國
立
交
通
大
學
機械工程學系
背壓對
AZ80 鎂合金等徑轉角擠製顯微結構之
研究
Study of back-pressure on microstructure of AZ80 magnesium
alloy in equal channel angular extrusion
研 究 生:林岳賢
指導教授:徐瑞坤 教授
背壓對 AZ80 鎂合金等徑轉角擠製顯微結構之研究
Study of back-pressure on microstructure of AZ80 magnesium alloyin equal channel angular extrusion
研 究 生:林岳賢 Student:Yueh-Shien Lin 指導教授:徐瑞坤 Advisor:Ray-Quan Hsu 國 立 交 通 大 學 機械工程學系 碩 士 論 文 A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master of Science
In
Mechanical Engineering June 2009
Hsinchu, Taiwan, Republic of China
背壓對AZ80鎂合金等徑轉角擠製顯微結構之研究 研究生:林岳賢 指導教授:徐瑞坤 教授 國立交通大學機械工程學系碩士班 摘要 目前有許多的研究使用大量塑性變形法來進行鎂合金機械性質 的改善。等徑轉角擠製為眾多大量塑性變形法中最為簡單方便的一種 方法,而且運用此法在擠製後可以得到與試片在進行擠製前相同的橫 截面。此外,ECAE 所需的外力較小,並且可以藉由改變模具參數控 制試片的顯微組織。文獻中指出,當溫度越低時晶粒細化的效果越 好,但對於不同的材料與擠製模具,最低擠製溫度多半有所限制。而 增加背壓有助於增加試片的應變量並且可以防止由張應力造成表面 破裂,即代表增加背壓可降低成形溫度。 本研究將探討藉由增加背壓降低最低擠製溫度對鎂合金 AZ80 晶粒尺寸的影響。實驗結果顯示增加背壓確實有助於降低最低擠製溫 度,而在同溫度下增加背壓將使的晶粒尺寸增大,但隨著溫度的降 低,晶粒細化的效果越好。 關鍵字:鎂合金、大量塑性變形法、等徑轉角擠製、背壓
Study of back-pressure on microstructure of AZ80 magnesium alloy in equal channel angular extrusion
Student:Yueh-Shien Lin Advisor:Dr. Ray-Quen Hsu Department of Mechanical Engineering
National Chiao Tung University
ABSTRACT
Severe Plastic Deformation (SPD) is widely used to improve the mechanical properties of magnesium. The equal channel angular extrusion (ECAE) is the most simple and convenient technique in SPD. By using ECAE, we obtain a product which has the same cross section with original billet after extrusion .In addition, the force required in extrusion during ECAE process is usually not large, and we can control the microstructure of the billet by changing the die parameters. Our experiments show that low temperature extrusion can achieve in grain refinement, but the lowest extrusion temperature is limited by materials and dies. Imposing a back-pressure is useful for increasing the strain of billet to avoid the cracking on the billet surface by tensile stress. In order words, imposing a back-pressure is beneficial to compromise the extrusion temperature.
In this study, the effect on the microstructure of magnesium alloy AZ80 of imposing the back-pressure was investigated. As a result, we found that imposing the back-pressure is helpful in extending the lowest extrusion temperature. At the same temperature, it makes the grain size larger with increasing back-pressure.
誌謝
研究所兩年的時光很快就過去了,在這段時間中首先要感謝指導 教授徐瑞坤老師在我的學習與論文上的指導,使的我的論文能夠順利 的完成。感謝口試委員洪景華老師與陳仁浩老師對我論文上的指教讓 我的論文能夠更加完善。 感謝博士班林耀楠學長、梁達嵐學長、江維堂學長、鄭凱文學長、 溫華強學長在我論文遇到困難的時候給與適時的幫助。感謝學長啟 峰、大益、仕駿、仁旌、偉強、昱劭在我剛進研究所與碩一期間的照 顧。感謝同學宣諭、柏升、鍾慧在研究所這兩年一起修課互相抵勵。 最後最重要的,感謝我的父母,如果沒有你們的支持,我也無法 有今天的成果,謝謝你們。 岳賢 謹識 2009.7目錄
中文摘要...i 英文摘要...ii 誌謝...iii 目錄...iv 表目錄...vii 圖目錄...viii 第一章 序論... 1 1-1 研究背景 ... 1 1-2 研究動機與目的 ... 3 第二章 文獻回顧... 5 2-1 鎂合金簡介 ... 5 2-1-1 鎂合金的命名方式... 5 2-1-2 鎂合金的優點... 5 2-2 回復與再結晶 ... 6 2-2-1 回復... 6 2-2-2 再結晶... 7 2-3 晶粒細化 ... 82-4 大量塑性變形法 ... 9 2-4-1 等徑轉角擠製簡介...10 2-4-2 等徑轉角擠製之晶粒細化原理... 11 2-4-3 擠製方位與剪應變幾何特性...12 2-4-4 連續等徑轉角擠製...13 2-4-5 背壓...13 第三章 實驗流程與材料...24 3-1 模具強化 ...24 3-2 背壓系統 ...25 3-3 實驗材料 ...25 3-4 實驗設備 ...26 3-5 實驗步驟 ...27 3-5-1 等徑轉角擠製...27 3-5-2 金相實驗...28 3-5-3 金相分析...30 第四章 實驗結果與討論...41 4-1 最低擠製溫度測試與取樣 ...41 4-2 試片在同溫度不同背壓下的晶粒尺寸 ...42 4-3 試片在同背壓不同溫度下之晶粒尺寸 ...42
4-4 晶粒尺寸之均勻度 ...43
第五章 結論與未來展望...57
5-1 結論 ...57
5-2 未來展望 ...58
表目錄
表 1- 1 鎂合金之特性[1]... 4 表 2- 1 鎂合金的命名方式 ...15 表 2- 2 ECAE 擠製路徑與旋轉角度關係[12]...16 表 2- 3 ECAE 不同路徑與道次之剪應變特性[12]...16 表3- 1 實驗條件 ...31 表3- 2 鎂合金 AZ80 之材料組成成份...31 表4- 1 各參數擠製後試片是否完整 ...44 表4- 2 各試片取樣之平均晶粒尺寸 ...45 表4- 3 各參數下平均晶粒尺寸 ...46圖目錄
圖2- 1 動態再結晶過程[3]...17 圖2- 2 幾何動態再結晶過程[3]...18 圖2- 3 噴覆成形示意圖 ...18 圖2- 4 超音速鋼球撞擊 ...19 圖2- 5 離子佈植法 ...19 圖2- 6 高壓扭轉示意圖 ...20 圖2- 7 等徑轉角擠製示意圖 ...20 圖2- 8 累積滾軋示意圖 ...21 圖2- 9 等徑轉角擠製之轉角定義 ...21 圖2- 10 ECAE 各路徑示意圖[21] ...22 圖2- 11 剪應變特性各軸定義 ...22 圖2- 12 rotary-die 示意圖[14]...23 圖2- 13 等徑轉角反覆擠製示意圖 ...23 圖3- 1 實驗流程 ...32 圖3- 2 等徑轉角反覆擠製模具 ...32 圖3- 3 固定沖頭 ...33 圖3- 4 模具與固定沖頭組合外觀 ...33圖3- 5 利用 COSMOS 分析模具受力後的位移量...34 圖3- 6 治具設計圖 ...34 圖3- 7 治具外觀 ...35 圖3- 8 擠製沖頭檔板 ...35 圖3- 9 擠製沖頭(加裝檔板前、後) ...36 圖3- 10 擠製沖頭加裝擋板外觀 ...36 圖3- 11 背壓系統 ...37 圖3- 12 整體架設完成後外觀 ...37 圖3- 13 100 噸油壓壓床 ...38 圖3- 14 加熱設備 ...38 圖3- 15 弓形固定桿 ...39 圖3- 16 Matrox Inspector 8.0 介面 ...39 圖3- 17 強化晶界線條(處理前、後) ...40 圖4- 1 200˚C 無背壓下試片外觀 ...47 圖4- 2 190˚C 無背壓下試片外觀 ...47 圖4- 3 180˚C 無背壓下試片外觀 ...47 圖4- 4 170˚C 無背壓下試片外觀 ...48 圖4- 5 160˚C 無背壓下試片外觀 ...48 圖4- 6 110MPa 不同溫度下各試片外觀...48
圖4- 7 220MPa 不同溫度下各試片外觀...49 圖4- 8 200˚C-0MPa 顯微結構 ...49 圖4- 9 200˚C-110MPa 顯微結構 ...50 圖4- 10 200˚C-220MPa 顯微結構 ...50 圖4- 11 190˚C-0MPa 顯微結構 ...51 圖4- 12 190˚C-110MPa 顯微結構 ...51 圖4- 13 190˚C-220MPa 顯微結構 ...52 圖4- 14 180˚C-110MPa 顯微結構 ...52 圖4- 15 180˚C-220MPa 顯微結構 ...53 圖4- 16 同溫度不同背壓的晶粒尺寸 ...53 圖4- 17 同背壓不同溫度的晶粒尺寸 ...54 圖4- 18 170˚C-220MPa 顯微結構 ...54 圖4- 19 4 道次 200˚C-0MPa 顯微結構 ...55 圖4- 20 4 道次 180˚C-110MPa 顯微結構 ...55 圖4- 21 4 道次 170˚C-220MPa 顯微結構(同試片不同區域) ...56
第一章 序論
1-1 研究背景
近年來,節能省碳是環保議題中最熱門的項目之一,例如交通運輸工 具上皆要求輕量化以減少廢氣排放量,鈦、鎂、鋁等輕金屬合金材料因其 比重低的特性而成為目前在金屬材料中最熱門的材料。其中,鎂合金更是 輕量化材料中最佳的選擇,鎂合金特性如表 1-1[1],比重只有 1.8,約為鋼 的 1/4、鋁的 2/3、僅略高於工程塑膠,且其合金比強度僅次於鈦合金,是 一種兼具高強度與低重量的金屬。 除了交通運輸工具外,台灣也大量運用輕金屬合金材料於3C 產品,例 如:筆記型電腦、PDA、行動電話、數位相機等產品。鎂合金除了有輕量 化特質,同時具有金屬質感與良好的散熱性,並且還有優良的電磁遮蔽性 與耐衝擊性,因此電子3C 行動裝置在輕、薄、短、小的發展趨勢下,又要 兼具散熱與強度的問題,鎂合金便成了其最佳的應用材料。另外,鎂為地 球中蘊藏最豐富的元素之一,在地殼中含量約2.5%,只比氧、矽、鋁、鐵、 鈣、鈉、鉀等七種元素少,且可從海水直接電解還原,所以原料來源廣泛。 因鎂合金有著上述許多優點,除了汽車工業與電子 3C 產品外,在運動休 閒、機械、民生、航太、醫療等產業皆有所應用。由於鎂合金的需求不斷增加,政府也於民國八十七年將「鎂合金」列入十大科技新興工業之一, 成為我國基本金屬產業中重要的一環。 雖然鎂合金有著上述的許多優點,但仍有許多問題需要克服,因此應 用上仍不及鋁合金廣泛。首先,雖然鎂在地殼中含量豐富,但因鎂的活性 高,目前利用海水提煉所需的耗電量為提煉鋁的1.5 倍,造成價格一直居高 不下,成為鎂合金普及化中最大的阻力。另外,鎂合金為六方最密堆積結 構(Hexagonal Close Packed ,HCP),在室溫下只有三個滑移系統,使的鎂合 金具有加工不易與延性低的特性,導致塑性加工的方式有所限制。因此晶 粒細化便成了改善鎂合金機械性質的最佳方法。 晶粒細化有助於抑止雙晶的成長,進而改善延性,另外也可以提高材 料的降伏強度與室溫成形性。但是利用傳統的大量變形如冷滾軋(cold rolling)、抽製(drawing)等並無法滿足需求,因此有些較為特殊的大量塑性 變形法(SPD)便被開發出來。藉由大量塑性變形法可製備出具有微米、次微 米、甚至奈米等級之晶粒尺寸。大量塑性變形法(SPD)可以使材料累積大量 的應變量,進而產生再結晶而達到晶粒細化的效果。在眾多大量塑性變形 法中,等徑轉角擠製(ECAE)為最簡單便宜的方法。經由 ECAE 後的材料可 以得到與擠製前相同的橫截面,而且 ECAE 所需的外力較小,並且可以藉 由改變轉角角度控制材料的顯微結構。也因為材料橫截面並不改變,因此
材料可重複擠製得到大量的應變量,經由不同的路徑進行擠製也可以使材 料累積的應變分佈更為平均。
1-2 研究動機與目的
鎂合金在金屬成形技術上受到限制的最主要原因是其原子係以六方最 密堆積的方式排列。因此鎂合金在室溫下延性非常低、不易成形。而為了 增加鎂合金的機械性質,目前有許多的研究使用大量塑性變形法來進行鎂 合金機械性質的改善。等徑轉角擠製為眾多大量塑性變形法中最為簡單方 便的一種方法,而且運用此法在擠製後可以得到與試片在進行擠製前相同 的橫截面。ECAE 所需的外力較小,並且可以藉由改變模具參數控制試片的 顯微組織。 文獻中指出,當溫度越低時晶粒細化的效果越好,但對於不同的材料 與擠製模具,最低擠製溫度多半有所限制。而增加背壓有助於增加試片的 應變量並且可以防止由張應力造成表面破裂,即代表增加背壓可降低成形 溫度。因此本研究將探討藉由增加背壓降低擠製溫度對晶粒尺寸的影響。表 1- 1 鎂合金之特性[1] 特性 說明 比重低 比重只有1.8,約為鋼鐵的 1/4、鋁合金的 2/3、略 高於工程塑膠。 比強度高 僅次於鈦合金。 散熱性 擁有高導熱率 0.38 cal/cm sec °C 。 電磁遮敝性 本身具有防電磁波干擾特性,不需經由特別處理。 耐衝撞 鎂金屬具有彈性能量的吸收特性,因此有高衝擊強 度。 可回收 鎂合金以650°C 熔煉,再生能量消耗低,因此漸成 為塑膠的替代品。 尺寸安定 不需做退火處理與應力消除,因此無尺寸變形之問 題。
第二章 文獻回顧
2-1 鎂合金簡介
1863 年鎂塊成功地被Devile 與Caron使用氧化還原法製得,使得這種 銀白色輕金屬逐漸受到重視,其結晶結構為六方最密堆積(HCP)。週期 表中屬於2A 鹼土族。鎂金屬在地殼中含量約2.5%,為地表所含第八大豐富 元素,僅次於氧、矽、鋁、鐵、鈣、鈉、鉀等七種元素。 2-1-1 鎂合金的命名方式 根據ASTM-B275 所訂定的鎂合金命名標準,其名稱可分為四個部份, 如表2-1 所示[2],以 AZ91A-T6 為例,第一部份的兩個英文字 AZ 分別代表 主要和次要的合金元素,第二部份的兩個數字91 分別代表主要和次要的合 金元素在合金內的重量比例,第三部分的英文字 A 表示同一合金中已規格 化之順位,區別兩種主要元素外其他元素的不同,最後的T6 表示合金的狀 態與性質。 2-1-2 鎂合金的優點 鎂合金(Magnesium Alloy)具有比重低、比強度高、良好散熱性、電磁 遮敝性、耐衝撞與可回收等特性,如前表1-1 所示。而其比重低、比強度高、耐衝撞、尺寸安定等特性主要用於汽車或自行車之輕量化結構材料。而比 重低、防電磁波干擾、散熱佳等特性因而應用在3C 產品的構造零件,並且 因為可回收這個優點而漸漸將成為塑膠的替代品。
2-2 回復與再結晶
材料在經大量的塑性變形後,內部會累積大量的應變能,此時材料是 處於一個高能量的狀態,很容易經由回復和再結晶的行為來釋放儲存於材 料內部的能量。回復與再結晶都會降低材料內部的儲存能,使材料軟化。 但回復和再結晶這兩個過程在材料內部是彼此互相競爭的,若再結晶容易 發生的話,材料本身會選擇以再結晶的方式釋放過多的儲存能,回復過程 便不明顯;若回復容易發生的話,材料則會選擇以回復過程釋放多餘的能 量,則再結晶較不容易發生。加工應變量越大,材料的應變內能越多,將 使產生再結晶的現象提高,因此產生再結晶現象的溫度將降低。 2-2-1 回復 當材料經過塑性變形後會產生大量的差排,使得材料內部累積 了大量的應變能(strain energy),過多的應變能累積使材料處在一個高能量的 狀態,此時材料內部會產生回復(recovery),將過多的應變能釋放,讓材料 重新處於一個相對低能量而較穩定的狀態。回復的行為牽涉到差排的移 動,所以當低溫時,原子的運動相對較慢,回復行為也較不明顯,當處於高溫時,原子的運動變得較容易,回復將很容易進行。回復也是一種材料 軟化的行為,主要是材料內部的異號差排相消或者是差排重新排列形成一 個較低能量的狀態,將過多的儲存能〈stored energy〉釋放出來。 2-2-2 再結晶 當材料內部累積之殘留應變量過大時,初期和緩的回復作用無法有效 抒解差排達到平衡,過多的差排堆積量形成局部應變,而達到臨界應變。 當材料受到的應變值不同而會有不同的再結晶狀態發生。 (1) 動態再結晶(dynamic recrystallization) 動態再結晶係定義為在變形過程中,應變超過一特定值時,所產生的 再結晶稱之。動態再結晶一般都是材料在高溫塑性變形中產生,當材料產 生塑性變行時,材料會硬化,而動態再結晶的產生,將會使材料軟化,降 低材料塑性變形時的流度應力(flow stress)。動態再結晶通常會在原始的晶 界處產生再結晶,若再結晶的晶粒度遠小於原始晶粒的晶粒度,再結晶則 會形成類似項鍊狀的分布,如圖2-1所示[3],隨著加工量的提高,在高角度 邊界間分隔間的晶粒愈細小,因而後續產生的次晶粒核相對的也愈細,利 用提高塑性變形的應變,可以有效的細化其晶粒,如圖2-2所示[3],最後成 長為完整晶粒。 (2) 介動態再結晶(meta-dynamic recrystallization) 介動態再結晶則係指在變形完成後,當殘留的應變率超過一特定值,
以及殘留的應變超過動態再結晶中的應變值時,會另行新生晶核,而產生 的再結晶稱之。 (3) 靜態再結晶(static recrystallization) 靜態再結晶的成核的驅動力來自於兩相鄰晶粒之應變能差,也就是當晶界 兩邊的晶粒,其內部差排密度不同時,將驅使再結晶開始成核,形成一個 具有完整晶格的晶核。發生靜態再結晶的區域通常是在高度晶格扭曲的位 置,當再結晶晶界掃過充滿差排的晶粒,其掃過的區域將重新成為一完美 晶格的晶粒。
2-3 晶粒細化
近年來對輕金屬材料功能進一步改質,一方面是添加新成分,如輕量 元素Li、B、Sc、Sr 等,或較重之Y、Nb、Zr、RE 等,另一方面便是使用 各種二次加工處理,以期能夠達到微米、次微米,甚至奈米級的晶粒尺寸。 而金屬多結晶體之降伏強度σy與晶粒大小d 之關係,可由Hall-Petch關 係式來表示。即 2 1 0 k d y 其中;σy 為降伏應力,k 為比例常數。室溫下鋁之k 約為68MPa.Μm1/2, 而純鎂及Mg-2%Al 鎂合金室溫下之k 值分別高達280 及521Mpa.Μm1/2。 顯示純鎂或鎂合金之晶粒細化,對降伏強度的增加效果非常大[4]。此外,晶粒細化可以抑止雙晶的形成,進而改善延性。鑄造後之鎂合金 晶 粒 大 小 約60μm 時 , 其 脆 性 - 延 性 轉 移 溫 度 (DBTT ; Ductile-Brittle Transition Temperature)在250℃附近。由此可知,晶粒微細化不僅可改善鎂 合金之機械性能,更可以提高其室溫成形性。
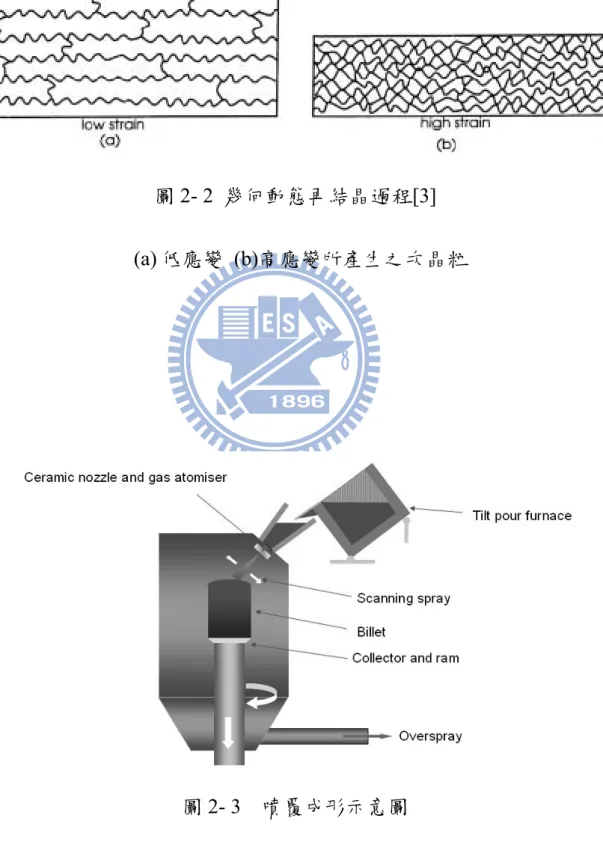
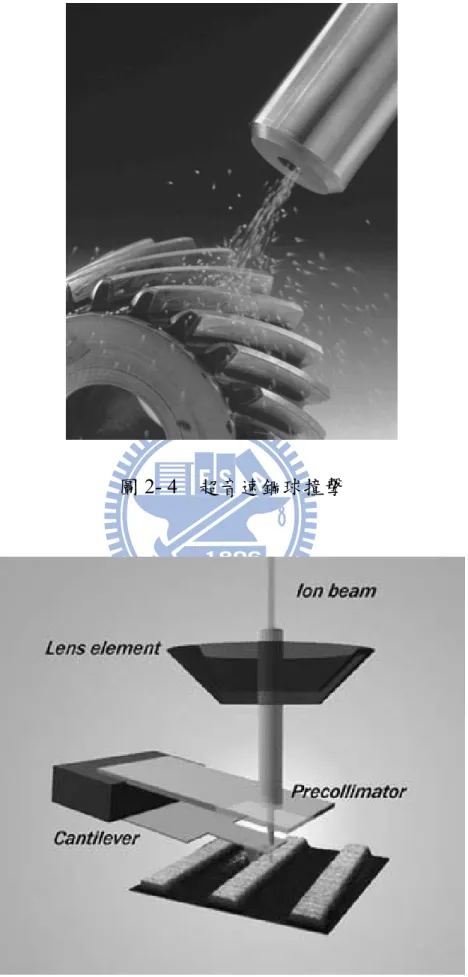
而晶粒細化有許多種方法,如冷滾軋(cold rolling)、抽製(drawing)等傳統 大量變形;等徑轉角擠製(equal channel angular extrusion, ECAE)、循環擠型 (cyclic extrusion)等的大量塑性變形法;或是噴覆成形(spray forming,圖 2-3)、氣相層積法(gas condensation)這種由原子噴覆堆積往上磊晶(bottom up) 之成形技術;對於表層的晶粒細化,有超音速鋼球撞擊(ultrasonic shot peening, USSP,圖 2-4)、離子佈植法(ion implantation,圖 2-5)等技術。本研 究將採用大量塑性變形法進行晶粒細化。
2-4 大量塑性變形法
近幾年,經由大量塑性變形(Severe Plastic Deformation, SPD)方法產 生超細晶粒,一直是材料科學界關注的焦點。Valiev 等人[5]認為一個產生 超細晶粒好的大量塑性變形法應該具備下列三個條件:
1. 可以產生擁有高角度晶界(high angle grain boundaries)的超細晶粒。 這是最重要的一點,因為只有擁有高角度晶界的超細晶粒,材料的性 質才會有定性上的改變。
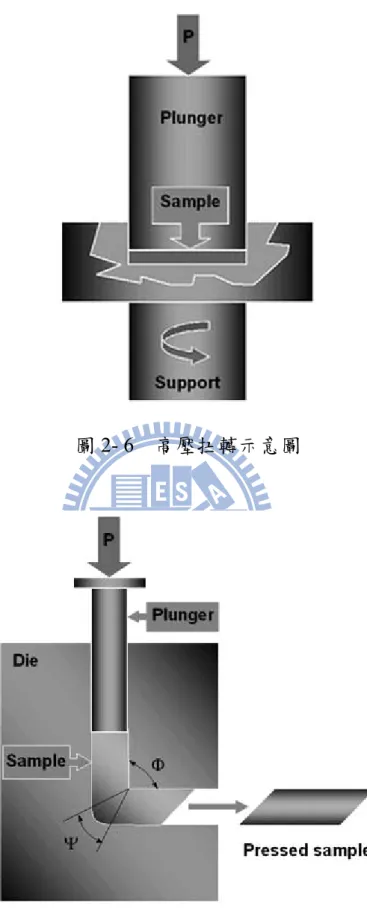
2. 超細晶粒需均勻的在試體中形成。如此,材料的性質才會較穩定。 3. 在經由大量變形後,試體不可以被損傷或裂開。 在低溫,利用傳統大量變形,人們可以明顯的改良金屬材料的微結構 及性質;但是卻無法滿足上述的條件。而且,這些傳統的方法在變形量很 大的時候,材料的尺寸(尤其是厚度)會被嚴重的限制。 為了改善這些缺點,有些較特殊的大量塑性變形方法就被開發出來, 一般在文獻中常引起注意的方式如:高壓扭轉變形(High Pressure Torsion, HPT,圖2-6)[5]、等徑轉角擠製(Equal Channel Angular Extrusion,ECAE, 圖2-7)[5]、往復擠型(reciprocal extrusion)[6]、高擠型比擠型(high extrusion ratio extrusion)[7]、累積滾壓(Accumulative Roll Bonding,ARB,圖2-8) [8] 、 多 道 次 鍛 壓 ( multi-forging ) [5] 、 反 折 曲 伸 直 強 化 法 ( Repetitive Corrugation and Straightening,RCS)[9]。
以下針對本研究所使用之大量塑性變形法中的等徑轉角擠製(ECAE)進 行介紹: 2-4-1 等徑轉角擠製簡介 Segal在80年代提出ECAE的這個想法[10]。其目的是為了讓棒材(billet) 在經過塑性變形之後,斷面積不會改變。到了 90 年代初期,ECAE 更進 一步的被提出應用在 SPD,用來產生具有次微米晶粒結構(submicron grain) 和奈米晶粒結構(nanometric grain)的金屬材料[5]。
ECAE是利用一個模具(die),有兩個截面相同的孔徑通道,以Φ角度 相交,而其相交處的外側弧角為Ψ,如圖2-9。試件大小約與通道的大小相 同,將材料從模具上方的通道放入,經由壓桿(plunger)的擠壓,經過轉 角變形後進入另一通道。材料在經轉角時,會受到一剪變形(simple shear) [10],因而得到很大的剪應變(shear strain),同時也維持棒材的橫斷面積 不變。 在ECAE的加工過程中,棒材在每一道擠製完成之後,以棒材的長軸為 旋轉軸,旋轉某個角度再進行下一道的擠製,此一步驟稱為加工路徑 (route)。不同的加工路徑會得到不同的變形組織。Segal [10]與 Iwahashi 等 人[11]將路徑分為:路徑A(route A)、路徑B(route B)及路徑C(route C)。 Furukawa [12]更進一步把路徑B 細分為路徑BA、路徑BC。各路徑不同的旋 轉角度,如表2-2與圖2-10所示。 2-4-2 等徑轉角擠製之晶粒細化原理 ECAE 可使材料產生極大的剪應變,進而使材料產生再結晶而達到晶 粒細化的效果。而影響晶粒細化效果的製程參數如:應變量、擠製溫度、 材料初晶晶粒尺寸等,而擠製模具的通道夾角及Φ、Ψ等角度和重複擠製 方位則會影響應變量的大小及分布,擠製溫度及速率亦會影響應變能儲存 之大小,進而影響再結晶晶粒尺寸。綜合以上各項參數,如欲使ECAE 之 晶粒細化達到最佳效果,應盡可能降低擠製溫度。然而如前所述再結晶一
般都要大於一個最低溫才會發生, Mukai 等人[13]指出,欲增加鎂合金晶 粒細化效果有兩個條件-(1)增加加工之應變速率(應力),(2)降低加工溫度 但必須高於再結晶溫度,所以當擠製溫度低於活化差排的臨界溫度時,在 製程後必須要再加上一退火處理才能達到再結晶效果。 2-4-3 擠製方位與剪應變幾何特性 在ECAE 過程中,角度較小的Φ所得到的應變量,雖然可以利用角度 大的Φ重複擠製來獲得相同的累積應變量,但對於材料顯微結構的影響卻 不同,不同的通道角度會使材料內部形成不同的織構;從晶粒細化的觀點 來看,已有研究報告指出在相同擠製道次下,Φ=90 度其細化效果是最佳 的[15]。 除了Φ對於顯微結構有所影響之外,擠製時的路徑也是很重要的參 數。如表2-2所示,旋轉的方位與角度有六種可能的擠製製程,其中Route A 表示每次重複擠製之間試片都不旋轉其角度;Route BA 表示第2道次擠製為 第1道次試片逆時針旋轉90 度,第3 道次擠製為第2 道次試片順時針旋轉 90度,依此規則重複擠製;因此Route BC 為每次擠製後,試片逆時針旋轉 90度再放入模具內進行重複擠製;Route C 為每次擠製後,擠錠旋轉180 度 再放入模具內進行擠製。 從剪應變的幾何特性來觀察[12],這六種不同的擠製道次所產生的剪應 變特性就如表2-3 所示,其中X、Y 與Z 定義為分別從三個正交平面所觀察
到的幾何形狀,如圖2-11 所示。以累積應變的效果來看,文獻[16]中指出, Route BC 製程效果是最佳的,Route C[17]次之,而Route A 與Route BA[18]
則是最差的,這是因為在Route A 與Route BA 中重複的擠製時,在Y 平面
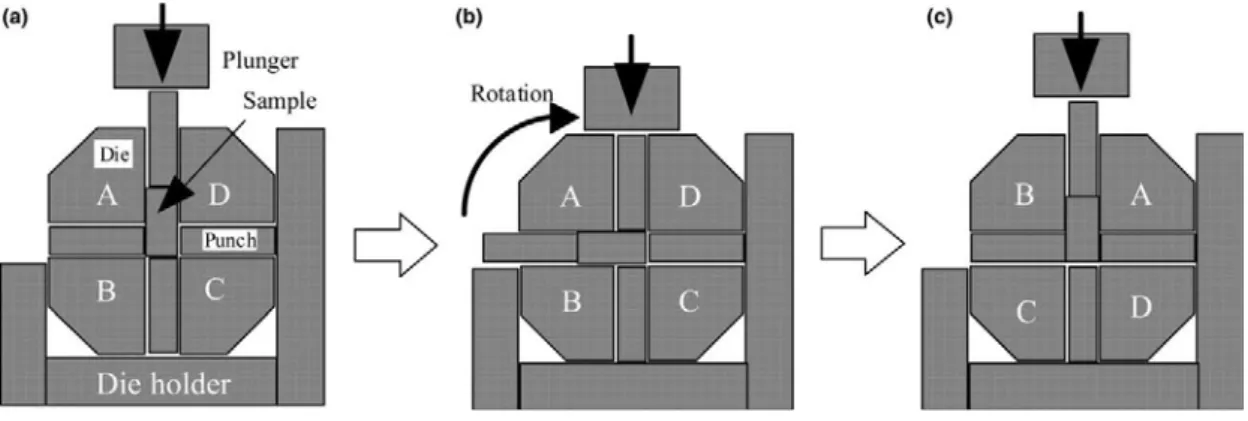
形成了極大的扭曲而會抑制材料變形的發展,而Route BC-A 結合了BC 與A 的元素,可說是最佳的擠製條件,因為它在每一個平面上都有很大的剪應 變,而且在經過每8 個道次的擠製後就復原到原來的立方體元素形狀。 2-4-4 連續等徑轉角擠製 等徑轉角擠製雖然方便而且便宜,但是無法進行連續擠製,需將試片 取出模具後,以人力選擇所需之路徑再將試片放入模具內進行下一道擠 製。在過程中,需要耗費人力,而且可能在取出試片時造成溫度變化使的 顯微結構有所改變。因此2000 年 12 月時 Yoshinori Nishida[14]等人提出了 rotary-die 的模具與概念(圖 2-12)進行連續擠製,不需將試片取出模具便能 改變路徑。雖然rotary-die 改善了過去等徑轉角擠製無法連續擠製與需將試 片取出模具等缺點,但此模具只能使用A、C 路徑,文獻中細化效果最好的 BC路徑便無法以此模具進行製備。本研究將使用可進行 BC路徑之等徑轉角 反覆擠製模具(圖 2-13)進行研究。 2-4-5 背壓 等徑轉角擠製製程中有許多參數會影響擠製的結果,如轉角處的外圓
角Ψ、轉角角度Φ、摩擦力、擠製速度、路徑、道次、溫度、背壓等。其 中背壓在 ECAE 早先發展時便已經被運用,但一直到最近幾年隨著 ECAE 模具在操作上由電腦控制的發展,背壓參數才開始成為研究的對象。 增加背壓對於胚料的加工性有著相當大的改善。Valiev[19]等人以 Cu 進行ECAE,在無背壓狀態下試片經過 12-13 道次後表面開始產生裂縫;當 施與背壓300MPa 後,試片即使經過 16 道次的擠製,試片表面仍然完整無 裂縫。Krasilniko[20]等人在室溫下以鋁合金 6061 進行 ECAE 擠製,在無背 壓下第一道次試片便損壞,當施加450MPa 背壓後,試片經過 4 道次的擠製 仍無任何損壞。 另外,增加背壓可以改善胚料在經過擠製後無法填滿於模穴內部的問 題。在擠製過程中,胚料可能在模具外角處因為產生死點(dead zone)因而無 法填滿於模穴,其結果將導致變形區的改變進而使其顯微結構不具一致 性。相反的,當增加背壓後可使外角部份得以填充,並且可以移去死點的 產生。另外可使變形區更接近剛塑性體的樣式。 Krasilniko[20]等人以 Cu 進行測試背壓對於晶粒尺寸的影響,發現增加 400MPa 背壓下,晶粒尺寸由 0.24μm 降至 0.18μm。由此可知增加背壓有助 於晶粒的細化。
表 2- 1 鎂合金的命名方式 第一部份 第二部份 第三部份 第四部份 代表意義 表 示 兩 種 主 要 的合金元素,含 量高者在前 表示兩種主要元 素的含量,順序 同第一部份 表 示 同 一 合 金 中 已 規格化之順位,區別 兩 種 主 要 元 素 外 其 他元素的不同 表示合金的狀態與性 質 表示法 用 兩 個 英 文 字 母 代 表 最 多 與 次 多 之 合 金 元 素(若百分比相 同,則按字母順 序排列) 用兩個數字表示 第一部份合金元 素的百分比含量 由 一 個 英 文 字 母 表 示 其 成 為 標 準 之 序 列號 由一個字母和數字組 成 符號說明 A B C D E F H K L M N P Q R S T Z 鋁 鉍 銅 鎘 稀土元素 鐵 釷 鋯 鈹 錳 鎳 鉛 銀 鉻 矽 錫 鋅 元素含量百分比 四捨五入至整數 位 A-第一種標準成份 B-第二種標準成份 C-第三種標準成份 D-高度存合金 E-高抗蝕性合金 X1-尚未在 ASTM 登記的合金 F-製作狀態 O-退火 H10、H11-應變強化 H24、H26-應變強化 及部份退火 T4-固溶處理 T5-只時效處理 T6-固溶處理後時效 處理
表 2- 2 ECAE 擠製路徑與旋轉角度關係[12]
圖2- 2 幾何動態再結晶過程[3] (a) 低應變 (b)高應變所產生之次晶粒
圖2- 4 超音速鋼球撞擊
圖2- 6 高壓扭轉示意圖
圖2- 8 累積滾軋示意圖
圖2- 10 ECAE 各路徑示意圖[21]
圖 2- 12 rotary-die 示意圖[14]
第三章 實驗流程與材料
本研究使用鎂合金 AZ80 試片以開發完成之等徑轉角反覆擠製模具進 行擠製。分為三個實驗(表 3-1):實驗一測試無背壓狀態下最低擠製溫度; 實驗二在實驗一得到的最低擠製溫度下施以不同背壓,探討晶粒的大小; 實驗三測試在不同背壓下最低擠製溫度為何。最後再進行整體的分析探 討,流程圖如圖3-1。3-1 模具強化
等徑轉角反覆擠製模具主要目的為使胚料於模具內,在不取出的狀態 下變更擠製路徑。設計概念為一正立方體模具,在中心分別有 x、y、z 三 軸的通道通過(圖 3-2),使用時僅留擠製通道與出口通道,其餘通道皆使用 固定沖頭(圖 3-3)固定在模具上(圖 3-4),但因尺寸問題使得固定沖頭只能使 用4 顆 M5 的螺絲進行固定。然而在開發完成後進行測試時發現當擠製沖頭 給與胚料超過20 噸力量時,會使出口通道反端之固定沖頭上 4 顆 M5 螺絲 無法負荷而造成螺絲的斷裂。為此將另外開發一外加於模具上的強化治具 方能使各固定沖頭能負荷更大的力量。另外,當擠製壓力較大時,模具內 部的溢料會包住沖頭使其不易拔出,但原先只用 2 根 M6 螺絲固定擠製沖 頭,當溢料過於嚴重時可能會由螺絲斷裂造成沖頭無法取出。因此在擠製沖頭加上一強化擋板。
治具方面,設定各固定沖頭受10 噸力時造成小於 0.1mm 的位移量進行 治具設計。治具主要概念為利用三根M30 螺栓鎖在治具上,當模具置入後 將螺栓鎖緊逼迫固定沖頭,使其在擠製過程中無法退出。在設計過程中運 用Solid works 掛載 COSMOS Works 進行模擬(圖 3-5 ~圖 3-7)。而擠製沖頭 強化除了原先 2 顆 M6 螺絲固定外,另外以一強化擋板將沖頭固定(圖 3-8~3-10)。
3-2 背壓系統
本實驗架設一油壓系統用以提供背壓(圖 3-11)。油壓缸Φ125mm,行程 150mm。並設計底板固定模具與油壓系統。整體外觀如圖 3-12。3-3 實驗材料
本研究實驗選用鎂合金 AZ80,AZ 開頭表示為鎂鋁鋅合金,其材料組 成成份如表3-2 所示。AZ80 有良好的機械強度、潛變抵抗、耐熱性,但因 為其成形性不佳,因此應用範圍較小。本研究將藉由等徑轉角擠製瞭解背 壓與溫度對AZ80 顯微結構之關係,希望能從中找出改善 AZ80 成形性的最 佳參數。3-4 實驗設備
1. 100 噸油壓式壓床(圖 3-13):協易機械公司製造之 SDP-100 型,其最小 行程為 0.3mm/s。用來做為等徑轉角反覆擠製時擠製沖頭的動力來源。 2. 等徑轉角反覆擠製模具(圖 3-2):文獻中模擬出最佳累積應變量之通道角 度為 Φ=90°、Ψ=30°。但是本模具為了達到連續進行之目的,必需將 通道角度改為Φ=90°、Ψ=0°。 3. 模具加熱設備(圖 3-14):將感溫用熱電偶置於模具中靠近模穴處,利用 四支加熱棒與控溫器將模穴加熱至所需溫度。 4. 急冷設備:容積約為 5.6 公升之水桶,將擠製完成後 AZ80 試片快速丟入 水桶中進行淬火。 5. 金相觀察使用之相關設備:熱鑲埋機、研磨拋光設備、氧化鋁粉(1μm)、 腐蝕液(4.2 g 苦味酸、10 ml 冰醋酸、10 ml 水、70 ml 酒精)、搭配影像截 取裝置之光學顯微鏡。 6. 以石墨與黃油以 1:10 的重量比例調配之潤滑劑。3-5 實驗步驟
3-5-1 等徑轉角擠製 1. 材料準備 將我們取得經過擠製後的 AZ80 棒材,利用銑床加工成 13mm x 13mm x 40mm 的試片。 2. 模具準備 將模具內各通道以氣槍進行清潔,並清潔各固定沖頭。清潔完成後 將固定沖頭塞入各目標通道內。 3. 定位 3-1 將模具放入治具中 3-2 下降擠製沖頭使之進入模具內部。 3-3 將治具上用以頂住固定沖頭用之 M30 螺栓與模具鎖緊,並在治 具鎖上弓形固定桿(圖 3-15) 3-4 將擠製沖頭上升離開模具。完成定位步驟。 4. 加熱 4-1 將試片周圍塗上石墨,置入模具內。 4-2 模具插入加熱棒與熱電偶,並將控溫器調至實驗溫度 4-3 開啟控溫器,將試片及模具加熱至所需溫度;待加熱至實驗溫度後,持溫 30 分鐘,確保試片內部升溫至實驗溫度。 5. 擠製 5-1 設定壓床速度為 0.3mm/s,下降壓床使擠製沖頭壓至定位,完成 一道次。 5-2 若擠製需加背壓,需先將油壓設備調至所需壓力,待擠製沖頭 進入通道後,在出口端塞入背壓沖頭,開啟油壓使油壓沖頭頂 住模具出口端之背壓沖頭。 5-3 若需進行下一道次擠製,需先將治具上三根螺栓轉鬆後取出模 具,改變固定沖頭位置並翻轉模具後再重覆上述3~5 步驟。 6. 取出試片 6-1 擠製完成後欲取出試片,需先將模具由治具取出 6-2 將模具出口端反向之固定沖頭拆開 6-3 將弓型固定桿安裝在治具上 6-4 將 6-2 拆開之通道往上,放置在弓型固定桿上 6-5 使擠製沖頭進入通道,下壓至試片脫離模具。 6-6 將試片迅速投入水中淬火,以保留該溫度下材料之顯微結構。 3-5-2 金相實驗 1. 鑲埋
使用熱鑲埋機鑲埋,壓力15KN、加熱時間 7 分鐘、冷卻時間 6 分鐘,製作成研磨前的試片 2. 研磨 將鑲埋完成的試片,在待觀察面上先以粗顆粒砂紙磨平,之後 將試片旋轉 90°後再以較細的砂紙研磨將前一次研磨的痕跡完全磨 掉。依序使用番號120、240、400、800、1200、2000 之砂紙進行研 磨。過程中以水為溼式研磨媒介,可沖除顆粒、碎屑,並可冷卻試 片。 3. 拋光 為使觀察面至光亮鏡面,必需使用更細的顆粒研磨。此道手續 稱為拋光。而本實驗中所使用之顆粒為 1μm 之氧化鋁粉。將氧化 鋁粉參水噴灑在旋轉絨布台上,再將試片放到絨布上拋光。拋光完 成之試片需以清水沖洗,再以酒精噴灑使表面快速乾燥。 4. 腐蝕
本實驗所使用之腐蝕液是根據 ASM Specialty Handbook 中 Acetic-pical 配方,成份為:10mL 冰醋酸、4.2g 苦味酸、10Ml 水、 70mL 酒精(95%)。將待觀察表面浸入腐蝕液中 7 秒後取出並以大量 清水沖洗,沖洗完畢後在表面噴灑酒精加速表面水份揮發。
將處理完之試片以光學顯微鏡觀察,並將所觀察之顯微結構利 用影像截取設備輸出成圖檔,並利用影像分析軟體進行分析計算平 均晶粒大小。 3-5-3 金相分析 本實驗使用由影像處理及顯示設備製造商Matrox公司研發的Inspector 8 軟體作為後端分析使用(圖3-16)。此軟體可做金相照片的處理與粒徑的分 析,並可產生報表輸出供後續研究使用,亦可計算出固相粒子的特性,如 尺寸,面積,周長,半徑,以及孔洞情形,以及產生統計圖表以供分析。 Maxtor公司是美國著名的影像軟體與顯示卡製造業者,其MIL(Matrox Image Library)是一套建構於PC之下的跨平台式影像處理/視覺檢測發展工具軟 體。Inspector是建立在MIL上的視窗介面軟體,他提供的視窗化圖形操控界 面,使用者可立即進行取像、分析、量測及後續數據報表作業。功能涵蓋 影像比對,影像辨識,動態影像監視,取樣,分析,統計,輸出報表。 將金相觀察所得到之金相圖片以繪圖軟體強化晶界線條(圖3-17)後利 用此軟體內建之晶粒大小計算功能計算出每個晶粒的大小,再將結果輸入 EXCEL進行計算整張圖片的平均晶粒。
表3- 1 實驗條件 實驗一 擠製速度:0.3mm/s 溫度:200°C、190°C 、180°C、170°C、160°C 背壓:0MPa 道次:1 道次 實驗二 擠製速度:0.3mm/s 溫度:實驗一所得之結果 背壓:0MPa、110MPa、220MPa 道次:1 道次 實驗三 擠製速度:0.3mm/s 溫度:200°C、190、180°C、170°C、160°C 背壓:0MPa、110MPa、220MPa 道次:1 道次 表3- 2 鎂合金 AZ80 之材料組成成份 化學成份 (Wt%) Al Zn Cu Fe Mn Ni Si 其他 AZ80 上限 9.2 0.8 0.05 0 0.35 0 0.1 0.3 下限 7.8 0.2 0.12 資料來源:ASTM B91 B107
圖3- 1 實驗流程
圖 3- 2 等徑轉角反覆擠製模具
The test of lowest extrusion temperature without back-pressure Same temperature, different back-pressure Same back-pressure, different temperature Microstructure observation Microstructure analysis
圖3- 3 固定沖頭
圖3- 5 利用 COSMOS 分析模具受力後的位移量
圖3- 7 治具外觀
圖3- 9 擠製沖頭(加裝檔板前、後)
圖3- 11 背壓系統
圖 3- 13 100 噸油壓壓床
圖3- 15 弓形固定桿
第四章 實驗結果與討論
4-1 最低擠製溫度測試與取樣
就文獻指出,當溫度越低時晶粒細化的效果越好,因此本實驗需要找 出在不同背壓情況下最低擠製溫度。以擠製過程中是否造成試片破裂與顯 微結構上的破斷為判斷依據。無背壓下從 200°C 開始每 10°C 降溫進行測 試。圖4-1~圖 4-5 分別為 200°C、190°C 、180°C、170°C、160°C 經測試 後的試片外觀。180°C 在試片前端有 V 型裂縫;170°C 擠製時試片前端斷 裂並卡在死點位置使試片後段能順利擠製;160°C 試片多處斷裂,因此判 定200°C 為無背壓下最低擠製溫度。圖 4-6、圖 4-7 分別為 110MPa、220MPa 下不同溫度擠製一道次後試片外觀。110MPa 下 200°C、190°C 、180°C 擠 製後試片外觀完整,170°C 擠製後試片前端出現 V 型裂縫,因此 110MPa 下最低擠製溫度為 180°C。220MPa 下 200°C、190°C 、180°C、170°C 擠 製後試片外觀完整,160°C 擠製後試片除了前端出現 V 型裂縫外,試片外 表也有多處裂痕,因此220MPa 下最低擠製溫度為 170°C 。整理後如表 4-1。 由於試片經一道次後內部晶粒分佈並不均勻,因此在取樣時以試片中 心周圍取五點進行攝影取樣,經分析後將五點去除最大值與最小值後進行 平均,所得的值則代表該試片的晶粒尺寸(表 4-2)。之後將每個參數下各試片的晶粒尺寸進行平均得到該參數的平均晶粒尺寸(表 4-3)。
4-2 試片在同溫度不同背壓下的晶粒尺寸
圖4-8~圖 4-10 為 200°C 經一道次擠製,背壓分別為 0MPa、110MPa、 220MPa 之金相組織。經計算後得到晶粒尺寸分別為 7.62μm、8.17μm、 8.27μm。圖 4-11~圖 4-13 為 190°C 經一道次擠製,背壓分別為 0MPa、 110MPa、220MPa 之金相組織。經計算後得到晶粒尺寸分別為 7.27μm、 7.61μm、7.69μm。而圖 4-14~圖 4-15 為 180°C 經一道次擠製,背壓分別為 110MPa、220MPa 之金相組織。經計算後得到晶粒尺寸分別為 6.6μm、 7.04μm。整理後可得圖 4-16 與圖 4-17。由圖 4-16 可知在同溫度下,隨著背 壓的提高,晶粒細化的效果越差。與文獻中提到增加背壓有助於晶粒細化 的論點相反。可能原因在於增加背壓加快再結晶的速度,因此使的材料較 早完成再結晶而有更多的時間進行成長。4-3 試片在同背壓不同溫度下之晶粒尺寸
由圖 4-17,在同樣背壓下,溫度在 180°C 以上滿足溫度越低晶粒尺寸 越小,但是到220MPa 170°C(圖 4-18)時晶粒尺寸反而較大,由圖片中可看 出晶粒中有許多狹長且尖銳的形狀,其可能原因在於溫度過低,即使增加 220MPa 的背壓,再結晶的速度依然來不及釋放多餘的應變能,因而造成晶 粒的破碎。
4-4 晶粒尺寸之均勻度
由先前的金相圖可看出試片內部晶粒大小並不均勻,因此在比較上便 可能會依取樣位置而有所差異。我們取200°C-0MPa、180°C-110MPa 與 170 °C-220MPa 三個參數進行 4 道次路徑 A 的擠製。圖 4-19~4-21 為三參數的 顯微結構。其中可看到圖4-21 中 170°C-220MPa 在經過 4 道次擠製後內部 仍然有著晶粒大小分佈不均勻的情況。200°C-0MPa、180°C-110MPa 與 170 °C-220MPa 的部份區域在 4 道次擠製後晶粒過小,以 1000 倍率的光學顯微 鏡也無法良好的進行觀察,因此無法進行晶粒尺寸的計算。表4- 1 各參數擠製後試片是否完整
Back pressure
Temperature 0MPa 110MPa 220MPa
200˚C Y Y Y
190˚C Y Y Y
180˚C N Y Y
170˚C N N Y
表4- 2 各試片取樣之平均晶粒尺寸 擠製參數 試片編號 取樣1 (μm) 取樣2 (μm) 取樣3 (μm) 各試片平均晶 粒尺寸(μm) I 6.77 8.68 9.17 8.21 II 6.63 10.40 9.90 8.98 200˚C 220MPa III 8.44 6.02 8.45 7.64 I 5.68 7.1 7.06 6.61 II 6.49 8.96 8.63 8.03 200˚C 110MPa III 10.18 9.09 10.30 9.86 I 9.00 9.20 8.84 9.01 II 7.23 7.16 6.74 7.04 200˚C 0MPa III 5.48 7.75 7.19 6.81 I 6.46 6.66 6.64 6.59 II 8.61 9.63 9.55 9.26 190˚C 220MPa III 7.30 7.10 7.25 7.22 I 7.01 6.70 6.52 6.74 II 8.10 8.63 9.50 8.74 190˚C 110MPa III 7.58 6.83 7.64 7.35 I 8.36 8.27 7.27 7.97 II 7.36 7.55 7.36 7.42 190˚C 0MPa III 6.14 6.43 6.7 6.42 I 6.52 6.58 6.68 6.59 II 7.57 7.87 7.25 7.56 180˚C 220MPa III 7.33 7.32 6.27 6.97 I 7.38 7.27 7.38 7.34 II 6.16 6.32 7.11 6.53 180˚C 110MPa III 6.06 6.28 6.28 6.21 I 9.28 8.68 9.06 9.01 II 8.2 9.75 8.1 8.68 170˚C 220MPa III 9.54 7.8 10.42 9.25
表 4- 3 各參數下平均晶粒尺寸
Back pressure
Temperature 0MPa 110MPa 220MPa
200˚C 7.62μm 8.17μm 8.27μm 190˚C 7.27μm 7.61μm 7.69μm 180˚C N 6.60μm 7.04μm 170˚C N N 8.98μm
圖4- 1 200°C 無背壓下試片外觀
圖4- 2 190°C 無背壓下試片外觀
圖4- 4 170°C 無背壓下試片外觀 圖4- 5 160°C 無背壓下試片外觀 (a) 200°C (b)190°C (c) 180°C (d)170°C 圖4- 6 110MPa 不同溫度下各試片外觀
(a) 200°C (b) 190°C (c) 180°C (d) 170°C (e) 160°C 圖 4- 7 220MPa 不同溫度下各試片外觀 圖 4- 8 200°C-0MPa 顯微結構
圖4- 9 200°C-110MPa 顯微結構
圖 4- 11 190°C-0MPa 顯微結構
圖4- 13 190°C-220MPa 顯微結構
圖4- 15 180°C-220MPa 顯微結構 6.5 6.7 6.9 7.1 7.3 7.5 7.7 7.9 8.1 8.3 8.5 0 50 100 150 200 250 Back-pressure (MPa) Gr ai n si ze ( μ m ) 200°C 190°C 180°C 圖 4- 16 同溫度不同背壓的晶粒尺寸
6.5 6.7 6.9 7.1 7.3 7.5 7.7 7.9 8.1 8.3 8.5 175 180 185 190 195 200 205 Temperature (°C) Gr ai n si ze ( μ m ) 0MPa 110MPa 220MPa 圖 4- 17 同背壓不同溫度的晶粒尺寸 圖 4- 18 170°C-220MPa 顯微結構
圖4- 19 4 道次 200°C-0MPa 顯微結構
(a)
(b)
第五章
結論與未來展望
5-1 結論
本研究以鎂合金AZ80 為材料,以等徑轉角反覆擠製模具進行實驗,藉 由改變溫度與背壓兩參數規劃實驗,探討不同溫度與背壓情況下所造成的 晶粒大小的變化。實驗結果可歸納出幾點結論: 1. 增加背壓確實可以降低最低擠製溫度。 2. 增加背壓可改善胚料在擠製過程中無法填滿模具內部問題。 3. 同溫度下,隨著背壓的增大,晶粒尺寸增大。結果與文獻相反。其 可能原因在於增加背壓使再結晶溫度下降,使得材料較早完成再結 晶,讓材料有較多的時間進行成長,造成整體的晶粒尺寸平均後較 大。 4. 同背壓下,溫度在 180°C 以上,隨著溫度的降低,晶粒尺寸也跟著 降低。 5. 170°C-220MPa 可能因為溫度過低,即使試片經過 1 道次 ECAE 後 累積的應變能仍不足以進行再結晶,最後在大應變下造成晶粒破 碎。而沒有破碎的地方保持原先的晶粒大小。因此造成整體晶粒尺 寸較大。6. AZ80 在 180°C-110MPa 參數下擁有較佳晶粒細化效果。
7. 當試片經 4 道次路徑 A 後,晶粒尺寸過小,無法以 1000 倍光學顯 微鏡進行觀察分析晶粒尺寸。
8. 170°C-220MPa 即使經過路徑 A、4 道次 ECAE 擠製,試片內部晶 粒大小分佈仍然不均勻。
5-2 未來展望
1. 當背壓增大後,油壓缸接觸到模具後受到反作用力的影響會造成底板有 些微彎曲。而治具本身僅以4 顆 M6 螺絲鎖附在底板上,當受到油壓缸 較大的推力時使得螺絲受到剪切方向的施力,可能會有斷裂的危險。 若能在治具與底板中間再加上數根插銷進行強化,便能進行更高背壓 的擠製。 2. 在金相實驗中,因為使用氧化鋁粉進行拋光,無法將試片拋光成鏡面, 並且會有卡粉的可能,造成觀察上的不便,建議未來進行金相實驗時 可改用鑽石膏拋光,應可除去此問題。在金相觀察所得到的圖片中可 發現在晶界中有黑色不明物質,影響分析晶粒尺寸,在未來將進行成 份分析瞭解其成份與造成之原因。 3. 在 4 道次擠製後的試片晶粒尺寸由於設備上的限制無法進行計算,未來 將改以掃瞄式電子顯微鏡(SEM)進行觀察,藉此計算晶粒尺寸。4. 目前等徑轉角反覆擠製模具已較過去傳統 ECAE 模具在操作上要來的 方便且省時,但無法完全消去在轉換路徑時取出模具所造成熱量散失 問題。如果將模具上六個通道出口皆以油壓缸進行擠壓固定,並由電 腦程式進行擠製路徑控制,不但可以省去翻轉模具的人力,在每個道 次中更不會造成熱量的散失,進而縮短整個製程的時間。
參考文獻
[1] 郭哲良,「鎂合金薄板之熱間擠製加工之探討」,國立台灣科技大學, 碩士論文,民國 90 年。
[2] H. Proffit, ”Magnesium and Magnesium Alloys”, ASM Handbook 9th edition, Vol. 2, ASM International, 1989.
[3] J. Humphreys, and M. Hatherly, “Recrystallization and Related Annealing Phenomena”, Pergamon, 1994.
[4] G. Neite, et al., Materials Science and Technology, Vol. 8 , pp.113, 1996. [5] R.Z. Valiev, R.K. Islamgaliev and I.V. Alexandrov, ”Bulk nanostructured
materials from severe plastic deforemation”, Progress in Materials Science, vol. 45, pp. 103-189, 2000.
[6] A. Korbel, and M. Richert, “Formation of shear bands during cyclic deformation of aluminum”, Acta Metall., vol. 33, pp. 1971-1978, 1985. [7] M. Mabuchi, K. Kubota, and K. Higashi, “New recycling process by
extrusion for machined chips of AZ91 magnesium and mechanical properties of extruded bar”, Mater Trans JIM, vol. 36, p. 1249, 1995.
[8] R.B. Schwarz, and W.L. Johnson, “Formation of an Amorphous Alloy by Solid-State Reaction of the Pure Polycrystalline Metals”, Phys. Rev. Lett., vol. 51, pp. 415-418, 1983.
[9] J.Y. Huang, Y.T. Zhu, and T.C. Lowe, “Microstructures and dislocation configurations in nanostructured Cu processed by repetitive corrugation and straightening”, Acta Mater., vol. 49, pp. 1497-1505, 2001.
[10] V.M. Segal, “Materials processing by simple shear”, Materials Science and Engineering A , vol. 197, p. 157, 1995.
[11] Y. Iwahashi, Z. Horita, M. Nemoto, and T.G. Langdon, “The process of grain refinement in equal-channel angular pressing”, Acta Mater., vol. 46, pp. 3317-3331, 1998.
[12] M. Furukawa, Y. Iwahashi, Z.Horita, M. Nemoto, and T.G. Langdon, ”The shearing characteristics associated with equal-channel angular pressing”, Materials Science and Engineering A, vol. 257, pp. 328-332, 1998.
[13] T. Mukai, H. Watanabe and K. Higashi, Materials Science Forum, Vol. 350-351, pp. 159-170, 2000.
[14] Yoshinori Nishida, Hiroaki Arima, Jin-Chun Kim, and Teiichi Ando, ” Superplasticity of SiCw/7075 composites processed by rotary-die equal-channel angular pressing”, JOURNAL OF THE JAPAN INSTITUTE OF METALS, vol 64, pp.1224-1229, 2000.
[15] M. Furukawa, Z. Horita, M. Nemoto, and T. G. Langdon, in Ultrafine Grained Materials, ed. R. S. Mishra et al., The Minerals, Metals & Materials Society, Warrendale, pp.125, 2000.
[16] M. Furukawa, Y. Iwahashi, Z. Horita, M. Nemoto, and T. G. Langdon, Materials Science and Engineering A257 ,pp.328-332, 1998.
[17] Y. Iwahashi, Z. Horita, M. Nemoto, T. G. Langdon, Acta Materialia, Vol.46, pp.3317-3331, 1998.
[18] K. Oh-ishi, Z. Horita, M. Furukawa, M. Nemoto, T. G. Langdon, Metall.Trans. A29, p.2245, 1998.
[19] Valiev R.Z., Alexandrov I.V., Lowe T.C., Zhu Y.T., Journal of Materials Research, 2002.
[20] Krasilnikov N.A., Russian Metall, 2005.
![表 1- 1 鎂合金之特性[1] 特性 說明 比重低 比重只有 1.8,約為鋼鐵的 1/4、鋁合金的 2/3、略 高於工程塑膠。 比強度高 僅次於鈦合金。 散熱性 擁有高導熱率 0.38 cal/cm sec °C 。 電磁遮敝性 本身具有防電磁波干擾特性,不需經由特別處理。 耐衝撞 鎂金屬具有彈性能量的吸收特性,因此有高衝擊強 度。 可回收 鎂合金以 650°C 熔煉,再生能量消耗低,因此漸成 為塑膠的替代品。 尺寸安定 不需做退火處理與應力消除,因此無尺寸變形之問](https://thumb-ap.123doks.com/thumbv2/9libinfo/8693486.198556/16.892.123.754.121.831/比重低散熱性本身具電磁波干擾特性不需經由特別處可回收低因此漸.webp)
![表 2- 3 ECAE 不同路徑與道次之剪應變特性[12]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8693486.198556/28.892.214.718.209.470/表23ECAE不同路徑與道次之剪應變特性12.webp)

![圖 2- 10 ECAE 各路徑示意圖[21]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8693486.198556/34.892.159.781.102.983/圖21ECAE各路徑示意圖21.webp)