第 一 章
緒 論
在 資 訊 產 業 競 爭 激 烈 的 環 境 下 , 各 大 產 業 為 保 其 競 爭 優 勢 , 紛 紛 將 品 牌 及 製 造 獨 立 劃 分 出 來 , 使 品 牌 及 通 路 之 運 行 更 具 彈 性 、 更 具 優 勢 。 而 從 事 專 業 代 工 者 更 能 以 大 量 及 低 成 本 之 方 式 運 作,使 雙 方 之 營 運 皆 能 達 到 最 佳 之 效 果 。 筆 記 本 電 腦 是 當 今 IT 領 域 最 具 成 長 潛 力 的 硬 體 產 品 , 隨 著 筆 記 本 電 腦 功 能 不 斷 的 增 強,且 價 格 不 斷 的 下 滑,使 得 其 更 加 速 的 取 代 桌 上 型 電 腦。除 了 日 本 廠 家 仍 然 堅 持 自 己 生 產 部 分 筆 記 本 電 腦 外,其 他 廠 家 都 將 筆 記 本 電 腦 委 託 台 灣 代 工 廠 家 生 產 , 2006 年 台 灣 廠 商 筆 記 本 電 腦 出 貨 量 約 佔 全 球 筆 記 本 電 腦 出 貨 量 的 80%以 上 , 台 灣 企 業 基 本 壟 斷 了 筆 記 本 電 腦 代 工 。 面 對 成 本 壓 力 , 台 灣 企 業 都 將 筆 記 本 電 腦 製 造 業 務 轉 移 到 大 陸 華 東 區 , 廣 達 及 英 業 達 生 產 據 點 設 於 上 海 , 仁 寶 及 緯 創 生 產 據 點 設 於 昆 山 , 華 碩 生 產 據 點 設 於 蘇 州。在 此 競 爭 激 烈 的 環 境 下,唯 有 透 過 產 能 及 良 率 的 提 昇 , 進 而 降 低 成 本 , 以 提 昇 企 業 整 體 之 競 爭 力 。 各 企 業 為 了 解 決 此 問 題 , 首 先 必 須 從 前 端 之 產 品 設 計 著 手,再 靠 後 端 之 良 好 製 造 技 術,才 可 發 揮 企 業 之 競 爭 力 。 要 解 決 生 產 相 關 之 問 題 , 及 提 升 製 造 技 術 的 方 法 很 多 , 如 品 管 圈 、 全 面 品 質 管 理 、 實 驗 設 計 、 製 程 失 效 模 式 分 析 、 六 標 準 差 手 法 , 其 中 以 六 標 準 差 以 系 統 全 面 性 手 法,能 有 效 提 升 整 體 之 製 程 能 力,為 最 有 效 之 改 善 方 法 。 六 標 準 差 是 前 一 世 紀 80 年 代 起 源 於 摩 托 羅 拉 的 一 套 管 理 方 法 , 提 供 了 企 業 一 個 新 策 略 方 案 及 企 業 經 營 策 略 的 新 領 域,為 製 造 業 與 服 務 業 改 造 流 程 、 提 升 顧 客 滿 意 度 、 強 化 競 爭 優 勢 及 維 持 高 額 獲 利 。 六 標 準 差 不 是 只 靠 單 一 方 法 或 策 略 的 企 業 風 潮,而 是 能 改 善 企 業 領 導 和 績 效 的 彈 性 系 統 。 基 於 許 多 重 要 的 管 理 觀 念,和 過 去 累 積 的 經 營 典 範,替 二 十 一 世 紀 企 業 成 功 打 造 出 新 的 經 營 哲 學 。 MOTOROLA 公 司 在 70-80 年 代 面 臨 品 質 低 落 的 困 境 , 總 裁 蓋 爾 文 (Bob Galvin) 在 1981 年 要 求 在 3 年 內 全 面 提 昇 績 效 。 他 體 認 到 日 本 人 品席 若 以 德(Richard Shroeder)的 協 助 , Motorola 提 出 了 六 標 準 差 的 策 略 , 應 用 到 其 所 有 產 品 的 品 質 改 善 上 , 品 質 進 步 神 速 , 獲 利 蒸 蒸 日 上 , 並 於 1988 年 獲 得 了 美 國 國 家 品 質 獎 , 至 今 六 標 準 差 .已 廣 泛 推 廣 於 各 大 產 業 。 1.1 研 究 背 景 與 動 機 筆 記 本 電 腦 代 工 產 業,為 了 爭 取 品 牌 大 廠 之 訂 單,紛 紛 以 低 價 策 略 爭 取 更 多 之 訂 單 , 造 成 營 業 毛 利 逐 步 下 降 , 在 此 競 爭 環 境 中 , 代 工 廠 唯 有 透 過 內 部 流 程 、 製 程 加 以 改 善 , 以 提 高 產 品 之 品 質 、 可 靠 度 , 滿 足 顧 客 之 需 求 , 提 昇 企 業 之 競 爭 力 。 面 對 顧 客 對 於 產 品 之 品 質 要 求,及 競 爭 環 境 之 成 本 下 降 要 求,工 程 管 理 團 隊 雖 致 力 於 針 對 現 有 生 產 流 程 加 以 改 善 , 雖 然 已 大 有 改 善 但 已 達 瓶 頸 , 還 是 無 法 達 到 整 體 最 佳 之 製 程 能 力 。 面 對 產 品 之 品 質 改 善,雖 經 全 面 品 質 管 理 展 開 了 各 功 能 之 目 標,經 由 品 管 改 善 手 法、IE 手 法、PDCA 手 法 及 各 項 改 進 措 施,始 終 無 法 將 產 品 良 率 提 升 至 目 標 水 準。當 然 亦 考 慮 以 實 驗 設 計 方 法 尋 求 改 善,但 考 量 實 驗 設 計 僅 能 就 品 質 特 性 及 因 子 之 關 係 性,透 過 實 驗 方 法 找 出 最 佳 參 數 組 合 而 求 得 最 佳 之 品 質 特 性 。 唯 有 6 sigma 能 以 系 統 面 之 DMAIC 流 程 及 手 法 , 針 對 產 品 之 品 質 進 行 全 面 性 之 改 善,從 關 鍵 顧 客 需 求 與 內 部 流 程 需 求 著 手 , 訂 定 關 鍵 品 質 指 標 及 關 鍵 流 程 指 標 , 並 釐 清 關 鍵 輸 入 、 流 程 、 輸 出 指 標 之 定 義 , 運 用 特 性 要 因 圖 、 製 程 失 效 模 式 分 析 , 找 出 重 要 影 響 因 子 。 針 對 可 以 量 化 之 輸 入 、 輸 出 指 標 , 透 過 實 驗 設 計 找 到 製 程 之 最 佳 參 數 , 達 到 穩 定 的 製 程;另 針 對 無 法 量 化 之 影 響 因 素,以 Mind_Mapping 方 式 找 出 有 效 之 對 策 , 使 整 個 製 程 能 被 穩 定 的 控 制 , 達 到 高 度 的 產 品 品 質 , 進 而 提 升 顧 客 之 滿 意 度 。 本 研 究 之 目 的 在 運 用 6 σ 品 質 改 善 手 法 , 以 系 統 面 之 手 法 , 滿 足 顧 客 需 求 及 內 部 流 程 指 標 之 前 提 下,找 出 影 響 主 機 板 表 面 黏 著 製 程 良 率 之 關 鍵 因 素 , 及 最 佳 之 參 數 組 合 , 提 昇 製 程 良 率 及 達 到 顧 客 滿 意 度 。
1.2 研 究 範 圍 本 研 究 運 用 6 σ 品 質 改 善 手 法 以 系 統 面 之 手 法 , 滿 足 顧 客 需 求 及 內 部 流 程 指 標 之 前 提 下,提 昇 筆 記 本 電 腦 主 機 板 表 面 黏 著 製 程 之 良 率,範 圍 含 錫 膏 印 刷 機 、 高 速 機 、 泛 用 機 、 迴 焊 爐 、 線 路 測 試 、 功 能 測 試 。 1.3 研 究 方 法 及 流 程 首 先 分 析 影 響 企 業 運 作 之 問 題,再 就 影 響 程 度 找 出 關 鍵 問 題,以 提 昇 筆 記 本 電 腦 主 機 板 表 面 黏 著 製 程 之 良 率 為 主 題 , 並 說 明 研 究 之 目 的 與 範 圍 。 蒐 集 相 關 之 文 獻 探 討 , 資 料 範 圍 包 括 全 面 品 質 管 理 、 製 程 失 效 模 式 分 析 、 六 標 準 差 、 實 驗 設 計 , 進 而 建 立 研 究 方 法 , 再 依 研 究 方 法 進 行 個 案 研 究 之 探 討,分 析 其 效 益 及 提 供 製 程 改 善 之 建 議,最 後 完 成 整 個 研 究 個 案 之 結 論 及 探 討 未 來 研 究 之 方 向 。 圖 1 研 究 方 法 及 流 程 圖 資 料 來 源 : 本 研 究 整 理
1.4 論 文 架 構 本 論 文 共 分 為 四 章,第 一 章 為 緒 論,說 明 研 究 背 景 與 動 機、研 究 目 的、 研 究 範 圍、研 究 方 法 與 流 程、論 文 架 構 第 二 章 為 文 獻 探 討,針 對 研 究 主 題, 收 集 整 理 過 去 學 者 在 相 關 領 域 方 面 之 文 獻 研 究,作 為 本 研 究 理 論 架 構 之 基 礎,依 據 6 σ 之 DMAIC 步 驟,從 顧 客 滿 意 關 鍵 指 標 訂 定、關 鍵 流 程 分 析 、 定 義 績 效 指 標、鑑 定 製 程 能 力、驗 證 量 測 系 統、篩 選 要 因、鑑 定 變 異 來 源 、 對 策 實 施 、 效 果 確 認 、 管 制 計 畫 、 標 準 化 作 業 等 流 程 , 探 討 本 研 究 之 觀 念 性 運 作 流 程 , 探 討 所 研 究 之 主 題 。 第 三 章 為 個 案 研 究 , 針 對 國 內 某 電 腦 代 工 廠 , 以 6 σ 的 DMAIC 手 法 來 改 善 製 程 良 率 之 實 際 案 例 。 第 四 章 為 結 論 與 未 來 研 究 方 向,針 對 研 究 個 案 之 結 果, 探 討 運 用 6 σ 品 質 改 善 手 法 於 實 際 生 產 良 率 改 善 之 過 程 與 結 果 , 供 企 業 品 質 改 善 提 昇 之 參 考 。
第 二 章
文 獻 探 討
2.1 全 面 品 質 管 理 美 國 世 界 級 品 管 大 師 費 根 堡 (Armand V. Feigenbau)曾 在 " 全 面 品 質 管 制 " 一 書 中 把 全 面 品 質 管 制 之 發 展 分 為 五 個 階 段 : 1. 第 一 階 段:1900 年 以 前,屬 於 操 作 員 的 品 管 時 代,從 原 料 之 選 定 、 製 造 、 產 品 的 最 終 檢 驗 , 都 由 工 匠 自 己 完 成 , 品 質 是 依 靠 檢 驗 出 來 的 。 2. 第 二 階 段 : 1900 初 期 到 1920 年 , 屬 於 領 班 的 品 管 時 代 , 由 領 班 來 管 理 生 產 及 監 控 班 員 的 工 作 , 品 質 是 依 靠 領 班 監 控 下 全 檢 檢 驗 出 來 的 。 3. 第 三 階 段 : 1920 年 到 1940 年 , 生 產 系 統 變 得 複 雜 , 產 量 相 對 提 高 , 開 始 有 全 職 的 品 檢 員 對 產 出 之 產 品 進 行 全 檢 , 品 質 依 舊 是 靠 檢 驗 出 來 的 。 在 1924 年 , 修 瓦 特 博 士 (W.A. Shewart)發 展 出 一 套 產 品 品 質 變 異 的 統 計 管 制 圖 。 道 奇 (H.F. Dodge)與 濃 米 (H.G. Roming)在 此 階 段, 亦 發 展 出 一 套 取 代 全 檢 的 抽 樣 檢 驗 允 收 標 準 。 4. 第 四 階 段 : 1940 年 到 1960 年 , 品 管 逐 漸 脫 離 製 造 單 位 而 成 為 獨 立 的 品 管 部 門 , 修 瓦 特 博 士 的 管 制 圖 及 道 奇 、 濃 米 的 抽 樣 檢 驗 已 為 生 產 業 界 廣 泛 使 用 。 採 用 統 計 品 管 , 利 用 線 上 抽 樣 檢 驗 及 管 制 圖 之 監 控 , 矯 正 異 常 , 此 階 段 的 品 質是 靠 製 造 出 來 的。另 美 國 品 管 協 會(American Society for
Control)成 立 於 1946 年;戴 明 博 士 (W. Edwards Deming)
於 1950 年 前 往 日 本 教 授 統 計 方 法 ; 1960 年 日 本 提 倡 改
善 品 質 為 目 的 的 品 管 圈 , 並 推 行 QC 七 大 手 法 。
5. 第 五 階 段 : 1960 年 到 1980 年 , 此 階 段 之 初 期 十 年 , 品 質 無 法 完 全 以 品 檢 制 度 來 提 升 , 品 質 保 證 之 制 度 因 應 而 生 , 加 強 製 程 最 後 一 站 成 品 之 檢 驗 , 確 保 在 廠 內 將 不 良 品 檢 出 而
質 管 制,強 調 品 質 是 靠 設 計 出 來 的。此 階 段 的 後 期 十 年 , 費 根 堡 博 士 提 倡 全 面 品 質 管 制(TQC)之 理 論,擴 充 統 計 製 程 管 制 之 範 圍 到 設 計 品 質 管 制 、 供 應 商 品 質 管 制 、 產 品 可 靠 度 管 制 。 6. 第 六 階 段 : 1980 年 以 後 , 全 面 品 質 管 理 的 觀 念 盛 行 , 美 國 的 Malcolm Baldrige 國 家 品 質 獎 成 立,成 為 評 核 TQM 執 行 成 效 的 標 竿 , 另 田 口 玄 一 博 士 的 實 驗 設 計 法 被 肯 定 為 改 善 品 質 的 有 效 工 具 。1990 年 代 美 國 汽 車 工 業 更 因 執 行 TQM, 強 調 不 斷 的 改 善 品 質 的 理 念 , 使 其 顧 客 滿 意 度 不 斷 的 提 昇 。1984 年 ISO 在 歐 洲 推 出 ISO9000 系 統 之 品 質 管 理 及 品 質 保 證 系 統,1990 年 ISO9000 成 為 國 際 性 品 質 保 證 系 統 之 標 準 , 此 標 準 之 要 求 即 源 自 於 全 面 管 理 之 理 念 。 戴 明 在 1982 年 總 結 其 品 質 改 進 哲 學 , 提 出 十 四 點 改 善 品 質 、 生 產 力 的 管 理 理 論 , 被 公 認 為 TQM 的 重 要 哲 學 之 一 1. 建 立 並 且 宣 佈 公 司 組 織 之 目 的 與 目 標 。 2. 學 會 新 的 (管 理 )哲 學 。 3. 終 止 依 賴 大 量 品 檢 。 4. 停 止 光 憑 價 格 選 擇 供 應 商 。 5. 永 不 止 息 地 改 進 生 產 與 服 務 系 統 。 6. 訓 練 管 理 者 與 新 進 員 工 。 7. 統 御 領 導 之 建 立 。 8. 消 除 員 工 的 恐 懼 。 9. 排 除 分 工 而 不 合 作 的 籓 籬 。 10. 取 消 勸 戒 勞 工 的 口 號 。
11. 取 消 勞 工 的 工 作 配 額 。 12. 拆 除 防 害 員 工 技 藝 自 尊 心 的 籓 籬 。 13. 鼓 勵 員 工 接 受 教 育 與 自 我 改 進 。 14. 採 取 行 動 完 成 企 業 改 革 。 全 面 品 質 管 理 應 用 統 計 方 法 和 人 力 資 源,建 立 一 種 持 續 不 斷 改 善 的 組 織 , 藉 由 持 續 不 斷 的 改 善 組 織 以 獲 取 競 爭 優 勢 的 全 面 性 、 改 善 組 織 內 各 項 資 源 、 程 序 及 滿 足 顧 客 需 求 。 全 面 品 質 管 理 有 一 整 套 不 斷 改 進 組 織 之 指 導 原 則 與 哲 理 為 基 礎,它 運 用 計 量 方 法 與 人 力 資 源 去 改 進 企 業 組 織 內 的 所 有 活 動 程 序 , 以 求 超 越 顧 客 現 在 與 未 來 的 需 求 。 全 面 品 質 管 理 ( TQM)的 目 的 是 提 供 顧 客 滿 意 的 產 品,藉 此 達 成 高 生 產 力,降 低 成 本 , 提 高 品 質 的 產 品 , 在 競 爭 劇 烈 的 市 場 中 立 於 不 敗 。 2.2 六 標 準 差 創 設 於 1928 年 的 摩 托 羅 拉 公 司 , 在 1970 年 代 起 , 遭 受 來 自 日 本 廠 商 以 品 質 及 價 格 的 競 爭 威 脅 , 市 場 漸 失 , 到 1980 年 代 中 期 , 品 管 部 門 為 了 減 少 顧 客 對 不 良 品 的 抱 怨,提 出 了 六 標 準 差 的 製 程 品 管 策 略,策 略 中 要 求 每 位 員 工 都 必 須 了 解 自 己 的 流 程,並 利 用 各 種 統 計 工 具 持 續 追 求 改 善 , 摩 托 羅 拉 公 司 的 成 功,讓 六 標 準 差 的 製 程 品 管 策 略,成 為 製 造 業 製 程 改 善 的 絕 佳 方 法 。 1994 年 聯 合 訊 號 董 事 長 賴 瑞 ‧ 波 西 迪 (曾 任 奇 異 公 司 副 董 事 長 )在 公 司 推 動 展 開 了 6-Sigma 計 劃。1995 年 奇 異 公 司 董 事 長 傑 克 ‧ 威 爾 許 接 受 波 西 迪 的 看 法 也 決 定 投 入 6-Sigma 計 劃,下 定 決 心 全 力 關 注 品 質 議 題,至 1998 年 因 展 開 六 標 準 差 專 案 而 省 下 的 金 額 總 計 約 七 億 五 千 萬 美 元 以 上,超 過 了 奇 異 的 投 資 成 本。由 於 六 標 準 差 活 動 在 奇 異 公 司 締 造 了 輝 煌 的 成 果,也 因 而 帶 動 世 界 知 名 企 業 的 重 視 與 效 法 。 [ 袁 世 珮 , 1999]
2.2.1 六 標 準 差 之 定 義 英 文 唸 作“Six Sigma”, 亦 稱 為 “六 標 準 差 ”, σ 為 統 計 學 的 符 號 , 代 表 所 觀 察 的 流 程 或 產 品 的 變 異 程 度 ,σ 值 愈 大 , 表 示 其 變 異 程 度 愈 大 , σ 可 以 衡 量 品 質 水 準 , 該 水 準 愈 高 表 示 產 生 缺 點 的 機 率 愈 低 ,6σ 表 示 長 期 的 流 程 能 力 為 百 萬 分 之 3.4 的 不 良 缺 點 發 生 機 率 圖 2 六 標 準 差 百 萬 機 會 缺 點 數 比 較 圖 資 料 來 源 : 六 標 準 差 管 理 丁 惠 民 2.2.2 六 標 準 差 之 策 略 (一 )國 內 企 業 推 動 之 關 鍵 成 功 因 素 : [ 陳 延 越 等 , 2002] 根 據 鄭 春 生、陳 延 越 ─ 國 內 企 業 推 行 六 標 準 差 品 質 管 理 系 統 一 篇 研 究 論 文 , 針 對 國 內 21 家 正 推 行 六 標 準 差 企 業 實 施 個 案 訪 談 , 研 究 提 出 企 業 推 行 六 標 準 差 的 關 鍵 成 功 因 素 , 包 括 下 列 九 點 : 1.高 階 主 管 實 際 的 參 與 。 2.專 案 審 查 系 統 。 3.給 專 案 承 辦 人 適 當 的 壓 力 。 4.專 案 審 查 系 統 給 承 辦 人 必 要 的 支 持 承 諾 。 5.碩 士 級 黑 帶 與 黑 帶 或 綠 帶 有 定 期 的 會 議 。 6.組 織 內 所 有 人 應 瞭 解 什 麼 是 六 標 準 差 。
7.定 期 追 蹤 專 案 的 累 積 成 果 。 8.專 案 的 重 要 性 是 由 數 字 來 決 定 。 9.定 期 的 公 開 獎 勵 活 動 。 (二 )美 國 奇 異 公 司 推 動 之 關 鍵 成 功 因 素 : 根 據 袁 世 珮 譯 , 勞 勃 ‧ 史 雷 特 著 複 製 奇 異 傑 克 ‧ 威 爾 許 打 造 企 業 強 權 實 戰 全 記 錄 一 書 中,提 出 美 國 奇 異 公 司 推 行 六 標 準 差 之 關 鍵 成 功 因 素 有 下 列 十 項 : 1.展 開 計 劃 。 2.高 階 主 管 的 積 極 參 與 。 3.專 案 之 選 擇 。 4.專 案 審 查 機 制 。 5.專 案 追 蹤 。 6.設 置 戰 士 階 級 並 相 互 技 術 支 援 。 7.積 極 投 入 訓 練 。 8.溝 通 宣 導 。 9.激 勵 措 施 。 10.發 展 供 應 商 計 劃 。 2.2.3 六 標 準 差 之 改 善 步 驟 企 業 推 行 六 標 準 差 的 過 程 中 , 最 常 見 的 是 一 套 包 括 五 個 步 驟 的 改 善 順 序 , 稱 為 DMAIC, 亦 即 界 定 (Define)、 衡 量 (Measure)、 分 析 (Analyze)、 改 善 (Improve)與 控 制 (Control)。執 行 步 驟 說 明 如 下:[ 丁 惠 民,2003][ 黃 聖 峰 , 2003] 1. 界 定 (Define): 定 義 出 高 品 質 必 要 條 件 , 讓 顧 客 對 一 項 產 品 或 交 易 流 程 感 到 滿 意 的 必 要 條 件 。 亦 即 站 在 顧 客 的 立 場 , 找 出 能 夠 為 公 司 帶 來 明 顯 節 省 或 利 潤 , 並 且 提 升 顧 客 滿 意 度 的 專 案 。 2. 衡 量 (Measure): 瞭 解 目 前 的 狀 況 和 顧 客 之 間 的 差 距 , 找 出 關 鍵 流 程 所 造 成 的 失 誤 。 衡 量 以 數 據 為 基 準 , 所 以 員 工 必 須 接 受 基 礎 統 計 學 及 機 率 的 訓 練 , 包 括 量 測 分 析 等 課 程 。 在
剛 開 始 通 常 是 由 黑 帶 或 是 具 備 六 標 準 差 實 際 推 行 經 驗 的 人 , 來 帶 領 員 工 進 行 。 3. 分 析 (Analyze): 弄 清 楚 流 程 中 為 什 麼 會 產 生 失 誤 , 這 個 階 段 需 要 運 用 腦 力 激 盪 及 許 多 統 計 工 具 探 究 造 成 現 況 與 需 求 之 間 落 差 的 關 鍵 少 數 原 因 , 找 出 影 響 結 果 的 潛 在 變 數 , 並 加 以 量 測 , 作 為 改 善 之 基 礎 。 4. 改 善 (Improve): 確 認 關 鍵 變 數 , 然 後 量 化 這 些 變 數 對 高 品 質 必 要 條 件 的 影 響 。 找 出 關 鍵 變 數 最 大 容 忍 範 圍 , 以 確 定 評 量 系 統 能 夠 評 量 出 關 鍵 變 數 的 變 異 性 。 最 後 , 修 正 流 程 並 使 其 保 持 在 可 接 受 的 範 圍 內 。 5. 控 制 (Control) : 將 改 善 的 成 果 繼 續 保 持 下 去 , 利 用 統 計 學 流 程 控 制 或 簡 單 的 檢 驗 表 等 工 具 來 確 保 經 過 修 正 後 可 以 一 直 讓 關 鍵 變 數 維 持 在 最 大 的 容 忍 範 圍 內 。 2.2.3.1 Define 界 定 階 段 六 標 準 差 為 推 動 整 體 企 業 改 善 之 方 法 , 針 對 關 鍵 之 顧 客 需 求 及 內 部 流 程 改 善 需 求 找 出 最 佳 之 改 善 機 會,使 能 達 到 企 業 目 標 及 顧 客 之 需 求,進 而 提 高 獲 利 , 使 企 業 更 具 競 爭 力 。 企 業 面 對 激 烈 競 爭 的 外 在 環 境 , 依 據 企 業 之 願 景 , 以 財 務 、 顧 客 、 內 部 流 程 、 學 習 與 成 長 四 大 構 面 , 訂 定 事 業 目 標 , 再 由 上 往 下 展 開 各 個 專 案 , 依 據 各 專 案 之 重 要 性 安 排 人 力 資 源 , 使 能 達 到 企 業 之 目 標 。 1. 客 戶 滿 意 關 鍵 指 標 :企 業 須 有 一 套 持 續 追 蹤 和 更 新 顧 客 需 求 、 競 爭 對 手 活 動 、 市 場 變 動 的 策 略 與 系 統 , 深 入 了 解 顧 客 的 需 要 與 行 為 , 建 構 績 效 與 顧 客 滿 意 的 明 確 準 則 。 六 標 準 差 把 焦 點 集 中 在 顧 客 的 關 鍵 品 質 期 望 上 , 一 切 需 與 顧 客 之 觀 點 來 判 斷 。 2. 建 立 有 效 團 隊 :為 了 發 揮 績 效 , 六 標 準 差 團 隊 必 須 建 立 明 確 且 得 到 共 識 的 目 標、角 色 與 流 程,如 果 團 隊 不 能 認 同 或 不 瞭 解 其 目 標,縱 使 團 隊 中 的 成 員 對 於 六 標 準 差 之 手 法 及 流 程 皆 很 熟 悉,還 是 無 法
順 利 完 成 專 案 之 目 標。黑 帶 是 六 準 差 專 案 的 核 心,必 須 肩 負 重 要 的 責 任,扮 演 技 術 專 家 及 團 隊 領 導 人 之 角 色,帶 領 各 功 能 成 員 順 利 完 成 階 段 之 使 命 , 完 成 專 案 之 最 終 目 標 。 3. 關 鍵 流 程 分 析 :確 認 企 業 之 主 要 核 心 流 程 , 並 界 定 核 心 流 程 之 產 出 , 以 及 流 程 所 服 務 之 關 鍵 顧 客。核 心 流 程 指 的 是 一 連 串 可 以 提 供 產 品 或 服 務 給 顧 客 的 任 務,企 業 須 先 考 量 透 過 哪 些 主 要 活 動 提 供 價 值 (產 品 及 服 務 )給 顧 客 。 SIPOC(供 給 、 投 入 、 流 程 、 產 出 、 顧 客) 圖 形 為 流 程 管 理 和 改 進 最 有 用 的 技 術,主 要 用 來 讓 工 作 之 流 程 一 目 了 然 。 A. 供 給 : 提 供 原 料 、 關 鍵 資 訊 給 流 程 的 人 或 團 體 。 B. 投 入 : 提 供 的 物 料 或 東 西 。 C. 流 程 : 能 增 值 投 入 的 一 套 步 驟 。 D. 產 出 : 流 程 最 後 的 產 品 。 E. 顧 客 : 接 受 產 出 的 人 、 團 體 或 流 程 。 2.2.3.2 Measure 衡 量 階 段 對 企 業 來 說 , 在 導 入 六 標 準 差 時 , 要 取 得 足 夠 資 料 以 對 核 心 企 業 流 程 進 行 比 較 性 的 衡 量 , 如 果 不 作 衡 量 的 話 , 就 無 法 產 生 進 步 , 因 為 根 本 無 法 知 道 目 前 的 狀 況。衡 量 的 資 料 型 態 可 分 為 離 散 型 及 連 續 型 兩 種,且 須 考 慮 到 有 效 率 及 有 效 果 之 衡 量 。 1. 定 義 績 效 指 標 : 績 效 指 標 之 訂 定 , 需 涵 蓋 輸 入 指 標 、 流 程 指 標 、 輸 出 指 標 三 大 類 。 首 先 需 全 盤 考 量 客 戶 滿 意 關 鍵 指 標 及 企 業 之 本 身 之 競 爭 力 指 標,再 依 據 企 業 流 程 圖 找 出 最 具 代 表 性 之 輸 出 指 標,接 著 以 品 質 機 能 展 開 圖 及 魚 骨 圖 找 出 關 鍵 流 程 指 標 , 確 保 能 隨 時 監 控 生 產 過 程 之 變 化 , 以 達 到 輸 出 指 標 之 要 求。另 外 從 輸 入 之 變 數 中,找 到 關 鍵 之 輸 入 指 標,確 保 投 至 生 產 線 之 材 料, 能 有 固 定 之 品 質 。 輸 入 指 標 、 流 程 指 標 與 輸 出 指 標 之 相 關 性 , 可 以 魚 骨 圖 及 因 果 矩 陣 圖 , 透 過 腦 力 激 盪 之 方 式 加 以 找 出 。
2. 鑑 定 製 程 能 力 : 六 標 準 差 管 理 需 將 品 質 改 善 與 財 務 結 果 直 接 連 結 在 一 起,並 將 內 部 流 程 與 系 統 管 理 連 結 到 最 後 顧 客 需 求 上 。 進 一 步 分 析 現 有 之 製 程 能 力 (Process capability), 並 藉 由 降 低 或 排 除 變 異 來 穩 定 製 程 能 力。製 程 能 力 指 標 可 以 CP、Cp k、σ 來 表 示 CP = (USL – LSL) / 6σ CP K = Min [ (USL-平 均 數 )/3σ , (平 均 數 -LSL)/3σ] 3. 量 測 計 畫 : 針 對 訂 定 之 績 效 指 標,需 有 一 套 有 效 的 資 料 收 集 及 績 效 衡 量 方 式,首 先 須 對 各 項 績 效 指 標 訂 定 操 作 定 義,明 確 的 描 述 所 要 收 集 資 料 的 範 圍、條 件 , 使 成 員 對 於 其 定 義 能 保 有 一 致 性 。 針 對 資 料 之 收 集,首 先 需 有 一 套 之 量 測 計 畫,確 保 所 收 集 之 資 料 是 有 意 義 的 。 包 括 樣 本 數 、 資 料 收 集 頻 率 、 抽 樣 方 式 、 資 料 收 集 表 格 、 由 誰 收 集 、 資 料 收 集 期 間 、 資 料 來 源 、 資 料 點 之 期 間(小 時 、 日 、 周 、 月 、 年 ), 藉 由 此 資 料 分 析 現 有 流 程 之 績 效 、 流 程 之 變 異 、 及 其 因 果 關 係 。 資 料 之 分 析 方 式 取 決 於 資 料 之 型 態,分 為 連 續 型、離 散 型 兩 種;連 續 型 資 料 如 時 間、 金 錢 、 重 量 、 長 度 , 離 散 型 資 料 如 不 良 數 、 不 良 百 分 比 。 抽 樣 方 式 可 分 為 系 統 抽 樣 、 隨 機 抽 樣 兩 種 , 在 執 行 抽 樣 時 , 需 考 量 到 樣 本 具 備 母 體 或 流 程 之 代 表 性 、 隨 機 性 、 確 保 能 準 確 推 估 母 體 之 特 性 。 樣 本 數 之 大 小 需 考 慮 成 本 、 母 體 之 變 異 、 具 代 表 性 , 為 降 低 錯 估 之 風 險 、 母 體 變 異 大 時,樣 本 數 需 加 大。依 資 料 不 同 之 屬 性,將 資 料 整 理 成 圖 表 顯 示, 可 用 柏 拉 圖 、 散 佈 圖 、 推 移 圖 、 直 方 圖 、 管 制 圖 。 降 低 製 程 變 異 是 提 升 品 質 及 製 程 能 力 最 好 的 方 法,需 由 資 料 分 析 何 項 變 異 影 響 輸 出 指 標 最 大 , 可 將 變 異 源 分 為 兩 類 : 一 為 基 本 原 因 變 異 , 存 在 於 系 統 內 且 隨 機 發 生 的 原 因 , 為 可 控 之 因 子 ; 另 一 為 特 殊 原 因 變 異 , 為 不 可 預 期 之 原 因 , 是 造 成 系 統 不 穩 定 的 原 因 , 為 不 可 控 之 因 子 。
4. 驗 證 量 測 系 統 : 量 測 系 統 需 經 由 驗 證,確 保 收 集 資 料 的 前 後 一 致 性,量 測 之 總 變 異 由 製 程 變 異 及 量 測 系 統 的 變 異 所 構 成。量 測 系 統 的 精 度 由 再 現 性 及 再 生 性 所 構 成 , 再 現 性 測 試 是 在 相 同 的 參 數 下 (操 作 員 、 作 業 流 程 、 測 試 數 量 、 測 試 環 境), 進 行 重 複 測 試 。 再 生 性 測 試 是 在 不 同 的 參 數 下 (操 作 員 、 作 業 流 程 、 測 試 環 境), 進 行 測 試 。 一 個 連 續 型 資 料 之 量 測 系 統 的 好 壞 , 可 由 以 % R&R(Percent
Repeatability and Reproducibility)、%P/T (Percent Precision to Tolerance ratio)分 析 而 得 , % R&R 分 析 著 重 在 製 程 變 異 的 改 善 , %P/T 對 於 Cp、 CP K之 研 究 相 對 重 要 , 考 慮 到 規 格 界 線 , 公 式 如 下 : % R&R 與 %P/T 值 之 判 斷 原 則 A. Value < 10%: 量 測 系 統 可 接 受 B. 10% ≦ Value ≦ 30%: 量 測 系 統 尚 可 接 受 (對 於 重 要 之 量 測 指 標 , 則 考 慮 不 接 受 此 量 測 系 統 ) C. Value > 30%: 量 測 系 統 不 可 接 受 一 個 離 散 型 資 料 之 量 測 系 統 , 可 由 以 下 實 驗 條 件 : 至 少 各 10 個 良 品 及 不 良 品、2~3 位 檢 驗 員、每 位 檢 驗 員 檢 驗 2~3 次,計 算 得 出 結 果 Attribute R&R, 進 而 判 斷 為 : A. 檢 驗 員 本 身 之 差 異 : 量 具 之 問 題 , 對 策 為 更 換 量 具 或 重 新 校 驗 。 B. 每 一 檢 驗 員 與 標 準 之 差 異:檢 驗 員 之 問 題,對 策 為 檢 驗 員 再 訓 練 。 C. 檢 驗 員 與 檢 驗 員 之 差 異:操 作 定 義 之 問 題,對 策 為 重 新 定 義 操 作 定 義 或 製 作 標 準 檢 驗 品 。
100
*
100
*
6
6
&
%
Total MS Total MSR
R
σ
σ
σ
σ
=
=
100
*
6
/
%
LSL
USL
T
P
MS−
=
σ
2.2.3.3 Analyze 分 析 階 段 分 析 階 段 使 用 層 別 之 方 式 分 析 問 題 發 生 之 原 因 , 使 團 隊 成 員 能 將 焦 點 放 在 重 要 問 題 , 針 對 使 顧 客 不 滿 意 之 問 題 能 全 面 性 及 迅 速 解 決 。 1. 定 義 潛 在 問 題 : 分 析 無 法 達 到 顧 客 滿 意 及 事 業 目 標 之 主 要 原 因,變 異 可 能 來 自 於 材 料 供 應 商 、 製 造 流 程 、 企 業 流 程 。 使 用 魚 骨 圖 、 因 果 矩 陣 、5W1H、 失 效 模 式 分 析 等 手 法 , 找 出 變 異 之 來 源 , 使 團 隊 依 此 尋 找 對 策 及 變 更 流 程 , 長 期 性 的 消 除 變 異 原 因 。 2. 篩 選 要 因 : 針 對 不 良 之 現 象 分 析,以 魚 骨 圖、因 果 矩 陣、5W1H 分 析 可 能 之 原 因, 再 以 資 料 比 較 手 法 分 析 廠 商 、 材 料 、 流 程 、 工 具 、 設 計 、 人 員 間 對 輸 出 指 標 之 影 響 性 。 進 行 資 料 比 對 前,需 先 進 行 判 斷 資 料 之 型 態,資 料 之 型 態 可 分 為 連 續 型 及 離 散 型 兩 大 類。連 續 型 資 料 又 可 分 為 常 態 及 非 常 態,非 常 態 之 連 續 型 資 料 , 需 先 將 其 轉 換 成 常 態 資 料 , 才 能 以 常 態 資 料 之 特 性 加 以 分 析 。 3. 鑑 定 變 異 來 源 : 製 程 改 善 主 要 是 透 過 降 低 主 要 製 程 之 變 異 而 達 成,瞭 解 製 程 變 異 之 來 源 , 才 能 有 效 降 低 整 體 製 程 之 變 異 , 變 異 源 分 析 方 法 是 將 製 程 總 體 變 異 , 層 別 為 數 個 變 異 源,再 分 析 各 個 變 異 源 對 整 體 之 影 響 程 度,決 定 解 決 問 題 之 優 先 順 序 。 一 般 可 將 變 異 源 分 為 兩 大 類 :(一 )製 程 的 變 異 。 (二 )量 測 系 統 的 變 異 。 (一 ) 製 程 的 變 異 : 由 於 製 程 本 身 差 異 造 成 的 變 異 , 包 括 工 具 的 設 定 、 機 台 參 數 的 設 定、作 業 流 程 的 設 定、環 境 的 影 響 等。 (二 )量 測 系 統 的 變 異 : 由 於 量 測 系 統 造 成 的 變 異 , 包 括 量 測 工 具 、 量 測 人 員 、 量 測 操 作 定 義 等 。 對 於 變 異 源 之 分 析 可 用 多 變 異 分 析 (MVA), 為 圖 示 之 技 術 , 可 快 速 顯 示 製 程 變 異 之 狀 態 , 發 現 問 題 之 主 要 原 因 。 製 程 變 異 之 分 析 步 驟 如 下 :
A. 定 義 流 程 圖 。 B. 確 定 變 異 源 之 分 類 。 C. 以 腦 力 激 盪 法 及 魚 骨 圖 手 法 , 分 析 可 能 之 製 程 變 異 源 。 D. 選 出 較 有 可 能 之 因 子 , 進 行 變 異 源 分 析 。 E. 設 計 抽 樣 計 畫 (因 子 型 態 、 每 因 子 之 水 準 )。 F. 收 集 資 料 。 G. 選 擇 適 當 之 分 析 模 式 。 H. 變 異 源 量 化 分 析 。 I. 圖 示 變 異 源 分 析 後 資 料 。 J. 結 論 及 改 善 建 議 。 4. 回 歸 分 析 : 在 找 出 影 響 品 質 關 鍵 指 標 之 潛 在 因 子,需 進 一 步 分 析 潛 在 因 子 與 關 鍵 品 質 目 標 之 相 關 性,此 相 關 性 可 以 圖 形 顯 示 及 統 計 比 較 的 方 法 加 以 分 析 , 可 以 簡 單 之 散 佈 圖 (Scatter Diagrams)分 析 因 子 與 品 質 指 標 之 相 關 性 , 若 相 關 係 數 為+1, 則 為 正 相 關 ; 若 相 關 係 數 為 0, 則 為 無 相 關 ; 若 相 關 係 數 為 -1, 則 為 負 相 關 。 另 可 以 回 歸 方 程 式 加 以 表 達 其 相 關 性,以 簡 單 之 線 性 回 歸 方 程 式 為 例 y = β0 +β1X + Error。 y 為 品 質 特 性 變 數 X 為 投 入 變 數 β0 為 截 距 β1 為 斜 率 Error 為 實 驗 誤 差 2.2.3.4 Improve 改 善 階 段 在 改 善 階 段 藉 由 實 驗 設 計 之 手 法 , 確 認 重 要 變 數 與 關 鍵 品 質 之 相 關 性,找 出 適 合 之 變 數 控 制 範 圍 及 相 對 應 之 控 制 方 法,以 使 關 鍵 品 質 特 性 達 到 最 佳 化 之 水 準 。
1. 實 施 實 驗 設 計 : 以 分 析 階 段 得 到 之 重 要 變 數 為 基 礎,執 行 實 驗 設 計 以 獲 得 最 佳 參 數 組 合 。 實 驗 設 計 可 用 於 篩 選 重 要 因 子 、 找 出 最 佳 化 之 參 數 組 合 、 比 較 數 個 變 數 對 於 結 果 的 影 響 性 、 穩 健 設 計 。 整 個 實 驗 設 計 可 依 以 下 步 驟 來 執 行 : A. 陳 述 問 題 及 實 驗 目 的 : 以 樹 狀 結 構 圖 決 定 DOE 之 位 置 點, 並 詳 細 說 明 現 有 問 題 及 實 驗 目 的。 B. 實 驗 資 料 收 集:決 定 品 質 特 性、實 驗 因 子 及 其 範 圍、因 子 水 準 數 、 因 子 水 準 組 合 、 實 驗 次 數 、 交 互 作 用 、 實 驗 資 源(時 間 、 成 本 、 材 料 、 人 員 、 設 備 、 儀 器)限 制 、 雜 音 因 子。 C. 篩 選 因 子 實 驗 : 透 過 實 驗 從 影 響 之 因 子 中 找 出 重 要 因 子, 可 使 用 部 分 因 子 實 驗 及 Plackett-Burman 實 驗。實 驗 過 程 中,需 紀 錄 任 何 異 常 現 象 , 包 括 不 可 控 因 子 , 預 防 實 驗 結 果 的 偏 差。 D. 全 因 子 實 驗:針 對 篩 選 出 之 重 要 影 響 因 子 來 實 驗,確 認 是 否 有 重 要 之 交 互 作 用。並 分 析 品 質 特 性 之 上 升 路 徑,判 斷 最 佳 之 區 域。 E. 反 應 曲 面 分 析:以 反 應 曲 面 找 出 最 佳 之 參 數 組 合,以 獲 得 最 佳 品 質 特 性。 F. 確 認 實 驗:以 求 得 之 最 佳 參 數 組 合,實 際 小 批 量 之 驗 證,確 認 品 質 特 性 是 否 如 預 期 之 結 果。 在 實 驗 進 行 過 程 中,需 考 量 到 隨 機 性、Blocking、複 製、 實 驗 誤 差 A. 隨 機 性:確 保 每 個 因 子 水 準 組 合 實 驗,不 會 受 到 前 一 個 因 子 水 準 組 合 實 驗 之 影 響 B. Blocking: 降 低 雜 音 因 子 對 實 驗 造 成 的 影 響 。 C. 複 製:對 於 每 個 因 子 水 準 組 合 要 進 行 實 驗 複 製,而 且 是 考 慮 到
D. 實 驗 誤 差: 實 驗 誤 差 為 不 可 控 因 子 及 雜 音 因 子 所 造 成 的,
2. 評 選 改 善 對 策 :
此 階 段 可 以 不 同 之 手 法 尋 找 可 行 之 對 策 , 如 腦 力 激 盪 法 、 親 和 圖 、 Challenge Assumptions、Solution Mapping、Mind-Mapping、Six Thinking Hats、 Lateral Thinking、 Random Word。
針 對 討 論 出 之 可 行 對 策 , 可 以 以 下 之 步 驟 進 行 對 策 之 篩 選
A. 移 除 不 可 行 之 對 策,例 如 嚴 重 不 利 於 顧 客 者、違 反 公 司 之 策 略、
違 反 法 律 規 定 者 。
B. 考 量 是 否 適 於 組 織 運 作。
C. 初 步 篩 選 較 可 行 之 對 策 , 方 法 有 Multivoting、
CDAM(Combine、Delete、 Add、 Modify)、 Pairwise ranking、 Force field analysis。
D. 使 用 對 策 選 擇 矩 陣 , 依 據 資 料 及 事 實 評 選 欲 執 行 之 對 策 , 需 考 量 時 間 、 成 本 、 利 潤 、 流 程 指 標 。 3. 對 策 實 施 及 效 果 確 認 : 針 對 評 選 出 較 可 行 之 對 策,須 有 一 套 詳 細 之 實 施 計 劃,並 須 先 有 小 規 模 之 試 行 , 確 認 是 否 能 達 預 期 之 效 果 , 在 推 廣 至 全 面 之 範 圍 。 另 亦 必 須 評 估 對 策 導 入 之 潛 在 性 風 險 、 受 影 響 之 人 員 、 對 策 試 行 之 範 圍 、 有 效 性 之 試 行 數 量、試 行 所 需 之 技 術。完 整 之 對 策 實 施 計 劃,必 須 有 詳 細 之 實 施 步 驟、 負 責 人 員 、 完 成 日 期 、 量 測 指 標 及 完 整 之 時 程 表 , 並 考 慮 可 能 之 偶 發 事 件 處 理 辦 法,經 與 相 關 部 門 進 行 良 好 之 溝 通 及 事 先 之 訓 練,確 保 對 策 能 被 順 利 執 行 。 依 計 劃 實 施 對 策 時,需 詳 細 觀 察 及 紀 錄 整 個 對 策 實 施 過 程,是 否 有 非 計 劃 中 之 事 件 發 生,整 體 之 結 果 與 目 標 間 是 否 有 差 異。若 對 策 實 施 後 之 結 果 與 目 標 一 致,則 將 此 對 策 推 廣 至 整 個 公 司 之 運 作;若 對 策 實 施 後 之 結 果
與 目 標 不 一 致 , 則 需 進 一 步 檢 討 差 異 之 原 因 , 是 否 對 策 執 行 不 確 實 ?還 是 沒 找 到 正 確 的 原 因 與 對 策 , 進 而 尋 求 下 一 階 段 之 改 善 方 案 。 除 了 要 確 認 對 策 實 施 後,產 生 之 結 果 是 否 跟 目 標 一 致 外,另 須 針 對 流 程 變 數、顧 客 要 求 和 成 本 全 盤 之 考 量,避 免 只 做 流 程 績 效 衡 量 或 只 做 財 務 衡 量 , 才 能 達 到 全 面 性 之 改 善 , 專 案 便 能 順 利 達 成 目 標 。 2.2.3.5 Control 控 制 階 段 在 控 制 階 段 中,必 須 維 持 對 關 鍵 少 數 因 子 X 所 做 的 改 變,以 便 讓 結 果 Y 能 夠 持 續 的 獲 得 改 善 。 運 用 特 定 的 計 量 指 標 與 衡 量 工 具 , 持 續 紀 錄 與 觀 察 整 個 流 程 , 評 估 流 程 能 力 是 否 會 隨 著 時 間 而 有 所 改 變 。 1. 專 案 檢 討 : 對 策 經 過 局 部 性 之 試 行 後 , 須 對 整 個 專 案 進 行 檢 討 , 專 案 的 流 程 目 標 、 成 本 目 標 、 效 益 目 標 , 是 否 都 能 達 到 設 定 之 目 標 , 現 有 之 改 善 成 效 與 目 標 之 差 異 性 為 何 ?尚 有 那 些 部 分 需 進 一 步 加 強 改 善 。 接 著 便 要 考 慮 如 何 將 對 策 落 實 於 日 常 之 運 作 流 程 中,甚 至 於 如 何 將 改 善 擴 充 至 更 全 面 性 之 範 圍 。 2. 管 制 計 畫 : 當 流 程 改 進 或 設 計 專 案 達 成 其 降 低 誤 差 的 目 標,接 著 要 靠 紀 律 維 持 成 效 。 持 續 的 衡 量 和 行 動 以 維 持 改 進 成 效 , 界 定 流 程 擁 有 人 和 管 理 的 責 任 , 貫 徹「 封 閉 環 圈 」的 監 視 並 邁 向 六 標 準 差 績 效 。 且 衡 量 監 控 的 範 圍 包 括 投 入 、 流 程 、 產 出 、 效 果 , 誤 差 水 準 的 衡 量 可 以 知 道 達 到 顧 客 要 求 的 狀 況 , 流 程 中 的 衡 量 較 能 提 前 警 示 懸 而 未 決 的 問 題 , 須 以 會 影 響 顧 客 、 產 品 、 服 務 品 質 及 成 本 獲 利 的 因 素 放 在 衡 量 較 高 的 優 先 位 置 。 衡 量 所 得 之 資 料 最 好 以 簡 單、圖 示 之 方 式 來 表 達,如 控 制 圖、趨 勢 圖、 柏 拉 多 圖 、 直 方 圖 、 資 料 照 片 等 。 統 計 流 程 控 制 涉 及 流 程 中 變 異 的 衡 量 與 演 進 , 協 助 組 織 確 認 可 能 的 問 題 或 不 尋 常 的 意 外 , 以 便 速 採 行 動 解 決 。 3. 矯 正 措 施 :
當 啟 動 流 程 管 制 方 法 後,若 觀 察 到 流 程 中 有 不 尋 常 的 活 動 時,需 即 時 的 找 出 流 程 變 異 的 原 因,採 取 修 正 之 行 動 方 案,使 流 程 可 以 穩 定 的 朝 向 目 標 , 對 於 矯 正 措 施 之 施 行 , 須 有 詳 細 的 觀 察 及 資 料 記 載 , 驗 證 矯 正 措 施 之 有 效 性。如 矯 正 措 施 為 前 流 程 改 善 未 考 慮 到 者,需 將 對 策 整 合 至 標 準 文 件 中 , 確 保 能 持 續 追 蹤 改 善 。 4. 標 準 化 作 業 : 整 個 專 案 經 過 定 義、衡 量、分 析、改 善、控 制 階 段,接 下 來 最 後 一 步 , 也 是 最 為 重 要 的 便 是 建 立 標 準 化 文 件 , 將 流 程 改 善 的 執 行 要 項 、 控 制 點 、 流 程 擁 有 部 門 皆 能 列 入 公 司 之 標 準 文 件,使 整 個 改 善 及 監 控 的 機 制 能 持 續 進 行 。 另 外 藉 由 標 準 化 之 文 件 , 易 於 將 專 案 改 善 範 圍 , 藉 由 簡 易 的 複 製 , 由 線 擴 充 到 整 個 廠 , 由 廠 擴 充 到 整 個 公 司 , 使 用 更 短 之 時 間 , 使 改 善 效 益 能 倍 數 成 長 , 提 昇 顧 客 滿 意 度 及 企 業 競 爭 能 力 。 2.2.4 六 標 準 差 之 相 關 文 獻 [ 城 培 舜,2004]運 用 六 標 準 差 品 質 改 善 方 法 結 合 實 驗 設 計 之 Yate’s 演 算 法,找 出 影 響 不 銹 鋼 鏡 面 鋼 板 生 產 線 產 值 提 昇 之 關 鍵 因 素,研 究 發 現 研 磨 顆 粒、羊 毛 氈 密 度、研 磨 液 濃 度 及 研 磨 壓 力 對 不 銹 鋼 鏡 面 鋼 板 生 產 線 產 值 提 昇 有 正 面 影 響 。 [ 葉 秋 鈴 ,2004] 以 六 標 準 差 管 理 手 法 的 流 程 步 驟 -DMAIC, 進 行 導 光 板 印 刷 製 程 的 改 善 , 首 先 找 出 關 鍵 品 質 特 性 , 衡 量 量 測 系 統 及 製 程 能 力 , 歸 納 出 影 響 製 程 之 關 鍵 因 子 , 再 利 用 實 驗 設 計 的 反 應 曲 面 法 進 行 實 驗 , 找 出 最 佳 的 製 程 參 數 組 合 , 進 行 最 佳 參 數 製 程 能 力 的 驗 證 , 並 將 最 佳 參 數 標 準 化 列 為 管 制 項 目 , 使 品 質 和 製 程 能 力 提 升 且 更 為 穩 定 。 [ 陳 延 越 ,2002] 採 取 深 度 訪 談 及 問 卷 調 查 的 方 法 , 針 對 國 內 正 在 推 行 6σ 的 幾 家 企 業 , 探 討 其 導 入 動 機 、 推 行 方 式 、 成 效 、 推 行 的 成 功 與 障 礙 因 素 等 , 提 供 一 個 6σ 之 推 行 架 構 。 [ 曾 慶 毅 ,2003] 以 國 內 某 航 太 科 技 公 司 應 用 Six Sigma 品 質 改 善 方 法 執 行 飛 機 零 組 件 維 修 為 案 例,從 企 業 策 略 之 擬 定、公 司 目 標 規 劃 與 部 Six Sigma 品 質 改 善 方 法 之 界 定 、
衡 量 、 分 析 、 改 善 、 控 制 五 大 改 進 循 環 , 解 決 策 略 目 標 執 行 過 程 中 所 產 生 之 問 題 , 並 針 對 其 理 論 架 構 與 實 務 應 用 方 法 進 行 分 析 研 究 。 [ 黃 惠 琪 ,2003] 藉 由 文 獻 探 討 , 蒐 集 國 內 、 外 學 者 提 出 之 6σ 關 鍵 成 功 因 素 , 加 以 整 理 歸 納 出 6σ 關 鍵 因 素 , 並 經 由 專 家 之 建 議 修 改 , 彙 整 出 推 動 6σ 關 鍵 因 素 之 衡 量 變 數 。 其 中 以 重 視 顧 客 滿 意 及 高 階 主 管 支 持 與 參 與 , 為 推 動 6σ 最 重 要 之 關 鍵 因 素 。 [ 王 亞 屏,2004]探 討 三 項 主 要 品 質 活 動,全 面 品 質 經 營、ISO9000 品 質 管 理 系 統、六 標 準 差 之 理 論 與 做 法,主 要 採 取 實 地(田 野 )研 究 法 (Field Study), 從 行 動 者 角 度 觀 察 所 要 研 究 的 現 象 , 並 藉 由 專 家 學 者 意 見 、 中 外 文 獻 暨 國 際 標 竿 企 業 相 關 活 動 之 分 析 、 比 對 、 歸 納 、 萃 取 , 由 TQM 發 展 演 進 過 程 探 討 TQM 與 ISO9000、 TQM 與 六 標 準 差 之 目 的、 層 次 、量 測 、 作 法 等 構 面 的 獨 特 關 係,研 究 ISO9000 及 六 標 準 差 如 何 支 援 並 融 入 TQM。 [ 許 元 全,2004]以 推 動 六 標 準 差 活 動 極 具 成 效 的 個 案 公 司,以 其 所 推 動 六 標 準 差 改 善 專 案 為 實 證 研 究 對 象,探 討 其 六 標 準 差 活 動 的 模 式,並 進 而 以 財 務 指 標 來 評 估 績 效,採 用 資 料 包 絡 分 析 法 及 統 計 方 法,以 評 估 及 鑑 別 其 改 善 績 效 , 分 析 其 差 異 性 , 釐 清 其 原 因 以 建 立 專 案 改 善 的 標 準 。 [ 邱 先 煌,2004]以 六 標 準 差 DMAIC 推 行 步 驟 的 概 念,首 先 在 Define
界 定 階 段 應 用 品 質 機 能 展 開(Quality Function Deployment)將 顧 客 需 求 展
開 成 課 程 需 求 。 在 Measure 評 量 階 段 以 缺 口 分 析 模 型 (Gap Analysis
Model), 檢 討 現 有 的 服 務 品 質 及 課 程 設 計 有 何 缺 口 。 在 Analysis 分 析 階
段 以 失 效 模 式 與 效 應 分 析(Failure Mode and Effect Analysis,FMEA)作 為
改 善 分 析 工 具 。 在 Improve 改 善 階 段 依 據 QFD 找 到 的 課 程 需 求 及 FMEA 分 析 之 優 先 順 位 及 採 行 改 善 措 施,設 計 出 新 的 課 程,並 依 此 安 排 及 實 施 教 育 訓 練 。 最 後 Control 管 制 階 段 以 顧 客 滿 意 度 調 查 管 制 成 效 。 瞭 解 顧 客 真 正 之 需 求 , 確 實 達 到 顧 客 滿 意 的 目 的 , 做 好 事 前 的 預 防 , 讓 人 力 資 源 作 最 有 效 利 用 , 接 受 必 要 的 訓 練 , 節 省 不 必 要 的 資 金 及 人 力 的 浪 費 。 [ 鄭 榮 郎 ,2002] 進 行 6σ 系 統 與 經 營 策 略 文 獻 探 討 , 提 出 6σ 系 統 整 合 經 營 策 略 模 式 之 研 究 架 構,研 究 架 構 包 括 策 略 運 作 構 面 與 推 動 運 作 構 面 兩 自 變 數 以 及 品 質 績 效 指 標 因 變 數 , 組 織 企 業 文 化 、 組 織 環 境 評 估 、 策 略 形 成 定 位 、 改 善 方 法 結 構 、 推 動 組 織 結 構 、 品 質 改 善 技 術 、 改 善 績 效
衡 量 、 改 善 整 合 導 向 八 個 變 數 課 題 以 及 員 工 得 到 激 勵 、 提 昇 顧 客 滿 意 、 企 業 利 潤 提 高 、 企 業 成 本 降 低 四 個 因 變 數 指 標 , 透 過 單 一 個 案 研 究 分 析 , 瞭 解 企 業 如 何 進 行 6σ 系 統 整 合 經 營 策 略 過 程 。 2.3 實 驗 設 計 (DOE) [ 蘇 筵 仁 ,2004]以 0201 被 動 元 件 尺 寸 與 材 料 特 性 認 識 為 基 礎 , 配 合 良 率 分 析 與 製 程 中 檢 測,以 決 定 理 想 之 元 件 基 板 設 計、物 料 特 徵 及 製 程 參 數。研 究 中 使 用 田 口 方 法 並 配 合 實 驗 設 計 與 分 析,希 望 使 用 最 少 之 實 驗 次 數 , 以 獲 得 最 多 關 於 0201 被 動 元 件 組 裝 製 程 之 訊 息 。 首 先 , 決 定 實 驗 因 子 與 水 準 數 , 以 配 置 直 交 表 。 其 次 , 透 過 卡 方 檢 定 判 定 , 實 驗 數 據 是 否 符 合 常 態 分 佈 。 運 用 信 號 雜 音 比 與 變 異 數 分 析 , 以 獲 得 實 驗 中 之 顯 著 因 子。運 用 田 口 累 積 分 析 亦 期 望 獲 得 顯 著 因 子。實 驗 驗 証 最 佳 製 程 參 數 水 準 組 合 是 否 有 再 現 性 。 最 後 , 執 行 推 力 測 試 以 確 保 0201 被 動 元 件 製 程 之 最 佳 製 程 參 數 水 準 組 合 。 [ 楊 昌 鎮,2003]以 最 少 的 實 驗 次 數 搜 尋 到 最 佳 的 參 數 組 合 達 到 最 佳 的 品 質 表 現,實 驗 以 綜 合 切 削 中 心 機 進 行 研 究,以 圓 形 加 工 軌 跡 路 徑 作 圓 度 品 質 的 控 制,運 用 田 口 實 驗 設 計 法 探 討 影 響 加 工 部 品 兩 大 部 分,其 一 是 控 制 系 統 因 子 如 加 減 速 時 間 常 數 、 負 載 慣 量 、 預 先 控 制 係 數 、 預 先 控 制 時 間 常 數 , 其 二 是 切 削 系 統 因 子 如 每 刃 進 給 、 切 削 深 度 、 切 削 速 度 等 , 以 不 同 的 水 準 值 , 透 過 直 交 表 配 置 實 驗 , 並 作 各 水 準 平 均 值 與 回 應 表 的 分 析 , 找 出 數 值 控 制 加 工 設 備 在 系 統 控 制 與 機 械 加 工 最 佳 參 數 模 組 達 最 佳 品 質 展 現 , 進 而 穩 定 產 品 品 質 需 求 及 切 削 效 能 提 昇 。 [ 范 勝 欽 ,2004] 探 討 填 充 床 吸 收 塔 吸 收 揮 發 性 有 機 化 合 物 (VOCs) 之 質 傳 性 能 及 質 傳 現 象,首 先 以 有 機 類 之 三 乙 基 乙 二 醇 水 溶 液 對 於 甲 苯 、 甲 醇、乙 醚 及 丁 酮 等 VOCs 進 行 吸 收 作 用,進 而 探 討 各 操 作 條 件 對 質 傳 係 數 之 影 響。其 次,研 究 中 亦 以 二 水 準 因 子 之 實 驗 設 計 法 對 於 影 響 研 究 中 響 應 值(質 傳 係 數 )之 各 實 驗 因 子 進 行 規 劃 , 其 目 的 在 於 以 較 少 的 實 驗 組 合 而 得 合 理 及 準 確 之 分 析 結 果。此 外 亦 採 用 統 計 學 上 之 變 異 數 分 析 法(ANOVA) 說 明 實 驗 因 子 對 響 應 值 (Response Value) 之 影 響 及 因 子 間 之 交 互 作 用 關 係。此 外 吸 收 劑 與 揮 發 性 有 機 化 合 物 間 之 表 面 張 力 差 所 造 成 之 界 面 擾 動
現 象 亦 為 研 究 之 另 一 主 題,結 果 亦 證 實 質 傳 過 程 所 造 成 之 界 面 擾 動 現 象 將 有 助 於 吸 收 過 程 中 質 傳 性 能 之 提 升 。 2.4 製 程 失 效 模 式 分 析 (PFMEA) [ 何 錦 忠 ,2004] 運 用 專 家 系 統 中 之 案 例 式 推 理 技 術 ( Case Based Reasoning, CBR) , 簡 單 定 義 為 : 藉 由 搜 尋 過 去 解 決 問 題 的 方 式 和 經 驗 來 協 助 並 輔 助 目 前 所 發 生 的 問 題。藉 由 資 訊 科 技 的 協 助,建 立 一 套 輔 助 推 行 FMEA 之 專 家 系 統 , 來 真 正 發 揮 FMEA 之 功 效 。 [ 陳 道 宏,2004]探 討 印 刷 電 路 組 裝 板 在 工 廠 端 測 試 開 發 的 流 程 改 善
及 FMEA 系 統 建 立 。 以 Design FMEA 及 Process FMEA 為 架 構 , 強 調 容
易 操 作 之 人 機 介 面 及 快 速 地 資 料 建 立 和 查 詢,改 變 長 久 以 來 大 家 對 FMEA 在 建 立 資 料 及 資 料 維 謢 不 易 之 壞 印 象。使 用 FMEA 的 方 法,完 全 剖 析 測 試 設 備 若 要 達 到 高 的 測 試 涵 蓋 率 所 應 該 要 注 意 及 具 備 的 項 目。改 善 過 去 毫 無 頭 緒 , 胡 亂 摸 索 的 方 式 。 測 試 設 備 在 主 機 板 組 裝 業 是 不 可 或 缺 的 , 如 何 用 最 有 效 率,涵 蓋 率 最 高 的 測 試 方 法 來 達 到 對 產 品 作 品 質 上 的 檢 測,是 所 有 測 試 工 程 師 努 力 的 目 標 。 所 以 , 在 同 步 工 程 的 前 提 下 , 重 新 思 考 整 個 過 去 測 試 開 發 及 設 備 異 常 處 理 的 流 程 是 有 需 要 的。再 加 上 利 用 所 開 發 出 之 檢 測 PCBA 之 FMEA 系 統 , 將 使 得 整 個 流 程 變 得 更 為 有 效 率 。 [ 張 維 昌,2003]運 用 品 質 機 能 展 開 法 去 評 估 顧 客 需 求 與 技 術 要 求 間 之 關 鍵 品 質 要 項,其 間 之 分 析 係 輔 以 問 卷 調 查 與 集 群 分 析 之 技 法,經 由 品 質 機 能 展 開 所 導 出 之 關 鍵 品 質 要 項,主 要 利 用 田 口 品 質 工 程 之 參 數 設 計 , 藉 由 直 交 表 之 實 驗 計 劃 法,尋 找 最 適 品 質 要 項 因 子 與 水 準 之 組 合,以 作 為 降 低 雜 音 變 異 與 穩 定 製 程 之 參 考 依 據 。
第 三 章
個 案 研 究
本 個 案 研 究 , 運 用 6 sigma DMAIC 流 程 及 手 法 , 針 對 主 機 板 之 製 程 進 行 全 面 性 之 改 善 , 涵 蓋 關 鍵 輸 入 、 流 程 、 輸 出 指 標 之 定 義 , 運 用 特 性 要 因 圖 、 製 程 失 效 模 式 分 析 , 找 出 重 要 影 響 因 子 , 並 透 過 實 驗 設 計 及 Mind_Mapping 手 法 找 到 製 程 之 最 佳 參 數 及 改 善 對 策 , 達 到 穩 定 的 製 程 及 高 品 質 之 產 品 。 3.1 主 機 板 製 程 簡 介 主 機 板 之 製 程,首 先 是 載 入 電 路 板,透 過 印 刷 機 將 錫 膏 印 於 電 路 板 之 焊 墊 上 , 高 速 機 將 小 零 件 置 放 於 焊 墊 上 , 泛 用 機 將 大 零 件 置 放 於 電 路 板 上 , 再 經 由 迴 焊 爐 加 熱 將 零 件 固 定 於 電 路 板 上 , 進 行 電 路 測 試 及 功 能 測 試 , 再 經 外 觀 檢 查 及 包 裝 , 具 體 詳 細 流 程 如 圖 3: 主 機 板 製 程 。 圖 3 主 機 板 製 程 資 料 來 源 : 本 研 究 整 理 載 入 PCB:將 電 路 板 拆 封 並 置 於 載 板 機 上 , 載 板 機 自 動 將 電 路 板 吸 起 並 置 於 輸 送 帶 上 。 錫 膏 印 刷 :電 路 板 經 由 輸 送 軌 道 自 動 送 入 錫 膏 印 刷 機 , 定 位 後 將 錫 膏 經 由 鋼 板 均 勻 印 刷 於電 路 板之 焊 墊 上,再 送 至 下 一 台 機 錫 膏 厚 度 檢 測 :錫 膏 印 刷 檢 查 機 以 光 學 原 理,檢 查 印 刷 完 成 之 PCB, 確 認 錫 量 是 否 在 規 格 內 才 能 達 到 品 質 之 要 求 。 若 錫 量 太 多 , 易 造 成 短 路 ; 若 錫 量 太 少 , 易 造 成 空 焊 。 點 膠 機 :針 對 過 迴 焊 爐 會 造 成 偏 移 /掉 落 之 零 件 ,加 以 點 膠 固 定 。 高 速 機 :將 小 零 件 (電 阻 /電 容 /電 感 /晶 體 /24 pin 以 下 之 IC) ,依 據 程 式 給 予 座 標 ,準 確 置 於 PCB 之 焊 墊 錫 膏 上 。 泛 用 機 :將 大 零 件 (24pin 以 上 之 IC/QFP/BGA/ PLCC/連 接 器 /特 殊 零 件 /有 卡 勾 之 零 件 ),依 據 程 式 給 予 座 標 ,準 確 置 於 PCB 之 焊 墊 錫 膏 上 。 迴 焊 爐 :透 過 加 溫 , 使 錫 膏 將 零 件 確 實 結 合 在 PCB 之 焊 墊 上 。 光 學 檢 查 機 :透 過 光 學 檢 查 過 完 回 焊 爐 之 PCB 上 之 零 件 是 否 缺 件 /多 件 /偏 移 。 電 路 測 試 (ICT):以 ICT 檢 測 經 過 SMT 製 程 之 主 機 板 上 之 零 件 值、零 件 位 置 是 否 正 確 , 零 件 是 否 短 路 空 焊 、 缺 件 。 功 能 測 試 (FT):以 治 具 實 接 主 機 板 之 輸 入、輸 出 接 口,確 保 所 有 功 能 都 能 正 常 運 作 。 外 觀 檢 查 :檢 驗 主 機 板 經 過 SMT、 補 件 、 測 試 製 程 後 , 在 主 機 板 及 零 件 外 觀 上 是 否 有 不 良 產 生 。 包 裝 :以 靜 電 帶 包 裝 完 成 之 良 品 , 並 置 於 包 裝 箱 內 。 入 庫 :完 成 品 之 主 機 板 暫 時 存 入 庫 房 , 以 供 成 品 組 裝 或 直 接 出 貨 至 顧 客 手 中 。 影 響 整 個 主 機 板 製 程 良 率 的 因 素 相 當 複 雜 , 本 個 案 透 過 6 sigma 手 法 , 在 如 此 複 雜 之 系 統 中 , 全 面 性 考 量 其 輸 入 、 流 程 、 輸 出 因 子 相 互 之 關 係,分 層 找 出 影 響 主 機 板 製 程 良 率 之 進 階 問 題,進 而 針 對 問 題 以 不 同 手 法 尋 求 改 善 對 策 , 全 面 性 提 昇 主 機 板 製 程 之 良 率 。 3.2 Define 界 定 階 段 面 對 競 爭 激 烈 的 代 工 產 業 , 為 提 升 競 爭 優 勢 , 首 先 從 了 解 顧 客 之 聲 音、顧 客 之 需 求 及 顧 客 在 意 之 關 鍵 品 質 指 標。另 一 方 面 從 企 業 內 部 流 程 考
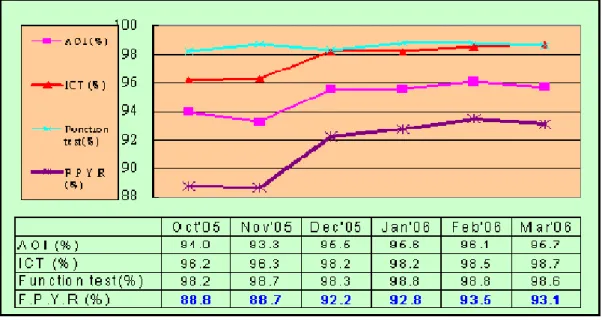
量 出 發 , 找 出 關 鍵 流 程 問 題 及 關 鍵 流 程 指 標 , 尋 求 最 佳 之 改 善 機 會 , 將 六 標 準 差 之 主 題 定 為 提 升 主 機 板 製 程 之 良 率 。 具 體 分 析 如圖 4: 關 鍵 顧 客 需 求 與 內 部 流 程 改 善 需 求。 圖 4 關 鍵 顧 客 需 求 與 內 部 流 程 改 善 需 求 資 料 來 源 : 本 研 究 整 理 經 由 系 統 收 集 關 鍵 機 種 A 產 品 之 良 率,資 料 收 集 期 間 從 2005 年 10 月 到 2006 年 3 月 , 主 機 板 SMT 製 程 之 良 率 計 算 方 式 及 趨 勢 圖 5 所 示 。 良 率 由 2005 年 10 月 的 88.8%到 2006 年 3 月 的 93.1%, 由 趨 勢 圖 可 知 , 當 良 率 提 升 至 93%時 , 已 遇 到 瓶 頸 而 無 法 進 一 步 提 升 。
AOI BOT pass qty
AOI BOT input qty
*
ICT pass qty ICT input qty
*
AOI TOP pass qtyAOI TOP input qty
*
F/T pass qty F/T input qty
圖 5 現 有 主 機 板 製 程 良 率 趨 勢 圖 資 料 來 源 : 本 研 究 整 理 考 量 專 案 之 範 圍 , 依 此 選 擇 專 案 之 成 員 , 組 成 六 標 準 差 改 善 團 隊 , 功 能 包 括 黑 帶 、 綠 帶 、 工 業 工 程 、SMT 製 程 、 供 應 商 品 質 管 理 、 生 產 管 理 、 品 管 等 人 員,並 訂 定 各 功 能 成 員 所 應 負 責 之 工 作 內 容,以 確 保 整 體 改 善 工 作 能 順 利 進 行 。 團 隊 成 員 及 各 成 員 所 負 責 之 工 作 分 配 如 表 1 所 示 : 表 1 專 案 成 員 及 工 作 分 配 表 資 料 來 源 : 本 研 究 整 理
收 集 2006 年 1 月 到 2006 年 3 月 之 製 程 不 良 分 析 資 料 , 經 由 資 料 分 析 整 理 如 柏 拉 圖 所 示 , 前 五 項 原 因 為 零 件 空 焊 、 零 件 偏 移 、 錫 短 路 、 缺 件 、 材 料 不 良 , 佔 總 不 良 之 83%。 詳 如 圖 6:主 機 板 製 程 不 良 原 因 分 析 圖 6 主 機 板 製 程 不 良 原 因 分 析 資 料 來 源 : 本 研 究 整 理 再 針 對 零 件 空 焊 之 原 因 進 一 步 分 析 , 發 現 其 跟 零 件 位 置 有 密 切 的 關 係 , 分 析 整 理 柏 拉 圖 如 圖 7 所 示 , 零 件 位 置 DM2/IDE1/X7/CN13/DM1/CN7, 佔 零 件 空 焊 的 62%。 圖 7 零 件 空 焊 不 良 原 因 分 析
針 對 生 產 線 發 生 零 件 空 焊 之 原 因 進 一 步 分 析 , 尋 找 潛 在 快 速 取 勝 機 會 , 針 對 零 件 空 焊 之 位 置 (DM1/DM2/X7/CN7/IDE1)及 原 因 , 依 容 易 實 施 、 便 宜 實 施 、 快 速 實 施 、 本 團 隊 控 制 範 圍 之 內 、 易 於 改 回 重 作 等 因 素 , 並 評 估 其 實 施 可 行 性 , 並 訂 定 其 對 策 為 板 廠 更 換 PP 材 質 、 修 改 鋼 板 的 X7 開 孔 大 小 、 要 求 廠 商 改 善 空 板 之 品 質 、 更 改 IDE1 鋼 板 開 口 位 置 , 由 誰 來 負 責 及 完 成 日 期 , 如 表 2 所 示 。 表 2 潛 在 快 速 取 勝 機 會 評 估 表 資 料 來 源 : 本 研 究 整 理 3.3 Measure 衡 量 階 段 針 對 主 機 板 製 程 量 測 系 統 進 行 分 析,其 中 包 括 了 重 複 和 再 生 分 析,以 及 現 有 之 製 程 能 力 評 估,確 保 衡 量 系 統 具 有 統 計 上 的 穩 定 性。以 錫 膏 厚 度 檢 查 站 、 光 學 檢 查 站 (AOI)進 行 之 量 測 能 力 分 析 , 首 先 制 定 Gauge R&R 執 行 計 劃 , 如 表 3、 表 4 所 示 。 量 測 項 目 為 影 響 目 標 達 成 之 輸 出 指 標 ; 資 料 形 式 可 分 為 連 續 型 及 離 散 型 兩 大 類,例 如 高 度、長 度、時 間 為 連 續 型 資 料, 若 區 分 為 良 品 及 不 良 品 則 為 離 散 型 資 料;樣 本 數 決 定 於 資 料 之 準 確 度;進 行 方 式 詳 述 資 料 收 集 方 法 ; 不 同 資 料 型 態 須 以 不 同 的 方 法 來 判 定 。
表 3 錫 膏 厚 度檢 查 站 量 測 計 劃 資 料 來 源 : 本 研 究 整 理 表 4 光 學 檢 查 站 量 測 計 劃 資 料 來 源 : 本 研 究 整 理 依 量 測 執 行 計 劃 進 行 資 料 之 收 集 , 錫 膏 厚 度 檢 查 站 之 %GRR 為 7.02%<30%, 如 表 5 所 示 , 表 示 此 量 測 系 統 無 問 題 。 光 學 檢 查 站 之 Kappa 值 為 0.97>0.9, 如 表 6 所 示 , 表 示 此 量 測 系 統 無 問 題 。
表 5 錫 膏 厚 度檢 查 站 量 測 系 統 分 析 資 料 來 源 : 本 研 究 整 理 表 6 光 學 檢 查 站 量 測 系 統 分 析 資 料 來 源 : 本 研 究 整 理 同 時 分 析 現 有 製 程 能 力 , 資 料 期 間 為 2006 年 1 月 到 2006 年 3 月 。 將 各 站 之 製 程 能 力 整 理 如 表 7 所 示 。
表 7 現 有 製 程 能 力 分 析 資 料 來 源 : 本 研 究 整 理 3.4 Analyze 分 析 階 段 針 對 SMT 製 程 不 良 之 原 因 加 以 層 別 分 析 , 依 機 台 別 及 零 件 種 類 加 以 分 析 , 彙 總 如 圖 8 所 示 , 左 邊 欄 位 為 機 台 名 稱 , 最 上 列 為 影 響 產 品 良 率 之 主 要 原 因 有 空 焊 、 偏 移 、 短 路 、 缺 件 、 材 料 不 良 , 由 圖 中 可 發 現 空 焊 及 短 路 之 不 良 集 中 在 泛 用 機 之 零 件,且 零 件 種 類 為 連 接 器;零 件 偏 移 及 缺 件 之 不 良 集 中 在 高 速 機 之 零 件,且 零 件 種 類 為 1005RP3 之 電 阻 及 1005CP5 之 電 容 。 圖 8 SMT 製 程 不 良 原 因 分 析 資 料 來 源 : 本 研 究 整 理
依 層 別 資 料 再 往 下 分 析 針 對 影 響 主 機 板 製 程 良 率 之 可 能 原 因,以 魚 骨 圖 依 空 焊、偏 移、短 路、缺 件、材 料 不 良 五 大 類 加 以 分 析 找 出 可 能 之 原 因 , 如 圖 9 所 示 。 圖 9 SMT 製 程 不 良 之 魚 骨 圖 分 析 資 料 來 源 : 本 研 究 整 理 另 依 據 主 流 程 步 驟 、 次 流 程 步 驟 為 主 軸 , 列 出 影 響 之 輸 入 及 流 程 指 標 , 再 依 影 響 良 率 程 度 之 權 重 因 素 : 空 焊 、 偏 移 、 短 路 、 缺 件 、 材 料 不 良 加 以 評 分,以 因 果 矩 陣 針 對 影 響 主 機 板 製 程 良 率 之 因 子 加 以 分 析,找 出 可 能 之 原 因,如 表 8 所 示。找 出 影 響 製 程 之 重 要 因 子,針 對 錫 膏 印 刷 機 方 面, 脫 模 速 度 、 刮 刀 壓 力 、 刮 刀 速 度 、 脫 模 距 離 為 重 要 影 響 因 子 。 針 對 高 速 機 方 面 , 吸 料 速 度 、 吸 料 位 置 、 吸 料 高 度 、 置 放 速 度 、 置 放 高 度 為 重 要 影 響 因 子 。
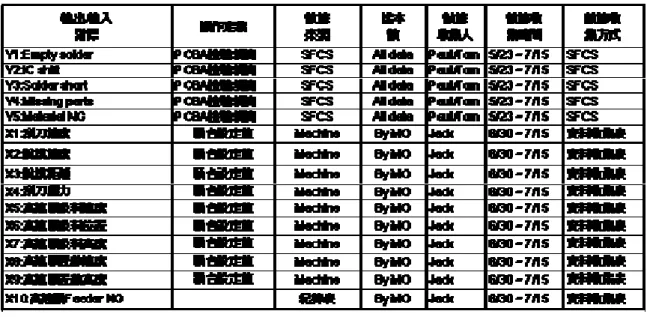
表 8 SMT 製 程 不 良 因 果 矩 陣 分 析 資 料 來 源 : 本 研 究 整 理 依 據 魚 骨 圖、因 果 矩 陣 分 析 而 得 影 響 製 程 良 率 之 因 子,將 不 良 現 象 (小 y)及 可 能 影 響 之 因 子 , 列 入 資 料 收 集 表 中 , 如 表 9 所 示 。 輸 出 指 標 為 影 響 良 率 之 資 料 (Y1~Y5), 輸 入 指 標 為 影 響 良 率 之 關 鍵 製 程 參 數 (X1~X10), 操 作 定 義 為 收 集 資 料 之 作 業 方 式 , 並 定 義 數 據 來 源 、 資 料 收 集 樣 本 數 、 數 據 收 集 人、數 據 收 集 期 間 及 收 集 方 式,確 保 所 收 集 之 資 料 能 符 合 分 析 之 方 向。
表 9 輸 出 /輸 入 指 標 收 集 表 資 料 來 源 : 本 研 究 整 理 針 對 資 料 收 集 表 之 可 能 影 響 因 子,收 集 實 際 生 產 資 料,以 假 設 檢 定 方 法 加 以 檢 測 , 進 一 步 篩 選 是 否 為 影 響 因 子 。 以 錫 膏 厚 度 為 例 , 當 錫 膏 厚 度 為 0.11~0.14mm 時 , 良 品 為 4189pcs, 不 良 品 為 97pcs; 當 錫 膏 厚 度 為 0.15~0.18mm 時 , 良 品 為 15055pcs, 不 良 品 為 52pcs; 當 錫 膏 厚 度 為 0.19~0.22mm 時 , 良 品 為 1449pcs, 不 良 品 為 456pcs; 顯 示 錫 膏 厚 度 為 高 度 影 響 因 子,同 時 依 卡 方 檢 定 其 P-value 為 0 < 0.05,可 判 斷 錫 膏 厚 度 為 重 要 之 影 響 因 子 , 如 表 10 所 示 。
表 10 錫 膏 厚 度 卡 方 檢 定 表 資 料 來 源 : 本 研 究 整 理 3.5 Improve 改 善 階 段 依 據 分 析 階 段 而 得 之 影 響 因 子,思 考 解 決 問 題 之 想 法,錫 膏 印 刷 機 部 份 , 考 慮 以 實 驗 設 計 方 法 , 針 對 刮 刀 速 度 、 脫 模 速 度 、 脫 模 距 離 、 刮 刀 壓 力 為 實 驗 因 子 , 找 出 最 佳 之 參 數 組 合 , 達 到 穩 定 之 印 刷 製 程 。 另 高 速 機 部 份 , 亦 考 慮 以 實 驗 設 計 方 法 , 針 對 吸 料 速 度 、 吸 料 位 置 、 吸 料 高 度 、 置 放 速 度 、 置 放 高 度 為 實 驗 因 子 , 找 出 最 佳 之 參 數 組 合 , 使 1005RP3 之 電 阻 及 1005CP5 之 電 容 置 放 良 率 得 以 提 昇 。 其 他 之 因 子 則 考 慮 使 用 腦 力 激 盪 之 方 法 解 決 。 資 將 改 善 之 想 法 如 表 11 所 示 。
表 11 改 善 方 向 彙 總 表 資 料 來 源 : 本 研 究 整 理 首 先 蒐 集 現 有 產 品 之 不 良 率 較 高 之 位 置 的 錫 膏 厚 度 , 在 良 品 、 短 路 、 空 焊 上 之 差 異 性 , 圖 中 每 小 格 代 表 不 良 率 較 高 之 零 件 位 置 , 當 零 件 為 空 焊 、 良 品 、 短 路 時 , 錫 膏 厚 度 之 散 佈 圖 , 從 資 料 數 據 上 可 看 出 , 若 錫 膏 厚 度 大 於 0.20 毫 米 , 該 零 件 易 於 短 路 ; 若 錫 膏 厚 度 小 於 0.14 毫 米 , 該 零 件 易 於 空 焊 。 資 料 如 圖 10 所 示 。 圖 10 錫 膏 厚 度 與 零 件 焊 錫 性 分 析 圖 資 料 來 源 : 本 研 究 整 理
接 著 以 刮 刀 速 度 、 脫 模 速 度 、 脫 模 距 離 、 刮 刀 壓 力 四 個 因 子 對 於 錫 膏 厚 度 進 行 實 驗 設 計,並 列 出 機 台 可 設 定 數 之 上 下 限 值,同 時 考 慮 各 因 子 之 現 有 設 定 值,訂 定 各 因 子 之 實 驗 水 準 設 定 值,刮 刀 速 度 設 定 上 下 水 準 分 別 為 50mm/s & 20mm/s, 脫 模 速 度 設 定 上 下 水 準 分 別 為 0.8mm/s & 0.2mm/s, 脫 模 距 離 設 定 上 下 水 準 分 別 為 5.0mm & 1.0mm, 刮 刀 壓 力 設 定 上 下 水 準 分 別 為 7kg & 5kg, 錫 膏 厚 度 為 實 驗 之 反 應 值 , 並 選 擇 了 高 不 良 之 零 件 位 置 為 錫 膏 厚 度 量 測 點 , 以 及 量 測 方 式 及 數 量 , 詳 如 表 12 所 示 。 表 12 印 刷 機 實 驗 因 子 水 準 表 資 料 來 源 : 本 研 究 整 理 實 驗 以 刮 刀 速 度 〈 因 子 A〉 、 脫 模 速 度 〈 因 子 B〉 、 脫 模 距 離 〈 因 子 C〉、刮 刀 壓 力〈 因 子 D〉四 個 因 子,選 擇 解 析 度 為 IV,共 八 種 水 準 組 合 , 每 種 水 準 組 合 複 製 三 次 實 驗 , 另 對 中 心 點 執 行 四 次 實 驗 , 共 28 次 實 驗 , 實 驗 順 序 以 Run Order 隨 機 性 來 執 行 , 經 實 驗 及 資 料 收 集 如 表 13 所 示 。 S 為 選 定 零 件 位 置 點 量 測 之 錫 膏 厚 度 值 之 標 準 差 , Mean 為 選 定 零 件 位 置 點 量 測 錫 膏 厚 度 平 均 值 。
表 13 印 刷 機 實 驗 數 據 資 料 表 資 料 來 源 : 本 研 究 整 理 針 對 實 驗 之 數 據 以 平 均 值 進 行 分 析,從 主 效 應 圖 及 柏 拉 圖 可 看 出 刮 刀 壓 力 〈 因 子 D〉 及 刮 刀 速 度 〈 因 子 A〉 為 影 響 因 子 ; 另 從 交 互 作 用 圖 及 柏 拉 圖 可 看 出 刮 刀 壓 力 及 刮 刀 速 度 存 在 交 互 作 用 , 如 圖 11 所 示 圖 11 印 刷 機 錫 膏 厚 度 平 均 值 因 子 效 果 圖
再 以 迴 歸 分 析 求 得 錫 膏 厚 度 平 均 值 之 迴 歸 式 預 測 如 下 公 式 所 示 。 Avg = 0.147314+ 0.00118679*刮 刀 速 度 .+ 0.00154333*刮 刀 壓 力 +0.000007083*.脫 模 距 離 -0.00006042*脫 模 速 度 -0.00015746*刮 刀 壓 力 .* 刮 刀 速 度 R-Sq = 79.57% R-Sq(adj) = 74.93% 接 著 進 行 最 佳 化 分 析,將 錫 膏 厚 度 平 均 值 目 標 設 為 0.165mm 進 行 最 佳 模 式 分 析,當 刮 刀 速 度 設 為 40mm/s、脫 模 速 度 0.8mm/s、脫 模 距 離 5mm、 刮 刀 壓 力 5kg 時 可 得 最 佳 之 y 值 為 0.1643mm, 如 圖 12 所 示 。 圖 12 印 刷 機 因 子 最 佳 化 分 析 圖 資 料 來 源 : 本 研 究 整 理 對 所 得 錫 膏 印 刷 機 最 佳 參 數 進 行 確 認 實 驗 10 次 , 平 均 值 為 0.1635mm,與 迴 歸 式 所 得 之 平 均 值 為 0.1643mm 接 近,顯 示 實 驗 之 可 信 度 。 以 吸 料 速 度 、 吸 料 位 置 、 吸 料 高 度 、 置 放 速 度 、 置 放 高 度 五 個 因 子 對 於 高 速 機 置 放 精 度 進 行 實 驗 設 計,並 列 出 機 台 可 設 定 數 之 上 下 限 值,同 時 考 慮 各 因 子 之 現 有 設 定 值,訂 定 各 因 子 之 實 驗 水 準 設 定 值,吸 料 速 度 設 定 上 下 水 準 分 別 為 100% & 60%, 吸 料 位 置 設 定 上 下 水 準 分 別 為 0.2mm &
下 水 準 分 別 為 100% & 60%, 置 放 高 度 設 定 上 下 水 準 分 別 為 0.4mm & 0.2mm, 各 因 子 之 水 準 設 定 如 表 14 所 示 , 反 應 值 y 為 置 件 偏 移 度 平 均 值 。 表 14 高 速 機 實 驗 因 子 水 準 表 資 料 來 源 : 本 研 究 整 理 實 驗 以 吸 料 速 度 〈 因 子 A〉 、 吸 料 位 置 〈 因 子 B〉 、 吸 料 高 度 〈 因 子 C〉 、 置 放 速 度 〈 因 子 D〉 、 置 放 高 度 〈 因 子 E〉 五 個 因 子 , 選 擇 解 析 度 為 V, 共 16 種 水 準 組 合 , 每 種 水 準 組 合 複 製 兩 次 實 驗 , 另 對 中 心 點 執 行 四 次 實 驗 , 共 36 次 實 驗 ,實 驗 順 序 以 Run Order 隨 機 性 來 執 行 ,經 實 驗 及 資 料 收 集 如 表 15 所 示 , X-avg 為 零 件 X 座 標 偏 移 程 度 平 均 值 , Y-avg 為 零 件 Y 座 標 偏 移 程 度 平 均 值 。
表 15 高 速 機 實 驗 設 計 資 料 表 資 料 來 源 : 本 研 究 整 理 針 對 實 驗 之 數 據 以 偏 移 絕 對 值 之 平 均 值 進 行 分 析,從 主 效 應 圖 及 柏 拉 圖 可 看 出 , 影 響 X 座 標 偏 移 之 因 子 為 置 放 高 度 〈 因 子 E〉、 吸 料 高 度 〈 因 子 C〉 、 吸 料 速 度 〈 因 子 A〉 為 影 響 因 子 , 如 圖 13 所 示 。 影 響 Y 座 標 偏 移 之 因 子 為 置 放 高 度 〈 因 子 E〉 、 吸 料 高 度 〈 因 子 C〉 , 如 圖 14 所 示 。
圖 13 高 速 機 置 放 X 座 標 偏 移 絕 對 值 之 平 均 值 因 子 效 果 圖 資 料 來 源 : 本 研 究 整 理
圖 14 高 速 機 置 放 Y 座 標 偏 移 絕 對 值 之 平 均 值 因 子 效 果 圖 資 料 來 源 : 本 研 究 整 理
以 迴 歸 式 分 析 , 求 得 置 放 精 度 X,Y 平 均 值 之 迴 歸 式 預 測 如 下 公 式 所 示 。 X_Avg = -0.0073368+ 0.0251563*吸 料 速 度 + 0.0035937*吸 料 位 置 + 0.0770313*吸 料 高 度 -0.0001563*置 放 速 度 +0.183438*置 放 高 度 R-Sq = 71.12% R-Sq(adj) = 66.30% Y_Avg = -0.0057222+ 0.0093750*吸 料 速 度 + 0.0846875*吸 料 位 置 +0.01541*吸 料 高 度 +0.0075000*置 放 速 度 +0.182500*置 放 高 度 R-Sq = 72.67% R-Sq(adj) = 68.11% 將 置 放 精 度 平 均 值 目 標 設 為 0mm,進 行 最 佳 模 式 分 析,當 吸 料 速 度 設 為 60%、吸 料 位 置 設 為-0.2mm、吸 料 高 度 設 為-0.2mm、置 放 速 度 100%、 置 放 高 度 0.2mm 時 可 得 最 佳 之 結 果 , X 座 標 偏 移 對 值 之 平 均 值 為 0.0282mm、 Y 座 標 偏 移 對 值 之 平 均 值 為 0.0303mm, 如 圖 15 所 示 。 圖 15 高 速 機 因 子 最 佳 化 分 析 圖 資 料 來 源 : 本 研 究 整 理
對 所 得 高 速 機 最 佳 參 數 進 行 確 認 實 驗 10 次 , X 座 標 偏 移 對 值 之 平 均 值 為 0.0265mm、 Y 座 標 偏 移 對 值 之 平 均 值 為 0.0343mm, 與 迴 歸 式 所 得 之 X 座 標 偏 移 對 值 之 平 均 值 為 0.0282mm、 Y 座 標 偏 移 對 值 之 平 均 值 為 0.0303mm 接 近 , 顯 示 實 驗 之 可 信 度 。 另 方 面 針 對 不 易 量 化 之 影 響 因 子 , 以 Mind_Mapping 尋 找 可 行 之 改 善 對 策 , 改 善 Feeder NG 之 可 行 對 策 如 圖 15 所 示 。 主 要 原 因 為 Feeder 墊 片 使 用 錯 誤 、 接 料 帶 黏 接 不 良 、 Feeder 送 料 中 心 偏 移 、 Feeder 不 潔 , 並 給 予 對 策 為 使 用 萬 用 型 磁 性 墊 片 、 上 料 前 以 氣 槍 清 潔 等 , 詳 如 圖 16 所 示 圖 16 Feeder NG 可 行 對 策 分 析 資 料 來 源 : 本 研 究 整 理 綜 合 錫 膏 印 刷 機 及 高 速 機 之 實 驗 設 計 結 果 , 及 Feeder NG 之 Mind_Mapping 分 析 之 可 行 改 善 對 策,以 決 策 矩 陣 彙 整 評 估,表 列 各 項 可 行 方 案 , 並 考 量 符 合 流 程 及 客 戶 之 要 求 、 執 行 成 本 、 執 行 方 案 時 間 、 對 策 應 用 之 延 伸 性 、 複 雜 性 等 構 面 , 並 依 其 影 響 之 程 度 給 予 不 同 之 價 值 權 重 , 以 求 得 各 項 可 行 方 案 之 權 重 積 分 , 詳 如 表 16 所 示 。
表 16 決 策 選 擇 矩 陣
資 料 來 源 : 本 研 究 整 理
針 對 對 策 評 選 之 結 果 , 對 總 分 大 於 500 之 對 策 制 定 實 施 管 制 表 , 訂 定 負 責 人 及 實 施 日 期 , 如 表 17 所 示 。
針 對 選 定 之 對 策 持 續 追 蹤 其 改 善 成 效,將 改 善 前 後 之 良 率 資 料 以 圖 示 表 示 如 圖 17 所 示 , 改 善 前 之 良 率 為 93.1%, 改 善 後 之 良 率 提 升 為 97.6%。 圖 17 改 善 前 後 之 良 率 趨 勢 圖 資 料 來 源 : 本 研 究 整 理 3.6 Control 控 制 階 段 為 確 保 改 善 之 對 策 能 有 效 持 續 被 執 行 , 將 對 策 加 於 Process Control System, 如 表 18 所 示 , 以 做 為 生 產 製 程 管 制 之 依 據 , QC 亦 依 此 做 為 巡 線 稽 核 之 依 據 。
表 18 Process Control System