國立交通大學
機械工程學系
碩士論文
新式超音波輔助光學玻璃熱壓機台之研發
Development of a Novel Ultrasonic Hot
Embossing Apparatus for Optical Glass
研 究 生:鄭書麟
指導教授:洪景華 教授
新式超音波輔助
光學玻璃熱壓機台之研發
Development of a Novel Ultrasonic Hot
Embossing Apparatus for Optical Glass
研 究 生:鄭書麟 Student:Shu-Lin Cheng 指導教授:洪景華 Advisor:Ching-hua Hung 國 立 交 通 大 學 機 械 工 程 學 系 碩 士 論 文 A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master
in
Mechanical Engineering
July 2011
Hsinchu, Taiwan, Republic of China
i
新式超音波熱壓機台之研發
研究生:鄭書麟 指導教授:洪景華國立交通大學機械工程學系碩士班
摘要
玻璃熱壓成形技術是玻璃光學元件重要的製程方式,近年來由於 玻璃熱壓成形技術的蓬勃發展,大幅降低了玻璃光學元件製程成本。 同時超音波振動輔助已經廣泛應用於塑性加工,藉由摩擦力的降低、 材料溫度升高…等現象,使得材料成形性提高,提昇加工精度及降低 成本。 本研究嘗試研發一新式超音波輔助光學玻璃熱壓機台,能夠準確 地控制並紀錄溫度及力量等成形參數。再使用此機台進行超音波輔助 光學玻璃熱壓實驗,並調整其成形參數以製作出更佳的光學玻璃產品。 而使用此新式機台進行的超音波輔助熱壓製程,之後將可應用於光學 玻璃產業中,製作出品質更佳的光學玻璃產品。 關鍵字:光學玻璃、熱壓、超音波ii
Development of a Novel Ultrasonic Hot
Embossing Apparatus for Optical Glass
Student:Shu-Lin Cheng Advisor:Dr. Ching-Hua Hung
Department of Mechanical Engineering
National Chiao Tung University
Abstract
Glass hot embossing is an important technique for optical elements fabrication in recent years. It is generally used to manufacture optical lenses with the advantages of low-cost and steady quality. In the same time, the ultrasonic assisted manufacture is widely used in plastic forming in recent years. This technique can raise the precision of products as well as reduce the cost of manufacture.
In this research, a novel ultrasonic assisted hot embossing apparatus is developed for manufacturing optical glass. This apparatus is capable of adjusting and recording both temperature and force accurately. By using this apparatus, the proper manufacture parameters are obtained to
accomplish better optical glass products. This novel apparatus with optimal ultrasonic hot embossing procedure can be applied to produce better optical structure on the optical glass in the industry.
iii
誌謝
兩年的碩士生涯匆匆地邁入了尾聲,在求學研究的日子中,感謝 指導教授洪景華老師的教導,無論是指引我在博大精深的機械工程領 域中學習,或是耐心地幫我解決研究上的問題以及給予適當的建議, 讓我學習到嚴謹的研究精神以及待人處事的態度,並引領我順利地完 成碩士學業,實在是我需要學習的榜樣。接著感謝彥彬學長,帶著我 從工程五館地下室至中部、北部和新竹市區內到處奔波,以及數百次 對於研究的討論和實驗機台的設計組裝和除錯,到最後陪伴我完成研 究,是我碩士生涯中的貴人。 再來感謝精密工程與模擬實驗室的學長們,有總是督促我的洪榮 崇大學長、酒國英雄的宇中學長、情場浪子鬼見仇的正展學長、對於 模擬無所不知的麒禎學長、低調的銘傑學長、實驗室健康一哥的志嘉 學長和菸酒不離身的志傑,都給予了我許多的照顧;以及感謝和我一 起奮鬥的夥伴們,彩繪著五顏六色指甲的馨勻大叔、總是在課業上為 我釋疑解惑的振傑大大和吃不胖又幽默風趣的小喬小姐,和你們一起 度過開心和鬱悶的生活,是我碩士中最好的回憶;還有感謝學弟妹們, 宜均、致豪、呂翔、品帆和彥佑,雖然相處的時間只有一年,但是幫 忙處理了許多實驗室的事情,讓我能不必分心地進行實驗以及研究。 最後最感謝的是父母於經濟上的支持與精神上的鼓勵,讓我能無iv
後顧之憂地取得碩士學位,若我往後能有任何的成就,都是你們在背 後提攜與幫助我的關係,謝謝。
v
目錄
摘要〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃i Abstract〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃ii 誌謝〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃iii 目錄〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃v 表目錄〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃viii 圖目錄〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃ix 第一章、緒論〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃1 1.1 前言〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃1 1.2 光學玻璃與成形方法〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃1 1.3 超音波振動成形簡介〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃3 1.4 文獻回顧〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃3 1.4.1 玻璃熱壓成形〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃3 1.4.2 超音波振動成形〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃4 1.4.3 超音波振動輔助玻璃熱壓成形〃〃〃〃〃〃〃〃〃〃〃〃5 1.5 研究動機與目的〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃6 1.6 研究方法〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃6 第二章、超音波熱壓機台原理〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃8 2.1 玻璃熱壓成形法〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃8vi 2.2 玻璃的轉移溫度〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃8 2.3 超音波振動成形加工〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃9 2.3.1 超音波振動成形加工〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃9 2.3.2 超音波振幅放大器〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃10 2.4 原有的超音波熱壓機台〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃11 第三章、新式超音波熱壓機台開發〃〃〃〃〃〃〃〃〃〃〃〃〃〃15 3.1 新式超音波熱壓機台〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃15 3.2 荷重元〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃15 3.3 加熱與溫控系統〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃18 3.3.1 加熱系統〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃18 3.3.2 溫控系統〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃20 3.4 真空與氣體環境系統〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃21 3.5 超音波系統〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃23 第四章、超音波熱壓光學玻璃實驗〃〃〃〃〃〃〃〃〃〃〃〃〃〃27 4.1 光學玻璃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃27 4.2 熱壓光學玻璃材料實驗〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃29 4.2.1 模具〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃29 4.2.2 高溫下超音波放大器的修正〃〃〃〃〃〃〃〃〃〃〃〃32 4.2.3 實驗方法〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃33
vii 4.2.4 實驗結果與討論〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃34 4.3 超音波輔助光學玻璃熱壓實驗〃〃〃〃〃〃〃〃〃〃〃〃〃36 4.3.1 實驗方法〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃 36 4.3.2 實驗結果與討論〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃37 4.4 超音波輔助光學玻璃熱壓陣列結構實驗〃〃〃〃〃〃〃〃〃40 4.4.1 陣列結構模具〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃40 4.4.2 模具量測〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃41 4.4.3 實驗方法〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃43 4.4.4 實驗結果與討論〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃44 第五章、結論與未來展望〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃50 5.1 結論〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃50 5.1.1 新式超音波輔助光學玻璃熱壓機台〃〃〃〃〃〃〃〃〃50 5.1.2 超音波輔助光學玻璃熱壓〃〃〃〃〃〃〃〃〃〃〃〃〃50 5.2 未來展望〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃51 參考文獻〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃53
viii
表目錄
表 1.1 光學玻璃透鏡與光學塑膠透鏡的比較〃〃〃〃〃〃〃〃〃〃2 表 2.1 超音波輔助光學玻璃熱壓實驗參數〃〃〃〃〃〃〃〃〃〃〃12 表 2.2 光學玻璃熱壓材實驗料參數〃〃〃〃〃〃〃〃〃〃〃〃〃〃13 表 3.1 荷重元的規格〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃17 表 4.1 K-PSK100 尺寸和轉移溫度〃〃〃〃〃〃〃〃〃〃〃〃〃〃27 表 4.2 K-PSK100 材料性質表〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃28 表 4.3 光學玻璃熱壓材料實驗參數〃〃〃〃〃〃〃〃〃〃〃〃〃〃35 表 4.4 超音波輔助光學玻璃熱壓實驗的參數〃〃〃〃〃〃〃〃〃〃37 表 4.5 超音波輔助光學玻璃熱壓實驗的參數〃〃〃〃〃〃〃〃〃〃39 表 4.6 陣列結構模具的尺寸參數〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃41 表 4.7 超音波輔助光學玻璃熱壓陣列結構實驗的參數〃〃〃〃〃〃45 表 4.8 光學玻璃成品陣列結構的高度和填充率〃〃〃〃〃〃〃〃〃48 表 4.9 光學玻璃成品的中間寬度〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃49ix
圖目錄
圖 2.1 玻璃熱壓成形法流程圖〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃8 圖 2.2 熱壓成形溫度-時間關係圖〃〃〃〃〃〃〃〃〃〃〃〃〃〃8 圖 2.3 玻璃的溫度-體積變化率〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃9 圖 2.4 超音波振動加工原理〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃10 圖 2.5 前一代超音波輔助熱壓機台〃〃〃〃〃〃〃〃〃〃〃〃〃〃12 圖 2.6 超音波輔助光學玻璃熱壓力量-位移量測〃〃〃〃〃〃〃〃12 圖 2.7 油壓系統示意圖〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃13 圖 2.8 光學玻璃熱壓材實驗料力量-位移量測圖〃〃〃〃〃〃〃〃14 圖 3.1 荷重元實體〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃17 圖 3.2 下爐體和荷重元組裝(a)設計圖(b)實體〃〃〃〃〃〃〃〃〃18 圖 3.3 荷重元和加熱爐(a)設計圖(b)實體〃〃〃〃〃〃〃〃〃〃〃18 圖 3.4 紅外線燈管〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃19 圖 3.5 燈罩(a)設計圖(b)實體〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃19 圖 3.6(a)石英罩設計圖(b)石英罩和燈罩組裝設計圖〃〃〃〃〃〃19 圖 3.7 加熱系統(a)設計圖(b)實體〃〃〃〃〃〃〃〃〃〃〃〃〃〃20 圖 3.8 溫度控制器〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃21 圖 3.9 熱電偶〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃21 圖 3.10 抽真空示意圖〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃22x 圖 3.11 氮氣冷卻示意圖〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃22 圖 3.12 真空度計〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃23 圖 3.13 真空幫浦〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃23 圖 3.14 夾持具(a)設計圖(b)實體〃〃〃〃〃〃〃〃〃〃〃〃〃〃23 圖 3.15 下爐體和夾持具間氣體流道示意圖〃〃〃〃〃〃〃〃〃〃23 圖 3.16 頻率產生器〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃24 圖 3.17 換能器〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃24 圖 3.18 第一種放大器〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃24 圖 3.19 放大器和冷卻水罩示意圖〃〃〃〃〃〃〃〃〃〃〃〃〃〃24 圖 3.20 第二種放大器〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃25 圖 3.21 放大器和冷卻水罩組裝示意圖〃〃〃〃〃〃〃〃〃〃〃〃25 圖 3.22 冷卻水罩設計圖〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃25 圖 3.23 放大器和冷卻水罩組裝設計圖〃〃〃〃〃〃〃〃〃〃〃〃25 圖 3.24 放大器和冷卻水罩組裝實體〃〃〃〃〃〃〃〃〃〃〃〃〃26 圖 3.25 冰水機〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃26 圖 3.26 新式超音波輔助光學玻璃熱壓機台及週邊〃〃〃〃〃〃〃26 圖 4.1 K-PSK100 外觀〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃27 圖 4.2 第一種模具〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃29 圖 4.3 超音波放大器底端〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃29
xi 圖 4.4 厚度 0.5 ㎜的模具〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃30 圖 4.5 厚度 1mm 的模具〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃30 圖 4.6 第二種模具(a)設計圖(b)實體〃〃〃〃〃〃〃〃〃〃〃〃〃30 圖 4.7 第二種模具鎖附於超音波放大器底端〃〃〃〃〃〃〃〃〃〃31 圖 4.8 下模座(a)設計圖(b)實體〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃31 圖 4.9 下模整體〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃31 圖 4.10 超音波放大器(a)設計圖(b)實體〃〃〃〃〃〃〃〃〃〃〃33 圖 4.11 爐內溫度的量測處〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃34 圖 4.12 光學玻璃熱壓材料實驗的荷重-位移圖〃〃〃〃〃〃〃〃〃35 圖 4.13 超音波輔助光學玻璃熱壓實驗的荷重-位移圖〃〃〃〃〃〃38 圖 4.14 超音波輔助光學玻璃熱壓實驗的荷重-位移圖〃〃〃〃〃〃39 圖 4.15 陣列結構模具外觀(a)模具 A(b)模具 B〃〃〃〃〃〃〃〃〃41 圖 4.16 陣列結構模具的光學顯微鏡量測圖(a)模具 A(b)模具 B 〃41 圖 4.17 雷射位移感測器和螺桿定位平台〃〃〃〃〃〃〃〃〃〃〃42 圖 4.18 陣列結構模具表面輪廓曲線(a)模具 A(b)模具 B〃〃〃〃〃43 圖 4.19 超音波輔助光學玻璃熱壓陣列結構實驗的玻璃成品〃〃〃44 圖 4.20 玻璃成品的表面輪廓(a)實驗編號 21~24 (b)實驗編號 25~27〃〃〃〃〃〃〃〃45 圖 4.21 光學玻璃成品的側面〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃49
1
第一章、緒論
1.1 前言
近年來由於光機電產業的蓬勃發展,光學元件(如:透鏡、反射 鏡、稜鏡、濾光片)和光學材料(玻璃、塑膠)的需求量也快速地增 加,因此發展低成本量產的製程方法為當今光學產業的趨勢。1.2 光學玻璃與成形方法
光學鏡片大量運用在國防科技、工業技術、民生用品,其主要功 能為聚焦、準直、反射、折射及成像等。其光學材料需具備透光性佳 的特點,常見的材料有兩種:由高分子材料所製成的光學塑膠鏡片和 由玻璃材料所製成的光學玻璃透鏡,以下分別介紹兩者的製作方法。 由高分子材料所製成的光學塑膠片的製造方式,以鑄形法、熱壓 成形法、射出成形法、射出壓縮成形法等技術為主,因其製造成本低 廉,常用於使用條件與光學品質要求較低的產品中。 比較玻璃透鏡與塑膠透鏡的光學性質,玻璃透鏡具有較好的光學 解析度、可見光穿透率等特性;再比較機械性質,玻璃透鏡亦具有較 佳的耐磨耗、耐高溫、耐潮濕、抗靜電等優點。表 1.1 為光學玻璃透 鏡與光學塑膠透鏡的比較,可明顯地發現光學玻璃透鏡於應用上的潛 力較大。但是由於玻璃材料的成型溫度與硬度均較高,使得製造的成 本與技術均較塑膠材料高出許多,目前玻璃透鏡主要多用於高階的精2 密光學設備,因此降低玻璃透鏡的製造成本勢在必行。 表 1.1 光學玻璃透鏡與光學塑膠透鏡的比較 光學玻璃透鏡 光學塑膠透鏡 折射率 1.5~1.9 以上 1.3~1.7 色散率(Vd) 20~65 以上 25~55 雙折射 不產生雙折射 會產生雙折射 全光線透過率(%) 85~95 90 以上 光譜範圍 370~1500nm 400~1100nm 玻璃轉移溫度(Tg) 500~700℃ 70~130℃ 線性膨脹係數(10-7 /℃) 70~130 (約為玻璃的 10 倍) 比重 2.2~7.3 1.0~1.5 由玻璃材料所製成的光學玻璃透鏡的製造方式,現今有超精密輪 磨與玻璃熱壓成形法兩種。超精密輪磨是藉由研磨、拋光光學玻璃球 面以及非球面鏡片加工成形,過程耗時費工,無法應付日益增加的產 量需求。 而玻璃熱壓成形法是將玻璃預形體加熱軟化,再利用具有高精度 表面形狀或擁有光學微結構的成形模具,加壓於玻璃後製成所需外形 之光學玻璃鏡片,玻璃熱壓成形技術具有材料流動距離短、成形精度 高、設備簡單等特性,任何一種製程所製作出來的模仁皆能經由熱壓 材 料 特 性
3 成形技術來達到批量複製的目的,可降低鏡片生產成本及穩定品質, 正符合當今光學產業的趨勢。但是玻璃熱壓成形法仍然有許多問題需 要克服,如成形溫度較高以及條件掌握不易,因此本研究嘗試以超音 波振動成形加工輔助來克服成形問題。
1.3 超音波振動輔助成形加工簡介
超音波振動輔助成形加工的原理,是於成形期間將超音波振動能 量作用於成形模具或工件上,經由模具對工件進行成形加工之複合成 形。由於超音波振動成形加工於成形時會產生一些效應,如摩擦力的 降低、材料溫度升高、材料塑流應力降低的效應及成形回彈量的降低 現象,使得材料其成形性獲得提高。所以,超音波振動成形加工能有 效降低成形應力,達成傳統成形加工無法達到之加工成形界限。1.4 文獻回顧
1.4.1 玻璃熱壓成形
Heckele[1]等人認為熱壓成形可以製作出高精密度與品質的光 學元件,因為其製程優點具有材料流動距離短,以及剪切速率低而避 免成品內部應力的產生。 Hirai[2]等人使用轉移溫度為 375℃的玻璃進行玻璃熱壓,認為 使用適當的壓力,可以製作出表面高品質的直線溝槽。 Manabu Yasui[3]等人預測熱壓印溫度和轉移溫度之間的差距,4 但是此差距會受到模具以及邊界條件等因素影響。 Hiromichi Takebe[4]等人使用矽模仁熱壓較軟的的光學玻璃, 以避免兩者表面的互相的作用,而熱壓環境的真空壓力為 20 帕。 Fireston[5]等人設計玻璃熱壓實驗設備,以製程控制與量測為目 標,開發出可充氮氣環境的熱壓成形設備,可精確達到位移、荷重、 溫度等參數之控制,並可應用於微透鏡陣列的成形上。 王[6]使用電鑄翻模鎳鈷合金模仁,並鍍上鉑銥合金的硬殼層, 以光學玻璃熱壓機台成功熱壓出具有 Fresnel 結構的凹透鏡和击透 鏡。 Kazuhiro Yamada[7]等人設計並製造出具有抗反射結構之碳化矽 模仁,以 Toshiba GMP-415 V 機台成功將其熱壓印於 KPSK-100 光學 玻璃材料上,並在測試之後證明結構確實達到預期。
Hideki Takagi [8]等人在玻璃熱壓時於玻璃碳(glassy carbon)模 具和 Schott B270 光學玻璃兩頭施加 1kV 的直流電壓,在微結構的填 充性中有明顯的提昇。
1.4.2 超音波輔助成形
Blaha 與 Langenecke[9]對單晶鋅試片進行拉伸試驗時,附加一 超音波振動於負荷上,實驗結果發現超音波振動作用時,材料之降服 應力會產生降低現象。且材料在塑性成形時,其材料塑流應力大為減5 少,此現象稱為 Blaha effect。 Langenecke[10]針對鋁、銅、鋼等多晶材料進行超音波在材料變 形特性的影響,實驗證明超音波振動能量增加,材料塑流應力隨之降 低,且認為以差排理論與機械波動理論無法合理去解釋超音波應力波 與差排之互相影響,因此他只針對實驗結果現象作一些描述與預測。 對於降低塑流應力的原因,Nevill[11]不認同 Kempe 等人所提 出的差排吸收振動能量的三種可能機制假設:(1)共振機制(2)鬆 弛機制(3)遲滯機制。他認為塑流應力降低是由於靜態應力和交變 應力交互作用產生,因此提出應力重疊機制之假設。所以 Blaha effect 之機制至今尚未有普為接受之理論解釋。
1.4.3 超音波振動輔助熱壓成形
羅[12]以高分子材料進行熱壓,為了提升昇降溫率,試以超音波 振動加工工件表面,所產生的熱能融化表面,使模具上之微結構能複 製於表面上。研究結果顯示以超音波加熱壓印微結構確實在加溫降溫 性質有極佳的表現,且能單獨加熱表面,保持其他部分溫度變化不大, 有效提升熱壓成形製程的產能。 殷[13]使用本實驗室自行開發的超音波熱壓機台進行超音波光 學玻璃微熱壓實驗,已成功取得超音波對於熱壓玻璃的影響趨勢,包 括降低成形力量以及提高成形性。6
1.5 研究動機與目的
玻璃熱壓成形技術具有材料流動距離短、成形精度高、設備簡單 等特性;而超音波振動成形加工具有降低摩擦力、升高材料溫度、降 低材料塑流應力的效應及降低成形回彈量,將超音波振動成形加工應 用於輔助玻璃熱壓成形,可以降低成形溫度以及提高成形性。 但是本實驗室現有的超音波熱壓機台,無法達到精密的溫度控制 以及荷重量測,只能大略得知其影響趨勢,因此本研究的目的為開發 一新式超音波熱壓光學玻璃機台,排除前一代的缺點,以精確地荷重 量測以及控制溫度為設計目標,並將之應用於超音波熱壓光學元件的 成形上。1.6 研究方法
本研究將超音波振動成形加工應用於玻璃微熱壓成形,根據實驗 室原有的超音波熱壓機台,設計出新式超音波熱壓機台,以達到更精 準的實驗數據量測。原有的超音波熱壓機台將荷重元(Load Cell) 埋於油壓缸體外,於熱壓過程中所量測獲得的荷重數據,將會受到油 壓力量不穩定的影響,因此設計不受到非預期力量干擾的缸體,為新 式超音波熱壓機台的首要目的。除此之外,也將使用新式的密封、加 熱和冷卻方式,預期可以縮短玻璃熱壓過程的時間。 實驗的部份,則是會進行超音波熱壓光學玻璃材料試驗,以及於7 熱壓程序中,在同溫度下的相同時間點施加超音波,探討對於玻璃成 形性的影響,以建立超音波熱壓的程序,最後應用於超音波熱壓光學 元件(如透鏡陣列)。 首先第一章介紹玻璃熱壓成形和超音波輔助加工兩者的背景,以 及為何要將玻璃熱壓成形以超音波來輔助加工,並以文獻回顧來說明 以超音波來輔助玻璃熱壓,確實有其可行性。再來第二章介紹玻璃熱 壓和超音波輔助加工的原理,包括玻璃熱壓的程序、玻璃的轉移溫度、 超音波輔助加工所使用的機器和工件以及本實驗室前一代的超音波 輔助熱壓機台的介紹,並說明為何需要研發新式的機台。 接著第三章介紹本研究所開發的新式超音波輔助光學玻璃熱壓 機台,針對機台的每個系統說明研發的目的以及方法,並組裝測試後 準備進行實驗。第四章是超音波輔助光學玻璃熱壓實驗,分為兩個部 份,一為光學玻璃熱壓材料實驗,目的是為了驗證機台的穩定性,並 找出適合光學玻璃熱壓的溫度;二為超音波輔助光學玻璃熱壓實驗, 目的是觀測超音波對玻璃熱壓的影響。最後第五章的結論與未來展望, 則是綜合機台以及實驗的結果,歸納出超音波輔助玻璃熱壓的影響為 何,並延伸至未來尚待開發的部份。
8
第二章、超音波熱壓機台原理
2.1 玻璃熱壓成形法
玻璃熱壓成形法是將玻璃以及成形模具一起加熱,升溫至玻璃軟 化的溫度(通常為玻璃的轉移溫度之上)時,再以成形模具施壓於玻 璃後持壓降溫,使其結構轉印至玻璃上,成為一具有光學性質的玻璃 鏡片成品。其流程如圖 2.1 所示,熱壓成形時間-溫度關係圖如圖 2.2 所示。 模具 玻璃 升溫 持溫加壓 持壓降溫 脫模 成品 圖 2.1 玻璃熱壓成形法流程圖 升溫 加壓成形 保壓降溫 時間(秒) 溫 度 ( ℃ ) 持溫 脫模 圖 2.2 熱壓成形溫度-時間關係圖2.2 玻璃的轉移溫度
當加熱玻璃使之溫度上升時,它不像一般結晶物具有固定的熔點,9 而是超過轉移溫度(Transition Temperature ;Tg)後,逐漸失去其 剛性,成為黏彈性的流質。此時玻璃中除了因為熱振動而造成體積的 增加,原子的重新排列也會造成其體積的增加,所以在加熱的過程中, 大致上溫度和體積是呈線性的關係,但是在超過轉移溫度之後,其體 積會因為兩種效應的加成,體積變化率會稍微的增加,如圖 2.3 所 示。 若超過轉移溫度後再持續地加熱,玻璃會隨即軟化,並因自體重 量而塌陷,進而造成無法加工的情形。所以進行玻璃熱壓成形加工的 最佳溫度,即為轉移溫度至玻璃軟化的溫度之間,而此溫度則會根據 不同的玻璃材料,而有所改變。 體 積 變 化 率 溫度 轉移溫度 圖 2.3 玻璃的溫度-體積變化率
2.3 超音波振動輔助成形加工
2.3.1 超音波振動輔助成形加工
超音波振動輔助成形加工乃利用頻率產生器內部的振盪電路、
10 電壓放大器及交換電路,將輸入之低頻低電壓放大成高頻高電壓的超 音波頻率信號,此信號經換能器將電能轉換成為機械能,以產生超音 波頻率的機械振動,常用的換能器依振動原理可分為磁伸縮換能器及 壓電陶瓷換能器(PZT)兩種。最後再利用聚能器與振幅放大器(Horn) 將機械振動的振幅放大,以增加工具加工端的振幅輸出,進而提昇加 工效率,其原理示意圖如圖 2.4 所示。 圖 2.4 超音波振動加工原理
2.3.2 超音波振幅放大器
超音波振幅放大器其功能主要在於提升超音波輸入的能量密度, 以獲得較高的超音波能量,對於振幅放大器之設計,常以最大振幅放 大率(M)為設計目標。但其共振頻率特性須與頻率產生器之頻率相 配合,否則將導致振動系統特性與振動模態改變,影響超音波振動能 量傳遞,會造成共振頻率偏移、振幅放大率降低、偏振與扭曲模態出 現及振幅分佈不均等現象。所以超音波振幅放大器的選用與設計,對 整個振動系統之振動特性及效能,有決定性的影響。11
2.4 原有的超音波熱壓機台
實驗室原有的超音波熱壓機台,為實驗室自行設計開發,以下皆 稱其為前一代超音波熱壓機台。前一代超音波熱壓機台包含五個部份: 伺服馬達控制平台、加熱與控溫系統、油壓系統、真空與氣體環境系 統以及超音波系統,實體如圖 2.5 所示。 在此機台之油壓系統部份,加熱爐的上爐體使用單向推動的油壓 缸,使用油壓作為動力去推動油壓缸向下封閉加熱爐以進行實驗,而 油壓缸向上的行程則由壓力試驗機推動使之歸回上位,油壓缸最大行 程約為 42 ㎜。進行真空實驗時,由於加熱爐內外氣壓差,導致大氣 壓力會推動下爐往上,因此即使油壓缸已經降下,依然需要一循環的 油壓系統使缸內保持壓力,因此在實驗過程中,油壓系統將持續運 轉。 以此機台已進行超音波熱壓光學玻璃的微結構熱壓實驗,亦可以 於超音波熱壓印時量測荷重。對於光學玻璃 K-PSK100 的超音波輔助 熱壓實驗[13]參數如表 2.1 所示,力量-位移量測如圖 2.6 所示。於 圖中可知於熱壓中對光學玻璃 K-PSK100 施加超音波後,明顯地有力 量降低的趨勢。可是此量測到的數值不完全正確,因為第二代超音波 熱壓機台的荷重元(Load Cell)埋於油壓缸體之外,於熱壓過程中12 所量測獲得的荷重數據,將會受到油壓力量不穩定的影響,如圖 2.7 所示,對於不同溫度下的光學玻璃熱壓材料實驗,參數如表 2.2 所示, 力量-位移量測如圖 2.8 所示,可以發現三條曲線的趨勢皆不相同, 證明了荷重的量測確實受到了油壓力量的干擾。因此設計不受非預期 力量干擾的機台,為新式超音波熱壓機台的首要目的。 圖 2.5 前一代超音波輔助熱壓機台 表 2.1 超音波輔助光學玻璃熱壓實驗參數 實驗編號 施加超音波 上模溫度 (℃) 下模溫度 (℃) 施加超音波 行程(㎜) 位移速率 (㎜/min) 1 無 425 440 無 1.5 2 有 425 440 1.25-1.5 1.5
13 圖 2.6 超音波輔助光學玻璃熱壓實驗力量-位移量圖 油壓缸 玻璃試片 紅外線加熱燈管 荷重元 超音波放大器 圖 2.7 油壓系統示意圖 表 2.2 光學玻璃熱壓材實驗料參數 實驗編號 上模溫度(℃) 下模溫度(℃) 位移速率(㎜/min) 1 425 440 1.5 3 435 440 1.5 5 437 450 1.5
14
圖 2.8 光學玻璃熱壓材實驗料力量-位移量測圖
15
第三章、新式超音波熱壓機台開發
3.1 新式超音波熱壓機台
本研究為開發新式超音波熱壓機台,其目標是能量測準確的荷重 數據,以及使用更佳的加熱和溫控方式,藉此縮短玻璃熱壓過程的時 間。新式超音波熱壓機台的構想延續自前一代機台,包括四個主要部 份:伺服馬達控制平台、加熱和溫控系統、真空與氣體環境系統以及 超音波系統。 其中因為伺服馬達能提供穩定速度與精確位移,所以前一代和新 式超音波熱壓機台的動力源均採用伺服馬達控制,而傳動機構則以減 速比 1:100 之無背隙減速機與無背隙滾珠導螺桿聯結工作平台使之 移動。為使工作平台能平滑移動與平行度考量,其主體結構採用四根 導螺桿設計。此設備之最大負荷容量 2000kgw,位移精度 0.005 ㎜。 工作平台下埋有荷重元,並連結電腦顯示工作平台所承受之荷重,但 是此荷重元之後將不使用。3.2 荷重元
本研究所開發的新式超音波熱壓機台,主要的目標為量測準確的 荷重數據,所以改變荷重元原有的位置為首要的設計。本研究所使用 的荷重元為 Interface 公司所生產,型號為 X162636,其所能量測到 的最大荷重為 2000lbf (約為 900 ㎏ f),不可重複性16 (nonrepeatability)為 0.2% RO,非線性(nonlinearity)為 0.5 % FS,磁滯誤差為 0.5% FS,荷重元的實體如圖 3.1 所示,規格如 表 3.1 所示。 新式超音波熱壓機台將荷重元裝置於下爐體內,以平板和下爐體 夾住荷重元,如圖 3.2 所示。進行玻璃熱壓實驗時,荷重元上的平板 將進入加熱爐內,讓荷重元直接量測玻璃所受到的荷重,並且不受到 非預期力量的干擾;而平板內含有冷卻水路,於實驗進行時持續冷卻, 避免荷重元因高溫而損壞,如圖 3.3 所示。 在此設計中最重要的是容納荷重元的槽孔大小,因為荷重元受到 應力時,整體結構將隨之變形,其內的應變計(Strain Gauge)會根 據變形量而傳送訊號。若槽孔和荷重元為緊配合,則結構的變形會受 到限制,進而獲得錯誤的數據,所以槽孔需設計得較荷重元的最大變 形量大。除此之外,槽孔的深度也設計得較荷重元來得淺,讓荷重元 的上平面高於下爐體,保持荷重元上的平板和下爐體不接觸,以避免 荷重被下爐體所分散。
17
圖 3.1 荷重元實體 表 3.1 荷重元的規格
18 (a)設計圖 (b)實體 圖 3.2 下爐體和荷重元組裝 (a)設計圖 (b)實體 圖 3.3 荷重元和加熱爐
3.3 加熱與溫控系統
3.3.1 加熱系統
在玻璃的熱壓實驗中,最主要的工作區域為加熱系統,而玻璃熱 壓所需的環境溫度為 400℃以上的高溫,因此加熱需要功率大且效率 高的設計。除此之外,本研究又需使用到超音波設備以及荷重元,兩 者皆不能承受和加熱爐內一樣的高溫,因此爐體的周圍均需以冷卻水 持續降溫,以避免超音波設備和荷重元的損壞。19 為了達到快速升溫的目的,新式超音波熱壓機台使用高功率的紅 外線燈管,每支的功率為 1300 瓦,外型為Ω形,如圖 3.4 所示,並 於燈罩內每兩個圍出一個圓形,一共堆疊成三層,藉此區分出各層加 熱的區域,如圖 3.5 所示。因為前一代機台將燈管置於爐體內,燈管 的電極裸露於爐體內,不僅危險也容易造成機台短路,所以新式機台 將兩者藉石英罩隔開,由燈罩包覆住石英罩,並以鋼板上下夾住固定, 紅外線會穿透石英罩對其內部加熱,所以石英罩內是進行玻璃熱壓的 主要工作區域,如圖 3.6 所示,而加熱系統如圖 3.7 所示。 圖 3.4 紅外線燈管 (a)設計圖 (b)實體 圖 3.5 燈罩
20 圖 3.6 (a)石英罩設計圖 (b)石英罩和燈罩組裝設計圖 上爐體 下爐體 超音波 放大器 加熱爐整體 (a)設計圖 (b)實體 圖 3.7 加熱系統
3.3.2 溫控系統
在玻璃的熱壓實驗中,每一種不同的光學玻璃皆有其對應最適當 的熱壓溫度,因此溫度的控制這項參數的調整相當地重要,如:升溫 的速度和溫度的保持等……都能決定熱壓後品質的好壞,因此能精確 控制溫度的溫控系統是新式超音波熱壓機台設計的目標。 新式機台的溫控系統包含熱電偶、溫度控制器和 SCR,其溫控方 法為在溫度控制器上輸入欲得到的溫度,再使用熱電偶接觸欲量測之21 區域,熱電偶會產生訊號回傳給溫度控制器做辨識,並經由 SCR 對加 熱源的輸入功率做調整。溫度控制器如圖 3.8 所示,熱電偶如圖 3.9 所示。 在這系統中最重要的是溫度控制器,前一代的溫度控制器乃一次 性控溫,即設定好加熱溫度後,均由溫度控制器自行調整,這樣的設 計雖然方便,但是上下爐體的加熱速度並不一樣,先達到設定溫度的 一方會有劇烈的溫度跳動,因此新式機台選用可階段性控制加熱的溫 度控制器,以兩台分別對上兩支和下四支加熱燈管進行控制,藉此達 到精準地控制加熱過程。 但是在測試之後,發現紅外線燈管會互相影響,造成其中一邊的 溫度過高或過低,因此之後改為只控制下模具的溫度,再以遮光片以 及調整冷卻速度來調整上下溫度接近一致。 圖 3.8 溫度控制器 圖 3.9 熱電偶
3.4 真空與氣體環境系統
進行光學玻璃熱壓時,加熱爐內需保持真空的氣體環境,若裡頭22 含有大量的氣體,會造成模具的氧化,降低加溫的速度或造成氣體一 併被熱壓入玻璃內,如圖 3.10 所示。又實驗結束後,降溫的過程不 能直接開爐冷卻,因為玻璃會因為溫度急速的下降,而瞬間脆裂,但 是閉爐冷卻又需要長時間的等待,所以在降溫時通入氮氣流通,藉此 幫助爐內的冷卻,並保護模具不被氧化,如圖 3.11 所示。 新式機台設計將抽真空與氮氣的通道合併,並埋於下爐體內,藉 由閥門的控制切換兩者,通道也接上真空度計以量測加熱爐內的氣壓, 真空度計如圖 3.12 所示,真空幫浦如圖 3.13 所示。又下爐體的氣體 通道需要和加熱爐內做連通,可是下爐體又需鎖附下模具,所以在它 們之間設計了夾持具,如圖 3.14 所示。夾持具底下的十字槽孔為氣 體流道,抽取真空時,加熱爐內的氣體不會被下模具擋住,以及冷卻 灌入氮氣時,流道可導引氣體直接冷卻下模具,並由十字的底處垂直 往上噴至爐體,以避免較冷的氮氣直接噴至石英罩導致龜裂,如圖 3.15 所示。 3.10 抽真空示意圖 3.11 氮氣冷卻示意圖
23 圖 3.12 真空度計 圖 3.13 真空幫浦 (a)設計圖 (b)實體 圖 3.14 夾持具 3.15 下爐體和夾持具間氣體流道示意圖
3.5 超音波系統
本研究所使用的超音波設備由京華超音波公司所生產,其頻率產24 生器的頻率為 35k Hz,連結到陶瓷壓電換能器後,藉由超音波放大 器對工件直接作用,而其中超音波放大器的外型為自行設計,頻率產 生器如圖 3.16 所示,陶瓷壓電換能器如圖 3.17 所示。本研究先後製 作了兩種外形的超音波放大器,第一種以圓柱為基礎,並突出一圓環 以架起冷卻水罩,經測試後超音波無法起振,所以捨棄此種外形設計, 放大器外型如圖 3.18 所示,和冷卻水罩組裝示意如圖 3.19 所示。 圖 3.16 頻率產生器 圖 3.17 換能器 超音波放大器 冷卻水罩 圖 3.18 第一種放大器 圖 3.19 放大器和冷卻水罩示意圖
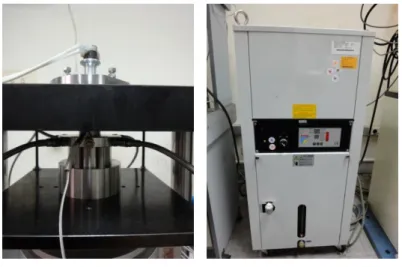
25 第二種放大器為圓柱體,而冷卻水罩則直接懸掛於上爐體之上, 藉此減少冷卻水罩對於放大器的影響,經過試驗後超音波可以正常地 起振,所以實驗使用此種外形設計,放大器外型如圖 3.20 所示,和 冷卻水罩組裝示意如圖 3.21 所示。冷卻水罩不僅具有讓冷卻水保護 超音波換能器的功能,其上也設計了熱電偶和排氣孔的通道,提供溫 控系統和氣體環境系統使用,冷卻水罩設計如圖 3.22 所示,和超音 波放大器組裝設計和實體如圖 3.23、圖 3.24 所示,冷卻用的冰水機 如圖 3.25 所示。 冷卻水罩 超音波放大器 圖 3.20 第二種放大器 圖 3.21 放大器和冷卻水罩組裝示意圖 3.22 冷卻水罩設計圖 圖 3.23 放大器和冷卻水罩組裝設計圖
26
圖 3.24 放大器和冷卻水罩組裝實體 圖 3.25 冰水機
將上述各個系統組裝後,即完成新式超音波輔助光學玻璃熱壓機 台,如圖 3.26 所示。
27
第四章、超音波熱壓光學玻璃實驗
4.1 光學玻璃
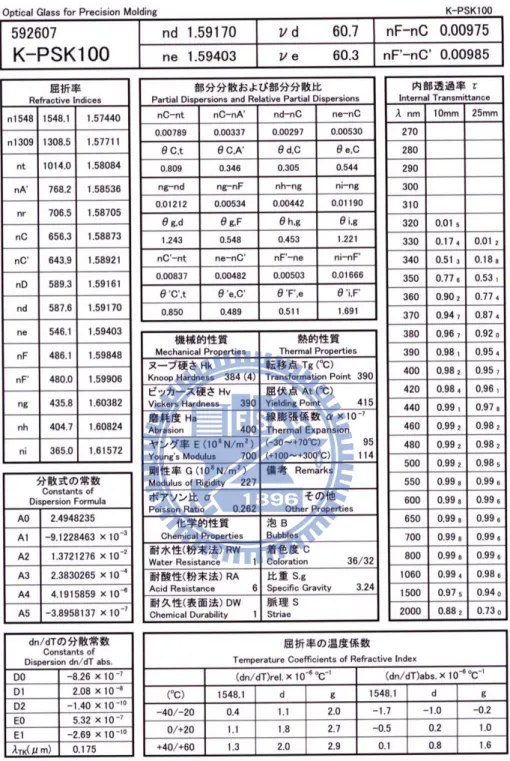
本研究所選用的光學玻璃為住田光學(Sumita)公司所生產, 型號為 K-PSK100,外觀為圓柱形如圖 4.1 所示,尺寸為直徑 7 ㎜、 厚度 6.5 ㎜,轉移溫度為 398℃如表 4.1 所示,而其他的材料性質如 表 4.2 所示。 圖 4.1 K-PSK100 外觀 表 4.1 K-PSK100 尺寸和轉移溫度
28
29
4.2 熱壓光學玻璃材料實驗
4.2.1 模具
在熱壓光學玻璃的實驗中,未鍍上硬模層(如 Pt-Ir)的模具,時 常會發生玻璃沾粘於模具的情況,將導致模具無法再次使用,所以設 計的目標為製作便宜且容易取得的模具。除此之外,本研究因為將在 熱壓光學玻璃的實驗中加入超音波系統,所以也須考慮模具和超音波 系統結合後,是否會影響到超音波的起振。 在此實驗中,先後設計兩種不同的模具,第一種為和超音波放大 器截面積一樣大小的不鏽鋼片,厚度依序為 0.5 ㎜、1 ㎜、1.5 ㎜和 2 ㎜,在其周圍以六個 M4 螺絲和超音波放大器鎖附在一起,如圖 4.2 和圖 4.3 所示。經試驗後 0.5 ㎜和 1 ㎜可正常起振,其餘則不行。隨 著起振時間的加長,0.5 ㎜會被超音波放大器打裂,如圖 4.4 所示; 1 ㎜的中間會被超音波放大器局部加熱後變色,如圖 4.5 所示,兩者 均禁不起長時間的使用,所以捨棄此種模具的設計。 圖 4.2 第一種模具 圖 4.3 超音波放大器底端30 圖 4.4 厚度 0.5 ㎜的模具 圖 4.5 厚度 1mm 的模具 第二種為不鏽鋼六角頭螺絲,尺寸為 M8,長度為 12 ㎜,六角頭 的表面經過研磨拋光後,成為一光滑的平面,直接和超音波放大器的 中央鎖附在一起,如圖 4.6 和圖 4.7 所示。經試驗後超音波系統不會 受此種模具影響,可以正常地起振,而模具也不會在長時間起振後損 壞,所以實驗使用此種模具的設計。 (a)設計圖 (b)實體 圖 4.6 第二種模具
31 圖 4.7 第二種模具鎖附於超音波放大器底端 模具除了和超音波放大器結合之外,置放玻璃處也採用相同的設 計,藉此達到上下模具的升溫速度能夠接近以及方便替換。又欲得知 爐內的溫度,於模具側邊鑽孔,以便熱電偶量測其溫度,並藉由溫度 控制器調整到實驗所需的溫度,如圖 4.8 所示。圖 4.9 為下模整體。 (a)設計圖 (b)實體 圖 4.8 下模座 圖 4.9 下模整體
32
4.2.2 高溫下超音波放大器的修正
在熱壓光學玻璃的實驗中,模具溫度將提昇至玻璃的轉移溫度之 上,這將使得深入爐內的超音波放大器的材料性質受到影響,進而改 變其自然振動頻率,而造成超音波系統無法追頻起振。所以本研究須 針對高溫下的超音波系統進行設計。 考慮一維的振動體,波在介質中傳遞之速度可表示為: E c (1) 其中 E 和ρ為介質之楊氏係數和密度。且波在此介質的波長可表示 為: f c (2) 其中 f 為振動體之自然振動頻率。在縱向振動下,λ的倍數可作為振 動體長度的設計參考。 如果振動體尺寸固定,當溫度升高時,將使得材料之楊氏係數降 低,導致自然振動頻率跟著下降。可是如果考慮振動體的長度可以調 整,楊氏係數的降低將可透過較小的波長以維持相同的自然振動頻率, 也就是說修短振動體的長度可達到高溫下振動的目的。所以在本研究 中,將修改超音波放大器的長度,以達到高溫下振動的目的。 首先設計一常溫下可振動的超音波放大器,其材料為 SUS304 不33 銹鋼,截圓直徑為 40 ㎜,長度為 209 ㎜,接著修短其長度至 203 ㎜。 經測試後,超音波系統從常溫提昇至可於 410℃~430℃之間起振,如 圖 4.10 所示。 (a)設計圖 (b)實體 圖 4.10 超音波放大器
4.2.3 實驗方法
因為光學玻璃 K-PSK100 的轉移溫度為 398℃,因此進行玻璃熱 壓實驗所需要的溫度需高於它。又因為本研究所開發的第三代超音波 熱壓機台最大的量測荷重為 900 ㎏ f,所以希望玻璃熱壓實驗中的最 大荷重為 800~900 ㎏ f,以利和施加超音波的熱壓實驗做壓力降的 比較。 綜合以上兩點,本實驗將以溫度為主要參數,首先實驗從 430℃ 開始,設定加溫時間為 15 分鐘,位移速度為 1.5 ㎜/min,並持溫 5 分鐘後開始進行熱壓玻璃,而熱壓深度為 2 ㎜。若其中一組最大的荷 重介於 800~900 ㎏之間,則重複實驗以確認機台之穩定性。接著每升34 高 5℃,重複前述的步驟,直到荷重低於 100 ㎏ f。 本實驗中因為無法直接量測玻璃的溫度,因此間接地量測上下模 具的溫度,以便溫度控制器控制爐內的溫度,而前述的最低溫 430℃ 即為實驗中模具的溫度。而超音波放大器的溫度通常會低於模具,又 放大器於高溫下需要修正其長度,因此上下模具和放大器三者的溫度 均需量測,以瞭解爐內實際的溫度分佈情形,如圖 4.11 所示。 超音波放大器 溫度量測處 下模 溫度量測處 上模 溫度量測處 玻璃試片 上模具 下模具 超音波放大器 圖 4.11 爐內溫度的量測處
4.2.4 實驗結果與討論
本實驗的實驗編號對應的溫度參數如表 4.3 所示,機台所量測到 的荷重-位移如圖 4.15 所示。35 表 4.3 光學玻璃熱壓材料實驗參數 實驗編號 下模溫度(℃) 上模溫度(℃) 超音波放大器溫度(℃) 1 430 426 420 2 430 427 420 3 435 432 424 4 435 433 425 5 440 434 427 6 440 433 427 7 445 443 435 圖 4.12 光學玻璃熱壓材料實驗的荷重-位移圖 於本實驗中,因為在 430℃時,熱壓玻璃所需要的荷重超過機台 所能量測的最大值 900 ㎏ f;而在 445℃時,最大荷重則是低於 100
36 ㎏ f,所以本研究對於光學玻璃 K-PSK100 的熱壓實驗溫度設定,即 介於 430℃和 445℃之間。 由圖 4.12 的荷重-位移圖可知,同溫度下的荷重-位移曲線均相 當接近,所以本研究所開發的新式機台具有相當高的穩定性,可於相 同的參數條件下重現一樣的實驗結果。此外在熱壓的過程中,所需要 的力量將隨著熱壓深度而增加,若提高溫度,則可以降低所需要的力 量,但是溫度太高,會造成玻璃因為自體重量塌陷而無法成形,所以 本研究以超音波來輔助熱壓光學玻璃,藉此減少成形所需要的力量。
4.3 超音波輔助光學玻璃熱壓實驗
4.3.1 實驗方法
在材料實驗並確認機台的穩定性,以及訂出玻璃熱壓溫度的範圍 後,接著進行超音波輔助光學玻璃熱壓實驗。本實驗所使用的上下模 具均和材料實驗一樣,以有無施加超音波為主要參數,首先溫度選用 材料實驗中的 435℃,並和材料實驗使用相同的加溫時間、持溫時間、 位移速度和熱壓深度進行實驗。接著於熱壓玻璃至深度 1.5 ㎜時,施 加超音波於玻璃表面上,而施加的深度範圍為 0.3 ㎜,即熱壓至 1.8 ㎜時停止施加超音波,之後持續熱壓至預定深度。 除此之外,因為玻璃的熱傳效率並不好,又無法直接量測玻璃的 溫度,所以無法確定持溫五分鐘,是否能讓整顆玻璃的溫度達到設定37 溫度的附近,因此本研究也設計有別於上述方法的實驗。以有無施加 超音波以及溫度為主要參數,並和材料實驗使用相同的加溫時間、持 溫時間、位移速度和熱壓深度進行實驗。 而和之前實驗的差別,則在於開始實驗後,先以較緩慢的位移速 度 0.1 ㎜/min 熱壓 0.1 ㎜的深度,藉此讓玻璃的溫度分佈能更均勻; 以及拉長施加超音波的深度範圍至 0.5 ㎜,於熱壓深度至 1.5 ㎜時, 開始施加超音波於玻璃的表面上,直到熱壓深度至 2 ㎜停止,而此時 實驗也隨即結束。
4.3.2 實驗結果與討論
超音波輔助光學玻璃實驗的荷重-位移如圖 4.13 所示,實驗編號 所對應的溫度參數如表 4.4 所示。 表 4.4 超音波輔助光學玻璃熱壓實驗的參數 實驗編號 施加超音波 下模溫度 (℃) 上模溫度 (℃) 超音波放大器 溫度(℃) 8 無 435 431 423 9 有 435 428 411 10 有 435 430 41338 圖 4.13 超音波輔助光學玻璃熱壓實驗的荷重-位移圖 由圖 4.13 的荷重-位移圖可知,本實驗於熱壓至 1.5 ㎜時施加超 音波於玻璃表面上後,所需要的力量旋即隨著熱壓深度而穩定地降低, 直到 1.8 ㎜停止超音波以前,曲線均無明顯地跳動。而在停止施加超 音波後,熱壓所需要的力量隨著深度再度增加,所以藉由超音波的輔 助,的確可以降低玻璃熱壓成形所需要的力量。 接著是更改實驗方法後的超音波輔助光學玻璃熱壓實驗,實驗編 號所對應的溫度參數如表 4.5 所示,實驗的荷重-位移如圖 4.14 所 示。
39 表 4.5 超音波輔助光學玻璃熱壓實驗的參數 實驗編號 施加超音波 下模溫度(℃) 上模溫度(℃) 11 無 420 427 12 有 420 428 13 有 420 427 14 無 425 432 15 有 425 432 16 有 425 433 17 有 425 432 18 無 430 435 19 有 430 434 20 有 430 434 圖 4.14 超音波輔助光學玻璃熱壓實驗的荷重-位移圖
40 由圖 4.14 的荷重-位移圖可知,和先前的實驗相比,在相同的溫 度下,玻璃熱壓所需的力量較低,因此先緩慢熱壓 0.1 ㎜的確有助於 玻璃整體溫度的上升。又於 420℃時,施加超音波後力量降低約 450 ㎏ f,而隨著溫度的上升,熱壓所需的力量逐漸降低,施加超音波後 力量降低的幅度也隨之減少。 在玻璃熱壓成形中,溫度和力量兩者呈現負相關,即溫度越高, 熱壓所需要的力量即越低,但模具無法同時承受高溫和高壓。而其中 高溫會讓模具的表面品質變差,即使於模具表面鍍上硬模層,在長期 的升降溫後亦無法防止其氧化,並使得經過熱壓成形製程的玻璃表面 品質隨之較差,所以在玻璃熱壓成形中,較為重要的是如何降低成形 溫度。本研究以超音波輔助玻璃熱壓成形,讓熱壓成形所需要的力量 於低溫時亦降低,達到單純的玻璃熱壓成形法中無法達到的境界。接 著本研究以陣列結構的模具進行實驗,驗證在超音波的輔助之下,是 否能成形出更好的光學玻璃成品。
4.4 超音波輔助光學玻璃熱壓陣列結構實驗
4.4.1 陣列結構模具
於前述的拋光不鏽鋼六角頭螺絲上面,以超高速鑽床建立一陣列 的結構,以間隔為主要參數,陣列結構的尺寸參數如表 4.6 所示,外 觀如圖 4.15 所示。41 表 4.6 陣列結構模具的尺寸參數 模具編號 陣列 孔徑(㎜) 間隔(㎜) 深度(㎜) A 5×5 0.8 1.5 0.5 B 5×5 0.8 1 0.5 (a)模具 A (b)模具 B 圖 4.15 陣列結構模具外觀
4.4.2 模具量測
首先以光學顯微鏡量測並拍照如圖 4.16 所示, 因為模具對於儀 器而言太大,所以只能拍下局部,左邊為單一孔,右邊則為兩孔之間。 (a)模具 A42 (b)模具 B 圖 4.16 陣列結構模具的光學顯微鏡量測圖 接著,再以 KEYENCE 公司的 CMOS 雷射位移感測器 LK-H020 搭配 螺桿定位平台,以每秒抓取 1000 個資料點並前進 0.6mm 的速度掃過 模具上的五個孔,以量測其表面結構,其量測精度為 0.02μm。量測 儀器如圖 4.17 所示,量測的表面輪廓曲線如圖 4.18 所示。 圖 4.17 雷射位移感測器和螺桿定位平台
43 (a)模具 A (b)模具 B 圖 4.18 陣列結構模具表面輪廓曲線
4.4.3 實驗方法
本實驗將原有的上模具替換成具有陣列結構的模具,以有無施加 超音波以及模具為主要的參數,並和材料實驗使用相同的加溫時間、44 持溫時間、位移速度和熱壓深度進行實驗。而在測試時發現施加超音 波的行程會受到熱壓力量變化的限制,因為具有結構的模具往往無法 承受太大的力量,因此需要提昇熱壓的溫度來降低力量,但是過低的 力量又會使其在超音波的輔助之下,短時間內即降為 0 ㎏ f。 若讓熱壓的力量降為 0 ㎏ f,則會使得玻璃試片處於不受上下模 具夾持的狀態,並被超音波放大器彈開,而此時模具轉印於玻璃上的 結構也會因此受到破壞,所以本實驗施加超音波的行程均較之前的實 驗來得短。施加的深度範圍縮短為 0.2 ㎜,於熱壓玻璃至深度 1.7 ㎜ 時,透過上模具施加超音波於玻璃表面上,並於熱壓至 1.9 ㎜時停止 施加超音波,之後持續熱壓至預定深度。
4.4.4 實驗結果與討論
以超音波輔助光學玻璃熱壓陣列結構實驗的玻璃成品如圖 4.19 所示,實驗編號所對應的模具以及溫度參數如表 4.7 所示,玻璃成品 的表面輪廓如圖 4.20 所示。 圖 4.19 超音波輔助光學玻璃熱壓陣列結構實驗的玻璃成品45 表 4.7 超音波輔助光學玻璃熱壓陣列結構實驗的參數 實驗編號 施加超音波 模具 上模溫度(℃) 下模溫度(℃) 21 無 A 425 420 22 有 A 425 420 23 有 A 427 420 24 有 A 421 420 25 無 B 422 420 26 有 B 421 420 27 有 B 422 420 (a)實驗編號 21~24
46 (b)實驗編號 25~27 圖 4.20 玻璃成品的表面輪廓 本實驗所使用兩種陣列結構的模具,只改變了孔和孔之間的距離, 由玻璃成品的表面輪廓可知,玻璃成品的高度相較於模具的深度,其 填充率大約只有 5%~10%,所以模具深度對於玻璃而言並沒有顯著 性的影響。而比較未以超音波輔助的兩組光學玻璃成品(實驗編號 21 和 25),當孔的間距越近,或越靠近陣列結構的中心,成形高度會 隨之降低,即模具上的結構會彼此影響變形量。 再來比較使用相同的模具下,以超音波輔助玻璃熱壓前後的差別。 首先定義出以超音波輔助光學玻璃熱壓前後填充率的改變為: 玻璃成品的高度 超音波輔助 玻璃成品的高度 無超音波輔助 玻璃成品的高度 無超音波輔助 ×100% 量測光學玻璃成品的中間三個結構的高度並計算其填充率如表 4.8 所示。
47 使用模具 A 時,以超音波輔助光學玻璃熱壓成形的成品,其填充 率均為正值,亦即超音波增加了玻璃表面的材料流動性,使其能更容 易填充進陣列結構模具的孔洞之中,又其中實驗編號 24 的填充率特 別的高;但是使用模具 B 時,除了玻璃熱壓成品的成形高度均較使用 模具 A 時來得低之外,在以超音波輔助之後,結構的高度卻無增加的 趨勢,其中實驗編號 27 的填充率甚至為負值,如此和前組實驗的結 論互相衝突。 所以再由側面觀測玻璃成品的外形,如圖 4.21 所示,可以發現 光學玻璃試片以超音波輔助熱壓後,試片側邊中間的寬度有明顯地增 加,量測中間的寬度值如表 4.9 所示,可以推測超音波不只造成玻璃 表面的流動性增加。而此一現象和填充率做比較後,兩者呈現負相關, 即超音波施加於熱壓中的玻璃時,材料的流動方向無法控制,若材料 向周圍流走,則玻璃成品的填充率會相對地降低,甚至低於單純玻璃 熱壓後的成品。 綜合以上的結果和討論,以超音波輔助光學玻璃熱壓陣列結構, 的確可以增加材料的流動性,進而達到增加填充率,並獲得成形性更 佳的光學玻璃成品。又為了預防玻璃材料向模具以外的方向流動,需 以封閉的模具限制住玻璃外側,以確保在超音波的輔助後,玻璃材料 確實地填充進模具的結構內。
48 表 4.8 光學玻璃成品陣列結構的高度和填充率 1 2 3 俯視圖 側視圖 實驗編號 ○1 ○2 ○3 21 高度(㎜) 0.032 0.024 0.024 22 高度(㎜) 0.055 0.027 0.029 填充率(%) 71.88 12.5 20.83 23 高度(㎜) 0.037 0.035 0.033 填充率(%) 15.62 45.83 37.5 24 高度(㎜) 0.048 0.042 0.048 填充率(%) 50 75 100 25 高度(㎜) 0.028 0.021 0.028 26 高度(㎜) 0.027 0.023 0.023 填充率(%) -3.57 9.52 -17.86 27 高度(㎜) 0.02 0.018 0.019 填充率(%) -28.57 -14.29 -32.14
49 圖 4.21 光學玻璃成品的側面 表 4.9 光學玻璃成品的側邊中間寬度 側邊中間寬度量測 h h 2 實驗編號 21 22 23 24 25 26 27 寬度(㎜) 8.30 8.51 8.43 8.33 8.08 8.24 8.46
50
第五章、結論與未來展望
5.1 結論
5.1.1 新式超音波輔助光學玻璃熱壓機台
本研究所研發的新式超音波熱壓光學玻璃機台,將荷重元埋於下 爐體內,並於熱壓時進入加熱爐內,直接量測玻璃所受到的荷重,藉 此排除非預期的力量影響量測,所以本研究所得到的荷重數據,具有 相當的可信性。 在重複相同參數的光學玻璃熱壓材料實驗,實驗的荷重-位移曲 線均相近;而不同溫度下的材料實驗,荷重-位移的曲線趨勢均相符。 所以以新式機台進行實驗,能穩定的重現其熱壓環境,而本研究又以 超音波系統來輔助熱壓,藉此降低熱壓所需的力量,以及提昇玻璃於 熱壓時的材料流動性。5.1.2 超音波輔助光學玻璃熱壓
以平板模具進行光學玻璃熱壓材料實驗,隨著溫度的降低,玻璃 熱壓所需要的力量也越高,而在超音波的輔助之下,確實可以降低最 大力量。又力量若是越高,則降低的幅度也相對地越高,因此利用此 製程可以降低玻璃熱壓成形所需的溫度和力量,以避免模具於高溫高 壓下損壞。 又以具有陣列結構的模具進行光學玻璃熱壓實驗,在超音波的輔51 助之下,增加了玻璃對於模具結構的填充率,提昇了成品的成形性。 探究其原因,是因為超音波能於玻璃熱壓時增加材料的流動性,使其 更容易填入模具的結構中。因此以超音波輔助光學玻璃熱壓的製程, 可以獲得品質更佳的光學玻璃成品。
5.2 未來展望
本研究的後續可分為兩個部份,一為針對新式機台的改進,二為 對於模具的設計。 本研究所研發的新式超音波輔助光學玻璃熱壓機台,仍然有許多 可以改進的地方。加熱系統的部份,若能排除紅外線燈管互相影響的 效應,並以兩組溫度控制器分別控制上下模具的溫度,勢必能獲得更 佳的熱壓環境。 於熱壓中開啟超音波系統,其振動會影響熱電偶所量測到的溫度 陡升,並使得紅外線燈管的功率忽降,因此在開啟超音波系統之前, 必須將紅外線燈管的功率固定住,以解決兩個系統互相影響。 使用不同頻率的超音波輔助光學玻璃熱壓,測試其對於降低熱壓 力量的效應、提昇玻璃材料的流動性是否能有更顯著的效果。 設計並製作光學透鏡模仁,如:Fresnel、Lens array…等結構, 並使用新式機台以超音波輔助熱壓出成品,並量測其結果是否達和設 計相符。52
使用更好的材質製作模具,以及於模具的表面上鍍硬模層,以提 昇模具結構的強度和降低脫模時的沾粘,藉此達到更佳的成形品質。 發展多樣性光學玻璃成品的應用,不拘限於透鏡,如:具有抗反 射結構的玻璃、光纖導架光學元件…等。
53
參考文獻
[1] M. Heckele, W. Bacher, K.D. Muller, “Hot embossing - The molding technique for plastic microstructures, ” Microsystem Technologies, 4, pp. 122–124, Apr 1998.
[2] Y. Hirai, K. Kanakugi, T. Yamaguchi, K. Yao, S. Kitagawa,Y. Tanaka, “Fine pattern fabrication on glass surface by imprint lithography” , Microelectronic Engineering, 67–68, pp. 237–244, 2003.
[3] Manabu Yasui, Masahiro Arai, Hiroaki Ito, Tomohiro Ino, Masaharu Takahashi,Satoru Kaneko, Yasuo Hirabayashi, and Ryutaro Maeda, “Numerical Simulation of Glass Imprinting for Molding
Temperature Prediction” Japanese Journal of Applied Physics,49,pp. 06GL11-1 - 06GL11-4, 2010.
[4] Hiromichi Takebe, Makoto Kuwabara, Masaharu Komori, Norihito Fukugami, Munehisa Soma, Takahisa Kusuura, “ Imprinted optical pattern of low-softening phosphate glass”, OPTICS LETTERS, 32, pp.2750-2752, 2007
[5] Gregory C. Firestone, Anurag Jain, and Allen Y. Yi, “Precision laboratory apparatus for high temperature compression molding of glass lenses”, REVIEW OF SCIENTIFIC INSTRUMENTS,76, pp.
54
063101-1 - 063101-8, 2005
[6] 王麒翔,以鎳鈷合金電鑄模仁進行光學玻璃微結構熱壓成形研 究,國立交通大學機械工程學系碩士論文,2008 年 6 月。 [7] Kazuhiro Yamada, Makoto Umetani, Takamasa Tamura, Yasuhiro
Tanaka, “Antireflective structure imprinted on the surface of optical glass by SiC mold”, applied surface science, 255, pp. 4267-4270, 2009.
[8] Hideki Takagi, Shin-ichi Miyazawa, Masaharu Takahashi, and Ryutaro Maeda, “Electrostatic Imprint Process for Glass”, Applied Physics Express,1, pp.024003-1 - 024003-3, 2008
[9] F. Blaha and B. Langenecker, Naturwissenschaften 42 , pp. 556, 1955.
[10] B. Langenecker, “Effects of ultrasound on deformation characteristics of metals”,IEEE Transactions on Sonics and Ultrasonics , 13, pp. 1-8. 1966.
[11] G. E. Nevill and F. R. Brotzen, “The effect of vibration on the static yield strength of low-carbon steel”, Proc. Am. Soc. Testing Materials , 57, pp. 751-755, 1957.
[12] 羅金德,超音波加熱壓印微結構之研究,國立台灣大學機械工 程學系碩士論文,2002 年 6 月
55
[13] 殷立釗,超音波輔助玻璃微結構熱壓成形研究,國立交通大學 機械工程學系碩士論文,2010 年 6 月。