國 立 交 通 大 學
機 械 工 程 學 系
碩士論文
非球面玻璃透鏡模造成形之模仁形狀補償與玻
璃殘留應力探討
Mold Shape Compensation and
Residual Stress Analysis in
Molding Process of Aspherical Glass Lenes
研 究 生:蘇致豪
指導教授:洪景華 教授
非球面玻璃透鏡模造成形之模仁形狀補償與玻璃殘留應力
探討
Mold Shape Compensation and Residual Stress
Analysis in Molding Process of Aspherical Glass
Lenes
研 究 生:蘇致豪 Student:Chih-Hao Su 指導教授:洪景華 Advisor:Ching-Hua Hung 國 立 交 通 大 學 機 械 工 程 學 系 碩 士 論 文 A ThesisSubmitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Mechanical Engineering Jul. 2012
Hsinchu, Taiwan, Republic of China
非球面玻璃透鏡模造成形之模仁形狀補償與玻
璃殘留應力探討
研究生:蘇致豪 指導教授:洪景華 教授國立交通大學機械工程學系
摘要
玻璃模造技術相較於傳統研磨拋光技術具節省成本、量產、製程 簡化等優勢,但仍有困難需克服,包括模仁壽命、玻璃成品與原設計 的形狀有所偏差、玻璃內部的殘留應力等。 而影響玻璃透鏡成像品質的原因主要為模造後形狀的偏差以及 透鏡內部的殘留應力,因此本研究利用有限元素分析就已知詳盡材料 性質的 L-BAL42 玻璃,加入熱傳的效應提升此有限元素模型的精度 ,並透過實驗結果的玻璃形狀驗證此模型,之後利用此模型進行模仁 形狀的補償使成形後之玻璃透鏡符合原設計的形狀。另一方面,透過 模擬與光彈實驗觀察玻璃的殘留應力分佈並相互驗證,最後利用最佳 化方法求出增進製程效率的製程參數。 關鍵字:玻璃模造成形、有限元素分析、最佳化分析、殘留應力Mold Shape Compensation and
Residual Stress Analysis in
Molding Process of Aspherical Glass Lenes
Student: Chih-Hao Su Advisors: Dr. Ching-Hua Hung
Department of Mechanical Engineering
National Chiao Tung University
Abstract
Compared to traditional grinding and polishing technique, glass molding process have many advantages in producing optical elements, such as cost savings, mass production, process simplification and so on, but there are still some difficulties must be overcame including mold life, shape deviation between the formed lens and the original design and residual stress inside the molded lens.
The shape deviation and the internal residual stress are significant factor affect the image quality. Therefore, this research adapt finite element analysis with detailed L-BAL42 glass properties and thermal conductivity to improve the accuracy of the finite element model. Afterward, this model is verified with the glass shapes from experimental results. Then, the mold shapes are compensated to produce molded glass lenes with shape meet the requirement of original design. On the other hand, simulated residual stress distribution is compared with the results observed by photoelastic experiment, and optimization analysis is used to get the optimized parameter for glass molding process to enhance the process efficiency.
Keywords: Glass forming, Finite element analysis, Optimization analysis, Residual stress
誌謝
攻讀碩士的生活,轉眼間就過去了,想當初剛進實驗室青澀的樣 子,一股腦地栽進研究當中,努力的狂學模擬分析。一路上的研究過 程,要感謝的人實在太多了。感謝研究室的同學,品帆、彥佑、宜均、 呂翔陪伴我一起努力地作研究,感謝麒禎學長與宇中學長時常幫助我 解決研究上的困難,謝謝彥彬學長陪我討論解決問題,謝謝璟璿學長 一起挑燈夜戰,另外感謝正展、銘傑、志嘉、明輝、蘭芳學長姐們的 照顧與關心。此外儀科中心的釋峰、建堯學長,感謝你們在實驗上提 供莫大的幫助與指導,而光電系同學東閔同學與志彰學長,感謝你們 及時的幫助,研究得以順利進行。在打球方面,非常感謝廖威彰老師 與王志全教練的栽培,以及一起努力練球、時常打屁聊天的交大羽球 隊同學,有你們的陪伴,讓我的大學與研究所生活更加的多彩多姿。 在這研究的一路上,最想要感謝的就是洪景華老師了,面對我們 這些菜鳥學生,又有公務的繁忙,老師還是殷勤地與我們開會討論, 關心我們的日常生活,關心我的練球狀況以及比賽成績,驅使我在學 業與練球上更加的努力不懈,在兩方面都能有良好的表現。 最後要非常感謝我的爸媽,有您們的關懷與照顧,才能讓我無憂 無慮的生活,專注於學業與練球上,大學得以順利畢業,碩士研究得 以順利完成,百般滋味,點滴在心頭,感激不盡,老爸、老媽!目錄
摘要 ... i Abstract ... ii 誌謝 ... iii 目錄 ... iv 表目錄 ... viii 圖目錄 ... ix 符號表 ... xiii 第 1 章 緒論 ... 1 1.1 光學鏡片 ... 1 1.2 玻璃模造成形技術... 5 1.3 玻璃模造成形之有限元素分析 ... 8 1.4 文獻回顧 ... 9 1.5 研究動機與目的 ... 12 1.6 研究方法 ... 13 1.7 論文架構 ... 13 第 2 章 光學玻璃的材料性質 ... 15 2.1 黏度 ... 15 2.2 黏彈性材料模型 ... 172.3 玻璃材料性質之有限元素模擬設定 ... 21 熱膨脹係數 ... 22 2.3.1 牛頓流體 ... 25 2.3.2 應力鬆弛 ... 26 2.3.3 結構鬆弛 ... 28 2.3.4 第 3 章 玻璃模造成形之有限元素分析 ... 33 3.1 有限元素分析軟體-MSC.MARC ... 33 3.2 基本假設 ... 34 3.3 玻璃模造成形製程實驗設定 ... 34 3.4 玻璃模造成形製程模擬分析設定 ... 37 3.5 幾何模型設定 ... 38 3.6 網格大小設定 ... 40 3.7 材料性質與熱傳性質設定 ... 40 3.8 熱傳條件 ... 41 3.9 邊界條件 ... 42 第 4 章 光彈實驗應力分析 ... 46 4.1 雙折射 ... 46
4.2 應力光學定理 ... 46 4.3 光彈理論 ... 47 4.4 圓偏極儀 ... 48 4.5 圓偏極儀的儀器設備 ... 53 第 5 章 最佳化分析 ... 56 5.1 軟體介紹-SmartDO ... 56 5.2 流程 ... 57 5.3 應用 ... 58 第 6 章 結果與討論 ... 60 6.1 玻璃形狀的模擬分析與實驗結果 ... 60 6.2 模仁形狀的補償 ... 65 6.3 模擬分析與光彈實驗結果之殘留應力探討 ... 67 6.4 製程效率最佳化 ... 71 第 7 章 結論與未來工作 ... 77 7.1 結論 ... 77 7.2 未來工作 ... 78 參考文獻 ... 79
附錄 A L-BAL42 玻璃資料表 ... 83
附錄 B-1 上模仁設計圖... 84
附錄 B-2 下模仁設計圖... 85
附錄 B-3 上型板設計圖... 86
表目錄
表 1.1 各種非球面玻璃鏡片應用範圍的精度要求[1] ... 1 表 1.2 光學玻璃與塑膠特性比較[2][3] ... 4 表 2.1 L-BAL42 玻璃 VFT 模型的各擬合常數[8] ... 26 表 2.2 MARC L-BAL42 應力鬆弛參數[8] ... 27 表 2.3 L-BAL42 玻璃 Narayanaswamy 模型的結構鬆弛參數[8] ... 31 表 3.1 玻璃模造成形之製程參數 ... 35 表 3.2 原設計模仁形狀的非球面公式參數... 39 表 3.3 有限元素模型中各組件之網格大小(單位:mm) ... 40 表 3.4 玻璃與模仁之材料和熱傳性質 ... 41 表 4.1 圓偏極儀元件的排列方式 ... 51 表 4.2 光程差顏色表[39] ... 51 表 6.1 各組別之製程參數 ... 68 表 6.2 各組別之最大主應力差 ... 68 表 6.3 各組別降溫邊界的參數與玻璃的最大主應力差值 ... 73 表 6.4 製程效率最佳化的設定 ... 73圖目錄
圖 1.1 (上)球面透鏡的球面像差(下)透鏡組消除球面像差[4] ... 4 圖 1.2 非球面透鏡調整光軌跡成像於一點上[5] ... 4 圖 1.3 超精密輪磨製程示意圖[3] ... 5 圖 1.4 七軸 CNC 超精密拋光控制位置[3] ... 5 圖 1.5 傳統玻璃透鏡製作技術與玻璃模造成形技術製程比較[2] ... 6 圖 1.6 玻璃模造成形製程[7] ... 7 圖 1.7 玻璃模造成形機台示意圖[2]... 7 圖 1.8 玻璃模造溫度與力量歷程[8]... 8圖 2.1 鈉鈣矽(soda lime silica)玻璃黏度曲線[24] ... 17
圖 2.2 L-BAL42 玻璃重要溫度點及 VFT 擬合曲線[8] ... 17 圖 2.3 Maxwell 模型[25] ... 20 圖 2.4 Kelvin-Voigt 模型[25] ... 21 圖 2.5 廣義的 Maxwell 模型[26] ... 21 圖 2.6 升溫、模造、降溫階段所採用玻璃的材料性質[8]... 22 圖 2.7 典型光學玻璃熱膨脹曲線[29] ... 24 圖 2.8 L-BAL42 玻璃的熱膨脹曲線[8] ... 24 圖 2.9 L-BAL42 玻璃液態與玻璃態熱膨脹係數[8] ... 25 圖 2.10 L-BAL42 玻璃單軸壓縮實驗力量位移圖[8]... 26
圖 2.11 L-BAL42 玻璃於 556℃(Tg+50℃)之應力鬆弛曲線[8] ... 28 圖 2.12 降溫速率影響體積與溫度關係圖[5] ... 32 圖 2.13 虛擬溫度概念[8] ... 32 圖 3.1 玻璃模造成形模型[8] ... 33 圖 3.2 玻璃模造成形的配置圖 ... 36 圖 3.3 玻璃模造模擬配置圖 ... 36 圖 3.4 溫度及模造力量與時間關係圖 ... 37 圖 3.5 玻璃模造成形的模擬分析設定過程... 38 圖 3.6 L-BAL42 玻璃預形體(單位:mm) ... 39 圖 3.7 上墊片(單位:mm) ... 39 圖 3.8 下墊片(單位:mm) ... 39 圖 3.9 原設計之模仁形狀 ... 39 圖 3.10 Ananthasayanam[5]與本研究簡化之熱傳系數 ... 42 圖 3.11 升溫階段邊界條件 ... 44 圖 3.12 模造階段邊界條件 ... 44 圖 3.13 降溫階段邊界條件 200 ℃ 以上 ... 45 圖 3.14 降溫階段邊界條件 200 ℃ 以下 ... 45 圖 4.1 圓偏極儀[39] ... 52 圖 4.2 線偏光片[41] ... 52
圖 4.3 螺旋狀的圓偏極光[42] ... 53 圖 4.4 圓偏極暗場之彩色條紋影像[39] ... 53 圖 4.5 光彈實驗儀器架設圖 ... 54 圖 4.6 光彈實驗配置圖 ... 54 圖 4.7 圓偏振鏡(Circular Polarizer, CPL) ... 54 圖 5.1 最佳化設計原理[43] ... 57 圖 5.2 SmartDO 串聯 MSC.MARC 流程圖 ... 58 圖 6.1 上玻璃表面之網格大小的影響 ... 62 圖 6.2 下玻璃表面之網格大小之影響 ... 62 圖 6.3 玻璃量測示意圖 ... 62 圖 6.4 原設計之玻璃形狀 ... 63 圖 6.5 上玻璃表面量測值與原設計之偏差量 ... 63 圖 6.6 下玻璃表面量測值與原設計之偏差量 ... 63 圖 6.7 上玻璃表面模擬值與量測值之比較... 64 圖 6.8 下玻璃表面模擬值與量測值之比較... 64 圖 6.9 上玻璃表面形狀與原設計之偏差[8] ... 64 圖 6.10 下玻璃表面形狀與原設計之偏差[8] ... 65 圖 6.11 上模仁補償後的玻璃形狀與原設計的偏差 ... 66 圖 6.12 下模仁補償後的玻璃形狀與原設計的偏差 ... 66
圖 6.13 各組別之溫度與時間關係圖 ... 69 圖 6.14 組別 1 殘留的主應力差分佈(MPa) ... 69 圖 6.15 組別 2 殘留的主應力差分佈(MPa) ... 70 圖 6.16 組別 3 殘留的主應力差分佈(MPa) ... 70 圖 6.17 模造溫度 568℃、降溫曲線 0.3℃/s(組別 1) ... 71 圖 6.18 模造溫度 568℃、降溫曲線 0.5℃/s(組別 2) ... 71 圖 6.19 模造溫度 556℃、降溫曲線 0.3℃/s(組別 3) ... 71 圖 6.20 假設之降溫曲線及最大主應力差與時間關係圖 ... 73 圖 6.21 最佳化之設計變數、目標函數與限制條件示意圖 ... 74 圖 6.22 最佳化後殘留的主應力差分佈(MPa) ... 74 圖 6.23 降溫時間的收斂過程 ... 75 圖 6.24 最佳化前後降溫曲線與時間關係圖 ... 75 圖 6.25 最佳化後的最大主應力差與降溫時間 ... 76
符號表
兩平板面積 非球面公式的四次方係數 非球面公式的六次方係數 非球面公式的八次方係數 非球面公式的十次方係數 降伏點 C 相對光應力係數 光應力常數 光應力常數 比熱 d 距離 E 彈性模數 F 力量 G 剪力模數 h 厚度 熱傳係數 H 活化能 k 光之最大振幅 K 圓錐常數 剪切強度 I 光強度 反應方程式 m 剪切因子 N 條紋階數 n 空氣之折射率 垂直光軸之x方向絕對折射率 垂直光軸之y方向絕對折射率 降溫速率 每單位面積之熱通量 R 曲率半徑 理想空氣常數 表面粗糙度 r 離心距 T 溫度 虛擬溫度玻璃轉換溫度 t 時間 v 速度 光在空氣中的速度 擬合鬆弛曲線之權重 x 非線性參數(Fraction parameter) z 非球面之形狀 線性液態熱膨脹係數 線性玻璃態熱膨脹係數 相對相位差 時間差 角度相位差 光程差
應變 ̇
等效應變率
黏度
0
指數前因子
間距氣體熱傳導率
波長 𝜆𝑠
應變遲滯時間
浦松比 𝜈𝑑
阿貝數
等效應力 初始應力 x方向主應力 y方向主應力 z方向主應力 軸應力 剪應力 介面間之剪切應力
虛擬性質鬆弛時間 𝑠 應力鬆弛時間 結構鬆弛時間
應力鬆弛方程式第 1 章 緒論
近年來,隨著光電科技發展,光學鏡片大量使用於投影機、手機、 相機等。而在光學鏡片的製造過程中,表面粗糙度、加工精度及裂痕 缺陷往往會影響產品的顏色表現與成像品質。 為了呈現較好的成像品質,高品質的光學鏡片需達表面粗糙度低 ( < 𝜆/4, 甚至 𝜆/10)、高形狀精度(如表 1.1)與無裂痕缺陷等要 求。因此為了生產高精度的光學鏡片,製造的方法及設備的精度皆需 提升。 表 1.1 各種非球面玻璃鏡片應用範圍的精度要求[1] 超高精度 高精度 中精度 低精度 形狀精度 <0.1μm <1μm ≦2μm 2-10μm 材質 玻璃 用途 光碟機 物鏡 影碟機 物鏡 CD-R 和 CD-RW 的讀取頭 施密特透鏡 攝影機透鏡 單眼相機 交換透鏡 望眼鏡物鏡 眼鏡 投影 TV 透鏡 眼鏡 照明用透鏡 [註]形狀精度:形狀與原設計之偏差的峰谷值 P-V(最大值-最小值)1.1光學鏡片
塑膠與玻璃為目前光學元件中最常使用的材料。玻璃鏡片的發展 較早,各家廠商生產玻璃鏡片的種類大約有一百多種至兩百種。生產 透鏡的廠商有 Schott、Ohara、Sumita 等。而 1960 年代後,隨塑膠種類增加及表面加工技術增進,各產業包括車輛、飛機的擋風板、菲涅 耳塑膠透鏡、光學鏡頭等也開始採用塑膠鏡片。其中包括烯丙基二甘 醇碳酸酯(CR-39)、聚苯乙烯(PS)、聚碳酸酯(Polycarbonate)為 常用的光學塑膠鏡片,以下為光學塑膠與玻璃鏡片的特性比較: 由表 1.2 比較可知光學塑膠的主要優點在於它較輕、易加工成形、 成本低並可大量製造。但光學玻璃具有較好的環境特性,包括耐濕、 耐刮傷等;熱膨脹係數低,成像品質高;材料種類多,折射率、影響 色散的阿貝數選擇性較光學塑膠廣。因此在高品質要求的市場下,光 學玻璃進入廣大的應用領域。 光學玻璃鏡片過去利用傳統的製作技術來製造,製程包括:預成 形、研磨、拋光、定心等。而現今面對輕巧、高畫素且需量產的光學 產品,傳統的製作技術面臨了量產性與技術人員之培養等問題。 而傳統的球面透鏡在使用上會有像差,包括球面像差、彗星像差、 像散像差等,此情況通常會利用多片透鏡來改善,但此舉會造成透光 度降低,體積變大,導致成本提高,效率變低。若使用非球面透鏡, 可替代數片球面透鏡補償像差,使產品達到輕薄短小的光學設計。圖 1.1 及圖 1.2 可明瞭球面與非球面透鏡之差別: 非球面透鏡可用超精密加工及七軸 CNC 超精密拋光進行非球面 修整來達成,如圖 1.3 及圖 1.4。但上述超精密加工製程的時間需達
數天,仍會有加工費時的問題。因此在這樣的背景環境下,非球面透 鏡的模造成形技術成為目前的理想解決方案。
表 1.2 光學玻璃與塑膠特性比較[2][3] 特性 光學玻璃 光學塑膠 成形性與撓性 較差 較好 抗衝擊強度 較差 較好 抗磨耗、耐熱、耐潮濕 較好 較差 密度 kg/cm3 2.3-6.2 1.05-1.32 硬度 N/mm2 ~5,000 ~150 熱膨脹係數 1/℃ ~5x10-6 ~100x10-6 熱導率 W/m·K 0.5-1.4 0.14-0.23 折射率 1.44-1.95 1.49-1.61 阿貝數 𝜈𝑑 20-90 26-57 圖 1.1 (上)球面透鏡的球面像差(下)透鏡組消除球面像差[4] 圖 1.2 非球面透鏡調整光軌跡成像於一點上[5]
圖 1.3 超精密輪磨製程示意圖[3] 圖 1.4 七軸 CNC 超精密拋光控制位置[3]
1.2 玻璃模造成形技術
玻璃模造製程技術將傳統費時耗工的研磨、拋光等製程,改良使 用模造的方式製作如圖 1.5 所示,其首見於 1974 年 Eastman Kodak 的美國專利 US 383347[6]。此製程先將玻璃預形體放於模穴中升溫超 過玻璃轉換溫度,使用玻璃碳模仁熱壓玻璃後,通入 N2氣體後降溫, 但當時模仁壽命及鏡片精度無法做突破,直至最近十年解決上述問題後才開始蓬勃發展。目前以日本 Toshiba 公司研發的玻璃模造機台為 市場上的大宗,本研究的實驗結果亦是採用 Toshiba GMP-270HV 玻 璃模造機台所壓印之成品,玻璃模造成形分為八個步驟,如圖 1.6 所 示: 首先將玻璃放入模穴中,將腔體抽真空(真空度為 1.3torr)後通 入氮氣升溫至模造溫度,此為升溫階段;進入模造階段,則將腔體抽 真空後,進行玻璃熱壓;最後降溫並同時通入氮氣至室溫,將玻璃成 品取出,結束降溫階段,完成整個玻璃模造製程。 圖 1.7 為玻璃模造機台的構造,而玻璃模造製程,各階段溫度與 力量歷程如圖 1.8 所示。 圖 1.5 傳統玻璃透鏡製作技術與玻璃模造成形技術製程比較[2]
圖 1.6 玻璃模造成形製程[7]
圖 1.8 玻璃模造溫度與力量歷程[8]
1.3 玻璃模造成形之有限元素分析
儘管玻璃模造技術有許多優點,但目前尚有困難需克服。主要原 因在玻璃模造成形過程中需升溫及降溫,而玻璃材料性質的熱膨脹、 應力鬆弛與結構鬆弛皆會導致玻璃在製程中形狀有所變化,使玻璃成 品和原先形狀設計有所誤差,詳細說明會在後續章節介紹。而現今工 業生產,因為無法準確預測玻璃的形狀,往往透過試物法進行模仁形 狀的補償,而不同玻璃或模仁材料又必須再次的進行測試,此方法耗 時又費工。但是利用有限元素分析可模擬玻璃成形後的形狀,並將此 形狀與原設計形狀的偏差直接補償至模仁,此方法只需製作一個補償 後的模仁即可,此舉可節省大量的時間與成本。 目前有限元素分析已廣泛應用於各工業領域,利用此方法來模擬 玻璃模造製程,可以取代傳統重複加工、拋光模仁等製程,能大幅降 低生產成本。但有限元素分析必須考慮下列的條件:1. 玻璃的黏度和黏彈行為。 2. 升溫、模造、降溫階段玻璃的材料性質:包括熱膨脹係數、應力 鬆弛及結構鬆弛性質。 3. 模仁的材料性質。 4. 模仁與玻璃介面間的熱傳係數及摩擦係數。 5. 各階段的結構邊界條件。 6. 升溫與降溫階段的熱傳條件。 因此必須先建立完整且準確的玻璃模造之有限元素模型,才能有 效預測玻璃成品的表面形狀。
1.4 文獻回顧
目前已有許多研究探討有限元素分析在玻璃模造成形的應用,其 中探討玻璃材料性質的數學模型、模造時的接觸情況、模造後的形狀 與殘留應力等等。玻璃材料性質的數學模型相關的研究則有下列文 獻:Gy 等[9]與Duffrenè 等[10]研究鈉鈣矽(soda lime silica)玻璃於玻 璃轉換區域內應力鬆弛行為的數學模型,並對軸應力、剪應力、潛變 回復實驗結果相比較:包括廣義的 Maxwell 模型、KKW 方程式的應 力鬆弛模型與應變遲緩模型及兩者模型的黏彈常數對各實驗結果的 擬合狀況。
Gaylord 等[11]研究 L-BAL35 玻璃結構鬆弛性質,透過熱差式掃 描分析儀(Differential Scanning Calorimeter)得到比熱與溫度的關係, 再利用 TNM 模型(Tool-Narayanawamy-Moynihan Model)求出四個 結構鬆弛的參數。 有關有限元素分析應用於玻璃模造成形的文獻如下: Soules 等[12]使用有限元素分析軟體 MSC.MARC 預測 G-11 平板 玻璃於溫度變化中的熱應力,並採用 Narayanaswamy 黏彈理論[13]來 描述應力與結構鬆弛的影響。在降溫過程中,玻璃內部會有殘留應力, 而此理論符合了數值模擬與實驗結果分析,最後則有效預測平板玻璃 的殘留應力。 Ananthasayanam 等[5]研究 L-BAL42 玻璃及模仁間的摩擦力,使 用有限元素軟體 Abaqus 模擬於不同摩擦係數下,得知鍍膜 DLC (Diamond Like Carbon)的模仁熱壓玻璃環時內徑減縮比與模仁軸方 向位移的關係,求出玻璃與模仁間的摩擦係數。
Zhou 等[14]利用 Maxwell 模型和 Kelvin、Burgers 模型探討在模 造溫度下,L-BAL42 玻璃黏彈性質之應力鬆弛與潛變行為,並使用 MSC.MARC 模擬平板玻璃熱壓的過程得到有效的驗證。
Yan 等[15]以數學模型描述 L-BAL42 玻璃體積與溫度關係,利用 VFT(Vogel-Fulcher-Tamman)方程式擬合玻璃黏度代入牛頓不可壓
縮流定律求出應力應變關係,最後利用有限元素軟體 DEFORMTM -3D 模擬平板玻璃熱壓,並從力量位移圖得到驗證。 Yi 等[16]、Jain 等[17]-[19],完成 BK7 玻璃在模造過程的完整玻 璃性質,包括熱膨脹係數、牛頓流體、結構與應力鬆弛代入有限元素 模型以及完整的邊界條件,包括熱傳、接觸等預測玻璃成品的形狀, 並測試不同製程、熱壓速率、成形溫度及降溫速率對玻璃形狀的影響 。但大部分的玻璃材料性質是參考相關材料的文獻探討所取得,並無 法適用於其它玻璃材料,且成形溫度達 700℃(BK7,Tg=557℃),此 溫度已接近玻璃軟化點(SP),會較難控制玻璃形狀,結果顯示非球 面形狀模擬與實驗形狀仍有正負偏差2μm。 本實驗室蔡[8]為建立詳盡的玻璃模造成形有限元素模型,實際 量測 L-BAL42 玻璃熱膨脹係數,並利用廣義的 Maxwell 方程式及 Narayanawamy 黏 彈 理 論 擬 合 應 力 與 結 構 鬆 弛 參 數 , 最 後 用 MSC.MARC 模擬玻璃模造成形與實驗成品比較,能有效預測非球面 玻璃形狀,但仍有進步的空間。 本實驗室吳[20]企圖建構一個完整的最佳化系統,自動化的連結 有限元素軟體與最佳化程式,將模擬結果的玻璃形狀與原設計非球面 之偏差自動的補償至模仁形狀上,但當時所考慮的玻璃材料性質尚不 完整。
利用光彈分析觀察模造玻璃的殘留應力則有下列文獻: 本研究室黃[21]觀察模造球面透鏡的殘留應力,結果顯示在球面 邊緣變形量較大之處,具有較大的殘留應力,且持壓時間越長則越明 顯,但當時並無使用有限元素分析進行比較。 Chen 和 Yi 等[22]利用平偏振儀觀察經模造製程在不同降溫速率 下 BK7 平板玻璃的殘留應力,並使用有限元素分析軟體 MSC.MARC 進行模擬比較。
1.5 研究動機與目的
有鑑於玻璃模造成形仍有模仁壽命、鍍膜的選擇、玻璃成品與原 設計的偏差與玻璃成品的殘留應力等問題,其中影響成像品質主要的 原因為玻璃形狀的偏差與玻璃成品的殘留應力。近年來國內外知名的 學者陸續透過有限元素分析模擬的方式進行探討解決,雖然非球面玻 璃透鏡的模造成形與玻璃材料性質的量測已逐漸發展成熟,但目前建 構玻璃模造有限元素模型的精度仍有提升的空間,且本實驗室已建構 之最佳化的模式也尚未代入完整的材料性質,且目前尚未有研究提出 有系統低減少玻璃殘留應力的方法。因此本研究的目的,首先改良有 限元素模型,提升模擬精度並透過模擬來設計模仁的形狀,使模造後 的玻璃形狀符合原設計形狀精度的要求。接著透過有限元素分析串聯 最佳化的方法來改善製程進而減少玻璃內部的殘留應力。1.6 研究方法
在提升模擬精度的部分,加入熱傳的效應來改良玻璃模造的有限 元素模型,並與實驗結果的玻璃形狀作驗證。 在補償模仁形狀的部分,將驗證後的模型模擬得知玻璃形狀與原 設計的偏差,將此偏差設計補償至模仁的形狀上,使模擬結果的玻璃 形狀符合原設計形狀精度之高精度的要求(小於 1μm)。 在探討殘留應力部分,首先使用 MSC.MARC 求出玻璃的殘留應 力大小並與光彈實驗的結果進行驗證。 最後在增進製程效率的部分,透過最佳化軟體 SmartDO 自動化 的調整製程參數來改良製程,增進製程效率。1.7 論文架構
本章先闡述各類光學透鏡的優缺點及市場的需求,引出非球面玻 璃透鏡的重要性,另一方面,傳統玻璃研磨拋光等製程的瓶頸,促成 玻璃模造成形的發展。接著由文獻回顧了解有限元素分析應用於玻璃 模造製程的研究現況,進而提出本研究動機、目的與研究方法。 第二章說明玻璃的材料性質,以及如何在 MSC.MARC 有限元素 分析軟體中設定。 第三章說明玻璃模造成形製程在有限元素分析內的整個架構。第四章說明光彈理論與實驗的方法,並介紹使用的儀器。 第五章介紹最佳化軟體 SmartDO,並說明如何串聯 MSC.MARC 有限元素分析軟體。 第六章為本研究的結果與討論,第一部份為改進模型後,玻璃形 狀的模擬與實驗結果比較,第二部分為補償後的模仁形狀模擬結果, 第三部分為玻璃殘留應力的模擬與光彈實驗的結果比較,第四部分為 增進製程效率的最佳化。 第七章為結論與未來工作。
第 2 章 光學玻璃的材料性質
本章先介紹玻璃在不同黏度時的特性及玻璃的黏彈性質,之後依 序說明玻璃材料性質在有限元素分析中的設定。2.1 黏度
關於玻璃的成形性,黏度扮演非常重要的角色。除了光學玻璃本 身的成分會影響黏度外,溫度更是個重要的因素。因此得知玻璃的黏 度即可確定玻璃此時的狀態。 當流體施加一剪切力時,黏度的比值為作用力除以流體速度。如 果正切向力差 F 施於兩平板面積 ,距離為 d,則黏度 η 表示如下: 𝜂 = 𝐹𝑑 v (2.1) v 是兩平板的相對速度。通常黏度使用的單位 Poise(P),為dyne∙s∙cm-2,而 SI 制單位為 Pa∙s ,而1Pa∙s=10P。而關於玻璃在不同
黏度時的特性,如圖 2.1 為鈉鈣矽玻璃的黏度曲線,其中黏度的狀態 包括工作點、軟化點、退火點與應變點,而各點的說明如下:
1. 工作點(Working point):此時黏度為 10 Pa∙s,當玻璃升溫至此
溫度時即可進行加工,如壓印或吹製。
2. 軟化點(Softening point, SP):升溫至此溫度時,玻璃的重力會開
3. 退火點(Annealing point, AP):此時黏度為1012Pa∙s,在此溫度時 ,任何玻璃內部的殘留應力都可以被消除。
4. 應變點(Strain point, StP):此時黏度為101 Pa∙s,當降溫至此溫
度時,為玻璃保有黏彈性質的最低溫度點。
而玻璃隨著溫度變化的黏度曲線通常可以由 Arrhenius Equation 及 VFT(Vogel-Fulcher-Tamman)來表示,而 Arrhenius Equation 表示 如下[30]:
𝜂 = 𝜂 𝑒𝑥𝑝 ( 𝐻) (2.2)
𝜂 是 與 溫 度 無 關 的 係 數 , 稱 為 指 數 前 因 子 ( Pre-exponential
factor), 𝐻 是黏性流體的活化能, 是理想氣體常數, 是溫度。
Arrhenius equation 在玻璃轉換溫度區域(109~10 Pa∙s)的曲線擬合
有相當的一致性,但對於大範圍的溫度變化,VFT 方程式可提供較為 貼近的擬合效果[23],方程式如下: 𝑙𝑜𝑔𝜂( ) = + 𝐵 ( − ) (2.3) 其中 A, B 和 為前述所提到三個溫度參考點(應變點、退火點、 軟化點)得到的擬合常數。如圖 2.2 為 L-BAL42 玻璃在不同溫度下 黏度的狀況,虛線為實際數據,實線為擬合的曲線,由圖中可發現兩 者具有相當的一致性。
圖 2.1 鈉鈣矽(soda lime silica)玻璃黏度曲線[24]
圖 2.2 L-BAL42 玻璃重要溫度點及 VFT 擬合曲線[8]
2.2黏彈性材料模型
玻璃的黏彈性質明顯的表現在液態及玻璃態間的玻璃轉換溫度 區域。若施力於此狀態的玻璃,它會表現像流體般的流動,也會呈現
如固體般的回彈行為。 黏彈行為在數學模型裡,可用數個不同的彈簧和滑塊來表示,彈 簧代表與時間無關,是立即的彈性變形;而滑塊代表與時間有關,為 黏性流體的緩慢流動。以下就兩個基本模型,Maxwell 和 Kevin-Voigt 模型加以介紹: Maxwell 模型如圖 2.3(a),是由一個滑塊及彈簧串聯所組成, 彈簧及滑塊的應力應變關係式如下: = 𝐸 (2.4) = 𝜂 ̇ (2.5) 其中應變: = + = 𝜂 𝑡 + 𝐸 (2.6) 由上圖 2.3(c)可知,當施予固定應變 ε ,隨時間增加 (𝑡 = 0~∞),Maxwell 模型所呈現的是應力鬆弛行為。 其中應力與時間的關係式: (𝑡) = 𝑒𝑥𝑝 (−𝐸𝑡 𝜂 ) (2.7) (0) = (2.8) ̇(𝑡) = − 𝐸 𝜂𝑒−𝐸 𝜂 (2.9) ̇(0) = − 𝐸 𝜂 (2.10)
圖 2.3(c)虛線公式為:
(𝑡) = − 𝐸𝑡
𝜂 + (2.11)
當 𝑆 = 𝑡 = 𝜂/ 時, 𝑆 為應力鬆弛時間(Stress relaxation time)。
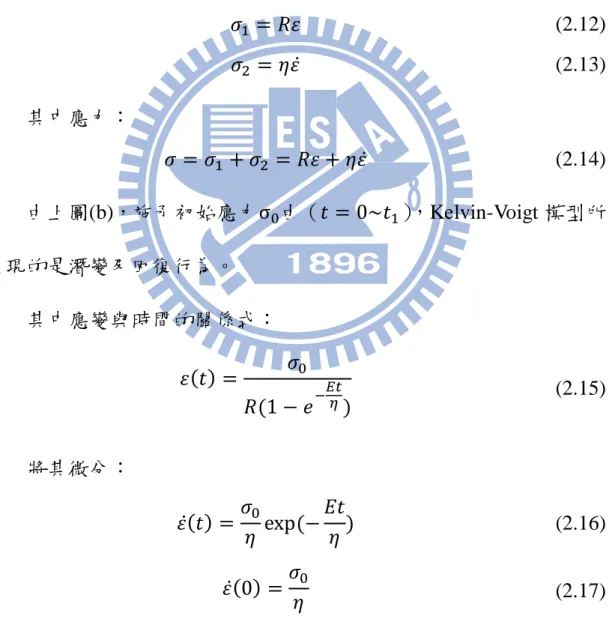
Kelvin-Voigt 模型如圖 2.4(a),是由一個滑塊及彈簧並聯所組成, 其中彈簧及滑塊的應力應變關係式: 彈簧及滑塊的應力應變關係式: = (2.12) = 𝜂 ̇ (2.13) 其中應力: = + = + 𝜂 ̇ (2.14) 由上圖(b),施予初始應力σ 由(𝑡 = 0~𝑡 ),Kelvin-Voigt 模型所 呈現的是潛變及回復行為。 其中應變與時間的關係式: (𝑡) = (1 − 𝑒−𝐸 𝜂) (2.15) 將其微分: ̇(𝑡) = 𝜂 exp (− 𝐸𝑡 𝜂 ) (2.16) ̇(0) = 𝜂 (2.17) 如果應變持續以這斜率連續上升,此方程式為圖 2.4(b)紅線,
則得: (𝑡) = 𝑡 𝜂 (2.18) 當 𝜆𝑠 = 𝑡 = 𝜂/ 使 = / 時,定義 𝜆𝑠 為應變遲滯時間。而廣 義的 Maxwell 模型有數個剪力模數 𝐺 的彈簧及數個黏度 𝜂 的滑塊所 組成如圖 2.5 所示。 而應力鬆弛模數 𝐺(𝑡) 及應力鬆弛方程式 (𝑡) 表示如下: 𝐺(𝑡) = 2𝐺 ∑ 𝑒𝑥𝑝 (−𝑡/ 𝑠 ) 𝑛 = (2.19) (𝑡) = 𝐺(𝑡) 𝐺(0)= ∑ 𝑒𝑥𝑝 (−𝑡/ 𝑠 ) 𝑛 = (2.20) 其中𝐺(0) = 2𝐺, 𝑠 = 𝜂 /𝐺 ,為應力鬆弛時間, 為擬合應力 鬆弛曲線的權重。 圖 2.3 Maxwell 模型[25]
圖 2.4 Kelvin-Voigt 模型[25] 圖 2.5 廣義的 Maxwell 模型[26]
2.3玻璃材料性質之有限元素模擬設定
模造後的玻璃形狀以及殘留的內部應力都會影響玻璃的成像品 質,因此本節將介紹玻璃材料性質如何應用於升溫、模造與降溫各階 段,下列說明如圖 2.6 所示: 1. 升溫階段考慮玻璃的熱膨脹係數,此參數由黏度計實驗量測而得 。2. 模造階段使用牛頓流體模型,再以 VFT 模型擬合黏度曲線來敘述 熱壓玻璃的流動狀況。 3. 降溫階段考慮玻璃的熱膨脹係數、應力鬆弛與結構鬆弛。熱膨脹 係數以黏度計實驗的熱膨脹曲線作線性擬合,得到液態和玻璃態 熱膨脹係數。應力鬆弛則藉由單軸壓縮實驗,經軸應力與剪應力 轉換公式,再經廣義 Maxwell 模型擬合得到應力鬆弛時間。結構 鬆弛以熱差式掃描分析儀得到比熱對溫度的曲線圖,再利用 Hodge 和 Berens[27]提出的轉換公式求出結構鬆弛時間,再經 廣義的 Maxwell 模型作擬合。 圖 2.6 升溫、模造、降溫階段所採用玻璃的材料性質[8]
熱膨脹係數
2.3.1
在了解熱膨脹係數之前,需先注意兩個參考點,分別為玻璃轉換 溫度 及降伏點 ,雖然兩者均無確切的黏度值,但玻璃轉換溫度為玻璃態與液態兩熱膨脹係數斜率交叉點時的溫度,如圖 2.7 所示。
一般玻璃在此溫度下的黏度平均為 1011 Pa∙s,而降伏點為該玻璃熱膨
脹係數最大值的溫度,此時黏度大約在 108~109 Pa∙s 間。
而熱膨脹係數為溫度的函數,也是影響玻璃變形最重要的因素之
一。在文獻回顧中, 點以下往往只考慮一固定的玻璃態熱膨脹係數
。而當溫度超過 點,Jain[3]與 Yan 等[15]嘗試使用 Scholze[28]的假
設,設定玻璃的液態熱膨脹係數為玻璃態熱膨脹係數的三倍。但此假 設並不適用於每種玻璃材料。
因此為了更準確的預測 L-BAL42 玻璃形狀,蔡[8]使用黏度計 (Netzsch DIL 402C, Netzsch Co.)進行熱膨脹實驗,實際考慮在不同 溫度下的熱膨脹係數代入升溫階段,如圖 2.8 所示。 而降溫階段必須於模擬內代入線性的液態和玻璃態熱膨脹係數 ,因此實驗曲線以線性作擬合。在 與 點間,液態熱膨脹係數為 此區間中的斜率最大值,而玻璃態熱膨脹係數則以線性擬合 100℃~ 300℃ 間的熱膨脹係數,最後得到 𝛼 = 9 12×10- /℃ 與 𝛼𝑙 = 9 17×10- / ℃ ,如圖 2.9 所示。而熱膨脹曲線在降伏點 538℃ 後瞬間下降,是因 為當玻璃持續的膨脹時,玻璃試片兩邊的探針因玻璃在高溫下太軟而 陷入玻璃內所造成。
圖 2.7 典型光學玻璃熱膨脹曲線[29]
圖 2.9 L-BAL42 玻璃液態與玻璃態熱膨脹係數[8]
牛頓流體
2.3.2
在模造階段時,模造溫度下的 L-BAL42 玻璃黏度很低(約為 108Pa·s),將其視為牛頓流體,可表示為: = 3𝜂( ) ̇ (2.21)為等效應力, ̇ 為等效應變率, 𝜂( )為黏度,且為溫度的函 數,此部分使用 VFT 方程式(式 2.3)線性擬合求出,而各常數如表 2.1 所示。為了驗證在模造過程中 L-BAL42 玻璃在模造溫度(568℃) 下是牛頓流體,蔡[8]嘗試作單軸壓縮實驗並與有限元素分析模擬進 行比較並獲得有效驗證。模擬中模仁和玻璃間的摩擦力表示如下: = 𝑚 (2.22) 其中 為介面間的剪切應力,m 為剪切因子(0<m<1), 為玻
璃與模仁介面的剪切強度。假設玻璃和模仁在熱壓時完全黏住無滑動, 因此剪切因子視為 1[8]。圖 2.10 顯示了施加力量與模仁位置的關係 圖,可看出模擬結果非常接近實驗結果,表示牛頓流體可適當地描述 L-BAL42 玻璃在模造階段時的流動行為。 表 2.1 L-BAL42 玻璃 VFT 模型的各擬合常數[8] VFT 擬合常數 數值 A -31.85 B 37418.3℃ T0 -340.3℃ 圖 2.10 L-BAL42 玻璃單軸壓縮實驗力量位移圖[8]
應力鬆弛
2.3.3
玻璃在降溫過程中會經過玻璃轉換區域,而此區域下的黏彈性行 為,使得熱應變在冷卻過程中所產生的應力慢慢鬆弛,而尚未鬆弛完 成的部分,則在玻璃內部形成殘留應力。為了瞭解殘留應力之影響,降溫階段考慮了應力鬆弛性質。 玻璃的剪應力鬆弛性質在高溫下很難進行精確的量測,但可由軸 應力與剪應力的關係求出,公式如下: = 3 (1 + 2𝜈) (2.23) 因此採用單軸壓縮實驗可利用上述公式求出剪應力結構鬆弛。蔡 [8]使用本實驗室自製之玻璃模造機台進行玻璃單軸壓縮實驗,模造 溫度為 556℃ ( + 50℃),而單軸壓縮之應力鬆弛曲線如圖 2.11,。 此曲線用三階的廣義 Maxwell 模型擬合,之後使用(式 2.13)轉換成 剪應力。表 2.2 為代入有限元素分析之剪應力鬆弛性質的數據。 表 2.2 MARC L-BAL42 應力鬆弛參數[8] 鬆遲時間(s) 權重(Wi) 剪力常數(Wi*G) 0.936 0.445 15908.7 0.9396 0.484 17277 8.3305 0.071 2540.1
圖 2.11 L-BAL42 玻璃於 556℃(Tg+50℃)之應力鬆弛曲線[8]
結構鬆弛
2.3.4
降溫階段所造成結構鬆弛有兩個主因,一個是能使玻璃分子間距 變小,此與時間無關;而另一個為分子的重新排列,此和降溫速率有 很大的關係,如圖 2.12,假設降溫速率為 q,其中 3 > 2 > 1,而 1 冷卻速率較慢,使分子有足夠時間以最低的能量緊湊排列,導致 玻璃體積會有最大的減縮,而玻璃轉換區域的中間點定義為玻璃轉換 溫度,因此 1 會有最低的玻璃轉換溫度。 文獻中 Tool[30]提到體積和結構鬆弛性質有關,首先將結構鬆弛 過程量化的概念表示為虛擬溫度,公式如下: 𝑑 𝑑𝑡 = − (2.24)T 為當時溫度, 為虛擬溫度, 為鬆弛時間,而 Scherer[31]進 一步將 Tool 公式轉換成積分的形式,其中反應方程式 ( )表示如 下: 𝑝( , 𝑡) − 𝑝( , ∞) 𝑝( , 0) − 𝑝( , ∞) = ( ) = (𝑡) − − (2.25) (𝑡) = 𝑒𝑥𝑝 [− (𝑡 ) 𝛽 ] (2.26) 當溫度遠高於玻璃轉換溫度時,分子會立即重新排列,但進入進 溫階段時,溫度經過玻璃轉換溫度,分子漸無足夠的能量重新排列, 使結構鬆弛遲滯緩慢。最後,結構不再鬆弛,故只完成一部分的排列 。 如圖 2.13 說明當溫度從 降溫到 時,若維持在 非常久的時 間,分子的重新排列能使結構完全鬆弛,但若只有持溫時間 t,則只 能完成這一段的排列,並且得到𝑃( , 𝑡)的性質,此性質包括體積、 焓、折射率等。而結構鬆弛的比例可藉由 Scherer[31]提出的方程式來 表示。藉由相似三角形,便可由虛擬溫度來計算從 降溫到 ,經 歷了時間 t 之後,原子重新排列還剩多少比例未完成。 不同降溫速率的過程會影響最後的虛擬溫度 和鬆弛時間 。
而 Hodge 和 Berens[27]將 Narayanaswamy[13]的公式作轉換,並提出
,𝑛
=
𝑑
𝑑
=
,𝑛−
,𝑛− 𝑛−
𝑛− (2.27) ,𝑛 = + ∑ 𝑗{1 − [𝑒𝑥𝑝 (− ∑ 𝑘/ 𝑘 𝑘)𝛽 𝑛 𝑘=𝑗 ]} 𝑛 𝑗= (2.28) 𝑘 = 𝑒𝑥𝑝 [ 𝑥∆𝐻 𝑘 + (1 − 𝑥)∆𝐻 ,𝑘− ] (2.29)其中 ,𝑛 為正常化後的比熱, 𝑘 是升溫速率和降溫速率,𝛽、 、 𝑥 和 𝐻 為不同材料之結構鬆弛性質的擬合參數。
Scherer[31]、Webb 和 Knoche[32]、Sipp 和 Richet[33]提到體積、 焓、折射率等性質皆與結構鬆弛性質相關。而體積鬆弛通常使用膨脹 計來量測,但往往需要數小時至數天的時間,且又受制於高溫時玻璃 太軟,量測的針頭陷入玻璃導致無法量測。而後 Moyhihan 等人 [34][35]和 DeBolt 等人[36]成功的使用熱差式掃描分析儀(differential scanning calorimetry, DSC)量測相同升溫速率、不同降溫速率下的比 熱變化得到玻璃的結構鬆弛性質。使用 DSC 一次量測的時間約數十 分鐘,由此可見,量測結構鬆弛的性質使用 DSC 會比熱膨脹計來得 有效率。 蔡[8]使用熱差式掃描分析儀得出在同一升溫速率 10℃/min 及 4 個不同降溫速率下的 𝑑 /𝑑 對溫度之曲線,降溫速率分別是 10、24 、60、100℃/min,操作溫度介於 400~600℃間,並利用前述三個公式
( 式 2.11 - 式 2.13 ) 使 用 Mathematical 數 學 分 析 軟 體 擬 合 出 = 1 1×10- 9、x= 0 、β= 0 9。另外此部份還需輸入 ∆𝐻/ ,此值 可由 Arrhenius equation(式 2.1)求出,其中 lnη 除以 1/T 就是∆H/R ,求出此值為 74091.33K。 最後得到鬆弛時間 以及結構鬆弛的曲線,並使用三階的廣義 Maxwell 模型擬合。600 ℃ 為結構鬆弛的參考溫度,因為此溫度下已 達平衡狀態( = 𝑑 /𝑑𝑇 =1),而表 2.3 為降溫階段的結構鬆弛參數。 本章介紹玻璃的熱膨脹、應力鬆弛與結構鬆弛等性質以及在有限 元素分析中各階段所考慮的玻璃材料性質,下一章將說明模造成形製 程在模擬中的設定。 表 2.3 L-BAL42 玻璃 Narayanaswamy 模型的結構鬆弛參數[8] 應力鬆弛參考溫度(℃) 556 結構鬆弛參考溫度(℃) 600 ΔH/R(K) 74091.3 非線性參數 (Fraction parameter, x) 0.56 鬆遲時間(s) 0.0014 0.0059 0.0164 權重(Wg) 0.266 0.286 0.448
圖 2.12 降溫速率影響體積與溫度關係圖[5]
圖 2.13 虛擬溫度概念[8]
第 3 章 玻璃模造成形之有限元素分析
本研究改良蔡[8]的玻璃模造之有限元素模型,文獻中模型只包 含上下模仁與玻璃,如圖 3.1 所示,在降溫階段設定模仁整體與玻璃 的表面為均溫下降,並未考慮物體間熱傳的效應。而本研究採用的改 良方法為:增加型板與墊片的模型,並在降溫階段改用熱傳結構耦合 分析(Coupled Analysis, 耦合分析),考慮各物體的熱傳性質對玻璃 形狀的影響,期望能更準確預估玻璃的表面形狀。在本章部分,將先 介紹有限元素軟體 MSC.MARC,隨後再說明玻璃模造在模擬中的設 定。 圖 3.1 玻璃模造成形模型[8]3.1有限元素分析軟體-MSC.MARC
MSC.MARC 是商用的有限元素分析軟體,其強項於非線性的求解,具有高數值、高精度穩定性及強大的載入步長自動控制技術( Multi - Criteria),使非線性求解之計算效率大幅提升,適合本研究中 模造與降溫階段的分析,如玻璃的彈塑性質、熱偶分析等多維狀況。 本 研 究 亦 利 用 MSC.MARC 二 次 開 發 的 用 戶 副 程 式 介 面 ( user subroutine),設定模造階段時玻璃的流動狀況,以及在降溫階段的結 果輸出玻璃節點與顯示 Tresca 應力的分佈,根據以上等優點,本研究 採用 MSC.MARC 進行有限元素分析。
3.2基本假設
本研究之有限元素分析有以下幾項假設: 1. 玻璃模造成形視為軸對稱模型,採用 2D 軸對稱元素。 2. 玻璃、模仁、型板與墊片為均質等向性材料。 3. 升溫階段時,設定玻璃與各鄰近構件的接觸表面溫度相同。由於 持溫一段時間,最後各構件皆為均溫狀態。 4. 除玻璃與模仁接觸外,由於模仁、型板與墊片的熱膨脹係數幾乎 相同(表 3.4),因此設定各接觸表面無界面摩擦。 5. 各階段不考慮各構件間的熱輻射影響。3.3玻璃模造成形製程實驗設定
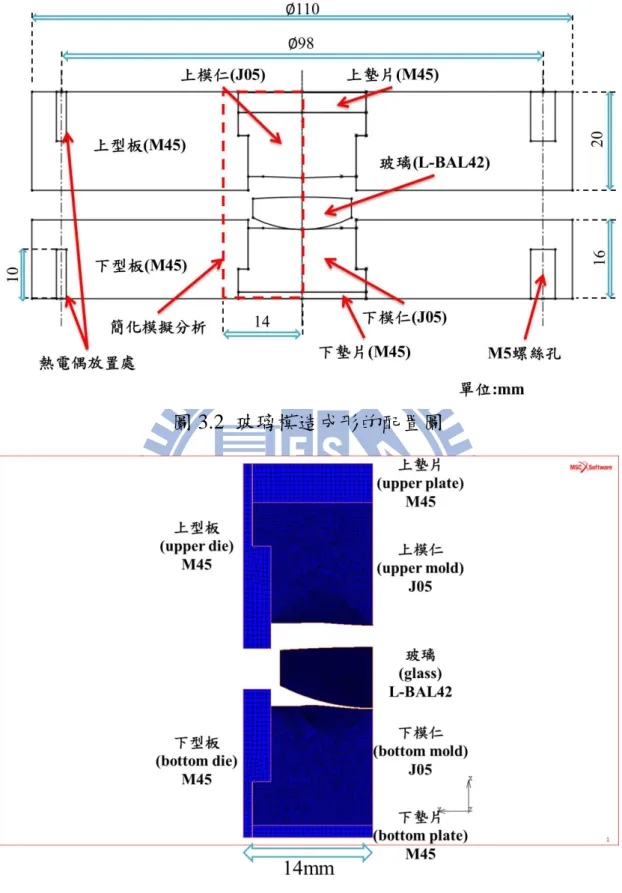
蔡[8]使用 Toshiba GMP-270HV 玻璃模造機台完成 L-BAL42 玻璃模造成形製程,配置圖如圖 3.2 所示,圖中虛線紅色框框部分為在模 擬中所簡化之模型,如圖 3.3 所示。而在實驗製程參數方面的設定如 表 3.1 所示。 在升溫階段時,升溫至成形溫度 568 ℃ 需 222 秒,之後持溫時間 400 秒;接著進入模造階段,設定下模仁以 1kN 向上施力對玻璃熱壓 120 秒,最後進入降溫階段,其中降溫速率是用氮氣的流率來控制, 設定 15L/min 時,降溫速率約為 0.3 ℃/s ,此為熱電偶所量測的降溫 曲線。另外在降溫過程中,下模保壓 200N 至 200 ℃,以維持玻璃成 品的形狀,整個製程時間需 2273 秒,約 38 分鐘,而各個階段的溫度 及模造力量與時間的關係如圖 3.4 所示。 表 3.1 玻璃模造成形之製程參數 階段 參數 數值 製程時間(s) 升溫階段 模造溫度 568˚C 0~222 成形溫度持溫時間 400s 222~622(400) 模造階段 模造時間 120s 622~742(120) 模造力量 1kN 降溫階段 熱電偶量測之 降溫速率 約 0.3 ˚C/s 742~2273(1531)
圖 3.2 玻璃模造成形的配置圖
圖 3.4 溫度及模造力量與時間關係圖
3.4玻璃模造成形製程模擬分析設定
在模擬中,升溫階段的改良採用耦合分析,之後利用 MSC.MARC 的 Rezone Mesh 功能,將膨脹後的形狀紀錄下來輸入至模造階段,此 階段採結構分析,再以相同 Rezone Mesh 功能將模型輸入至降溫階段 ,此階段分為耦合分析與結構分析,原因如下: 因玻璃結構鬆弛的 Narayanaswamy 模型,必須先有溫度分佈結果 ,而原模型[8]的熱傳分析只能對單一物體模擬分析溫度分佈的情況 ,並不能分析各物體接觸的熱傳情況,因此本研究在降溫階段先使用 耦合分析得到各物體的溫度分佈,之後進入結構分析輸入耦合分析溫 度分佈的結果,最後得出模擬結果的玻璃形狀,模擬分析設定過程如 圖 3.5 所示。圖 3.5 玻璃模造成形的模擬分析設定過程
3.5幾何模型設定
在模擬中,構成玻璃模造的幾何模型包括玻璃、模仁、型板、墊 片,模仁與型板設計圖如附錄 B 所示, L-BAL42 玻璃預形體的形狀 如圖 3.6,而圖 3.7 與圖 3.8 為上下墊片的尺寸。本研究上下模仁為非 球面的形狀,其方程式如下: 𝑧(𝑟) = 𝑥 + √ − (1 + 𝐾)𝑥 + 𝑟 + 𝑟 + 𝑟 + 𝑟 (3.1) 其中 R 為曲率半徑,K 為圓錐常數,z 為軸方向(高度),x 為徑 方向(離心距), 、 、 、 為非球面係數,表 3.2 為上下 模仁的各個非球面係數,圖 3.9 為上下模仁的表面形狀。表 3.2 原設計模仁形狀的非球面公式參數 參數 上模仁(J05) 下模仁(J05) R 36.20536 29.3627 K 5 -2.35644 A4 -1.3695827x10 -4 -1.3695824 x10-4 A6 -9.0581284x10 -7 -9.0581284x10-7 A8 -5.2370159x10-9 1.2735685x10-10 A10 -5.5728842x10-12 -2.8993811x10-11 圖 3.6 L-BAL42 玻璃預形體(單位:mm) 圖 3.7 上墊片(單位:mm) 圖 3.8 下墊片(單位:mm) 圖 3.9 原設計之模仁形狀 Z r
3.6網格大小設定
在網格大小設定方面,實際加工模仁時,加工機台是輸入非球面 公式進行精加工,此設定方式需確定資料點間的間距,一般設定資料 點間距為 1~1.5μm,但是在模擬中,並無法使用微米尺度的網格,本 研究採用網格的收斂性來考量模擬時間與精確度,所採用的網格大小 如表 3.3,而網格收斂性的測試結果說明於第六章(節 6.1)。 表 3.3 有限元素模型中各組件之網格大小(單位:mm) 組別 玻璃 面對玻璃之 模仁表面 模仁 型板、墊片 A 0.05 0.05 0.2 0.5 B 0.1 0.1 0.2 0.5 C 0.2 0.2 0.2 0.53.7材料性質與熱傳性質設定
玻璃(L-BAL42)、模仁(J05)、型板與墊片(M45)的材料與 熱傳性質如表 3.4 所示,其中 J05 與 M45 型號皆為碳化鎢的硬質合金 。在模擬中,升溫與降溫階段皆考慮各物體的材料與熱傳性質,而模 造階段為持溫熱壓,不考慮物體的熱傳性質。表 3.4 玻璃與模仁之材料和熱傳性質 玻璃 (L-BAL42) 模仁 (J05) 型板與墊片 (M45) 材料 性質 楊氏係數 (GPa) 89.1 650 500 浦松比 0.247 0.21 0.22 密度 (g/cm ) 3.05 14.65 14.4 熱傳 性質 熱傳導係數 (W/m℃) 1.028 63 42 比熱 (J/kg℃) 622.9 314 314 線性熱膨脹係數 (1/℃) 液態: 9.17*10-5 玻璃態: 9.12*10-6 4.8*10-6 5.9*10-6
3.8熱傳條件
本研究設定熱傳導為玻璃、模仁、型板與墊片接觸時的熱交換方 式,其公式如下: = ( − ) (3.2) 為每單位面積的熱通量,單位為μW/mm2, 為物體間接觸之 熱傳係數,單位為 μW/mm2/K, 和 為兩接觸表面節點的溫度,而 Madhusudana[37]提到兩物體有間距時的熱傳係數可定義為: = 𝑑 (3.3) 為間距氣體的熱導率(thermal conductivity),𝑑 為表面距離, 但此公式在距離無限近時,熱傳導率會無限大。因此 Ananthasayanam[5]提出接觸與有間距時的熱傳係數可定義為:= 𝑚𝑖 ( 𝑑, 5000 ) 𝜇 /𝑚𝑚 /𝐾 (3.4) 取 = 000μW/mm2/K 或 = κ /d 兩者較小值為 , 在本研 究中為氮氣,其熱傳導率在常溫下為 26μW/mm/K。 玻璃與模仁之間的熱傳係數如圖 3.10 所示,圖中橫軸為玻璃與 模仁的間隙,縱軸為熱傳係數,藍線為套用(式 3.4)所得到的曲線, 最大值 為 5000μW/m2/K,大於 2μm 後依 = κ /d 大幅下降至 200μW/m2/K 左右,因此本研究為解決模擬設定上的困難,以線性的 方法,以 2μm 為臨界點,此值以下設定 為 5000μW/m2 /K,此值 以上 為 200μW/m2 /K。另外在其他物體的各個接觸面均無間隙,皆 設定 為 5000μW/m2 /K。 圖 3.10 Ananthasayanam[5]與本研究簡化之熱傳系數
3.9邊界條件
邊界條件依製程分為三個階段:升溫、模造與降溫階段。在升溫階段,型板與墊片的外側設定為升溫邊界,墊片固定 x 軸 位移,且玻璃不與下模仁接觸,以保持玻璃膨脹後的形狀。 在模造階段,上墊片與上型板上側固定 x 與 y 軸位移,下方設定 一剛體接觸下型板與下墊片,對玻璃進行熱壓。 在降溫階段的耦合分析中,型板的外側設定為降溫邊界,剛體接 觸下型板與下墊片並保壓至 200 ℃ ,而上方則固定上型板與上墊片外 側的 x 軸位移。 在降溫階段的結構分析中,除溫度邊界條件是讀取上述耦合分析 的溫度結果,其他設定皆與耦合分析相同。各階段邊界設定圖示說明 如圖 3.11、圖 3.12、圖 3.14 與圖 3.14 所示。 本章詳細說明玻璃模造成形在 MSC.MARC 有限元素軟體的設定 ,包含副程式的功能、基本假設、幾何形狀、材料性質、邊界條件與 熱傳條件等。而建立模型時,邊界條件的設定與各階段模型的連接是 最繁瑣的部分。在說明模擬的詳細設定後,為了比較模擬與玻璃成品 的殘留應力,下一章將先說明光彈實驗如何觀察玻璃的殘留應力。
圖 3.11 升溫階段邊界條件
圖 3.13 降溫階段邊界條件 200 ℃ 以上
第 4 章 光彈實驗應力分析
為了觀察玻璃透鏡的殘留應力,本研究做光彈實驗進行分析,因 此本章先針對此實驗的基本原理作初步的解說,之後說明儀器的架設 方法與光彈理論的推導。最後得到殘留應力的分佈後,來驗證模擬的 結果。4.1雙折射
當光通過非等向性材料時,或因受應力作用導致材料內部分子鏈 產生方向性的排列,使其在垂直光軸 Z 的 x 方向絕對折射率 與 y 方向絕對折射率 會有所不同,稱為雙折射(Birefringence)現象, 如本研究玻璃模造成形在降溫時,玻璃內部會留有殘留應力,導致折 射率有所改變,形成雙折射的現象進而影響玻璃透鏡的成像品質,折 射率定義為: Δ = − (4.1)4.2應力光學定理
Maxwell 在 1853 年提出了應力光學定理[38],指出當透明體受力 時,光折射率的改變和其主應力值呈線性的關係,公式如下: − = 𝑐 + 𝑐 ( + ) (4.2)− = 𝑐 + 𝑐 ( + ) (4.3) − = 𝑐 + 𝑐 ( + ) (4.4) 為材料未受力時的折射率, 、 、 為材料三方向的主應力 值,𝑐 、𝑐 為光應力常數(Stress-Optic Constant)。應力光學定理可得 知應力與折射率間的關係,並用以解決工程上的問題,其中光彈儀為 常見的應用。
4.3光彈理論
光彈理論是經由應力光學定理而來的,若考慮二維平面的應力時, 經(式 4.1)與(式 4.2)可得: − = 𝑐 + 𝑐 (4.5) − = 𝑐 + 𝑐 (4.6) 經(式 4.1)與(式 4.2)相減可得: − = (𝑐 − 𝑐 )( − ) = ( − ) (4.7)其中 C 為相對光應力係數(Relative Stress-Optic Coefficient),
− 為兩主應力的差。而光通過受力的光彈材料時,光速會改變, 而沿著兩主應力方向的折射率可表示為: = 𝑣 (4.8) = 𝑣 (4.9)
− = (1 𝑣 − 1 𝑣 ) (4.10) 為光於空氣中的速度。當光通過厚度為 h 的光彈材料,沿材料 兩主應力方向產生的時間差 ,可進而得到相對相位差 ,若已知 入射光光源波長 𝜆,最後可得到角度相位差 ,各參數可表示如下: = (1 𝑣 − 1 𝑣 ) = ( − ) (4.11) = ∗ = ( − ) ∗ = ( − ) (4.12) = 2𝜋 𝜆 = 2𝜋 𝜆 ( − ) = 2𝜋 𝜆 ( − ) (4.13)
4.4圓偏極儀
光彈儀常見可分為平面偏極儀及圓偏極儀,本研究採用圓偏極儀 ,故只對圓偏極儀進行詳細的解說。 平面偏極儀系統依序為起偏器、光彈材料、分析器,而圓偏極儀 系統依序由起偏器、第一片四分之一波片、光彈材料、第二片四分之 一波片與分析器所組成。其中起偏器和分析器為線偏光片,如圖 4.1 所示。 線偏光片能使來自四面八方輻射狀的光波,轉變為具有方向規則 性的平面偏極光,如圖 4.2 所示。而波片是一種雙折射的材料,此材 料在不同方向有不同的折射率,慢軸上的 為波片的最大折射率, 快軸上的 為波片的最小折射率,當光波通過此波片時會產生相位差 和 ,分別表示為: = ( − ) (4.14) = ( − ) (4.15) h為波片的厚度,n為空氣的折射率。 而兩光波的相對相位差為 : = − = ( − ) (4.16) 而角度相位差 可表示為: = 2𝜋 λ = 2𝜋 λ ( − ) (4.17) 𝜆為光的波長,當 = 𝜋/2 = 90° 時, - = 𝜆/4h ,此波片稱為四 分之一波片(Quarter-Wave Plate)。當光波由一平面偏極光入射至四分 之一波片後,偏極光的偏極方向與波片的快慢軸各夾4 ˚角,入射後 產生π/2 的角度相位差,因此射出波片後會變成螺旋狀的圓偏極光, 如圖 4.3 所示。 在圓偏極儀的架設中,兩片四分之一波片的快慢軸需互相平行或 垂直,而第一片四分之一波片將平面偏極光變為圓偏極光,第二片將 圓偏極光變回平面偏極光,因此並不會發生與光彈材料的主應力方向 相同的現象而造成雙折射的誤判,因此圓偏極儀為常用的光彈分析方 式。而圓偏極儀各種光學元件的不同方式如表 4.1,常見方式為 A 和 B,而本研究採用 A 的方式。
邱[39]提到,圓偏極儀所顯示的資料為光的明暗強度,而根據光 學物理的觀點,光強度正比於光波振幅的平方,可表示為: 𝐼 = 𝑖 2 (4.18) I 為光強度,k 為光的最大振幅,Δ 為角度相位差。由(式 4.18) 可知,當 k 不變,Δ 可完全控制光彈的明暗影像。若使用單一波長的 單色光時,可定義條紋階數 N (Fringe Order): 𝑁 = 2𝜋 (4.19) 所以式(4.13)可另表示: 𝑁 = ( − ) 𝜆 = ( − ) 𝜆 = 𝜆 (4.20) 為光程差。 但是在本研究中,圓偏極儀所使用的光源為白光,因波長 λ 的不 同,通過厚度 h 的受應力光彈材料後,會產生不同的光程差,進而顯 示不同的彩色條紋。 因此某一波長 𝜆 生成的顏色代表某一條紋階數 N,即代表某一雙 折射率的大小。當光程差越大時,即雙折射率( = - )越大, 表示此處的彩色條紋顏色變化相當劇烈,代表此處的應力很大,反之 亦然。
根據李[40]一書提到,採用白光的圓偏極儀在有應力之光彈材料 上所產生的彩色條紋可依光程差作區分,光程差在 150nm 以下,各 單色光強度很低,呈現暗灰色或藍灰色;200~250nm 左右接近各單色 光的半波長,光強度增強,呈現灰白色;300~350nm,黃光強度高於 紅橙色,呈現黃色;400~450nm,黃綠藍紫光減弱,呈現橙色; 500~550nm,紅光最強,紫靛光加強,呈現紫紅色,各光程差範圍的 顏色如表 4.2 所示。 另外圖 4.4 為使用白光源的圓偏極儀觀察一受上下壓應力圓盤的 彩色條紋分佈,可得知此圓盤應力分佈的狀況,發現由左右兩側經中 間內側至上下側,應力值逐漸增大。 表 4.1 圓偏極儀元件的排列方式 起偏器與分析器 兩片四分之一波片 場域 A 垂直 垂直 暗場 B 垂直 平行 亮場 C 平行 垂直 亮場 D 平行 平行 暗場 表 4.2 光程差顏色表[39] 暗灰色 灰白色 淺黃色 橙色 紫紅色 150nm 以下 200~250nm 300~350nm 400~450nm 500~550nm
圖 4.1 圓偏極儀[39]
圖 4.3 螺旋狀的圓偏極光[42] 圖 4.4 圓偏極暗場之彩色條紋影像[39]
4.5圓偏極儀的儀器設備
本研究使用常見的圓偏極儀並採用暗場的方式進行光彈實驗,實 驗的情況如圖 4.5 所示,實驗的配置圖如圖 4.6 所示,系統包括 Canon EOS D60 單眼相機、白光背光模組與兩個直徑 77mm 的圓偏振鏡, 從上方透過相機來觀察,並記錄各組玻璃透鏡的內部是否留有殘留應 力。其中圓偏振鏡各包含一片線偏光片與四分之一波片,線偏光片和 波片上皆有箭頭表示偏振方向,如圖 4.7 所示。圖 4.5 光彈實驗儀器架設圖
圖 4.6 光彈實驗配置圖
圖 4.7 圓偏振鏡(Circular Polarizer, CPL)
以及介紹圓偏極儀的原理與架構。在了解有限元素分析與光彈實驗分 析後,第五章將介紹本研究的最佳化方法。
第 5 章 最佳化分析
文獻中,吳[20]嘗試使用 IMSL Fortran library 裡的最佳化模組將 玻璃形狀與原設計非球面之偏差的方均根值作為目標函數,並自動化 補償模仁的形狀,使模造後的玻璃符合原設計的非球面形狀。而本研 究則使用最佳化軟體 SmartDO 進行最佳化分析,將自動化的補償模 仁形狀與自動化的調整製程參數來增進製程效率。
5.1軟體介紹-SmartDO
SmartDO 是以數值最佳化設計為核心基礎的軟體,整合現有 FEA/CAD/CAE/CFD 技術驗證流程,以智慧型運算法控制設計變數, 將整個運算流程變成自動最佳化的設計系統,並可套用於任何軟體上 。圖 5.1 為 SmartDO 的設計原理,透過模擬計算來適當的改變初始參 數,可以達到較佳的結果並符合需求。而 SmartDO 具備以下優點: 1. 有快速、準確與穩定的求解器。 2. 由 CAE 分析專家所開發測試,真正了解 CAE 問題與重點。 3. 使用標準 Tcl/Tk.二次開發之程式碼,可重複跨平台使用。 綜合以上優點,本研究使用 SmartDO 數值最佳化設計軟體作為 最佳化的工具。圖 5.1 最佳化設計原理[43]
5.2流程
在 MSC.MARC 中,任何於圖形介面操作的流程都會被記錄在 mentat.proc 過 程 檔 裡 , SmartDO 需 透 過 修 改 此 過 程 檔 來 連 接 MSC.MARC,另外 SmartDO 還需要目標函數、限制條件與主程式( 變數初始與上下界)的三個.tcl 程式檔,最後將此四個檔案放於同一 資料夾裡執行有限元素分析並串聯最佳化分析,收斂結束後須開啟 MSC.MARC 確認最佳化的正確性。 圖 5.2 為 MSC.MARC 串聯 SmartDO 的流程圖:讀取.tcl 主程式檔 選取資料夾 確認設計變數 並置換為初始值 確認限制條件 執行SmartDO 最佳化 執行MSC.MARC 有限元素分析 過程檔 是否收斂? 是 否 自動置換 設計變數 結果輸出 計算目標函數 圖 5.2 SmartDO 串聯 MSC.MARC 流程圖
5.3應用
本研究將最佳化分析應用於模仁形狀的補償與減少玻璃的殘留 應力兩個部分。 在模仁形狀的補償方面,目標函數為玻璃形狀上的每個節點與 原設計之高度相加的總偏差除以節點數,限制條件為每個節點的偏差 小於 1μm,而本研究設定變數的方法有兩種: 1. 非球面有效徑為 7.5mm,設定模仁形狀上的節點每間距 0.5mm 為 一個設計變數,因此上下模仁形狀上的節點共為 30 個。 2. 設定非球面公式(式 3.1)的參數為設計變數,包含(K、R、 、 、 、 )共 6 個設計變數。在增進玻璃模造的製程效率方面,作光彈實驗觀察顯著影響殘留 應力的製程參數設為設計變數,再找出何種製程下,玻璃呈現無顏色 的分佈(無雙折射現象),並透過模擬得知此製程參數下的最大殘留 應力設為限制條件。而目標函數為降溫時間。前述兩個部分的最佳化 結果將於後續第六章節 6.2 與節 6.4 詳細說明。
第 6 章 結果與討論
6.1玻璃形狀的模擬分析與實驗結果
在模擬方面,本研究先進行了網格收斂性的測試,網格大小的劃 分方式如表 3.3 所示,其對玻璃上下表面形狀的影響如圖 6.1 與圖 6.2 所示。可發現玻璃的網格大小 mesh0.2mm(組別 C)不能夠精確地描 述玻璃的形狀,而 mesh0.1mm(組別 B)與 mesh0.05mm(組別 A) 對原設計的偏差已相當接近,顯示網格大小 mesh0.1mm(組別 B)已 能得到較精確的模擬結果,因此往後的分析皆採用 mesh0.1mm(組 別 B)進行分析。 而實驗方面,使用國研院儀科中心的 3D 輪廓儀(Panasonic, UA3P-4)量測蔡[8]實驗的玻璃成品表面形狀,進行 x 與 y 方向的量 測,如圖 6.3 所示。其中原設計的非球面玻璃上下表面形狀如圖 6.4 ,量測的結果如圖 6.5 與圖 6.6 所示,x 與 y 方向的量測值與原設計 的偏差如圖中的藍色與紫色線,發現兩方向的形狀具一致性,表示玻 璃為均勻的熱壓。另外得知玻璃的形狀與原設計的偏差在上玻璃表面 從離心距 5.5mm 處至最外側 7.5mm 處,偏差增至-4μm,下玻璃表面 則從 5.2mm 至 7.5mm 處,偏差增至-3μm,造成此偏差主要原因為模 仁和玻璃的熱膨脹係數不同,導致模仁在模造溫度熱壓玻璃時的形狀 已不是原非球面,且玻璃在降溫時又受熱膨脹、應力鬆弛、結構鬆弛
等性質影響,造成形狀有所變化。 而玻璃表面形狀之模擬與量測結果與原設計的偏差如圖 6.7 與圖 6.8 所示,發現模擬之玻璃上下表面形狀,包括玻璃外側的形狀皆與 實驗結果相當吻合,兩者形狀最大的誤差在下玻璃表面從離心距 3mm 至 5.5mm 處,只有大約 0.2μm 的誤差,在上玻璃表面模擬與實 驗結果 x 方向的形狀幾乎完全相同,確認此模型更能準確預估玻璃的 表面形狀,驗證此模型的可信度。 主要原因為玻璃在降溫過程中,形狀易受溫度的影響,而原模型 在降溫階段時,將量測到的降溫曲線設定於玻璃的表面,將內外側的 表面視為均溫的下降,形狀如圖 6.9 與圖 6.10 所示,模擬中上表面外 側的形狀與實驗結果相比,離心距從 5.5mm 後開始逐漸增至 3μm 的 誤差,而下表面則從離心距 6.5mm 後開始增大至 3μm 的誤差。而本 研究將量測到的降溫曲線設定在型板與墊片的外側並加入了熱傳的 效應進行分析,結果顯示,在玻璃的上下表面形狀的精度皆已與實驗 結果非常的吻合。
圖 6.1 上玻璃表面之網格大小的影響
圖 6.2 下玻璃表面之網格大小之影響
圖 6.4 原設計之玻璃形狀
圖 6.5 上玻璃表面量測值與原設計之偏差量
圖 6.7 上玻璃表面模擬值與量測值之比較
圖 6.8 下玻璃表面模擬值與量測值之比較
圖 6.10 下玻璃表面形狀與原設計之偏差[8]
6.2模仁形狀的補償
本研究補償模仁形狀的方法如圖 6.11 與圖 6.12 所示,將前述模 擬的玻璃形狀結果與原設計的偏差量補償至模仁,如圖中的藍色線所 示,再將補償後的模仁進行模擬分析,所得到玻璃形狀之模擬結果與 原設計的偏差如圖中的綠色線,發現上下表面形狀與原設計的最大偏 差為 0.5μm,而形狀精度為 0.5μm,符合本研究小於 1μm 的要求。由 此可說明,在模擬中透過此補償的方法,能使玻璃透鏡符合原設計的 形狀。此外,本研究亦嘗試使用最佳化方法自動地補償模仁的形狀, 但在最佳化串聯有限元素分析的過程中,發現有以下困難點造成無法 收斂: 1. 模仁有效半徑為 7.5mm,假如設定每 0.5mm 為一個變數,需要 15 個變數,上下模仁需同時最佳化,此時變數已達到 30 個,變數已 過多。更何況 0.5mm 間距的曲線並無法完整的描述本研究的非球 面形狀。2. 若以非球面公式的係數為設計變數,共需 6 個(K、R、 、 、 、 ),所以上下模仁共需 12 個,相對第 1 項已減少許多,但 是變數 、 、 、 為高次項的係數,變動極為敏感,分析 過程非常不易收斂。 因此利用最佳化串聯有限元素分析的方法,目前還無法有效地應 用於模仁形狀的補償方面。 圖 6.11 上模仁補償後的玻璃形狀與原設計的偏差 圖 6.12 下模仁補償後的玻璃形狀與原設計的偏差
![表 1.2 光學玻璃與塑膠特性比較[2][3] 特性 光學玻璃 光學塑膠 成形性與撓性 較差 較好 抗衝擊強度 較差 較好 抗磨耗、耐熱、耐潮濕 較好 較差 密度 kg/cm 3 2.3-6.2 1.05-1.32 硬度 N/mm 2 ~5,000 ~150 熱膨脹係數 1/℃ ~5x10-6 ~100x10-6 熱導率 W/m·K 0.5-1.4 0.14-0.23 折射率 1.44-1.95 1.49-1.61 阿貝數](https://thumb-ap.123doks.com/thumbv2/9libinfo/8756329.206988/20.892.135.753.101.1057/較差較好抗磨耗耐熱耐潮濕較好密度~熱導率折射率阿貝數.webp)
![圖 1.6 玻璃模造成形製程[7]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8756329.206988/23.892.175.719.115.960/圖16玻璃模造成形製程7.webp)
![圖 2.1 鈉鈣矽(soda lime silica)玻璃黏度曲線[24]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8756329.206988/33.892.185.706.101.912/圖21鈉鈣矽sodalimesilica玻璃黏度曲線24.webp)
![圖 2.4 Kelvin-Voigt 模型[25] 圖 2.5 廣義的 Maxwell 模型[26] 2.3玻璃材料性質之有限元素模擬設定 模造後的玻璃形狀以及殘留的內部應力都會影響玻璃的成像品 質,因此本節將介紹玻璃材料性質如何應用於升溫、模造與降溫各階 段,下列說明如圖 2.6 所示: 1](https://thumb-ap.123doks.com/thumbv2/9libinfo/8756329.206988/37.892.145.753.111.817/有限素模擬設模造後的玻璃形狀以及殘留內部應力都會玻璃材料性質.webp)
![圖 2.8 L-BAL42 玻璃的熱膨脹曲線[8]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8756329.206988/40.892.133.782.116.778/圖28LBAL42玻璃的熱膨脹曲線8.webp)
![圖 2.9 L-BAL42 玻璃液態與玻璃態熱膨脹係數[8] 牛頓流體 2.3.2 在模造階段時,模造溫度下的 L-BAL42 玻璃黏度很低(約為 10 8 Pa·s),將其視為牛頓流體,可表示為: = 3](https://thumb-ap.123doks.com/thumbv2/9libinfo/8756329.206988/41.892.133.755.118.828/LBAL玻璃液態與玻璃態熱膨脹係牛頓流體在模造階段時模造溫度下的.webp)
![圖 2.11 L-BAL42 玻璃於 556℃(Tg+50℃)之應力鬆弛曲線[8] 結構鬆弛 2.3.4 降溫階段所造成結構鬆弛有兩個主因,一個是能使玻璃分子間距 變小,此與時間無關;而另一個為分子的重新排列,此和降溫速率有 很大的關係,如圖 2.12,假設降溫速率為 q,其中 3 > 2 > 1,而 1 冷卻速率較慢,使分子有足夠時間以最低的能量緊湊排列,導致 玻璃體積會有最大的減縮,而玻璃轉換區域的中間點定義為玻璃轉換 溫度,因此 1 會有最低的玻璃轉換溫度。 文獻中 Too](https://thumb-ap.123doks.com/thumbv2/9libinfo/8756329.206988/44.892.212.693.115.485/為分子的重新排列此和降溫速率有很大關係使分子減縮而玻文獻中.webp)
![圖 2.12 降溫速率影響體積與溫度關係圖[5]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8756329.206988/48.892.208.665.121.1001/圖212降溫速率影響體積與溫度關係圖5.webp)