國 立 交 通 大 學
管理學院工業工程與管理學程
碩
士
論
文
DBR 應用於具製程規格能力與垂直鎖定機台特性
之生產工廠—以薄膜電晶體陣列廠為案例
Application of DBR in Manufacturing Factory with
Machine Capability Restrictions and Dedicated Machine Constraint
Characteristics–A Case Study of TFT-LCD Array Factory
研 究 生:廖世盟
指導教授:李榮貴 博士
DBR 應用於具製程規格能力與垂直鎖定機台特性
之生產工廠—以薄膜電晶體陣列廠為案例
Application of DBR in Manufacturing Factory with
Machine Capability Restrictions and Dedicated Machine Constraint
Characteristics–A Case Study of TFT-LCD Array Factory
研 究 生:廖世盟
Student:Shih-Meng Liao
指導教授:李榮貴 博士
Advisor:Dr. Rong-Kwei Li
國 立 交 通 大 學
管理學院工業工程與管理學程
碩 士 論 文
A ThesisSubmitted to Department of Industrial Engineering and Management College of Management
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Industrial Engineering and Management January 2013
Hsinchu, Taiwan, Republic of China
DBR 應用於具製程規格能力與垂直鎖定機台特性
之生產工廠—以薄膜電晶體陣列廠為案例
學生:廖世盟
指導教授:李榮貴 博士
國立交通大學管理學院工業工程與管理學程
摘
要
TFT-LCD 製造程序薄膜電晶體陣列黃光區機台生產存在製程規格能力
與垂直鎖定機台限制兩大特性,使得現場派工更加複雜,加上本研究案例
之生產現場派工仍然採用大量人工作業,更加容易因未考慮瓶頸製程的現
在及未來負荷或未協調非瓶頸製程全力配合瓶頸製程,而產生如瓶頸工作
站內機台負荷不均與非瓶頸機台成為暫時性瓶頸,造成出貨達交率不佳。
由於 DBR 的管理思維,是將原本全廠資源的複雜性,簡化為受限產能少數
機台的單站(限制)排程問題,且已針對受限產能再回製與多種受限產能,發
展出解決之道因此本文嘗試將其導入至研究案例,驗證是否可以有效改善
生產績效。經由實例驗證顯示達交率由 64.2%提升到 86.4%,月總產出提升
5.2%,檢定結果也證實改善效果確實顯著。
關鍵詞:DBR、製程規格能力、垂直鎖定機台、薄膜電晶體陣列廠、回流
特性、排程
Application of DBR in Manufacturing Factory with
Machine Capability Restrictions and Dedicated Machine Constraint
Characteristics–A Case Study of TFT-LCD Array Factory
Student:Shih-Meng Liao
Advisors:Dr. Rong-Kwei Li
Department (Institute) of Industrial Engineering and Management
National Chiao Tung University
Abstract
There are two primary tasks: machine capability restrictions and dedicated
machine constraint during dispatching managing of TFT-Array photography
process in TFT-LCD manufacturing flow. The low efficiency of delivery is
easily caused by the considerable artificial works with imbalance loading among
machines in bottleneck work station and non-bottleneck becomes temporary
system‘s constraint phenomenon because of: without considering the current and
future loading of the bottleneck process or without subordinating everything else
to synchronize with the system’s constraint in the objective plant. Because of the
DBR’s management thinking, which transforms whole factory’s resources and
factors into simplified scheduling problem by focusing on capacity constrained
resources and only few machines. And the developed DBR scheduling
techniques are also available for factories: have re-entrant featured capacity
constrained resource and have multi-machines in bottleneck process. Therefore
this study introduced DBR into the objective TFT Array factory to verify if there
is significant improvement on the production performance. According to the
objective shop floor test results, those reveal the CLIP (Confirmed Line Item
Performance) performance was improved from 64.2% to 86.4%. On overall
monthly output volume index, it was increased 5.2%. And the hypothesis test
also confirmed the improvement in CLIP is significant as well.
Keywords: DBR, machine capability restrictions, dedicated machine constraint,
TFT-LCD Array, re-entrant, scheduling
誌
謝
經過了一週的最後衝刺,終於來到了盤旋在心頭許久的最後關頭,很
慶幸自己終究堅持了下來,總算是能夠對自己的人生承諾有了交代。首先
特別要感謝的是指導教授—李榮貴老師,雖然自己算是捕魚一天曬網一年
的學生,老師仍然在需要的時候耐心指導,並且提醒研究的方向究竟真正
的核心關鍵所在,不吝指正論文中分析的盲點以及思慮尚不周延之處。另
外也要在此感謝的是前任的指導教授—鍾淑馨老師,雖然您已經離我們而
去,但點滴的關心教晦仍然常在心頭。同時也要感謝畢業及計畫口試委員:
蔡志弘教授、袁國榮主任以及張盛鴻院長在學生論文寫作上的諸多寶貴意
見。以及一路陪我互相鼓勵打氣到最後的好同學: 文瑞和尉凱,不要忘了
回到校園一起留影的約定。感謝我的父母、妹妹,沒有你們不會有今日的
我,一定也務必要永遠身體健康,家裡對我來說就彷彿是永遠的堡壘一般。
感謝所有長官、同事、朋友、親人在我求學期間各種包容與協助,要感謝
的人太多只能紙短情長。感謝一正和世斌,一輩子的朋友,固定和你們一
起空談就是我的精神食糧…。
由衷要感謝我的太太麗萱,毫無理由挺我到底的善良女孩,有妳我的
人生才算完整,也代她感謝我的丈人、丈母娘悉心養育這位奇女子的恩情。
感謝狗兒子 NONO,這輩子能有你陪伴是我們的榮幸。
最後我想將這篇論文獻給一位剛認識 8 個月的女孩,她天真的臉龐閃
耀著令我目眩神迷的美麗與聰敏,看著她才讓我領悟我來到這世間的重要
任務,守護我的寶貝女兒—廖晨瑜。
世盟 2013/1/13 凌晨於家中
目 錄
摘要 ……… I Abstract ……… II 誌謝 ……… III 目錄 ……… i 圖目錄 ……… iii 表目錄 ……… iv 第一章 研究目的與動機……… 1 第二章 文獻探討……… 2 2.1 TFT-LCD Array 段製程介紹……… 2 2.1.1 薄膜電晶體液晶顯示器之架構與顯示原理(TFT-LCD) ……… 2 2.1.2 薄膜電晶體陣列(TFT-Array)段之製程簡介……… 4 2.2 製程規格能力與垂直鎖定機台……… 9 2.2.1 製程規格能力與垂直鎖定機台定義……… 9 2.2.2 製程規格能力與垂直鎖定機台之文獻探討……… 10 2.3 限制驅導式現場排程方法……… 15 2.3.1 限制驅導式現場排程與管理技術……… 15 2.3.2 限制驅導式排程相關文獻探討……… 20 第三章 Array 瓶頸排程模式建構……… 25 3.1 生產環境介紹……… 25 3.2 排程模式整體架構……… 28 3.3 TFT-LCD Array 各項緩衝時間之建立……… 29 3.4 主生產排程轉換為內部訂單產出目標……… 30 3.5 瓶頸排程法則與配合瓶頸之投料法則……… 32 第四章 實例驗證……… 40 4.1 結果比較與分析……… 40 4.1.1 案例薄膜電晶體陣列廠達交率趨勢分析……… 40 4.1.2 達交率改善顯著性統計檢定分析……… 414.2 案例薄膜電晶體陣列廠總產出趨勢分析……… 43 第五章 結論與未來研究方向……… 44 5.1 結論……… 44 5.2 未來研究方向……… 44 參考文獻 ……… 45 附錄 ……… 48 附表 A1- 1 案例 Array 瓶頸排程結果……… 48 附表 B1- 1 案例薄膜電晶體陣列廠主生產排程達交率 CLIP(7 月)……… 50 附表 B1- 2 案例薄膜電晶體陣列廠主生產排程達交率 CLIP(8 月)……… 51 附表 B1- 3 案例薄膜電晶體陣列廠主生產排程達交率 CLIP(9 月)……… 52 附表 B1- 4 案例薄膜電晶體陣列廠主生產排程達交率 CLIP(10 月)……… 53 附表 B1- 5 案例薄膜電晶體陣列廠主生產排程達交率 CLIP(11 月)……… 54 附表 B1- 6 案例薄膜電晶體陣列廠主生產排程達交率 CLIP(12 月)……… 55
圖 目 錄
圖 2- 1 TFT-LCD 架構及模組全工程……… 2 圖 2- 2 液晶顯示器顯像原理示意圖……… 3 圖 2- 3 不同強度驅動紅、綠、藍三個格點以構成一個畫素……… 3 圖 2- 4 TFT device 排列簡圖……… 4 圖 2- 5 TFT-LCD 陣列基板製作流程……… 5 圖 2- 6 陣列基板次像素圖案與結構……… 6 圖 2- 7 (晶圓)光學微影製程模組之簡圖……… 7 圖 2- 8 垂直鎖定機台與無機台限制示意圖……… 9 圖 2- 9 典型之產出鏈圖……… 16 圖 2-10 受限產能負荷之可行性評估 - 廢墟……… 17 圖 2-11 推平廢墟之過程……… 18 圖 2-12 緩衝區管理手法……… 19 圖 3- 1 案例薄膜電晶體陣列廠設施佈置簡圖……… 25 圖 3- 2 案例薄膜電晶體陣列廠產出鏈……… 26 圖 3- 3 Array 瓶頸排程設計之模組邏輯架構圖……… 28 圖 3- 4 案例薄膜電晶體陣列廠 DBR 瓶頸排程流程……… 32 圖 3- 5 案例堆廢墟……… 35 圖 3- 6 案例推平廢墟考慮 PEP3/5 綁機與間隔緩衝……… 37 圖 3- 7 黃光 EQ10 推平廢墟之過程……… 37 圖 3- 8 案例 Array 瓶頸排程結果(訂單#35 為例)……… 38 圖 3- 9 案例 Array 投料排程結果……… 39 圖 4- 1 案例薄膜電晶體陣列廠 Q3~Q4 排程達交率 CLIP 趨勢圖……… 40 圖 4- 2 TFT Array 排程達成率常態檢定(Minitab):導入改善前……… 41 圖 4- 3 TFT Array 排程達成率常態檢定(Minitab):導入 DBR 現場排程後……… 41圖 4- 4 TFT Array 排程達成率變異數檢定(Minitab): 導入前後 CLIP 比較…… 42
圖 4- 5 TFT Array 排程達成率 2-sample t 檢定(Minitab):導入前後 CLIP……… 42
表 目 錄
表 2- 1 製程規格能力與垂直鎖定機台之文獻彙整……… 13 表 2- 2 各機器每週的負荷及負荷百分比……… 16 表 2- 3 限制驅導排程技術之文獻彙整……… 23 表 3- 1 案例薄膜電晶體陣列廠各工作站每週負荷……… 27 表 3- 2 案例薄膜電晶體陣列廠生產途程時間……… 30 表 3- 3 案例薄膜電晶體陣列廠主生產排程(Output)……… 31 表 3- 4 案例 CCR 計畫時間彙整表……… 34 表 3- 5 案例薄膜電晶體陣列廠黃光製程規格能力與垂直鎖定機台表……… 36 表 3- 6 案例投料計畫時間彙整表……… 39第一章 研究目的與動機 TFT-LCD 製造程序薄膜電晶體陣列黃光區機台生產存在兩大特性:(1) 隨著線寬控 制規格的縮小化,不同產品必須被限制於可達到其製程規格能力之加工機台,此稱為製 程規格能力限制;(2) 而由於微影疊對(overlay)的誤差程度在某些關鍵層攸關製程的成 敗,又因為影響因素複雜包括機差甚至環境的差異,使得使用於後關鍵層加工之機台必 須限定同樣為前關鍵層加工之機台,以避免因微小的製程差異造成的製程不良率增加 【16】,即稱為垂直鎖定機台之限制原因。 此兩大特性使得現場派工時要能夠將前後層黃光作業互相搭配起來,並做對順序, 本來就不是容易的事,加上本研究案例之生產現場派工仍高度掌握在直接人員手中(各 區領班或 Key- man),而前後層黃光推貨的銜接會跨越至少一個班別,因此容易因未考 慮瓶頸製程的現在及未來負荷或未協調非瓶頸製程全力配合瓶頸製程,產生如瓶頸工作 站內機台負荷不均與非瓶頸機台成為暫時性瓶頸【18】,造成出貨達交率普遍不佳(約 60~70%)。 高瑞博士(Dr. Eliyahu M. Goldratt)於 1986 年提出限制驅導式現場排程與管理技術 (Drum-Buffer-Rope, DBR),提出限制驅導節奏(Drum)、緩衝(Buffer)與投料節奏(Rope)的 管理理念,將全廠資源的複雜性,簡化為受限產能少數機台的單站(限制)排程問題。且 已針對受限產能再回製與多種受限產能多機等較複雜的生產環境發展出解決之道。因此 本文嘗試應用 DBR 於案例薄膜電晶體陣列廠,希望能改善其出貨達交率。
第二章 文獻探討 本文將由下列各個方向進行相關文獻的探討,以進一步建構適用於案例薄膜電晶體 陣列廠之生產現場排程: 1. TFT-LCD Array 段製程介紹。 2. 製程規格能力與垂直鎖定機台。 3. 限制驅導式現場排程方法。 2.1 TFT-LCD Array 段製程介紹 2.1.1 薄膜電晶體液晶顯示器之架構與顯示原理(TFT-LCD) 薄膜電晶體液晶顯示器面板(panel)之構造主要是由薄膜電晶體陣列玻璃基板
(TFT-Array substrate)、彩色濾光片玻璃基板(Color Filter substrate)與兩者中間所夾持之液 晶(Liquid Crystal)所構成,而 TFT-LCD 面板之製造過程如圖 2- 1(b)則主要可分為薄膜電 晶體陣列製程(TFT-Array Process)、彩色濾光片製程(CF Process)與液晶面板組立製程 (Cell Process)。從圖 2- 1(a)的 TFT-LCD 架構中可以了解下基板上主要是由 TFT device 與 ITO 區域(pixel electrode)所構成之 TFT 陣列,而上玻璃基板上則塗佈有 RGB 色阻與 Black Matrix 以組成 Color Filter 基板,在分別完成 TFT 陣列和 CF 基板製作後,接著藉 著間隙球(Spacer)區隔上下兩個基板灌注 LC 並對組貼合之 Cell 製程最後附上偏光板 (Polarizer),此段製程即稱為「LCD 製程」(LCD process)。
圖 2- 1(a) 圖 2- 1(b)
由於液晶分子具有外加電場則可改變其分子流動與排列方式之特性,LCD 即是利用 液晶此一光電特性(旋光性)來控制光線通過的強弱,如圖 2- 2 所示,液晶會受到上下兩 塊電極板之間的電場大小所控制而旋轉不同的角度。當液晶和面板方向呈現 90 度時光 線是不受導引的,不受導引的光線則被上偏光板所吸收掉,而隨著電場愈大液晶改變的 角度也愈大,呈不同角度的液晶可導引不同數量的光線,則其通過的光強度也越大。如 圖 2- 3 所示,利用電晶體控制電場的大小來決定液晶旋轉角度多寡,根據這樣的特性透 過彩色濾光片像素(pixel)內紅、綠、藍三個次像素(sub-pixel)的搭配,此時顏色就能有所 千變萬化。 圖 2- 2 液晶顯示器顯像原理示意圖【32】 圖 2- 3 不同強度驅動紅、綠、藍三個次像素以構成一個像素【33】
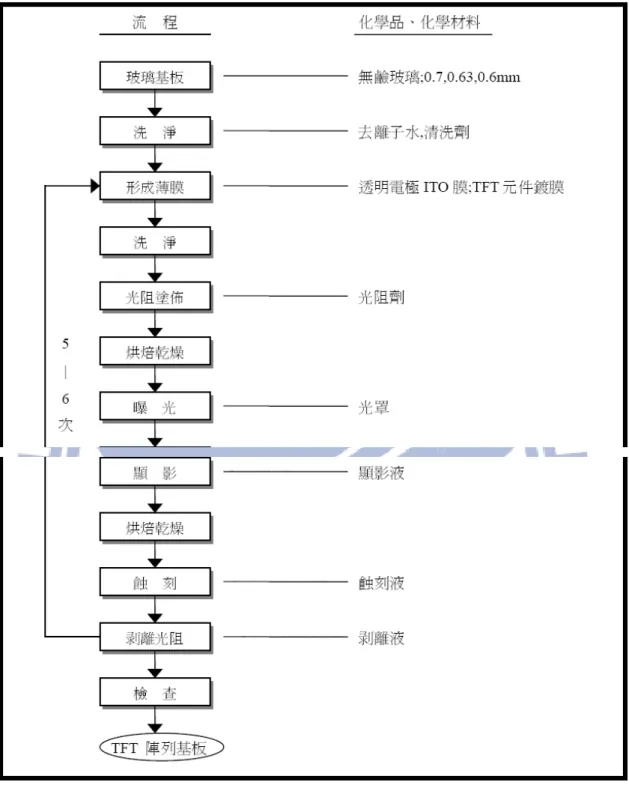
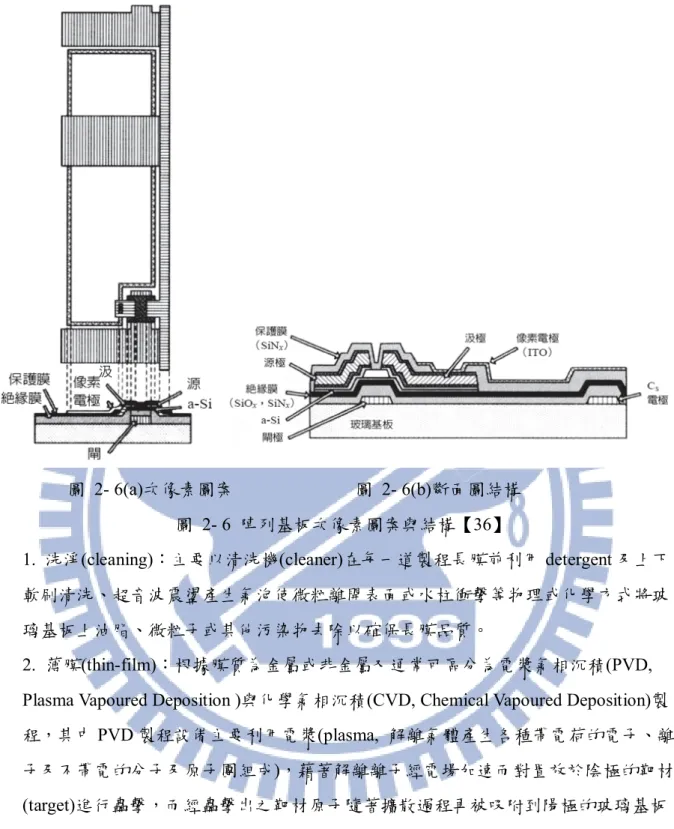
如圖 2- 4 所示,所謂薄膜電晶體陣列(Array)是由數百萬個 TFT device 以及 ITO 區 域如 matrix 一般整齊排列組成,而 TFT device 的功能就如同一個開關器(switch),其 功能可以控制電子跑到 ITO 區域的數量,當達到想要流進去 ITO 區域的電子數量後將 TFT device 關掉,此時關(keep)在 ITO 區域的電荷量就可以決定電場的大小了。因此 Array 基板上就必須容納極微小且重疊交錯的線路以組成數百萬個 pixel,當充入不同電 荷量後我們就可以控制數百萬個 pixel 區域內液晶站立的角度。 圖 2- 4 TFT device 排列簡圖【34】 2.1.2 薄膜電晶體陣列(TFT-Array)段之製程簡介 相似於半導體製程利用 PVD/ CVD 成膜技術與光學顯影原理,一個典型的非晶矽 (a-Si)薄膜電晶體陣列製程,如圖 2- 5 所示,除了一開始的玻璃基板投入外,主要是 由循環數道的薄膜(thin-film)、黃光(photo)、蝕刻(etching)與去光阻(stripper)等製程所 組成以形成多層微細電路,最後再經由電性測試與檢查以完成 TFT-Array 基板。參考 圖 2- 6 之 a-Si 產品次像素圖案與斷面圖可以了解,除了組成的各薄膜層如閘極、半導 體層、源/汲極、保護膜與像素電極等分別屬金屬層與非金屬層外,包含像素圖案、線 路寬窄與各薄膜厚度等,均是透過薄膜沉積後塗佈一層光阻然後透過曝光、顯影將電 路圖形從光罩上轉移到玻璃基板上,接著進蝕刻區作薄膜的蝕刻然後去除光阻並留下 被光阻保護住的薄膜形成電路,再循環相同原理的步驟所控制及完成的。 由於在設計適用於薄膜電晶體陣列廠之現場排程方法前,必須對其生產流程與特性 有一基本的瞭解,茲將一個典型的非晶矽(a-Si)薄膜電晶體陣列製程各站製作流程簡要敘 述如下:
圖 2- 6(a)次像素圖案 圖 2- 6(b)斷面圖結構 圖 2- 6 陣列基板次像素圖案與結構【36】 1. 洗淨(cleaning):主要以清洗機(cleaner)在每一道製程長膜前利用 detergent 及上下 軟刷清洗、超音波震盪產生氣泡使微粒離開表面或水柱衝擊等物理或化學方式將玻 璃基板上油脂、微粒子或其他污染物去除以確保長膜品質。 2. 薄膜(thin-film):根據膜質為金屬或非金屬又通常可區分為電漿氣相沉積(PVD, Plasma Vapoured Deposition )與化學氣相沉積(CVD, Chemical Vapoured Deposition)製 程,其中 PVD 製程設備主要利用電漿(plasma, 解離氣體產生各種帶電荷的電子、離 子及不帶電的分子及原子團組成),藉著解離離子經電場加速而對置放於陰極的靶材 (target)進行轟擊,而經轟擊出之靶材原子隨著擴散過程再被吸附到陽極的玻璃基板 表面沈積成所需的金屬薄膜。另外 CVD 製程設備則將製程氣體通入反應室並利用高 壓周波使其轉變成電漿,製程氣體經解離後形成反應物(含所需薄膜離子),隨後則 藉擴散作用並吸附於玻璃基板表面發生化學沈積成長為非金屬膜。
3. 光阻塗佈(coating)1:光阻塗佈的技術主要有旋轉塗佈( spin coating )與線性塗佈
1
TFT-LCD 陣列廠屬於黃光(photo)站之光阻塗佈、曝光與顯影等製程通常會整合成一條整合式連續生產 線(in-line)類似圖 2- 7 晶圓微影製程模組之例子。
(linear coating)等,例如旋轉塗佈的作法是利用離心力的原理滴上適量光阻(photo resist)於已完成薄膜製程之玻璃基板,之後透過轉速及時間的配合以旋轉玻璃的方式 使其因離心力向外緣擴散而形成一層厚度均勻、附著性強、沒有缺陷的光阻,使後 續的曝光、顯影等製程能得到良好的圖案轉移。 4. 曝光(exposure)1:利用繪有不透光圖形的光罩(mask)使玻璃基板在塗佈完光阻後進 行曝光,由於經過紫外光照射光罩上的圖形會完全平行轉移至玻璃基板上,以採用 正光阻的情形來說,曝露在紫外光下的光阻會產生化學反應,藉由高能量的 UV 光 將光阻中原本連結樹酯(resin,主要成分之一)的溶解抑制劑(PAC) 鍵結切斷,以利透 過後續顯影等製程將光罩上的圖案正確轉移。 5. 顯影(develop)
¹
:由於前述正光阻經曝光製程後照射區域 PAC 鍵结會切斷並轉換 成如—COOH 的酸基,因此可利用顯影液之酸鹼反應與水解原理將感光的光阻由玻 璃基板上去除,而留下未經曝光之光阻得到所需要的精確圖案,而後將水分去除即 完成整個顯影的製程,使其後的蝕刻製程得以進行。 圖 2- 7 (晶圓)光學微影製程模組之簡圖 【37】 6.蝕刻(etching):蝕刻站一般根據金屬、非金屬膜質或蝕刻所獲致的性質、製程良率 考量等會有採用濕蝕刻(wet etching)或乾蝕刻(dry etching)不同的製程原理需求。濕蝕刻利用不同的化學溶液裡的反應物對未受光阻保護之膜層產生特定的化學 反應蝕刻,其原理為透過擴散效應通過邊界層到達薄膜表面並與薄膜分子產生化學 反應,而其生成物也同樣利用擴散效應通過邊界層到達溶液裡而後排出。濕蝕刻具 有製程單純且產量速度快之優點,不過對垂直方向蝕刻輪廓控制較為嚴謹之製程則 1 TFT-LCD 陣列廠屬於黃光(photo)站之光阻塗佈、曝光與顯影等製程通常會整合成一條整合式連續生產 線(in-line)類似圖 2- 7 晶圓微影製程模組之例子。
不易控制精準且變異程度較大,易有底切(under cut)現象發生。一般來說控制濕蝕刻 反應的主要參數有︰(1)溶液濃度、(2)蝕刻時間、(3)反應溫度、(4)溶液的攪拌等。
反應性離子蝕刻(Reactive Ion Etching 簡稱 RIE)乾蝕刻是一種非等向性蝕刻 (Anisotropic Etching),具有很好的方向性(Directional Properties)但選擇性(Selectivity) 比濕蝕刻較差,係將特定氣體解離成各種帶電荷的電子、離子及不帶電的分子及原 子團,相似 PVD 電漿製程的原理利用這些解離離子對薄膜加以轟擊及特定離子同時 的化學反應性蝕刻,達到去除未經光阻保護膜層的目的,其優點為易於控制 CD (critical dimension)蝕刻輪廓及線寬穩定性。 7. 剝離光阻(stripper):經過蝕刻製程後,利用控制高壓去光阻液(例如成分為單乙醇 銨與單丁醚的混合物)將原本仍覆蓋在基板上面所用於保護所需圖形之光阻去除,之 後再以異丙醇去除去光阻液及殘留光阻,以避免去光阻液進一步與水反應成強鹼而 發生腐蝕(corrosion)現象並將玻璃表面轉變為親水性,然後經循環水洗與風刀吹乾等 程序以利進行下一道線路圖形所需之薄膜沉積。 8. 測試檢查(test):薄膜電晶體陣列製程段經過數道所必要之薄膜→黃光→蝕刻製程 循環後,所形成之 TFT-Array 基板必須經過最後的測試檢查步驟後才能確保其電性 與品質,並繼續被送往下一階段的 Cell 組立段以避免不必要的對組材料浪費(如彩色 濾光片、液晶等) 。而測試站中較主要的檢查測試程序有:
(1) Array tester – 藉由量測 Array 的電性及檢測缺陷(defect)種類以做為接下來的雷射 修補(laser repair)程序時所需的資訊來源,主要的檢測方式可分為接觸式與非接觸式 測試等。其中非接觸式測試又包含有利用電子束打擊將 pixel 內原本的電子激發出二 次電子並加以量測電量的電子槍技術(electron-beam technology) ,及利用與 pixel 間 產生電場使透過 modulator 上之液晶不同透光率反射回來的光線判斷是否有缺陷之 電壓影像光學感應方法(voltage image optical method)。
(2) 雷射修補(laser repair) – 例如利用紅外線雷射具焦方式根據 Array tester 的點位與 defect 資訊來將短路(short)線路切斷的暗點化(dark point)技術使 pixel defect 不明顯, 或以 laser CVD 長膜方式使斷路(open)得以修補維持 TFT-Array 線路正常運作。 (3) 目視檢查(visual inspection) – 藉由將 TFT-Array 基板翻轉各種角度搭配各種適當 光源,使無法藉由電性檢查偵測但會影響視覺效果的不正常光影(mura)現象得以由目 視加以攔檢,透過此 Array 製程結束後的 panel 表面檢查,避免不良品流至 Cell。
2.2 製程規格能力與垂直鎖定機台
2.2.1 製程規格能力與垂直鎖定機台定義 (1) 製程規格能力
所謂製程規格能力(machine capability restrictions)係指機台能符合一些或多種的製
程規格要求【2】。在一些製造環境例如晶圓或薄膜電晶體的製造過程中,現場人員在執 行派工作業時需先指定符合製程規格能力的機台成為一個必要條件,由於機台穩定性、 技術條件等差異可能影響製程呈現的規格良率等級,因此無法僅考慮工作站總體的產 能,而必須確認符合特定製程規格能力的機台產能供給大小。也由於各個機台擁有的製 程規格能力不盡相同,因此在生產現場派工時相對只考量工作站層級的生產情境來說一 般相對複雜,有必要在排程法則建立時加以考慮,以避免誤用機台的狀況發生。 (2) 垂直鎖定機台 相似於晶圓製造,薄膜電晶體陣列廠中的黃光製程因為產品像素(pixel)的微小化,不 同機台間的機差往往會對產品的規格良率具有嚴重影響。由於黃光微影製程對溫溼度、 大氣壓力、透鏡老化程度等極為敏感,造成影像的變化,而各機台變化時間及變化量均 無法準確預估【17】。對於某些誤差容忍度較小的關鍵層(critical layer)必須以指定同一機 台生產的方式來避免對準誤差造成不正常光影或良率的影響。亦即料件於第一層關鍵層 加工時使用之黃光機台,後續於各關鍵層加工時仍須於同一台黃光機台生產之綁機限 制,此即稱之為垂直鎖定機台(dedicated machine constraint)。
因為黃光機台在薄膜電晶體回流特性的製造過程中具有定義每一層圖形(pattern)的 重要角色,且由於精密度及先進的光學曝光顯影技術使得機台造價昂貴,通常在產能設 備規劃時即被定位為各 model 產品共用的瓶頸機台。而垂直鎖定機台的限制發生在瓶頸 製程時,若生產現場排程未有週全考量,容易對於整體出貨與達交率造成重大影響。如 圖 2- 8 所示,垂直鎖定機台限制可能造成特定機台(Machine X)堆積過多待加工料件,而 其他機台卻閒置待料的情形。
垂直鎖定機台之影響,如瓶頸工作站內機台負荷不均,與非瓶頸機台成為暫時性瓶 頸【18】,可陳述如下: (A) 瓶頸工作站內機台負荷不均 當生產現場派工並未考慮瓶頸製程之垂直鎖定機台的現在及未來負荷,容易使 得符合製程規格之機台前堆積在製品使料件等候時間拉長,而同時其他相同製程之 機台卻因垂直鎖定機台限制無法協助消化堆積之料件,造成同一瓶頸製程內機台卻 因垂直鎖定限制而有負荷不均情形,甚至影響整體系統產出上的損失。 (B) 非瓶頸機台成為暫時性瓶頸 而當機台間發生負荷不均狀況,使料件無法在各加工層均衡流動而導致某加工 層堆積大量在製品,如果生產現場派工也未協調非瓶頸製程全力配合瓶頸製程,一 旦瓶頸機台大量加工某特定在製品以消化堆積之料件,造成其後之非瓶頸機台之瞬 間負荷而成為暫時性瓶頸,甚至同樣可能會因為拖延料件回流時間使瓶頸機台閒置 待料,影響整體系統產出上的損失。 2.2.2 製程規格能力與垂直鎖定機台之文獻探討 在生產排程規劃相關探討中對於製程規格加諸於特定機台之要求,經常以綁機、製 程規格能力、垂直鎖定機台及機台群組限制稱之,不管綁機之定義與垂直鎖定機台或機 台群組限制相似,亦或垂直鎖定機台屬於製程規格能力限制中的一種特例,正因這幾者 之間確實是息息相關的,所以有必要將相關文獻一起討論。 Toktay 與 Uzsoy【4】將包含機台製程能力差異、機台限制、設置時間等限制,聚焦 產出極大化與生產目標差異最小化並轉換為網路流量問題(network flow problem),以半 導體晶圓廠之人工智慧排程系統為基礎建置並效率化模擬產能配置問題之近最佳解。
Chung 與 Huang【2】發展了“製程能力導向之負荷分配演算法” (capacity -oriented loading allocation algorithm, COLA),以適用於具有製程規格能力限制之半導體晶圓製造 環境,根據預期總體負荷與可用產能水準比例之起始解遞迴求算方式,聚焦使相同製程 規格能力機台之負荷水準趨於一致。根據模擬結果透過 COLA 演算法可以達成負荷平準 化之目標降低製程規格能力限制造成瓶頸形成與漂移的機會。
Akcalt 等【5】應用模擬方法針對半導體微影製程研究,聚焦各種製程管控機制對於 cycle time 的影響效應,分別調查微影測試條件(test run policy at the photolithography station)、測試頻率(test run frequency)、檢驗時間(duration of inspection)與垂直鎖定機台 條件(machine dedication policy)等實驗因子。其中彈性指派條件(flexible machine
assignment)相對於垂直鎖定機台因子在模擬結果顯示,對降低生產週期時間具有顯著性 的影響。
黃氏【19】結合 Chung 與 Huang 的 COLA 演算法以及 Sule【6】之網路指派法 (network-based assignment),根據垂直鎖定機台的條件先以 COLA 演算法求算各製程規 格機台之負荷分配量,然後利用網路指派法分配各機台工單之指派,聚焦兼顧綁機產能 需求與工單指派問題的完整規劃決策流程。透過實驗結果顯示經由電腦輔助求算能提供 晶圓廠黃光製造環境管理者決策之有效參考。 黎氏【20】提出在機台群組限制下針對晶圓製造微影機台作總負荷及區間負荷之投 料管制,然後利用設置在製品標準量對上游供應之晶圓批作派工之監控,以提高上游晶 圓批製造等級方式進而及時供應予瓶頸機台,聚焦各機台的負荷平均以提高機台的利用 率為目標。根據模擬的結果顯示其以雙界法(two boundary)為基礎之投料派工模式可有效 提高機台利用率與相對較佳之生產週期時間。黃氏【17】則修正黎氏之投料法則,並提 出以生產線平衡(line balance)觀念,控制各關鍵層間之在製品流量趨於一致。 莊氏【18】則採用黃氏【17】之投料法則及派工法則理念,針對同樣具備回流特性 之薄膜電晶體陣列製造環境,考量雙等級工單、製程規格能力與垂直鎖定機台限制建構 主生產排程模組,聚焦最小化黃光機台間之產能負荷差異,並以 Jackson Network 演算 法與非逐位性等候模式估算各等級產品生產週期時間、在製品數量與制定對應之派工與 投料法則。另外也提出最適產品組合/等級比例評選機制,運用資料包絡分析法(Data Envelopment Analysis, DEA)針對各項生產績效指標進行整體評估,決定最具優勢之產品 組合/等級比例。透過模擬結果顯示,其主生產排程模組與投料規劃可有效達成產出目標 提升整體生產效率。 李氏【16】提出兩混合整數規劃模式,針對晶圓製造廠發展「考量機群利用率差異 下區段基礎式週期時間估算法」與「產能利用率最大差異設定模組」,能夠快速調整出 合理之生產計劃模式,避免微影與蝕刻工作站內的機群利用率與工作站平均利用率差異 過大,導致通過微影與蝕刻工作站之產品生產週期時間產生大幅變異。驗證結果顯示, 其可有效作為考量製程規格能力與垂直鎖定機台下制訂主生產排程計劃之依據。 黃氏【21】提出在綁機與資源限制特性下針對半導體微影製程,以限制理論管理瓶 頸的觀點發展選單式法則,聚焦使各關鍵層微影機台在同一時間區間中避免加工相同層 次的工作,以減少產品因為光罩數量不足造成瓶頸所產生的損失。藉由研究結果顯示在 系統總產出,光罩衝突次數、光罩衝突時間、訂單達交率上皆有較佳之表現。
綜合上述文獻探討,可知在半導體或薄膜電晶體具微影製程之生產排程規劃相關研 究中,針對滿足製程規格能力與垂直鎖定機台限制之設計與是否能有效提升系統績效具 關鍵性角色,因此本文在發展薄膜電晶體陣列廠之生產現場排程時,也必須針對該二項 特性加以考量。進一步參考 Scheer【7】之規劃技術分類與根據莊氏【18】製程規格能 力與垂直鎖定機台文獻之彙整整合如表 2- 1。
表2- 1 製程規格能力與垂直鎖定機台之文獻彙整 [ 【18】及本文整理 ] 作者 規劃技術 【 7 】 製程 規格 垂直鎖 定機台 方法論 追求目標 特點 Toktay與 Uzsoy 【 4 】 網路流量問題 ◆極大化產出 ◆極小化生產變異 考量機台限制下設計短期生產規劃,雖 有機台加工能力限制但相同之料件於不 同機台上之加工時間仍然相同。 Chung 與 Huang 【 2 】 製程能力導向之負荷演 算法 (COLA) 相同製程規格能力機台之 負荷水準趨於一致 針對機台製程能力問題下,使機台間產 能負荷能趨於一致,以降低部分作業加 工延誤之情境。 黃氏 【19】 ◆ COLA 【 2 】 ◆網路指派法【 6 】 ◆機群負荷比例趨於一致 ◆在製品於黃光區各層級 別之生產週期時間均維持 穩定水準 ◆同時考量製程規格與垂直鎖定機台 ◆產品層級有區分為關鍵層與非關鍵 層。前者需特定於同一機台上進行加 工,後者則無此項限制。 黎氏 【20】 ◆投料法則 : ( 基礎 ) 雙界法 ◆派工法則 : ( 瓶頸 ) 最小餘裕法 ◆降低機台間負荷不均 ◆降低高光罩轉換率 ◆降低高重工率 ◆滿足交期率 針對綁機特性,考量系統與關鍵層第 一、二層之負荷,以確保當產品投入 時,易造成回流時某一層級發生產能負 荷過多之情形。 黃氏 【17】 數學模式 生產線平衡觀念 (Line Balance) ◆避免瓶頸工作站飢餓 ◆平衡各關鍵層之在製品 加速在製品流量最高之關鍵層區域,以 移至流量較低之關鍵層,進而達到生產 線平衡。
表2- 1 製程規格能力與垂直鎖定機台之文獻彙整 ( 續 ) 作者 規劃技術 【 7 】 製程 規格 垂直鎖 定機台 方法論 追求目標 特點 莊氏 【18】 ◆混合整數規劃模式 ◆等候理論 針對考量因素制定能快速 反應之主生產排程 採用 Line Balance 之派工法則理念,考 量雙等級工單、製程規格能力與垂直鎖 定機台限制建構主生產排程模組。 李氏 【16】 數學模式 兩混合整數規劃模式 避免微影與蝕刻工作站內 的機群利用率與工作站平 均利用率差異過大 「考量機群利用率差異下區段基礎式週 期時間估算法」與「產能利用率最大差 異設定模組」,可有效作為製程規格能 力與垂直鎖定機台下排程計劃之依據。 Akcalt 等 【 5 】 模擬方法 實驗設計 藉由模擬觀察微影作業之 製程特性對生產週期時間 之影響 經實驗結果可得鎖定機台指派對生產週 期時間有顯著影響,但彈性機台指派可 降低生產週期時間。 黃氏 【21】 網路模式 限制理論管理瓶頸的觀 點發展選單式法則 減少產品因為光罩數量不 足造成瓶頸所產生的損失 使各關鍵層微影機台在同一時間區間中 避免加工相同層次的工作,在系統總產 出,光罩衝突次數、訂單達交率上有較 佳之表現。
2.3 限制驅導式現場排程方法
2.3.1 限制驅導式現場排程與管理技術
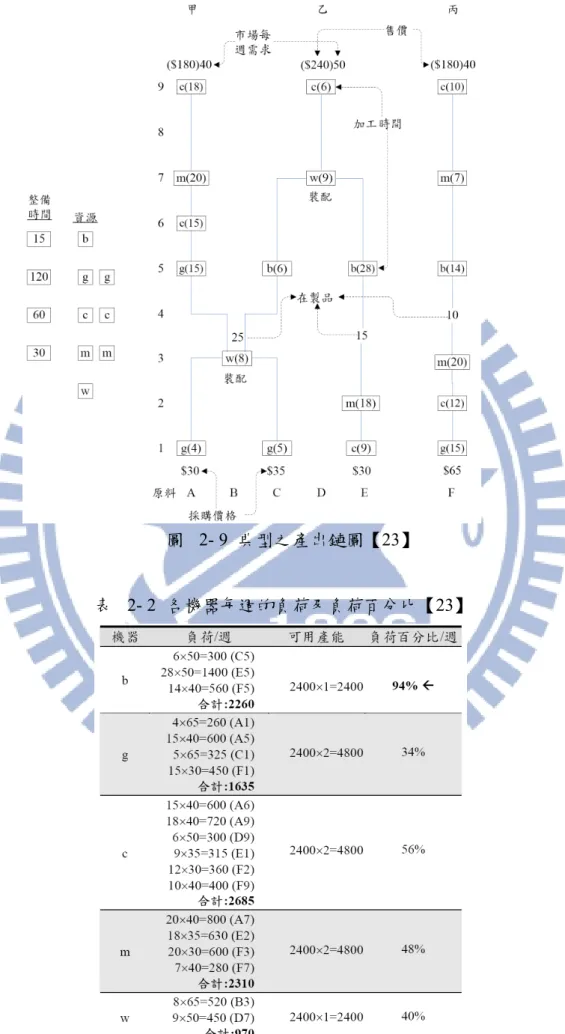
限制驅導式現場排程與管理技術(Drum-Buffer-Rope, DBR)是由高瑞博士 (Dr. Eliyahu M. Goldratt) 於1986年所提出的現場排程與管理技術,這是一套建立在限制理 論 (Theory Of Constraints, TOC) 管理哲學上的生產管理技術。 DBR 提出限制驅導節 奏(Drum)、緩衝 (Buffer) 與投料節奏 (Rope) 的觀念,將原本全廠資源的複雜性,簡化 為受限產能少數機台的單站 ( 限制 ) 排程問題。根據限制管理所提出解決實體限制或 持續改善有效產出的五個循環: 1. 確認系統的限制。 2. 決定如何充分利用系統的限制。 3. 系統全力配合步驟 2 之決策。 4. 提升 (Elevate) 系統的限制。 5. 如果限制在步驟 4 被打破,則重回步驟 1 ,而不要讓惰性成為系統的限制。 可引導工廠體質之持續改善,被視為一套直觀、可行且滿足現在與未來市場競爭環境 的生產管理機制【24】。 參考吳鴻輝與李榮貴【22】對限制驅導式現場排程與管理技術 [ 【 8 】【 9 】 【10】【11】等 ] 依據研究與推廣經驗彙整的結果為主,本文以下聚焦如何實際應用 本技術於複雜的生產環境簡介與重點歸納。 短期之現場 DBR 排程管理 因為現場之排程歸屬於生產系統中的短期性計畫,因此只需探討TOC循環中的前 三個步驟即可: 步驟一、確認系統的限制 由於TOC的管理思維均圍繞於如何充分利用系統的限制,因此正確找到系統真正 的限制是如何發揮 DBR 的重要與最根本的基石,另外生產現場比行軍隊伍來得複雜 許多,所以可以透過:繪製產出鏈 → 計算負荷產能比的方式來加以準確分析系統的 產能受限資源 (Capacity Constrained Resources, CCR) 。所謂產出鏈是指一個產品從投 料到產品完成之製程所需資源所組成的鏈,一個典型的產出鏈 ( 圖2- 9)主要由物料清 單(BOM)與加工途程組成,另外也包括了在製品存貨、產品價格、市場需求與材料成 本等資訊。透過產出鏈的表達搭配工廠資源的加工環境,對於機台之產能負荷分析
圖 2- 9 典型之產出鏈圖【23】
步驟二、決定如何充分利用系統的限制 確定了系統的限制後接下來即需設計 CCR 之限制驅導節奏(Drum),如何設計受 限產能的生產節奏是最主要的技術問題之一,不過由於最主要之目標考量在於以個案 之受限產能得到最佳利用,因此可以就滿足訂單交期或工廠最有利的角度來設計,例 如: (1) 瓶頸前之期初在製品,瓶頸產能不致浪費的排程優先 (2) 考量節省換線時間 (3) 考量配合料件排程 → 賺錢產品優先 (4) 期初在製品後排程選擇 → 賺錢產品優先 (5) 目標無法滿足時之抉擇 → 本週或未來更大有效產出 (6) 下週期初在製品之準備
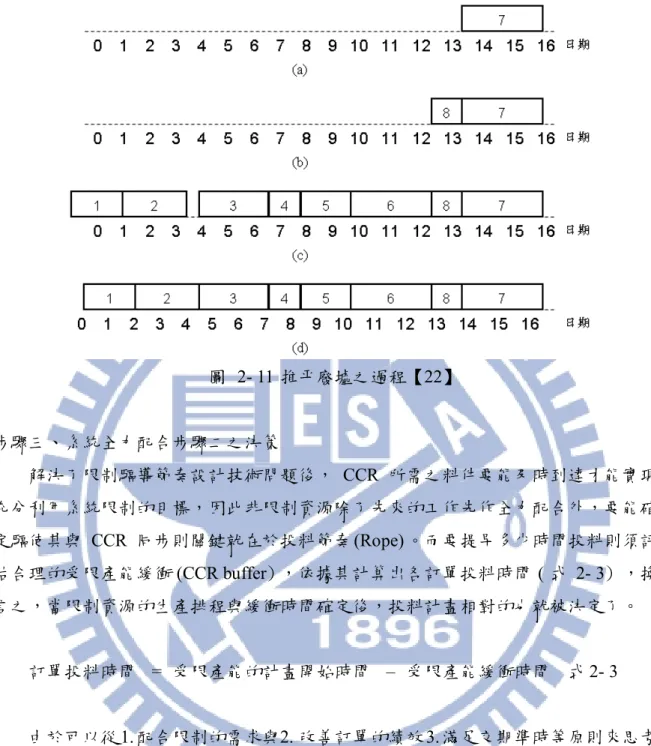
另外若為接單式生產型態 (Make To Order, MTO) 可以大致以兩階段來處理,第一 階段是先依據出貨緩衝 (shipping buffer) 計算出各訂單在受限產能之作業的計畫完成時 間 ( 式2- 1)與計畫生產時間 ( 式2- 2),若有發生產能負荷之重疊現象時,即進入第二 階段以交期較晚的訂單先排 ( 由後往前 ) 犧牲增加存貨的方式將負荷加以推平以滿足 訂單不容延誤的條件,若交期相同則大訂單者先排 ( 增加存貨少 ) 或不賺錢者先等。 訂單在受限產能的計畫完成時間 = 交期 – 出貨緩衝時間 式 2- 1 訂單在受限產能的計畫開始時間 = 計畫完成時間 – 作業時間 式 2- 2 如圖2-10所示,首先先不考慮產能可行性問題,只根據各訂單之交期在 CCR 先 行排出一個理想化排程,而由於某些訂單的負荷互相重疊,形狀很像一座半倒的城 牆,因此受限產能負荷評估的工作稱為堆廢墟 (Ruin) 。然後依據個案受限產能得到最 佳利用的觀念與法則來解廢墟上的資源重疊問題,如圖 2-11所示,將負荷予以推平。 圖 2- 10 受限產能負荷之可行性評估 - 廢墟【22】
圖 2- 11 推平廢墟之過程【22】 步驟三、系統全力配合步驟二之決策 解決了限制驅導節奏設計技術問題後, CCR 所需之料件要能及時到達才能實現 充分利用系統限制的目標,因此非限制資源除了先來的工作先作全力配合外,要能確 定驅使其與 CCR 同步則關鍵就在於投料節奏 (Rope) 。而要提早多少時間投料則須評 估合理的受限產能緩衝 (CCR buffer) ,依據其計算出各訂單投料時間 ( 式 2- 3) ,換 言之,當限制資源的生產排程與緩衝時間確定後,投料計畫相對的也就被決定了。 訂單投料時間 = 受限產能的計畫開始時間 – 受限產能緩衝時間 式 2- 3 由於可以從 1. 配合限制的需求與2. 改善訂單的績效 3. 滿足交期準時等原則來思考 非受限產能的管理,因此要大幅縮短製造時間以達成訂單績效除了「來什麼工作就做 什麼工作」的工作倫理外,如果從整體的需求來看,只要小批量而多換線剛好可以充 分利用多餘產能,則可以發揮非受限產能改善訂單績效之目的,此即所謂之移轉批量 (transfer batch) 。另外交期準時之要求屬於現場生產執行的控制面問題, DBR 現場 管理的控制技術為緩衝管理 (buffer management) ,如圖2-12所示,可以透過採取追 蹤、監視 ( 若「洞」出現於警示區 ) 或趕工、跟催、加班 (若「洞」出現於趕工區 ) 等合適行動來確保製令不被延誤。
圖 2- 12 緩衝區管理手法【23】 DBR 應用於較複雜的生產環境 由於生產環境的特性或製程上的差異, DBR 對諸如受限產能再回製、非受限產 能的負荷可行性評估、次受限產能的排程及受限產能漂移的管理等均有相對應的技 術,而以下則針對本文主要應用在薄膜電晶體陣列廠製造環境的部分作簡單的介紹。 (i) 受限產能再回製的限制驅導節奏設計: 所謂受限產能再回製的製程特性,是指一個產品的製造流程需要經過受限產 能站兩次或兩次以上的製程環境【22】。所以就限制驅導節奏的設計而言,在受 限產能再回製的前後作業間必須另有一間隔緩衝,以確保料件能於適當時間回流 (re-entrant)進行加工排程,且每次回製就要有對應之間隔緩衝。因此如前述之 限制驅導節奏設計可依以下修正後程序處理: 階段一 : 各訂單需使用受限產能的作業理想時段排出廢墟。 第 n 次受限產能計畫完成時間 = 訂單交期 – 出貨緩衝時間 式 2- 4 第 n 次受限產能計畫開始時間 = 計畫完成時間 – 作業時間 式 2- 5 第 n-1 次計畫完成時間 = 第 n 次開始時間 – 第(n-1)個間隔緩衝 式 2- 6 重覆至所有訂單完成。 另根據分析結果【22】以多個工件而言再回製前後作業最佳搭配方式如下: a. 當前作業時間大於後作業加工時間時,以最後一件到達時能準時開始加工 時間為後作業的參考點。 b. 當前作業時間小於後作業加工時間時,以第一件到達時能準時開始加工時 間為後作業的參考點。 由於案例 CCR 前後作業時間相同則進一步修正式 2- 6 為: 第 n-1 次計畫完成時間 = 第 n 次最後一件到達時間 – 第(n-1)個間隔緩衝 式 2- 7
階段二 : 以後推排程的觀念予以推平,但要注意再回製前後作業間要保持間隔緩 衝之時間。 階段三 : 最後再將其合理化,但合理化過程中依然要注意再回製前後作業間要保 持間隔緩衝之時間。 (ii) 受限產能多機: 受限產能多機台的產能負荷評估,其處理的步驟與單機是相仿的,唯一要修 正的是廢墟推平的法則,先決定訂單優先次序再選擇機台: Step1. 先決定訂單的優先次序: (1) 交期較晚的訂單先排 ( 由後往前推 ) 。 (2) 若交期相同,則負荷較大的訂單先排。 (3) 如果有兩張以上的訂單,其優先次序相同,則任意挑。 Step2. 再選擇機台的優先次序: (1) 能讓訂單排在廢墟理想時段的機台優先。 (2) 若訂單在廢墟的理想時段,各機台都已被佔用,則以訂單必須提早的時 間最少的機台優先。 (3) 如果有兩台以上的機台,其優先次序相同,則任意挑。 前述文獻探討中提及,在半導體或薄膜電晶體具微影製程之生產排程規劃相 關研究中,針對滿足製程規格能力與垂直鎖定機台限制之設計與是否能有效提升 系統績效具關鍵性角色。而針對此兩大特性本文則聚焦 DBR 受限產能負荷評估 於多機下的應用方式,亦即在選擇機台的優先順序時,將符合垂直鎖定機台與製 程規格能力之可用機台列為必要與優先限制。 2.3.2 限制驅導式排程相關文獻探討 由於限制驅導式現場排程及管理技術其著重於現場管理的思維與直覺式的排程技 術相對容易被應用在實務管理上,且根據研究【12】限制理論的發展,已由生產規劃 延伸到績效評估、供應鏈管理與行銷策略等範疇,隨著應用層面的擴大已有許多相關 文獻與學術探討,以下則針對其於排程方面有關文獻作進一步討論。 Chakravorty【13】利用模擬方式,聚焦以 DBR 排程方法針對零工式生產 (Job Shop) 環境下與修正無限負荷排程方法 (Modified Infinite Loading, MIL) 之績效比較, 結果顯示 DBR 運用以SPT (Shortest Processing Time)為基礎的派工法則時,相較MIL 排程方法在生產總成本、存貨成本、在製品數量及平均延遲時間等有顯著改善。
張氏【25】以限制理論為基礎運用系統模擬方法,聚焦比較不同排程法則對系統 的影響並進行敏感度分析,分別調查流程時間、訂單之平均遲交日、最大延遲日數與
資源利用率等衡量指標,在扣件 (Fasteners) 製造環境下之排程績效。根據模擬結果 TOC式排程法之在流程時間、平均交期延遲時間與最大延遲時數等雖不及 EDD
(Earliest Due Date) 排程法,然而在瓶頸資源利用率之績效表現則較佳。
Wu 等【14】同樣運用模擬方法針對家俱製造研究,聚焦應用 DBR 排程法與原 有排程法 (cutting approach) 之比較,並採用 1/2 倍前置期之緩衝設定,根據結果顯 示, DBR 排程法可獲得較早的完工時間(make-span)。
Schragenheim 等【15】針對流程製造產業 (process flow industry) 研究,同樣聚焦 應用 DBR 排程法與原有排程法之比較,考慮產能限制與市場需求並依據訂單的交期 決定限制資源的生產順序,目標在滿足訂單的最小延誤時間。除了提供明確可行的在 製品存貨降低策略與守則外,結果也顯示TOC提供並滿足了流程製造產業生產環境的 排程方法選擇。 鍾氏等【26】以 SLAMII 模擬三種產品、不同製程作業數,採用 EDD 派工法則 並以瓶頸前總加工時間加上固定寬放時間作為緩衝,聚焦滿足訂單的交期與資源最大 利用,且不同於一般 DBR 由後往前排而以前推方式排程,以解決當產能超載至排程 起點而無法再後推的情形。 吳氏等【27】提出修正的 DBR 排程方法,以半導體封裝廠為例針對其批量分 割、銲線 ( 瓶頸 ) 機台之負荷超出其他站別甚多、機台設置時間長短差異及變異大、 與前程製程具相依性等四大特性,解決現場排程彈性以及達成訂單交期的問題,並以 經驗值設定作為緩衝管理,結果顯示可提供現場進度掌控與改善方向的有效參考。 張氏等【28】則針對晶圓製造廠,以限制理論為基礎發展派工法則並運用模擬方 法,聚焦比較不同派工法則之系統績效,分別為 : FIFO 、 SIP (Shortest Imminent
Processing) 、SRP (Shortest Remaining Process)、 LN (Least Number of lots at the next queue) 、 RAN (At Random) 、 EDD 、 CR (Critical Ratio) 、 Slack 等,模擬結果顯示
DBR 在生產週期時間表現優於其他派工法則而僅次於 CR 法,另外在製程關鍵站之 在製品存貨降低能力也比其他派工方法較佳。所發展之 DBR 派工法同時考慮了受限 產能緩衝保護與非受限產能資源之機動供料,結果同樣顯示可提供晶圓製造廠有效之 排程需求。 林氏【29】透過以限制理論為基礎的派工法則改善,依以下的派工流程程序,聚 焦針對晶圓廠黃光區瓶頸機台於資源績效及非瓶頸機台於訂單績效作不同的管理: (1) 計算瓶頸 Stepper 各群組應保有的在製品量。 (2) 以個別機台作為派工考量。 (3) 非瓶頸機台以 CR 法作為派工的依據。
(4) 非瓶頸機台全力配合瓶頸機台。 (5) 瓶頸機台派工法以瓶頸產出最大為原則。 並經主要於實例公司投料、派工方法的實務驗證,結果同樣顯示瓶頸機台產出、 全廠生產週期及在製品的平均數、標準差皆優於驗證前之表現。 周氏【30】針對具回流生產環境文獻個案,採用結合 DBR 之派工觀念,並聚焦 利用Tabu Search求解以建立符合多績效指標的排程方法,透過初始解配合有效解集合 的概念以將作業排入適當的位置來進行鄰近解搜尋,最後再進行排程時間的合理化。 驗證結果顯示所提出演算法在最大完工時間、總流程時間 (Cmax) 、總延誤時間的多 目標系統績效優於傳統的 DBR 演算法,且求解過程更具效率。 諶氏【31】則以 Arena 模擬電子裝配廠流線型生產環境下,針對 DBR 與製程起 始站先排序法三種模式之系統績效比較,並聚焦以基因演算法搜尋移運子批量及其在 限制資源的排程順序簡化排程人員負擔,且其中將移運批量分為不等批批量與等批批 量兩種分割模式。所發展之限制資源先排序法採限制資源前以左推法、限制資源後製 程以右推法方式,模擬結果顯示相對在縮短總完工時間及總流程時間有顯著的效益。 綜合上述文獻探討,可知在各種製造生產環境下應用 DBR 相關之生產排程規劃 研究中,在績效上相較於其他排程技術或原有系統均有相當之改善效益,同時考慮其 易於導入現場之特點,本文在發展薄膜電晶體陣列廠之生產現場排程時,也因而選擇 DBR 並應用於實際製造現場。並如下將其相關之文獻彙整如表 2- 3 。
表 2- 3 限制驅導排程技術之文獻彙整 [ 本文整理 ] 作者 研究生產環境 研究方法或模式 研究主要結論或特點 Chakravorty 【13】 零工式生產 (Job Shop) ◆模擬方法。 ◆運用 DBR 結合以SPT (Shortest Processing Time) 為 基礎的派工法則。
相較修正無限負荷排程方法 (Modified Infinite Loading, MIL) 在生產總成本、存貨成本、在製品數量及平均延遲 時間等有顯著改善。 張氏 【25】 扣件製造 (Fasteners) ◆模擬方法。 ◆敏感度分析。 TOC式排程法之在流程時間、平均交期延遲時間與最大延 遲時數等雖不及 EDD (Earliest Due Date) 排程法,然而在 瓶頸資源利用率之績效表現則較佳。 Wu 等 【14】 家俱製造 模擬方法。 DBR 排程法與原有排程法 (cutting approach) 之比較結果 顯示, DBR 排程法可獲得較早的完工時間(make-span)。 Schragenheim 等【15】 流程製造產業
(process flow industry)
模擬方法。 應用 DBR 排程法與原有排程法之比較目標在滿足訂單的 最小延誤時間,結果顯示TOC滿足了流程製造產業生產環 境的排程需求。 鍾氏與 謝氏 【26】 SLAMII 模擬三種產品、 不同製程作業數 ◆模擬方法。 ◆運用 DBR 結合以 EDD 為基礎的派工法則。 發展前推方式排程,以解決當產能超載至排程起點而無法 再後推的情形。 吳氏等 【27】 半導體封裝廠 ◆案例實證。 ◆以經驗值設定緩衝。 針對半導體封裝廠批量分割、瓶頸負荷超出其他站甚多、 機台設置時間差異大、與前程製程相依性等四大特性,解 決現場排程彈性以及達成訂單交期的問題。
表 2- 3 限制驅導排程技術之文獻彙整 (續 )
作者 研究生產環境 研究方法或模式 研究主要結論或特點
張氏等 【28】
晶圓製造廠 模擬方法。
分別比較與 FIFO 、 SIP 、 SRP 、 LN 、 RAN 、
EDD 、 CR 、 Slack 等不同派工法則之系統績效,模擬 結果顯示 DBR 在生產週期時間僅次於 CR 法,另外在製 程關鍵站之在製品存貨降低能力也比其他派工方法較佳。 林氏 【29】 晶圓廠黃光區機台 ◆案例實證。 ◆針對晶圓廠黃光區瓶頸機 台於資源績效及非瓶頸機台 於訂單績效作不同的管理。 結果顯示瓶頸機台產出、全廠生產週期及在製品平均數、 標準差皆優於驗證前。 周氏 【30】 回流生產環境文獻個案 ◆模擬方法。 ◆運用 DBR 結合Tabu Search 求解多績效指標。 驗證結果顯示在最大完工時間、總流程時間、總延誤時間 的多目標系統績效優於傳統的 DBR 演算法,且求解更具 效率。 諶氏 【31】 流線型生產電子裝配廠 ◆模擬方法。 ◆運用 DBR 結合基因演算 法搜尋簡化排程人員負擔。 ◆發展採限制資源前以左推法、限制資源後製程以右推法 之限制資源先排序法。 ◆結果顯示在縮短總完工及總流程時間有顯著的效益。 本文 薄膜電晶體陣列廠 ◆案例實證。 ◆修正多機廢墟推平法則, 將垂直鎖定機台與製程規格 能力列為必要與優先限制。 ◆預計發展並改善以 DBR 為基礎的排程法則,以適用於 具有製程規格能力與垂直鎖定機台兩大特性之薄膜電晶體 陣列廠生產環境。 ◆預計在達交率上較驗證前有顯著的效益。
第三章 Array 瓶頸排程模式建構 3.1 生產環境介紹
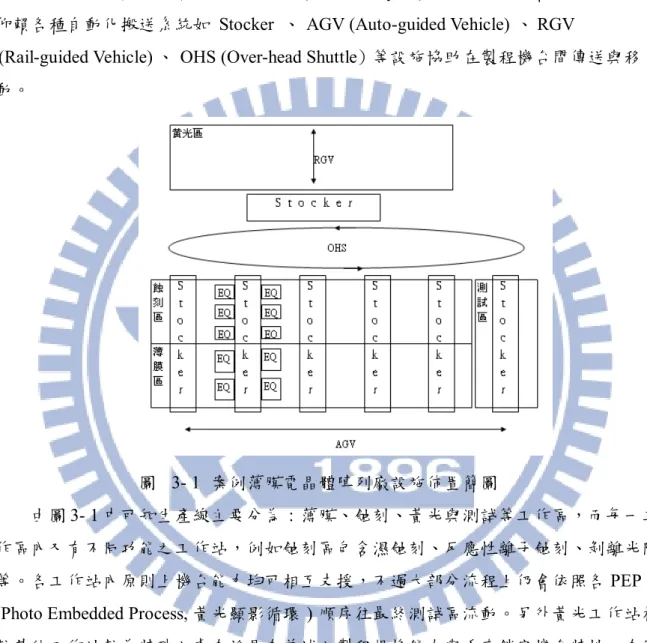
本研究案例為一薄膜電晶體陣列 5 代廠,以生產中小尺寸面板為主,其產品生命 週期短且多樣化,由於需滿足下游 Cell 製程開線時程,故將其界定為訂單式生產型 態。其設施佈置基本上屬於程序型佈置 (Process Layout),由於面板體積龐大,因此需 仰賴各種自動化搬送系統如 Stocker 、 AGV (Auto-guided Vehicle) 、 RGV
(Rail-guided Vehicle) 、 OHS (Over-head Shuttle) 等設施協助在製程機台間傳送與移 動。
圖 3- 1 案例薄膜電晶體陣列廠設施佈置簡圖
由圖 3- 1 中可知生產線主要分為 : 薄膜、蝕刻、黃光與測試等工作區,而每一工 作區內又有不同功能之工作站,例如蝕刻區包含濕蝕刻、反應性離子蝕刻、剝離光阻 等。各工作站內原則上機台能力均可相互支援,不過大部分流程上仍會依照各 PEP (Photo Embedded Process, 黃光顯影循環 ) 順序往最終測試區流動。另外黃光工作站相 較其他工作站較為特殊之處在於具有前述之製程規格能力與垂直鎖定機台特性,在實 際現場排程時需要進一步依產品區分為不同機群與限制。根據圖 3- 2 案例薄膜電晶體 陣列廠產出鏈所示,目前產品種類主要為10種,加工程序則主要可分為25個工作站, 其中製造途程主要為重覆 5 道黃光顯影循環且內部並無裝配流程。
另外各工作站中治具更換前置時間較長的有黃光站之光罩 ( 平均約需 1hr) 與測試 站之測試治具 ( 平均約需2hr) 。 TFT-Array 在全程加工過程中均以未切割前的大片玻 璃方式進行,因此必須以卡匣承載玻璃基板一起移動至下一站點,一個卡匣可承載28 大片玻璃基板,在製品明顯集中於 5 道黃光工作站前。至於產品以利潤等級 (1~6) 來 區分 (F1 > C1 > E1 > D1 = D2 > B1 = B2 > A1 = A2 = A3) 。 進一步分析目前生產需求目標 ( 負荷 ) 與現有可用產能比,如表 3- 1 所示黃光工 作站負荷達 99.2% 居冠 ( 產能受限資源 ) 。其他工作站接近一半以上站點負荷產能百 分比超過95%以上。 表 3- 1 案例薄膜電晶體陣列廠各工作站每週負荷
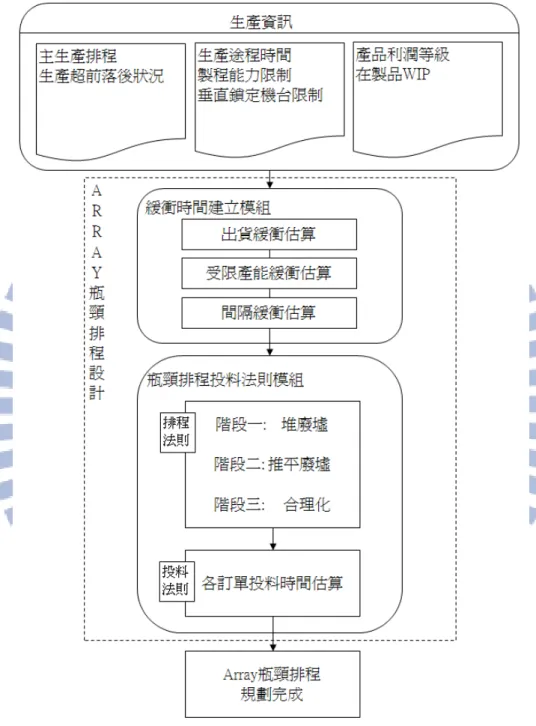
3.2 排程模式整體架構
圖 3- 3 虛線部分為 Array 瓶頸排程設計之模組邏輯架構圖,包含兩模組 : 緩衝時 間建立模組與瓶頸排程法則模組。
3.3 TFT-LCD Array 各項緩衝時間之建立
根據表 3- 2 本研究將以各工作站平均 cycle time 作為 DBR 排程各項緩衝時間: 1. 出貨緩衝估算:
出貨緩衝時間 = 總平均cycle time –第 n 次黃光完成平均 cycle time 式 3- 1
案例出貨緩衝時間等於總平均cycle time 119.94hr減去 PEP5 黃光完成平均 cycle time 99.46hr 等於 20.48hr 。
2. 受限產能緩衝估算:
受限產能緩衝時間 = 第 1 次黃光完成平均 cycle time – 黃光作業時間 式 3- 2
案例受限產能緩衝時間等於 PEP1 黃光完成平均 cycle time 17.11hr 減去黃光作業 時間 0.75hr 等於 16.36hr 。 3. 間隔緩衝估算: 由於受限產能具製程再回製特性,若第 n-x 次黃光需回到第 n-x-1 次黃光工作 站,則間隔緩衝可以下式表示: 第 n-x-1 次間隔緩衝時間 = 第 n-x 次黃光完成平均 cycle time – 第 n-x-1 次黃光完成平均 cycle time – 黃光作業時間 式 3- 3
以PEP4~PEP5為例,黃光間隔緩衝時間等於 PEP5 黃光完成平均 cycle time 99.46hr 減去 PEP4 黃光完成平均 cycle time 80.99hr ,再減去黃光作業時間 0.75hr , 等於 17.72hr 。
同理,PEP3~PEP4黃光間隔緩衝時間等於 PEP4 黃光完成平均 cycle time 80.99hr 減去 PEP3 黃光完成平均 cycle time 61.47hr ,再減去黃光作業時間 0.75hr 等於
18.77hr 。
由於案例之薄膜電晶體陣列廠產品普遍在 PEP3 與 PEP5 有垂直鎖定機台限制,因此 需在PEP4~PEP5緩衝時間 17.72hr 加上PEP3~PEP4緩衝時間 18.77hr ,再補加一次黃 光作業時間 (PEP4) 0.75hr ,計算結果PEP3~PEP5黃光間隔緩衝等於 37.24hr 。
3.4 主生產排程轉換為內部訂單產出目標 在討論瓶頸製程排程法則之前必須先討論 TFT-Array 的「訂單」。本應用案例光 就薄膜電晶體陣列廠內部流程範圍而言是無實體外部訂單的,然而實際上 TFT-LCD 面板的最終端客戶所下實體訂單在本案例已由後段往前段製造流程逐步轉化為 TFT-Array 主生產排程 ( 內部訂單 ) 。 然而如何轉換 TFT-Array 主生產排程為內部訂單資料 ? 由於薄膜電晶體陣列廠之 生產平均 cycle time 為 5 天且達交率指標 CLIP2每週結算一次,因此每次規劃時考慮 最近 7 天的主生產排程。然而每筆內部訂單數量又將如何作切割?依經驗主要以 1 日 之產出目標作為訂單數量切割之依據,理由有三:一為黃光更換產品即使不需搬動光 罩但光罩切換時間每次也會損失約 6 分鐘、二為本案例固定每日會重新檢視一次瓶頸 排程以反映最新生產超前或落後狀況故以日為單位檢討訂單、三則是案例在製品移轉 的最小批量其實可計至一個卡匣 (28 大片 ) 因此現場尚有機動調整數量的空間。 根據上述的作法,主生產排程 (Output) 可轉換為表 3- 3 的格式。以 7 月 1 日為 例,可以拆成 8 筆訂單。同樣地,接下來的 7 月 2 日至 7 月 7 日也可轉換為另外的48 筆訂單, 7 日總共56筆訂單。 表 3- 3 案例薄膜電晶體陣列廠主生產排程 (Output) 2
CLIP (Confirmed Line Item Performance, 符 合 確 認 時 程 或 數 量 的 項 目 數 ) , CLIP 值 愈 大 表 示 在 生 產 部 門 之 及 時 (in time) 完 成 訂 單 需 求 之 比 例 愈 高 , 在 本 文 案 例 薄 膜 電 晶 體 陣 列 廠 中 作 為 達 交 率 衡 量 指 標 。
3.5 瓶頸排程法則與配合瓶頸之投料法則
圖 3- 4 為本研究案例薄膜電晶體陣列廠瓶頸排程流程,進一步說明如下 :
步驟一、確認系統的限制。 (1) 繪製系統的產出鏈。 (2) 計算負荷產能比分析產能受限資源: 由表 3- 1 得知案例薄膜電晶體陣列廠各工作站之負荷產能比與順序,故針對百分 比最高之黃光工作站來設計限制驅導節奏 (Drum) 。 步驟二、決定如何充分利用系統的資源。 階段一、堆廢墟: 以 7 月 1 日至 7 月 7 日的訂單 (#01~#56) 為例,依據緩衝時間建立模組所估 算之出貨緩衝與間隔緩衝進行進一步之訂單理想完成與開始時間規劃如表 3- 4 。 例如第一筆 A1 產品訂單 (#01) 交期為 7 月 2 日早上 07:00 ,根據式 2- 4 減去 出貨緩衝 20.5hr 可得黃光 PEP5 理想完成時間為 7 月 1 日早上 10:31 ,另外減去 加工數量 1,008 大片所需的 23.8hr 可得 PEP5 理想開始時間為 6 月30日早上 10:42 。而 PEP4 理想完成時間則由 PEP5 理想完成時間扣掉最後一件加工時間 0.75hr 後再前推 4th 間隔緩衝 17.72hr 為 6 月30日下午 16:03 ,並且同樣減去加 工所需之 23.8hr 可得 PEP4 理想開始時間為 6 月29日下午 16:14 。接下來一樣循 環式 2- 7 與式 2- 5 可依次推導PEP3~PEP1之黃光排程,完成 1 筆訂單後並重新評 估下 1 筆訂單至所有訂單完成,最後以圖 3- 5 的方式加以表示堆廢墟的結果。 階段二、推平廢墟: (1) 案例就工廠最有利的角度來滿足訂單合理化排程時間規劃法則為: i. 交期較晚的訂單先排 (CCR 加工時間軸由後往前排 ) 。 ii. 交期相同則大訂單先排。 iii. 利潤等級較差之訂單先排。 iv. 考量減少換線 ( 若需搬動光罩之機台最後考慮 ) 。 (2) 有垂直鎖定機台限制連同回流前後作業同機台一次排完。 (3) 有製程規格能力限制只能選可用機台。 首先實例說明 (1) ~ (3) 作法,先安排交期為 7 月 8 日早上 07:00 的 A1 產品 訂單 (#48) ,如表 3- 5 所示由於製程規格能力的限制只能選擇 EQ06 、 EQ13 、 EQ15 排入 PEP5 作業 ( 先選 EQ13) ,而案例之產品普遍在 PEP3 與 PEP5 有垂 直鎖定機台限制,因此 A1 產品 PEP3 作業也要一起排入 EQ13 並保持間隔緩 衝。之後依序排入產品 A3 、 B1 、 B2 、 Á2 、 F1 、D1 ( 利潤大於 E1) 、
E1 與 D2 ,其作業機台則是選擇 EQ10 、 EQ14 、 EQ09 、 EQ19 、 EQ07 、 EQ17 、EQ10 (接著 A2 排 ) 與 EQ16 ,結果如圖 3- 6 所示。
圖 3- 6 案例推平廢墟考慮 PEP3/5 綁機與間隔緩衝 (4) 訂單能排在廢墟理想時段機台優先排。 (5) 訂單必須提早時間最少機台優先排。 (6) 兩台以上優先次序相同任意挑。 (7) 重覆至所有訂單完成: 再循環 (1) ~ (6) 重覆至所有訂單完成。 以上依照 (1) ~ (7) 的推平廢墟法則即可循序判別各個訂單配置在可用機台的 完整作業排程,以 EQ10 作為例子推平廢墟的步驟如圖 3- 7 所示: 圖 3- 7 黃光 EQ10 推平廢墟之過程
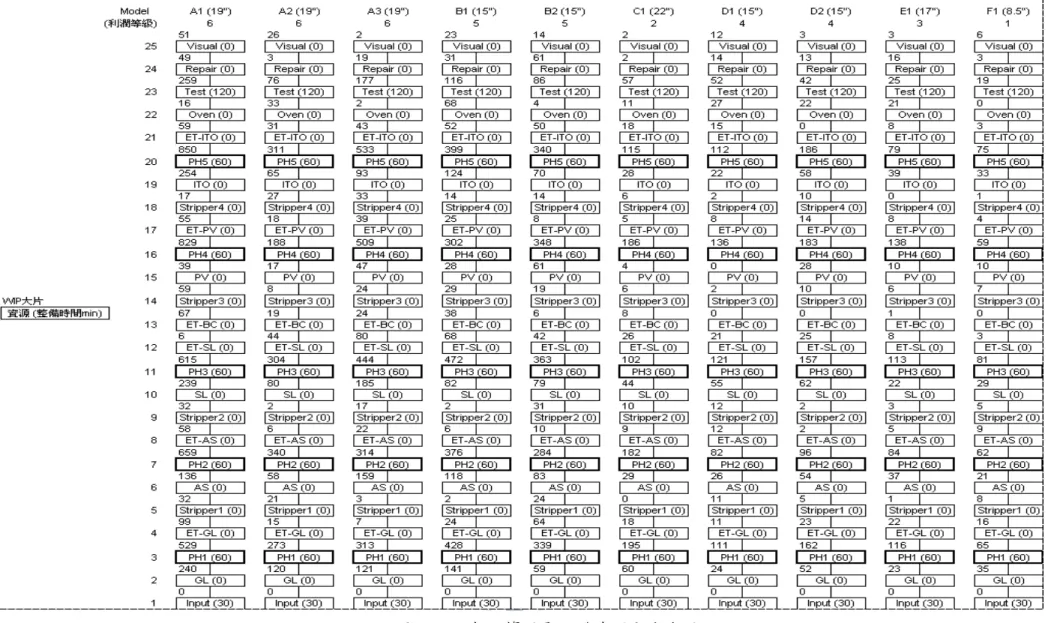
階段三、合理化: (1) 修正當日出貨數量 ( 超前或落後 ) 。 (2) 合理化保持間隔緩衝。 上述階段一至階段三的實施方法已可將 CCR 驅導節奏(Drum)有效率地加以 規劃,案例 Array 瓶頸排程的結果請另參見附錄附表 A1- 1 ,以交期為 7 月 6 日 早上 07:00 的 B1 產品訂單 (#35) 為例彙整如圖 3- 8 所示,先在 EQ08 進行
PEP1 作業後再於 EQ18 進行 PEP2 作業,接著在 EQ11 進行 PEP3 作業後再於 EQ04 進行 PEP4 作業,最後再回流至 EQ11 進行 PEP5 黃光作業,各道間均保 持間隔緩衝並且最後亦保留出貨緩衝時間。 圖 3- 8 案例 Array 瓶頸排程結果 ( 訂單 #35 為例 ) 步驟三、系統全力配合限制利用的決策。 (1) 期初在製品找貨優先後推。 (2) 依據 CCR buffer 計算各訂單投料時間。 (3) 非限制資源先來的工作先作。 步驟三須依據緩衝時間建立模組所估算之受限產能緩衝進行進一步之訂單投料時 間規劃,直接套用式 2- 3 估算訂單投料時間並由 PEP1 黃光工作站限制驅導節奏決定 投料節奏。以 7 月 7 日的訂單 (#48~#56) 為例,訂單理想投料時間規劃如表 3- 6 ,例 如 A1 產品訂單 (#48) PEP1 計畫開始時間為 7 月 3 日凌晨 0:21 ,則減去受限產能緩衝 時間 16.36hr 可得投料計畫開始時間為 7 月 2 日早上 7:59 ,另外加上投入訂單數量 1,008 大片所需的 6.4hr 可得投料計畫完成時間為 7 月 2 日下午 14:23 ,完成 1 筆訂 單後再評估下 1 筆訂單至所有訂單完成。並且此處同樣應用了堆廢墟與推平廢墟的原 則,根據此作法案例投料排程的結果則如圖 3- 9 所示。
表 3- 6 案例投料計畫時間彙整表
第四章 實例驗證 根據前一章所發展的法則,輔以巨集開發之基本工具,以及必要之教育訓練,於 九月中開始導入至案例生產現場。改善前後結果之比較與效益分析如下。 4.1 結果比較與分析 4.1.1 案例薄膜電晶體陣列廠達交率趨勢分析 收集案例薄膜電晶體陣列廠 Q3 ~ Q4 之主生產排程達交率 CLIP 資料加以分析趨 勢,細節請另參見附錄附表 B1- 1 ~ 附表 B1- 6 ,彙整如圖 4- 1 所示,以改善前 (W227~W237) 、改善後 (W238~W252) 分組來比較,對於主生產排程目標之平均週 ( 當月累計目標 ) 達交率,案例薄膜電晶體陣列廠實際績效由 64.2% 成長到 86.4% , 提升了 22.2 個百分比 ( 代表10支產品中比過去平均增加 2.2 支產品,平均有 8.64 支產 品可達成生產目標 ) 。 圖 4- 1 案例薄膜電晶體陣列廠Q3~Q4排程達交率 CLIP 趨勢圖
4.1.2 達交率改善顯著性統計檢定分析
進一步以基本統計工具加以檢定前述之改善結果與改善前是否有顯著差異,參考 附錄附圖 C1- 1 Hypothesis Testing Roadmap 【38】,以下列檢定程序逐步確認: 1. 常態測試—群組資料 (W227~237) & 群組資料 (W238~W252) : 首先對改善前後兩組達交率數據檢定其分別是否為常態以利後續檢定方式判斷。 圖 4- 2 TFT Array 排程達交率常態檢定 (Minitab): 導入改善前 圖 4- 3 TFT Array 排程達交率常態檢定 (Minitab): 導入 DBR 現場排程後 如圖 4- 2 、 4- 3 所示兩者檢定結果p-value分別為 0.853 與 0.096 均大於 0.05 ,無 法拒絕資料為常態,可以 2-sample t 檢定平均數是否顯著差異 (須先確認變異數 ) 。
2. 二元變異數檢定—群組資料 (W227~237) & 群組資料 (W238~W252) :
如圖 4- 4 所示,在檢定確實有顯著改善前,須先確認兩者變異程度是否一致。
圖 4- 4 TFT Array 排程達交率變異數檢定 (Minitab): 導入前後 CLIP 比較
檢定結果 F-Test p-value為 0.033 小於 0.05 ,拒絕 H0 故兩者變異數有顯著差異。
3. 2-sample t 檢定—群組資料 (W227~237) & 群組資料 (W238~W252) :
經過上述必要之前置統計資料檢定後,則針對改善前後之平均達交率進行檢定。
圖 4- 5 TFT Array 排程達交率 2-sample t 檢定 (Minitab): 導入前後 CLIP
如圖 4- 5 所示,檢定結果p-value為 0.003 小於 0.05 ,拒絕 H0 故表示兩者平均數 有顯著差異。
因此除了觀察其 DBR 現場排程導入後案例 TFT-LCD Array 的出貨達交率有提升 且穩定的趨勢外,同時依據檢定結果也進一步證實,達交率較過去確實有顯著改善。
4.2 案例薄膜電晶體陣列廠總產出趨勢分析 案例薄膜電晶體陣列廠應用 DBR 為基礎發展的現場排程後,根據TOC的管理核 心,由於目標在於使產能受限資源依照驅導節奏發揮最大的效能,因此本研究可以推 論,除了上述的個別產品達交率外,在系統的總產出應該也會因瓶頸資源效能發揮到 最大,在導入後比改善前有一定之成長與提升。同樣細節參見附錄附表 B1- 1 ~ 附表 B1- 6 之產出資料,透過彙整如圖 4- 6 所示,以改善前(7~9月 ) 、改善後(10~12月 ) 分組來比較,對於月總產出數量 ( 已均平準化為30天基準 ) ,案例薄膜電晶體陣列廠 實際績效由平均 118,390 大片成長到平均 124,528 大片,提升了 5.2 個百分點,以歷 史產能提升經驗來看,亦頗具成效 ( 過去每年目標挑戰10個百分點,而本次現場排程 改善至此約 3 個月餘即達 5.2 個百分點 ) 。 圖 4- 6 案例薄膜電晶體陣列廠 Q3~Q4 Output 趨勢圖
第五章 結論與未來研究方向 5.1 結論 TTFT-LCD 製造程序薄膜電晶體陣列黃光區機台生產存在製程規格能力與垂直鎖 定機台限制兩大特性,使得現場派工更加複雜,加上本研究案例之生產現場派工仍然 採用大量人工作業,更加容易因未考慮瓶頸製程的現在及未來負荷或未協調非瓶頸製 程全力配合瓶頸製程,而產生如瓶頸工作站內機台負荷不均與非瓶頸機台成為暫時性 瓶頸,造成出貨達交率不佳。由於 DBR 的管理思維,是將原本全廠資源的複雜性, 簡化為受限產能少數機台的單站 ( 限制 ) 排程問題,且已針對受限產能再回製與多種 受限產能,發展出解決之道因此本文嘗試將其導入至研究案例。 為達成上述研究目的與動機,本文以「 TFT-LCD Array 各項緩衝時間之建立模 組」「瓶頸製程排程法則與配合瓶頸製程之投料法則建立模組」共同架構出可行之現 場排程,透過三個主要步驟:確認系統的限制、決定如何充分利用系統的限制、系統 全力配合限制利用的決策並依序克服實際應用面所必須的調整,進而將之運用於製造 現場。 最後經由第四章實例驗證顯示,達交率由 64.2% 成長到 86.4% 且依據檢定結果進 一步證實改善效果確實為顯著,同時月總產出提升 5.2% 以經驗來看亦頗具成效。 5.2 未來研究方向 由於本研究案例達交率改善後成長至 86.4% ,尚有挑戰的空間,根據發展與應用 DBR 現場排程於生產現場過程中的經驗,本研究認為尚有值得後續研究之方向整理 如下: 一、由於本案例薄膜電晶體陣列廠針對現場排程的改善尚在發展當中,對於量測系統 能力、運輸系統能力、系統支援能力 ( 如人員與軟體 ) 、各機台生產速度均視為無差 異或能力為充足。是否宜增加列入考量以更貼近實務,亦或進一步可以與S-DBR等更 強調簡單與效能的排程管理方法,針對 TFT-LCD Array 複雜的生產環境驗證其績效優 劣。 二、另由於本案例薄膜電晶體陣列廠僅針對負荷產能百分比最高之單一工作站來設 計,觀察其他工作站負荷情形同時可以知道,以25個站點來算接近一半以上站點負荷 產能百分比超過95%以上,又生產現場的變化 ( 如保養、實驗、當機、 …) 現場排程 中未另外排入,但依歷史經驗屬於達交率與總產能損失的主因之ㄧ,因此若能針對受 限產能的漂移問題深入發展將更貼近實務。

![表 2- 3 限制驅導排程技術之文獻彙整 [ 本文整理 ] 作者 研究生產環境 研究方法或模式 研究主要結論或特點 Chakravorty 【13】 零工式生產 (Job Shop) ◆模擬方法。 ◆運用 DBR 結合以SPT (Shortest Processing Time) 為 基礎的派工法則。](https://thumb-ap.123doks.com/thumbv2/9libinfo/7536421.120506/32.1263.96.1178.132.816/本文整理研究生研究方研究或特點零工式生◆模擬方法Shortest為法則.webp)