國
立
交
通
大
學
工學院專班半導體材料與製程設備組
碩
士
論
文
新型 EWMA 變動折扣因子控制器及其於半導體微影
製程實際應用之研究
A Study on Advanced EWMA Controller with Variable Discount Factor
and Application in Lithography Process of Semiconductor
研 究 生:林 欣 蔚
指導教授:張 翼 教授
新型 EWMA 變動折扣因子控制器及其於半導體微影製程實際應用之研究
A Study on Advanced EWMA Controller with Variable Discount Factor and
Application in Lithography Process of Semiconductor
研
究
生:林欣蔚 Student:Hsin-Wei Lin
指 導 教 授:張翼 Advisor:Yi Chang
國 立 交 通 大 學
工學院專班半導體材料與製程設備組
碩 士 論 文
A ThesisMaster Degree Program of Construction Technology and Management College of Engineering
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Program of Semiconductor Material and Processing Equipment June 2007
Hsinchu, Taiwan, Republic of China
新型 EWMA 變動折扣因子控制器及其於半導體微影製程實際應用之研究
學 生 : 林 欣 蔚 指 導 教 授 : 張 翼 博 士
國立交通大學 工學院專班半導體材料與製程設備
摘 要
由於半導體製程的特性,為使製程維持於一定的輸出水準。線上需使用到批次回 饋控制。批次回饋控制的主要工作在於根據量測值與預先建立的輸入/輸出模型,改變 系統的輸入值,以迫使下一批次的輸出值符合目標值。在控制的設計上必須注意兩點, 一是控制的穩定性(Stability),一是控制的靈敏性(Sensitivity)。穩定性是指控 制技術不會對製程產生不必要的過度控制,使得製程變異增加。而靈敏性指的是當製 程發生異常時,控制法則能儘快地調整製程。而傳統上所使用的 EWMA 控制器其所使用 的折扣因子通常為一固定常數,很難同時兼顧到對偏差調整的效率及減少因控制所造 成不必要的變異。本文將介紹兩種非固定折扣因子的 EWMA 控制器,分別為利用偏差量 來決定折扣因子的大小,以及結合統計製程管制觀念來決定折扣因子的的大小,並利 用統計模擬方式探討此兩種方式與傳統固定折扣因子的優劣。最後並將新型控制器實 際運用到半導體微影製程中確認新型控制器的效能。A Study on Advanced EWMA Controller with Variable Discount Factor and
Application in Lithography Process of Semiconductor
Student : Hsin-Wei Lin Advisor : Dr. Yi Chang
Program of Semiconductor Material and Processing Equipment
College of Engineering
National Chiao Tung University
Abstract
The purpose of run-by-run controller is to fine tune the input parameters according to the process model setup from experiment to guarantee the output value can always meet the target. Due to the batch to batch variation property of the semiconductor manufacture process, the exponentially weighted moving average (EWMA) run-by-run controller is widely utilized through the front-end and back-end processes to improve the process yield. An ideal controller should be both sensitive and stable. For the stability, the controller should not over-control that will enlarge the variation of the process. And for the sensitivity, a good controller should be able to bring the process back to normal state within few runs when it has deviations due to different causes.
The traditional EWMA controller with fixed discount factor can hardly meet both the stable and sensitive requirements. Thus in this study we will introduce two innovative EWMA controllers with variable discount factor. One is the deviation functional EWMA controller, and the other is to combine the statistical process control (SPC) with the EWMA controller. To evaluate the performance of these two controllers, we employ statistical simulation in different conditions, and implement these two controllers in the lithography process for critical dimension (CD) control.
致 謝
這份論文的完成要感謝許多人的幫助,尤其是期間張翼教授的指導以及口試委員 們審查時的寶貴意見。另外要感謝在艾克爾(Amkor)工作期間王文谷經理的鼓勵, 讓我順利地進入了交大半導體專班接受更進一步專業知識的薰陶,在半導體領域中更 能發揮自己的專長。也感謝聯電(UMC)主管辛志興經理及余玎濱經理對於員工成長 及教育訓練的重視,讓我能無後顧之憂地完成這在職的訓練。 在交大的這幾年很感謝曾經陪我走過這些日子的同學和朋友們。還有對我最好的 嘉雯,雖然曾經牽過手的人不能一直走到最後,但是還是感謝妳這些年來的陪伴,那 些日子會幻化成美好的回憶一直保留在我心中。 最後謝謝我最親愛的家人,因為有你們和你們無怨無悔的支持讓我在外求學或工 作永遠有最明確的目標。我永遠愛你們!目 錄
中文摘要
………..
i
英文摘要
………..
ii
致謝
………..
iii
目錄
………..
iv
表目錄
………..
v
圖目錄
………..
vi
符號說明
………..
vii
一、
簡介………..
1
1.1
前言………..
1
1.2
研究動機………..
2
二、
文獻回顧及問題描述………..
4
2.1
Single EWMA 控制器………..
4
2.2
非固定折扣因子 single EWMA 折扣因子控制器……….
9
2.2.1
初始加重折扣因子控制器………..
9
2.2.2
Single VEWMA 控制器……….……….
10
2.2.3
STDF 控制器………...
12
2.3
舊 EWMA 變動折扣因子問題描述………....
13
三、
新型變動折扣因子控制器………..
14
3.1
偏差函數變動折扣因子控制器………..
14
3.2
結合 SPC 管制圖變動折扣因子控制器……….
17
四、
新型變動折扣因子控制器效能評估….……….
22
4.1
評估方式說明………..
22
4.2
模擬模型假設………..
23
4.3
評估結果………..
23
4.3.1
製程模型與控制模型預估無差異下之最佳效能比較……..…
23
4.3.2
穩健性評估-製程模型與控制模型預估有差異下之效能比較
34
4.3.3
偏差發生下的調整效率評估………..…
48
4.4
新型變動折扣因子控制器於實際製程運用結果………….….
48
五、
結論………..………
54
參考文獻
………..………
55
簡歷
………..………
56
表 目 錄
表 1 製程干擾為白噪音形式下各控制器效能比較(速移量 0~2σe) 25 表 2 製程干擾為白噪音形式下各控制器效能比較(速移量 3~4σe) 26 表 3a 製程干擾為 ARMA(1,1)形式下各控制器效能比較 30 表 3b 製程干擾為 ARMA(1,1)形式下各控制器效能比較 31 表 4 製程干擾為 IMA(1,1)形式下各控制器效能比較 33 表 5 製程干擾為白噪音形式且實際製程干擾為預估之 2 倍下各控制器效能比較 35 表 6 製程干擾為白噪音形式且實際製程干擾為預估之 0.5 倍下各控制器效能比較 38 表 7 當β/b 比例為 1.2 下各控制器效能比較 42 表 8 當β/b 比例為 0.8 下各控制器效能比較 45 表 9 偏差發生下各控制器前 5 批效能比較 48 表 10 實際製程下各控制器效能比較(50 批次) 53圖 目 錄
圖 1 固定折扣因子 EWMA 控制器ω= 0.2 在初始偏差下之模擬資料 6 圖 2 固定折扣因子 EWMA 控制器ω= 0.5 在初始偏差下之模擬資料 6 圖 3 固定折扣因子 EWMA 控制器ω= 0.8 在初始偏差下之模擬資料 7 圖 4 固定折扣因子 EWMA 控制器ω= 0.2 在無初始偏差下之模擬資料 7 圖 5 固定折扣因子 EWMA 控制器ω= 0.5 在無初始偏差下之模擬資料 8 圖 6 固定折扣因子 EWMA 控制器ω= 0.8 在無初始偏差下之模擬資料 8 圖 7 加重折扣因子與固定折扣因子ω= 0.2 控制器在初始偏差下之模擬比較 9 圖 8 不同初始偏差下不同折扣因子之均方差曲線 14 圖 9 最佳折扣因子預測曲線 15 圖 10 偏差函數變動折扣因子控制器控制流程 16 圖 11 違反 WECO 管制準則(1)說明 19 圖 12 違反 WECO 管制準則(2)說明 19 圖 13 違反 WECO 管制準則(3)說明 19 圖 14 結合 SPC 變動折扣因子控制器控制流程 21 圖 15 製程干擾為白噪音形式下各控制器效能比較(速移量 1σe) 27 圖 16 製程干擾為白噪音形式下各控制器效能比較(速移量 2σe) 27 圖 17 製程干擾為白噪音形式下各控制器效能比較(速移量 3σe) 28 圖 18 製程干擾為白噪音形式下各控制器效能比較(速移量 4σe) 28 圖 19 實際製程干擾為預估值兩倍下各控制器效能比較(速移量 1σe) 36 圖 20 實際製程干擾為預估值兩倍下各控制器效能比較(速移量 2σe) 36 圖 21 實際製程干擾為預估值兩倍下各控制器效能比較(速移量 3σe) 37 圖 22 實際製程干擾為預估值兩倍下各控制器效能比較(速移量 4σe) 37 圖 23 實際製程干擾為預估值 0.5 倍下各控制器效能比較(速移量 1σe) 39 圖 24 實際製程干擾為預估值 0.5 倍下各控制器效能比較(速移量 2σe) 39 圖 25 實際製程干擾為預估值 0.5 倍下各控制器效能比較(速移量 3σe) 40 圖 26 實際製程干擾為預估值 0.5 倍下各控制器效能比較(速移量 4σe) 40 圖 27 當β/b比例為 1.2 下各控制器效能比較(速移量 1σe) 43 圖 28 當β/b比例為 1.2 下各控制器效能比較(速移量 2σe) 43 圖 29 當β/b比例為 1.2 下各控制器效能比較(速移量 3σe) 44 圖 30 當β/b比例為 1.2 下各控制器效能比較(速移量 4σe) 44 圖 31 當β/b比例為 0.8 下各控制器效能比較(速移量 1σe) 46 圖 32 當β/b比例為 0.8 下各控制器效能比較(速移量 2σe) 46 圖 33 當β/b比例為 0.8 下各控制器效能比較(速移量 3σe) 47 圖 34 當β/b比例為 0.8 下各控制器效能比較(速移量 4σe) 47 圖 35 正型與負型光阻曝光顯影流程示意圖 49 圖 36 曝光能量與關鍵尺寸關係圖 50 圖 37 實際製程曝光能量關鍵尺寸趨勢圖(未做控制) 51 圖 38 實際製程曝光能量關鍵尺寸趨勢圖(固定折扣因子ω=0.2) 51 圖 39 實際製程曝光能量關鍵尺寸趨勢圖(固定折扣因子ω=0.5) 51 圖 40 實際製程曝光能量關鍵尺寸趨勢圖(固定折扣因子ω=0.8) 52 圖 41 實際製程曝光能量關鍵尺寸趨勢圖(結合 SPC 變動固定折扣因子控制器) 52 圖 42 實際製程曝光能量關鍵尺寸趨勢圖(偏差函數變動固定折扣因子控制器) 52符 號 說 明
EWMA :Exponentially Weighted Moving Average;指數加權移動平均 α :製程模型截距 β :製程模型斜率 0 a :α 初始預估值 b :β初始預估值 t η :製程干擾 ω :折扣因子 0 Γ :初始偏差項 τ :製程目標值 ψ t :收斂比率
SPC :Statistical Process Control;統計製程管制 STDF :Self-Tuning Discount Factor
UCL :Upper Control Limit;管制上限 LCL :Lower Control Limit;管制下限
第一章 簡介
1.1 前言
在半導體的生產過程中,製程會受到許多不可控制的因素所干擾而產生變異,而這 些變異通常很微小,對品質特性的影響並不大,在統計品管上稱這些因素為機遇原因 (Chance Cause)或共同原因(Common Cause)。另一方面,製程也可能因為某些特殊 因素(例如:機械損耗、操作失誤或原料差異等)所引起的較大的變異,對品質特性的 影響便很大,造成品質水準降低,而這些因素則稱為可歸屬原因(Assignable Cause) 或特殊原因(Special Cause)。一般而言,對於半導體製程的管制方式可分為統計製程 管制(Statistical Process Control,SPC)和工程製程管制(Engineer Process Control,EPC)兩種。前者又稱為製程監控(Process Monitoring),一般係以管制圖 (Control Chart)來監控制成產出是否有異常現象,並迅速找出造成異常的原因並加 以改善;後者稱為回饋控制(Feedback Control),係適當調整投入參數設定,使製程 產出達到目標值,並使期望產出的變異極小化。 回饋控制於半導體領域的應用上,可以使用在微影曝光(Lithography)定義 IC 圖形之線寬控制上。透過調整投入參數,如曝光時間、焦距及顯影時間的調整,來調整 IC 圖形中關鍵尺寸(Critical Dimension,CD)的大小使之維持在目標值,避免影響 IC 之電性與功能。此外,回饋控制也應用在化學機械研磨(Chemical Mechanical Polishing,CMP)平坦化技術,蝕刻(Etching)、沉積(Deposition)等不同半導體製 程上。一個良好的回饋控制系統不但可以減少製程偏差所造成對品質的影響。更可避免 因不當控制造成產品變異增加。因此如何設計及評估適用於目前半導體製程上的控制器 為本文所探討的主題。
1.2 研究動機
近年來已有許多學術研究在探討對於半導體製程的批次特性所發展出來的回饋控 制技術。 Sachs, et al.(1992)首先提出批次控制(Rub-by-Run control,RbR)的 概念,此控制方法首先透過實驗設計(DOE)或反應曲面(RSM),建立製程投入參數和 產出之預測模型,經由回饋控制來調整或更新製程未知參數,並以過去產品批量產出值 的表現,對下一批量投入變數做適當調整,減少製程產出值與目標值差異。Ingolfsson and Sachs(1993)針對半導體產業的生產型態,提出指數加權移動平均(Exponentially Weighted Moving Average;EWMA)控制器[1]。EWMA 統計量係根據輸出值的先後順序給 予不同的權重所得到的移動平均,此權重呈現指數遞減的形式。再由此輸出值的移動平 均來估計新的製程投入參數。EWMA 控制器優點在於可以達到「漸進輸出值之變異最小」 及「漸進輸出值達到目標值」的這兩項目標。然而傳統上所使用的 EWMA 控制器其所使 用的折扣因子(或稱之為權重)通常為一固定常數,很難同時兼顧到對偏差調整的效率 及減少因控制所造成不必要的變異。近年來有許多針對變動折扣因子 EWMA 控制器的研 究,惟實際應用在製程上時因為不同的製程偏差現象干擾,諸如機台保養或原料換批時 之製程瞬速移(Shift)。 何人杰( 2000)以加重前面數批的折扣因子方式加速消除初始偏差[2]。並提出在製 程干擾分配未知的情況下利用製程輸出值來自我調整折扣因子。Tseng, et al.(2003) 亦提出「變動折扣因子 EWMA(簡稱 VEWMA)控制器」[3]以數學演算方式求得不同初始 偏差下的最佳折扣因子來加速調整製程初期的偏差。 但以上的變動因子控制器仍限制在最佳化初始偏差發生時的前面數批。然在真實製 程當中,製程輸出常可能因機台保養或原料更換時造成速移的現象,或者因機台零件的 磨損或老化,特別於化學機械研磨製程之研磨頭老化等所造成的製程飄移(Drift)。甚 至因機台量測誤差所造成對控制器的干擾或者因製程模式評估錯誤所造成控制器之表 現未如預期。因此本文將介紹以製程偏差改變折扣因子的變動折扣因子控制器,以及結 合 Shewhart 管制圖的變動折扣因子控制器來改善製程處於常態時因過度控制所造成的 變異增加並同時可以在實際發生製程偏差時將製程輸出拉回目標值。為評估新的控制器
的效益,傳統上針對控制器的評估模擬多僅考慮對初始偏差所造成的影響,然實際半導 體製程中,造成製程輸出偏差的因素甚為複雜。本論文將針對不同的製程情形對各種控 制器做全面的模擬評估以找出最適合實際線上生產時: 1. 不同的干擾形式下,包含白噪音干擾、ARMA(1,1)數列及 IMA(1.1) 數列。 2. 模式預估誤差下,包含錯誤的干擾預估及製程斜率預估。 最後並將各種控制器於實際黃光微影製程針對關鍵尺寸的控制運用上做評估。
第二章 文獻回顧及問題描述
2.1 Single EWMA 控制器文獻回顧
下面將針對 Ingolfsson and Sachs(1993)所建構的 Single EWMA 回饋控制器的 性質做一介紹: 假設一生產線上的製程其輸出值和輸入值之間的關係可以用線性的模型表示如下: t t t X Y =α +β +η (1) 其中 Yt:製程輸出值(t代表第t批次) α:製程模型的常數項 β:製程模型的斜率項 X:機台參數的設定值(輸入值) ηt:製程干擾 透過回歸分析或者反應曲面方法可以建構出製程之預測模型如下: bX a Y = 0 + ^ 其中a0、b分別為 α、β 之起始估計值。 假設製程產出的目標值為τ,若將製程投入變數設定為 X = ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − b a0 τ 。將其代入(1) 式中則可得到製程期望值: ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + = b a Y E t 0 ) ( α β τ 此時製程期望值E(Yt)與目標值τ之間會有 τ τ β α ⎟− ⎠ ⎞ ⎜ ⎝ ⎛ − + b a0 的誤差。為了消除此偏差使 製程輸出接近目標值,必須調整製程輸入設定。Single EWMA控制器是利用不斷地調整 預測模式截距項a的觀念,更改輸入設定值使製程輸出值可以達到目標值τ。調整方式 如下:
1 1) (1 ) ( − − + − − = t t t t Y bX a a ω ω t =1,2,... (2) 得到新製程參數如下 b a Xt=τ − t 則第 t 次的製程輸入參數為 b a Xt=τ − t。其中ω, 1 0≤ω ≤ ,稱之為折扣因子(Discount Factor)。因此方式調整 值時包含其一次 值資料且依其越接近 t 所佔比重呈指數分 布,因此稱之為指數加權移動平均(Exponentially Weighted Moving Average,EWMA)。 將(1)式代入(2)式中可得到。 t a at−1 1 − + + = t t t r a a ωη ψ i t i i t t t r a ω ψ η ψ ψ ψ
∑
= − + − − + = 1 0 1 1 (3) 其中 ω τ β α ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + = 1 b r ω β ψ b − = 1 當我們令初始偏差,即期望輸出值與目標值τ之間差異為Γ0 τ τ β α ⎟− ⎠ ⎞ ⎜ ⎝ ⎛ − + = Γ b a0 0 。 將(3)式代入(1)式中,可以得到調整後的製程輸出值為 t t (4) t G Y =τ +Γ0ψ −1 + 其中 i t i i t t t G η ψ∑
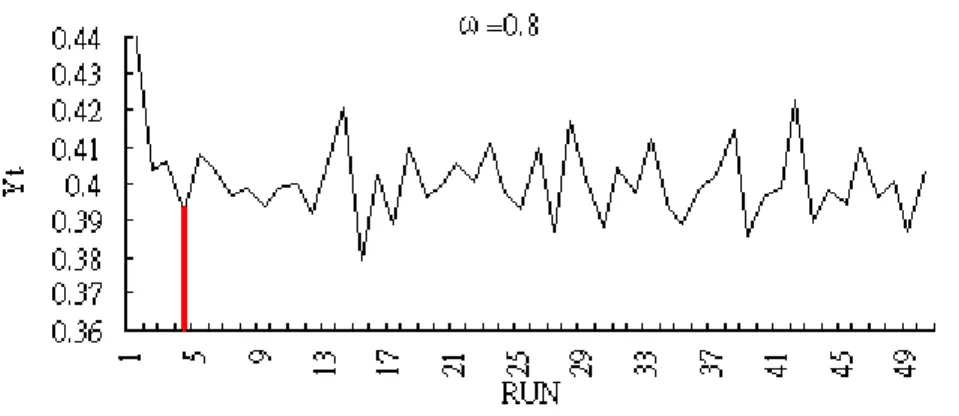
ψ η − − − − − − = 1 1 1 ) 1 ( 因此可以得到 1 0 ) (Yt = +Γ t− E τ ψ 若選擇適當的折扣因子使得ψ 滿足-1<ψ <1,則會使得τ ⎯ ⎯ → ⎯t→∞ t Y E( ) 而製程輸出值之變異將為 2 1 1 1 ) ( ση ψ ψ ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ + − + = t Y Var 由上述結果可知,選擇的期望值達到目標值τ與製程輸出值之變異與所選擇的折扣因子 有相關。在有初始偏差的情形下當所選擇的折扣因子越大,製程期望值將越快接近目標 值。如下圖所示,若製程目標值為 0.4,初始偏差為 0.04,製程干擾為白噪音型態,即 ηt 服從常態分配N(0,σ2)情形下。不同大小的折扣因子實際輸出的收斂情形。 圖 1:固定折扣因子 EWMA 控制器ω= 0.2 在初始偏差下之模擬資料 圖 2:固定折扣因子 EWMA 控制器ω= 0.5 在初始偏差下之模擬資料
圖 3:固定折扣因子 EWMA 控制器ω= 0.8 在初始偏差下之模擬資料 由上圖的結果可以發現當ω=0.2 時在第 9 批次才有辦法將製程輸出調整至目標值 0.4。 程無偏差情況下因過度調整造成製程變異變 大。下 同樣的條件下ω=0.5 在第 7 批次就能將製程輸出調整至目標值,而當ω=0.8 時只要在 第 4 批次就能將製程輸出調整至目標值。 但若選取的折扣因子過大,卻會造成製 圖可說明此種狀況。若製程目標值為 0.4,無初始偏差,自然變異ηt 服從常態分 配N(0,σ2 )情形下 ω=0.2 0.36 0.37 0.38 0.39 0.4 0.41 0.42 0.43 0.44 1 5 9 13 17 21 25 29 33 37 41 45 49 RUN Yt 圖 4:固定折扣因子 EWMA 控制器ω= 0.2 在無初始偏差下之模擬資料
ω=0.5 0.36 0.37 0.38 0.39 0.4 0.41 0.42 0.43 0.44 1 5 9 13 17 21 25 29 33 37 41 45 49 RUN Yt 圖 5:固定折扣因子 EWMA 控制器ω= 0.5 在無初始偏差下之模擬資料
同的折扣因子ω=0.2、ω=0.5 及ω=0.8 其均方差(Mean Square Error,MSE)分別
制器,選擇固定的折扣因子無法兼顧快速縮小 製程 ω=0.8 0.36 0.37 0.38 0.39 0.4 0.41 0.42 0.43 0.44 1 5 9 13 17 21 25 29 33 37 41 45 49 RUN Yt 圖 6:固定折扣因子 EWMA 控制器ω= 0.8 在無初始偏差下之模擬資料 不 為 6.12×10-5 、7.74×10-5 及 9.66×10-5 。 由以上例子可以了解傳統的 EWMA 控 偏差並減少對製程變異的增加的需求。下面將針對一些改良過的非固定折扣因子控 制器做文獻回顧。
2.2 非固定折扣因子 single EWMA 折扣因子控制器文獻回顧 WMA 控制器當選擇的折扣因子過小,若初始偏差很大, 此時 0<ωt<1 選擇這個形式的控制方式主要目的是希望能使得前幾個批量的偏差值能快速的收 斂到 2.2.1 初始加重折扣因子控制器 在半導體製程中,使用傳統 E 將需要數個批量(RUN)的調整才能將製程輸出調整至目標值,因而導致初始數批 的產品品質不佳。輕微者如微影製程可以去除光阻方式做重工(Rework),但卻會因此 增加製造成本。嚴重者如蝕刻及植入等製程,可能因製程參數連續偏差未能及時調整。 造成產品大量報廢導致重大的損失。但若選擇的折扣因子過大,又將造成長期的製程變 異過大造成不穩定,同樣影響產品的品質。因此我們可以考慮折扣因子不再為一常數 值,它可隨批量而做調整。一般可以考慮加重前幾批量的折扣因子,考慮折扣因子的形 式為: t t =ω+d ω 0 的要求。對長期製程而言又可使得製程變異達到最小化。我們可以由下圖來比較 此控制方式與傳統固定折扣因子EWMA的控制器。使用變動折扣因子的控制方式 t t =0.2+0.5 ω ,與固定折扣因子ω =0.2在前 10 批的MSE由原來的 4.19×10-4 降至 批之後加重折扣因子控制器之折扣因子收斂至 0.2,從批次 11 到 50 的均 方差。固定折扣因子為 5.07×10 2.23× 10-4 。而在 10 7:加重折扣因子與固定折扣因子ω= 0.2 控制器在初始偏差下之模擬比較 -5 而初始加重折扣因子控制器之均方差為 5.13×10-5 幾無 差異。 0.35 0.36 0.37 0.38 0.39 0.4 0.41 0.42 0.43 0.44 0.45 1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 Run Y t ( 製程 輸出) 固定折扣因子 加重折扣因子 圖
2.2. g, et al.(2003)更進一步統計數學模式推演提出下列 的變 2 Single VEWMA 控制器 除了上述公式之外,Tsen 動折扣因子(簡稱Single VEWMA)回饋控制器來調整製程。Tseng, et al.(2003) 利用非隨機偏差項Γt和隨機項Wt之和來表示製程之產出偏差值(Yt-τ),亦即: t t t W Y −τ =Γ + (5) 此時製程之MSEt可寫成: (6) 考慮欲使有限批量 N 內之期望之均方差為最小 ⎭ ⎩ 2 2 t W t t MSE =Γ +σ 。亦即在想辦法解開下列問題:
(
)
⎬⎫ ⎨ ⎧ { } −∑
= = t N t t 2 1 1 ω (7) 此時各批之ωt即為最佳的折扣因子。下面將針對兩個不同 MA(1,1),即製程干擾可ηt可表示如下 − N t t MSE 1, 2,..., 1 min ω ω ω 的干擾模型,來求得不同干擾 模型下之最佳的折扣因子。 1. 若干擾項ηt為時間序列AR(
2)
, 0 ~ , ε σε θε ε φη ηt = t−1+ t − t−1 N 則從我們可以得到各批量下的均方差MSEt ≥ + + Γ ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ = + + + Γ = + Γ =∑
∏
− = − = 3 ] )) ( ( 1 [ 2 ] ) ( 1 [ 1 1 1 2 2 2 0 1 1 2 2 2 1 2 2 0 2 1 2 2 0 t i A t t MSE t i t t i i t ε ε ε σ ψ ψ κ σ ψ σ (8) 其中 ⎪ ⎪ ⎩ ⎪ ⎪ ⎨ ⎧ ) 1 )( ( , 1 2 1 1 1 1 1 1 =φ −θ − κ = φ −θ φ − κ At(i) 則如下式 (9) ⎪ ⎪ ⎪ ⎩ ⎪⎪ ⎪ ⎨ ⎧ ≥ ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ + + ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ + ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ = + + = + =∑ ∏
∏
∏
− = − + − + = − − + − = − − = − − − − 3 0 1 1 2 2 2 1 2 1 1 1 1 2 1 1 1 2 1 1 3 , 2 , 1 , ) ( i t l t i t l j j i t i t i i t i t i i t t t t t i i i i A φ ψ κ φ κ ψ κ ψ ψ ψ ψ κ κ ψ κ在式中將t = 1 時MSE1帶入MSE2及MSEt, t>=3,我們可以得到 ⎪ ⎪ ⎪ ⎟⎟ ⎜⎜ MSEt−1 ⎪ ⎩ ⎪⎪ ⎪ ⎪ ⎨ ⎧ ≥ + ⎟ ⎟ ⎟ ⎠ ⎞ ⎜ ⎜ ⎜ ⎝ ⎛ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ + + = − + + ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ + = − = − − − −
∑
3 , ) ( 2 , ) ( ) 1 ( 2 2 2 1 1 1 1 2 1 1 1 1 2 2 1 2 1 2 1 2 1 1 1 t C i A MSE t MSE MSE MSE MSE t i i t t t t ε ε ε ε σ φ κ κ ψ σ κ κ σ σ κ ψ (10a) 其中(
)
[
]
1 2 2 1 1 1 1 1 1 2 3 0 2 1 2 2 2 1 2 ( ) 1 − − = − − − =∑
∑
⎥− + ⎦ ⎤ ⎢ ⎣ ⎡ + + = t t i i t t i i MSE i A C σε κ κ φ σε κ κ φ 我們假設ηt為時間序列ARMA(1,1),則每批之最佳折扣因子為使最小均方差 的 條件,亦即最佳之折扣因子 為 * t MSE * t ω ⎪ ⎪ ⎪ ⎪⎪ ⎟⎞ ⎜ ⎜ ⎜ ⎛ ⎟ ⎞ ⎜ ⎛ + =∑
⎪ ⎩ ⎪ ⎪ ⎨ ⎧ − ≤ ≤ ⎟⎟ ⎟ ⎟ ⎠ ⎜ ⎜ ⎝ ⎠ ⎝ + = ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ + − = − 1 2 , 1 1 , 1 * 1 1 1 2 1 * 1 2 1 N t E b t MSE b t i t t ε ε σ κ β (11a) 其中 而 如下式 − ) ( 2 2 1 * MS i A t i σ φ κ κ β ω 2 2 1 * 1 MSE t Wt MSE = =Γ +σ * t MSE ⎪⎩ ε ⎪ ⎪ ⎪⎪ ⎪ ⎨ ⎧ ≥ ⎭ ⎬ ⎫ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ + ⎩ ⎨ ⎧ − ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ + + = − + = − = − − − = −∑
, 3 ) ( 1 2 , ) ( ) 1 ( 2 * 1 2 2 1 1 1 1 2 1 3 0 2 1 2 2 2 1 2 * 1 2 2 1 2 1 2 * t MSE i A t MSE MSE t i i t t i i t t ε ε ε σ φ κ κ φ κ κ σ σ κ κ σ (12a) −∑
t2. 同樣若干擾項ηt為時間序列IMA(1,1) 則
(
2)
1 1 ε θε , ε ~ 0,σε η ηt = t− + t − t− N 同樣我們將得到最佳之折扣因子 *為 t ω ⎟⎟ ⎠ ⎞ ⎜⎜ ⎛ − = 1 * 1 t b θσε ω ⎝ * 2 t MSE β (11b) 其中 ⎪ ⎨ (1+ )− * 2 1 2 MSE t ε ε θ σ ⎩ ⎪ ⎧ − ≤ ≤ = + Γ = − 1 2 , ) ( 1 , 1 2 2 1 2 2 0 * N t t MSE t ε σ θ σ (12b) 2.2.3 STDF 控制器 真實情況下,由於製程大多不知道其干擾形式為何。因此何人杰(2000)在他的 論文中提出利用製程偏差來調整折扣因子的方式。稱之為 STDF(Self-Tuning Discount Factor)控制器。 在之前的推導中 在 ψ t為 b Y E Y E t t t t β ω τ τ ψ 1 1 1 ) ( ) ( − − − = − − = 稱之為收斂比率(Ratio of Convergence)。在調整製程中,若要求t時之製程期望值沒 有偏差的話(即)E(Yt)=τ ,由上式可得知此時之ψ t=0,亦即ω =b/β。若收斂比率t-1 大於零,可知ωt-1<b/β欲使下一期製程輸出值沒有偏差,應該將ωt-1往上調整至b/β; 反之若收斂比率小於零,應該將ωt-1往下調整至b/β。於是他利用這個原則來調整折扣 因子。作為長期製程調整值扣因子的方式。首先他利用 τ τ − − −1 t t Y Y 來估計 τ τ − − − ) ( ) ( 1 t t Y E Y E ,於是 提出下列調整折扣因子的方式: ⎪⎩ ⎪ ⎨ − − − − = − − − 1 1 1 1 1 1 τ τ τ τ ω t t t t t t t Y m Y Y m Y ⎪ ⎪ ⎧ < − − − > − + − − − 0 , ) ( 0 , ) )( 1 ( 2 2 τ τ ω ω ω ω t t t t Y if Y if其中 m 為一常數。 2.3 舊 EWMA 變動折扣因子問題描述 之前的變動折扣因子控制器多只針對製程初始下線時的偏差做改良折扣因子,如加 重折扣因子控制器及 Single VEWMA 控制器。之後當批次到達一定數量時,折扣因子將 。對於製程長期生產當中,於保養週期或原物量批次更換及規格更 而發生速移(Shift)情況時,此時我們將無法由上述公式去預測最佳折扣因子。而 文中並未討論如何去選擇最佳的 m 值。對於常 數 m 又恢復為固定的形式 改 在文獻回顧中所提到的 STDF 控制器中, 的選擇仍是實際製程應用上一項困難點。當 m 選擇過大時可能造成折扣因子調整不 明顯造成改善情形不如預期,而當 m 選擇過小又可能會發生折扣因子ω>1 的情況,因而 造成製程的大幅震盪。因此,針對上述的問題點下面將提出兩種改善目前控制器缺失的 新型變動折扣因子控制器。
第三章 新型變動折扣因子控制器
3.1 偏差函數變動折扣因子控制器 對於長期運轉的製程而言,加重初始折扣因子以及 single VEWMA 等變動折扣因子 控制器。當製程批次到達一定數量時,折扣因子將收斂至一固定值。以此無法改善製程 中突然發生變異的狀況。而與固定折扣因子有著相同的問題。由之前的推導我們可以發 扣因子來加速製程的調整速度。相反的,當製程 處於 現當製程有偏差時,我們需要更大的折 穩定的狀態時,最佳的控制器便是不做任何的調整。因此下面將介紹另一種以偏差 量為函數的變動折扣因子控制器。即ωt = f(Yt −τ)之變動因子控制器。由之前的(4) 式 t t t G Y =τ +Γ0ψ −1 + ,每個初始偏差量Γ 下若我們選擇的0 Γ 0 ω 要滿足接下來的 N 批次內 2 1 的期望均方差最小則需要解出下列方程式: min∑
(
)
= − t Y τ 惟每次製程發生偏差時,我們必須解出方程式來得到最佳的折扣因子。對於控制系 統而言可能過於複雜。因此我們使用模擬的方式,在最簡單的假設條件下,若製程模型 為 n t ω t t t X Y =α+β +η 下。且ηt為純粹的白噪音的形式,即ηt=εt ~ N(0,σ2)。將。我們可 利用模擬的方式在不同的偏差下得到接下來N批次之均方差最小的折扣因子。如下圖 圖 8:不同初始偏差下不同折扣因子之均方差曲線 0.0003 0.0006 MSE 0 0.0001 0.0002 0.0004 0.0005 0 0. 05 0.11 0.17 0.23 0.29 0.35 0.41 0.47 0.53 0.59 0.65 0.71 0.77 0.83 0.89 0.95 ω Γ Γ=1σ Γ=2σ Γ=3σ接下來我們將各個不同偏差下的以偏差比率Γ0/σ(Bias Ratio)對最小的折扣因子做 圖。接下來我們利用多項式函數去做適配便可以得到一連續的函數曲線。以此所得到的 函數即為最佳折扣因子ω預測函數及曲線。如下圖為使用三次多項式所作迴歸得到的最 佳折扣因子預測函數 種控制器我們稱之為偏差函數變動折扣因子控制器。其控制流程如下: 。 圖 9:最佳折扣因子預測曲線 y = 0.0088x3 - 0.1189x2 + 0.5583x + 0.0027 R2 = 0.9982 0 0.2 0.4 0.6 0.00 1.00 2.00 3.00 4.00 5.00 6.00 7.00 偏差比率(Γ0/σ) 最佳折 ω 0.8 1 1.2 扣因子( ) 圖 9:最佳折扣因子預測曲線 此
10:偏差函數變動折扣因子控制器控制流程 中et為每批製程輸出的偏差比率,即: 圖 其 σ τ − = t t Y e 估計折扣因子 實際製程輸出 t Y 預測模型 bX a Y = 0 + ^ 調整模型 ( − = t t t t t t a a ω Y − bX )+(1−ω ) 1 得到下次參數 b a X t t − = + τ 1 機台參數設定 t X 輸出值量測 機台 σ − = t t Y e τ Ee De Ce Be Ae t t n t n t n t t = + + + + + − −1 2 2 ... ω
3.2 結合 SPC 管制圖變動折扣因子控制器 二種變動折扣因子控制器中,我們將結合製程統計(Statistical Process Control,SPC)的觀念與回饋控制的應用,因此在介紹第二種變動折扣因子控制器前我 們首先先介紹統計製程管制與管制圖的基本概念: 多不可控制的因素所干擾而產生變異,而 這些 因 引起的較大的變異,進而造成品質 水準 程平均值上下三倍標準差的大小。而在 SPC 執 行過 第 在任何生產過程中,製程中一定會受到許 變異通常很微小,對品質特性的影響並不大,在統計品管上稱這些因素為機遇原 (Chance Cause)或共同原因(Common Cause)。另一方面,製程也可能因為某些特殊 因素(例如:機械失當、操作失誤或不良原料等)所 降低,因此對品質特性造成很大的影響。而這些因素則稱為可歸屬原因(Assignable Cause)或特殊原因(Special Cause)。統計製程管制之主要目的是能迅速地偵測出製 程中可歸屬原因的發生或製程參數的改變,以便在更多不良品被製造出來之前,就能針 對製程進行診斷並採取修正的措施。統計製程管制通常是觀察量測值來監視製程,以找 出特殊變異。其使用方式是把所得到的量測值畫在管制圖上,當發現量測值超出管制圖 的上下管制界線外時,就會發生警訊。 管制圖的概念係 1924 年由美國 Shewhart 博士所發展,其所設計的管制圖稱之為 Shewhart 管制圖。所謂管制圖就是一種比較品質特性的圖,其中橫軸為時間數列而縱軸 為統計量(如平均數、標準差…等),並畫出管制上限(UCL)、管制中線(CL)及管制 下限(LCL)。而通常管制上下線的值為製 程中要如何制訂管制準則以判斷製程是否正常為相當重要且必須探討的部分。合理 的管制準則可即時偵測出製程不穩定的狀況避免製程偏差導致連續的不良品產生;相反 的,不合理的判讀除了造成製程偏差無法判讀或者形成假的異常警告(False Alarm) 造成生產干擾及工程師判斷的負擔進而造成生產力下降。尤其在目前少量多樣生產趨勢 的半導體製程下,管制圖數量多則上萬筆。因此一套合理的判定製程異異常的準則是絕 對必要的。以下為文獻中所列常用的管制準則: 1. Shewhart 單點準則 Shewhart 基本上僅使用一個準則來判定製程是否在管制狀態下,其準則為:
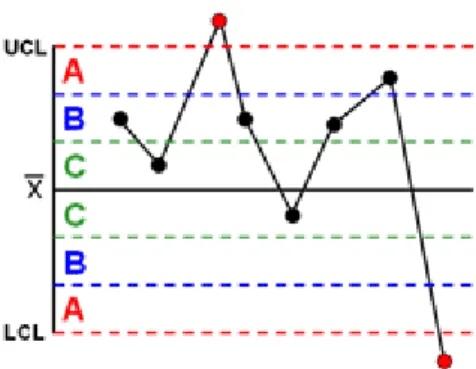
(1)單點超出管制界線 此準則是管制準則中最基本的,如前面所提到 Shewhart 管制圖。當數值落在管 準差外,即表示製程發生異常。 2. 圖,假設母體為常態分佈, 則於 A、B、C 分別為 個標準差 外 或 B 區以外 心點單側 制界線中心值±3 個標 WECO 管制準則 由美國 Western 電子公司於 1958 年訂定出的管制準則。根據上、下管制界線及中心 線,將管制圖分成六區,分別為 A、B、C、C、B、A,如下 A:管制中心±2 個標準差至±3 B:管制中心±1 個標準差至±2 個標準差 C:管制中心±1 個標準差以內 其管制準則為: (1)單點超出管制界線 (2)連續的 3 點中有 2 點落在 A 區或 A 區以 (3)連續的 5 點有 4 點落在 B 區 (4)連續 8 點落在中 (5)連續 15 點在 C 區出現 (6)連續 8 點中無任何點在 C 區出現 若符合以上任一管制準則則判定為製程異常。
圖 11:違反管制準則(1)說明 圖 12:違反管制準則(2)說明 圖 13:違反管制準則(3)說明 一般的 SPC 僅提供製程監控功能,並未沒提供製程調整的功能。當製程落在管制上 下限之外,一般研判為製程發生變異,需要工程師介入處理或調整製程。近年來亦有不 少整合統計製程管制和回饋控制的研究,而下面介紹的控制器即在結合管制圖的概念來 判斷製程是否真正發生變異,當管制圖判斷製程發生變異時,則適時調整折扣因子的大
小來加速控制器的調整速度,其流程如下圖。我們將控制器分成管制圖模組及 EWMA 控 制器模組。當製程輸出未發生異常時,我們將製呈判定為正常狀態,為避免因折扣因子 過大造成變異,於正常狀態下我們選用較小的折扣因子,本文將以 0.2 作為正常狀態下 的折扣因子。而當製程發現管制圖異常狀態時,我們判定製程已發生偏移的異常狀態, 為加速製程的調整,我們將選擇較大的折扣因子。本文將以 0.8 作為異常狀態下所選用 的折扣因子。 而為避免因管制準則過多造成假的製程異常警報(False Alarm)造成製程干擾, 因此我們選擇目前業界最常使用的管制準則,即 WECO 管制準則的前三項作為管制標準。 此種控制器我門稱之為統計製程控制型變動折扣因子控制器,其控制流程如下:
輸出值量測 實際製程輸出 t Y Shewhart 管制圖 預測模型 bX a Y = 0 + ^ 調整模型 1 ) 1 ( ) ( − + − − = t t t t t t Y bX a a ω ω 得到下次參數 b a X t t − = + τ 1 機台參數設定 t X 機台 是否違反管制圖 Rule 是ω=0.8 否ω=0.2 EWMA 控制器模組 管制圖模組 圖 14:結合 SPC 變動折扣因子控制器控制流程
第四章 新型變動折扣因子控制器效能評估
4.1 評估方式說明 在評估新型控制器的效能上,傳統的評估方式均在初始偏差下計算前 N 批次的均方 差作為控制器效能的參考。但在實際的生產線上,可能發生各種不同的製程變異現象。 諸如因機台保養,原料批次更換,或者因目前半導體廠的小量多樣生產特性。使得生產 批次間隔時間過長而造成所謂的的製程速移(Shift)現象。以及因為批測量產特性中 的批次量測誤差,如在微影製程中因量測影像不佳或量測位置錯誤造成單筆關鍵尺寸 (Critical Dimension)量測值異常。或者單批製程中機器故障,如於光阻塗佈後烘烤 或光阻顯影時機故造成停留時間過長都可能造成單批的輸出擾動(Disturbance)。因此 我們將模擬不同機率下發生不同大小的速移量對控制器效能所造成的影響。另外為得到 更穩健性的評估下 另外在一般製程下的隨機干擾項ηt非單純的白噪音形式,因此我們將模擬在ηt為 IMA(1,1)數列以及ARMA(1,1)數列形式下新型變動折扣因子的效能。 因實務上對於預測模型的斜率參數β可能有錯誤預估的情況,因此在穩健性的分析 評估上我們須考慮斜率估計不準對於控制器所造成的影響,因此我們也將評估在不同的 β/b 比值下評估控制器的效能。我們定義『相對執行效能比率』R(Ratio of Relative Performance)如下:
∑
∑
= = − − = n t t n t t Y E Y E R 1 2 ' 1 2 ) ( ) ( τ τ (13) 其中 表示不同控制器的輸出值,而 表示在不做任何控制下的製程輸出。而我們所評 估的控制器則包含上文所介紹的兩種新型變動折扣因子控制器以及固定折扣因子控制 器折扣因子ω分別為 0.2、0.5 以及 0.8。n 為 50 批次模擬 1000 次的平均結果。 t Y Yt'4.2 模擬模型假設 模擬製程條件如下,下面將依據黃光微影製程的模型做假設。一般用來控制關鍵尺寸 (CD)大小的參數為曝光劑量(Dose)。因目前半導體廠所使用的光阻大部分為正型光 阻因此曝光劑量與關鍵尺寸在一定的範圍內成線性反比的關係,我們根據經驗假設製程 模型如下,其中輸入參數可視為曝光劑量,而輸出參數則為關鍵尺寸值: (1)實際製程模型: Yt =α+βXt +ηt, (2)控制器預測製程模型: Y =a0 +bX ^ (3)最佳折扣因子預測函數模擬所使用之製程模型 Yt =α+βXt +ηt α=1, β=-0.0015, (ηt為白噪音形式,ηt~ N(0,0.0072) 將折扣因子由 0 至 1 等分為 100 等份並於不同的初始偏差比例下執行模擬 10000 次,在 各偏差量取前 5 批次之均方差最小時之ω。並以之三次函數做回歸所得到之函數。如下: 為避免錯誤的誤差估計造成製程的因此在偏差函數控制器中我們對於誤差的估計值亦 採用 EWMA 的方式,即 0027 . 0 5583 . 0 1189 . 0 0082 . 0 3 − 2 + 1+ = e e e t ω 1 5 . 0 5 . 0 + − = et et e (4)製程輸出目標值 0.4 4.3 模擬結果 4.3.1 製程模型與控制模型預估無差異下之最佳效能比較 若假設控制模型之斜率與截距與製程模型相同時,即 α=1, β=-0.0015, a0=1, b=-0.0015, 下之控制器效能比較。
a. 製程干擾為白噪音形式
若完美預估製程干擾ηt為純白色噪音下,即ηt~ N(0,0.0072)。模擬在不同的機率
下不同大小的速移偏差發生時。觀察前 50 批次兩個變動折扣因子控制器與不同大小折 扣因子的固定折扣因子控制器與製程不受控制下之相對執行效能比率R。1000 次的模擬 結果如下:
表 1:製程干擾為白噪音形式下各控制器效能比較(速移量 0~2σe) 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 0% 0 1.379 1.179 1.105 1.324 1.654 1 1% 1 1.120 0.969 0.907 1.075 1.337 1 2% 1 0.957 0.841 0.785 0.918 1.139 1 3% 1 0.811 0.723 0.674 0.778 0.963 1 4% 1 0.726 0.662 0.612 0.697 0.858 1 5% 1 0.654 0.597 0.556 0.626 0.769 1 6% 1 0.572 0.529 0.496 0.549 0.671 1 7% 1 0.509 0.479 0.449 0.488 0.593 1 8% 1 0.480 0.451 0.424 0.459 0.558 1 9% 1 0.464 0.442 0.414 0.443 0.537 1 10% 1 0.439 0.420 0.396 0.421 0.508 1 11% 1 0.422 0.382 0.353 0.371 0.446 1 12% 1 0.406 0.369 0.343 0.357 0.428 1 13% 1 0.389 0.356 0.332 0.343 0.410 1 14% 1 0.372 0.342 0.321 0.329 0.393 1 15% 1 0.368 0.340 0.319 0.325 0.388 1 16% 1 0.327 0.305 0.290 0.291 0.345 1 17% 1 0.312 0.293 0.279 0.278 0.328 1 18% 1 0.314 0.297 0.284 0.280 0.330 1 19% 1 0.291 0.278 0.267 0.261 0.306 1 20% 1 0.272 0.263 0.255 0.245 0.286 1 1% 2 0.692 0.613 0.585 0.666 0.820 1 2% 2 0.478 0.441 0.426 0.461 0.558 1 3% 2 0.359 0.340 0.334 0.346 0.415 1 4% 2 0.317 0.308 0.304 0.306 0.363 1 5% 2 0.254 0.251 0.255 0.246 0.288 1 6% 2 0.230 0.230 0.240 0.223 0.258 1 7% 2 0.219 0.222 0.231 0.213 0.246 1 8% 2 0.190 0.195 0.209 0.185 0.210 1 9% 2 0.185 0.192 0.207 0.181 0.204 1 10% 2 0.174 0.176 0.195 0.162 0.179 1 11% 2 0.167 0.170 0.190 0.157 0.172 1 12% 2 0.161 0.165 0.186 0.152 0.166 1 13% 2 0.152 0.156 0.177 0.143 0.156 1 14% 2 0.150 0.155 0.179 0.142 0.153 1 15% 2 0.146 0.151 0.174 0.138 0.149 1 16% 2 0.140 0.147 0.172 0.134 0.143 1 17% 2 0.127 0.134 0.160 0.122 0.129 1 18% 2 0.125 0.133 0.159 0.120 0.127 1 19% 2 0.117 0.125 0.154 0.114 0.119 1 20% 2 0.112 0.120 0.150 0.109 0.114 1 變動折扣因子控制器 固定折扣因子控制器 未做控制 機率 速移量(σe)
表 2:製程干擾為白噪音形式下各控制器效能比較(速移量 3~4σe) 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 1% 3 0.431 0.382 0.392 0.419 0.507 1 2% 3 0.272 0.249 0.274 0.267 0.314 1 3% 3 0.212 0.200 0.229 0.210 0.242 1 4% 3 0.187 0.179 0.212 0.186 0.210 1 5% 3 0.150 0.148 0.185 0.151 0.165 1 6% 3 0.142 0.141 0.178 0.143 0.155 1 7% 3 0.126 0.126 0.168 0.128 0.137 1 8% 3 0.121 0.122 0.163 0.123 0.130 1 9% 3 0.104 0.106 0.147 0.107 0.111 1 10% 3 0.103 0.105 0.148 0.106 0.109 1 11% 3 0.100 0.103 0.148 0.104 0.105 1 12% 3 0.098 0.102 0.149 0.102 0.102 1 13% 3 0.096 0.101 0.147 0.101 0.101 1 14% 3 0.090 0.095 0.142 0.094 0.093 1 15% 3 0.084 0.088 0.132 0.088 0.087 1 16% 3 0.083 0.089 0.137 0.088 0.085 1 17% 3 0.080 0.086 0.135 0.085 0.081 1 18% 3 0.077 0.083 0.133 0.082 0.077 1 19% 3 0.073 0.080 0.131 0.079 0.073 1 20% 3 0.070 0.078 0.129 0.077 0.070 1 1% 4 0.323 0.287 0.315 0.317 0.376 1 2% 4 0.172 0.155 0.196 0.173 0.196 1 3% 4 0.142 0.131 0.177 0.145 0.159 1 4% 4 0.119 0.111 0.159 0.123 0.131 1 5% 4 0.104 0.099 0.149 0.109 0.114 1 6% 4 0.103 0.099 0.151 0.109 0.112 1 7% 4 0.090 0.088 0.140 0.096 0.096 1 8% 4 0.085 0.083 0.138 0.092 0.091 1 9% 4 0.077 0.076 0.128 0.083 0.081 1 10% 4 0.073 0.073 0.126 0.080 0.077 1 11% 4 0.069 0.069 0.125 0.076 0.071 1 12% 4 0.066 0.067 0.124 0.074 0.068 1 13% 4 0.066 0.066 0.120 0.073 0.068 1 14% 4 0.066 0.067 0.121 0.073 0.068 1 15% 4 0.064 0.065 0.119 0.072 0.066 1 16% 4 0.060 0.061 0.115 0.067 0.061 1 17% 4 0.057 0.059 0.112 0.065 0.058 1 18% 4 0.057 0.058 0.111 0.064 0.058 1 19% 4 0.055 0.057 0.109 0.062 0.055 1 20% 4 0.052 0.054 0.106 0.059 0.052 1 未做控制 機率 速移量(σe) 變動折扣因子控制器 固定折扣因子控制器
在不同的速移量下各控制器相對執行效能發生機率做圖如下: ) ) 速移量1σe 0.000 0.200 0.400 0.600 0.800 1.000 1.200 1.400 1.600 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 11% 12% 13% 14% 15% 16% 17% 18% 19% 20% 發生機率 相對 執行 效能 比率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 圖 15:製程干擾為白噪音形式下各控制器效能比較(速移量 1σe 速移量2σe 0.000 0.100 0.200 0.300 0.400 0.500 0.600 0.700 0.800 0.900 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 11% 12% 13% 14% 15% 16% 17% 18% 19% 20% 發生機率 相對 執行效 能比 率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 圖 16:製程干擾為白噪音形式下各控制器效能比較(速移量 2σe
圖 17:製程干擾為白噪音形式下各控制器效能比較(速移量 3σ 速移量3σe 0.000 0.100 0.200 0.300 0.400 0.500 0.600 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 11% 12% 13% 14% 15% 16% 17% 18% 19% 20% 發生機率 相對 執行 效能 比率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 e) e) 由模擬結 合 SPC 制圖變動折扣因子控制器的執行效能分別為 1.379 與 1.179 略大於固定折扣因子ω= 速移量4σe 0.000 0.050 0.100 0.150 0.200 0.250 0.300 0.350 0.400 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 11% 12% 13% 14% 15% 16% 17% 18% 19% 20% 發生機率 相對 執行 效能 比率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 圖 18:製程干擾為白噪音形式下各控制器效能比較(速移量 4σ 果發現,若干擾形式為白噪音在未發生速移變異下,偏差函數控制器與結 管 0.2 與ω= 0.5 的執行效能分別為 1.105 與 1.324,但仍小於ω= 0.8 的 1.654。但隨著 製程變異發生的機率與幅度增加時使用變動折扣因子控制器則可以改善小固定折扣因 子收斂速度過於緩慢的問題,當有機會發生速移量大於 2 倍製程的標準差時效能均會優 於固定折扣因子控制器。
b. 製程干擾為 ARMA(1,1)數列形式 若考慮製程干擾ηt為非純白色噪音的形式,而是平穩型時間數列(Stationary Time 示如下: Series)ARMA(1,1)時,製程干擾可表 ηt =φηt−1+εt −θεt−1,εt ~N(0,0.0072) 制器與不同大小折扣因 控制 制 率R。1000 次的模擬結果如下: 模擬在不同的機率下不同大小的速移偏差發生時。觀察前 50 批次兩個變動折扣因子控 子的固定折扣因子 器與製程不受控 下之相對執行效能比
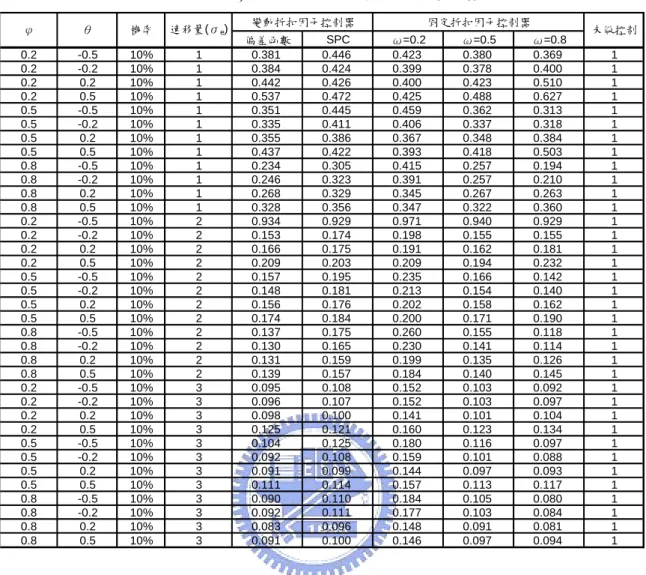
表 3a:製程干擾為 ARMA(1,1)形式下各控制器效能比較 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 0.2 -0.5 0% 0 0.949 1.069 0.964 0.939 0.934 1 0.2 -0.2 0% 0 1.073 1.099 1.007 1.056 1.150 1 0.2 0.2 0% 0 1.371 1.169 1.102 1.317 1.640 1 0.2 0.5 0% 0 1.674 1.293 1.175 1.516 2.012 1 0.5 -0.5 0% 0 0.675 0.855 0.834 0.688 0.600 1 0.5 -0.2 0% 0 0.782 0.939 0.871 0.777 0.746 1 0.5 0.2 0% 0 1.056 1.053 0.985 1.040 1.179 1 0.5 0.5 0% 0 1.387 1.185 1.107 1.328 1.658 1 0.8 -0.5 0% 0 0.327 0.429 0.555 0.354 0.268 1 0.8 -0.2 0% 0 0.377 0.498 0.578 0.388 0.317 1 0.8 0.2 0% 0 0.572 0.694 0.680 0.565 0.568 1 0.8 0.5 0% 0 0.906 0.913 0.859 0.890 1.034 1 0.2 -0.5 5% 1 0.533 0.614 0.567 0.529 0.521 1 0.2 -0.2 5% 1 0.525 0.570 0.525 0.518 0.554 1 0.2 0.2 5% 1 0.672 0.617 0.574 0.645 0.791 1 0.2 0.5 5% 1 0.776 0.649 0.582 0.704 0.917 1 0.5 -0.5 5% 1 0.470 0.594 0.592 0.481 0.419 1 0.5 -0.2 5% 1 0.473 0.577 0.551 0.474 0.449 1 0.5 0.2 5% 1 0.526 0.550 0.517 0.517 0.577 1 0.5 0.5 5% 1 0.625 0.572 0.532 0.598 0.734 1 0.8 -0.5 5% 1 0.274 0.359 0.483 0.300 0.225 1 0.8 -0.2 5% 1 0.300 0.396 0.468 0.310 0.254 1 0.8 0.2 5% 1 0.362 0.439 0.445 0.359 0.357 1 0.8 0.5 5% 1 1.211 1.082 0.854 0.913 1.082 1 0.2 -0.5 5% 2 0.245 0.285 0.292 0.247 0.237 1 0.2 -0.2 5% 2 0.237 0.263 0.271 0.237 0.246 1 0.2 0.2 5% 2 0.266 0.263 0.269 0.259 0.302 1 0.2 0.5 5% 2 0.334 0.302 0.290 0.307 0.384 1 0.5 -0.5 5% 2 0.240 0.301 0.330 0.250 0.216 1 0.5 -0.2 5% 2 0.229 0.278 0.297 0.234 0.218 1 0.5 0.2 5% 2 0.233 0.257 0.268 0.233 0.249 1 0.5 0.5 5% 2 0.263 0.260 0.264 0.254 0.298 1 0.8 -0.5 5% 2 0.184 0.238 0.336 0.205 0.154 1 0.8 -0.2 5% 2 0.184 0.238 0.306 0.195 0.158 1 0.8 0.2 5% 2 0.190 0.233 0.262 0.193 0.186 1 0.8 0.5 5% 2 0.216 0.238 0.252 0.215 0.234 1 0.2 -0.5 5% 3 0.140 0.161 0.196 0.147 0.136 1 0.2 -0.2 5% 3 0.131 0.142 0.178 0.136 0.135 1 0.2 0.2 5% 3 0.157 0.152 0.186 0.157 0.174 1 0.2 0.5 5% 3 0.194 0.175 0.204 0.184 0.218 1 0.5 -0.5 5% 3 0.148 0.180 0.227 0.159 0.136 1 0.5 -0.2 5% 3 0.137 0.163 0.205 0.145 0.132 1 0.5 0.2 5% 3 0.134 0.143 0.179 0.138 0.141 1 0.5 0.5 5% 3 0.161 0.156 0.192 0.161 0.178 1 0.8 -0.5 5% 3 0.128 0.161 0.243 0.145 0.110 1 0.8 -0.2 5% 3 0.119 0.149 0.215 0.131 0.106 1 0.8 0.2 5% 3 0.119 0.141 0.186 0.125 0.117 1 0.8 0.5 5% 3 0.122 0.131 0.169 0.126 0.130 1 機率 速移量(σe) 變動折扣因子控制器 固定折扣因子控制器 未做控制 θ φ
表 3b:製程干擾為 ARMA(1,1)形式下各控制器效能比較 器的效能則較固 器ω= 0.8 比 的話在θ= 0.2,θ= 0.5 的情況下會有較佳的效能表現。整體效能最差的則是固定折 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 0.2 -0.5 10% 1 0.381 0.446 0.423 0.380 0.369 1 0.2 -0.2 10% 1 0.384 0.424 0.399 0.378 0.400 1 0.2 0.2 10% 1 0.442 0.426 0.400 0.423 0.510 1 0.2 0.5 10% 1 0.537 0.472 0.425 0.488 0.627 1 0.5 -0.5 10% 1 0.351 0.445 0.459 0.362 0.313 1 0.5 -0.2 10% 1 0.335 0.411 0.406 0.337 0.318 1 0.5 0.2 10% 1 0.355 0.386 0.367 0.348 0.384 1 0.5 0.5 10% 1 0.437 0.422 0.393 0.418 0.503 1 0.8 -0.5 10% 1 0.234 0.305 0.415 0.257 0.194 1 0.8 -0.2 10% 1 0.246 0.323 0.391 0.257 0.210 1 0.8 0.2 10% 1 0.268 0.329 0.345 0.267 0.263 1 0.8 0.5 10% 1 0.328 0.356 0.347 0.322 0.360 1 0.2 -0.5 10% 2 0.934 0.929 0.971 0.940 0.929 1 0.2 -0.2 10% 2 0.153 0.174 0.198 0.155 0.155 1 0.2 0.2 10% 2 0.166 0.175 0.191 0.162 0.181 1 0.2 0.5 10% 2 0.209 0.203 0.209 0.194 0.232 1 0.5 -0.5 10% 2 0.157 0.195 0.235 0.166 0.142 1 0.5 -0.2 10% 2 0.148 0.181 0.213 0.154 0.140 1 0.5 0.2 10% 2 0.156 0.176 0.202 0.158 0.162 1 0.5 0.5 10% 2 0.174 0.184 0.200 0.171 0.190 1 0.8 -0.5 10% 2 0.137 0.175 0.260 0.155 0.118 1 0.8 -0.2 10% 2 0.130 0.165 0.230 0.141 0.114 1 0.8 0.2 10% 2 0.131 0.159 0.199 0.135 0.126 1 0.8 0.5 10% 2 0.139 0.157 0.184 0.140 0.145 1 0.2 -0.5 10% 3 0.095 0.108 0.152 0.103 0.092 1 0.2 -0.2 10% 3 0.096 0.107 0.152 0.103 0.097 1 0.2 0.2 10% 3 0.098 0.100 0.141 0.101 0.104 1 0.2 0.5 10% 3 0.125 0.121 0.160 0.123 0.134 1 0.5 -0.5 10% 3 0.104 0.125 0.180 0.116 0.097 1 0.5 -0.2 10% 3 0.092 0.108 0.159 0.101 0.088 1 0.5 0.2 10% 3 0.091 0.099 0.144 0.097 0.093 1 0.5 0.5 10% 3 0.111 0.114 0.157 0.113 0.117 1 0.8 -0.5 10% 3 0.090 0.110 0.184 0.105 0.080 1 0.8 -0.2 10% 3 0.092 0.111 0.177 0.103 0.084 1 0.8 0.2 10% 3 0.083 0.096 0.148 0.091 0.081 1 0.8 0.5 10% 3 0.091 0.100 0.146 0.097 0.094 1 變動折扣因子控制器 固定折扣因子控制器 未做控制 φ θ 機率 速移量(σe) 由模擬結果可以發現,若干擾形式為 ARMA(1,1)。使用偏差函數折扣因子控制器在大部 分的模擬條件下都較固定折扣因子有更佳的效能表現。而結合 SPC 的變動折扣因子控制 定折扣因子控制器ω= 0.5 略差,而與固定折扣因子控制 較 扣因子為ω= 0.2。
c. 製程干擾為 IMA(1,1)數列形式 製程干擾ηt為IMA(1,1)時,即製程干擾可表示如下: 若 1 1 − − + − = t t t t η ε θε η , 模擬在不同的機率下不同大小的速移偏差發生時。觀察前 50 批次兩個變動折扣因子控 制器與不同大小折扣因子的固定折扣因子控制器與製程不受控制下之相對執行效能比 率R。1000 次的模擬結果如下: ) 007 . 0 , 0 ( ~ N 2 t ε
表 4:製程干擾為 IMA(1,1)形式下各控制器效能比較 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 未做控制 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 0.1 0% 0 0.057 0.073 0.109 0.058 0.048 0.2 0% 0 0.065 0.084 0.115 0.065 0.058 0.3 0% 0 0.078 0.097 0.122 0.076 0.073 0.4 0% 0 0.110 0.132 0.150 0.108 0.110 0.5 0% 0 0.153 0.175 0.185 0.150 0.164 0.6 0% 0 0.219 0.234 0.233 0.215 0.248 0.7 0% 0 0.330 0.327 0.316 0.324 0.386 0.8 0% 0 0.591 0.547 0.519 0.580 0.709 0.9 0% 0 0.989 0.856 0.813 0.959 1.193 0.1 5% 1 0.054 0.070 0.106 0.055 0.046 0.2 5% 1 0.067 0.086 0.119 0.068 0.060 0.3 5% 1 0.075 0.094 0.121 0.075 0.071 0.4 5% 1 0.095 0.114 0.134 0.094 0.095 0.5 5% 1 0.131 0.152 0.167 0.129 0.139 0.6 5% 1 0.175 0.192 0.198 0.172 0.194 0.7 5% 1 0.266 0.275 0.270 0.261 0.306 0.8 5% 1 0.360 0.352 0.340 0.352 0.421 0.9 5% 1 0.520 0.482 0.456 0.503 0.614 0.1 5% 2 0.055 0.070 0.110 0.058 0.048 0.2 5% 2 0.061 0.077 0.113 0.063 0.055 0.3 5% 2 0.068 0.084 0.116 0.069 0.064 0.4 5% 2 0.085 0.103 0.132 0.086 0.085 0.5 5% 2 0.102 0.119 0.145 0.103 0.106 0.6 5% 2 0.119 0.134 0.155 0.120 0.128 0.7 5% 2 0.154 0.167 0.183 0.154 0.171 0.8 5% 2 0.195 0.202 0.215 0.193 0.220 0.9 5% 2 0.233 0.234 0.242 0.228 0.264 0.1 5% 3 0.050 0.061 0.105 0.054 0.045 0.2 5% 3 0.059 0.072 0.115 0.063 0.054 0.3 5% 3 0.062 0.074 0.115 0.066 0.059 0.4 5% 3 0.071 0.083 0.123 0.075 0.070 0.5 5% 3 0.088 0.100 0.138 0.092 0.091 0.6 5% 3 0.102 0.112 0.151 0.107 0.108 0.7 5% 3 0.102 0.108 0.144 0.106 0.110 0.8 5% 3 0.127 0.130 0.168 0.131 0.140 0.9 5% 3 0.142 0.140 0.176 0.143 0.157 0.1 10% 1 0.058 0.075 0.114 0.060 0.050 0.2 10% 1 0.063 0.081 0.113 0.064 0.057 0.3 10% 1 0.074 0.091 0.119 0.073 0.069 0.4 10% 1 0.094 0.115 0.139 0.094 0.093 0.5 10% 1 0.118 0.138 0.154 0.116 0.123 0.6 10% 1 0.159 0.177 0.187 0.156 0.173 0.7 10% 1 0.223 0.235 0.237 0.219 0.251 0.8 10% 1 0.287 0.292 0.284 0.280 0.329 0.9 10% 1 0.380 0.369 0.353 0.366 0.438 0.1 10% 2 0.056 0.069 0.114 0.060 0.049 0.2 10% 2 0.056 0.070 0.109 0.059 0.051 0.3 10% 2 0.064 0.079 0.117 0.067 0.060 0.4 10% 2 0.075 0.090 0.125 0.077 0.073 0.5 10% 2 0.081 0.096 0.128 0.083 0.082 0.6 10% 2 0.101 0.116 0.143 0.102 0.105 0.7 10% 2 0.114 0.128 0.153 0.114 0.120 0.8 10% 2 0.138 0.150 0.170 0.137 0.149 0.9 10% 2 0.164 0.176 0.193 0.162 0.179 0.1 10% 3 0.047 0.057 0.105 0.053 0.043 0.2 10% 3 0.051 0.060 0.109 0.057 0.048 0.3 10% 3 0.059 0.070 0.116 0.065 0.056 0.4 10% 3 0.059 0.068 0.112 0.065 0.058 0.5 10% 3 0.069 0.078 0.124 0.074 0.069 0.6 10% 3 0.072 0.080 0.121 0.077 0.074 0.7 10% 3 0.079 0.086 0.130 0.084 0.082 0.8 10% 3 0.093 0.098 0.145 0.098 0.098 0.9 10% 3 0.098 0.102 0.146 0.102 0.104 θ 機率 速移量(σe) 變動折扣因子控制器 固定折扣因子控制器
由模擬結果可以發現,若干擾形式為 IMA(1,1)。使用偏差函數折扣因子控制器在大部分 的模擬條件下同樣均較固定折扣因子有更佳的效能表現。而結合 SPC 的變動折扣因子控 制器的效能則與固定折扣因子控制器ω= 0.5 的效能相當。 4.3.2 穩健性評估-製程模型與控制模型預估有差異下之效能比較 為對控制器作更穩健的測試,我們將模擬在對實際製程干擾預估錯誤及控制器的斜率預 估錯誤下對於控制器效能的影響。 a. 製程干擾估計錯誤評估 偏差函數控制器其預測函數所使用的製程干擾為ηt~ N(0,0.0072),且SPC控制器 所使用的管制界線一個標準差為 0.007。但實際製程干擾分別為 2 倍及 0.5 倍下。觀察 控制器的效能表現。同樣我們觀察前 50 批次兩個變動折扣因子控制器與不同大小折扣 因子的固定折扣因子控制器與製程不受控制下之相對執行效能比率R。1000 次的模擬結 果如下: (1)實際干擾為估計值 2 倍,即實際製程干擾為ηt~ N(0,0.0142)
表 5:製程干擾為白噪音形式且實際製程干擾為預估之 2 倍下各控制器效能比較 1.650 1 1.301 1 2% 1 1.090 1.044 0.751 0.872 1.080 1 3% 1 0.975 0.933 0.679 0.781 0.963 1 4% 1 0.845 0.809 0.596 0.678 0.835 1 1 685 1 9% 1 0.532 0.514 0.404 0.433 0.524 1 0.365 0.383 0.460 1 1% 2 0.820 0.784 0.583 0.662 0.812 1 0.532 0.417 0.451 0.547 1 0.355 0.307 0.308 0.365 1 4% 2 0.355 0.341 0.296 0.296 0.350 1 6% 2 0.288 0.277 0.257 0.243 0.283 1 8% 2 0.229 0.220 0.220 0.196 0.224 1 1% 3 0.528 0.506 0.403 0.432 0.523 1 3% 3 0.236 0.227 0.222 0.203 0.233 1 3 0.214 0.205 0.213 0.186 0.210 1 3 0.173 0.167 0.186 0.155 0.171 1 6% 1 7% 1 8% 3 0.126 0.122 0.157 0.118 0.125 1 9% 3 0.115 0.112 0.150 0.110 0.114 1 10% 3 0.109 0.106 0.146 0.104 0.107 1 1% 4 0.393 0.376 0.324 0.328 0.390 1 2% 4 0.224 0.215 0.219 0.196 0.222 1 3% 4 0.172 0.165 0.186 0.154 0.170 1 4% 4 0.139 0.134 0.165 0.128 0.138 1 5% 4 0.124 0.120 0.160 0.118 0.123 1 6% 4 0.104 0.101 0.144 0.101 0.104 1 7% 4 0.096 0.094 0.138 0.095 0.095 1 8% 4 0.092 0.090 0.139 0.093 0.092 1 9% 4 0.085 0.083 0.131 0.086 0.085 1 10% 4 0.070 0.069 0.123 0.075 0.069 1 0% 0 1.667 1.591 1.106 1.324 1% 1 1.311 1.256 0.888 1.047 機率 速移量(σe) 變動折扣因子控制器 固定折扣因子控制器 未做控制 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 5% 1 0.741 0.709 0.529 0.595 0.732 6% 1 0.694 0.666 0.505 0.560 0. 7% 1 0.596 0.575 0.443 0.484 0.588 1 8% 1 0.576 0.554 0.431 0.468 0.568 1 10% 1 0.467 0.453 2% 2 0.555 3% 2 0.370 5% 2 0.307 0.296 0.269 0.259 0.303 1 7% 2 0.239 0.231 0.223 0.205 0.235 1 9% 2 0.202 0.195 0.202 0.176 0.198 1 10% 2 0.183 0.177 0.189 0.161 0.180 1 2% 3 0.302 0.289 0.263 0.255 0.299 1 4% 5% 3 0.151 0.146 0.170 0.136 0.148 3 0.139 0.134 0.165 0.128 0.136
圖 19:實際製程干擾為預估值 2 倍下各控制器效能比較(速移量 1σe) 圖 20:實際製程干擾為預估值 2 倍下各控制器效能比較(速移量 2σe) 速移量1σe 1.400 0.000 0.200 0.400 0.600 0.800 1.000 1.200 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對 執行 效能 比率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 速移量2σe 0.000 0.100 0.200 0.300 0.400 0.500 0.600 0.700 0.800 0.900 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對 執行 效能 比率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8
速移量3σe 0.000 0.100 0.200 0.300 0.400 0.500 0.600 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對 執行 效能 比率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 圖 21:實際製程干擾為預估值 2 倍下各控制器效能比較(速移量 3σe) e) 模擬結果可以發現,若實際製程干擾為控制器設定的 2 倍時。在偏差發生量較小同時 機率較 變動 扣因子會發揮較大的控制效能。 (2)實際干擾為估計值 0.5 倍,即實際製程干擾為ηt~ N(0,0.00352) 速移量4σe 0.000 0.050 0.100 0.150 0.200 0.250 0.300 0.350 0.400 0.450 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對 執行 效 能比 率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 圖 22:實際製程干擾為預估值 2 倍下各控制器效能比較(速移量 4σ 由 小的情況下會影響到變動折扣因子控制器的表現。而當變異量及機率增加時 折
表 6:製程干擾為白噪音形式且實際製程干擾為預估之 0.5 倍下各控制器效能比較 8% 2 0.179 0.200 0.205 0.182 0.207 1 9% 2 0.171 0.195 0.200 0.174 0.195 1 10% 2 0.162 0.185 0.191 0.163 0.183 1 1% 3 0.408 0.416 0.415 0.447 0.541 1 2% 3 0.262 0.284 0.286 0.282 0.331 1 3% 3 0.197 0.222 0.228 0.209 0.240 1 4% 3 0.166 0.191 0.200 0.173 0.195 1 5% 3 0.150 0.179 0.187 0.156 0.172 1 6% 3 0.141 0.170 0.180 0.145 0.158 1 7% 3 0.129 0.158 0.170 0.132 0.141 1 8% 3 0.117 0.147 0.160 0.118 0.123 1 9% 3 0.114 0.141 0.157 0.115 0.120 1 10% 3 0.100 0.126 0.142 0.102 0.104 1 1% 4 0.265 0.283 0.292 0.291 0.344 1 2% 4 0.156 0.185 0.198 0.168 0.187 1 3% 4 0.141 0.168 0.183 0.151 0.166 1 4% 4 0.127 0.157 0.174 0.135 0.144 1 5% 4 0.100 0.125 0.145 0.105 0.110 1 6% 4 0.096 0.122 0.144 0.101 0.103 1 7% 4 0.087 0.112 0.135 0.092 0.092 1 8% 4 0.088 0.114 0.137 0.093 0.092 1 9% 4 0.079 0.103 0.130 0.083 0.080 1 10% 4 0.077 0.100 0.126 0.081 0.079 1 未做控制 機率 速移量(σe) 變動折扣因子控制器 固定折扣因子控制器 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 0% 0 1.180 1.112 1.105 1.325 1.653 1 1% 1 0.960 0.912 0.905 1.070 1.332 1 2% 1 0.811 0.776 0.770 0.897 1.109 1 3% 1 0.648 0.628 0.622 0.709 0.873 1 4% 1 0.615 0.597 0.592 0.672 0.827 1 5% 1 0.563 0.550 0.545 0.611 0.749 1 6% 1 0.530 0.521 0.515 0.570 0.696 1 7% 1 0.487 0.481 0.476 0.524 0.639 1 8% 1 0.454 0.452 0.447 0.485 0.587 1 9% 1 0.414 0.414 0.410 0.441 0.533 1 10% 1 0.391 0.392 0.389 0.414 0.501 1 1% 2 0.625 0.609 0.606 0.689 0.848 1 2% 2 0.452 0.454 0.451 0.489 0.590 1 3% 2 0.345 0.355 0.353 0.370 0.444 1 4% 2 0.293 0.308 0.307 0.310 0.369 1 5% 2 0.253 0.273 0.273 0.264 0.308 1 6% 2 0.221 0.241 0.244 0.229 0.265 1 7% 2 0.201 0.222 0.226 0.206 0.236 1
速移量1σe 0.000 0.200 0.400 0.600 0.800 1.000 1.200 1.400 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對 執行 效能 比率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 圖 23:實際製程干擾為預估值 0.5 倍下各控制器效能比較(速移量 1σe) 2σe) 圖 24:實際製程干擾為預估值 0.5 倍下各控制器效能比較(速移量 速移量2σe 0.000 0.100 0.200 0.300 0.400 0.500 0.600 0.700 0.800 0.900 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對 執行 效 能比 率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8
速移量3σe 0.000 0.100 0.200 0.300 0.400 0.500 0.600 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對 執行效 能比 率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 圖 25:實際製程干擾為預估值 0.5 倍下各控制器效能比較(速移量 3σe) e) 由模擬 仍然 較佳的效能表現。而結合 SPC 的變動折扣因子控制器原本在完美的預估製程干擾下優 固定折扣因子的效能,但此時則會因管制圖設定的標準差過大進而影響到偏差量及偏 機率較大時的效能表現。 速移量4σe 0.000 0.050 0.100 0.150 0.200 0.250 0.300 0.350 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對執 行效 能比 率 0.400 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 圖 26:實際製程干擾為預估值 0.5 倍下各控制器效能比較(速移量 4σ 結果可以發現,若實際製程干擾為控制器設定的 0.5 倍時。偏差函數控制器 有 於 差
b. 製程斜率估計錯誤評估 下面將評估若製程斜率與控制器斜率有差異下,即當β/b 分別為 1.2 及 0.8 的情形 控制器的效能表現。同樣我們觀察前 50 批次兩個變動折扣因子控制器與不同大小折 因子的固定折扣因子控制器與製程不受控制下之相對執行效能比率 R。1000 次的模擬 果如下: (1)當β/b 比例為 1.2 時 下 扣 結
表 7:當β/b 比例為 1.2 下各控制器效能比較 1.227 1.129 1.418 1.908 1 0.986 0.908 1.124 1.501 1 2% 1 0.993 0.819 0.754 0.924 1.236 1 4% 1 0.806 0.686 0.623 0.748 0.991 1 9% 1 0.508 0.461 0.413 0.471 0.616 1 0.481 0.438 0.393 0.445 0.582 1 1% 2 0.741 0.627 0.581 0.694 0.918 1 .475 0.441 0.508 0.667 1 .363 0.340 0.376 0.488 1 4% 2 0.342 0.316 0.296 0.319 0.410 1 5% 2 0.293 0.278 0.264 0.274 0.348 1 6% 2 0.251 0.248 0.237 0.235 0.293 1 7% 2 0.245 0.237 0.228 0.229 0.287 1 8% 2 0.210 0.212 0.207 0.197 0.242 1 9% 2 0.193 0.196 0.192 0.180 0.221 1 10% 2 0.185 0.188 0.188 0.173 0.211 1 1% 3 0.482 0.408 0.397 0.451 0.589 1 2% 3 0.325 0.283 0.288 0.306 0.392 1 3% 3 0.243 0.218 0.228 0.229 0.288 1 4% 3 0.190 0.174 0.191 0.180 0.221 1 5% 3 0.161 0.153 0.170 0.154 0.186 1 6% 3 0.145 0.140 0.160 0.139 0.166 1 7% 3 0.132 0.128 0.149 0.126 0.148 1 8% 3 0.121 0.119 0.143 0.117 0.136 1 9% 3 0.114 0.114 0.139 0.110 0.126 1 10% 3 0.112 0.113 0.140 0.109 0.123 1 1% 4 0.315 0.263 0.279 0.298 0.382 1 2% 4 0.210 0.180 0.208 0.201 0.249 1 3% 4 0.158 0.139 0.171 0.153 0.183 1 4% 4 0.133 0.119 0.156 0.130 0.151 1 5% 4 0.117 0.106 0.144 0.115 0.132 1 6% 4 0.102 0.095 0.131 0.101 0.113 1 7% 4 0.088 0.082 0.120 0.088 0.097 1 8% 4 0.086 0.082 0.123 0.087 0.093 1 9% 4 0.084 0.079 0.116 0.084 0.091 1 10% 4 0.076 0.072 0.111 0.076 0.081 1 未做控制 機率 速移量(σe) 變動折扣因子控制器 固定折扣因子控制器 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 0% 0 1.525 1% 1 1.202 3% 1 0.871 0.740 0.669 0.810 1.075 1 5% 1 0.667 0.579 0.523 0.620 0.820 1 6% 1 0.642 0.559 0.504 0.595 0.787 1 7% 1 0.582 0.517 0.466 0.543 0.713 1 8% 1 0.527 0.475 0.426 0.489 0.641 1 10% 1 2% 2 0.545 0 3% 2 0.402 0
速移量1σe 0.000 0.200 0.400 0.600 0.800 1.000 1.200 1.400 1.600 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對 執行 效能 比率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 圖 27:當β/b比例為 1.2 下各控制器效能比較(速移量 1σe) 圖 28:當β/b比例為 1.2 下各控制器效能比較(速移量 2σe) 速移量2σe 0.000 0.100 0.200 0.300 0.400 0.500 0.600 0.700 0.800 0.900 1.000 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對 執行 效能比 率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8
圖 30:當β/b比例為 1.2 下各控制器效能比較(速移量 4σe) 圖 29:當β/b比例為 1.2 下各控制器效能比較(速移量 3σe) 前的干擾形式的錯誤預估理論上僅會影響到對變動折扣因子控制器的效能。因為在變 折扣因子控制器的設定上必須預估干擾的大小。而由模擬結果確實發現固定的扣因子 上述干擾形式預估錯誤的情形下與完美預估干擾情形的效能模擬結果幾乎是相同 。但若製程斜率估計錯誤時我們可以預期將會同時影響變動折扣因子與固定折扣因子 控制器的效 均較β/b 計正確時較差。但整體而言,結合 SPC 的變動折扣因子控制器在大部分的模擬條件下 有較佳的效能表現。 速移量3σe 0.000 0.100 0.200 0.300 0.400 0.500 0.600 0.700 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對執 行效 能比 率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 速移量4σe 0.000 0.050 0.100 0.150 0.20 0.250 0.300 0.350 0.400 0.450 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 發生機率 相對執 行效 能比 率 偏差函數 SPC ω=0.2 ω=0.5 ω=0.8 0 圖 30:當β/b比例為 1.2 下各控制器效能比較(速移量 4σe) 先 動 在 的 能表現。當β/b 比例為 1.2 時,我們發現各控制器相對執行效能 估 均