行政院國家科學委員會專題研究計畫 成果報告
IC 封裝 3-D 殘留應力的模擬與分析
計畫類別: 個別型計畫 計畫編號: NSC93-2212-E-006-086- 執行期間: 93 年 08 月 01 日至 94 年 08 月 31 日 執行單位: 國立成功大學機械工程學系(所) 計畫主持人: 黃聖杰 計畫參與人員: 張益三、葉健佑 報告類型: 精簡報告 報告附件: 出席國際會議研究心得報告及發表論文 處理方式: 本計畫可公開查詢中 華 民 國 94 年 11 月 28 日
中文摘要
在之前兩年,我們已利用實驗與有限元素法分析,成功驗證了固化反應對翹 曲量確實有相當顯著的影響,本年度乃以實際 IC 封裝產品為實例,配合本研究 所發展出來之分析模式,再搭配模流軟體 Moldex、InPack、結構分析軟體 ANSYS 與自行發展的軟體程式 marc,分析預測實際 IC 產品受到固化效應與熱效應之 後,翹曲量的變化情況。 關鍵詞:翹曲、殘留應力、P-V-T-C 關係式、IC 封裝Abstract
Plastic packaging in the electronic industry has been popular during the past decades. One of the important reasons is its low cost compared to ceramic packaging. Epoxy molding compounds (EMC) are usually used in plastic packages due to their lower cost and good environment resistance ability. However, non-uniform volume shrinkage of EMC often causes warpage during molding, especially thin structure of IC packages such as TSOP, TQFP, etc.
In this paper, TSOP LOC54L package product, which is manufactured by ChipMos Corporation, is used as the simulation model. The P-V-T-C (Pressure, Volume, Temperature, and Conversion) relation and CTE (Coefficients of Thermal Expansion) of an encapsulation material are used to predict the amount of warpage and experimentally verifying the results in this study. By comparing the simulations with the experiments, the preliminary results of the study indicate this approach is capable of estimating warpage in IC packages without prohibitive computational effort.
研究方法(1): 環氧樹脂-矽晶片雙層板翹曲量分析
在本研究中,主要採用由科盛公司所發展的 Moldex 3D 模流分析軟體,用來 模擬環氧樹脂在模穴中流動之情形。整個的分析流程如與前年度之環氧樹脂-銅 片分析相同。該分析目的在於驗證當材料不同時,P-V-T-C 關係式仍能有效的預 測產品的翹曲量,其詳細步驟如下: (1) 建立幾何模型 本節所用的驗證模型為 Hitachi Chemical 9200 與矽晶片結合的模型。模穴 尺寸為 40mm(長)
10mm(寬)
1.70mm(厚)(與前一年度使用相同之模具)。接著利 用南茂科技與成大機械所研發的軟體 InPack 進行模型網格化與指定進澆口的動 作。 InPack 是一套可用來產生 3D 網格模型、分析金線偏移與 paddle shift 等問 題之軟體,並且可以與 Moldex 之間結合,將其所建立之模型快速送至 Moldex 軟體中進行模流分析。 (2) 設定材料性質與製程參數 在材料選擇方面,本文採用 Hitachi Chemical 所生產的 9200 環氧樹脂材料。 Hitachi Chemical 9200 環氧樹脂的相關材料性質,則列於表 1 中。在製程參數方 面,為了要與實驗結果作比較,因此在模溫與壓力設定上參照前一年度的實驗設 定,從 160℃開始,以每 5℃為間隔進行模流分析,固化壓力則從 70 2 cm kgf 變 化到 100 2 cm kgf ,其它製程參數則列於表 2 。 (3) 進行分析並取得熟化度資料 上述步驟完成後,即可進行模流分析,在本研究中,主要是取得充填完成後 的熟化度資料,作為估計固化期間熟化度的初始條件。 在開始分析之前,針對材料與製程環境作如下的假設: A. 假設 EMC 為等向且均質的材料。材料在線性、彈性的假設下進行小位移分 析。 B. 假設 EMC 之材料性質僅與溫度或硬化程度相關。 C. 在分析翹曲與殘留應力時,忽略膠體質點流動效應,把膠體視為一固體。 D. 在固化保壓階段,假設膠體整體壓力保持一致,忽略膠體內部的壓力差。 E. 假設溫度變化時,結構整體溫度均相同。 分析過程主要分成三步驟: 第一步驟:建立分析模型與設定邊界條件 第二步驟:分析僅考慮熱效應時,翹曲量與殘留應力的分佈 第三步驟:將固化反應與熱效應兩個因素耦合,在邊界條件不變的情況下,分析 幾何模型的翹曲量與殘留應力。 在訂定邊界拘束條件時,主要的考量有幾點: (1) 在成品從模具取出後,整個成品即處於完全自由的狀態,同時觀察實驗成 品,發現翹曲似乎有對稱於中線的趨勢。 (2) 從模具設計觀點來看,因為塑料會經過流道與進澆口進入模穴,固化後成 品應會包含流道與進澆口的殘膠。但實際實驗時,發現殘膠部分都已經和 成品分離,因此如果將拘束條件設進澆口位置,顯然與實際情況不合。 綜合以上兩點考量,本文乃將拘束條件訂定在模型對角線相交位置節點上, 這樣的拘束方式可以讓整個模型受限制的節點最少,最接近開模後的實際情況。
結果與討論
圖 1 至圖 4 表示為不同壓力溫度下,兩種不同考慮方式其分析預測翹曲量之 值與實驗結果之比較。圖中的相關曲線意義簡述如下: Experiment:代表的是經由實驗所量測的實際翹曲量大小。 Simulation:此曲線主要是使用 P-V-T-C 關係式並同時考慮熟化效應與溫度 效應的翹曲量所得的結果。 由圖 1~圖 4 的圖表中,可以歸納得到下列結論: (1) 由圖 1 到圖 4,可以看到同時考慮固化收縮與溫度效應後的曲線,其翹曲 量預測值會往實驗值接近。這點再一次驗證使用 P-V-T-C 關係式可以成功 的提高分析翹曲量的準確性 (2) 在以往研究中,均把固化反應收縮率視為一定值,這代表不論是何種壓力 或溫度,其固化效應所造成的收縮都是相同,然而從本研究中可以清楚看 到,翹曲會受到壓力、溫度不同而有所改變,而溫度又會影響固化反應的 快慢,即代表固化反應翹曲與壓力、溫度還有熟化率息息相關,視為定值 會造成分析上的不準確,因此需要 P-V-T-C 方程式。 (3) 由實驗與分析來看,翹曲量在溫度約高的情形下其量越大,且當保壓壓力 越大時,翹曲量亦隨著變大。簡言之,針對此模型,欲得到較小的翹曲量, 則需降低模溫與模壓。研究方法(2): 實際 IC 封裝翹曲量分析-TSOPⅡ LOC54L
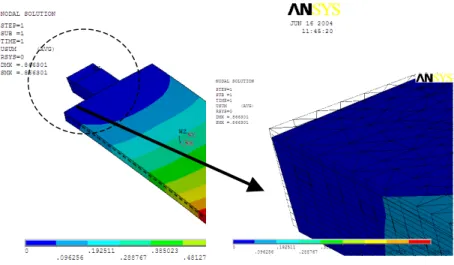
在本研究中所使用的是南茂科技所生產的 TSOPII LOC54L 封裝產品,其實體 模型如圖 5 所示。產品尺寸為長 22.2(mm)×寬 10.16(mm)×高 1(mm),整個封裝結 構如圖 6 所示,其中含有晶片、導線架…等元件,在本案例中,膠帶予以忽略不 計。 一般在分析 IC 封裝產品時,因為導線架幾何形狀複雜,因此通常都是以一 薄板來代表,然而這會有兩個問題: (1) 對模流分析而言,實際的導線架均有許多的孔洞,而塑料實際會從這些孔 洞流過,並且因為上下模厚度不一致的關係,導致塑料流動並不一致,連 帶的就是其熟化度分佈也不會一致。 (2) 對結構分析而言,將導線架模擬成一薄平板,明顯增加的整個 IC 產品的結 構勁度,這會造成分析時低估整體翹曲量而使分析變得不準確。 鑑於以上原因,正確的將每個元件的幾何外形,特別是導線架的部分,予以繪製 出來,乃是使翹曲模擬分析更準確的第一步。 在 本 文 中 , 主 要 是 利 用 南 茂 科 技 與 成 功 大 學 機 械 系 合 作 開 發 的 軟 體 InPack,進行 TSOPII 54LOC 的建模工作。其主要的建模方式是將導線架圖檔匯 入後,如圖 7 所示,然後進行網格化的動作,最後再沿著厚度方向長出 3D 元素, 建構完成的模型即可輸入到 ANSYS 中作為分析模型之用,圖 8~圖 10 分別表示 整個產品的環氧樹脂、導線架與晶片部分。 模型建立後,接著要指定拘束條件,在本文中,主要是將拘束限制在進澆口 位置,如圖 11 所示,選擇這樣的原因如下: (1) 對剛開模的 IC 成品而言,基本上有連接的地方僅有進澆口、流道等環氧樹 脂經過的地方,其它元件在開模後已被環氧樹脂包封與外界隔絕,因此根 據實際情況,乃選擇進澆口尾端來作為固定不動的拘束度。 (2) 早期不選擇進澆口作為拘束條件的原因是因為大部分的研究並不考慮固化 反應的影響,在本文中,已經證實固化反應確實對翹曲有影響,因此本文 乃將進澆口模型加入,並將限制條件加在進澆口尾端。 材料選擇方面,則採用相同的 Hitachi Chemical 9200 環氧樹脂材料, 分析結果 根據之前兩個實例的分析方式,在這一節主要展示模擬分析之結果,主要分 成兩個部分,一是模流分析結果,另外則是翹曲量的模擬預測。 在模流分析方面,製程環境如表 3 所示,模溫選擇 165℃、175℃、185℃作 為研究對象,固化時間則為 60 秒。 在結構分析方面,圖 12 至圖 14 為溫度在 165℃、175℃與 185℃的翹曲情況,可以發現其收縮都有往進澆口方向的趨勢。圖 15 則是比較兩種效應所造成的翹 曲量,由圖中可以清楚看出,考慮固化效應之後,翹曲量要高出 0.6mm 左右,而 且在高溫時,固化反應收縮所造成的翹曲量也會有下降的趨勢,與本文實驗趨勢 正好一致。 經由本 IC 封裝實例分析,本文成功指出在分析實際 IC 產品時,考慮固化反 應是有必要的因素,並且也會獲致較準確的結果。
展望
本論文展示了以實驗和電腦數值模擬方式,來驗證 IC 構裝中,極具重要性 的翹曲問題,並藉由電腦模擬預測應力值可能被低估的效應。然而,仍然有許多 地方需要繼續努力與改進,其項目敘述如下: (1) 轉移成型製程中,保壓製程的加入 在本研究中,主要是假設膠體內的壓力都維持一定,然而在實際過程中, 在澆口的膠化點(gel point)未達到前,從進澆口位置依然會有塑料進入,此 一類似補料的動作會造成模穴膠體間有壓差的存在,然而因為軟體的限制,目前 尚無法預測此一製程。 (2) 殘留應力的驗證 在本研究中,僅利用電腦模擬方式預測殘留應力的大小,然而實際驗證的 工作仍有其必要性,因此如何驗證殘留應力是一個相當重要的課題。 (3) 不同材料之驗證 在本研究中,僅針對 Hitachi Chemical 9200 系列材料作翹曲研究,然而 因為環氧樹脂組成成分複雜,都需要再進一步作驗證。 (4) 模具的改良 在本研究中,主要是以類似 BGA 封裝型態的模具進行研究,然而這與真正 的 IC 模具仍有一些差異性,因此選用適當的模具,應有助於獲得更精準的分析 結果。 (5) 實際產品的驗證 在本研究中,雖然以真正的 IC 封裝產品進行分析預測,然而仍需要以實驗 驗證來增加其正確性,相信更有助於解決工程問題。 (6) 製程參數的調整 本研究僅針對壓力、溫度與熟化度進行調整分析,然而在實際製程上尚有 許多參數可以調整,相信這些參數也會對翹曲造成程度不一的影響,更有助於準 確模擬分析翹曲結果。表 1. Hitachi Chemical 9200 材料性質表 物理性質 參數值 密度(kg cm3 ) 2000 熱傳導係數(W mK) 0.97 比熱(J KgK) 967 螺線流動(cm ) 100 175℃膠化時間(sec ) 30 玻璃轉化溫度(℃) 120 Flexural 模數(kgf cm2 ) 3 105 吸水率(%) 0.23 表 2. 環氧樹脂-矽晶片雙層板翹曲量分析實驗之製程參數
製程參數
熟化時間(Sec) 65 壓力 2 cm kgf 溫度(℃) 70 160 165 170 175 180 185 190 80 160 165 170 175 180 185 190 90 160 165 170 175 180 185 190 100 160 165 170 175 180 185 190表 3. TSOPⅡ LOC54L 之製程參數 製程參數 參數值 模溫(℃) 165、175、185 充填時間(s) 10 充填壓力(kgf cm2) 70 固化時間(sec) 60 固化壓力(kgf cm2 ) 100 環氧樹脂初始溫度(℃) 165、175、185 轉移缸柱塞速度 保持常數 初始熟化率 0.0 Packaging Pressure (70kgf/cm^2) 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 150 160 170 180 190 200 W ar p ag e (m m ) Experiment Simulation Mold Temperature (℃) 圖 1.環氧樹脂-矽晶片雙層板於不同溫度下之翹曲量(定壓 70kgf/cm2 )
Packaging Pressure (80kgf/cm^2) 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 155 160 165 170 175 180 185 190 195 W ar pa ge (m m ) Experiment Simulation Mold Temperature (℃) 圖 2.環氧樹脂-矽晶片雙層板於不同溫度下之翹曲量(定壓 80kgf/cm2 ) Packaging Pressure (90kgf/cm^2) 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 155 160 165 170 175 180 185 190 195 W ar p ag e (m m ) Experiment Simulation Mold Temperature (℃) 圖 3.環氧樹脂-矽晶片雙層板於不同溫度下之翹曲量(定壓 90kgf/cm2 ) Packaging Pressure (100kgf/cm^2) 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 155 160 165 170 175 180 185 190 195 W ar pa ge (m m ) Experiment Simulation Mold Temperature (℃) 圖 4.環氧樹脂-矽晶片雙層板於不同溫度下之翹曲量(定壓 100kgf/cm2 )
圖 5. TSOPⅡ LOC54L 3D 模型 圖 6. TSOPⅡ LOC54L 產品結構圖 圖 7. 導線架 2D 幾何平面圖 環氧樹脂 膠帶 膠帶 晶片 0.3355 0.3175 0.01 0.127 0.21 導線架 導線架
圖 8. TSOPⅡ成品圖
圖 10. TSOPⅡ LOC54L 產品結構圖
圖 11. TSOPⅡ LOC54L 整體結構圖 拘束位置
圖 12. 溫度 165℃之翹曲情況與局部放大圖
圖 14. 溫度 185℃之翹曲情況與局部放大圖 150 160 170 180 190 200 Temperature(oC) 0 0.1 0.2 0.3 0.4 W a rp a g e (m m ) Thermal Thermal+Cure Thermal(experiment) 圖 15.分析翹曲量與實驗翹曲量的比較 REFERENCE
[1]. J. H. Park, J. K. Kim, M. M. F. Yuen, S. W. R. Lee, P. Tong and P. C. H. Chan, “Thermal Stress Analysis of a PQFP Moulding Processes: Comparison of Viscoelastic and Elastic Models,”Key Engineering Materials, vol. 145, pp. 1127~1132, 1998.
[2]. Kong, J.W.Y., Jang-Kyo Kim, Yuen, M.M.F., “Warpagein PlasticPackages: Effects of Process Conditions, Geometry and Materials”, IEEE Transactions on
[3]. Van Driel, W. D., Zhang, G. Q., Janssen, L. H. J., Ernst, L. J., Su. F., Chian. K. S., Yi. S., “Prediction and Verification of Process Induced Warpage of Electronic Packages”, Microelectronics Reliability, vol. 43, n 5, pp. 765~774, 2003.
[4]. G. Kelly, C. Lyden, W. Lawton and J. barrett, “Accurate Prediction of PQFP Warpage,”Electronic Components and Technology Conference, pp. 102~105, 1994.
[5]. G. Kelly, C. Lyden, W. Lawton, J. barrett, A. Saboui, H. Page and J. B. Peters, “Importance of Molding Compound Chemical Shrinkage in the Stress an Warpage Analysis of PQFP’s,” IEEE Transactions on Components and
Packaging Technologies, vol. 19, pp. 296~300, 1996.
[6]. K. Oota and M. Saka, “Cure shrinkage Analysis of Epoxy Molding Compound,”
Polymer Engineer and Science, vol. 41, pp. 1373-1379, 2001.
[7]. L. J. Ernst, C. van’t Hot, D. G. Yang, M. S. Kiasat, G. Q. Zhang, H. J. L. Bressers, J. F. J. Caers, A. W. J. den Boer, J. Janssen, “Mechanical Modeling and Characterization of the Curing Process of Underfill Materials, “Journal of
Electronic Packaging Vol. 124, pp97-105, (2002).
[8]. D.G. Yang, K.M.B. Jansen, L.J. Ernst, G.Q. Zhang, W.D. van Driel, H.J.L. Bressers, X.J. Fan, “Prediction of Process-Induced Warpage of IC Packages Encapsulated with Thermosetting Polymers,” Electronic Components and
Technology Conference, pp 747-753, (2004).
[9]. Zhuqing Zhang, Lianhua Fan, Suresh K. Sitaraman, and C.P. Wong, “Four-Laser Bending Beam Measurements and FEM modeling of Underfill Induced Wafer Warpage, “Electronic Components and Technology Conference, pp747-753, (2004).
[10].K.M.B. Jansen, L. Wang, D. G. Yang, C. van’t Hof, L.J. Ernst, H.J.L. Bressers and G.Q. Zhang, “constitutive Modeling of Molding Compounds,”Electronic
components and Technology Conference, pp890-894, (2004).
[11].Y.-S. Chang, S.-J. Hwang, H.-H. Lee and D.-Y. Huang, “Study of P-V-T-C Relation of EMC,” ASME J. of Electronic Packaging, vol. 124, pp371~373(2002).
[12].S.-J.Hwang and Y.S.Chang,“IsobaricCureShrinkageBehaviorsofEpoxy Molding Compound in IsothermalState,”(manuscriptsubmitted to Journalof Polymer Science –Part B: Polymer Physics, 2005). (accepted).
[13].S.-J. Hwang and Y.-S. Chang, “P-V-T-C Equation for Epoxy Molding Compound,”IEEE Transactions on Components and Packaging Technologies,
(revised).
[14].E. Suhir, “Predicted Residual Bow of Thin Plastic Packages of Integrated Circuit Devices,”ASME Journal of Electronic Packaging, vol. 114, pp. 467~470, 1992. [15].E. Suhir and L. T. Manzione, “Predicted Bow of Plastic Packages Due to the
Nonuniform Through-Thickness Distribution of Temperature,”ASME Journal of
Electronic Packaging, vol. 114, pp. 329~335, 1992.
[16].L. Yip and A. Hamzehdoost, “Package Warpage Evaluation for High Performance PQFP,”IEEE Electronic Components and Technology Conference, pp. 229-233, 1995.
[17].J. M. Castro, and C. W. Macosko, “Kinetics and Rheology of Typical Polyurethane Reaction Injection Molding Systems,”SPE Tech. Paper, Vol. 26, pp. 434-438, 1980.
[18].Rong-Yeu Chang, Wen-Hsien Yang, Sheng-Jye Hwang, and Francis Su, “Three-Dimensional Modeling of Mold Filling in Microelectronics
Encapsulation Process,”IEEE Transactions on Components and Packaging
Technologies, Vol. 27, pp.200-209, 2004.
[19].C.-C. Kuo, “Modeling the Post-Mold Cure Behavior of EMC,”Master Thesis, Department of Mechanical Engineering, National Cheng Kung University, Tainan, Taiwan, 2004.