需要气体保护,由于单面焊,焊后变形量大,焊接过程质量控制困 难;对于双 U 形坡口焊后变形小,但需要清根等中间工序,也不适合机器人 自动化焊接。
图 1-1 厚板高效焊接方法分类图
Fig.1-1 High efficiency welding method in thick plate
综上所述,双面双弧焊可增大熔深、增大熔敷率和简化工序等优点,其中
厚板焊接高效 方法
增加熔深
增加热输入
减少接头 截面积
双丝焊
复合热源YAG+MIG,YAG+TIG 双面双弧焊
活性化焊接A-TIG 电子束焊
热丝TIG
窄间隙焊接 T.I.M.E
简化工序 单电源型DSAW
双电源型DSAW
单电源型双面双弧焊技术还不是很成熟,根部熔透控制困难,一般中应用于中 厚板焊接结构,而双电源型双面双弧焊采用传统的 TIG 和 MIG 焊,采用多道 焊可实现大厚板焊接结构的焊接,焊后不用清根,工序大大简化,可实现机器 人连续焊接生产。
1.3 双电源型双面双弧焊方法发展概况
1.3.1 国内双电源型双面双弧焊方法发展概况
双面焊接指的是从待焊焊缝的两侧采用两把焊枪进行同步焊接的一种工艺 方法,它可以在保证焊接质量的情况下,提高焊接生产效率。双面焊接方法可 以根据所使用的焊接电源的方式划分为两种类型:双电源型和单电源型。其中 双电源型指的是在焊接过程中,两把焊枪分别采用两台焊接电源来提供动力,
实际上是焊缝两侧相互独立的焊接过程同时进行。而单电源型是焊缝两侧的两 把焊枪共用一台焊接电源来提供动力,即将两把焊枪分别连接于同一台焊接电 源的两极,待焊工件并不成为一个电极[40-43]。
在厚板件的对接、大直径石油管道连接过程中,为提高焊接效率,减少打 底清根工序,设计采用了双人、双电源、两侧、同步焊接技术,也就是双面电 弧焊工艺的最初模式。其特点是在工件的两侧,用同一个电源供电,或者采用 两个独立的焊接电源同时供电,提供两个独立的电弧燃烧,两电弧同时作用于 焊件的两个侧面,获得双面同时成形的焊接效果,焊接示意图如图1-2所示。为 保证良好的焊缝成形,防止塌陷、焊漏等缺陷,一般采用立焊方式。双电源双 面电弧焊接,电源可以采用同为TIG、MIG焊接电源或者二者交叉使用。
图1-2 双面电弧焊工艺焊接示意图 Fig.1-2 Double-sided arc welding technology
-5-
双电源型双面焊接工艺方法已经大量应用于工厂的实际生产中[44]。哈尔 滨锅炉厂和东方锅炉厂早在 1993 年就从日本三菱重工公司引进了双面熔化极
(GMAW)脉冲气体保护自动焊[18] ,使其生产能力得到大幅提高。其工艺特 点是采用了双电源型,双面焊枪保持一前一后的位置。于 1997 年,中化工程 第三建设公司的陈明等人对铝镁合金双面同步氩弧焊接,焊后不用清根, 生产 效率高且焊接变形小,可充分利用电弧热量, 降低能耗[45] 。周大中等人根据 绳索取芯钻杆焊缝内表面不得有余高的要求,提出了钻杆外等离子弧焊和钻杆 孔内钨极氩弧焊同时进行焊接的联焊方法[46] ,其过程示意图如图 1-3 所示,
是由钻杆外 PAW 焊枪和钻杆内 GTAW 焊枪形成双面双电弧。该工艺方法中,
钻杆内外两把焊枪分别在焊件的不同位置工作,其焊接生产效率却非常可观。
图 1-3 PAW+GTAW 双面焊方法[46]
Fig.1-3 Double-sided PAW+GTAW method [46]
南京晨光机器人厂的徐禾水介绍的双人同步 GTAW 立焊技术[47] ,不但节约 成本、生产效率高,使焊缝质量得到保证,不易出现气孔、夹渣等缺陷,而且 双面焊后工件的角变形小、残余应力小。其过程示意图见图 1-4 所示。
图 1-4 双面双弧同步立焊[47]
Fig.1-4 Double-sided double arc vertical welding in synchronism [47]
待焊部位必须处于垂直位置,且主副焊枪需同时施焊,主枪在前,副枪在 后,严格要求两枪的间距始终保持为一个熔池长度。利用电弧力和氩气吹力形 成一个向上的托力,并与熔池的表面张力对熔池起着支撑作用, 从而防止了熔 池金属下淌而获得完美的焊缝,同时提高了生产效率。大庆石油化工总厂的朱 明智将熔化极内外侧同步焊,应用于铝料仓的焊接上也具有类似的优点[48] 。
在 1998 年,曲金光等人对不锈钢的大型薄壁容器进行双面双 TIG 弧非对
称 焊接[49] ,由于 板材较 薄, 焊接时易高温氧化,因此,采用外侧焊工填丝
焊,内侧焊工不填丝焊接,从而保护了背面焊缝,解决了单面单弧产生的各种 缺陷。同年,阮登林等人对铝镁合金进行双弧连续送丝焊接,形成的焊缝气孔 少,质量高 [50] 。
在 2001 年,任江等人针对不锈钢焊接的特点,采用双面 TIG 双枪对称焊
[51],板厚小于 10mm 以下的 I 型坡口的焊缝,由两名焊工持枪在焊缝的正反 面同时同步焊接(一名焊工送丝),利用两把焊枪的热量建立一个基本熔池进行 焊接,可一次性焊接完毕,该工艺不仅解决了焊缝背面保护问题,省掉了加工坡口 的工序,而且减小了焊接热影响区和输入热量,同时有效地控制了焊接变形和焊 缝晶间腐蚀。同年,张业新等人对不锈钢大体积低温液体储罐的焊接,也采用 对称 TIG 焊,焊接时两人分别站立于工件两侧,同时起弧,同时落弧,单面 续丝,双面熔化的焊接方法[52] ,该方法具有变形小、速度快、质量高、节能 高效的特点。
于 2005 年,平毅斌等人对不锈钢的啤酒发酵罐的中厚板(厚度为 16~
20mm)焊接,采用双人双面手工焊,正面采用脉冲 TIG 打底,背面采用恒流 TIG 不填丝保护,然后采用单混合气体保护 MAG 进行盖面填充[53] ,提高了 焊接质量,但这对两焊工要求极高,否则,将易产生气孔和未熔合等缺陷。同 年,赵妍等人对铸造锡青铜壁板(壁厚 6~8mm)进行双人同步 TIG 立焊和 横焊,由两名焊工各持一把手工钨极氩弧焊枪,分别从壁板内外两侧同时进行 施焊,同时填丝,使两个熔核对称,最后形成一个共同焊接熔池[54],这种方 法要求两名焊工必须保持同步和对称,否则易产生未熔合等缺陷。
可见,双电源型双面双弧焊焊接设备要求简单,操作灵活,实用性强,焊 接效率高,焊接缺陷少,正反面熔池始终处于氩气的保护之下,减少了气孔倾 向,不用清根,无夹渣出现,焊接变形小,节约能源等优点。
-7-
1.3.2 国外双电源型双面双弧焊方法发展概况
N. Fukuhara 等人介绍了在全位置焊接管道时,所采用的一种内外侧同时 焊接的例子,所要对接的管道直径为 600mm,壁厚 15mm,常规焊接工艺为 在接头处开 V 型坡口,在外侧采用多层熔化极焊接,改进后的工艺为开 X 型 坡口,内外侧同时焊接,大大提高了焊接效率。采用原工艺,完成一个接头的 焊接需要 100 分钟,改进后需要 35 分钟[55]。
在船舶制造上,国外 Electric Boat 公司在为美国船舶用大厚壁构件时,
其主要的 19 种结构材料采用既能抗震又能抗海水压力的 HY-100 高强度钢
[56],通过取消了清根工序,简化了工艺,实现了船体甲板伺服机器人焊接,
大大提高了生产效率和焊接质量。俄罗斯中央结构材料研究院编制的船舶用钢 焊接基本规则中规定,手工钨极氩弧双面双弧打底焊接工艺被作为首要的不清 根焊接工艺[57] ,这样后焊面就不必采用碳弧气刨清根刨槽,可以直接进行焊 接或双面同时焊接。日本的 IHI Kure 船厂对多个 T 型接头厚板结构用双电源 双面双弧焊,采用龙门伸缩臂式机器人,多个机器人同时施焊[58] ,如图 1-5 所示,控制焊接变形,提高了生产效率。
图 1-5 日本船舶双面双机器人弧焊实物图[58]
Fig.1-5 Double-sided double robots arc welding in Japan shipbuilding [58]
从双电源型双面双弧焊的研究状况表明,与传统的单弧焊相比,具有 更多 的优越性, 在国 内 外得到广 泛的应 用 ,但多是 针对薄板和 中厚板焊 接,主要针对铝合金和不锈钢易氧化的焊接材料,针对双电源型双面双弧 焊的理论研究也未见报道,尤其针对大厚板(50mm)高强钢焊接结构采用 双面双弧焊工艺还未见报道。
1.4 大厚件焊接自动化的研究现状
1.4.1 大厚件焊接自动化应用概况
焊接工程技术是现代制造业最重要的加工技术之一,发达工业国家钢产量 的 60%需要经过焊接加工完成产品的制造。随着新材料、新结构的广泛应 用,已有的焊接技术难以满足产品质量、加工效率的需求,并已成为世界性的 制造技术的瓶颈之一[59] 。近年来,船舶用厚板焊接结构生产效率低下,发达 国家正在大力开发和推广高效、低成本的焊接新方法及柔性自动化焊接系统。
在船舶行业,日本已在 20 世纪末初步完成了造船焊接的机械化与自动化 改造计划,20 世纪 90 年代后期焊接机器人已批量应用。以日本 NKK 津船厂 为例,造船车间小合拢工作站,设置了 10 个机器人,中合拢焊接工作站设置 了 16 个机器人,桥梁钢结构车间有 3 条机器人生产线,各配置 6 台机器人
[60] 。该船厂已成为一个文明生产的场所,生产效率大大提高,造船周期不断
缩短。焊接机器人的应用方面,日本的日立造船在 1992 年应用机器人焊接的 工作量已达到总焊接量的 20% ,近几年来正向着 50% 的目标努力[61],而远 期的目标则要达到 80%。日本造船工业、汽车制造业、金属结构制造业及重 型机械制造业,在 1993-1998 年完成了焊接 CIMS 改造[62] ,他们采用焊接机 器人及自动化辅助设备,建成了数百条焊接自动化生产线和自动化焊接工段,
能够实现大型构件及重型机械的自动装配和焊接,如图 1-6 所示。
图 1-6 日本造船工业焊接机器人[62]
Fig.1-6 Robots arc welding in Japan shipbuilding [62]
-9-
日本的各大船厂高效焊接方法的使用范围已占全部焊接工艺方法的 90%
以上。日本 SHI Yokosuku 船厂对 T 型接头厚板结构采用龙门伸缩臂式机器 人,多个机器人同时施焊,如图 1-7 所示[58] 。因此,他们已不再用高效化率 衡量自己的焊接工艺水平,而主要发展焊接专用化、自动化和机器人化。
图 1-7 日本船舶多焊接机器人自动化焊接[58]
Fig.1-7 Multiple robots arc welding in Japan shipbuilding [58]
针对大结构件,多焊缝同时焊接时的多机器人系统,在日本船舶行业广泛 应用[58],如图 1-8 是多焊接机器人焊接结构简图,图 1-8(a)为多机器人倒挂龙 门式,图 1-8b)为多机器人折梯伸降式。
a)倒挂龙门式 b)折梯伸降式
a)Projecting gantry b) Folding stair telescopic 图 1-8 多焊接机器人焊接结构简图[58]
Fig.1-8 Multiple robots arc welding [58]
与欧、美等发达国家相比,我国自动化焊接应用水平较低,手工劳动量 大,质量也不稳定。美国和西欧 40%以上实现半自动化焊接,33%采用机器人
焊接,15%采用机械化焊接;我国几乎完全手工焊接;舰船船体焊接,国外自 动化焊接率达 50%以上,而我国仅为 5%-10%,差距较大[3] 。
船舶结构的焊接基本以手工焊接和半自动焊接为主。造船行业半自动焊为 22%,自动焊为 22.6%,机械化率仅为 45%。国内部分船厂虽然引进平面分 段自动化焊接生产线,个别船厂还引进了管路自动化焊接生产线,但自动化程 度较低或配套装备不够完善[7] ,生产效率还有待提高。针对厚板结构实现双 面双弧焊机器人自动化,对多层多道焊路径规划技术和双机器人协调控制技术 研究现状介绍如下文。
1.4.2 厚板多层多道焊路径规划研究现状
目前,点焊机器人在汽车行业的应用广泛,薄板弧焊机器人也有应用,但 针对厚板结构的机器人焊接应用甚少[63] ,其中多层多道焊路径规划技术是实现 厚板机器人自动化焊接关键技术之一[64] 。人们对多层多道焊的焊道自动排列的 研究主要是基于数据库进行的,适应性较差[65] ,而且研究的也不多。一般采用 示教一道焊一道,工人完全凭借个人经验进行示教,示教精度差,效率低,工 人劳动强度大,阻碍了机器人完全自动化和高效化的焊接生产。
对坡口较宽的厚 板对接v型或U型坡口的焊接结构,各层熔敷的焊道数不 同,由一道、两道到三道以上,其自动化程度将被降下来了,主要原因就是焊 道的排列需要人工凭经验来完成,受人为影响程度大,容易造成焊接质量的不 稳定。在多道焊排列焊道时,最关键的是针对一定坡口宽度在一定焊接规范条 件下焊道数的预测,这是确定焊道自动排列的基础;另外一点就是焊接参数的调 整。如果对于一定的焊接规范,焊缝道数确定得不合理,例如少焊一道,焊出 来的焊缝就有可能出现下凹;若多焊一道焊出来的焊缝就有可能出现上凸,这样 都是最不合适的焊缝。反之,即使是焊缝道数确定得合理,但若焊接规范参数 不合适,也得不到合格的焊缝,如果参数偏小,焊缝就可能出现下凹;如果参数 偏大,焊缝就可能上凸。因此,选择合适的焊道数和焊接规范参数是多道焊中 能否获得良好焊缝的基础,能够自动确定焊道数和焊道位置及调整焊接规范参 数的焊道自动排列技术是符合当今生产的实际需要。
随着厚壁结构的应用越来越多,对焊接质量的要求也越来越高,人们对自 动化程度以及生产效率提高的要求越来越强烈,因此研究一种准确、泛化能力
-11-
强能适用于各种坡口型式的多层多道焊焊道自动排列技术显得颇为重要,具有 重大的现实意义。
1982年,Z.Smati等人提出了一种预测厚壁件多道焊焊接条件的方法[66] 。 这个模型模拟厚壁件焊接接头的形式,并且可用于检测焊接变量对焊道尺寸方 面的影响。这样,它既可用于计算每个焊道的大小,也可用于计算优化的焊接 接头填充条件,然后计算每层的敷设高度以及完成该层所需填充的焊道数,而 且要预留出1mm左右的高度以完成盖面焊,确保焊接接头顶面的质量要求。因 此,最后两层要通过增加或减小总的热输入量来改变焊道的角度及截面尺寸,
以获得合适的层高。
1993年,Masaharu Moriysu等人针对角焊接接头的横焊提出了一种焊接策 略规划的方法[67] 。按图1-9的形式来建立每层,除第一层外,其它每层的焊脚 长度均相等,第一层用一道焊道,第二层用两道焊道,依次随层数逐步增加,
该层的道数也逐步增加。如果这个增量可用某一个中间焊道来完成的话,那么 在理论上任何焊层均可用下四种焊道来构成:A 焊道用于第一层,B焊道和C 焊道分别作为以后每层的首、末焊道,D焊道作为中间焊道,根据每种焊道的 横截面尺寸就可以计算出所需的焊接参数。
图 1-9 T 形接头多层多道焊道编排[67]
Fig.1-9 Multipass path compiling of T-joint [67]
哈工大的孙立新等人在对大接头焊缝填充策略中采用等截面积的填充策略
[68] ,该填充策略克服了焊接参数频繁变化、焊接质量不易保证的缺点,如图
1-10,规划规定随层数逐步的增加,该层的道数也逐步增加。李慨等人提出了
一种可用于机器人焊接大型 V 形焊接接头多道焊填充策略[69]。通过分析各种 焊道截面形状,给出 V 形接头第一层敷设一道焊道,由第二层开始每增加一 层也相应的增加一道焊道的敷设方法;在采用等截面积焊道的条件下,推导出 从第二层开始以后有近似相等的层高,从而提出了设定多道焊焊接层数以及每 层焊道数的规划方法。该填充策略具有各焊道截面积相等、所有焊道的焊接参 数均相同、规划简单及适应性强的优点,克服了以往填充策略中焊接参数频繁 变化、焊接质量不易保证的不足。试验表明,应用这种填充策略可保证大型焊 接接头的焊接质量。此外,J.Wu[70]和 R.J.Beattie [71]等人也多道焊进行了大量 的研究。
a) 多层多道焊装置 b) V 形接头多道焊排布
a) Multi-pass welding equipment b) Multipass path compiling of V-joint 图 1-10 多道焊填充过程[68]
Fig.1-10 Multi-pass welding process [68]
唐新华在德国采用基于宏的离线编程[72] ,对于多层多道焊,每道焊缝具有 一定的相似型,采用宏可以实现对多道焊缝的自动离线编程。任何一段程序以 及它所包含焊缝轨迹都可以定义成一个宏存于库中,然后对类似的焊缝经过适 当调整就可直接调用这个宏,从而大大提高编程的效率,生成的焊接路径和填充 的焊缝图 1-11 所示。
上述多道焊焊接接头焊接策略规划方法的计算比较繁琐,而且在一个焊接 接头中有三至四种焊道,使焊接参数频繁变化,不易控制每个焊道的几何形状 和尺寸,因而这将直接影响整个焊接接头的焊接质量。从国内外对多层多道焊 路径规划研究来看,采用等面积或等高型填充策略,并对焊接层数和道数也有 一定限制,针对多层多道摆动焊的路径规划策略还未见报道,采用基于图形的
-13-
多层多道焊离线示教是发展趋势,但对多层多道焊填充策略的研究甚少,因 此,深入开展多层多道焊填充策略和离线仿真具有重要意义。
图 1-11 多层多道焊离线仿真[72]
Fig.1-11 Multi-pass welding offline simulation [72]
1.4.3 双机器人系统协调运动的研究现状
在机器人技术领域,人们受到人类社会群体行为的启发,引入“协调与合 作”的思想,并形成协作机器人学。“协调”与“合作”在机器人技术领域正在表 现出它的历史必然性[73]。双机器人系统的控制主要包括两方面的问题[87],即双 机器人协作与双机器人协调。当一个双机器人系统接受一个任务时,首先应考 虑如何组织机器人去完成任务,这时要解决的是双机器人之间怎样进行有效的 协作。当经过某种方法确定了各机器人的任务与关系后,应该考虑如何保持机 器人之间的运动协调一致性,即双机器人协调[74] 。对于由紧耦合子任务组成 的复杂任务而言,协调问题尤其突出。
双机器人自动化焊接的运动方式如图 1-12 所示,主要有三种模式:一个 机器人把持工件,另一个机器人进行焊接;双机器人都进行焊接;双机器人都 把持工件运动。对于一些小尺寸,重量轻的工件,由原来的机器人和变位机的 协调焊接转变为两个机器人的协调焊接,在焊接过程中,一个机器人抓取工 件,并完成工件的变位,另一个机器人完成焊接。这种由机器人来代替变位机 的方式大大提高了系统的柔性,同时也极大地减少了工件装卡的时间,提高了 系统的工作效率。
双机器人协调的运动约束条件是焊接机器人协调控制研究的基础,文献 [75]在这方面作了较突出的工作,其将两个机器人分为主机器人和从机器人,
主机器人的关节位移、速度和加速度根据运动规划预先给定,而从机器人的对 应值则通过机器人系统的主从关系来确定,并且推导出两个机器人在特定工作 条件下末端执行器的位姿齐次约束方程,进而又将这一结果扩展到关节速度、
加速度和广义力的约束方程[76]。
图 1-12 双机器人运动方式 Fig.1-12 Double robots emotion model
一个机器人刚性地抓住物体的一端,另一个机器人在抓住物体的另一端时 可沿被抓物体表面相对移动的情况进行了运动学研究,得到了从动机器人的广 义解[77]。文献[78]用回转变换张量的方法推导出两个机器人相对位姿保持不 变,但两机器人同时有运动,以及两机器人均有运动,且其中一个机器人相对 另一个机器人有相对运动规律两种情况下的运动学协调条件。文献[79]针对双 机器人协调两手同时抓持同一物体运动时的结构与工作特点,由主手的运动状 态推导出从手在其自身坐标系中的运动状态。文献[80]以空间复杂边缘跟踪任 务为对象,基于矢量方程的方法在笛卡尔空间内提出了利用机器人双手协调解 决此类问题的基本策略方法,为弧焊机器人系统协调控制研究提供了良好的借 鉴。
进行机器人系统双机器人协调运动控制时,主要有三种控制方案,即位 置—位置控制、位置—力控制及动力学控制[81]。位置—位置控制是双机器人 协调研究过程中首先发展起来的一种控制方法,文献[82]在位置控制方式下,
控制主机器人按预先规划的轨迹运动,而从动机器人则沿着由主动机器人轨迹 导出的轨迹运动,实现了主从机器人间的协调运动。
在工业应用中,双机器人协调系统多采用集中式控制,由一个中央控制单 元对整个系统进行规划和决策。单个机器人只拥有很少的自主性或无自主性。
每个机器人收集到的数据都发送给控制中心,然后由控制中心为所有的机器人 制订动作。由于所有机器人的运动都由控制中心来控制,所以多机器人的协调 与冲突问题很容易解决。
-15-
文献[83]介绍了双弧焊机器人在摩托车车架附件组焊中的应用情况,采用 主从协调控制完成焊接作业,主机器人控制器接收来自主机器人、从机器人、
夹具、滑台和工件的信号,协调它们之间的动作。
在双机器人协调控制策略的研究上,“集中”控制成本低、实现容易、是企 业 比 较容 易接受的控 制 方 案[84]。 双机器 人 协调 控制问 题是个 十分复杂的 问 题,由于双机器人操作物体时形成的闭链系统,存在受限运动以及冗余度控制 问题[85]。因此,在实施协调控制策略算法时,通常是建立一个集中式的复杂 的计算机控制系统来控制机器人间的协调运动。即由一台主控计算机集中规划 双机器人全部关节的时空关系,然后产生出双机器人控制器的输入指令。每个 控制器再根据指令,控制各机器人的运动,达到协调的目的。这种控制的特点 是集中规划和集中式数据共享[86]。这种控制方式类似于机器人和变位机的协 调控制,但是更复杂。
从国内外对双机器人协调运动和实现研究概况来看,针对主从协调研究较 多,但针对厚板双面双机器人的协调运动研究鲜有报道。根据双面双面弧焊工 艺的要求,打底焊保持一定的弧间距进行焊接,打底焊需要控制双机器人异步 运动,填充焊需要控制双机器人的同步运动,双机器人之间需要避碰。双机器 人以不同的执行顺序或同时执行来完成工件上多条焊缝焊接任务,即机器人间 是协作的关系。此时各个机器人的控制器是独立的,可以单独编程,机器人间 的动作配合通过通讯来控制。大型厚壁结构件特点变形大,工件大,一个机器 人很难完成焊接任务,采用双机器人或多机器人同时焊接,可提高焊接效率,
减小焊接变形,扩展工作空间。因此,深入开展双机器人的协调控制对实现大 厚壁构件自动化生产具有重要意义。
1.5 论文的主要研究内容
从以上国内外大厚板高强钢焊接结构高效焊接工艺和自动化技术应用的对 比可见,我国大厚壁构件的焊接制造水平还很落后,实现机器人自动化焊接的 难点在于:适合大厚板高强钢机器人自动化焊接的高效焊接工艺技术;厚板多 层多道焊路径规划和控制技术;双机器人协调控制和集成技术。本文主要从适 合大厚板高强钢机器人的焊接工艺和实现厚板机器人焊接关键技术这两个方面
进行研究,其主要研究内容如下:
(1) 大厚板高强钢双面双弧焊新工艺研究。对双面双弧焊电弧特性、熔池特 征、温度场、应力场、组织和力学性能等进行测试分析。
(2) 双面双弧多道焊的数值模拟分析。对双面双弧多道焊的温度场、应力和 变形场进行模拟研究。对双面双弧打底焊的温度场、应力变形场的研究。通过 研究预热温度、弧间距和焊接参数对温度场、应力变形场的影响规律,来解决 大厚板高强钢焊接结构存在的问题。
(3) 厚板双面双弧焊机器人系统的集成。建立双机器人自动化焊接系统,对 双机器人主从协调运动算法的研究,对双机器人多道焊分离协调控制的研究。
(4) 多 层多 道摆 动焊 路 径规 划 技 术的 研究。 研 究 焊 接 参数 对 焊 缝 成 形 的 影 响;研究多层多道摆动焊填充策略及算法;研究焊枪姿态、摆动参数对成形的 影响。
(5) 厚板双面双弧焊机器人自动化焊接实验的研究。采用多层多道焊离线示 教程序和分离协调控制,配合在线纠偏功能,进行机器人焊接实验。
-17-
第2章 厚板双面双弧焊新工艺研究
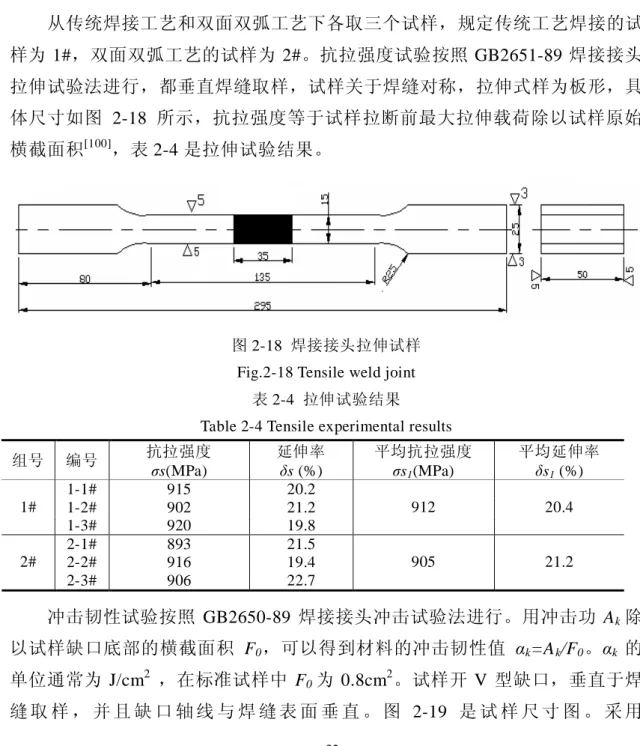
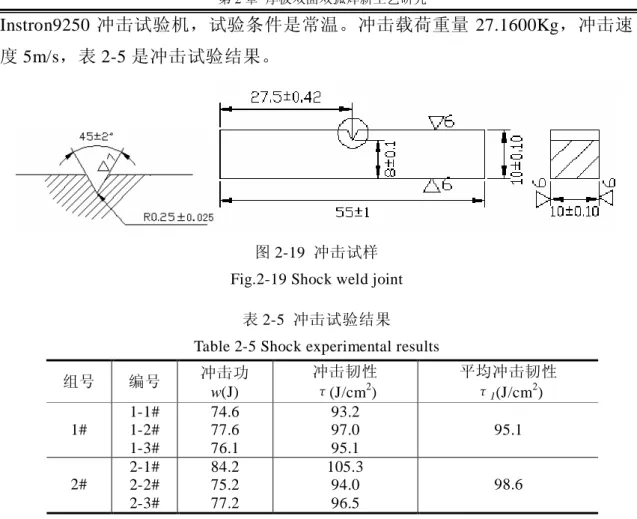
大厚板高强钢焊接结构对焊接热输入要求苛刻,热输入过大,易产生组织 粗大,焊接热输入过小,易产生淬硬组织,冷裂倾向大,焊后残余应力高等问 题。在传统焊接工艺规范的基础之上,进行双面双弧焊实验,重点研究双弧焊 的温度场、应力场、组织特征和力学性能等测试分析,并与传统的单弧焊进行 对比,来全面掌握该新工艺特点和热物理特性。
2.1 双面双弧焊新工艺的提出
2.1.1 新焊接工艺原理及生产效率分析
本课题针对船舶大厚板高强钢焊接结构,其焊接性差,易出现冷裂纹,需 要焊前预热、焊后保温、控制线能量[87],针对这种材料,目前还没有成熟的 不清根打底焊工艺,其结构的刚度大,焊后产生很高的残余应力变形并且去应 力退火有困难,费用昂贵,一旦变形难以矫正。目前,低合金高强钢厚板焊接 传统工艺过程如图 2-1 所示。采用火焰切割加工 X 型坡口、焊前预热、正面 单 MAG 弧打底、填充盖面完、背面碳弧气刨清根、打磨、磁粉探伤、再预 热、背面单 MAG 弧打底、填充盖面完、最后后热等工序。此工艺工序繁多,
周期长,焊接变形大,易产生夹杂、裂纹等缺陷,一次合格率低,不适合机器 人自动化焊接,也不能从根本上提高焊接效率,因此,需要一种适合机器人焊 接的高效焊接方法。
图 2-1 老工艺焊接过程
Fig.2-1 Conventional welding process (CW)
针对大厚板高强钢焊接结构制造的技术难点,要寻找一种不清根焊接工
艺,从而简化工序,满足机器人高效化、自动化生产要求,提出了一种针对大 厚板高强钢的双面双弧焊新工艺:打底焊采用异步的双面双脉冲 TIG,填充焊 采用双面双 MAG 焊。其工艺过程如图 2-2 所示,加工双 V 形坡口,焊前预 热 , 打 底 焊 采 用 双 面 非 对 称 双 脉 冲 TIG , 填 充 和 盖 面 焊 采 用 双 面 对 称 双 MAG,最后后热。免除清根工序,工序大大减少,焊接效率大大提高,适合 机器人焊接。这种新的双面双弧焊是一种双电源型,即采用两台独立的焊接电 源,焊接规范可单独调节,如图 2-3 所示,两把焊枪分别在工件两侧,打底焊 时采用异步的双面双脉冲 TIG 焊,外送丝,为了防止过热,两把焊枪保持一 定的弧间距;填充和盖面焊采用同步的双面双 MAG 焊,两焊枪保持对称,实 现了双面双电弧焊接[88]。
图 2-2 双面双弧焊新工艺焊接过程
Fig.2-2 Double-sided double arc welding process (DSAW)
大厚板高强钢对热输入要求 10~24 kJ/cm,那么对于双弧焊的打底焊来 说,每 个电弧的热输入应 在 5~12 kJ/cm,如果采用双 MAG 焊,在热输入 5~12 kJ/cm 范围内,打底焊留有一定间隙,立向上摆动焊成形很差,经常出现 断弧,并且不能保证根部完全的熔透,因此,打底焊采用双面双 TIG 焊,考 虑到高强钢对热输入的要求,双电弧保持一定弧间距,弧间距过大,双面熔池 受保护气体不够,易出现根部氧化,并且弧间距过大热输入过小,也会增大淬 硬倾向,但弧间距过小,易产生过热,焊缝组织粗大,并且弧间距过小,双电 弧之间易发生干扰,因此,前后焊枪保持一定的弧间距。打底焊焊完后,对于 后续的焊接任务相当于堆焊,为了增大焊接效率和减小焊接变形,双面电弧不 再需要保持一定弧间距,因此,填充焊采用同步双 MAG 焊。
对于大厚板高强钢结构来说,新工艺具有很高的生产效率,以一个板长 2m,厚度 50mm 的立焊缝为例,新老工艺的焊接效率对比如下:
传统单弧焊接工序为:正面预热(3 人 2 小时)→ 正面焊接(1 人 20 小时,
-19-
需要多次预热) → 反面气刨清根(1 人 4 小时)→ 打磨坡口(1 人 2 小时)→ 磁 粉探伤(2 人 1 小时)→ 反面预热(3 人 1 小时)→ 反面焊接(1 人 25 小时,需 要多次预热)→ 后热。按一天工作 8 小时计算,制造周期为 8 天。
采用新的双面双弧焊接工序为:预热(3 人 1 小时)→ 双面 TIG 打底焊(2 人 3 小时)→ 双面 MAG 填充焊(2 人 8 小时)→ 后热。经计算,制造周期为 1.5 天。可以看出,采用新的焊接工艺后,生产效率提高了 5 倍以上。如果被焊工 件更大、焊缝更长、板更厚,那么双弧焊新工艺优势会更加明显。
a)非对称双 PGTAW 打底焊 b)对称双 GMAW 填充焊
a) Asymmetric double PGTAW in back pass b) Symmetric double GMAW in other pass 图 2-3 双面双弧焊原理图
Fig.2-3 Schematic diagram of double-sided double arc welding (DSAW)
2.1.2 新工艺研究技术路线
低合金高强钢厚板焊接结构易产生冷裂纹,冷裂纹是焊接这类钢的一个主 要问题,大量的生产实践和理论研究证明,钢种的淬硬倾向、焊接接头含氢量 及其分布,以及接头所承受的拘束应力状态,是高强钢焊接时产生裂纹的三大
主要因素[10,89]。钢种的淬硬倾向决定于化学成分、板厚、焊接工艺和冷却条件
等。焊接时,钢种的淬硬倾向越大,越易产生裂纹[90]。在焊接条件下,当快速冷 却时,近缝区的奥氏体将转变为马氏体,而马氏体是一种脆硬的组织,发生断裂 时将消耗较低的能量,易于形成和扩展裂纹。焊接接头中的氢,在扩散过程中,由
于冷却条件和金属组织的变化,常在热影响区的熔合区附近发生聚集[91],造成这 个部位某一时间内含氢量增高。氢的聚集,使这个部位进一步脆化,增加了裂纹 生成的几率[92]。焊接条件下,在焊接接头区域产生内拘束应力(热应力和相变应 力) 和外拘束应力(结构刚度、焊接顺序、受载情况等所造成的应力),当拘束应 力增加,超过临界拘束应力后,会导致裂纹的产生。而焊缝组织、硬度、扩散氢 含量和拘束应力都与温度场有密切联系。
厚板高强钢双面双弧焊新工艺的实验内容如图 2-4 所示,通过电弧熔池形 态观察,可观测打底焊时前后电弧形态和根部熔合情况。对单双弧焊的热循环 进行了测量,可获得单双弧温度曲线,对焊后的组织形态观察、应力分布的测 试,冷裂纹实验,硬度和力学性能测试,与传统的单弧焊进行对比分析,最终 获得双弧焊的工艺规范和热物理特性,来指导焊接生产。
图 2-4 厚板高强钢双面双弧焊实验框图
Fig.2-4 Schematic diagram of DSAW for thick high-strength steel plates
2.1.3 双面双弧焊接实验条件
本试验所用试板长 800mm、宽 500mm、厚度 50mm,坡口为双 V 型坡 口,坡口角度为 60°,无钝边,装配间隙 2-3mm,焊接为对接立向上焊。低合 金高强钢厚板双面双弧焊接示意图如图 2-3 所示,打底焊时,正反面各采用一 台填丝脉冲 TIG 电源摆动焊接,打底焊接时的两弧间距在两个保护气体相互 保护的 20-50mm 范围内,若两弧间距太近,使热影响区和焊缝处过热,影响
-21-
焊接质量,距离太远,使后面 TIG 焊的 Ar 气不能有效保护前面 TIG 焊接后形 成焊道的背面,未被 Ar 气保护而暴露在空气中的焊缝,将形成很多焊接缺 陷,影响焊接质量。填充焊时,正反面各采用一台 MAG 电焊,两电弧保持对 称。试验中采用奥地利 Fronius 的脉冲 TIG 焊机,型号为 Trans-TIG450,保护 气为纯 Ar,MAG 焊机也是奥地利 Fronius 焊机,型号为 VR4000Time,保护 气为 95%Ar+5%CO2。试验中采用的低合金高强钢的化学成分见表 2-1,力学性 能见表 2-2,试验中所用焊丝直径 1.2mm,为超低氢焊丝[10]。
表 2-1 低合金高强钢化学成分表 (wt%)[10]
Table 2-1 Chemical constitution of low alloy high strength steel (wt%)[10]
元素 C Si Mn P S Ni Cr Mo
含量 0.09-
0.13
0.18- 0.31
0.54- 0.59
0.008- 0.011
0.005- 0.01
4.40- 4.54
0.53- 0.68
0.36- 0.44 表 2-2 力学性能表[10]
Table 2-2 Mechanical property[10]
抗拉强度 σs(MPa)
平均抗拉强度 Σb(MPa)
延伸率 δs (%)
低温冲击韧性 Akj (J)
802-921 886-960 19.2-21 132-205
依照低合金高强钢厚板传统单弧焊接工艺对焊接线能量的要求[10],热输入 范围为 10~24kJ/cm,由热输入 Q=ηUI/v,其中 U 为电压,I 为电流,v 为焊接 速度,其中 MAG 焊接的热效率 η 为 0.8,TIG 焊接的为 0.7,焊接双面双弧焊工 艺参数见表 2-3 所示,预热温度和层间温度为 110~130℃。
表 2-3 双面双弧焊接工艺参数 Table 2-3 Welding parameter of DSAW 焊接电流 I(A)
焊接方法
峰值 基值 频率 脉宽
焊接电压 U(V)
焊接速度 υ(cm/min)
两弧间距 d(mm) 双 TIG 打底 200-300 50% 1-2 50% 12-20 6-18 10-50
双 MAG 填充 130-280A 16-28 9-30 0
2.2 双面双弧焊接实验及结果分析
2.2.1 电弧形态及熔池形态观测
采用 CCD 摄像对双面双脉冲 TIG 弧打底焊时和 MAG 焊接时的电弧形