第三章 實驗方法與步驟
3.1 實驗流程
本研究之實驗流程如圖3-1,參閱 FSW 相關文獻後規劃製程參數,接著準 備實驗設備、器材及檢測儀器。
實驗設備與前置準備包括(1)工具頭材料;(2)鎂合金板片;(3)車床:依參 數條件車削出工具頭;(4)銑床:調整主軸轉數並搭配銲接進給率;(5)夾具之設 計與製作安裝:以能克服工具頭之扭矩及銲接進行之推力為重心;(6)k 型熱電 偶線、溫度截取器:透過 DXA100 DAQSTANDARD 軟體之轉檔,最後以 Excel 檔案格式輸出數據及溫度曲線圖。
檢測方面為(1)初步目測:就外觀判定是否為不良品;(2)溫度檢測:讀取 MV100 溫度截取器視窗上之數值,決定銲道是否完成熱塑流狀態;(3)巨觀及 顯微觀察:試片處理後由巨觀檢視銲道及銲核,作為微硬度及顯微組織 OM、
SEM 觀察之依據;(4)微硬度機:比較銲道內各區域及母材之強度關係;(5)拉 伸實驗機:求得拉伸強度及斷裂情形;(6)拉伸破斷面觀察。
3.2 實驗材料及設備
本實驗所使用之材料為 AZ31B 鎂合金商用軋延薄板,其原始厚度 3 mm 左右,化學組成、機械性能、物理性質如表 3-1、3-2[44]、3-3[45]所示。本實驗 之鎂合金原始型號為 AZ31B–H24,H24 表示材料係軋延過後進行部份退火處 理。
本研究之實驗過程製程簡單,不需額外添置昂貴設備,只要具有變換旋轉 主軸及自動進給移動床台之銑床工作母機,如圖 3-2,永峻昌工業有限公司生 產之床台型強力立式銑床(heavy duty bed type vertical milling machine) 即可達 成。但若要獲得良好銲接品質的銲件,摩擦攪拌桿的設計及製程條件的選擇仍 必須有效的加以控制。
本研究採用鎂合金板為母材,以SKD61 工具鋼材質鋼棒製作摩擦攪拌桿,
尺寸ψ28 mm × 90 mm,前端攪拌尖稍探針略小於厚度之尺寸,以成型車刀車 削便於固定幾何形狀,車削後之SKD61 工具頭經多次實驗發現以鍍氮化鈦為最 耐磨耗,又因兼顧剛性夾持部份,採用直徑20 mm 最不容易扭斷並能承受衝擊 力,因此建議採用此表面處理工具頭減少磨耗延長使用壽命,如圖3-3。
工具頭鍍膜處理程序敘述如下:使用直流式非平衡磁控濺鍍系統(DC Unbalance-Magnetron Sputtering System)製鍍氮化鈦薄膜,並搭配英商 Megatech 公司所製ReactafloTM光學發射光譜儀(Optical Emission Spectrometer, OES),因 利用偵測特定波長輻射的瞬間強度,故須先校準 Ti2+離子發射光波長為 454 nm,並透過高速迴路控制壓電閥門,以調整反應氣體氮氣在該瞬間的供給量;
固定參數為OES60%、鍍膜時間 80 分鐘、氬氣工作壓力 2.0×10-3 Torr。
利用套筒將工具頭(或稱為攪拌桿)夾持於銑床主軸上,主軸之轉數(rotating speed) 可調整,銲接進給速率(traverse speed)可經由機器設定,可自動進給。
兩板狀試片利用夾具夾持與定位於床台上,壓接工具攪拌桿固定速度旋轉,經 由床台之移動來執行進給動作。
3.3 實驗過程
進行實驗前先將試片欲接合面以銑床加工平整,銲接時所接觸到的表面或 摩擦面先用丙酮擦拭去除油脂,再以砂紙去除氧化層。銲接固定用背板採用厚 8 mm 之低碳鋼,經銑床加工、熱處理後再用磨床磨平,夾持時底板下方使用 平行塊墊高,降低摩擦熱經虎鉗而散失影響銲接攪拌之熱能,並預防過熱導致 材料塌陷造成攪拌不良的狀況發生。接合材料為 AZ31B-H24 之鎂板片,單一 板片之尺寸為 50×100×3 mm 採兩片對接形式,材料夾持時除側面需用虎鉗固 定外,尚需配合快速夾持顎夾夾具適度鎖固,防止摩擦攪拌銲接過程中,具傾 斜角之凸銷插入時產生強大之扭矩反力,以及銲接進給所形成的進給推力,導 致材料浮動、翹曲變形;但夾持力亦不可過劇以避免殘留應力(residual stresses) 作 用 在 銲 件 , 造 成 成 品 在 縱 向 的 (longitudinal) 及 橫 向 的 (transverse) 變 形 (distortion) [46],如圖3-4。
主軸轉數範圍經初步實驗,將可行的轉數參數分別訂為 591、982、1615、
2622、3925 rpm,銲接進給率由 72 至 1056 mm/min,當此二參數搭配好後,即 形成摩擦攪拌係數Θ值(Θ為主軸轉數與銲接進給速率之比值),同時啟用溫度 截取器,轉動工具頭後凸銷壓入材料,俟溫度到達材料塑流狀態形成擠製區(且 凸銷底部與材料間產生漩渦區),即進行摩擦攪拌銲接之銲接進給步驟,最後提 起工具頭完成一片銲件。
3.4 塑性流的溫度檢測
先以ψ0.3 mm 之鑽頭鑽入 AZ31 板材深度達 1.5 mm 處,再將 k 型熱電偶 (thermocouple)線打成 ψ0.25 mm 的單股,分別插入進給邊(advancing side,AS)
及退出邊(retreating side,RS)距銲道中心 10 mm 處,兩側各有 3 個量測點(合計 6 點)如圖 3-5,熱電偶另一端固定於 YOKOGAWA 之 mv100 型溫度截取記錄器 如圖3-6 所示,檢測前以冰塊作歸零校正,將各種參數條件下的溫度狀態資料 儲存於記錄器。依一維熱傳導性質配合ANSYS 8.0 軟體作熱分佈解析,並使用 MATLAB 6.5 軟體作非線性迴歸找出數學模型,來修正銲道的實際溫度,獲得 較佳接合溫度條件。
3.5 顯微組織觀察
經 不 同 製 程 條 件 銲 接 後 之 試 片 切 取 橫 截 面 , 先 將 試 片 以 砂 紙 研 磨 至
#2000,再進行拋光。拋光過程分別以 1 µm 、0.3 µm 及 0.05 µm 之氧化鋁顆粒 混合純酒精作為拋光液。拋光完之試料以腐蝕液(苦味酸 4.2 g+冰醋酸 10 ml
+水10 ml+乙醇 70 ml)加以腐蝕,再使用光學顯微鏡(OM)、掃描式電子顯微 鏡(SEM)觀察其顯微組織變化情形,並區分出銲核(nugget)、攪拌區(stir zone)、
熱影響區(HAZ)及母材(BM)等區域。比較不同製程條件的差異,仔細觀察並記 錄各區域微觀組織、晶粒形狀及量測粒徑之變化。
3.6 微硬度測量
將切取橫截面的試片拋光後,進行維克氏硬度(Micro Vickers Hardness)機 (如圖 3-7)測量硬度,荷重 100 g,保持時間 15 秒。由銲道中心向兩旁測量,每 隔 0.4 mm 測量一點,包括銲道、熱影響區及母材。測試後將所硬度值繪製成 微硬度分佈曲線,比較不同製程條件所造成之影響。
3.7 拉伸試驗
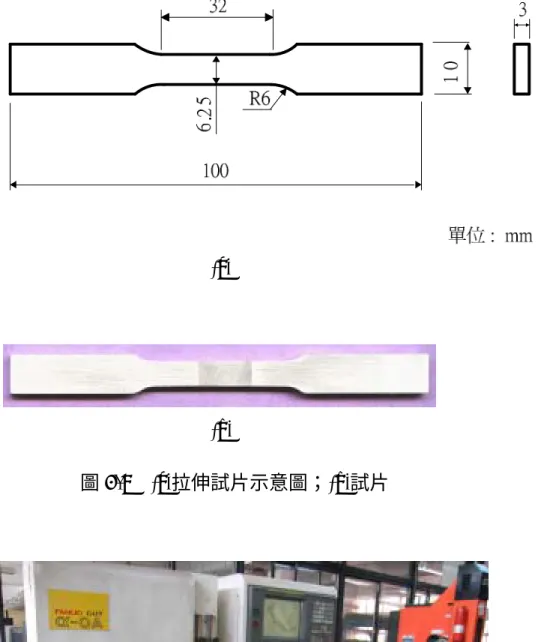
試片依據ASTM E8 規範如圖 3-8,使用放電線切割機 FANUC CUT α-OA 如圖3-9 所示,正確地裁切出拉伸試片尺寸及幾何形狀,截取垂直銲道之拉伸 試片,在國產58503 型萬能材料試驗機(universal tester)進行拉伸試驗,拉伸的 夾頭速度為0.2 mm/sec,進行拉伸獲得銲件能承受之最大負荷,將結果加以彙 整、分析。
3.8 拉伸破斷面觀察
以 JEOL JSM6360 型之 SEM 如圖 3-10,進行顯微斷面分析,並以 INCAs-sight Energy300 型之能量分散光譜儀( EDS )分析微區成份。
表3-1 AZ31B 化學成份[44]
鎂 Mg
鋁 Al
錳 Mn
鈣
Ca Ih 鋅
Zn Zr 銅 Cu
鐵 Fe
鎳 Ni
矽 Si
其他 元素
餘量 2.5~3.5 0.20Min0.04Max. — 0.7~1.3 — 0.05 0.005 0.005 0.05 0.30
表 3-2 AZ31B-H24 鎂合金片、板機械性能[45]
合金代號 調質度
抗拉強度 MPa
降伏強度 MPa
伸長率
%
壓縮降伏 強度MPa
勃氏硬度 (HB500) AZ31B-H24 290 220 15 180 73
表3-3 AZ31B-H24 鎂合金的物理性質[45]
物 理 條 件 數 值 單 位 elastic modulus 4.48E+10 Pa
Poisson's ratio 0.35
density 1770 kg/m3 thermal conductivity 95.19 W/m.K
specific heat 180 J/cm3.K
相關文獻探討
準備實驗設備及 器材
不同製程條件進行 摩擦攪拌銲接
巨觀及微觀組 織觀察
微硬度及接合 強度試驗
熱塑性溫度
檢測 EDS成份分析
資料統計分析
撰寫整理
不同參數條件及溫度檢測 進行摩擦攪拌銲接
ANSYS軟體 分析銲道溫度
圖 3-1 實驗流程
圖 3-2 床台型強力立式銑床(heavy duty bed type vertical milling machine)
ψ14 ψ20 ψ24
88
5O
10 O
4 8
88 16
2.8
(a) (b)
圖3-3 (a)工具頭尺寸圖;(b)工具頭實物
圖3-4 虎鉗夾具搭配顎式夾鉗之固定方式
2 1 3
4 5
9
6
40 40
10
100
9
40 40
14 100
接 合起始邊
接 合 起 始 邊
10 10
(a)
(b)
圖 3-6 溫度截取器 MV100
圖3-7 FM700 微硬度計
(a)
(b)
圖3-8 (a)拉伸試片示意圖;(b)試片
圖3-10 掃描式電子顯微鏡 SEM( JEOL JSM6360 )
![表 3-1 AZ31B 化學成份 [44] 鎂 Mg 鋁 Al 錳 Mn 鈣 Ca Ih 鋅 Zn Zr 銅 Cu 鐵 Fe 鎳 Ni 矽 Si 其他元素 餘量 2.5~3.5 0.20Min 0.04Max](https://thumb-ap.123doks.com/thumbv2/9libinfo/7102198.30672/6.892.117.789.171.290/表31AZ31B化學成份44鎂Mg鋁Al錳Mn鈣CaIhZr其他元素餘量MinMax.webp)