第四章 結果與討論
第一節 機械性質分析
4-1-1 銲道直徑
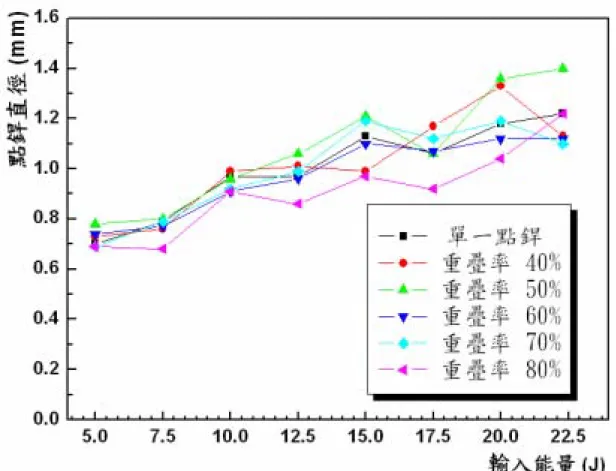
本研究使用最小聚焦直徑 0.4mm 的透鏡加工,並先以單一點銲所得的 直徑推估不同重疊率所需的走速,假設重疊封銲後的直徑與單一銲點直徑 一致。進行 40~80%重疊率的封銲實驗,所得直徑結果如圖 4-1~ 4-3 所示,
可得知能量越大銲點直徑也越大。圖 4-1 表示 Pk=2kW 的銲道直徑隨輸入 能量大小之變化,可得知 Pk=2kW 時,銲道直徑約會單一點銲寬 20~30%,
原因乃峰値功率不足,瞬間穿透的銲道太淺,使隨後的能量無法有效地進 入底部被材料吸收,使熱量主要集中在表面 xy 方向熱傳導,導致表面附 近銲點增大,加上銲點重疊,使溫度、熱量累積,故實際重疊的銲點較假 設值大。雖然 Pk=2kW 所得的銲點直徑符合評估值 0.6~1.0mm 標準,但因 底部銲核不大,僅表面附近有符合標準的銲點直徑,材料底部能量無法傳 遞之處,熔融材料少,接合性質差,故不認定為最佳製程參數標準。圖 4-2、
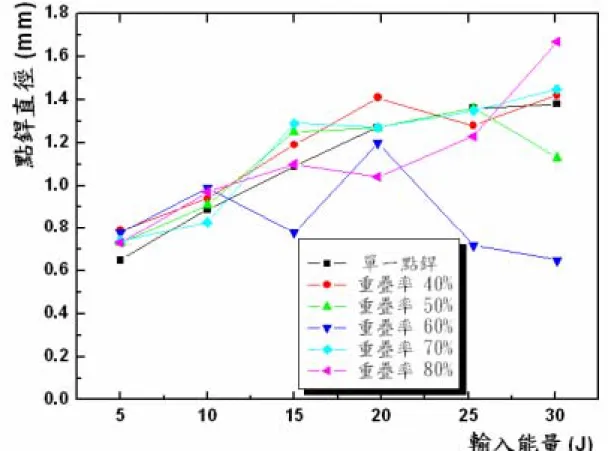
圖 4-3 則分別表示 Pk=3kW、Pk=4kW 下,不同重疊率的銲道直徑隨輸入能 量大小之變化情形,可發現在輸入能量 20J 以下時,重疊率大小對直徑的 影響並不大,約與單一點銲相近。當能量超過 20J 時,因能量過高銲接時 熔池噴濺,使表面直徑尺寸較不規則。
針對銲道的直徑而言,峰值功率 Pk=3kW、Pk=4kW,輸入總能量 12.5J 以下的參數,才能滿足實驗直徑假設,超過輸入能量 12.5J 時,銲點過大 會影響鋰電池殼其他部位零件。Pk=2kW 時因銲道直徑比假設值大,所得 的實際銲道重疊率會比理想值大,即所推估的封銲走速太慢。故符合直徑 0.6~1.0mm 範圍內製程評估標準之最佳化參數範圍為峰值功率 Pk=3kW、
Pk=4kW,輸入總能量 5.0~12.5J。
4-1-2 銲道深度、凹陷量
銲道深度實驗結果如圖 4-4 ~ 圖 4-6 所示,表面凹陷量情形如圖 4-7、
圖 4-8 所示。從圖 4-4 ~ 圖 4-6 中可比較出,峰值功率 Pk= 2kW 時,部分 銲道因峰值功率太小無法完全穿透材料,造成銲道深度太淺,無法有效接 合,必須達到 10J 以上才能完全銲穿,而隨著重疊率的提高,銲深也會有 些微的增加。當峰值功率 Pk= 3kW、4kW 時,雷射光束有足夠的穿透力,
可使輸入的各能量參數熔透材料,但當輸入總能量超過 20J 時,因能量過 大有許多穿蝕的孔洞,尤其在高重疊率、高頻率時,材料來不及凝固而隨 即進行下一銲點加工,使材料流失更嚴重。
圖 4-7 表示在三種不同峰值功率下,能量對鋰電池上蓋與殼體封裝所 造成凹陷量情形。由圖 4-7(A)~(C)可觀察到,峰值功率 Pk= 2kW 時,雖然 造成的表面凹陷量不明顯,但能量無法突破上蓋與殼體接觸的間隙,所得 最大銲深僅剛好等於電池殼體厚度,而無法與上蓋材料融合封裝,接合效 果不佳。在峰值功率 Pk= 3kW、4kW 時,接合情形如圖 4-7(D) ~ (I)所示,
各能量參數皆能穿透上蓋與殼體的接合間隙,但輸入總能量超過 20J 時,
造成凹陷量嚴重,而且雖能完全穿透材料,但過深的銲道,容易在製造時 污染到電池內部電解液,過大能量所造成銲道穿蝕也讓殼體與上蓋無法密 封,氣密性相當差。
故綜合考量銲深與凹陷量情形,當脈衝峰值功率為 Pk= 3kW、4kW,
能量介於 10~20J 時,雷射光束可穿透材料及突破上蓋與殼體間隙,且不造 成穿蝕與過大的凹陷量,為最佳製程參數。綜合歸納結果如圖 4-8 所示,
當輸入能量 10J 以下時沒有凹陷,也無法穿透間隙;10~20J 時,凹陷情形 不嚴重且有良好接合效果;20J 以上時,則能量太高,造成凹陷量嚴重。
4-1-3 金相顯微組織
圖 4-9 ~ 圖 4-12 的金相圖顯示,在固定平均功率、脈衝波型、及不使 用保護氣體下,厚度 0.38mm 的 3003 鋁合金對接,隨著峰值功率與輸入總 能量改變,銲道氣孔、熱裂紋的分佈情形。
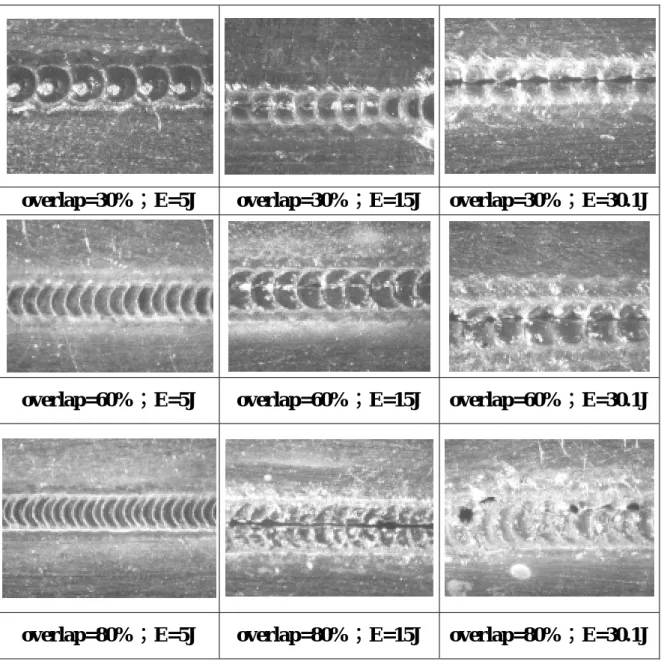
熱裂紋是鋁合金雷射銲接常見的缺陷,主要是銲道結晶裂紋和 HAZ 液 化裂紋。由於冷卻速度快,合金元素不能完全溶於結晶相中,鋁中合金元 素在結晶過程中會沿晶界偏析分佈,積累到足夠成分,發生共晶,會形成 液膜狀存在於晶界上,使晶粒間的抗拉強度降低;另一方面,因鋁合金具 有高熱膨脹係數,在一個熱循環過程中,加熱時與冷卻時體積發生很大變 化,産生很大變形及應力,此應力作用於發生共晶的晶界上,就産生熱裂 紋,不能形成氣密性封裝。採用脈衝雷射銲接時,由前一個脈衝所引起的 熔化己經完成並結晶,後一脈衝的加熱作用使母材發生膨脹,對己銲銲道 施加一個拉力,如果前一脈衝所引起的結晶具有晶界間共晶薄膜時,晶界 就會開裂。故鋁合金雷射銲接産生的結晶裂紋是由於銲道金屬結晶時在柱 狀晶邊界形成低熔點共晶導致的。控制能量輸入,降低熔池凝固時的凝固 速度,即在凝固過程中增加適當熱循環,減少固液共存區,可減少結晶裂 紋發生。由圖 4-9 可觀察到,輸入能量超過 20J 以後,因能量太高,不但 使材料飛濺,銲接過程中常固、液態共存,使裂紋情形較嚴重。且將雷射 能量提高時,會造成輸出頻率降低,導致必須減緩走速才能達到所需的重 疊率,大大地降低製程效率。就重疊率而言,重疊率較高時,因為單位長 度內的銲點數目較多,能量持續累積,在銲道後半段也容易造成穿蝕或裂 縫,而且同樣必須降低走速才能提高重疊率,對於製程效率有不良影響。
從圖 4-10 可發現,當能量越大時,氣孔數會較少,但熱裂紋尺寸會越 大,且氣孔通常發生在靠近殼體部份,位在整個銲點的中下方,裂縫從氣
生。因此當能量越大時,雷射脈衝頻率會隨之下降,脈衝時間上升,使熔 池有較長的凝固時間,氣泡數會較少。另外鋁合金在高溫融熔時容易吸收 氣體,以及氧化,因此高溫下溶入的大量氣體在銲後冷卻凝固過程中,聚 成小氣泡,殘留在銲道中形成氣孔,而空氣中的氧氣及材料表面氧化膜吸 附的水分都是銲道氣體的主要來源,但因鋰電池實際生產時無法仔細去除 氧化膜的工作,因此在產業應用上此部份僅能藉由能量控制來解決。
從圖 4-11 發現,銲道表面出現呈喇叭口狀氣孔,氣孔周圍有一系列波 浪狀同心圓,呈現噴發爆破痕跡,表示這些氣孔是在銲道金屬尚未凝固前 浮到表面氣泡爆破所形成的。因鋁合金的熱膨脹係數相當高,凝固時體積 收縮率達 6.5﹪,常由於過大的內應力而脆性溫度區間內產生熱裂紋,因 此也可由圖 4-12 觀察到氣孔附近常可見熱裂紋,而且還有許多次裂紋分佈 在主裂紋表面上。裂紋由氣孔往上蓋裂開的原因乃殼體與上蓋的質量比例 不同,殼體的質量大,吸收熱量快,因此靠近殼體的熔池會較快凝固,而 上蓋質量小,熱量散失慢,凝固也較晚,因此裂紋會往上蓋方向裂開。從 圖 4-12 比較發現,重疊率為 60﹪時,藉由雷射重熔可將氣孔消除,且熱 裂紋的大小與數量也明顯減少,若重疊率大於 60﹪時,仍可些許降低氣孔 與裂紋,但銲接速度會明顯下降;故製程參數的輸入能量在 10J~20J 範圍 內,重疊率僅需約在 60~70﹪之間,即可解決銲道的氣孔與熱裂問題。
4-1-4 拉伸試驗
除了銲道的外形、尺寸與氣孔、裂紋的評估外,鋰電池封裝品質最重 要在於是否有足夠的強度,可防止使用時電解液產生高壓爆炸。故為克服 鋰電池封裝後無適當的夾具來測試銲道強度,本研究利用相同厚度 0.38mm 的 3003 鋁合金平板對接,以方便進行拉伸。根據表 2-1 所示,3003 鋁合 金的強度為 110MPa,實驗設計的素板尺寸具有 25mm×0.38m 的斷面,故 母材抗拉力為 107kg,評估值以母材強度的 70%以上為標準,即拉力約 75kg
以上。
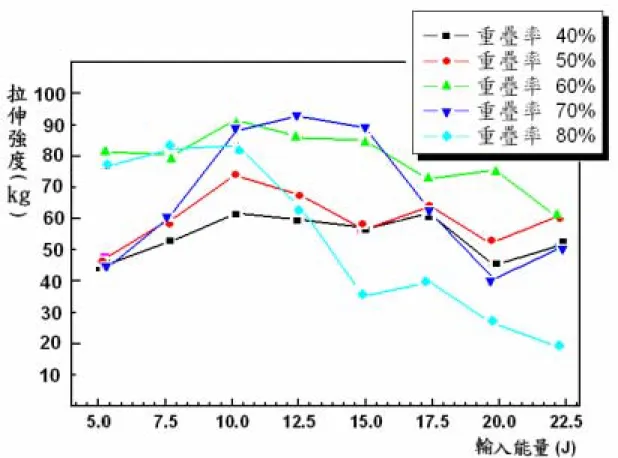
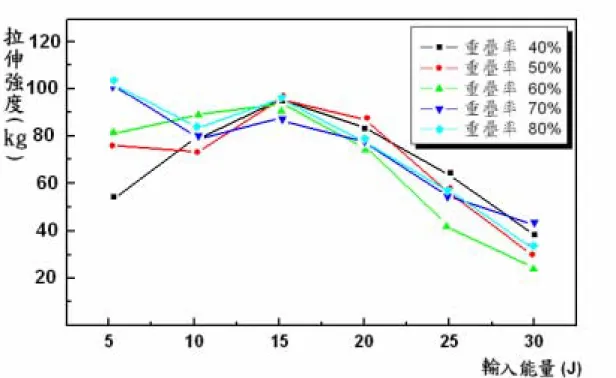
平板對接拉伸實驗結果如圖 4-13 ~ 圖 4-15 所示。圖 4-13 表示峰值功 率 Pk= 2kW 時的拉伸情形,隨著能量與重疊率的提高,銲道強度也逐漸增 大,但因部分銲點沒有銲透材料,以及銲點較小,接合不完全,銲道的拉 伸強度不佳,最大值約為 60kg,不符合強度的評估標準。圖 4-14 表示峰 值功率 Pk= 3kW 時的拉伸情形,可發現重疊率在超過 60%時,輸入能量越 高強度越低,且當能量高於 17.5J 時,雖然銲核寬度、深度尺寸變大,但 因能量過高造成凹陷、穿蝕嚴重,使強度下降;尤其重疊率 80%時,單位 長度的銲點較多,熱累積更明顯,在輸入能量大於 10J 後,強度便已明顯 下降;而對於 40%、50%較低重疊率的銲道,在輸入能量 10~15J 時有最大 強度,但仍未達到 75kg 的拉伸評估標準。總而言之,峰值功率 Pk= 3kW 的參數,在重疊率 60%以上時,以低於 17.5J 的能量為佳,重疊率 50%以 下,在 10J~15J 之間強度最高,但仍未符合標準。
圖 4-15 表示峰值功率 Pk= 4kW 時的拉伸情形。由於峰值功率較大,
雷射光束在低能量時已能貫穿材料,能量增加僅使銲道熱裂、凹陷量、穿 蝕更嚴重,強度也隨之降低,在能量大於 20J 時,強度未達 75kg 的拉伸評 估標準。另外,重疊率大於 60%時,仍與峰值功率 Pk= 3kW 時相同,以低 能量封銲的拉伸強度較佳,能量提高時,強度則較低於重疊率低的銲道。
因此,就拉伸強度評估製程品質而言,以峰值功率 Pk= 3kW,銲道重 疊率 60%以上,能量以低於 17.5J 為佳;而峰值功率 Pk= 4kW 時,則以重 疊率 60%以上,輸入能量低於 20J 為最佳製程。
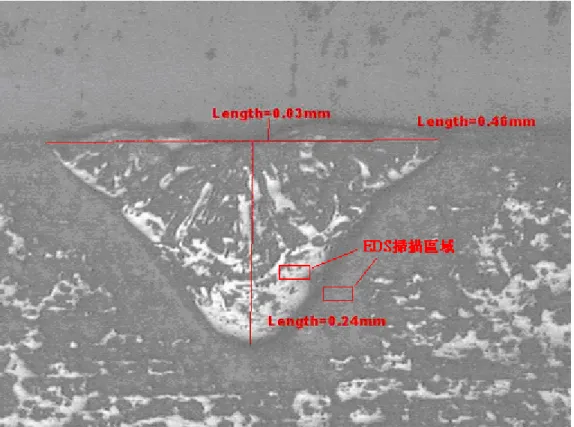
4-1-5 EDS 元素成分分析
圖 4-16 為銲道金相剖面圖,可發現銲道底部、熱影響區、與母材的組
織有所不同,由於 3003 鋁合金所含合金元素較少,特性近似純鋁,低熔 點的合金元素以 Mn、Cu 為主,活性較強,因此銲道成分的變化,原因可 能為合金元素揮發或高溫時與空氣中的氧進行劇烈氧化造成。圖 4-17 ~圖 4-19 分別表示 10J、19.8J、30.1J 三種不同能量輸入的銲道底部成份分析,
可發現能量越高時,銲道氧化程度越嚴重,而 Mn 等合金元素也揮發越多。
此一部份資料可解釋高能量輸入時,銲道氣孔、熱裂加劇的情形。圖 4-20 為輸入能量 10J 時的熱影響區成分分析,與圖 4-19 的銲道底部成分相比 較,可發現熱影響區的 Mn 元素含量比例相當少,氧化情形也不嚴重,相 對地,銲道底部的 Mn 元素比例則較母材高,原因乃由於雷射重熔時,熱 影響區的 Mn 元素往熔池析出,銲道表面 Mn 元素部份揮發,而位於底部 的合金元素來不及揮發,且高溫下鋁合金與氧氣作用產生的氧化物,因密 度較高往下沉入銲道底部,故使底部的 Mn 含量比例明顯較多,氧化情形 也較嚴重,在熱影響區的 Mn 元素成分比例則明顯下降,且由於銲接過程 中並未熔化再凝固,也未與大氣接觸,故氧化情形不顯著。
圖 4-1 峰值功率 Pk=2kW 時,單一點銲與不同重疊率封銲隨 輸入能量改變之銲點直徑比較
圖 4-2 峰值功率 Pk=3kW 時,單一點銲與不同重疊率封銲隨 輸入能量改變之銲點直徑比較
圖 4-3 峰值功率 Pk=4kW 時,單一點銲與不同重疊率封銲隨 輸入能量改變之銲點直徑比較
圖 4-4 峰值功率 Pk=2kW 時,不同重疊率封銲之銲道深度
圖 4-5 峰值功率 Pk=3kW 時,不同重疊率封銲之銲道深度
圖 4-6 峰值功率 Pk=4kW 時,不同重疊率封銲之銲道深度
(A) Pk=2kW
E=6J,overlap= 50%
(B) Pk=2kW
E= 9J,overlap= 50%
(C) Pk=2kW
E= 12J,overlap= 50%
銲深=0.35mm 銲深=0.37mm 銲深=0.36mm
(D) Pk=3kW
E=10J,overlap= 60%
(E) Pk=3kW
E=15J,overlap= 60%
(F) Pk=3kW
E=22.3J,overlap= 60%
銲深=0.38mm 銲深=0.41mm 銲深=0.45mm
(G) Pk=4kW
E=10J,overlap= 60%
(H) Pk=4kW
E=19.8J,overlap= 60%
(I) Pk=4kW
E=30.1J,overlap= 60%
銲深=0.46mm 銲深=0.44mm 銲深=0.44mm
圖 4-7 峰值功率、輸入能量對鋰電池殼封銲銲道的銲深、凹陷量影響情形
(A) (B) (C) 圖 4-8 鋰電池殼體封裝,隨能量提高,銲道銲深及凹陷量情形;
(a)10J 以下 、(b)10~20J 、(c)20J 以上
overlap=30%;E=5J overlap=30%;E=15J overlap=30%;E=30.1J
overlap=60%;E=5J overlap=60%;E=15J overlap=60%;E=30.1J
overlap=80%;E=5J overlap=80%;E=15J overlap=80%;E=30.1J
圖 4-9 能量與重疊率大小對銲道的影響情形
峰值功率 P
k=4kW 輸入能量 E=10J
峰值功率 P
k=4kW 輸入能量 E=19.8J
峰值功率 P
k=4kW 輸入能量 E=30.1J
圖 4-10 能量越高,氣孔數越少,熱裂紋越大
圖 4-11 銲道表面氣孔外形,呈喇叭口狀,氣孔外圍有 一系列波浪狀同心圓,呈氣體噴發痕跡
重疊率=80﹪ 重疊率=70﹪
重疊率=50﹪ 重疊率=40﹪
圖 4-12 脈衝能量 10J,不同重疊率下,銲道氣孔與熱裂紋情形,
重疊率大於 60﹪時,氣孔與熱裂紋明顯減少
圖 4-13 峰值功率 Pk=2kW 時,不同重疊率封銲之銲道強度
圖 4-14 峰值功率 Pk=3kW 時,不同重疊率封銲之銲道強度
圖 4-15 峰值功率 Pk=4kW 時,不同重疊率封銲之銲道強度
圖 4-16 銲道剖面組織圖
Element Al O Mn Si Fe Cu Totals
Weight% 93.90 3.66 1.89 0.24 0.30 0.01 100.00
Quantitative results
Weight%
0 20 40 60 80 100
O Al Si Mn Fe Cu
圖 4-17 輸入能量 10 J 時的銲道成分分析
Element Al O Mn Si Fe Cu Totals
Weight% 88.87 10.20 0.33 0 0.39 0.22 100.00
Quantitative results
Weight%
0 20 40 60 80 100
O Al Mn Fe Cu
圖 4-18 輸入能量 19.8 J 時的銲道成分分析
Element Al O Mn Si Fe Cu Totals
Weight% 71.23 27.67 0.50 0.56 0.04 0.00 100.00
Quantitative results
Weight%
0 20 40 60 80
O Al Si Mn Fe Cu
圖 4-19 輸入能量 30.1 J 時的銲道成分分析
Element Al O Mn Si Fe Cu Totals Weight% 99.84 0.02 0.06 0.01 0.07 0.01 100.00
Quantitative results
Weight%
0 20 40 60 80 100
O Al Mn Fe Cu Zn
圖 4-20 輸入能量 10J 時的熱影響區成分分析
第二節 ANSYS 數値分析與溫度測量結果
本實驗模擬的樣本共 10J、20J、30J 三組參數,主要探討雷射銲接時,
在銲接起點(4.8mm)、銲道 1/2 處(15.8mm)、3/4 處(26.2mm)的材料表面溫度 値,圖 4-21~圖 4-29 即為模擬分析與熱電偶量測結果比較。熱電偶量測位置 除了如同模擬分析有三個不同 X 方向的位置外,因有限元素模擬時假設為 二維模型,故熱電偶在每個 X 位置上還分別量測距離銲道中心 0mm、
1.5mm,2.5mm 三個不同 Y 位置的溫度,如表 4-1 所示。
首先根據公式(2-7),可初步估算出 10J、20J、30J 三組參數的銲道表面 溫度:
公式(2-7)
=
2 / 1
0 4
) , 0
( π
Kt k
t I T
其中,功率密度 2
0 0 0
2 πω
I = P ,Po為入射光功率,本研究功率固定設為 35W;
ω0為光斑直徑,本研究所採用聚焦透鏡的最小聚焦為直徑 0.4mm,且實驗 採用離焦量為 0,故ω0=0.4m。K 為熱擴散係數,
cp
K k
= ρ ,k為熱傳導係數,
ρ為比重,cp為比熱,根據表 2-1 可查知 3003 鋁合金的熱傳導係數、比重、
比熱分別為:
k=0.46
C cm
cal sec⋅0
⋅ ρ=2.74 3
cm g
cp=0.22 C g
cal
⋅0
另外,公式(2-7)中的 t 表示雷射作用時間,即為雷射脈衝頻率的倒數,
本研究模擬分析採用的三個樣本參數 10J、20J、30J 所對照的頻率分別為 3.5Hz、1.8Hz、1.2Hz。而且由 2-5-1 小節假設已知鋁合金材料的吸收效率為 50%;另外,1cal=4.18J,1J=0.24cal。故公式(2-7)變成:
×
=
2 / 1
2 0
0 50% 4
) 2 , 0 (
cp
kt k
t P
T πω πρ
將以上數據分別代入公式則可得:
(1)當輸入能量 10J,頻率為 3.5Hz 時,銲道表面溫度為:
( )
×
×
⋅ ×
× ⋅
×
⋅ ×
⋅
×
×
×
=
⇒
2 / 1
0 3
0
2
0 3.14 2.74 0.22
5 . 3
1 46 sec
. 0 4 04
. 0 14 . sec 3
46 . 0
% 18 50
. 4
1 35sec
2 5)
. 3 , 1 0 (
C g
cal cm
g
Hz C
cm cal
C cm cm
cal
cal J J
T
⇒
5 . 3 , 1 0
T =1909℃
(2)當輸入能量 20J,頻率為 1.8Hz 時,銲道表面溫度為:
( )
×
×
⋅ ×
× ⋅
×
⋅ ×
⋅
×
×
×
=
⇒
2 / 1
0 3
0
2
0 3.14 2.74 0.22
8 . 1
1 46 sec
. 0 4 04
. 0 14 . sec 3
46 . 0
% 18 50
. 4
1 35sec
2 8)
. 1 , 1 0 (
C g
cal cm
g
Hz C
cm cal
C cm cm
cal
cal J J
T
⇒
8 . 1 , 1 0
T =2663℃
(3)當輸入能量 30J,頻率為 1.2Hz 時,銲道表面溫度為:
( )
×
×
⋅ ×
× ⋅
×
⋅ ×
⋅
×
×
×
=
⇒
2 / 1
0 3
0
2
0 3.14 2.74 0.22
2 . 1
1 46 sec
. 0 4 04
. 0 14 . sec 3
46 . 0
% 18 50
. 4
1 35sec
2 2)
. 1 , 1 0 (
C g
cal cm
g
Hz C
cm cal
C cm cm
cal
cal J J
T
⇒
2 . 1 , 1 0
T =3261℃
由上述推導可發現,能量越高時表面溫度越高,且皆大於鋁的沸點 1800
℃,而當輸入能量大於 20J 時,銲道表面溫度已達 2663℃,遠超過 3003 鋁 金的主要合金元素 Mn 的沸點 2097℃,因此由此數據可解釋 EDS 的分析結 果,為何當能量大於 20J 時,Mn 元素含量比例明顯下降,而且氧化嚴重問 題。
再由圖 4-21~圖 4-29,ANSYS 有限元素模擬分析的結果顯示,10J、20J、
30J 三組能量參數的銲道起點最高表面溫度分別為 1047℃、1502℃、1545
℃;銲道中點的最高表面溫度分別為 1429℃、1538℃、1567℃;銲道終點 的最高表面溫度分別為 1488℃、1458℃、1592℃。可發現以下幾點:
(1)在相同能量輸入下,沿著銲接方向(X 方向)的溫度有些微增加,驗證 利用脈衝式雷射銲接時,雖然每點銲點可視為獨立,熱量無太大的累 積,但對於本研究質量輕、厚度薄的材料,仍有所影響。也解釋 4-1-2、
4-1-3 中為何當能量大時,造成銲道後半段容易有穿蝕問題
(2)銲點尺寸部份,可由輸入的速度與 X 軸時間相得到。當能量越大時,
銲道深度並沒有明顯改變,但寬度較寬。對於相同能量下,銲道起點、
中點、終點的深度及寬度,則因能量累積,有些微增加。
將 ANSYS 有限元素模擬分析結果與前述的數學解析解、溫度擷取溫度 結果相比較,可發現以下幾點:
(1)數學解析解所得的銲道表面溫度皆遠大於有限元素模擬結果,而且 當輸入能量越高時,溫度差距越大,其原因由於解析推導時沒有推論 銲道與環境室溫溫度差造成的熱傳差異造成。當能量越高時,表面溫 度越高,與環境之間的溫度差越大,則熱散失的速率也越快。在數學 解析推論時,因假設熱散失速率相同,故所得的表面溫度結果會遠比
模擬結果大,且輸入能量越高時,誤差越高。
(2)從數值分析與熱電偶測量結果比較發現,模擬分析所得的最高溫度 値皆比熱電偶實際測量値高出許多,此原因由於數值分析時並未考慮 銲道熔池熱對流、熱輻射、離子游離吸熱等現象,因此所獲模擬所得 最高溫値皆大於實際測量値。
(3)數值模擬分析的另一個誤差原因,來自於分析時的熱傳性質皆假設 為固定不變,但事實上鋁合金高溫時熱傳係數、光學吸收率皆提高許 多;分析中也無法假設材料蒸發、汽化的熱量損失,故所得溫度會高 於實際溫度。
(4)熱電偶測量誤差,則來自於熱電偶擷取器的最大擷取頻率為 1Hz,
但雷射脈衝頻率皆大於 1Hz,故當雷射光瞬間將材料加熱到最高溫 時,熱電偶並無法即時反應,會有延遲現象,所擷取到的溫度是高峰 後的溫度,而且鋁合金熱傳係數高,熱量迅速向四周傳遞,使表面溫 度快速下降,因此所得溫度較低。
(5)由數值分析溫度分佈圖與顯微金相圖比較,可驗證當能量提高時,
銲道的溫度梯度減緩,加上雷射作用時間增加,熔池有較長的凝固時 間使氣泡排出,因此氣孔數會較少。
表 4-1 模擬分析與溫度測量位置之參數總表 能量輸入參數 位置 熱電偶與銲道中線的距離
4.8mm 0mm、1.5mm、2.5mm 15.8mm 0mm、1.5mm、2.5mm 10J
26.2mm 0mm、1.5mm、2.5mm 4.8mm 0mm、1.5mm、2.5mm 15.8mm 0mm、1.5mm、2.5mm 20J
26.2mm 0mm、1.5mm、2.5mm 4.8mm 0mm、1.5mm、2.5mm 15.8mm 0mm、1.5mm、2.5mm 30J
26.2mm 0mm、1.5mm、2.5mm
(a)
(b)
(c)
圖 4-21 (a)、(b)能量輸入 10J、銲接起點(4.8mm)之溫度分析圖,
最高溫 1407℃;(c)同樣能量、同一位置上,熱電偶測量 之溫度曲線
(a)
(b)
(c)
圖 4-22 (a)、(b)能量輸 10J、銲接中點(15.8mm)之溫度分析圖,
最高溫 1429℃;(c)同樣能量、同一位置上,熱電偶測量
(a)
(b)
(c)
圖 4-23 (a)、(b)能量輸 10J、銲接終點(26.2mm)之溫度分析圖,
最高溫 1488℃;(c)同樣能量、同一位置上,熱電偶測量 之溫度曲線
(a)
(b)
(c)
圖 4-24 (a)、(b)能量輸入 20J、銲接起點(4.8mm)之溫度分析圖,
最高溫 1502℃;(c)同樣能量、同一位置上,熱電偶測量 之溫度曲線
(a)
(b)
(c)
圖 4- 25 (a)、(b)能量輸 20J、銲接中點(15.8mm)之溫度分析圖,
最高溫 1538℃;(c)同樣能量、同一位置上,熱電偶測量 之溫度曲線
(a)
(b)
(c)
圖 4-26 (a)、(b)能量輸 20J、銲接終點(26.2mm)之溫度分析圖,
最高溫 1458℃;(c)同樣能量、同一位置上,熱電偶測量 之溫度曲線
(a)
(b)
(c)
圖 4-27 (a)、(b)能量輸入 30J、銲接起點(4.8mm)之溫度分析圖,
最高溫 1545℃;(c)同樣能量、同一位置上,熱電偶測量 之溫度曲線
(a)
(b)
(c)
圖 4-28 (a)、(b)能量輸入 30J、銲接中點(15.8mm)之溫度分析圖,
最高溫 1567℃;(c)同樣能量、同一位置上,熱電偶測量 之溫度曲線
(a)
(b)
圖 4-29 (a)、(b)能量輸入 30J、銲接終點(26.2mm)之溫度分析圖,
最高溫 1592℃