行政院國家科學委員會專題研究計畫 成果報告
純銅晶粒細化對微冷鍛成形極限之影響
研究成果報告(精簡版)
計 畫 類 別 : 個別型 計 畫 編 號 : NSC 97-2221-E-151-027- 執 行 期 間 : 97 年 08 月 01 日至 98 年 10 月 31 日 執 行 單 位 : 國立高雄應用科技大學模具工程系 計 畫 主 持 人 : 張朝誠 計畫參與人員: 碩士班研究生-兼任助理人員:林劍塵 碩士班研究生-兼任助理人員:洪志錡 碩士班研究生-兼任助理人員:顏志憲 處 理 方 式 : 本計畫可公開查詢中 華 民 國 99 年 01 月 23 日
行政院國家科學委員會補助專題研究計畫
■ 成 果 報 告
□期中進度報告
純銅晶粒細化對微冷鍛成形極限之影響
計畫類別:■個別型計畫
□ 整合型計畫
計畫編號:NSC 97-2221-E -151-027
執行期間:97 年 08 月 01 日 至 98 年 10 月 31 日
計畫主持人:張朝誠
共同主持人:(無)
計畫參與人員:洪志錡、林劍塵、顏志憲
成果報告類型(依經費核定清單規定繳交):■精簡報告
□完整報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、
列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢
執行單位:國立高雄應用科技大學 模具工程系
中
華
民
國
九十九 年
一
月 二十 日
摘要
金屬材料的成形極限主要受冶金因素與製程參數的影響。冶金因素包括材料之成分、 結晶組織、空孔與材料應變硬化程度;而製程參數則包括成形時之溫度、成形速度、模具 與胚料之形狀與界面潤滑之情形。晶粒細化明顯地影響微金屬成形之成形極限與產品品 質。然而,目前尚無晶粒細化至次微米尺寸之微鍛造成形極限之相關研究。另外,純銅與 銅合金因優良之導電性與導熱性,廣泛應用於 3C 產業之微零件,改善機械性質與成形性用 於更複雜的零件製作,是一個有價值的研究主題。因此,本計畫將對純銅進行晶粒細化以 改良其機械性質,並探討晶粒細化對微冷鍛成形極限之影響。 研究重點主要分為兩部分:(1)純銅晶粒細化之研究:利用等徑轉角擠製成形技術將純 銅晶粒細化到次微米尺寸,探討晶粒大小與機械性質之關係; (2)微冷鍛成形極限之探討:利 用不同晶粒尺寸之微型圓柱試片,進行不同製程參數的簡單壓縮試驗,並進一步應用延性 破壞準則與有限元素分析技術結合,對不同之成形條件,預估成形極限。 總之,本計畫不僅以晶粒細化方式強化純銅之機械性質,並應用延性破壞準則,探討 晶粒細化對微冷鍛成形極限之影響。經由理論與實驗之研究,對於瞭解晶粒尺寸之改變對 微金屬成形加工之影響,將有進一步之貢獻,研究結果可作為模具開發與產品設計者對微 冷鍛成形極限預估之參考。 關鍵詞:微金屬成形、成形極限、破壞準則、晶粒尺寸、等徑轉角擠製成形 AbstractThe forming limit in micro cold forging of copper with ultra fine grains is investigated by theoretical and experimental approaches. To refine the grains in copper, the equal channel angular extrusion, ECAE, is employed. The ECAE processed specimens are heat-treated by an appropriate annealing process to obtain the grain size less than one micron. By preparing the cylindrical billets with different diameter to height ratios, simple upsetting tests at room temperature are conducted under different lubrication conditions. This can provide different fracture points because of the forming process undergoes different stain paths. The stress-strain curves is also obtained from the cases with well lubrication, and used for the simulations.
To evaluate the use of the finite element technique for predicting the fracture in the micro cold forging process, some ductile fracture theories with suitable criteria are implemented in the simulation package for the different process conditions. The investigated fracture criteria include the Cockcroft and Latham, the damage, the Brozzo and the Oyane criteria. By comparing the simulations with experiments, appropriate ductile fracture theories for the micro scale forming process could be identified. The proposed idea for studying the effects of grain refinement on the forming limit can also be applied to other micro forming processes of metals and alloys. The results can help the product designer to predict the fracture in the micro forming process and reduce the leading time.
Keywords: micro metal forming, forming limit, grain size, fracture criterion, equal channel angular extrusion
報告內容
一、 緣由與目的 隨著全球消費性電子產品的微小化以及輕薄化,包括微型硬碟、手機、MP4 及光纖產 品等可攜式電子產品,其所需要之微連結器、微彈簧、微螺絲與微齒輪等微型金屬零件, 皆有微尺寸之特徵。如何以高精度、高效率與低成本製作微元件是一項值得研究的主題。 金屬晶粒的幾何形狀、大小與結晶方向等,對材料的機械性質影響至鉅。研究指出,當材 料內部晶粒被細化到一定的程度時,材料具有與傳統方法製備出來的材料不同的機械性質 與物理特性,像是常溫下的超塑性、強度增加、硬度值提高、其他物理與機械性質的改變 等,使材料之成形性提高[2]。在生產較微小或複雜之金屬元件時,材料之尺寸效應與摩擦 效應對成形有相當大的影響,以傳統的製程觀點來看,大晶粒尺寸之材料其硬度值較低且 成形性較佳,相對的小晶粒尺寸之材料硬度值較硬,強度較高,不易成形。然而,微金屬 成形的觀點,晶粒尺寸較小之材料反而較易於微小或複雜元件之成形[3],因此材料之晶粒 大小與成形特性之關係引起相當廣泛的重視與研究。改變材料內部晶粒的方法包括在材料 中添加合金元素,或者經由熱機處理(Thermo-Mechanical Processing, TMP)、快速凝固法 (Rapid Solidification Processing, RSP)、扭轉應變法(Torsion Straining)與等徑轉角擠製(Equal Channel Angular Extrusion, ECAE)等方法改變材料的微結構組織[4]。近年來等徑轉角擠製 (ECAE)頗受重視。因為,此製程與其他方法相較之下,製作過程較簡單,且可使材料反覆 進行加工而不縮減其製備前後截面積,沒有傳統鍛造或滾軋將導致材料截面積尺寸差異甚 大之問題。所以,本計劃將採用等徑轉角擠製製程作為材料細化的方法。微冷鍛加工之胚 料溫度低於再結晶溫度(recrystallization temperature),胚料會有加工硬化(strain hardening)現 象。因此,瞭解胚料之成形極限(forming limit),將有助於於微冷鍛製程的設計與產品品質 之預估。自 1950 年代起,陸續有學者提出金屬材料延性破壞(ductile fracture)的預測方法。 1970 年代之後,由於電腦模擬技術的蓬勃發展,結合延性破壞準則與有限元素模擬,成為 研究金屬材料之成形極限的常用方法,此方法將被用於本計畫中,對微冷鍛成形極限進行 預測。 純銅與銅合金因優良之導電性與導熱性,廣泛應用於 3C 產業之微零件,且經上述文獻 回顧發現,晶粒細化明顯地影響微金屬成形之之成形極限與產品品質。然而,目前尚無純 銅晶粒細化至次微米等級之微鍛造成形極限之相關研究。因此,本計畫將對純銅進行晶粒 細化,改善機械性質,並探討晶粒細化對微冷鍛成形極限之影響。研究重點主要分為兩部 分:(1)純銅晶粒細化之研究:利用等徑轉角擠製成形技術,將純銅晶粒細化到次微米尺寸, 探討晶粒大小與機械性質之關係; (2)微冷鍛成形極限之探討:利用不同晶粒尺寸之微型圓柱 試片,進行不同製程參數的簡單壓縮試驗,預估成形極限。 二、 等徑轉角擠製細化純銅晶粒 等徑轉角擠製主要是將材料進行多道次的擠製使材料累積大量的剪應變,將能量累積 在材料內部造成加工硬化,再利用熱處理中的退火製程,使材料內部晶粒經過回復與再結 晶的過程,熱處理過程中必須控制適當的退火溫度與時間,避免晶粒再成長的情況發生。若經過適當的退火溫度控制,材料內部的晶粒大小將可被細化到次微米的等級。等徑轉角 擠製成形模具最重要的兩個角度分別為通道夾角與外側弧角表示(如圖 1 所示)。材料在 被擠製時,經不同角度的等徑轉角模具,所得到的剪應變也不同,而等徑轉角擠製會因擠 製道次、擠製路徑、模具角度、擠製溫度、退火溫度的不同,而使材料的微結構組織有所 差異[5]。 等徑轉角擠製模具之通道夾角對於材料擠製時所得到的應變量有相當大的影響,當 接近90度時,可以得到較大的剪應變,故本研究設計等徑轉角擠製模具之通道夾角為 90°,外側弧角為40°,當模具通道角度之關係呈現0 ,模具通道與材料經過擠 製後所得到的剪應變如下[6]: 2cot( ) csc( ) 2 2 2 2 (1) 3 (2) 其中,為剪應變,為模具通道夾角,為外側弧角,為等效應變。 三、 延性破壞準則 一般延性材料之破壞預測,以變形過程所受之剪應力與主應力為主要考慮因素,建構 一個能量臨界準則。例如,Cockroft and Latham、Brozzo、Oyanel、Clift、Rice and Tracey 等人提出之相關理論,皆屬此類。金屬之延性材料受力變形之破壞預測,可用單位體積塑 性應變能作為判斷準則[7-13]。例如正規化的(Normalized) Cockroft and Latham準則以考慮最 大拉張應力之單位拉伸應變能C1其行式為 * 1 0 f C d
, (3) 又如 Brozzo et al. 提出加入靜液壓壓力 之準則h C 如下式2 1 2 0 2 1 3 f h m C d
, (4) 或 Oyane et al. 針對多孔材料,考慮加入一材料常數A,與等效應力形成之準則C3 3 0 2 1 3 f m C A d
, (5) 而 Clift et al.則考慮等效應力之單位應變能C 為破壞預測準則,其形式為4 4 0 f C
d , (6) Rice 與 Tracey 則考慮孔洞成長於塑性材料中,進而推導出下列破壞準則 5 0 exp f h C B d
。 (7) 上述各式中之與 分別為等效應變與破壞發生之應變,而f C ~1 C 可經由金屬成形試5 驗,如單軸拉伸試驗或壓縮試驗和沖剪試驗求得。Gouveia et al.[9]的研究發現 Cockroft andLathamn 與 Oyane et al. 所提之破壞準則可準確預估壓縮試驗(upsetting tests)。Goijaerts et al.[11]利用不同破壞準則對金屬衝壓下料成形之剪斷進行預測,研究結果顯示 Oyane et al. 與 Rice and Tracey 所提之破壞準則與實驗值一致。 Komori [12]對於線材拉伸(wire drawing)之山形裂縫(chevron crack)進行預測,結果也顯示 Oyane et al. 所提準則與實驗結 果相近。Takuda et al. [7]之研究發現 Cockroft and Lathamn、Brozzo et al.與 Oyane et al.所提 之準則可適用於板材成形極限之預測,但 Clift et al.之破壞準則不適用。本計劃針對正規化 的 Cockroft and Latham 準則,評估用於微沖剪破壞預測之可行性。
四、 數值模擬 4.1 簡單壓縮試驗 本計劃利用等徑轉角擠製技術,將純銅進行細化,獲得不同晶粒尺寸之結構,經微加 工製作圓形胚料,進行簡單壓縮微冷鍛實驗。晶粒細化之純銅,依據ASTM E9-89 1 a規範, 被加工為直徑與高度比為2比3之棒材進行簡單壓縮試驗,實驗之壓縮試驗模具由兩塊平面 模所組成,材料為SKD11經過調質熱處理與拋光處理,在試片兩端使用2000號砂紙進行研 磨,並在實驗過程中添加二硫化鉬(MoS2)潤滑劑以減少摩擦效應的影響。 本實驗之壓縮試驗採用具有拉伸與壓縮功能之油壓式萬能試驗機,壓縮速率以0.1mm/s 進行,將試片壓縮至高度為0.6mm(壓縮深度為90%),經由電腦擷取試片壓縮時所受到之負 荷-位移曲線,由公式計算出真實應力-真實應變曲線,在真實應力-真實應變圖中發現材料 在應變量到達1.5左右發生破裂,故判斷經過580℃退火後之C1100純銅的成形極限的真實應 變量為1.5。實驗所獲得之真實應力-真實應變曲線圖,其計算公式如下:
0/
F D h h (9) 0 ln h h (10) 其中,為真實應力,F為荷重值,D為直徑,h 為試片原來高度,h0 為試片壓縮後高度, 為真實應變。 4.2 微沖剪模擬 本計劃利用有限元素分析軟體 DEFORM 2D 對 ECAE 製程與不同的熱處理條件後之材 料並搭配破壞理論的破壞係數C 值進行微沖剪破壞之模擬預測,模擬所採用之破壞理論為1 正規化的(Normalized) Cockroft and Latham 所提出之理論。以固定破壞係數C 為 0.4 來進行1 微沖剪模擬,探討純銅經由 ECAE 製程處理、580o C 退火處理和純銅原材料在沖剪時的應 力應變與沖剪斷面的破裂情形。 模擬以平面應變假設與對稱方式處理。板材厚度為 0.5 mm,寬度為 1 mm,衝頭速度 為 1 mm/s,壓料板壓料力為 150 N,有限元素網格數約為 10000 個,分三區將網格加密。 摩擦效應以定剪摩擦模式處理,其摩擦係數為 0.12。純銅經 ECAE 製程處理、純銅原材料 與經 580 °C 退火之純銅進行微沖剪破壞模擬,對而從數值模擬結果如圖 5 所示。五、 實驗 5.1 等徑轉角成形實驗 實驗之胚料為直徑4mm之 JIS C1100(1/2H)純銅棒材,經慢速切割機切成長度16mm之 試片。銅的最佳退火溫度約在500℃~700℃之間,在試片進行擠製之前進行580℃,持溫一 小時的退火熱處理,目的是要消除棒材在抽製時所產生的殘留應力,使材料內部回覆到原 始的狀態。經過退火熱處理之後即進行等徑轉角擠製實驗,在擠製前將試片表面均勻的塗 上二硫化鉬(MoS2)潤滑劑以減少摩擦效應之影響,沖頭之行程速率為0.3mm/s,利用BC的 路徑方法在室溫下對試片依序進行6道次的擠製,累積的等效應變約為5.88。試片經過六道 次剪應力的能量累積之後,隨即將試片進行160 °C的退火熱處理,持溫時間為一小時,使 試片內部的晶粒結構重新回復與再結晶,達到晶粒細化的目的。 5.2 金相顯微觀察 試片經等徑轉角擠製後,使用冷鑲埋粉配合固化劑將試片鑲埋,經過200號至2000號砂 紙研磨與絨布配合0.1m氧化鋁粉拋光之後使用蝕刻液對試片表面進行蝕刻,蝕刻液參考 ASTM規範E407-70配製,配方為NH4OH:H2O2=49cc.:1cc.。金相顯微觀察結果如圖3(a)、
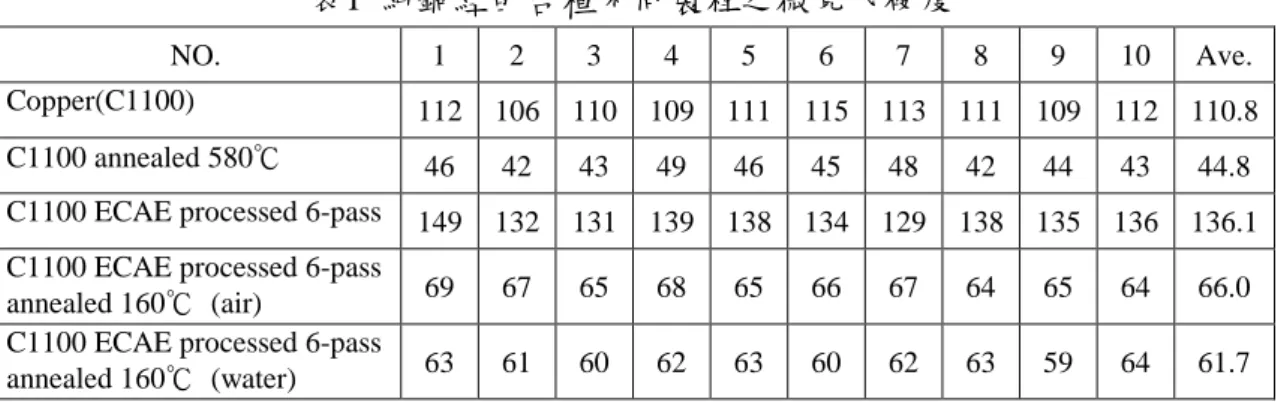
(b)與(c)所示。純銅之原始晶粒為不規則狀、大小與分佈較不一致的晶粒所組成,經過退火 處理後釋放殘留應力,晶粒成長較大且易辨識的晶粒形狀。純銅經過ECAE製程處理後,材 料受到冷加工的能量累積,在熱處理的同時受到回復與再結晶,配合適當的溫度抑制晶粒 的成長,進而使材料內部的晶粒達到細化,其平均晶粒尺寸約為4.3m。 5.3 微沖剪實驗 本計劃使用不同尺寸間隙墊片,設計一組可變間隙之微沖剪模具,配合精密移動平台, 達到實驗所需之間隙值,其值為板厚之0.6%、1.2%與3%。模具包含衝頭、左側下模、右側 下模、下模固定板、壓料板與間隙墊片等元件。模具材料使用SKD11模具鋼,依各零件需 求熱處理至所需之硬度。沖剪成品之厚度、寬度與深度分為0.5、1與4 mm。此微沖剪製程 將可以符和平面應變理論之假設。微沖剪實驗係使用具精密主軸控制之微衝壓機進行,位 置反復精度為±0.01mm,其精密平臺之最小移動單位為1 μm。經由治具確定左側下模與右 側下模之間隙後,以精準平台搭配精密量表移動下模,完成衝頭與母模之定位。沖剪速度 與模擬設定值同為1mm/s,材料表面未施加潤滑劑,而壓料力150 N則以調整適當之壓料板 彈簧控制之。 六、 結果與討論 簡單壓縮試驗結果得知,純銅試片經等徑轉角擠製處理後,其破裂點之應力與應變量 高於原始未經處理與退火處理之材料,其成形極限提高(圖2)。而經由維克氏硬度試驗得知, 純銅之原始平均硬度為110.8,在經過580℃退火後晶粒成長導致材料軟化,平均硬度為 44.8。材料經過ECAE6道次後內部累積大量的剪應變,其硬度值最高,平均硬度為136.1。
經過等徑轉角擠製與退火製程之純銅,經空冷或水冷至室溫,其硬度值差異不大(表1)。 圖 4 顯示經由微衝壓機所擷取 9 組不同間隙值與不同材料之位移負荷曲線圖。純銅原 材料的負荷不僅是三種材料中最高,高達 950N 左右,而且延展性也較差。而經過 580 °C 退火一小時之後使純銅原材料變軟,平均位於 750N 左右。而經由 ECAE 製程處理後的材 料之負荷落在 890N 左右,並且可以發現材料在經過晶粒細化處理後,破裂點向後延伸, 因此當晶粒越小,其材料延展性相對越佳。圖 5 顯示各種不同間隙百分比與材料之微沖剪 破壞模擬。圖 6 為微沖剪斷面圖。研究結果顯示,晶粒細化不僅提高純銅之強度,也改善 其延展性與材料之流動。然而,對微沖剪成形而言,其斷面品質佳,但毛邊高度有增加趨 勢(圖 7) 反而影響其品質。因此,適當的選擇材料之晶粒尺寸或其加工硬化程度,是提高 微金屬成形品質需要考量之因素。 七、 結論 本計劃利用ECAE與熱處理技術改變純銅之晶粒尺寸,以有限元素模擬與實驗方法,探討 晶粒尺寸對成形極限之影響。從簡單壓縮試驗所得之應力應變曲線發現利用晶粒細化的材 料的延展性較佳,即其成形極限提高。進一步以微沖剪的模擬與實驗中求證,經晶粒細化 的材料的延展性確實較一般未處理之材料為佳。然而,對微沖剪成形而言,其斷面品質佳, 但毛邊高度有增加趨勢反而影響其品質。因此,適當的選擇材料之晶粒尺寸或其加工硬化 程度,是提高微金屬成形品質需要考量之因素。 八、 參考文獻
[1] Gietzelt, T., Jacobi, O., Piotter, V., Ruprecht, Hausselt, R. J., Development of a micro annular gear pump by micro powder injection molding, Journal of Materials Processing Technology, Germany, vol.39, pp.2113-2119, 2004.
[2] Valive, R. Z., Structure and Mechanical Properties of Ultrafine-Grained Metals, Meter. Sci. Eng., A234-236(1997).
[3] Engel,U., Eckstein, R, Microforming-from basic research to its realization, Journal of Materials Processing Technology 125-126 (2002) 35-44.
[4] 陳超明,鎂合金的高速超塑性成形技術,工業材料,第 168 期,第 102-104 頁,2001。 [5] Iwahashi, Y., Wang, J., Horita, Nemoto, Z. M. and Langdon, T. G., Principle of
Equal-Channel Angular Pressing for The Processing of Ultra-Fine Grained Materials, Scripta Materialia, Vol. 35 , No. 143, 1996.
[6] 石鳳健、汪健敏、許曉靜,ECAP 法製備超細晶銅的再結晶行為研究,熱加工技術, 第十二期,第 24-26 頁,2005。
[7] Takudaa, H., Morib, K., Hattaa, N., The application of some criteria for ductile fracture to the prediction of the forming limit of sheet metals, Journal of Materials Processing
Technology, Vol. 95, pp. 116-121, 1999.
[8] Tekiner, Z., Nalbant, M., Gurun, H., An experimental study for the effect of different clearances on burr, smooth-sheared and blanking force on aluminum sheet metal, Materials and Design, Vol. 27, pp. 1134–1138, 2006.
[9] Gouveia, B. P. P. A. et al., Fracture predicting in bulk metal forming, Int. J. Mech. Sci., Vol. 4, pp. 361-372, 1996.
[10] Han, H. N., Kim, K. H., A ductile fracture criterion in sheet metal forming process, Journal of Materials Processing Technology, Vol. 142, pp. 231-238, 2003.
[11] Goijaerts, A. M., Govaert, L.E., Baaijens, F.P.T., Prediction of ductile fracture in metal blanking, Transactions of the ASME, Vol. 122, pp. 476–483, 2000.
[12] Komori, K., Effect of ductile fracture criteria on chevron crack formation and evolution in drawing, Int. J. Mech. Sc., Vol. 45, pp. 141–160, 2003.
[13] Bhushan, B, Principles and Applications of Tribology, John Wiely & Sons, Inc., 1999.
九、 圖表 圖 1 等徑轉角擠製成形示圖 圖2 真實應力-應變曲線 0 50 100 150 200 250 300 350 400 450 500 0 0.3 0.6 0.9 1.2 1.5 1.8 True Strain T ru e S tr e s s (M P a ) Copper(C1100) C1100 annealed 580℃ C1100 ECAE processed 15μm 15μm 15μm 圖3 純銅經製程處理後之金相顯微照片 (a) 原材料未經退火 (b) 580℃退火處理 (c) ECAE 製程處理
圖 4 不同間隙與材料之位移負荷曲線 0 100 200 300 400 500 600 700 800 900 1000 0 0.2 0.4 0.6 0.8 1 1.2 1.4 Stroke(mm) L o a d (N ) 間隙0.6%t,As-received 間隙0.6%t,580oC退火 間隙0.6%t,ECAE 間隙1.2%t,As-received 間隙1.2%t,580oC退火 間隙1.2%t,ECAE 間隙3.0%t,As-received 間隙3.0%t,580oC退火 間隙3.0%t,ECAE 表1 純銅經由各種不同製程之微克氏硬度 NO. 1 2 3 4 5 6 7 8 9 10 Ave. Copper(C1100) 112 106 110 109 111 115 113 111 109 112 110.8 C1100 annealed 580℃ 46 42 43 49 46 45 48 42 44 43 44.8
C1100 ECAE processed 6-pass 149 132 131 139 138 134 129 138 135 136 136.1
C1100 ECAE processed 6-pass
annealed 160℃ (air) 69 67 65 68 65 66 67 64 65 64 66.0
C1100 ECAE processed 6-pass
Treatment (Grain size) Clearance/Thickness (%) ECAE processed (4.3μm) As-received (23μm) Annealed (46μm) 0.6 1.2 3.0 圖6 不同間隙與材料之成品沖剪斷面圖 (scale bar: 0.3 mm) 0.3mm 0.3mm 0.3mm 0.3mm 0.3mm 0.3mm 0.3mm 0.3mm 0.3mm
Clearance/Thickness(%) ECAE processed As-received Annealed
0.6 1.2 3.0 (a) (b) (c) (d) (e) (f) (g) (h) (i) 圖 5 各種不同間隙百分比與材料之微沖剪破壞模擬 Treatment
Treatment (Grain size) Clearance/Thickness(%) ECAE processed (4.3μm) As-received (23μm) Annealed (46μm) 0.6 1.2 3.0 圖7 不同間隙與材料之成品毛邊圖 (scale bar: 0.1 mm)