广东省电镀工业园区
清洁生产评价指标体系(试行)
广 东 省 环 境 保 护 厅
广 东 省 经 济 和 信 息 化 委 员 会 发布
目 录
前 言 ... II
1 适用范围 ... 1
2 规范性引用文件 ... 1
3 术语和定义 ... 1
4 评价指标体系 ... 3
5 评价方法 ... 8
6 数据来源 ... 9
附 录A(资料性附录) ... 10
前 言
为贯彻《中华人民共和国环境保护法》和《中华人民共和国清洁生产促进法》,指导 和推动我省电镀工业园区实施清洁生产,提高资源利用率,减少和避免污染物的产生,保 护和改善环境,制定本指标体系。
本指标体系依据综合评价所得分值将清洁生产等级划分为三级,Ⅰ级为省内清洁生产领 先水平;Ⅱ级为省内清洁生产先进水平;Ⅲ级为省内清洁生产基本水平。随着技术的不断进 步和发展,本评价指标体系将适时修订。
本指标体系起草单位:广东省环境科学研究院、广东省电镀行业协会、江门市崖门新财 富环保工业有限公司、揭阳市表面处理生态工业园有限公司、广东省环境科学学会。
本指标体系由广东省环境保护厅、广东省经济和信息化委员会负责解释。
1 适用范围
本指标体系规定了电镀工业园区清洁生产的一般要求。清洁生产指标分为四类,即生产 工艺及设备指标、资源和能源利用指标、污染物集中治理指标和园区管理指标。
本指标体系适用于广东省内电镀工业园区的清洁生产审核、清洁生产潜力与机会的判 断、清洁生产水平评估、清洁生产绩效评定等。
2 规范性引用文件
本指标体系内容引用了下列文件中的条款。凡不注明日期的引用文件,其有效版本适用 于指标体系。凡不注明日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 17167 用能单位能源计量器具配备和管理通则 GB 18597 危险废物贮存污染控制标准
GB 21900 电镀污染物排放标准
GB/T 24001 环境管理体系 规范及使用指南 HJ-BAT-11 电镀工业污染防治最佳可行技术指南 AQ 5202 电镀生产安全操作规程
AQ 5203 电镀生产装置安全技术条件 DB 44/1597 电镀水污染物排放标准
《危险化学品安全管理条例》(中华人民共和国国务院令第 591 号、645 号,2013)
《清洁生产评价指标体系编制通则》(试行稿)(国家发展改革委员会、环境保护部、工 业和信息化部,2013)
《电镀行业清洁生产评价指标体系》(国家发展改革委员会、环境保护部、工业和信息 化部,2015)
《中华人民共和国清洁生产促进法》(中华人民共和国主席令第 54 号,2012)
《电镀行业规范条件》(工业和信息化部,2015)
国家发展和改革委关于修改《产业结构调整指导目录(2011 年本)》有关条款的决定(国 家发展和改革委员会令第 21 号,2013)
国家发展改革委关于暂缓执行 2014 年底淘汰氰化金钾电镀金及氰化亚金钾镀金工艺规 定的通知(发改产业[2013]1850 号)
3 术语和定义
GB 17167、GB 18597、GB 21900、GB/T 24001、AQ 5202、AQ 5203、DB 44/1597、《清 洁生产评价指标体系编制通则》(试行稿)等所确立的以及下列术语和定义适用于本指标体
3.1 清洁生产
不断采取改进设计、使用清洁的能源和原料、采用先进的工艺技术与设备、改善管理、
综合利用等措施,从源头削减污染,提高资源利用效率,减少或者避免生产、服务和产品使 用过程中污染物的产生和排放,以减轻或者消除对人类健康和环境的危害。
3.2 清洁生产评价指标体系
由相互联系、相对独立、互相补充的系列清洁生产水平评价指标所组成的,用于评价清 洁生产水平的指标集合。
3.3 生产工艺及装备指标
指对产品生产中采用的生产工艺和装备的种类、自动化水平、生产规模等方面的指标。
3.4 资源和能源利用指标
在生产过程中,生产单位产品所需的资源与能源量等反映资源与能源利用效率的指标。
3.5 污染物集中治理指标
指对园区污染物集中治理水平综合评价的指标。
3.6 园区管理指标
指电镀工业园区各类清洁生产管理相关规章、制度和措施,包括执行环保法规、生产过 程管理、环境管理、清洁生产审核等。
3.7 指标基准值
为评价清洁生产水平所确定的指标对照值。
3.8 指标权重
衡量各评价指标在清洁生产评价指标体系中的重要程度。
3.9 指标分级
根据现实需要,对评价生产评价指标所划分的级别。
3.10 清洁生产综合评价指数
根据一定的方法和步骤,对清洁生产评价指标进行综合计算得到的数值。
3.11 取水量水平
园区内企业对照《电镀行业清洁生产评价指标体系》表 1 中二级指标“单位产品每次清 洗取水量”所确定的水平,即园区内“单位产品每次清洗取水量”达到对应等级的企业数量 与园区内企业总数量的百分比。
3.12 电镀用水重复利用率水平
园区内企业根据《电镀行业清洁生产评价指标体系》表 1 中二级指标“电镀用水重复利 用率”所确定的水平,即园区内“电镀用水重复利用率”达到对应等级的企业数量与园区内
企业总数量的百分比。
3.13 自动化生产线
自动电镀生产线是按一定电镀工艺过程要求将有关镀槽、镀件提升转运装置、电器控制 装置、电源设备及相关辅助设施等组合为一体,通过机械或电气装置自动驱动的生产线。
3.14 半自动化生产线
半自动电镀生产线是按一定电镀工艺过程要求将主要工艺槽、镀件提升转运装置、电源 设备及相关辅助设施等组合为一体,通过手动控制机械或电气装置驱动的生产线。
3.15 电镀工业园区
指具有运营管理主体和集中废水处理设施的,由专业电镀企业或配套电镀企业组成的专 业园区。
4 评价指标体系 4.1 指标选取说明
根据清洁生产的原则要求和指标的可度量性,进行本评价指标体系的指标选取。根据评 价指标的性质,分为定量指标和定性指标两类。
定量指标选取了有代表性的、能反映“节能”、“降耗”、“减污”和“增效”等有关清洁生产 最终目标的指标,综合考评电镀工业园区实施清洁生产的状况和电镀工业园区清洁生产程 度。定性指标根据国家有关推行清洁生产的产业发展和技术进步政策、资源环境保护政策规 定以及清洁生产措施实施程度选取,用于考核电镀工业园区对有关政策法规的符合性及其清 洁生产工作实施情况。
4.2 指标基准值及其说明
各指标的评价基准值是衡量该项指标是否符合清洁生产基本要求的评价基准。
在定量评价指标中,各指标的评价基准值是衡量该项指标是否符合清洁生产基本要求的 评价基准。在定性评价指标体系中,衡量该项指标是否贯彻执行国家有关政策、法规的情况,
是否采用电镀工业园区污染防治措施,按“是”或“否”两种选择来评定。
4.3 指标体系
电镀工业园区清洁生产评价指标体系的各评价指标、评价基准值和权重值见表 1。
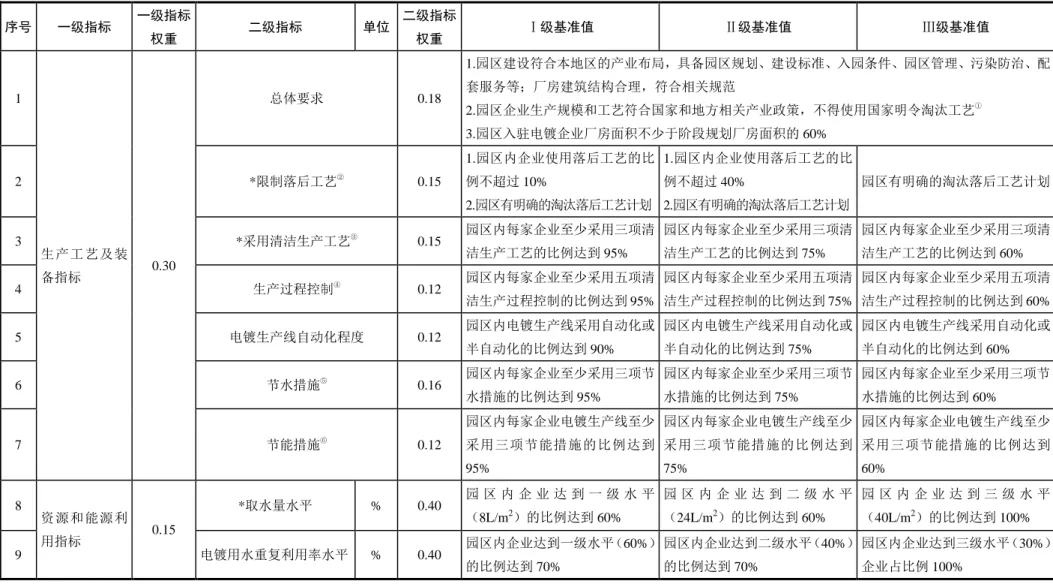
表 1 电镀工业园区清洁生产评价指标项目、权重及基准值
序号 一级指标 一级指标
权重 二级指标 单位 二级指标
权重 Ⅰ级基准值 Ⅱ级基准值 Ⅲ级基准值
1
生产工艺及装
备指标 0.30
总体要求 0.18
1.园区建设符合本地区的产业布局,具备园区规划、建设标准、入园条件、园区管理、污染防治、配 套服务等;厂房建筑结构合理,符合相关规范
2.园区企业生产规模和工艺符合国家和地方相关产业政策,不得使用国家明令淘汰工艺① 3.园区入驻电镀企业厂房面积不少于阶段规划厂房面积的 60%
2 *限制落后工艺② 0.15
1.园区内企业使用落后工艺的比 例不超过 10%
2.园区有明确的淘汰落后工艺计划
1.园区内企业使用落后工艺的比 例不超过 40%
2.园区有明确的淘汰落后工艺计划
园区有明确的淘汰落后工艺计划
3 *采用清洁生产工艺③ 0.15 园区内每家企业至少采用三项清 洁生产工艺的比例达到 95%
园区内每家企业至少采用三项清 洁生产工艺的比例达到 75%
园区内每家企业至少采用三项清 洁生产工艺的比例达到 60%
4 生产过程控制④ 0.12 园区内每家企业至少采用五项清
洁生产过程控制的比例达到 95%
园区内每家企业至少采用五项清 洁生产过程控制的比例达到 75%
园区内每家企业至少采用五项清 洁生产过程控制的比例达到 60%
5 电镀生产线自动化程度 0.12 园区内电镀生产线采用自动化或 半自动化的比例达到 90%
园区内电镀生产线采用自动化或 半自动化的比例达到 75%
园区内电镀生产线采用自动化或 半自动化的比例达到 60%
6 节水措施⑤ 0.16 园区内每家企业至少采用三项节
水措施的比例达到 95%
园区内每家企业至少采用三项节 水措施的比例达到 75%
园区内每家企业至少采用三项节 水措施的比例达到 60%
7 节能措施⑥ 0.12
园区内每家企业电镀生产线至少 采用三项节能措施的比例达到 95%
园区内每家企业电镀生产线至少 采用三项节能措施的比例达到 75%
园区内每家企业电镀生产线至少 采用三项节能措施的比例达到 60%
8 资源和能源利
用指标 0.15
*取水量水平 % 0.40 园 区 内 企 业 达 到 一 级 水 平
(8L/m2)的比例达到 60%
园 区 内 企 业 达 到 二 级 水 平
(24L/m2)的比例达到 60%
园 区 内 企 业 达 到 三 级 水 平
(40L/m2)的比例达到 100%
9 电镀用水重复利用率水平 % 0.40 园区内企业达到一级水平(60%)
的比例达到 70%
园区内企业达到二级水平(40%)
的比例达到 70%
园区内企业达到三级水平(30%)
企业占比例 100%
10 能源供应水平 0.20
1.园区集中供热采用天然气等清 洁能源
2.园区采用智能电网⑦或天然气 分布式能源
园区集中供热采用 0#柴油及生 物质等能源
园区集中供热采用燃煤的含硫量 必须小于或等于 0.5%
11
污染物集中治
理指标 0.25
园区废水收集与输送 0.15
1.废水分类收集系统完善,并配 备相应的中间暂存池,实施动态 监控,配备混排应急处理设施 2.电镀溶液过滤后产生的滤渣和 报废的电镀溶液不进入废水收集 和处理设施
3.废水输送采用明管输送方式,
废水输送管道沿途设置防渗漏措 施且具备不停产分段维修功能
1.废水分类收集系统完善,并配 备相应的中间暂存池,实施动态 监控,配备混排应急处理设施 2.电镀溶液过滤后产生的滤渣和 报废的电镀溶液不进入废水收集 和处理设施
3.废水输送采用明管输送方式,
废水输送管道沿途设置防渗漏措 施
1.废水分类收集系统完善,实施 动态监控
2.电镀溶液过滤后产生的滤渣和 报废的电镀溶液不进入废水收集 和处理设施
12 园区废水处理工艺与设施 0.30
1.现场布置与工艺分区合理、流程顺畅;废水处理工艺技术先进,
具有深度处理工艺,回用水处理系统产生的浓液处理工艺合理,有 较强抗冲击能力,出水稳定达标
2.废水处理设施符合相关规范,场地整洁,安全措施得当,构筑物、
管道、设备标示清晰,防腐、防漏、防渗措施完善
3.配备完善的中控系统,pH、ORP 等监测设施齐备,自动加药装置 系统能精准计量,排水口有自动监测装置
1.现场布置与工艺分区合理;废 水处理工艺合理,具有抗冲击能 力,出水稳定达标
2.废水处理设施符合相关规范,
场地整洁,具备相应的防腐、防 漏、防渗及安全措施
3.配备中控系统,pH、ORP 等监 测设施齐备,有自动加药装置系 统,排水口有自动监测装置
13 废气治理 0.20
1.合理设置废气收集处理装置,
确保各类废气达标排放
1.合理设置废气收集处理装置,
确保各类废气达标排放 合理设置废气收集处理装置,确
3.园区废气实行集中运营治理模 式,配备专业运营人员
14 危险废物管理 0.20
1.危险废物由园区统一收集储存,
并委托有资质的企业处理处置 2.园区对危险废物中的部分有价 金属实现资源化利用
危险废物由园区统一收集储存,
并委托有资质的单位处理处置
园区内企业危险废物按照 GB 18597 等相关规定执行
15 污染治理设施运行管理 0.15
1.园区有良好的运行管理制度,操作规程、岗位责任制、运行台账 完善,运行台账应包括物耗、能耗、仓储、设备大修、日常维修等 2.园区有良好的运行监控机制,对废水处理各阶段的水质情况实施 必要的检测;检测仪器定期标定、校准,分析监测数据并存档 3.废气处理装置运行良好,并定期检测
排水口有自动监测装置,建立治 污设施运行台账;配备相应的水 质检测仪器;废气处理装置运行 良好,并定期检测
16
园区管理指标 0.30
环境法律法规标准执行情况 0.20 符合国家和地方有关环境法律、法规,废水、废气、噪声等污染物排放符合国家和地方排放标准;
主要污染物排放应达到国家和地方污染物排放总量控制指标
17 环境管理体系制度 0.05 园区按照 GB/T 24001 建立并运行环境管理体系,环境管理手册、
程序文件及作业文件齐备
园区拥有健全的环境管理体系和 完备的管理文件
18 危险化学品管理 0.10
园区集中管理,统一采购、储运 与配送,并符合《危险化学品安 全管理条例》相关要求
园区在危险化学品的采购、储存、
配送的部分环节实现集中管理,
并符合《危险化学品安全管理条 例》相关要求
符合《危险化学品安全管理条例》
相关要求
19 一企一档管理 0.10
园区建立一企一档管理制度,企业档案至少包括产品方案、生产规 模、生产工艺与装备、平面布置图、资源能源利用情况、污染物产 生情况等;建立企业档案动态更新制度
园区初步建立一企一档管理制 度,企业档案至少包括资源能源 利用情况、污染物产生情况等
20 园区公共技术服务水平 0.15 园区配置检测实验室和所需的人员、仪器设备,具备镀液分析、镀 层性能检测、原辅材料检测、电镀故障诊断分析等能力
园区配置检测实验室和所需的人 员、仪器设备,具备镀液分析能力
21 园区内企业负责人参加清
洁生产培训比例 % 0.05 100 90 80
22 *园区内企业开展清洁生
产审核的比例 % 0.10 90 80 70
23 环境监测 0.10
园区具备独立进行电镀废水、废 气污染物全因子分析检测的能 力,安装主要污染物排放自动监 测设备
园区具备独立进行电镀废水污染 物全因子分析检测的能力,安装 主要污染物排放自动监测设备
园区具备独立进行电镀废水主要 污染物分析检测的能力,安装主 要污染物排放自动监测设备
24 园区综合环境 0.05 生产现场环境清洁、整洁,管理有序;管道、设备无跑冒滴漏,有可靠的防范措施;园区给排水实 行清污分流,雨污分流;园区内道路经硬化处理
25 环境风险预防 0.10 园区编制系统的环境应急预案并开展环境应急演练,完成备案
注:带“*”号的指标为限定性指标;评价“限制落后工艺”、“采用清洁生产工艺”、“生产过程控制”、“节水措施”、“节能措施”、“取水量水平”、“电镀用水重复利用率水平”等指 标时,企业数按通过环保竣工验收的企业数量统计;评价“园区内企业负责人参加清洁生产培训比例”、“园区内企业开展清洁生产审核的比例”等指标时,企业数按投入生产的企 业数量统计。
①淘汰工艺见附录 A.1。
②落后工艺见附录 A.2。
③清洁生产工艺见附录 A.3。
④清洁生产过程控制见附录 A.4。
⑤节水措施包括根据工艺选择多级逆流漂洗、淋洗、喷洗,回收或槽边处理,无单槽清洗等节水方式。
⑥节能措施包括使用高频开关电源/脉冲电源、热泵加热、变频装置、镀槽保温、蒸汽管路保温、采用板式冷暖交换器等方法。
⑦智能电网是在传统电力系统基础上,通过集成新能源、新材料、新设备和先进传感技术、信息技术、控制技术、储能技术等新技术,形成的新一代电力系统。
5 评价方法 5.1 指标无量纲化
不同清洁生产指标由于量纲不同,不能直接比较,需要建立原始指标的函数。
∉
= ∈
k ij
k ij ij
g
x g
g x
k
x 0 ,
, 00 1 ) ( Y
(1)
式中,
x
ij表示第i
个一级指标下的第j
个二级评价指标;g
k表示二级指标基准值,其中g
1为Ⅰ级水平,
g
2为Ⅱ级水平,g
3为Ⅲ级水平;Y
g( x
ij)
k 为二级指标
x
ij对于级别g
k的函数。如式(1)所示,若指标
x
ij属于级别g
k,则函数的值为 100,否则为 0。5.2 综合评价指数计算
通过加权平均、逐层收敛可得到评价对象在不同级别
g
k的得分gk
Y
,如式(2)所示。∑
∑
= ==
i kk
n
j
ij g ij m
i i
g
w Y x
1 1
)) ( (
Y ω
(2)式中,wi为第 i 个一级指标的权重,ωij为第 i 个一级指标下的第 j 个二级指标的权重,
其中,
1
1
∑ =
= m
i
w
i ,1
1
∑ =
= ni
j
ω
ij ,m 为一级指标的个数;ni为第 i 个一级指标下二级指标的个 数。另外,Yg1等同于 YI,Yg2等同于 YII,Yg3等同于 YIII。5.3 清洁生产电镀工业园区等级评定
本评价指标体系采用限定性指标评价和指标分级加权评价相结合的方法。在限定性指标 达到Ⅲ级水平的基础上,采用指标分级加权评价方法,计算电镀工业园区清洁生产综合评价 指数。根据综合评价指数,确定清洁生产水平等级。
对电镀工业园区清洁生产水平的评价,是以其清洁生产综合评价指数为依据的,对达到 一定综合评价指数的园区,分别评定为清洁生产领先水平园区、清洁生产先进水平园区、清 洁生产基本水平园区。
根据目前我省电镀工业园区的实际情况,电镀工业园区不同等级的清洁生产综合评价指 数列于表 2。
表 2 电镀工业园区不同等级清洁生产综合评价指数
电镀工业园区清洁生产水平 清洁生产综合评价指数
Ⅰ级(省内清洁生产领先水平) 同时满足:YI≥ 85;限定性指标全部满足Ⅰ级基准值要求
Ⅱ级(省内清洁生产先进水平) 同时满足:YII ≥ 85;限定性指标全部满足Ⅱ级基准值要求及以上
Ⅲ级(省内清洁生产基本水平) 满足:YIII = 100
6 数据来源
6.1 统计
电镀工业园区内企业的新鲜水的消耗量、重复用水量、产品产量等,以年报或考核周期 报表为准。
6.2 实测
如果统计数据严重短缺,资源综合利用特征指标也可以在考核周期内用实测方法取得,
对电镀工业园区内间歇性生产的企业,实测三个周期;对电镀工业园区内连续生产的企业,
应连续监测 72 小时。
6.3 采样和监测
本指标污染物的采样和监测按照相关技术规范执行,并采用国家或行业标准监测分析方 法,详见《电镀污染物排放标准》(GB21900)、《电镀水污染物排放标准》(DB 44/1597)。
附 录 A(资料性附录)
淘汰、落后、清洁生产工艺及清洁生产过程控制技术目录
A.1 国家明令淘汰工艺
A.1.1含有毒有害氰化物电镀工艺(氰化金钾电镀金及氰化亚金钾镀金,银、铜基合金 及预镀铜打底工艺,暂缓淘汰)
A.1.2含氰沉锌工艺 A.2 落后工艺
A.2.1 加工过程中使用和排放废水中含有镉元素的用于民品生产的工艺和产品(船舶及 弹性零件除外)
A.2.2 在生产过程产生和排放含有汞元素的蒸气或废水的工艺或产品
A.2.3 加工过程中使用和排放废水中含有铅元素的用于电子和微电子电镀生产的工艺 和产品(国家特殊项目除外)
A.2.4 无喷淋、镀液回收等措施普通单槽清洗工艺 A.2.5 砖砼结构槽体
A.2.6 高浓度铬酸钝化(镀锌钝化,铬酐浓度150g/L以上)
A.2.7 加工过程中使用三氯乙烯的工艺(脱脂)
A.2.8 硝酸退镀工艺 A.2.9 电镀铅锡合金工艺 A.3 清洁生产工艺
A.3.1 前处理
A.3.1.1 低温碱性除油 A.3.1.2 无磷中温除油
A.3.1.3 水基清洗剂替代有机溶剂除油 A.3.1.4 电解除油或超声波除油 A.3.1.5 采用油水分离器 A.3.1.6 采用无磷生物除油剂 A.3.1.7 无氰沉锌工艺 A.3.2 电镀工艺
A.3.2.1 氯化钾镀锌工艺 A.3.2.2 锌酸盐镀锌工艺 A.3.2.3 镀锌镍合金工艺 A.3.2.4 镀锌铁合金工艺 A.3.2.5 镀锌钴合金工艺 A.3.2.6 镀锡锌合金工艺 A.3.2.7 低浓度镀铬工艺 A.3.2.8 三价铬镀铬工艺 A.3.2.9 无氰镀铜工艺 A.3.2.10 无氰镀金工艺 A.3.2.11 无氰镀银工艺
A.3.2.12 无氟电镀和铅锡合金替代工艺
A.3.2.13 钨基合金镀层工艺 A.3.2.14 无铅无镉化学镀镍技术 A.3.2.15 纳米合金镀铬技术 A.3.2.16 塑胶直接电镀工艺 A.3.3 清洗及回收工艺
A.3.3.1 多级逆流清洗技术 A.3.3.2 喷射水洗技术 A.3.3.3 电导控水技术
A.3.3.4 逆流清洗-离子交换技术 A.3.3.5 逆流清洗-反渗透技术 A.3.3.6 逆流清洗-电解回收技术 A.3.3.7 槽边化学反应技术 A.3.3.8 二级回收槽 A.3.3.9 铬雾净化回收装置 A.3.3.10 超声波清洗 A.3.4 电镀后处理
A.3.4.1 无铬钝化工艺
A.3.4.2 镀锌层低六价铬或无六价铬钝化工艺 A.3.4.3 水性漆封油
A.3.4.4 电解退镀 A.4 清洁生产过程控制技术
A.4.1 镀铜、镀镍、镀锌等镀液连续过滤 A.4.2 及时补加和调整溶液
A.4.3 定期去除溶液中的杂质 A.4.4 镀液温度控制
A.4.5 镀液pH控制
A.4.6 镀液主要成分自动控制
A.4.7 采用去离子水配制溶液和清洗镀件
A.4.8 减少外来杂质带入溶液,如:采用纯阳极和袋装阳极、采用纯度高的化工原料、
保持工装挂具的绝缘涂层良好、及时清除镀液中掉落的镀件、镀前工件预浸 A.4.9 工艺槽之间加导液板
A.4.10 延长镀件出槽排液时间 A.4.11 控制工艺溶液浓度在低限范围 A.4.12 加去针孔剂,降低溶液表面张力 A.4.13 镀槽上方有压缩空气吹除带出液 A.4.14 定期检测、清洁极杠
A.4.15 采用镀液预配制系统 A.4.16 清洗槽加装空气搅拌
A.4.17 镀件合理装挂,使盲孔朝下,充分排液 A.4.18 生产线增加接液托盘