行政院國家科學委員會專題研究計畫成果報告
晶圓廠整體設備效能提昇與管理系統(2/2)-總計畫
Enhancement and Management Systems for
Overall Equipment Effectiveness of Wafer Fabs
計畫編號: NSC 89-2212-E-002-039
執行期限: 88 年 8 月 1 日至 89 年 7 月 31 日
主持人: 周雍強
ychou@ccms.ntu.edu.tw
國立台灣大學工業工程所
一、中英文摘要
晶圓廠的資本需求龐大,是資本密集的製造系 統,生產績效的表現直接影響到企業經營績效,但是 生產設備的有效使用率一般不到 50%,因此提升設備 有效使用率是一個重要研究領域。晶圓廠設備效能損 耗的原因主要是設備速率或負載損失、設定轉換、機 台閒置、品質損失、設備維修、測試晶片佔用等。針 對這些損耗的原因,本計畫探討設備監看、預防保 養、工作區排程、設備組態設計、設備運用等方面的 效能提昇策略與方法。 本年度是本計畫的第二年。三個子計畫在第一 年的成果分別為: 子計畫一:產能規劃的分析方法、產能計算模式、機 台組態規劃方法 子計畫二:叢聚式機台的效能分析及工作排序工具 子計畫三:設備之健康指數與預防保養模式 本年各子計畫以第一年的成果為基礎,作更進一步的 研究,成果為: 子計畫一: l 機台組態與運作狀態的優化方法 l 產品組合規劃方法 l 一個決策軟體系統 子計畫二: l 設計與實作少量多樣生產環境的排程 VLSI 晶 片 l 完成以統計製程管制為基準的方法作為產流 監看機制的可行性探討。設計出生產速率控制 策略,並以馬可夫模型加以分析 l 完成以排序優化模擬來動態選擇派工法則的 初步方法設計與可行性探討 l 研究出分析方法來對有迴流之生產線上等比 例機台產能分配方法加以分析 l 以交單承諾服務為例,展現了所設計的動態製 造服務提供機制 子計畫三: l 動態預防保養排程計畫 關鍵詞:設備整體效能、晶圓廠模擬、晶圓廠排程、 組態設計、預防保養、保養排程 Abstr actThe major categories for equipment effectiveness loss are speed loss, equipment setup, equipment idleness, unsatisfactory product quality, unscheduled downtime, and test wafers. The goal of this project is to develop methodologies, tools, and a management system for enhancing overall equipment effectiveness of wafer fabs. Methods for enhancing equipment effectiveness in the areas of equipment monitoring, dynamic preventive maintenance, job dispatching, tool scheduling, machine assignment, tool portfolio design, and OEE analysis and management are investigated in this project. This is the second year of a 2-year research project. The preliminary results for the first year include: (subproject I) capacity analysis, capacity models, resource portfolio planning methods, (subproject II) analysis and sequencing methods for cluster tools, and (subproject III) equipment health indices and prognosis models. The achievements of the second year are:
Subproject I:
l Optimization of resource portfolio and operating conditions
l Product mix planning method
l A decision software system Subproject II:
l Designed, implemented and tested a VLSI chip for Job Shop Scheduling
l Designed and analyzed (1) statistical-process-control-based schemes for production flow monitoring, and (2) production rate control policies for a single-machine, failure prone system
l Designed and assessed an ordinal optimization-based simulation approach for dynamic selection of scheduling rules
l Developed a method for proportional machine allocation over a reentrant line
l Demonstrated the feasibility of dynamic manufacturing service provisioning
Subproject III:
Keywor ds: Overall equipment effectiveness, resource portfolio planning, machine assignment, VLSI chip design, equipment monitoring, preventive
maintenance
二、計畫緣由與目的
半導體產業目前正遇到「資本效率」方面的一個 新挑戰。一座 200 mm 晶圓廠的投資約在 10 到 20 億 美元,其中機器設備的成本約佔 75%至 85%,而 300 mm 晶圓廠的資本需求約在 20 至 30 億美元。晶圓廠 一般設備的平均有效使用率只有 50%[1],當晶圓廠 資本需求持續地增加,許多廠商將沒有能力負擔新世 代晶圓廠的重置成本,因此「資本效率」的提昇不僅 攸關半導體產業未來成長的趨勢,對個別廠商而言, 提昇設備生產力更可以顯著降低製造成本,創造獨享 的競爭優勢。 為 了 維 持 過 去 生 產 力 的 成 長 趨 勢 , 美 國 SEMATECH 的成員廠商共同進行一些先期研究工 作,規劃出未來研究發展的需求。這項工作歸納出過 去生產力成長的四個主要因素:線路微縮、晶圓尺寸 增大、良率改善、以及設備生產力 [1, 2]。圖(一﹚ 是這四個因素的個別趨勢圖,其結論是:設備效率有 最大改進的空間。並且如果要保持過去生產力改進的 速率不變(粗黑線),設備生產力的改善必須維持每 年 9 至 15%的速率。相較之下,由於基準已高,晶圓 尺寸增大和良率改善的年增率在未來可能只有 1 至 2%;線路寬度則維持在 12 14%的年降率。 設備整體效能的損耗原因很多,涵蓋機台、製 程、生產管理、工廠組態設計等領域。晶圓廠內由產 品、製程、機台及運作方法不斷更新所帶來的多樣性 往往導致許多變異性,增加了效能損耗的複雜度。本 計畫針對工廠系統、作業區、個別設備等四個大方 向,由宏觀至微觀,分三個子計畫進行:(1)
晶圓廠組態設計與設備運用: 周雍強(2)
工作單元設備效能導向之作業排程: 張時中(3)
半導體設備監看與預防保養: 陳正剛、郭瑞祥 圖一:半導體製造生產力趨勢與研究需求三、研究方法
針對設備整體效能損耗的各項類別,各子計畫 的研究範圍列舉在表(一)。子計畫(一)與(二) 是以工廠層次系統為改進目標。子計畫(一)之重 點在整廠製造資源組態與非即時性(non real-time)的 機台運用決策;子計畫(二)則以工作區(work area) 與叢聚式機台的即時性生產排程與派工決策為重 點。子計畫(三)之目標在發展設備監看的方法以 及根據設備狀態而定的動態預防保養決策。這三個 子計畫廣泛涵蓋由工廠系統到個別設備、由中期決 策到即時決策的「設備整體效能」提昇方法。 圖(一)是子計畫(一)的研究工作的架構與重 點。本計畫首先研究產能的分析方法與計算模式。其 次,利用精準的產能模式,發展機台組態的規劃方 法。由於能滿足多元績效要求的機台組態有很多個, 因此,本計畫又以效用理論發展決策方法。研究的方 法是(1)工廠訪談,分析問題,(2)發展數學運 算模式,(3)開發軟體決策系統。產能分析方法
組態設計方法
決策理論
圖一︰子計畫一的研究工作的架構 子計畫二針對晶圓廠機臺工作順序及工作單元 內晶圓派工的排程問題,進行生產控制方法研究。工 作項目包含排程晶片的設計與實作、單站隨機產流控 制之研究、序列式最佳化方法的應用開發、等比例分 配機台產能的生產控制方法,以及半導體專製廠交單 承諾服務建立之研究。 子計畫三第二年計畫的目的是以第一年發展出 的機台監看技術為基礎,研究設備動態預防保養的排 程方法。由於設備監看是及時的且其系統的健康狀況 一直不間斷地被估測,這些資訊可以被利用來建構一 不斷更新的設備可靠度模型,並據以發展及時的主動 式預防保養規劃方法。四、結論與成果(計畫結果自評)
子計畫(一):晶圓廠組態設計與設備運用
本 計 畫 除 了 發 展 規 劃 設 計 方 法 之 外 , 還 利 用 Microsoft Visual Basic 與言語 Access 資料庫系統實作 軟體決策系統,主要成果有: w 晶圓廠靜態產能模式 w 晶圓廠等候限產能模式 w 機台組態設計方法 w 產品組合規劃方法 w 機台組態與運用的決策理論w 機台組態設計的軟體決策系統 本子計畫完成機台組態的規劃程序與方法。首先利用 靜態產能模型找出滿足產品需求數量之最小機台數 量,作為組態的起始解,其次,利用排隊理論產能模 型評估起始解的產品產出、機台使用率與流程時間週 期等績效指標,再依特定生產績效指標,如生產週 期,由起始解進行組態改善,並產生一系列的解(圖 二)。這些解構成一個解答空間,最後利用決策理論 配合投資成本來決定最佳解(圖三)。本子計畫已經 完成兩篇國際研討會論文[5,6],以及兩篇期刊論文 [7,8],另外兩篇期刊論文與兩篇國際研討會論文已 經完成初稿。 134 137 140 143 146 500 1000 1500 Cycle Time C ost A C B
圖二:機台組態的解空間
0.97 0.98 0.99 1 1.01 1.02 Throughput Cycle Time a c b圖 三:不同機台組態下之最佳操作點
子計畫(二):工作單元之作業排程
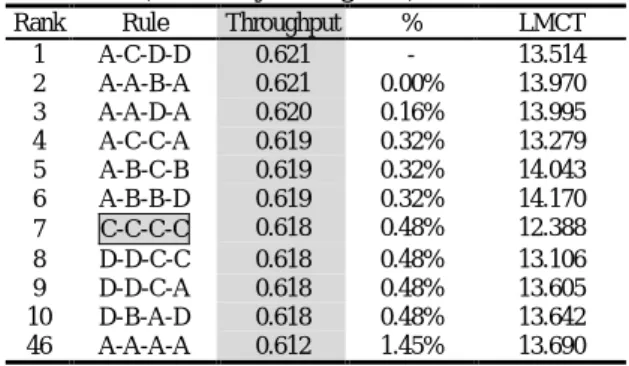
本子計畫發表 9 篇研討會論文,另完成兩篇期刊 論文初稿[7-17],其他具體成果如下: l 設計與實作少量多樣生產環境的排程 VLSI 晶片 l 完成以統計製程管制為基準的方法作為產流監看 機制的可行性探討。設計出生產速率控制策略, 並以馬可夫模型加以分析 l 完成以排序優化模擬來動態選擇派工法則的初步 方法設計與可行性探討 l 研究出分析方法來對有迴流之生產線上等比例機 台產能分配方法加以分析 l 以交單承諾服務為例,展現了所設計的動態製造 服務提供機制 表一是動態選擇派工法則的部份模擬結果,驗證這個 方法確實比固定的排工法則能得到更好的結果。 Table 1: Dynamic Rule Selection under EngineeringHolds (ranked by throughout)
Rank Rule Throughput % LMCT
1 A-C-D-D 0.621 - 13.514 2 A-A-B-A 0.621 0.00% 13.970 3 A-A-D-A 0.620 0.16% 13.995 4 A-C-C-A 0.619 0.32% 13.279 5 A-B-C-B 0.619 0.32% 14.043 6 A-B-B-D 0.619 0.32% 14.170 7 C-C-C-C 0.618 0.48% 12.388 8 D-D-C-C 0.618 0.48% 13.106 9 D-D-C-A 0.618 0.48% 13.605 10 D-B-A-D 0.618 0.48% 13.642 46 A-A-A-A 0.612 1.45% 13.690 由於晶圓廠排程問題的計算規模太大,利用硬體晶片 來加速計算速度是一個可以嘗試的策略。圖四是整個 排程系統的架構,這個架構包含軟體與硬體晶片。圖 五是本子計畫所設計並實作的排程 VLSI 晶片。 Micro-controller LRNN Chip Output to PC
Data and Sequence
Control Signals Subproblem Solutions
User interface, Heuristics & Hardware interaction
Μ Μ
Input from PC Software
Hardware
LRNN Chip
圖四:
Overall system architecture圖五:
排程 VLSI 晶片子計畫(三):半導體設備監看與預防保養
本子計畫發展出及時的主動式預防保養規劃方 法,並有兩篇研討會論文。
Suppose the equipment data is acquired at scheduled sampling time
∆
,
2
∆
,
3
∆
,
Λ
,
m
∆
,
Λ
, where ∆ is a constant time interval. At these specific time points, a PM decision (to perform a PM or do nothing) is also made. Since the health state transition probabilities are age-dependent, Φ(m+1) can be only calculated from Φ (m) using the age-dependent model presented in the previous report: ) 1 ( ) 1 ( ) ( ) ( ) ( =Φ ⋅Φ + Φ + − Φn m m m Λ m nDenote the expected cost per unit time as µ.. Given a health index state sat the m-th period, the expected cost per unit time is expressed in (1) if we decide to perform a PM after k periods (i.e. PM at (m+ k) ∆) as shown in Fig. 6.
0 Δ 2Δ … … mΔ (m+k)∆
k∆
PM is performed
Time 圖六: Illustration of PM location on time axis
] | )) ( , [min( } | ) ( Pr{ exp cos exp ) | ) , ( ( s m T k E s m T k K C e time ected cycl e t per cycl ected s k m E ∆ > ∆ ⋅ + = = µ (1)
where C is the cost of performing a PM, K is the additional payment for a breakdown repair, i.e., the cost of a breakdown repair is C+ K. T(m) is the Time To Failure (TTF) from the current time period m. Pr{k∆>T(m)|s} is the probability that the equipment breaks down before the PM at period k is performed given the current state is s. A maintenance cycle is terminated by either the PM or the equipment breakdown. Therefore, the numerator in (1) represents the expected cost per cycle and the denominator E[min(k∆, T(m))|s] denotes the expected cycle length. Our objective is then to find an optimal k at any given periodm that minimizes E(µ(m,k)|s). The score of the health index reflects the condition of the equipment’s health. In order to determine when the machine needs a PM given a real-time score of the health index, we should find a threshold for the health index scores. When the observed score exceeds this threshold, a decision is made to perform a PM at the next available time. Given the time point m∆ and the health index state s, there exists k*(s,m) that minimizes E[µ(m,k)|s]. ) | ) , ( ( min ) | *) , ( ( mk s E mk s E k µ µ = (2)
Since we want to minimize the expected cost per unit time, a minimum cost PM decision is therefore: If the minimum cost appears at k*(s,m)> 1, it implies that to plan a PM at k*(s,m)> 1 will attain a less average cost. Then, we should not perform a PM at next decision making time. If the minimum cost appears at k*(s,m)= 1, we should perform a PM right away. This rule will be used to construct a dynamic PM policy. A PM alarm boundary is formed by the least tolerable values of the health index over the equipment’s age. Fig. 7 shows a typical PM alarm boundary in a dotted line and a sample path of the equipment health in a solid line. Once the health goes below the alarm boundary, a PM should be performed (Figure 7). H ea lt h I n de x
Equipment s Run Time Alarm Boundary
2
0
4
0
6
0
8
0
100
5
0
100
150
200
250
300
(hr.)
350
40
0
Trend of
Health Index
PM!
圖七: Dynamic PM policy by equipment health
五、參考文獻
[1] Proceedings of Advanced Equipment Control/Advanced Process Control Workshop, SEMATECH, Sept. 1997.
[2] Singer, Peter, “1996: A New Focus on Equipment Effectiveness,” Semiconductor International, January 1996, pp. 70-74.
[3] Chou, Y-C, R. C. You, et al., “A Tool Portfolio Planning Methodology for Semiconductor Wafer Fabs,” Proc. of the Eighth International
Symposium of Semiconductor Manufacturing, 1999, pp. 11-14.
[4] Y. C. Chou, I. H. Hong, et al., “Product Mix Planning in Semiconductor Manufacturing,” Proc. of the Eighth International Symposium of
Semiconductor Manufacturing, 1999, pp. 19-22. [5] Yon-Chun Chou, and I-hsuan Hong, 2000,
“Product Mix Planning in Semiconductor Manufacturing,” IEEE Transactions on Semiconductor Manufacturing, Vol. 13, No. 3, pp. 278-285.
[6] Yon-Chun Chou, and Ren-Chi You, “A Resource Portfolio Planning Methodology for Semiconductor Wafer Manufacturing,” International Journal of Advanced Manufacturing Technology, forcoming in 2000.
[7] K.-H. Chen, S.-C. Chang, T.- D. Chiueh, P. B. Luh, X. Zhao, "SIMD Architecture for Job Shop Scheduling Problem Solving," submitted to ISCAS-2001, Sydney, May, 2001.
[8] I-Chun Chen and S.-C. Chang, “Detecting Production Rate Shift by Using Cycle Time Data: a M/M/1 case,”The 6th International Conference on Automation Technology, Taipei, Taiwan, ROC, May 2000.
[9] B.-W. Hsieh, C.-H. Chen, S.-C. Chang, "Fast Fab Scheduling Rule Selection by Ordinal Comparison-based Simulation," Proceedings of International Symposium of Semiconductor Manufacturing 1999, Santa Clara, Oct. 1999, pp.53~56.
[10] B.-W. Hsieh, S.-C. Chang and C.-H. Chen, “Dynamic Scheduling Rule Selection for Fab
Operations,” Proceedings of 2000 Semiconductor manufacturing Technology Workshop, June 14-15, Hsin-Chu, pp.202-210.
[11] B.-W. Hsieh, S.-C. Chang, and C.-H. Chen, "Dynamic Scheduling Rule Selection for Semiconductor Wafer Fabrication," Submitted to 2001 IEEE International Conference on Robotics and Automation, Seoul, May.
[12] B.-W. Hsieh, C.-H. Chen, S.-C. Chang, "Scheduling Semiconductor Wafer Fabrication by Using Ordinal Optimization-based Simulation," submitted to IEEE Transactions on Robotics and Automation, July 2000.
[13] T.-K. Hwang and S.-C. Chang, “An Optimization-Based Short-term Scheduler for Target Tracking in IC Fabs,” Proceedings of the 6th International Conference on Automation Technology, Taipei, Taiwan, ROC, May 2000, pp. 903-910.
[14] T.-K. Hwang, “Design An Integrated Fab Production Scheduling and Planning Environment for Semiconductor Wafer Fabrication,” submitted to IEEE Transaction on Robotics and Automation, April 2000.
[15] Y.-H. Su, S.-C. Chang, R.-S. Guo, Y.-C.Lai, "Application of Dynamic Manufacturing Service Provisioning Mechanism to Delivery Commitment," Proceedings of 2000 Semiconductor manufacturing Technology Workshop, June 14-15, Hsin-Chu, pp.107-117. [16] C.-M. Fan, S.-C. Chang, R.-S. Guo, H.-H. Kung,
J.-C. You, H.-P. Chen, Steven Lin and C.-S. Wei, “SHEWMAC: an End-of-line SPC Scheme via Exponentially Weighted Moving Statistics,” Proceedings of 2000 Semiconductor manufacturing Technology Workshop, June 14-15, Hsin-Chu, pp.268-278.
[17] M.-D. Hu and S.-C. Chang, “Translating Fab Cycle Time and Output Targets into Production Control Requirements for Tool Groups,” Proceedings of 2000 Semiconductor manufacturing Technology Workshop, June 14-15, Hsin-Chu, pp.73-83.
[18] Argon Chen, R.-S. Guo, and G.S. Wu, "Real-time Equipment Health Evaluation and Dynamic Preventive Maintenance,” The 9th International Symposium on Semiconductor Manufacturing, Tokyo, Japan, September, 2000.
[19] Chen, R.S. Guo, G. S. Wu, "Real-time Equipment Health Evaluation and Prognosis" 3rd ROC Conference on Reliability and Maintainability, Kaoshiung, Taiwan, October 1999.