超音波輔助薄殼射出成形之流動性研究
78
0
0
全文
(2) 超音波輔助聚合物薄殼射出成形之流動性研究 Flow Behavior of Polymer in Ultranics Assisted Thin-wall Injection Molding 研 究 生:何奇忠. Student: ChiChung Ho. 指導教授:洪景華 教授. Advisor: Chinhua Hung. 國 立 交 通 大 學 機 械 工 程 研 究 所 碩 士 論 文. A Thesis Submitted to Institute of Mechanical Engineering College of Engineering National Chau Tung University in Partial Fulfillment of Requirements for the Degree of Master of Science in Mechanical Engineering July 2004 Hsinchu, Taiwan, Republic of China. 中華民國九十三年七月.
(3) 博碩士論文授權書 (國科會科學技術資料中心版本 92.2.17) 本授權書所授權之論文為本人在___國立交通. __大學(學院)_機械工程_系所. _設計製造_組__九十二 _學年度第_二_學期取得_碩_士學位之論文。 論文名稱:超音波輔助聚合物薄殼射出成形之流動性研究_____________ □同意. □不同意. (政府機關重製上網). 本人具有著作財產權之論文全文資料,授予行政院國家科學委員會科學技 術資料中心、國家圖書館及本人畢業學校圖書館,得不限地域、時間與次 數以微縮、光碟或數位化等各種方式重製後散布發行或上載網路。 本論文為本人向經濟部智慧財產局申請專利(未申請者本條款請不予理會) 的附件之一,申請文號為:______,註明文號者請將全文資料延後 半年再公開。 -------------------------------------------------------------------------□同意 □不同意 (圖書館影印) 本人具有著作財產權之論文全文資料,授予教育部指定送繳之圖書館及本 人畢業學校圖書館,為學術研究之目的以各種方法重製,或為上述目的再 授權他人以各種方法重製,不限地域與時間,惟每人以一份為限。 上述授權內容均無須訂立讓與及授權契約書。依本授權之發行權為非專屬性發行 權利。依本授權所為之收錄、重製、發行及學術研發利用均為無償。上述同意與不同 意之欄位若未鉤選,本人同意視同授權。 指導教授姓名: 研究生簽名:. 洪景華. 教授. 何奇忠. 學號: 9114531. (親筆正楷) 日期:民國. (務必填寫) 93. 年. 7. 月. 5. 日. 1. 本授權書 (得自http://sticnet.stic.gov.tw/sticweb/html/theses/authorize.html 下載或至 http://www.stic.gov.tw首頁右下方下載) 請以黑筆撰寫並影印裝訂於書名頁之次頁。. 2. 授權第一項者,請確認學校是否代收,若無者,請個別再寄論文一本至台北市(106-36)和平東 路二段 106 號 1702 室 國科會科學技術資料中心 王淑貞。(本授權書諮詢電話:02-27377746). 3. 本授權書於民國 85 年 4 月 10 日送請內政部著作權委員會(現為經濟部智慧財產局)修正定稿, 89.11.21 部份修正。. 4. 本案依據教育部國家圖書館 85.4.19 台(85)圖編字第 712 號函辦理。.
(4) 簽署人須知 1. 依著作權法的規定,任何單位以網路、光碟與微縮等方式整合國內學術資料,均須 先得到著作財產權人授權,請分別在兩種利用方式的同意欄內鉤選並填妥各項資料。 我國博碩士論文八十二學年度以前摘要資料庫及八十四學年度以後全文資料微片目 錄資料庫已上載於行政院國家科學委員會科學技術資料中心網站www.stic.gov.tw,或 至教育部國家圖書館網站www.ncl.edu.tw之博碩士論文書目摘要資料庫查詢。. 2. 所謂非專屬授權是指被授權人所取得的權利並非獨占性的使用權,授權人尚可將相 同的權利重複授權給他人使用; 反之即為專屬授權,如果您已簽署專屬授權書予其他 法人或自然人,請勿簽署本授權書,著作人日後不可以主張終止本授權書,但您仍可 授權其他法人或自然人上述的行為。. 3. 全國博碩士論文全文資料整合計畫的宏觀效益: 在個人方面,您的論文將可永久保存(微縮技術在理論上可保存八百年,實證已逾百 年),也因為您的授權,使得後進得以透過電腦網路與光碟多管道檢索,您的論文將 因而被充分利用。在國家總體利益方面,紙本容易因影印而造成裝訂上的傷害,圖書 館中孤本的公開陳列與外借也有破損之虞,唯有賴政府全面性的整合,借助科技設備 才能一舉完成保存與利用的全方位效益,回憶您過去尋找資料之不便經驗,學弟與學 妹確實須要您的論文與授權書。.
(5)
(6) 超音波輔助聚合物薄殼射出成形之流動性研究. 學生:何奇忠. 指導教授:洪景華 教授. 國立交通大學機械工程研究所 摘要 運用超音波振動進行輔助加工時,一般皆認為有降低工件變形阻 力,減少介面間摩擦力以及提高工件溫度的效應,本研究則希望透過 這些優點來改善薄殼塑膠射出成形所遭遇的材料流動性不良之情 況。研究的方法是於模具嵌入一可振動的模仁形成一長直薄流路,材 料流入薄流路的同時亦受到超音波振動之影響,再藉由取出之成品觀 察超音波振動是否適合用於射出成形之加工。由實驗結果看來,超音 波振動用於薄殼射出成形時,較高的模具溫度因材料的固化時間較 長,超音波振動能讓成品有較大的增長量。推測此乃因超音波振動在 材料固化前能降低其流動時所受的阻力。本文中亦討論了模具設計方 法以及實際應用時所可能遭遇到之問題,並於本文最後提出幾項改進 之建議,希望藉此增加超音波輔助射出成形之可行性進而對超音波應 用於射出成形有所幫助。. I.
(7) Flow Behavior of Polymer in Ultrasonics Assisted Thin-wall Injection Molding. Student:ChiChung Ho. Advisor:Prof. Chinghua Hung. Institute of Mechanical Engineering National Chiao Tung University ABSTRACT While applying ultrasonic vibration to manufacture processes, it is generally recognized that it exhibits the effects of lowering the deformation resistance of workpiece, decreasing friction between contact interfaces and raising the temperature of the workpiece. In this research, we tried to utilize these advantages into thin-wall injection molding to overcome the poor flow properties of the material. A mold insert was designed into the moving-side of the mold, and while the material was being shooting into the thin-wall cavity, the mold insert start vibrating. By observing the appearance and measuring the length of the products, the effects of ultrasonic vibration to thin-wall injection molding were obtained. From experiment results, we found that the higher mold temperature leads to longer solidification time, and the longer solidification time leads to larger elongation of the products. Therefore, the ultrasonic vibration can decrease the flow resistance before the material getting solidified. In this thesis, we also discussed the ways to design a better mold and the problems that may occurred when putting ultrasonic assisted injection molding into practice. Some suggestions for increasing the feasibility of ultrasonic assisted injection molding were proposed at the end of this thesis. We hope they can be a great help to those who are interested in ultrasonic assisted injection molding.. II.
(8) 致謝 本論文能夠順利完成首先要感謝我的指導教授洪景華老師,感謝 老師兩年來給予我的教誨,在本研究進行至最低潮時,鼓勵我不要輕 言放棄,並且指導我如何面對挫折,以正面態度去解決它。 研究進行之初,一度面臨難以取得實驗機台的困境,陳仁浩教授 則出借模具供我使用,甚至允許我修改模具,真的非常感激。應化所 的張豐志教授很慷慨出借射出成形機,解決我沒有實驗機台的窘境。 也感謝在我的研究生涯理陪伴我兩年的實驗室所有夥伴,你們帶給我 的不只是研究上的東西,還陪我渡過生活上的喜怒哀樂,尤其是洪榮 崇學長以及黃建溢同學,分別在超音波設備以及實做部分給予我相當 大的協助,讓我實驗時能很快進入狀況。此外我的第一次實際操作射 出成形機,完全要感謝劉安誠學長的教導,讓我很快熟悉實驗時的施 作技巧。我的女朋友蕭靜怡,感謝你常常要聽我訴苦,有時候則犧牲 假日陪我實驗,是非常難得的好女友。 最後我要將此論文獻給最摯愛的父母,父親給我的鼓勵讓我感到 最深刻的一句話是:既然選擇了它、就要能愛上它。也因為這句話, 研究所兩年的時間我才能無怨無悔完成學業。. III.
(9) 目錄 中文摘要 ........................ Ⅰ 英文摘要 ........................ Ⅱ 致謝 .......................... Ⅲ 目錄 .......................... Ⅳ 表目錄 ......................... Ⅶ 圖目錄 ......................... Ⅷ 第一章. 緒論...................... 1. 1.1. 前言....................... 1. 1.2. 射出成形簡介................... 2. 1.3. 聚合物射出成形流動之基礎背景........... 6. 1.4. 超音波之介紹................... 8. 1.5. 薄殼射出成形文獻回顧............... 11. 1.6. 研究動機及目的.................. 15. 1.7. 研究方法..................... 16. 第二章. 超音波輔助薄殼射出成形實驗........... 17. 2.1. 實驗設備..................... 17 2.1.1 射出成形機................. 17 2.1.2 模具.................... 18. IV.
(10) 2.1.3 模具溫度控制系統.............. 19 2.1.4 超音波振盪產生器.............. 20 2.1.5 超音波振動系統............... 20 2.1.6 實驗材料.................. 22 2.2. 模仁及超音波輔助機構之設計............ 23 2.2.1 模仁之設計................. 23 2.2.2 超音波輔助機構之設計............ 26. 2.3. 實驗規劃與實驗方法................ 27 2.3.1 超音波輔助薄殼射出成形操作方法....... 27 2.3.2 實驗參數選定................ 29 2.3.3 實驗成品之評估方法............. 31. 第三章. 實驗結果與討論................. 32. 3.1. 大尺寸模仁之超音波輔助射出成形實驗........ 32. 3.2. 小尺寸模仁之超音波輔助射出成形實驗........ 34 3.2.1 模溫在玻璃轉移溫度以下之實驗........ 36 3.2.2 模溫在玻璃轉移溫度以上之實驗........ 43 3.2.3 以嵌塊改變模仁位置之實驗.......... 46. 第四章. 結論與未來展望................. 50. 4.1. 結論....................... 50. V.
(11) 4.2. 未來展望..................... 51. 參考文獻......................... 54 附錄........................... 55. VI.
(12) 表目錄 表 2-1 實驗用射出成形機之規格.............. 17 表 2-2 PMMA 之材料特性................. 23 表 3-1 改變射壓之實驗參數與結果............ 34 表 3-2 實驗參數與符號對照表............... 37 表 3-3 嵌入 20mm 嵌塊之實驗結果.............. 48 表 3-4 嵌入 35mm 嵌塊之實驗結果............. 48. VII.
(13) 圖目錄 圖 1-1 螺桿式射出成型機示意圖................ 3. 圖 1-2 聚合物於模穴中之流動狀態.............. 4. 圖 1-3 黏度與剪切速率及溫度之關係圖............ 4. 圖 1-4 二維流場之剪切流動平衡................ 7. 圖 1-5 超音波振動產生系統................. 9. 圖 1-6 磁伸縮式振動子................... 10. 圖 1-7 電伸縮式振動子.................. 10 圖 1-8 Freeze-Off 示意圖................. 13 圖 1-9 薄殼射出成形之最佳射出時間............ 14 圖 2-1 實驗用射出成形機台................ 18 圖 2-2 溫度控制系統................... 19 圖 2-3 超音波振盪產生器................. 20 圖 2-4 超音波振動系統.................. 21 圖 2-5 PMMA 建議加工條件................ 22 圖 2-6 模仁與薄流路示意圖................ 23 圖 2-7 薄流路寬度縮小示意圖............... 26 圖 2-8 加工完成的模仁之振動頻率............. 26 圖 2-9 超音波換能器固定架及組裝圖............ 27 VIII.
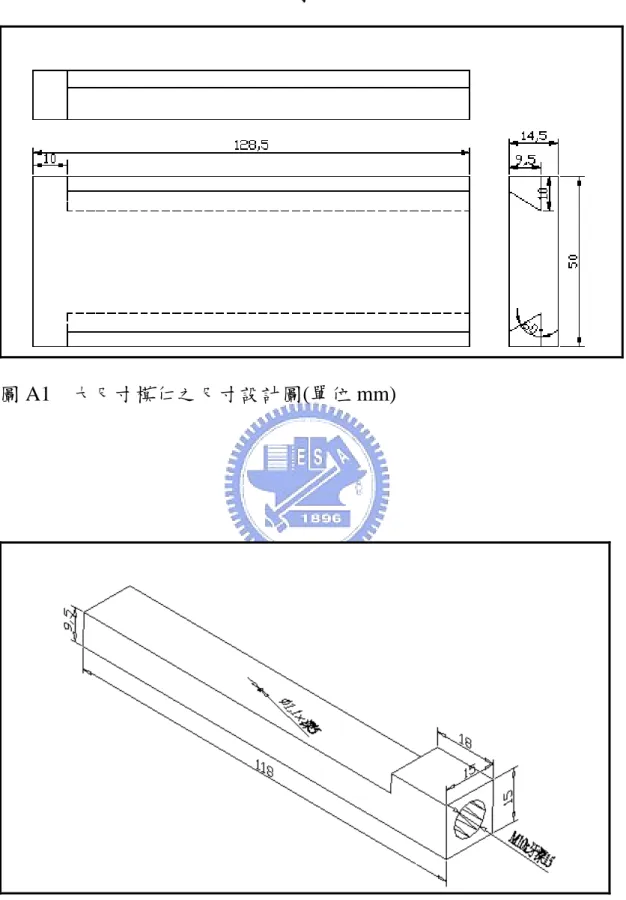
(14) 圖 2-10. 超音波輔助射出成形流程圖............. 28. 圖 2-11 錶壓-射壓關係圖.................. 30 圖 2-12. 成品外形以及量測方法............... 31. 圖 3-1 未鍍層時的超音波焊接情形............. 35 圖 3-2 模仁鍍氮化鈦後的焊接情形.............. 36 圖 3-3 首次成功施加超音波振動之成品外形比較........ 37 圖 3-4 P:5, V:50, T:65℃, TP:240℃, t改變之實驗結果...... 38 圖 3-5 P:5, t:2, T:65℃, TP:240℃, V改變之實驗結果...... 40 圖 3-6 P:25, t:1.5, T:65℃, TP:240℃, V改變之實驗結果..... 41 圖 3-7. V:50, t:1.5, T:65℃, TP:240℃, P改變之實驗結果..... 42. 圖 3-8. V:99, t:1.5, T:65℃, TP:240℃, P改變之實驗結果..... 43. 圖 3-9 P:5, V:50, T:110℃, TP:240℃, t改變之實驗結果...... 45 圖 3-10. P:25, t:1.5, T:110℃, TP:240℃, V改變之實驗結果.... 45. 圖 3-11 V:99, t:1.5, T:110℃, TP:240℃, P改變之實驗結果..... 46 圖 3-12. 成品氣泡產生示意圖................ 47. 圖 3-13. 修改模具避免氣泡................. 47. 圖 3-14. 嵌塊位置示意圖.................. 47. 圖 A1. 大尺寸模仁之尺寸設計圖............... 55. 圖 A2. 小尺寸模仁之尺寸設計圖.............. 55. IX.
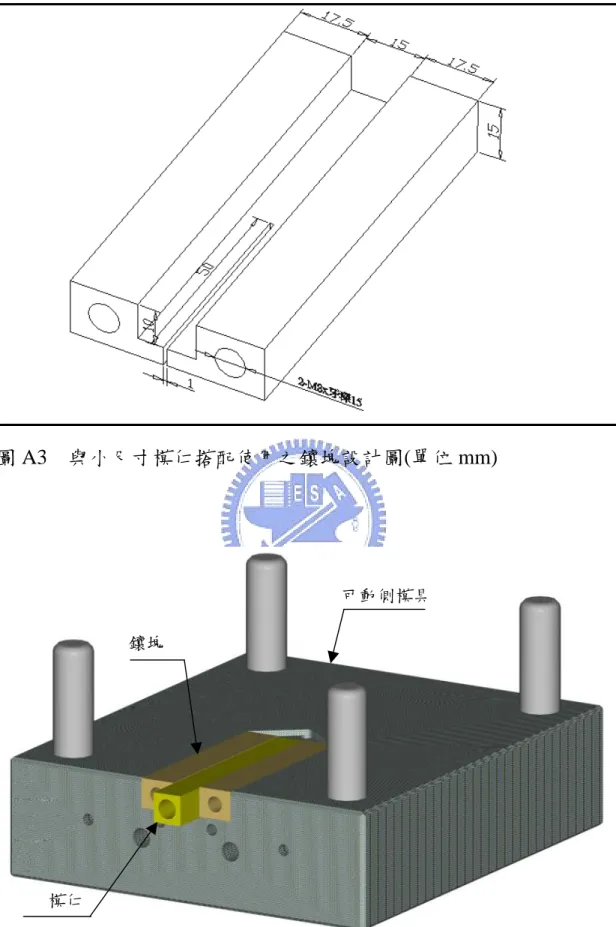
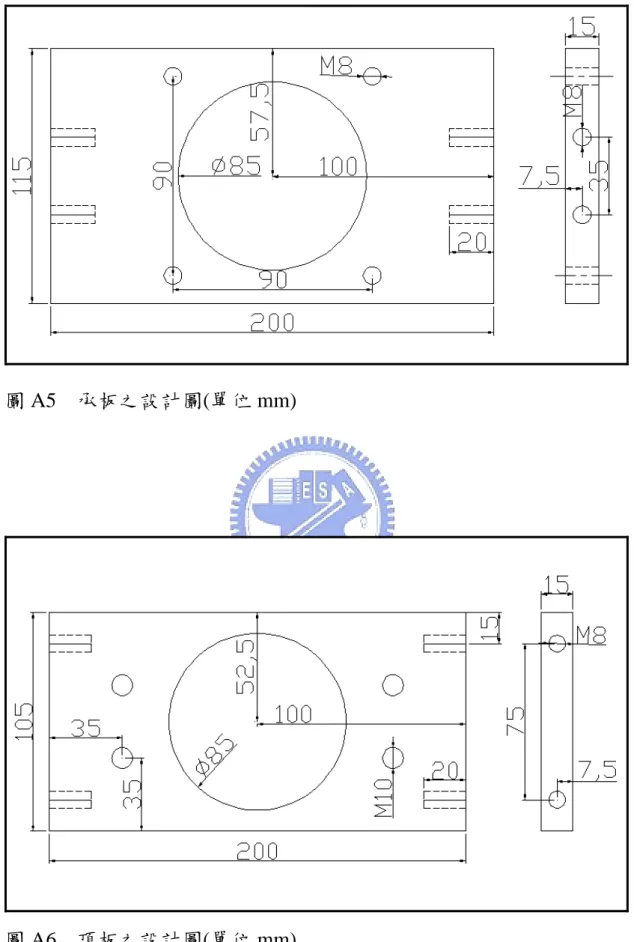
(15) 圖 A3. 與小尺寸模仁搭配使用之鑲塊設計圖......... 56. 圖 A4. 鑲塊與小尺寸模仁搭配嵌入可動測模具........ 56. 圖 A5. 承板之設計圖................... 57. 圖 A6. 頂板之設計圖.................... 57. 圖 A7. 左右兩側板之設計圖................. 58. 圖 A8. 超音波固定架與可動側模具連接圖........... 59. 圖 A9. 低模溫時未加超音波之成品外觀圖........... 60. 圖 A10. 低模溫時施加超音波之成品外觀圖.......... 60. 圖 A11. 高模溫時未加超音波之成品外觀圖.......... 60. 圖 A12. 高模溫時施加超音波之成品外觀圖.......... 61. 圖 A13. 高模溫與低模溫之成品外觀比較........... 61. 圖 A14. 嵌入 20mm 嵌塊之成品比較圖............ 62. 圖 A15. 嵌入 35mm 嵌塊之成品比較圖............ 63. X.
(16) 第一章 緒論 1.1 前言 塑膠產品因為質輕,原料便宜,加工方法多樣化,且容易量產, 價格便宜,因此在現代生活上到處都有塑膠產品。例如現在最熱門的 3C產品,鍵盤、滑鼠,手機、筆記型電腦的外殼,DVD 光碟片, 光纖接頭等,都是由塑膠製成。塑膠成品的主要生產技術有熱壓成形 (hot press)、射出成形(injection molding)、擠出成形(extrusion)等。其 中射出成形技術因為其成形週期短,因此對於塑膠產品的量產有極大 的貢獻,再加上現在的射出成形都已採用自動化的作業系統,一個員 工通常都可以負責多台成形機的作業,更是節省企業成本的支出。 射出成形技術發展至今,因應不同產品的需求而有不同的射出成 形機台,包括有微量射出成形機、快速射出成形機、MuCell 發泡成 形技術、智慧成形系統以及水輔助射出成形技術等等。這些新技術的 發展提高塑膠產品的品質與價值,尤其在未來微機電系統的發展應用 上,例如光電通訊,生醫科技與資訊儲存,其產品包括硬碟讀取頭、 光碟讀取頭、顯示器、鏡頭、光纖相關零件等。使用射出成形來製造 這些產品的微小零組件就必須應用這些符合特殊需求的射出成形機 來製造。 射出成形配合 MEMS 技術發展至今,已經有多項具有實用性的. 1.
(17) 產品問世,並且更進一步進入奈米級的技術層次,通常這些微結構都 必須使用 LIGA 製程的 X 光微影技術製作,但是 X 光資源稀少且珍 貴,目前在台灣僅同步輻射中心能提供 X 光微影設備,所以實用上 以 LIGA like 的技術較為普遍。具微結構的產品欲達成量產的目的, 需將加工完成的微結構加以電鑄,製成可以用於模造的模仁,將此模 仁用於射出成形,使微結構轉印至射出成形品上,此即為微結構射出 成形技術,此方法目前已應用於手機導光版的製造上。 儘管微結構精密射出成形發展已經成熟,但其成品尺寸卻因成品 厚度太薄所導致的流動不易而難以往大尺寸發展,若能找出一方法來 增加薄流路射出時的材料流動性,將為射出成形技術帶來更多的可能 性。. 1.2 射出成形簡介 射出成形為周期性的生產過程,所使用的材料為熱塑性聚合物 (thermoplastics),聚合物在整個週期中主要經過三個階段。第一個階 段為聚合物於加熱缸中加熱熔融,在此階段時,材料由漏斗落下至加 熱缸中,藉由旋轉的螺桿往前推送,在材料被推送到最前端之前,材 料已經受到周圍的加熱環加熱至熔融狀態,材料在加熱缸前端逐漸累 積,螺桿受到材料的反作用力而往後退,此時配合一極限開關之裝 置,在一固定位置使螺桿停止,即可完成計量的動作。第二個階段將 2.
(18) 熔融的聚合物以高壓經過注入口(sprue)、流道(runner)、澆口(gate)射 入溫度較低的模穴。第三個階段為聚合物在模具中冷卻保壓的階段, 在此階段中,聚合物溫度逐漸下降,其體積也會有些微的收縮,因此 保持適當的壓力可以持續將熔融的聚合物材料擠入模穴內部,補償因 溫度下降所造成的收縮效應,當模具溫度降到脫模溫度後,即可將模 具打開以頂出銷(ejector)取出成品。在第三個階段時,加熱套筒內同 時進行聚合物之加熱熔融與計量,為下一個成形週期做準備。射出成 型機示意圖如圖 1-1 所示。. 漏斗 加熱缸. 螺桿. 圖 1-1 螺桿式射出成型機示意圖[1]. 熔融的聚合物由噴嘴射入注入口後,是以層流(laminar flow)與噴 泉流(fountain flow)的形式經由澆口及流道填充模穴,如圖 1-2 所示。 由於熔融的聚合物具有極高的黏度,所以在經由流道進入模穴的瞬間 不會有紊流(turbulent flow)產生。此外,熔融的聚合物其流動被視為 非牛頓流體(non-Newtonian flow),非牛頓流體的黏度(viscosity)會隨 3.
(19) 著材料的剪切速率(shear rate)之提高而下降,並且不同的壓力與溫度 下,非牛頓流體的黏度也不同[2]。圖 1-3 所示即為溫度與剪切速率 對非牛頓流體的黏度之影響,由圖中看出相同的剪切速率之下,當溫 度升高熔融聚合物的黏度會隨著下降﹔對同一溫度下的熔融聚合 物,當剪切速率增加後聚合物的黏度會下降。 層流區. 噴泉流區. 圖 1-2 聚合物於模穴中之流動狀態[2]. 圖 1-3 黏度與剪切速率及溫度之關係圖[2]. 4.
(20) 欲獲得良好的射出成形品,需考慮的因素非常多。成形機的成形 參數之設定因所使用的材料、成形品形狀、不同的成形機而有所不 同。決定好材料,成形品形狀後,接下來便是調整各種成形參數,包 括融膠溫度,射出壓力、射出速度、模具溫度、保壓力、保壓時間等。 射出成形加工技術發展至今,已經有專門的書籍針對各種射出成形的 不良品提出解決對策[3]。例如:以高射壓高射速雖然可以獲得較短 的成形週期,但卻必須避免因為剪切熱造成成品表面燒焦而影響成品 表面狀況。相反的,若射速過低,則容易產生短射(short shoot)現象, 所謂的短射是指聚合物尚未完全填充模穴而聚合物已經在模穴中固 化。其他的各種不良品大致上可以分為五種: 1. 表面缺陷:填充不足,流痕,起泡等。 2. 變形與尺寸不良:翹曲,扭曲,尺寸安定性不夠等。 3. 龜裂:龜裂,碎裂,強度不足。 4. 因射出成形機造成的不良:射出量變化,射出速度變動等。 5. 其他不良:金屬鑲嵌物受損,成形品黏於模具等。 要避免不良品的出現,一般在模具設計之前,會使用模擬軟體作 成形品的預測,模擬的功能包括:壓力預測、溫度變化預測、高分子 聚合物的流動情形預測、成品的收縮與翹曲預測、冷卻時間與冷卻系 統之分析等。使用模擬軟體的好處在於減少因模具設計不當所造成的. 5.
(21) 模具開發成本的浪費,也可以有效縮短模具開發所需的時間。目前最 常被使用的軟體包括 Moldflow、C-Mold、Simuflow 等。. 1.3 聚合物射出成形流動之基礎背景 典型的流體如水,當其受到剪應力會產生所謂的流動,而流體 的流動與其黏度有極大之關係;典型的固體如金屬,當受到外力作用 時會有彈性變形與塑性變形。然而高分子聚合物在熔融狀態下,當受 到外力作用時會同時具有流動與變形的特性,因此一般習慣將熔融狀 態下的高分子聚合物稱為黏彈體,而探討黏彈體的受力變形行為則屬 於流變學的範圍。 流體力學將流體的流動分為層流與紊流兩種形式,而其分野則取 決於流體的雷諾數(Reynold’s number),由英國科學家雷諾於西元 1883 年根據實驗提出下列式子來判斷: Re=. ρν L µ. (1-1). 式中ρ為流體密度,ν為平均速度,L為特徵長度(characteristic length),μ為流體之黏度。雷諾發現當流體之雷諾數大於 2300 時, 流體便會由層流轉變成紊流。高分子聚合物因其黏度極大,其雷諾數 極低(Re=10-1~10-4),所以熔融聚合物之流動可視為層流,因此可在 層流的架構下,逐步建立高分子的流變模式。 首先,由動量守恆方程式(equation of conservation of momentum) 6.
(22) 來分析:. ρ(. ∂ν + ∇ ⋅ ∇ν ) = −∇p + ∇τ + ρg ∂t. (1-2). 式中ρ為流體密度、ν為速率、τ為剪切應力、t為時間、p為 壓力、g為重力加速度。等號左邊為慣性力,右邊則分別為壓力項、 應力項以及重力項。熔融聚合物在高壓下流動,可以忽略慣性力與重 力所造成的影響,所以式 1-2 可簡化為壓力與剪應力之平衡關係:. 0 = −∇ p + ∇τ. (1-3). 為了將薄流路中聚合物的流動行為簡化,可以將其流動行為視為 沿著流動方向與流路厚度方向的二維流場,如圖 1-4 所示。對此流場 之流體作力平衡分析,可得以下之關係式: ⎛ ∂p ⎞ ∂τ ⎞ ⎛ p ⋅ ∆y∆z − ⎜ p + ∆x ⎟∆y∆z + ⎜⎜τ + ∆y ⎟∆x∆z − τ ⋅ ∆x∆z = 0 ∂x ⎠ ∂y ⎟⎠ ⎝ ⎝. (1-4). 簡化後可得:. 0=−. ∂p ∂τ + ∂x ∂y. (1-5). 亦即在單純剪切流體中,壓力梯度與反向之剪切應力呈一平衡關 係。. 7.
(23) τ+. ∂τ ∆y ∂y. y. ∆y. p+. p. x. 圖 1-4 二維流場之剪切流動平衡. τ ∆x. 除了式 1-5 用以描述高分子的流動行為外,由於高分子兼具黏性 與彈性的特性使得高分子尚有其他特殊行為,包括應力鬆弛行為及潛 變行為等,Maxwell 於西元 1867 年提出 Maxwell equation 得以用來描 述高分子之應力鬆弛及潛變,如式 1-6 所示: τ yx +. µ ∂τ yx G ∂t. = µ γ&. G:彈性係數,μ:流體黏度. (1-6). 流變學歷經多年的發展後,陸陸續續有多種模式被提出來解釋高 分子聚合物的流變特性,如 Jeffrerys Model、Kelvin Model、Four Element Viscoelastic Model…等。雖然如此,但實際上要由這些模式 來解釋所有的高分子的流變模式卻有其困難,因為往往只有在某一應 變率或溫度範圍內這些流變模式才會與實際情況一致。因此欲提出一 符合所有聚合物之流變行為的流變模式有其困難性而難以克服[10]。. 1.4 超音波之介紹 人耳所能感覺到的聲波頻率因人而異,但大致上若頻率介於 16Hz~20kHz 之間,人耳皆能辨認,故一般習慣上將頻率為 20kHz 8. ∂p ∆x ∂x.
(24) 以上的聲波稱為超音波。當超音波應用在機械加工上時,所指的是將 由超音波振動系統所產生的微小振動作用在被加工物件上,且其振動 頻率超過 20kHz,而不是指利用超音波振動系統所產生的聲波來加 工。超音波振動系統的外觀如圖 1-5 所示,主要包括能將電能轉換成 機械式振動能的換能器(transducer),以及用來放大振幅的聚能器 (boost 亦稱為錐體)。目前市面上所用來產生超音波的換能器主要可分 為電氣式及機械式兩種,其中電氣式因為能產生較強力的超音波,因 此在超音波加工應用上較常被使用。以下介紹兩種最常被用來產生超 音波的電氣式超音波產生法[4]。. 圖 1-5 超音波振動產生系統[5]. 第一種電氣式超音波產生法稱磁伸縮形式,其原理是利用鎳或 ferrite 等強磁性體做成棒狀的振動子,將之置於磁場中磁化,其長度 在磁化方向會因磁場方向變化而伸縮變化,稱為磁伸縮現象。圖 1-6 所示即為磁伸縮振動子,在纏繞於振動子上的線圈上通一交流電,因 交流電之正負極呈周期性的變化,導致線圈中之磁場產生變化,振動 子之長度得以周期性改變而發出超音波振動。 9.
(25) 圖 1-6 磁伸縮式振動子[4]. 第二種電氣式超音波產生法則為電伸縮形式,其原理是將鈦酸鋇 或鋯酸鈦酸鉛(PZT)製成圓板狀振動子,在此圓板之兩面燒著銀電極 並在電極度間施加直流高壓電,圓板會因施加的電壓大小之改變而改 變厚度產生超音波振動,如圖 1-7 所示。本研究所使用的超音波振動 產生系統即採用電伸縮式振動子,使用鋯酸鈦酸鉛為主要原料,加入 氧化鋯(ZrO2),及氧化鉛(PbO)及氧化鈦(TiO2)等,並添加適當微量的 添加物後,經由數道程序製成壓電陶瓷粉料,此陶瓷粉末再壓製成適 當厚度及大小的圓板,繼以高溫燒結而成。. PZT 材料. 圖 1-7 電伸縮式振動子[4]. 10.
(26) 超音波振動產生系統另一重要的部分為聚能器。聚能器利用幾何 關係及振動原理將振動子端面的振幅大小或是振動速度放大,增加超 音波加工時的效率。而現有之超音波應用則涵括通訊、量測、醫療與 機械加工之應用上,不同的應用領域所使用的超音波振動頻率也不 同。在機械加工的應用方面,現已有超音波焊接,超音波鑽孔機,超 音波板金,超音波切削加工等。一般而言受到超音波作用的加工件會 有以下的物理變化產生[4]: 1. 減少材料的變形阻力。 2. 增加材料與工具之間的潤滑性。 3. 材料溫度因施加超音波而提高。. 1.5 薄殼射出成形文獻回顧 一般將薄殼射出成形定義為當成品厚度小於 1mm 以下,其流路 長度對厚度的比值大於 100 以上[6]。當熔融的熱塑性高分子聚合物 由流道射入模穴時,高分子聚合物一接觸到溫度較低的模具時,聚合 物與模具接觸表面處會產生一層固化層。在傳統的薄件射出應用上, 成品厚度約 3mm,此時的固化層共約為 0.5mm﹔若將薄流路降到 1mm 甚至以下,固化層的厚度並不會因為流路更薄而變薄,而是維 持原本的 0.5mm 厚,造成熔融的聚合物在模穴中流動時壓力損失過 大,材料的流動困難性增加,此為造成薄殼射出成形困難度要比一般 11.
(27) 射出成形更高的主因。 事實上薄殼射出並不是一個全新的概念,早在塑膠容器的製造上 以及包裝(packaging)技術上已經使用多年,其成品厚度介於 0.3~ 0.4mm 之間,只不過所使用的射出材料為流動性較好的材料,如 PE、 PP、PS 等。近幾年,才陸續對黏度較高的工程塑膠之薄殼射出技術 進行研究,其主要原因為通訊產品及電腦與其週邊產品,在組裝外殼 的設計上均有更輕薄的傾向,主要的好處包括節省材料,縮短成形週 期,降低成本。傳統的射出成形週期約需 40~60 秒,相較之下薄殼 射出成形的成形週期縮短到 6~20 秒。而使用的材料方面以 PC 及 ABS 為主,原因為前者可提供足夠的衝擊強度及韌性,後者則流動 性較佳,在某些應用上將此二者以適當之比例混合,可獲得流動性與 強度俱佳的材料[7]。 用於薄殼射出成形的機台與模具也都必須符合薄殼射出成形的 需求。就成形機台方面,由於流路中的流動區縮小,為了避免 freeze-off 的現象[8],如圖 1-8,模穴的充填時間必須縮短至 0.5 秒以下,相對 的射出機台必須能提供 500~1000 mm/s 的高射速。提高射速後成形 機的螺桿勢必要能提供更大的射壓才行,通常必須有 250~350 Mpa 。此外由於薄殼射出成形所需的塑料量較少,所以射出單元要 比標準射出機的射出單元更小,可以避免塑料在射出單元時的加熱時. 12.
(28) 間過久而產生劣化(degradation)。. 圖 1-8 Freeze-Off 示意圖[8]. 在模具設計方面,由於薄殼射出的壓力極大,熔融的聚合物容易 使模具平面產生屈曲的現象,因此要增加模具的厚度。為解決材料在 模穴中流動性降低所造成充填困難,模具設計上可以採用多點進膠的 方式,以減少熔融聚合物由每個澆口進入模穴後的流動距離,此一方 法的好處還包含可降低所需的射壓。其他要注意的地方還包括頂出銷 的數量要增加,模穴排氣的能力,以及使用硬度較高的模具鋼等[7]。 對一個成功的射出成形品研究射壓與射出時間(injection time)的 關係,可以由實驗發現其關係呈現一 U 形的曲線,如圖 1-9 所示,曲 線的最低點所代表的意義為最佳的射出時間。該研究中還發現若欲獲 得不同長度的成品,必須調整的參數為射速與射壓,然而最佳的射出 時間保持不變。最佳的射出時間可由以下簡化後的式子計算[7]:. 13.
(29) tc = h. 2. απ 2. × ln ⎡ ⎢⎣. 4(Tm − Tw ). ⎤. (1-7). π (Te − Tw )⎥⎦. 式中 tc:聚合物溫度降至Te所需的時間(sec) α :熱擴散率(thermal diffusivity m /sec) 2. Tw:模具表面溫度 Tm:熔融聚合物的溫度 Te:塑料在模穴中冷卻後的溫度. h:成品厚度(m). 圖 1-9 薄殼射出成形之最佳射出時間[7]. 利用式 1-7 分別算出熔融聚合物溫度降至加工建議溫度範圍之最 低點所需要的時間t1,以及降至加工建議溫度範圍之中間點所需要的 時間t2,則t1-t2約等於最佳射出時間。. 14.
(30) 專為薄殼射出成形而量身訂做的成形機價格較為昂貴,除非為研 究用途,否則一般的做法是修改現成的射出成形機,如加裝蓄壓器 (accumulator)或是搭配可快速反應的伺服油壓閥(hydraulic system with servo valves)。雖然在標準射出成形機上不易進行薄殼射出,但 是也有成功的例子[9],在這些例子當中不難發現,成品的形狀設計、 所使用的成形材料與成形製程參數的適當選擇為薄殼射出成形最重 要的成功因素。. 1.6 研究動機及目的 薄殼射出成形中,為了提供足夠的射出速度以及射出壓力,現已 經有特別針對此技術所開發的射出成形機,但是價格要比標準的射出 成形機貴上許多。雖然以標準的射出成形機之規格,仍然可以用於薄 殼射出成形,但是許多成形參數已經是機器所能允許的極限值,長期 在其極限值下操作,造成射出成形機的壽命縮短。 再者,當成品的厚度越變越小,材料在模穴中的固化層所佔的比 例,在厚度方向將高達 50﹪以上,因此材料在模穴中流動會比一般 之射出成形更加困難,此時以高壓推擠強迫材料在模穴中流動,將使 得驅動聚合物變形流動的剪切應力大至接近聚合物與穴壁間的黏著 力,導致聚合物在模穴中產生滑動,在成形品上造成缺陷。 本研究首先欲透過實驗觀察超音波振動對於薄殼射出成形的影 15.
(31) 響為何,對於聚合物在模穴中的流動性質是否能有所改變,在薄殼射 出成形中,是否即使成形參數不必使用射出成形機台的極限值,也可 以得到完全填充的成品。而最終目的除了欲觀察標準射出成形機在超 音波振動的輔助下能否應用在薄殼射出,更希望藉由流動特性的改 變,能減少成品的殘留應力,以期在薄殼射出能獲得更優良的產品。. 1.7 研究方法 本研究以最基本的長直平板狀薄流路為研究對象,在未施加超音 波輔助之前,依序改變各成形參數,觀察各成形參數對於薄殼射出成 形的影響。之後再以超音波振動輔助射出成形,由成品的外觀檢視超 音波在聚合物的射出成形中,對於材料的流動性是否有正面的影響, 以及施加超音波之後,對於成品表面的影響又是如何,最後比較有施 加超音波振動與未施加超音波振動的成品之長度與外觀。考慮模仁的 振動方向與熔融聚合物的流動方向,可以分為兩種情況:第一種為模 仁之振動方向與熔融聚合物之流動方向平行﹔第二種為模仁之振動 方向與熔融聚合物之流動方向垂直。在本實驗因考慮模具之限制與技 術上之困難,僅能完成第一類型之實驗。最後歸納出超音波輔助射出 成形是否適用於薄殼射出成形,再以超音波的基本特性來解釋超音波 對於射出成形的作用原理。. 16.
(32) 第二章. 超音波輔助薄殼射出成形實驗. 2.1 實驗設備 2.1.1 射出成形機 本實驗所用的射出成形機台,型號為 Allrounder 270-210-500 由 德國 ARBURG 公司製造,其外觀如圖 2-1 所示。此機台具有閉迴路 控制系統,在使用上可以由控制面板編輯成形參數與程序以控制射 壓、射速、保壓力、保壓時間、鎖模力等成形參數,其規格如表 2-1 所示。. 表 2-1 實驗用射出成形機之規格 項目. 單位. 數值. 螺桿直徑. mm. 30. 最大射出壓力. MPa. 150. 鎖模力. ton. 50. 最大鎖模行程. mm. 350. 最大容許模高. mm. 525. 最大容許模板尺寸. mm. 270×270. 射出單元. 鎖模單元. 17.
(33) 圖 2-1 實驗用射出成形機台. 2.1.2 模具 實驗中所使用的模具屬於陳仁浩教授實驗室之財產,使用台灣富 得巴(FUTABA)所生產的標準模座,型號為MDC SA 2023 60 60 S,其 材質相等於S55C中碳鋼,降伏強度為 35.5kgf/mm2、熱傳導率為 0.11cal/cm.sec.℃,該模具設計上沿用先前學長之設計,包括: 1. 運用扇形澆口:避免聚合物由澆口進入薄流路時,在薄流路 的前段發生流動不均的現象,藉以減少成品在澆口附近的缺 陷,並且有利於均勻充填模穴。 2. 模溫控制:為提高聚合物在模穴中的流動性,實驗時模具溫 度有時需加熱至 100℃以上,因此固定側和可動側之模具各以 兩支功率為 400W 之加熱棒(heater)進行加熱。同時在兩側之 模具壁面埋入電熱偶,配合溫度控制器來控制模具的加溫。 18.
(34) 在冷卻脫模階段則使用循環水降低模溫。為避免模具上極高 之溫度傳導至機台,因此在模具的兩端都以隔熱板隔開。. 2.1.3 模具溫度控制系統 溫度控制器使用日本 OMROM 公司生產型號為 E5CK 的輸出單 元,配合固態繼電器(SSR)、熱電偶(thermal couple)與加熱棒,當熱電 偶測得模具溫度低於設定值時,溫度控制器輸出訊號使固態繼電器形 成短路以接通加熱棒的電源,對模具進行加溫的動作;相反的,如果 熱電偶測得較高的模溫,溫度控制器便不會輸出訊號,固態繼電器維 持斷路使加熱棒停止加熱動作。使用此一方法可以將模具溫精確的控 制在實驗所需的溫度。由於該型號的溫度控制器採用 PID 的控制模 組,故使用前必須讓溫度控制器自動抓取系統合適的 PID 值。其線路 配置如圖 2-2 所示。. 圖 2-2 溫度控制系統. 19.
(35) 2.1.4 超音波振盪產生器 超音波振動產生器的主要功能為產生電子振動能。而電子振動能 會再經由壓電陶瓷換能器轉變成機械式的振動能,該振動能再經由形 成薄流路的模仁將能量傳給射入模穴的熔融聚合物,因此超音波振動 產生器需能夠產生極大的功率。而本實驗所用京華超音波公司所製的 超音波振動產生器,其型號為 KWS2020,功率為 2000 瓦,所產生的 振動頻率為 20kHz。該振動產生器的電路還擁有自動追頻的功能,透 過此功能,即使模仁的振動頻率稍微偏離 20kHz,還是可以持續振 動。其外觀如圖 2-3 所示。. 負荷百分比. 頻率顯示區 負荷超載 顯示燈. 圖 2-3 超音波振盪產生器. 2.1.5 超音波振動系統 超音波振動系統包括一壓電陶瓷換能器(transducer)以及聚能器 (boost),其外觀如圖 2-4 所示。 20.
(36) 1. 壓電陶瓷換能器:乃採用京華超音波公司所製做之換能 器,利用壓電陶瓷將電能轉換為機械振動能,其振動特性 為第一振動模態,共振頻率 20kHz,幾何形狀為直徑 50mm,長度為 102mm。 2. 聚能器:乃採取兩種不同振幅放大率(M)的聚能器設計,其材 料均為 SUJ-2,且須經過熱處理。其幾何形狀以階梯形狀設 計,將其振動特性設計在第一振動模態,共振頻率 20 kHz, 而振幅放大率(M)則以 M=1.3 及 M=2.25 設計。在 M=1.3 之聚 能器,其大端直徑為 57mm,小端直徑為 50mm,長度為 133mm 之階梯圓柱體,而 M=2.25 之聚能器,其大端直徑為 57mm, 小端直徑為 34 mm,長度為 133mm 之階梯圓柱體。且須在其 振動節點位置設置法蘭(flange),以便振動系統固定。. 法蘭. 壓電片. 聚能器. 圖 2-4 超音波振動系統. 21.
(37) 2.1.6 實驗材料 在本實驗中所採用的材料為奇美公司所生產的壓克力塑膠粒,其 型號為 CM-211,為該公司生產的三款壓克力材料中流動性最高者, 特別適用於填充困難的射出成形品製作生產上。其加工建議條件及特 性如圖 2-5 及表 2-2 所示。. 圖 2-5 PMMA 建議加工條件(由奇美公司提供). 22.
(38) 表 2-2 PMMA 之材料特性(由奇美公司提供) 玻璃轉移點 溫度. Specific Gravity Tensile Strength. 102 ℃. 650 kg/cm2. 1.19. Flexural Strength 930 kg/cm2. Light Transmission 92 ﹪. 2.2 模仁及超音波輔助機構之設計 2.2.1 模仁之設計 在前述已有之可動側模具上已經加工有一凹槽,凹槽之長 100mm、寬 50mm、高 15mm,因此可以藉由鑲入不同厚度的模仁(mold insert)以改變薄流路之厚度。其示意圖如圖 2-6 所示。. 固定側模具. 固定側模具 薄流路 模仁. 可動側模具. 可動側模具. 圖 2-6 模仁與薄流路示意圖. 由於本研究的超音波能量是藉由模仁的振動而傳到熔融聚合物 上,而模仁的振動頻率與其外形和所使用的材料有關,所以模仁的尺 寸設計便格外重要。再整個研究過程中使用了大小兩種尺寸的模仁來 進行實驗,下面詳述其設計的方法與模仁之尺寸。 假設現在設計了一個自然振動頻率為 20kHz 的模仁,那麼當它 23.
(39) 固定在超音波聚能器的前端後,由於超音波振動系統所發出的激振頻 率也是 20kHz,所以此模仁的振幅會因為共振的關係而有最大值,超 音波的能量在傳遞時的損失也會減少。要找出一個物體的自然振動頻 率有一個簡單的方法,就是以各種不同頻率的外力對此物體激振,假 如此物體在某一頻率的振動較為激烈,那麼此時所施加的外力之頻率 就是物體的自然頻率,當然一個物體具有的自然頻率不只一個,有高 頻、有低頻,所以若要以上述的方法找出所設計的模仁的自然振動頻 率是否在 20kHz 附近,勢必要做相當多的試驗才能找出其自然振動 頻率,而且如果恰巧加工完成的模仁在 20kHz 的頻率附近無法測得 自然振動頻率,那這個設計便告無效,所以上述的試驗方法對於本研 究而言並無實際用處。另外一個較好的方法就是使用電腦模擬各種尺 寸之下的模仁所具有的自然振動頻率,假如某一個尺寸的模仁在 20kHz 附近有自然振動頻率的話,就可以直接依照該尺寸對模仁進行 加工。此一方法對於本研究中掌握模仁的振動頻率是一個實用又有效 率的方法。 在經過有限元素模擬之後,決定模仁尺寸為 128.5mm 長、50mm 寬、14.5mm 厚,所使用的材料為 SK3 工具鋼,詳細設計圖如附錄 圖 A1 所示,模擬所得到的自然振動頻率為 19.87kHz,最大的振幅處 在於其長度方向的兩端,振動節點在模仁的中間,加工完成的模仁其. 24.
(40) 實際的自然振動頻率經量測為 19.92kHz,將此模仁放入可動側模具 的凹槽內,可形成一厚度為 500μm、寬 50mm、長 100mm 的薄流路。 雖然此一模仁與超音波聚能器連接後,的確可以在可動側凹槽內產生 超音波振動,但是以此一尺寸的模仁來做超音波輔助薄殼射出成形 時,會遇到一些困難,這些困難點將留至第三章做探討。 為了讓本研究能更順利進行,設計了另一個較小尺寸的模仁,而 此模仁的目的是為了縮小薄流路的寬度,希望將寬度由 50mm 縮小到 15mm,其餘的尺寸維持不變。以有限元素模擬之後,決定第二個模 仁之長為 118mm、寬 15mm、高 9.5mm,所使用的材料為 304 不鏽鋼, 模擬所得的振動頻率為 19.93kHz,最大振幅在長度方向的兩端,振 動節點亦在中間,此模仁實際的振動頻率經量測為 19.93kHz。可動 側模具原本的凹槽尺寸大於新設計的模仁,所以還要設計一個鑲塊, 所使用的材料為 304 不鏽鋼,將鑲塊嵌入可動側模具凹槽內形成一個 更小的凹槽,小尺寸的模仁放入此凹槽就形成厚度為 500μm 的薄流 路,其設計之示意圖如圖 2-7 所示。小尺寸模仁與鑲塊之詳細設計圖 如附錄圖 A2~圖 A4 所示。圖 2-8 所示為兩個模仁實際振動時的頻率。. 25.
(41) 固定側模具 鑲塊. 可動側模具. 模仁. 固定側模具 薄流路 模仁 鑲塊 可動側模具. 圖 2-7 薄流路寬度縮小示意圖. 圖 2-8 加工完成的模仁之振動頻率. 2.2.2 超音波輔助機構之設計 自行設計超音波換能器的固定架,包含架在可動側模具兩側之側 板、固定板以及承板,此固定架的功能是用來搭載超音波振動系統, 並且將其固定在可動側模具。超音波振動系統以法蘭固定於承板上, 26.
(42) 兩片側板固定在可動側模具上,承板可以藉由螺絲在側板上作上下滑 動,才能隨著模仁的長度不同做調整,架設好模仁與超音波振動系統 後,再以固定板上面的四根螺絲頂住承板,避免承板因為超音波振動 而上下滑動。此外,尚須在可動側模具之側邊加工 6 個直徑 M8 的螺 孔,以便鎖上超音波固定架。其組裝如圖 2-9 所示,詳細之設計圖見 附錄圖 A5~圖 A8。. 圖 2-9 超音波換能器固定架及組裝圖. 2.3 實驗規劃與實驗方法 2.3.1 超音波輔助薄殼射出成形操作方法 本研究所使用的射出成形機其操作模式可以分為手動模式、自動 模式與半自動模式等三種,在考慮每一個成品的參數控制穩定性和超 音波振動的施加時機,決定採用半自動模式進行實驗。 射出成行機設定在半自動模式下,每一次成形週期都是以安全門 的開關開始,直到開模取出成品後,射出機便停止動作,欲進行下一 27.
(43) 週期的射出成形必須再開關安全門一次。實驗操作時其成形流程如圖 2-10 所示,先以手動模式作第一次射出的計量與調整射出速度、射出 壓力、保壓力、第一段射壓時間、第二段射壓時間、保壓時間等成形 參數,再將成形模式切換到半自動模式,然後開關安全門一次,射出 機便會依照設定好的成形參數進行一次完整的射出成形,並且自動完 成計量的動作為下一次成形週期做好準備,此時射出成形進入保壓與 降溫的階段,等到模具溫度降到脱模溫度後,使用手動模式將成品取 出,設定好下一射出週期的成形參數,再轉換成半自動模式做下一模 實驗。而超音波振動的施加時機當然是在每一次熔融聚合物要射入模 具的前一刻才啟動,直到第一段射出壓力時間終了才停止施加超音波 振動。 操作模式切換. 設定成形參數 第一次 手動計 量. 手 動. 第一段射出 半 自 動. 脫模. 第二段射出. 冷卻. 保壓. 計量、中間時間. 操作模式切換. 圖 2-10. 超音波輔助射出成形流程圖 28. 施加超 音波振 動.
(44) 2.3.2 實驗參數選定 在射出成形中,所控制的成形參數極多,為了簡化實驗的進行, 選定的實驗參數為射出壓力、射出速度、塑料的溫度與模具溫度等參 數,此乃因為這四個參數對於熔融聚合物在填充時的流動性影響最 大,各參數的範圍決定如下。 1. 塑料溫度:根據奇美公司的加工建議表,PMMA 在加熱缸前 段的溫度最高為 240℃、最低為 210℃,所以本實驗也採用此 建議加工溫度。雖然提高塑料的溫度有助於熔融聚合物的流 動性,但是若無限制提高溫度,則會使材料劣化,破壞其原 有的機械性質。 2. 模具溫度:根據奇美公司的加工建議表,模具溫度的範圍為 30℃~50℃,但是本研究中因為流路較薄,可以預期材料流 動性將比一般射出成形還要困難,因此本實驗規劃兩個不同 模具溫度之下的實驗,分別為 110℃與 65℃,各在材料的玻 璃轉移溫度之上下,藉以觀察材料在玻璃轉移溫度上下時超 音波振動對於射出的成品之影響。 3. 射出速度與射出壓力:本實驗所使用的射出成形機屬於德國 ARBURG 所生產的舊型號的機台,因此射出速度雖然可以由 控制面板設定,但是實際的射出速度值是無法得知的,又根. 29.
(45) 據文獻得知薄殼射出成形之射出速度越快,對於融膠充填薄 流路的長度越有幫助,所以本研究的射出速度設定在面板值 50~99 之間(可控制範圍為 0~99)。薄殼射出成形的射出壓力 雖然越高能得到越長的成品,但是需考慮高射壓之下,模仁 所受到的壓力也越大,對於超音波振動產生器而言,要使受 到高壓的模仁產生振動是一極大的負荷,所以本研究的射壓 範圍必須由壓力試驗來決定,其方法為在某一固定射速下漸 漸加大射壓值,直到超音波振動產生器顯示負荷超載(overload) 為止,此時的射壓即為本研究的上限射壓值。面板上射壓控 制範圍也是 0~99,實驗進行時須由機台上的壓力錶讀取一數 值,讀取到的數值尚要對照機台上的壓力關係圖才能獲得真 正的射出壓力。圖 2-11 即為機台上的壓力關係圖。. 130 110 90 70 50 30 10 20. 40. 60. 80. 100 120 140 160. 圖 2-11 錶壓-射壓關係圖. 30.
(46) 4. 其餘參數:由於本研究不對成形品之收縮翹曲等問題進行探 討,因此與其相關性較大之參數(如冷卻速率、保壓力、保壓 時間及鎖模力等)或設為一固定值或忽略其影響。. 2.3.3 實驗成品之評估方法 本研究目的在於觀察超音波振動的能量是否能成功地經由模仁 傳到熔融聚合物,藉以影響聚合物在模穴中的流動特性,達到降低成 形參數卻又能獲得較長之成品的目的,所有的實驗結果都必須藉由觀 察取出的成品,測量其薄流路區之充填長度及表面情況評估超音波之 影響,成品外形及量測方法示意圖如圖 2-12 所示。. 扇形澆口區 扇形澆口區 薄流路區 薄流路區 長度量測範圍. 圖 2-12. 長度量測範圍. 成品外形以及量測方法. 31.
(47) 第三章. 實驗結果與討論. 3.1 大尺寸模仁之超音波輔助射出成形實驗 將大尺寸之模仁置入可動側模具凹槽,並與超音波振動系統連接 後,形成一厚 500μm、寬 50mm、長 100mm 之薄流路。本研究共有 兩個超音波振動系統,振幅放大率分別為 1.3 及 2.25,初次實驗時採 用振幅放大率為 2.25 的振動系統。 開始操作射出機前,必須先確定模仁放入凹槽後啟動超音波振動 產生器仍然可以使之振動,故每次將模仁安裝好之後的第一個步驟是 先啟動超音波振動產生器持續振動約 4 秒鐘,如果一切正常才可以開 始實驗。當採用放大率為 2.25 的振動系統,在振動 4 秒後,從超音 波振動產生器的面板可以看到振動頻率會由此模仁原本的自然振動 頻率往上升到 21kHz,並且面板上負荷超載的警示燈亮起。欲將模仁 取下研究此現象的時候,發現模仁與可動側模具已經焊接在一起,此 超音波焊接現象對於實驗之進行造成極大的阻礙。 當兩塊金屬含有同一種原子的時候,對其施加超音波振動並施加 負荷時,原本分別屬於兩塊金屬的同一種原子會因為超音波所造成的 高速摩擦將表面的氧化層級雜質移除,而導致兩塊金屬的摩擦介面之 間發生原子交換的現象,當此現象發生,即使溫度還未升到金屬之熔 融溫度也會使兩塊金屬焊在一起,這種現象便是超音波的焊接現象。. 32.
(48) 在經過思考後,決定在模仁與可動側模具的接觸面之間塗上潤滑劑, 希望藉由減少振動時介面間的摩擦力以及在介面間加入雜質來解決 超音波焊接的問題。所選定的潤滑劑為潤滑油以及鐵弗龍膏,使用潤 滑油時,模仁振動使得潤滑油霧化向外濺出,模仁與模具依然有焊接 的現象;使用鐵弗龍膏時,雖然不會因振動而霧化濺出,卻無法有效 解決焊接的情況,所以用大尺寸模仁無法接在振幅放大率為 2.25 的 超音波振動系統進行本研究。 改以振幅放大率為 1.3 的振動系統進行實驗,模仁放入凹槽內做 超音波振動測試,沒有任何焊接現象出現,據此推測與振幅之大小有 關,亦即振幅越大者造成介面間摩擦距離加長,增加原子交換的機 會。此次實驗之目的為找出使用大尺寸模仁時的射壓上限值,因此只 對射出壓力作改變,其他參數維持不變,成形參數與結果如表 3-1 所 示。實驗時發現塑料射入薄流路之前,超音波產生器的負荷還在可承 受範圍之內,當塑料射入到薄流路的瞬間,超音波產生器馬上因為負 荷超載而停止,待模具降至 70℃取出成品後,重新啟動超音波振動 產生器,超音波產生器又回復正常狀態,檢視模仁與模具之間也沒有 發現焊接的情況,表示此時超音波產生器停止是因為射出成形的高射 壓所造成,不是先前出現的焊接現象造成。. 33.
(49) 表 3-1 改變射壓之實驗參數與結果 射壓. 射速. (面板值) (面板值). 模溫 塑料溫 成品長度 (℃). 度(℃). (mm). 超音波 施加結果. 1. 30. 99. 110. 240. 22.72. overload. 2. 50. 99. 110. 240. 27.95. overload. 3. 70. 99. 110. 240. 31.01. overload. 4. 99. 99. 110. 240. 41.75. overload. 為避免振動因為高射壓而停止,可以有兩個做法,其一為將射出 壓力再往下調整,另外一個做法是將模仁的寬度由原本之 50mm 縮 小。在考慮到繼續降低射壓的話,成品長度將會更短,甚至使塑料無 法充填薄流路,所以採用第二個做法,另外設計一個寬度為 15mm 的 小尺寸模仁進行下一階段之實驗。. 3.2 小尺寸模仁之超音波輔助射出成形實驗 小尺寸模仁配合鑲塊置入可動側模具凹槽內行成一厚 500μm、 寬 15mm、長 100mm 之薄流路。在超音波振動系統的選用上,假如 放大率為 2.25 的振動系統可以使用的話,本研究便能探討不同振幅 對於薄殼射出成形的影響為何,但實際做振動測試時,小尺寸之模仁 與鑲塊更容易出現焊接的現象,如圖 3-1 所示,此乃因為小尺寸之模 仁可視為超音波聚能器之延伸,而聚能器的截面積到了模仁處便縮小 了,導致超音波振幅在模仁處又放大一次。經過思考後,決定嘗試藉 由模仁鍍膜來克服焊接現象。我們選擇的鍍膜材質為氮化鈦(TiN), 34.
(50) 並委託巨擘公司代為處理鍍膜事宜。. 焊接處. 圖 3-1 未鍍層時的超音波焊接情形. 氮化鈦表面鍍層一般用於車、銑床的刀具或是鑽頭等切削工具, 鍍層厚度僅 2~4μm,功能在於降低刀具之磨損以及防止刀具與切削 屑黏著,其第二項優點或許有助於防止焊接現象發生,同時氮化鈦之 材料亦與鑲塊之材料相去甚遠,對於模仁與鑲塊間之原子交換行為或 許能造成阻礙。 鍍上氮化鈦之模仁經由實際超音波振動測試,未能如預期解決超 音波焊接的問題,圖 3-2 所示即為鍍上氮化鈦之模仁與不鏽鋼材料之 鑲塊的焊接情形。由於焊接情形過於嚴重,而本研究之重點亦不在於 探討此現象,因此決定以鈹銅為材料並依照原設計圖重新製作鑲塊, 後續實驗也僅針對使用放大率為 1.3 的超音波振動系統進行探討。接 下來所進行之實驗,小尺寸之模仁與鈹銅鑲塊沒有再發生過焊接之現 象,而實驗也依照模具溫度的設定不同分為兩個部分,一個是模具溫. 35.
(51) 度在材料的玻璃轉移溫度之下,另一個是材料溫度在玻璃轉移溫度之 上。. 圖 3-2 模仁鍍氮化鈦後的焊接情形(圈取處為焊接點). 3.2.1 模溫在玻璃轉移溫度以下之實驗 當模溫設定在 65℃,以小尺寸模仁尋找射壓上限值時,射壓上 限值最大只能設在 30(面板指標值),一但設定值超過 30 超音波振動 產生器就會因負荷超載而停止,所以實驗時射壓範圍控制在 5~30 之 間,此時成品長度大致介於 15mm~40mm 區間,其餘之成形參數則 如前一章所述。圖 3-3 所示為第一個成功施加超音波振動之成品與未 施加超音波振動成品之外觀比較,其射壓為 5,射速為 50。觀察其外 觀,施加超音波振動之成品的扇形澆口區出現氣泡、焦黑、凹陷,長 度則比未施加振動之成品稍長。. 36.
(52) 扇形澆口區. 薄流路區. 圖 3-3 首次成功施加超音波振動之成品外形比較. 圖 3-3 中扇形澆口處出現焦黑與氣泡就是超音波能量施加至成品 上的證明,同時由其焦黑之現象可知道當時超音波振動施加的時間太 久造成了材料過熱,所以欲進行其他成形條件之實驗前,必須先了解 超音波振動施加時間該維持多久。為了便於後續之探討,各成形參數 以符號表示,符號所代表之參數如表 3-2 所示。在模溫為 65℃之各實 驗結果與討論如下所述。. 表 3-2 實驗參數與符號對照表 實驗參數. 射出壓力 (面板值). 射出速度 (面板值). 模具溫度 (℃). 符號. P. V. T. 塑料溫度 振動時間 (℃) (sec) TP. t. I. 改變超音波振動時間之實驗. 固定條件 P:5, V:50, T:65℃, TP:240℃ 變動條件 t(超音波振動施加的時間=射出壓力維持時間) 圖 3-4 所示為改變超音波振動持續施加時間之實驗,其目的為找 出超音波振動維持時間。若只純粹看射出成形之成品長度對 t 之變化 37.
(53) 曲線,在此低射壓之下,若 t 大於 2sec,成形品的長度不會再有明顯 增加。這是因為薄殼射出成形的塑料凝固時間極短,塑料在薄流路中 固化後,繼續施加射壓對成品長度沒有影響。 施加超音波的部分,分別做了 4 次實驗,其超音波振動持續施加 的時間分別為 1、2、3 和 4 秒,每次的射壓持續持間和超音波施加之 時間相等,亦即在超音波維持振動時射出機同時提供壓力推擠塑料。 當 t 大於 2sec 後,成品的長度也沒有增加的趨勢,推測此乃因為塑料 固化後,即使加長施加超音波振動的時間亦不能對成品長度有所幫 助。由其表面觀察發現可發現越長之振動時間,扇形澆口處的氣泡增 多,凹陷也更明顯。由以上結果推論,在進行往後之實驗時,射出機 之壓力維持時間最長僅需設定為 2sec;要做施加超音波振動的實驗, 就只需要在射出壓力維持的時間內持續施加超音波振動就行了。 未加超音波. 長度(mm). 加超音波. 18 17.5 17 16.5 16 15.5 15 14.5 14 1. 2. 3. 4. t. 圖 3-4 P:5, V:50, T:65℃, TP:240℃, t改變之實驗結果 38.
(54) II. 改變射速實驗 經由改變實驗參數中的射出速度,觀察不同射速下,超音波振動 對於成品的長度影響是否與射出速度有關。如果超音波影響確實與射 速有關,那在不同壓力下此關係會不會受到影響?所以在此分兩部分 探討,第一部分為射壓設定為 P=5(面板值),第二部分為射壓設定為 P=25(面板值)。 第一部分:固定條件. P:5, t:2, T:65℃, TP:240℃. 變動條件 V 由圖 3-5 看出,就射出成形而言,射壓固定為 5 時,改變射速對 於成品長度並無影響,推測此乃因為射壓太小,不能在塑料固化之前 快速充填模穴所造成,如果是在大射壓下,射速會影響成品長度。再 觀察施加超音波時成品長度對射速之關係曲線,施加超音波振動後, 提高射速也不會對成品長度有所幫助。此乃因為成品冷卻凝固太快, 即使在高射速條件下施加超音波振動,也不能獲得較長的成品。進一 步比較有施加超音波振動與未施加超音波振動的成品長度,可發現施 加超音波振動的成品長度皆有稍微增加。但是有施加超音波振動的成 品,在扇形澆口處依然會出現氣泡,所以接下來之實驗中,t 設定為 1.5sec。. 39.
(55) 未加超音波 長度(mm). 加超音波. 19 18 17 16 15 14 60. 70. 80. 90. 99 射速. 圖 3-5 P:5, t:2, T:65℃, TP:240℃, V改變之實驗結果. 第二部分:固定條件. P:25, t:1.5, T:65℃, TP:240℃. 變動條件 V 由圖 3-6 可看出在射壓固定為 25 的時候,提高射速對於成品的 長度已經造成影響,使用較高的射速的確獲得較長的成品,這種關係 在射壓越高時會越明顯。而由施加超音波振動時的成品長度對射速曲 線圖來看,在射速為 50 時,成品長度比未施加超音波之成品短,兩 者長度差異甚小,且施加超音波時的曲線並沒有出現如射壓為 5 時的 平緩曲線,所以該是實驗時的誤差所造成。至於射速為 90 與 99 的時 候,也出現成品比未施加振動時還短的現象,然在本研究中施加超音 波之成品都比未施加超音波之成品稍長,因此此兩點可視為例外之 處,應該也是實驗誤差所為。. 40.
(56) 未加超音波 長度(mm) 38. 加超音波. 37 36 35 34 33 50. 60. 70. 80. 90. 99 射速. 圖 3-6 P:25, t:1.5, T:65℃, TP:240℃, V改變之實驗結果. III. 改變射壓實驗 經由改變實驗參數中的射出壓力,觀察不同射壓下,超音波振動 對於成品的長度影響是否與射出壓力有關。如果超音波影響確實與射 壓有關,那在不同壓力下此關係會不會受到影響?所以在此分兩部分 探討,第一部分為射速設定 V=50,第二部分為射速設定為 V=99。 第一部分:固定條件. V:50, t:1.5, T:65℃, TP:240℃. 變動條件 P 由圖 3-7 觀察純射出成形,在射速固定為 50 的條件下,塑料在 固化之前若射壓越高,越能有效的將塑料射入薄流路中,所以越大的 射壓其成品長度越長。再觀察施加超音波振動時的成品長度對射壓之 關係曲線,也是越大的射壓成品的長度越長。其射壓與成品長度之間 也大略呈一線性關係,並沒有因為施加超音波振動造成此線性關係的. 41.
(57) 斜率變大或變小。若比較相同條件下施加超音波振動與不施加超音波 振動的成品長度,可發現超音波輔助射出的成品長度有稍微增加,但 不明顯。. 加超音波 未加超音波. 長度(mm) 45 40 35 30 25 20 15 10 5 0 10. 圖 3-7. 15. 20. 25. 30 射壓. V:50, t:1.5, T:65℃, TP:240℃, P改變之實驗結果. 第二部分:. 固定條件 V:99, t:1.5, T:65℃, TP:240℃ 變動條件 P 圖 3-8 所示之實驗曲線圖與射速為 50 之圖形極為相似,再一次 證明模具溫度 T 為 65℃時,超音波振動對於成品的長度幫助有限。 總結模具溫度為 65℃時所做的各種實驗,發現施加超音波振動 的成品其外觀在扇形澆口區,都出現氣泡之現象(見附錄圖 A9~ 圖 A10),對於成品之外觀產生不良的影響,而且氣泡僅出現在該區. 42.
(58) 而未曾出現在薄流路區,顯示超音波振動的能量大部分集中於模仁之 前端,在模仁側邊的能量則小很多,所以塑料進入薄流路後,雖有受 到超音波振動的影響,但是效果有限,其表現出來的結果就是成品長 度沒有太大的改變。另外本研究嘗試在可容許的射壓範圍內分別在高 低兩種射壓條件下,改變射速進行實驗, 其結果顯示在這兩個不同 的射壓條件下,不管射速如何改變,成品長度受到超音波振動的影響 效果都很類似,因此在後續模溫為 110℃的研究中,進行改變射速的 實驗時就不再分成兩種射壓來討論;同樣的,在進行改變射壓的實驗 時,也只針對一固定之射速來進行實驗。. 未加超音波 加超音波. 長度(mm) 50 40 30 20 10 0 5. 圖 3-8. 10. 15. 20. 25. 30 射壓. V:99, t:1.5, T:65℃, TP:240℃, P改變之實驗結果. 3.2.2 模溫在玻璃轉移溫度以上之實驗 由於在模具溫度為 65℃,一旦塑料進入薄流路後,因為模具之. 43.
(59) 溫度低於玻璃轉移溫度甚多,因此固化層迅速產生,此時施加超音波 振動無法有效增加成品長度,但是若模具溫度提高至 110℃後,固化 層產生速度較慢、較薄,此時若施加超音波振動,而射出機持續對塑 料施加壓力推擠,對於成品長度或許能有更大的提升,以下將針對此 一假設進行實驗,並探討實驗之結果。 首先進行改變超音波振動時間之實驗,圖 3-9 為其實驗結果,與 圖 3-4 之實驗結果互相比較,兩者未施加超音波的成品長度都在 16mm 左右,但是比較施加超音波振動時的成品長度,模溫 110℃的 增長量明顯比模溫 65℃時還大。由圖 3-8 亦可以看出高模溫時較長的 時間 t 對於成品的長度沒太大的幫助,因此後續之實驗,振動時間仍 然採用 1.5sec。圖 3-10 與圖 3-11 分別為模溫 110℃時改變射速與改變 射壓的實驗結果,比較圖 3-10 與圖 3-6 以及圖 3-11 與圖 3-8,同樣可 發現在不同模溫之下,未施加超音波振動的成品其長度非常接近,施 加超音波振動後,高模溫的成品增長量都比低模溫時還要大。根據以 上之結果比較,證實在固化層的生成速度較慢的情況之下,施加超音 波振動有利於塑料在薄流路中的流動性,在模溫為 65℃時成品平均 增長量為 0.82mm,當模溫升至 110℃後,其平均增長量則提升到 2.57mm。觀察模溫 110℃之成品表面狀況,模具在冷卻階段溫度由 110℃降至 85℃約需 3 分鐘,在此階段沒有持續施加保壓力,因此成. 44.
(60) 品在扇形澆口區出現很明顯的收縮現象,而固定側與可動側模具之冷 卻速率不同,也造成成品在薄流路區不平整的外觀,施加超音波振動 後,除了上述外觀上的缺點外,在扇形澆口區亦出現超音波振動所造 成的氣泡(見附錄圖 A11~圖 A13)。. 未加超音波 長度(mm). 施加超音波. 25 20 15 10 5 0 1. 2. 3. 4. 5. t(sec). 圖 3-9 P:5, V:50, T:110℃, TP:240℃, t改變之實驗結果. 未加超音波. 長度(mm). 加超音波 39 38 37 36 35 34 33 32 50. 圖 3-10. 60. 70. 80. 90. 99 射速. P:25, t:1.5, T:110℃, TP:240℃, V改變之實驗結果. 45.
(61) 未加超音波 施加超音波. 長度(mm) 50 40 30 20 10 0 5. 10. 15. 20. 25. 30. 射壓. 圖 3-11 V:99, t:1.5, T:110℃, TP:240℃, P改變之實驗結果. 3.2.3 以嵌塊改變模仁位置之實驗 在前面的討論中,提到成品在扇形澆口處會因超音波振動產生氣 泡,根據氣泡發生的位置以及模具的構造,我們推測氣泡的發生與實 驗用的模具之設計有很大之關係。當融膠射入模具後,其示意圖如圖 3-12 所示,成品的扇形澆口區剛好位於模仁前端,與模仁接觸的部分 會因為超音波振動而產生高溫,造成扇形澆口區出現氣泡甚至焦黑的 情況,如果模具形狀改成如圖 3-13 所示之形狀,應可以避免成品在 扇形澆口處出現氣泡。但重新修改模具需耗費相當多時間,所以我們 在可動側模具的凹槽內嵌入一塊嵌塊,使之介於扇形澆口處與模仁之 間,如圖 3-14 所示。多了此一嵌塊,我們的目的有兩個,一個是看 氣泡發生的問題有沒有解決,另外一個則是觀察模仁後退後,所受的. 46.
(62) 壓力變小,那麼原本僅能設定為 30 的射壓值是不是能因此更高,來 驗證超音波振動產生器的負荷過載情況的確是由射壓過大造成。 氣泡發生處 固定側 模仁 可動側. 圖 3-12. 成品氣泡產生示意圖. 固定側 模仁 可動側. 圖 3-13. 修改模具避免氣泡. 嵌塊(固定不振動) 固定側 模仁 可動側. 圖 3-14. 嵌塊位置示意圖. 我們分別使用兩個不同長度的嵌塊來進行兩次實驗,一個長 20mm,另一個長 35mm,兩次實驗時的射速都固定為 99,模具溫度 與加熱缸溫度分別固定為 110℃和 240℃,振動時間兩次都固定為. 47.
(63) 1.5sec,實驗操作僅改變射壓。兩次實驗之結果分別如表 3-3 與表 3-4 所示。. 表 3-3 嵌入 20mm 嵌塊之實驗結果 組別. 1. 2. 3. 4. 5. 射壓(面板值). 30. 40. 50. 60. 70. 43.17. 51.57. 58.90. 60.09. 64.38. 43.86. 55.10. 59.99. 64.10. 66.23. 無超音波之長度 (mm) 施加超音波之長度 (mm). 表 3-4 嵌入 35mm 嵌塊之實驗結果 組別. 1. 2. 3. 4. 5. 射壓(面板值). 50. 60. 70. 80. 90. 57.39. 58.74. 62.72. 64.08. 63.96. 57.68. 62.20. 65.53. 66.47. 65.12. 無超音波之長度 (mm) 施加超音波之長度 (mm). 首先觀察成品表面,由於模仁後退使扇形澆口處不再產生氣泡 (見附錄圖 A14~圖 A15),而且以 20mm 之嵌塊進行實驗時,射壓值 可以設定至面板值 60;以 35mm 之嵌塊進行實驗則可以設定至面板 值 90,只不過觀察面板值 80 與面板值 90 時的錶壓,發現兩者錶壓 相同(120bar),已經到該機台的極限了。由以上最大可負荷之射壓比 較,得知發生超音波產生器負荷過載時,確實是由於模具所受到的壓 力過大所造成。比較未施加超音波振動與施加超音波振動的成品長. 48.
(64) 度,也發現施加超音波振動的成品長度都有稍微增加,表示即使模仁 位置後退,對於成品長度仍然造成影響。. 49.
(65) 第四章 結論與未來展望 4.1 結論 本研究以實驗的方式來探討超音波振動對於聚合物在薄流路內 的流動性之影響。藉由成形參數的改變,分別比較相同參數之下施加 超音波振動與未施加超音波振動的成品外觀與充填長度,整個過程從 模仁的設計製作開始到實驗之進行以及實驗結果之討論,經由最後的 分析與整理,可以歸納出以下之結論。 1. 模具材料選定後,可先以有限元素軟體模擬各種尺寸下的自 然頻率,唯有自然頻率與超音波振動產生器的工作頻率相近 時的模具尺寸才能用於整個超音波振動系統。 2. 本研究所用的超音波振動方向與熔融聚合物在薄流路中流動 的方向呈平行狀,當超音波振動時,模仁與可動側模具的扇 形澆口處有時候會因振動而出現小縫隙,使成品容易產生毛 邊。 3. 在本研究所設定的實驗參數範圍內,超音波振動對於成品長 度之影響不會因為射速與射壓之改變而改變。不同的射速與 射壓下,施加超音波振動與未施加超音波振動的成品長度皆 會隨成形參數而變,但比較每一組成形參數條件下的兩個成 品,施加超音波振動者其增長量都很接近。. 50.
(66) 4. 在本研究所設定的實驗參數範圍內,超音波振動對於薄殼射 出成品的長度影響有限,模溫為 65℃時平均僅增長 0.82mm, 而模溫為 110℃時平均長度僅增加 2.57mm,沒有如實驗前之 預期能藉由超音波振動獲得較完全充填的成品;然而由不同 模溫的實驗結果可以推測,固化層之厚度與成品固化速度不 同是造成超音波振動對成品之長度影響出現差異的原因,也 就是說超音波振動對於熔融狀態下之聚合物的確能降低充填 薄流路時的阻力,一但成品固化後,超音波振動無法改變成 品長度。. 4.2 未來展望 在進行研究的過程中,遇到困難時總會刺激出一些新的想法或 是搜尋與研究內容相關的文獻來克服實驗上的困難,其中有些未能在 本研究中嘗試,在此提出這些方法,希望對於將來欲進行超音波輔助 射出成形者有所幫助。 1. 模具設計:本研究採用的模具為舊有之模具依研究之需要加 以修改,修改的對象大部分以模仁為主,模具主體則未加以 修改,整個模具中振動的部分只有模仁,而模仁所在之處也 就是薄流路的位置,已經是處於融膠整個流動過程的後段, 在融膠進入薄流路固化之前,在注入口以及扇形澆口處未固 51.
(67) 化的融膠並沒有受到超音波振動的影響,假如設計模具時能 將澆口處的超音波振動施加也考慮進來,應能提早對融膠之 流動性產生影響,對於成品長度增長應該會更有幫助。 2. 超音波振動產生器之選用:本研究所使用的超音波振動產生 器,在射壓設定超過 30(面板值)就會出現負荷超載的情況, 所以不能進行更高射壓的實驗,對於本研究而言是極大之遺 憾 。 為 此 我 們 在 網 路 上 搜 尋 到 瑞 士 的 一 家 名 為 Active Ultrasonics 的公司[11],該公司發展出名為 MMM (Modulated, Multimode, Multi-frequency)的超音波技術,並宣稱使用具有 此一技術之超音波振動產生器,便可將超音波振動應用在高 負荷(heavy-duty)的生產機台上如擠出機(extruder)或射出機 等。而在本研究中所使用的模仁必須受限於將自然頻率調整 到超音波振動產生器的激振頻率,若使用具有 MMM 技術的 超音波產生器,模仁(模具)尺寸不必特別設計也能使用。若 此一技術確實可行的話,對於類似超音波輔助射出成形之研 究必能事半功倍。 3. 在輔助薄殼射出成形外之選擇:本研究進行至末段,取得一 篇關於超音波輔助射出成形之研究的文獻[12],但文獻內容 是將超音波振動用於微結構的射出成形,超音波振動施加. 52.
(68) 後,微結構的充填率幾乎達到 100%。以本研究的實驗結果來 看,雖然超音波用於薄殼射出成形時的影響不大,成品只有 增長數公厘,但若用於微結構射出成形,此短短的數公厘已 經足夠讓任何微結構充填生成,所以超音波輔助射出成形仍 具有相當的發展潛力。. 53.
數據

![圖 1-6 磁伸縮式振動子[4] 第二種電氣式超音波產生法則為電伸縮形式,其原理是將鈦酸鋇 或鋯酸鈦酸鉛(PZT)製成圓板狀振動子,在此圓板之兩面燒著銀電極 並在電極度間施加直流高壓電,圓板會因施加的電壓大小之改變而改 變厚度產生超音波振動,如圖 1-7 所示。本研究所使用的超音波振動 產生系統即採用電伸縮式振動子,使用鋯酸鈦酸鉛為主要原料,加入 氧化鋯(ZrO ) 2 ,及氧化鉛(PbO)及氧化鈦(TiO )2 等,並添加適當微量的 添加物後,經由數道程序製成壓電陶瓷粉料,此陶瓷粉末再壓製成適](https://thumb-ap.123doks.com/thumbv2/9libinfo/8737044.203437/25.892.260.582.140.315/振動子系統即電伸縮式振動子使用鋯酸鈦酸鉛為主要原料加入成適.webp)


+7



Outline
相關文件
個別動物輔助治療 (Individual Animal Assisted Therapy) 時數: 45 分鐘一節.. 與「狗」同行 - 犬隻輔助治療計劃
地函、地核。所 謂 的地殼,就是 一層 由堅硬的 岩石所 構 成的薄殼,只 不過 這 層薄殼並 不是完 整 的一片,而是 像一 塊大拼圖,由 數十 片稱為「板塊 」的 薄 殼拼合而 成,雖 說
由聲波的波形決 定,不同的人及 樂器產生的波形 都不同。.
根據研究背景與動機的說明,本研究主要是探討 Facebook
本研究將針對 TFT-LCD 產業研發單位主管與研發人員進行 探討,並就主管於研發人員對職能重視程度作差異性分析。因此
譚志忠 (1999)利用 DEA 模式研究投資組合效率指數-應用
本研究旨在使用 TI-Nspire CAS 計算機之輔助教學模式,融入基礎 統計學的應用,及研究如何使用 TI-Nspire CAS
The main purpose of this research is to compare how a traditional narrative teaching method and a GeoGebra-based computer-assisted instructional method affect
