模具旋轉機構對於塑膠射出成型之結合線消除的效果
97
0
0
全文
(2) 模具旋轉機構對於塑膠射出成型之結合線消除的效果 The effects of rotor incorporated mold for the elimination of the welding line in injection molding 研 究 生:黃大益. Student:Ta-Yi Huang. 指導教授:徐瑞坤. Advisor:Ray-Quan Hsu. 國 立 交 通 大 學 機械工程學系 碩 士 論 文. A Thesis Submitted to Department of Mechanical Engineering College of Engineering National Chiao Tung University in partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering June 2007 Hsinchu, Taiwan, Republic of China. 中華民國九十六年六月.
(3)
(4) 模具旋轉機構對於塑膠射出成型之結合線消除的效果. 研究生:黃大益 指導教授:徐瑞坤教授. 國立交通大學機械工程學系碩士班. 摘. 要. 本研究設計一裝置於模具內部之旋轉機構,於射出成型製程充填階段,藉由 旋轉體表面形狀擾動塑膠高分子流體,來影響結合線的結構形成,進而對結合線 外形造成改變。利用改變旋轉體速度、外形及實驗材料製作不同實驗參數的試 片,並進行結合線外觀觀察比較。本研究利用 3D TIMON 以及 FLOW-3D 兩套數值 模擬軟體,對於實驗材料進行充填模式以及旋轉機構對於高分子流體的影響進行 模擬分析。 實驗結果顯示,旋轉機構對於射出成型製程中所造成的結合線,確實可以達 到破壞以及扭轉的效果,並可用肉眼觀察出差異性。在 ABS 及 ASA 材料上,擾動 效果較為明顯,效果也較佳,但在 PMMA 及 PC 上則因其材料特性而產生頂出破壞 以及流紋線生成等問題。使用 3D TIMON 以及 FLOW-3D 的數值模擬結果與實驗結 論比較也得到近似的結果。.
(5) The effects of rotor incorporated mold for the elimination of the welding line in injection molding. Student:Ta-Yi Huang. Advisor:Dr. Ray-Quen Hsu. Department of Mechanical Engineering National Chiao Tung University. ABSTRACT A built-in rotor inside the mold was designed. The rotor’s surface was constructed with the purpose of disturbing the skin layer and core layer of the molten material and hopefully destroy the fountain flow structure of plastic flow. Several specimens were made by changing the rotor’s surface profiles. Angular velocity, four polymers were chosen as the parameters. 3D TIMON and FLOW-3D were the software used to simulation the filling process. Experimental results showed that the rotor in the mold did twist the welding line and in some cases even made the welding line disappear. The effects were more apparent in ABS and ASA. While on PC and PMMA specimens’ surfaces were found showing surface vein near the rotor. PMMA is easily occur fracture along the edge of rotor. Numerical analysis showed the similar results as the experiments..
(6) 誌謝 這是整本論文最難寫的部分。 感謝指導教授徐瑞坤老師這兩年來的教導,讓我瞭解到做學問以及生 活該有的態度。感謝論文口試委員洪景華教授、陳仁浩教授、向四海教授 對於論文的指教與建議。感謝蔡毓斌學長對我在論文的方向以及內容的提 點,以及教導我該如何與人應對進退,讓我受益良多。感謝交通大學成形 技術研究室的伙伴們,感謝大學長林耀楠不管何時出現在實驗室時都可以 帶來歡笑以及中肯的建議,謝謝學長李艾璁、林俊銘對我的照顧,感謝他 們建立的良好的基礎,讓我的論文可以依循他們的腳步前進。感謝同屆的 達嵐、啟峰、仕駿這兩年的歡笑陪伴,學弟江維堂、胡偉強在實驗上的幫 忙以及建議提供,以及韋仁旌、李昱劭、周千筑替實驗室提供了不少歡笑! 也要謝謝 EE408 實驗室以及許多在交大相當照顧我的學長們。也要謝謝台 灣山葉機車公司的傅德榮先生對我論文實驗的大力幫忙。 最後要感謝父母的養育之恩以及雅雯的陪伴及體諒,讓我獨自在外求 學的過程無後顧之憂,感謝你們包容我的任性。. 大益 謹識 2007. 6.
(7) 目錄 目錄. …………………………………………………………. i. 表目錄. …………………………………………………………. v. 圖目錄. …………………………………………………………. v. 一、. 序論……………………………………………………. 1. 1-1. 前言……………………………………………………. 1. 1-2. 射出成型之結合線缺陷產生的原因…………………. 2. 1-3. 研究動機………………………………………………. 3. 文獻回顧………………………………………………. 6. 2-1. 結合線成因……………………………………………. 6. 2-2. 填充材與高分子材料的影響…………………………. 7. 2-2-1 填充材種類的影響……………………………………. 7. 2-2-2 填充材濃度的影響……………………………………. 7. 2-2-3 填充材形狀的影響……………………………………. 8. 2-2-4 填充材大小的影響……………………………………. 8. 2-2-5 填充材與基材間之相互作用力大小的影響…………. 8. 2-3. 高分子材料的著色……………………………………. 9. 2-4. 目前解決結合線方法…………………………………. 10. 現有常見之結合線解決方法與問題…………………. 18. 二、. 三、. i.
(8) 現有結合線解決方案介紹……………………………. 18. 3-1-1 應用平版式熱管之模具加熱冷卻系統………………. 19. 3-2. 目前的問題……………………………………………. 20. 3-3. 添加金屬粉末塑膠材料之結合線成因………………. 20. 3-4. 模具內部旋轉系統……………………………………. 21. 3-4-1 模內旋轉系統操作流程………………………………. 21. 3-4-2 旋轉機構需求考量與設計重點………………………. 22. 3-4-3 模內旋轉系統…………………………………………. 22. 實驗目的及步驟說明…………………………………. 30. 4-1. 模具旋轉機構說明……………………………………. 30. 4-2. 實驗試片製作…………………………………………. 31. 4-2-1 實驗材料………………………………………………. 31. 4-2-2 實驗試片外型…………………………………………. 32. 4-2-3 實驗試片種類…………………………………………. 32. 試片外觀實驗…………………………………………. 33. 電腦輔助工程軟體介紹及模擬流程說明……………. 39. 5-1. 塑膠模流分析軟體 3D TIMON………………………. 39. 5-2. 流體動力分析軟體 FLOW-3D………………………. 40. 5-2-1. General Moving Object model……………………. 41. 3-1. 四、. 4-3 五、. ii.
(9) 數值模擬流程…………………………………………. 42. 5-3-1 條件定義………………………………………………. 42. 5-3-2 3D TIMON 求取邊界條件……………………………. 42. 5-3-3 FLOW-3D 模擬分析…………………………………. 43. 數值模擬數據擷取……………………………………. 43. 實驗結果與討論………………………………………. 49. 6-1. 實驗用模具與旋轉機構………………………………. 49. 6-2. 多孔試片………………………………………………. 49. 6-3. 材料對於結合線的影響………………………………. 49. 6-4. 轉速對於結合線的影響………………………………. 50. 6-5. 旋轉體形狀對於結合線的影響………………………. 51. 6-6. 試片結合線部位截面觀察……………………………. 52. 模擬結果與實驗結果比較……………………………. 63. 7-1. 3D TIMON 分析部分…………………………………. 63. 7-2. FLOW-3D 分析部分…………………………………. 63. 7-2-1 三葉形旋轉體…………………………………………. 63. 7-2-2 尖形轉子部分…………………………………………. 64. 7-2-3 內凹型三葉形轉子……………………………………. 65. 與實驗結果的比較……………………………………. 66. 5-3. 5-4 六、. 七、. 7-3. iii.
(10) 八、. 結論與未來展望………………………………………. 76. 8-1. 結論……………………………………………………. 76. 8-2. 未來展望………………………………………………. 77. 參考文獻. …………………………………………………………. 79. 附件一. 模具完成後架設圖……………………………………. 83. iv.
(11) 表目錄 表 4.1. 不同參數實驗試片表……………………………………………. 34. 表 5.1. 鋼材 S45C 室溫狀態下材料特性表……………………………. 44. 表 6.1. 實驗材料射出成型條件表………………………………………. 53. 圖目錄 圖 1.1. 塑膠充填形成結合線的過程…………………………………. 5. 圖 2.1. 產品上之結合線………………………………………………. 14. 圖 2.2. 結合線形成示意圖 1…………………………………………. 14. 圖 2.3. 結合線形成示意圖 2…………………………………………. 15. 圖 2.4. 填充材影響複合材料流變性和物性的主要因素……………. 15. 圖 2.5. 結合線內部鍵結………………………………………………. 16. 圖 2.6. 利用旋轉機構增加結合線強度示意圖………………………. 16. 圖 2.7. In-Mold Punching(膜內沖壓機構示意圖)…………………. 17. 圖 3.1. 加熱冷卻示意圖[11]…………………………………………. 24. 圖 3.2. 加熱槓桿示意圖[11]…………………………………………. 24. 圖 3.3. 渦流管內部示意圖[11]………………………………………. 25. 圖 3.4. 平板式熱管內部示意圖[11]…………………………………. 25. 圖 3.5. ASA+金屬鋁粉於模具溫度(a)60℃(b)130℃成形試片. 26. v.
(12) 圖 3.6. 透明 ABS 塑膠於 60℃時之結合線[11]………………………. 27. 圖 3.7. 添加金屬粉末 ASA 材料 60℃時之結合線……………………. 27. 圖 3.8. 添加金屬粉末 ASA 材料 60℃時之結合線放大觀察圖………. 27. 圖 3.9. 添加金屬粉末 AES 材料 130℃時之結合線觀察圖…………. 28. 圖 3.10. 低溫試片結合線切面與高溫試片結合線切面鑲埋後之試片. 29. 圖 4.1. 實驗架構圖……………………………………………………. 35. 圖 4.2. 旋轉機構示意圖………………………………………………. 36. 圖 4.3. 旋轉機構的旋轉體外型………………………………………. 36. 圖 4.4. ABS 單位分子結構[39]………………………………………. 37. 圖 4.5. ASA 單位分子結構[39]………………………………………. 37. 圖 4.6. PMMA 單位分子結構[39]……………………………………. 37. 圖 4.7. PC 單位分子結構[39]…………………………………………. 38. 圖 4.8. 多孔平版試片設計圖…………………………………………. 38. 圖 5.1. 模擬分析流程…………………………………………………. 45. 圖 5.2. 3D TIMON 資料庫中 Cross-WLF 的黏度模型圖……………. 46. 圖 5.3. FLOW-3D 內建黏度模型參數示意圖…………………………. 46. 圖 5.4. 經由 Curve Fitting 所得之材料黏度圖形……………………. 47. 圖 5.5. Flow-3D 使用之簡化試片模型………………………………. 47. 圖 5.6. FLOW-3D 內建 GMO 模組設定畫面…………………………. 48. vi.
(13) 圖 6.1. 本次實驗模具圖………………………………………………. 55. 圖 6.2. 本次實驗使用的射出成型機…………………………………. 56. 圖 6.3. 本次實驗使用的四種材料……………………………………. 57. 圖 6.4. 本次實驗使用的四種材料製作的完整試片圖………………. 58. 圖 6.5. PMMA 試片於頂出時所造成的破壞…………………………. 58. 圖 6.6. 不同旋轉體形狀所造成的凹槽………………………………. 59. 圖 6.7. 無使用旋轉系統各材料所形成的結合線……………………. 59. 圖 6.8. 旋轉系統無作動下各材料所形成的結合線…………………. 60. 圖 6.9. 旋轉系統低轉速下各材料所形成的結合線…………………. 60. 圖 6.10. 旋轉系統高轉速下各材料所形成的結合線…………………. 61. 圖 6.11. 使用尖形旋轉體時 ASA 試片所形成的結合線形狀…………. 61. 圖 6.12. 流體拋離後提前附著凝固於模穴表面圖……………………. 62. 圖 6.13. ASA 試片結合線斷面圖………………………………………. 62. 圖 7.1. 3D TIMON 充填多孔試片圖(側向)………………………. 67. 圖 7.2. 3D TIMON 充填多孔試片圖(正向)………………………. 67. 圖 7.3. 3D TIMON 利用結合線會合角大小做出的結合線位置預測. 68. 圖 7.4. FLOW-3D 模擬三葉形轉子的充填連續圖……………………. 69. 圖 7.5. FLOW-3D 模擬三葉形轉子的討論圖…………………………. 70. 圖 7.6. FLOW-3D 模擬三葉形轉子的充填結果圖……………………. 70. vii.
(14) 圖 7.7. FLOW-3D 模擬尖形轉子的充填連續圖………………………. 71. 圖 7.8. FLOW-3D 模擬三葉形轉子的討論圖…………………………. 72. 圖 7.9. FLOW-3D 模擬尖形轉子的充填結果圖………………………. 72. 圖 7.10. FLOW-3D 模擬內凹型三葉形轉子的充填連續圖……………. 73. 圖 7.11. FLOW-3D 模擬內凹型三葉形轉子的討論圖…………………. 74. 圖 7.12. FLOW-3D 模擬內凹型三葉形轉子的充填結果圖……………. 74. 圖 7.13. FLOW-3D 模擬三葉形轉子成品結合線圖……………………. 75. 圖 7.14. FLOW-3D 模擬尖形轉子成品結合線圖………………………. 75. viii.
(15) 第一章 序論 1-1. 前言 從二十世紀開始迄今,石化工業的快速發展造就了塑膠產品被廣泛應. 用於軍事、商業、工業以及日常生活用品中,如手機、電腦外殼、汽機車、 光碟片、醫療器具等物品中塑膠產品都是其結構或是重要的外觀構件。從 八零年代開始世界上塑膠的總使用體積更是打敗了鋼鐵,而且差距越來越 大。塑膠的產品強度、外觀等問題也因為近十多年來人們生活品質的提高 以及電腦資訊等3C產品的快速發展,慢慢受到消費者以及產品設計者的重 視。所以產品設計者無不以想辦法創造出強度高、外觀又能取悅消費者的 方向來做出努力。 塑膠射出成型製程生產快速與自動化的優勢,擁有快速因應市場需求 特性,因此是目前被應用最多的塑膠製品製造方式。但是射出成型製程也 有其在生產上的限制。因為產品形狀、模具設計、機台結構上的先天限制 下,會有包風(捲氣)、毛邊(溢料)、外觀平整度不高(縮水)、充填不足、 結合線(weld line)以及應力殘留所造成的翹曲、精度不良[1-2]的問題。 目前的解決方案都必須花費大量時間及金錢使用二次加工或是利用其他方 法加以去除。這些都是目前在塑膠工業上被討論最多以及尚待解決的問題。 在眾多成形加工問題中,結合線是目前外觀缺陷中被討論次數比較高 的。目前市面上的商品,例如手機、PDA、MP3 Walkman 、電腦外觀零件等 高價3C產品,外觀對於消費者的購買觀點來說是重要的考慮條件。目前產 業界都是利用烤漆、電鍍等方式來掩蓋塑膠射出成型時所產生的結合線。 在高單價的產品中,許多設計者都致力於利用塑膠製品製造出『類金屬質 感』的塑膠製品,來吸引消費者的購買慾望。但是在成型產品外觀精度必 須更為精細以及產品表面必須二次加工等情形下,造成製造成本的居高不 下,使得結合線這項外觀缺陷變成產品開發人員避免不了的惡夢。 1.
(16) 在射出成型的過程中,當模具內部存在內插物,以及噴射(Jetting) 現象發生時,都會造成塑膠模流必須發生『波前相遇』的狀態而形成結合 線。顯微結構下結合線是因為兩個模流波前的高分子鏈的鍵結不完全或是 模具內部空氣及雜物被推擠聚集而形成的一個V型凹槽。這種凹槽的產生 在塑膠產品中會造成應力的集中,所以當產品受到外力作用時在這個區域 相當容易斷裂或是形成缺陷破壞 [3-9] 。 結合線發生的原因最主要是因為塑料會合處因為排氣不良或是模流前 端因為提早固化而有鍵結不良的情形。然而在製作模具時會因為模具結構 上的限制(例如水路/頂針的設置);或者是產品造型上的限制(例如透明 外觀)而無法在所有可能產生結合線的地點加強排氣機構,所以在目前產 業界比較常見解決結合線的方法仍然是以提高模具溫度或是提高塑膠料的 成型溫度。現有的研究文獻中也發現在某些情況下可以利用此兩種方法解 決一定程度的結合線問題。目前在電腦輔助工程分析軟體(CAE)中各種的 塑膠模流分析軟體都可以清楚的預測結合線的產生位置,不過大部分的時 候還是必須依靠使用者的經驗來調整流道結構、澆口大小、進澆位置等來 對結合線做進一步的改善。 另一方面塑膠在射出成型製程中為了增加製品強度抑或為了達到某些 特殊效果而必須加入各種添加物時,例如為了製造出類金屬質感的產品表 面或提高電磁頻蔽效應[10]而在塑膠材料中加入金屬粉末,為了提高材料 強度而添加玻璃纖維、碳酸鈣粉末等,常常會造成其流動性大幅度降低, 使得結合線或是流紋線等外觀缺陷更加明顯,甚至於嚴重到無法利用提高 模具溫度、改變模具結構或是材料成型溫度來有效改善。這對於目前產業 界來說仍是亟待解決且具有高度商機的的問題。. 1-2. 射出成型之結合線缺陷產生的原因. 2.
(17) 塑膠在模具內流動時,其流動模式為噴泉流的流動。其波前 (melt-front)外形為一弧形。當兩股塑膠會合時,兩個弧面交會處與模 壁表面之間會存在一定的空氣(原本存在於模具內部的空氣),這些空氣 在無法排出模具的狀況下,會因為壓力逐漸升高(體積被塑料壓縮)而抵 抗塑膠會合。由空氣造成無法填滿的區域就會在產品表面形成V形缺口,而 該區域會合的塑膠會因為流動性較低而造成高分子鍵結不完全,或者是塑 料內的添加物堆積,進而形成結合線如圖1.1。所以一般的射出成型機台超 作人員都會利用提高模具溫度、塑料溫度、射出壓力或者是增加排氣等方 式來提高塑料的流動性並避免塑膠黏度因溫度降低而提高。但是材料成形 溫度太高會造成高分子材料裂解,射出壓力過高容易產生噴流的現象,增 加模具溫度的方式雖然最常被使用,但是其此方法有溫度上限及成型時間 過長等問題。 提高模具溫度的確可以有效提高塑膠的流動性,這在李艾璁[11]中已 經有詳細的討論,不過在李的研究中針對的材料為透明的ABS材料,而產業 界中所使用的材料大多必須染色或為了提高某些物理性質以及特殊要求混 煉特殊的添加物。混煉過後的塑膠高分子材料其成型溫度、流動性、成品 收縮率等物理性質改變,造成結合線的成因多樣化。. 1-3. 研究動機 本研究希望對於產業界面臨的多樣化結合線成因提出一個通用的解決. 方案,並在不使用產品表面二次加工的前提下解決現有的結合線問題。目 前產業界的解決方式多是由改變成型條件著手,最大的限制在於一旦塑料 添加其他的添加物(例如金屬粉末),無論是料溫或者是模溫如何調整均 無法有效解決此問題,因此本研究希望從模具機構的設計變更,找出一個 可以影響結合線的方案設計,並且希望此設計能夠解決解決塑膠成型製程. 3.
(18) 中結合線的產生問題。 由於影響塑件成形品質之參數過多,因此本研究先做了下列的限制: 1. 從模具機構的變更上尋求解決方案(主要的原因是希望對於材料的 相關性能夠降到最低) 2. 測試材料採用熱塑性材料。 在機構設計方案上,本研究設計了一種模內旋轉機構設計,該機構能夠 在射出成型製程中攪動塑膠高分子流體,希望藉由對流體的流動影響進而 改善結合線的痕跡。另外,為了讓後續的研究者能夠藉由本研究開發出最 佳化的設計方案,本研究同時利用流體力學軟體模擬流體的流動與設於模 具內之旋轉機構的相互作用關係,進行成形分析及實驗。由於數值模擬可 以將相關的研究結果予以『量化』,因此本次的研究資訊可供後續的研究 人員繼續相關的研究。另外,成形後之試片利用肉眼觀察結合線的可見型 態,以及比較不同材料之間的影響效果。並將實驗結果與模擬加以相互驗 證,比對旋轉機構對結合線消除之影響程度。. 4.
(19) (a)塑膠流因為表面凝固形成噴泉流. (b)兩波前流相互接觸,凝固層增厚. (c)波前流相互擠壓並向兩端充填. (d)塑膠模流完全凝固留下 V 型凹槽. 圖 1.1 塑膠充填形成結合線的過程. 5.
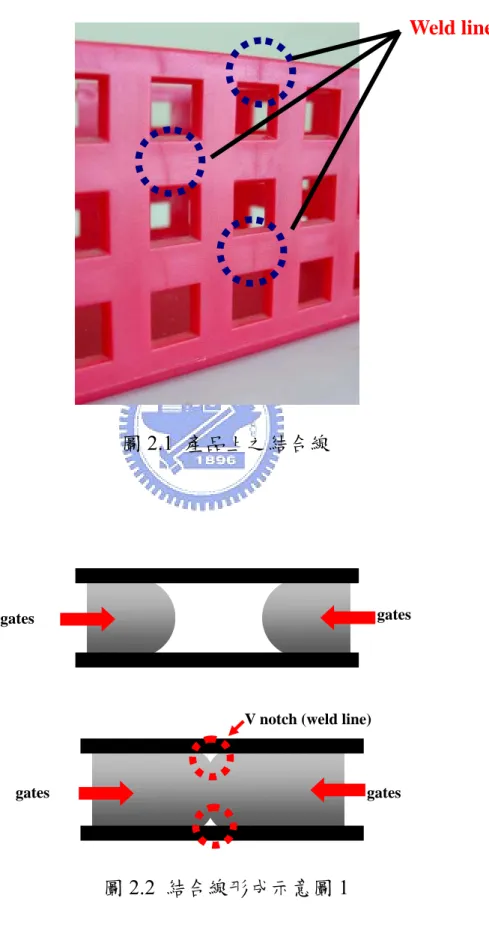
(20) 第二章 文獻回顧 2-1 結合線成因 射出成型技術中複雜形狀和多樣性的產品,常會出現結合線 (Welding line)而造成如圖 2-1 之缺陷,這類缺陷影響成品品質和強度。結合線又稱熔 合線、熔接線和融接痕等,通常發生在分別的兩股或兩股以上的熔膠流動 時,波前以相對的方向流動,當流動路徑越遠時,熔膠的溫度遞減,模腔 壁所形成之固化層亦隨著流動路徑越遠時,溫度就越冷,固化層就越厚。 如圖 2.2 所示當兩股熔膠相遇在一起時其模腔壁最窄,熔膠溫度最低。若其 熔膠溫度過低便會造成熔膠合流部份之接合處的分子擴散不易,形成結合 線。再者若於合流的位置存在著空氣或其他揮發性物質如離型劑等異物, 熔膠合流部份即會存在著高度壓縮的空氣及穢氣所留下的空間,當合流部 份之壓力持續增加時,分子即呈高度之等向性,其擴散極為不易,亦會形 成結合線。另外在模具的製造上,若有突起物、多點進澆或者是肉厚不均 時,亦會造成熔膠分流的數目增加,亦即結合線之數目增多,這亦會形成 結合線如圖 2.3[3]。塑膠等高分子材料顆粒原料有時候必須經過著色等步驟 以增進產品的多樣化,但是著色的顆粒原料通常需要兩次混煉才能成均勻 顏色分佈,否則色素會有分散的情況造成色調不均的情形,塑膠材料也會 因染料結晶度的差異在冷卻速度較快的部位產生色差[1]。在文獻中目前關 於結合線形成的原因歸納如下[1-7]: 1. 兩個或兩個以上的澆口(Gate),每增加一個澆口,最少會增加一條結合 線。 2. 成形品有不同的肉厚變化時,會因為塑膠流動之跑道效應(Race tracking) 而產生結合線。 3. 塑料因固化速度太快造成流動性不佳。 4. 塑料在合流處捲入空氣或脫模劑等。 6.
(21) 5. 塑料的染色劑因為冷卻速度不同而有結晶性不同,產生色差。 6. 模穴內有障礙物,或是製品形狀上有孔洞等複雜的形狀,如手機、鍵盤、 PC Camera 等。. 2-2 填充材對高分子材料的影響 在高分子材料中加入無機質的填充材料可以使得材料在使用的價值性 上大幅提昇,因為形成的高分子複合材料可以有效提升機械強度、熱變形 溫度、彈性率等優點,但是在許多文獻中[12-13]中發現,當無機質填充材 添加入高分子材料中形成複合材料後,由於製備方式的不同,高分子複合 材料的流變性質亦會隨之改變。由於材料的流變性質影響加工性甚高,尤 其是塑膠等高分子材料大多需要經溶融流動變形的加工過程,因此複合材 料的流變性質與填充材的關係甚巨。經由歸納後影響複合高分子材料流變 性質和物理性質的主因如圖 2-4 所示,並於以下小節討論。. 2-2-1 填充材種類的影響 天然界中存在許多無機質填充材料如:玻璃纖維、氧化鋁纖維、石墨 纖維、鋁粉、雲母、黏土、滑石…等,無論是不同種類的纖維或是非纖維 的礦物,對複合材料的機械性質、熱穩定性、電導度等均有所影響。Kitano[14] 與 Chiu[15]曾提出纖維在基材的分佈情形,可能形成順向(orientation)的 排列,對整體的結構會有重排(reform)的現象發生,由於纖維強化了高分 子糾纏的網狀結構,使得複合材料可以儲存更多彈性能,流動時的能量散 逸也增多。而 Kitano[16]發現填充材的含量及長度會影響複合材的剛性和黏 度。. 2-2-2 填充材濃度的影響 對同一種類的填充材料而言,當其含量、濃度越高時,複合材料的剪 7.
(22) 切黏度、彈性及機械性質往往也會相對提高 George[17]。Gandhi[18]在分析 複合材料的熱性質分析時,就發現到當填充材的濃度越高時,其玻璃轉換 溫度(Tg)也會相對的提高。複合材料中的高分子鏈流動的難易度,與填 充材的體積分率、比表面積及填充材與基材間的相互作用力有關。 Raghavan[19]發現填充材的加入提高了基材的剛性,亦會降低高分子的黏性 變形範圍。. 2-2-3 填充材形狀的影響 當加入的填充材結構有所不同時,對複合材料整體的特性會有所影 響。一般填充材料的型態有:纖維狀、顆粒狀、層狀、及片狀等,學者 Yanovsky[20]有對填充材料對結構的影響做出描述,認為『填充材料若具有 高結構及低濃度時,對整體複材之影響就相當於低結構性高濃度填充材料 所造成的影響一樣。』而 Patorini 等人[12]也提出由於雲母這種填充材料比 一般填充材更具高結構性的條件,能提供比一般纖維填充材料更優良的平 面補強效果,對於流變性質的影響也較顯著。. 2-2-4 填充材大小的影響 當填充材的尺寸遞減時,其表面積會和粒徑成反比。在填充材料粒子 較小的填充系統中,當濃度較高時粒子容易因外力的作用而凝聚成大粒 子。Kitano[14]認為當填充材的長徑比(aspect ratio)越高,在低剪切速率 時的剪切黏度也會越高。. 2-2-5 填充材與基材間之相互作用力大小的影響 當填充材與基材的相互作用力較差時,填充材在加工過程中較容易凝 聚(aggregation) ,造成分散力較差,因此需要以其他方法來改善此一情形。 一般都是利用填充材料在加入基材前先加入偶合劑(coupling agent)來做 8.
(23) 為改善填充材與基材介面間的相容性,增強兩者的交互作用力。Bretas[21] 所做的研究中發現經由加入偶合劑趕善後的複合材料,儲存彈性能會提 高。Nakatsuka[22]在做複合材料物性上的探討也有得到此一結果,不過在相 對黏度上卻有降低的情形發生。而湯士弘[23]在實驗中發現 nylon 的奈米複 材中的填充材對聚摻系統的影響隨著分散相 ABS 濃度的增加而降低,由於 ABS 本身的黏度大於耐隆米納米複材,又因為相容性的差異,造成分子間 的界面黏著力不良。. 2-3 高分子材料的著色 塑膠工業所用的著色劑(Colorant),基本上有三種:染料、有機顏料 以及無機顏料。此外另有一類產生特殊效果之顏料,如金屬、珠光、螢光、 磷光顏料,以及金屬片、斑紋色料等。 高分子材料的著色在實際應用上必須考慮的因素很多,分散性、耐熱 性、耐候性、耐藥品性、毒性、電氣絕緣性等方面都是必須考慮的,更重 要的是必須考慮會不會造成製品的加工困難等因素。 染料為合成或天然之有機化學品,能溶於普通溶劑中,顏色深度與純 度均佳,範圍亦廣。染料之特徵為透明度佳,著色度大,而且比重低。其 缺點是對光與熱之安定性差,聚氯乙烯中有遷移傾向,應用之受限制原因 在此。 有機顏料顏色鮮明而有光澤。有色調顏料(Toners)及沈澱顏料(Lakes) 之分。有機顏料顏色並無染料鮮明,溶解度不大、比重小增積比(Bulking Ratio)大,油及增塑劑吸收量大,偶電性質優異。唯有有機顏料含料較小 之有色塑膠,才有半透明或近乎透明產品,有機顏料之透明度總較無機顏 料為佳。 無機顏料為天然或合成之金屬氧化物,硫化物及其他鹽類,經 1200~2100℉爐燒而成,此類顏料不溶於塑膠溶劑及樹脂中,且對於熱及光 9.
(24) 的安定性高,耐天氣及耐棲移性質均較染料及有機顏料為優。無機顏料之 特性是比重大、油及增塑劑之吸收量較小,以及耐化學性佳。此類顏料均 為不透明。除鐵質藍顏料外,含量不多時可以配製半透明有色產品。無機 顏料在樹脂中溶液分散,用量多者顏色亦鮮明。其著色作用較有機顏料差, 且常呈現暗色調。 粉狀熱固性塑膠著色法最常以球磨機(Ball Mill)或 V 型混合機等混煉 機器充分混合,再射出成形,即可得著色製品。液態狀熱固性塑膠著色法 則比較不定,有糊狀濃縮物著色法以及乾粉著色法。熱塑性塑膠著色法則 有乾著色法、壓出著色法以及濃縮色料著色法等[24]。. 2-4 目前解決結合線方法 結合線的問題在塑膠的成形加工中算是相當棘手的問題,目前還沒有 一套方法可以完整解決結合線的問題。目前的作法,還是僅能根據經驗從 模具上變更澆口位置與加強排氣,或者是從成形參數上提高模溫、料溫等 來解決,但是並不保證一定能夠完全消除結合線痕跡。除了外觀上的影響, 結合線同時會影響整個截面內部的鍵結強度如圖 2-5 所示,因此結合線的截 面形狀、長度、材料性質等,都會影響該區域之強度。以下將針對以往文 獻中提出之研究作一簡短說明。 Fellahi[3]提出改變澆口位置與數目,或是在可能產生結合線的位置設 置排氣機構,使空氣能夠藉由排氣機構釋出,避免結合線的產生。Chun [25] 以改變澆口位置的方法,移動與控制結合線產生之位置。Younggon Son 等. 人[7]將結合線移到較不影響外觀或者是強度的地方,例如將結合線產生於 成品的非外觀面或是截面積較大的區域都是不錯的解決方法,Pazos 等人[26] 是利用 CAE 軟體模擬光學透鏡的充填情形,再找出結合線的位置後再以控 制鏡片之肉厚分佈的以解決結合線的問題。. 10.
(25) Ersoy 與 Nugay[5]檢討沒有添加纖維的塑膠材料其結合線強度的問 題,結合線強度減弱的原因可以解釋為分子配向結合度不足,而對於添加 纖維的塑膠材料而言,則是因為纖維的 aspect ratio 所造成,作者利用在材 料中添加不同比例的滑石,進而提高結合線位置的強度。Lu 等人[27] 利用 PS/PA-6/ SMA 混合材射出成型來研究結合線強度,並且以 SEM 觀察結合 線位置材料接合情形,最後發現結合線的位置與強度受到 SMA 的比例影 響。Turng and Kharbas[28]則是探討在微細發泡成形(MuCell)技術中,加 工參數對結合線強度的影響。加工參數則包括了料溫、射出量(Shot size)、 超臨界流體(Supercritical fluid ,SCF)以及充填速度,並與傳統射出成型製程 作比較,以田口法進行 PC 材料的拉伸試驗,再以拉伸試驗機進行材料強 度測試,最後以電子顯微鏡和光學顯微鏡,檢測不同加工參數下的截面。 結果顯示微細發泡成形技術可以減少結合線的深度,提高製品的強度,而 加工參數射出量,對結合線強度影響很大。 Dai 等人[29] 提出使用改良型的針點澆口可以改善模穴中的塑膠流動 狀態,亦可改善結合線區的機械強度。Koster[30]是以 PS 為研究材料,製 作相同形狀的兩個試片,其中一個有結合線,而另一個沒有結合線,將兩 種試片進行拉伸試驗與拉伸衝擊試驗,結果說明流動所引起的應力與熔膠 的溫度,會影響結合線部位的強度,熔膠溫度越高結合線強度越強。Wang[31] 利用 scorim 的技術控制塑膠固化過程,讓塑膠在結合線位置重新配向排 列,而其利用這種方法的結合線強度,會比傳統的成形方法結合線強度強 上 16 倍,而這樣方法製作的拉伸測試片其強度也提升了 90%左右。曾宇譚 [32]針對三種不同材料,PS、HDPE、PS+HDPE (20%),改變料溫、模溫、 射出速度和射出壓力等參數,探討結合線強度和鍵結問題,會因製程條件 不同產生差異。由結果得知模溫對 PS 的結合線強度影響僅次於料溫。鍾明 修[33]使用不同厚度(2.5、1.2、1.0 and 0.8mm)的 ABS 薄殼試片,探討結合. 11.
(26) 線的鍵結度與四種參數間的相關性,當料溫、模溫、射出速度增加而保壓 壓力減少時,試片的抗拉強度會因此變強。 Chang 和 Faison[34]利用田口實驗(Taguchi method)分析結合線,製程參 數包括:料溫、模溫、射出壓力、保壓壓力、冷卻時間、保壓時間和背壓。 射出像狗骨頭的試片(ASTM D638 Type І ),其塑膠材料為 HDPE,並進行機 械強度試驗,探討其結合線寬度和拉伸衝擊(Tensile impact)強度。由實驗可 以得知,料溫對結合線寬度的影響較大,而模溫則是影響拉伸衝擊強度較 大。Liu 等人[35]利用奇美公司生產的聚苯乙烯材料(Polystyrene),規劃田 口實驗 L18 的直交表,選用六個不同的製程參數,如: 障礙物幾何形狀、 射出壓力、料溫、保壓壓力、模溫和射出速度,並分別各有三個水準數, 並且找到抗拉強度最佳的參數組。利用模穴內不同的障礙物,使結合線產 生,並且用拉伸試驗機,對試片做拉伸實驗,由實驗結果,得知影響結合 線強度,最主要的兩個參數料溫和模溫。在 Ersoy 與 Nugay [5]以及 Selden [6]也都有提出改變製程參數,如:模溫、料溫、射出速度、保壓壓力、保壓 時間、冷卻時間和射出加速度等,都可有效解決結合線的問題。Chung[36] 的研究中,更將製程參數縮小到提高料溫與提高結合線處的壓力就可以解 決結合線的產生。李艾璁[11]對於改善透明 ABS 結合線部位的強度以及外 觀,設計了一套『平板式熱管應用於模具快速加熱/冷卻系統』,將於之後 章節詳細介紹。 上述的方法大多是利用成形條件上的調整加以改善結合線痕跡,除了這 些方法外,也有其他的方式,企圖從傳統模具成形方式以外的方法進行主 要可分成兩類 1. 破壞塑膠模流波前結構。 2. 讓產品中必須穿孔的部分在模流充填結束後形成。 第一種破壞波前流結構的方式是利用超音波震盪擾亂模流,或是在可能. 12.
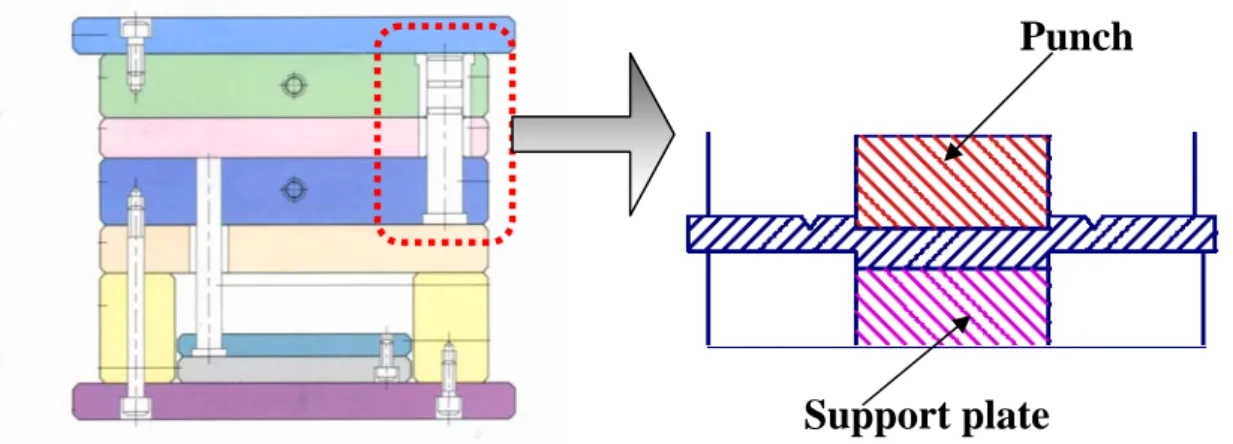
(27) 形成結合線部位後方增加旋轉機構使模流在結合線部分產生捲曲式結合, 以增加結合區域強度如圖 2.6[1]等方法。第二種方式目前被稱為『模內沖壓』 圖 2.7[37]就是在模具內增加一精密沖孔裝置,在射出成形製程中完成塑膠 沖孔的製程。綜觀以上的研究先進所發表的各種文獻中,明確的實驗與分 析,歸納後可以得到提高溫度與壓力用來解決結合線問題是可行的方法, 但是若在無法藉由調整塑膠射出成形製程參數來解決結合線所造成的問題 時,上述所提的其他方案是可參考的選擇。. 13.
(28) Weld line. 圖 2.1 產品上之結合線. gates. gates. V notch (weld line). gates. gates. 圖 2.2 結合線形成示意圖 1. 14.
(29) gates. weld line. 圖 2.3 結合線形成示意圖 2. 圖 2.4 填充材影響複合材料流變性和物性的主要因素 15.
(30) V- notch. parallel. Incomplete bonding. 圖 2.5 結合線內部鍵結[11]. (a)利用旋轉能帶動模流扭轉. (b)結合線遭扭轉情形. 圖 2.6 利用旋轉機構增加結合線強度示意圖. 16.
(31) Punch. Support plate 圖 2.7 In-Mold Punching(膜內沖壓機構示意圖). 17.
(32) 第三章 現有常見之結合線解決方法與問題 為了測試增加添加物之塑膠成形結合線之生成,本研究將先以『平板 式熱管應用於模具快速加熱/冷卻系統』[11]之研究針對目前採用金屬粉末 射出製品進行結合線解決方式之測試,再根據其結果檢討此類型材料遇到 的外觀問題,進行問題討論及提出不同的解決方案來進行問題改善。. 3-1 現有結合線解決方案介紹 由 2-4 節,統合目前產業界用來解決結合線的方法,可以分為下列幾 種: 1. 改變產品結構設計及增加排氣機構。 2. 改變成形條件。 3. 提高溫度增加材料流動性。 方法一是利用改變產品的外觀、肉厚,造成塑膠模流在模穴內部的流 動速度不同,使其將結合線控制在預期的位置,而不對成品外觀造成影響, 或是利用二次加工將結合線形成部位裁切去除。方法一也包含了利用改變 成品澆口位置的方式,改變澆口也可以改變模流的會合位置,這兩種方法 是可以配合應用的。增加排氣機構則是可以去除因為模內空氣的排氣不 良,造成空氣在結合線可能形成的部位堆積而形成結合線的 V 形凹槽。 改變成形條件的方法則沒有其特定的規則,會因為不同的材料、成品 形狀、成形機台而有所不同,不過不外利用改變射出成形製程中的材料射 出壓力、速度,保壓時間及壓力大小等模式。此種方式通常無法將結合線 完全消除,在最好的情況也都只將結合線的問題影響程度降低而已。 利用提高溫度的方式來增加成形材料的流動性,包含提高材料溫度以 及模具溫度等,並使成形材料波前流部分因為接觸低溫空氣而提前固化的 問題降到最低,是較多學者與專家進行之研究領域。傳統的方式是在模具 18.
(33) 水路內通入高溫的水或是油,使得模具溫度保持在高溫狀態,讓模具在塑 膠充填階段維持高溫狀態,此種方法也可搭配將材料溫度提升。但是提高 溫度最大的缺點就是會使成形週期拉長,造成生產成本的增加以及生產速 度的降低。所以本實驗室研發出一套『應用平版式熱管加熱機構系統』來 解決因為增加溫度而拉長成形週期的問題。. 3-1-1 應用平版式熱管之模具加熱冷卻系統 結合線基本上是屬於射出成型製程中充填階段所造成的外觀缺陷,因 此模具必須在充填階段進行前就完成基本的加熱動作。另外,為了避免高 模溫使成形時間加長,冷卻系統的操作時機則是在充填結束瞬間就開始進 行,等到模具開始頂出產品後,就必須讓加熱系統再次加熱,準備下一次 製程。整個循環動作以流程圖 3.1 表示。 其中加熱機構部分,主要由平板式熱管、加熱槓桿、熱源及油壓缸等 所組成,將平板式熱管固定於模仁下方,利用油壓缸配合射出成型的製程 步驟帶動槓桿來接觸並進行加熱其示意圖如圖 3.2 所示,加熱時油壓缸向下 對槓桿一邊施壓,另一邊槓桿帶動熱源向上頂住平板式熱管進行加熱,冷 卻時油壓缸退回原本位置帶動槓桿使熱源離開平板式熱管與模仁,此時並 搭配模具內的冷卻系統進行冷卻。 而模具內部冷卻系統是採用空氣冷卻的方式,目的為將溫度降低至脫 膜溫度,其構造是利用渦流管(Vortex Tube)搭配空氣壓縮機來製造低溫 空氣進行冷卻,將冷卻氣體噴入加熱槓桿與模具間的空隙,讓冷卻空氣可 以直接接觸到平板式熱管,利用平板式熱管之高熱傳導係數的特性,加速 模具的冷卻。而渦流管冷空氣出口溫度最低溫度可到達-30℃,渦流管內部 如圖 3.3 所示。 一般而言傳統熱管的主要構造包含三個部分,分別為密閉容器、毛細. 19.
(34) 構造與工作流體三大部分,而功能使用上內部又可以分為三個區域[38],即 蒸發段(Evaporator section),絕熱段(Adiabatic section)以及冷凝段(Condenser section),其原理為熱源由蒸發段傳入,使毛細構造中的工作流體吸收熱量, 隨即產生相變化由液態轉變為氣態,在容器內進行快速對流,待蒸氣到達 冷凝段之後,經由一次相變化釋放出潛熱並轉回液態,再由毛細構造的輸 送力,送回原本的蒸發段。 平板式熱管的功能原理與熱管相同,其利用兩相流體相變化時的潛 熱,達到輸送大量熱量的功能,與傳統熱管最大的不同為汽化後之工作流 體在傳統熱管中幾乎可以視為一維流動,而在平板式熱管中則是三維流 動,因此可以將小範圍發熱源的熱量迅速的擴散到大面積,以達到均熱的 效果,其內部構造如圖 3.4 所示。. 3-2 目前的問題 一般產業界在結合線問題的解決上都是各種方法並用的模式,因為結 合線成因有很多,只要有一個條件沒有被解決,結合線就會形成。在李艾 璁[11]的研究中,本實驗室所設計的『應用平版式熱管之模具加熱冷卻系統』 在針對透明 ABS 材料的實驗中已經可以有效改善結合線的問題,並消除孔 洞後方結合線形成的問題,證明這套系統對於結合線的改善是有效且效果 顯著的。但是當使用添加金屬填充材的高分子材料來做同一組實驗時,卻 無法得到令人滿意的結果。 圖 3.5 是使用台灣山葉機車公司所提供的研發中試驗材料,在裝設此 套系統的模具所製造出來的試片,由圖 3.5 標示處可以清楚看到孔洞後方 的結合線相當的明顯。此試驗材料是以 ASA 為基材,並添加顆粒狀金屬鋁 粉的混合材料。. 3-3 添加金屬粉末塑膠材料之結合線成因 20.
(35) 當高分子材料添加不同的基材或是混合物時會造成流變性質的改變。 添加金屬鋁粉的 ASA 材料會使其塑膠模流的流動性降低,也會使金屬粉末 在在塑膠高分子流體會合處堆積。將李艾璁[11]所做的透明 ABS 試片圖 3.6 用來與此次所做的添加金屬粉末的 ASA 試片 SEM 照片圖 3.7、圖 3.8 比較, 可以清楚看到在成形溫度為 60℃時兩者的結合線部位都非常明顯,而且在 ASA 試片的部位還可以看到金屬粉末堆積的情形。圖 3.9 是在 130℃下添加 金屬鋁粉的 ASA 材料的結合線 SEM 照片,在框框處有兩個位於結合上的壓 痕,理論上應該會在壓痕連線上看到如 60℃般的線條,但是 SEM 照片上卻 無法發現。 圖 3.10 是添加金屬粉末的 ASA 材料的試片結合線部位截面圖,可以發 現其表層(Skin Layer)和核心層(Core Layer)有相當嚴重的色差,這是 由於經過染色的 ASA 材料因為冷卻速度不同所造成的,而本次材料又有添 加會在成品表面堆積的金屬鋁粉,會使表層的冷卻速度加快,使得色差更 明顯。. 3-4 模具內部旋轉系統 由3-3節的討論,可以確定添加金屬粉末材料的結合線成因在表層和核 心層的色差問題上。因為既有的結合線解決方式都無法解決這個問題,因 此在本研究中希望能夠設計一個機構能夠讓塑膠高分子流體在流動時擾動 表層和核心層的分層,進而改善結合線的痕跡。. 3-4-1 模內旋轉系統操作流程 為了使旋轉系統與模具動作及塑膠流體特性互相配合,在塑膠流體尚 未固化的情形是旋轉系統運作的必要條件,也就是只有在射出成型製程中 的充填階段才能夠符合。而且為了避免成形件會有加工應力的問題,旋轉 系統必須要在流體充填過程中進行,並在流體固化到一定程度前停止。 21.
(36) 3-4-2 旋轉機構需求考量與設計重點 旋轉機構之主要需求在於擾亂塑膠高分子流體,並使成形件不產生應 力集中。依照此功能性考量,將旋轉系統分為以下兩個部分討論。 1. 轉子外型部分 為了能夠確實帶動塑膠高分子流體,使其產生擾動的狀態,旋轉體的 表面必須有突起部分來帶動流體,但是突起部位的形狀必須盡量單純化, 避免在流體固化後,成形件會有拔模破壞的問題。旋轉體的形狀也必須要 考量到是否會造成因為旋轉狀態發生時可能發生的空穴作用,發生塑膠成 形缺陷中的捲氣(包氣)現象。旋轉體於模穴之間高度的比例必須恰當, 否則會使成形件在旋轉體所在位置的厚度有過薄或是無法充填的問題。 2. 旋轉模式部分 考慮到與模具的結合問題,所以旋轉體將以圓形外觀來做旋轉運動。 驅動旋轉體的模式必須考慮到旋轉速度的可調整性,因為不同的塑膠高分 子材料與不同的充填速度,都會使成形條件改變,進而必須利用改變旋轉 體速度來配合。驅動旋轉體的方式必須考慮到所輸出的扭力值會否超過塑 膠材料的承受範圍,控制所施加的扭力,要同時能夠達到有效擾動塑膠高 分子流體並且避免使其在成形過程中有應力破壞的情形。. 3-4-3 模內旋轉系統 根據第3-3-2節對模內旋轉系統的機構功能需求定義,可將旋轉系統的 轉子外型以及旋轉模式的配件設定如下: 1. 轉子外型部分 為避免旋轉體在旋轉過程中將高分子流體與空氣過度捲入,並盡量減 少因增加旋轉機構而造成充填過程的阻礙,旋轉體外型將以內高外低的尖 型為基本形狀。為了比較不同外型之間所造成的影響,旋轉體安裝機構將 設計成可更換的形式。在[1]中,旋轉結合線部位的機構是貼平於模具表 22.
(37) 面,但為了有效帶動流體,旋轉體進入模穴的深度將設計成模穴厚度的50 %,且旋轉體將位於成形件的非外觀面。旋轉體的材料則以一般的鋼材PS3D 製作。 2. 旋轉模式部分 旋轉體的驅動方式將採用齒排帶動齒輪的方式來動作,如此可使旋轉 體來回的運動有效擾動塑膠高分子流體,並可以調整齒排長度來控制旋轉 體速度。並使用氣壓的方式來驅動齒排動作,之所以不採用油壓驅動的原 因,最主要的原因在於油壓驅動的速度不足。如果採用油壓馬達克服速度 上的問題,油壓馬達的體積過於龐大,使得該機構無法順利的安裝於模具 內部。而氣壓驅動的扭力較小,在塑件固化後會因為固化塑膠的阻力而自 動停止運作,可以避免因為油壓提供的扭力過大而造成成形件的應力破壞。. 23.
(38) start. Filling stage Heating. Packing stage. Cooling stage. Eject stage Heating. Cooling. 圖 3.1 加熱冷卻示意圖[11]. Oil cylinder. Vapor chamber. Heat source. (a). (b) 圖 3.2 加熱槓桿示意圖[11]. 24.
(39) 圖 3.3 渦流管內部示意圖[11]. Cool Chamber. heat. Wick. 圖 3.4 平板式熱管內部示意圖[11]. 25.
(40) 模溫 60℃ (a). 模溫 130℃ (b) 圖 3.5 ASA+金屬鋁粉於模具溫度(a)60℃(b)130℃成形之試片 26.
(41) 圖 3.6. 透明 ABS 塑膠於 60℃時之結合線[11]. (a) 圖 3.7. (b) 添加金屬粉末 ASA 材料 60℃時之結合線. Particle. 圖 3.8. 添加金屬粉末 ASA 材料 60℃時之結合線放大觀察圖. 27.
(42) (a). (b). (c) 圖 3.9. 添加金屬粉末 AES 材料 130℃時之結合線觀察圖. 28.
(43) 1cm (a)低溫試片結合線切面鑲埋試片. 1cm (b)高溫試片結合線切面鑲埋試片 圖 3.10. 低溫試片結合線切面與高溫試片結合線切面鑲埋後之試片. 29.
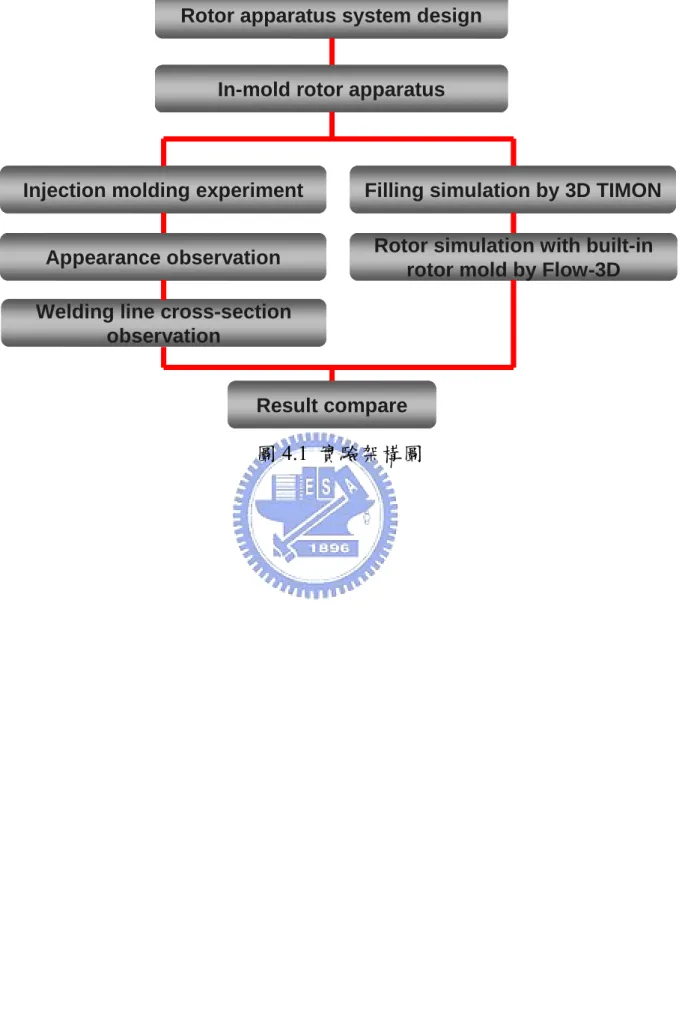
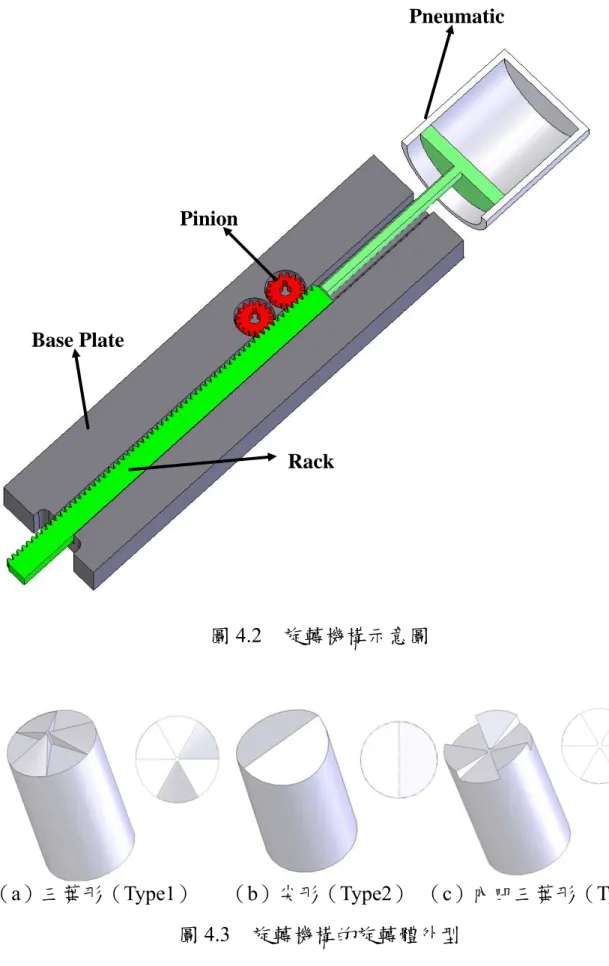
(44) 第四章 實驗目的及步驟說明 本研究的主要目的為設計一旋轉機構,能夠在塑膠高分子流動時破壞 其波前流結構,並擾動其表層及核心層的分層,使因為色差因素產生的結 合線問題可以有效改善。實驗架構分為:旋轉機構設計、試片製作、試片 外觀實驗。首先利用齒排與齒輪的連動機構,設計來回轉動的旋轉系統, 再將旋轉系統裝置於模具內部,利用射出成型機進行試片製作,試片完成 後則進行試片的結合線外觀進行觀察比較。圖 4.1 為完整的實驗架構圖。. 4-1 模具旋轉機構說明 本研究的轉機構部分,主要是由氣壓缸、齒排、齒輪、旋轉體、底座 所組成,將齒輪以及齒排安裝於底座上,並將旋轉體利用卡榫配合在齒輪 的中心部位,最後再將齒排與氣壓缸做連結如圖 4.2 所示。當塑膠高分子流 體開始流進模穴內部時,旋轉機構就開始動作,利用氣壓缸來帶動齒排來 回運動,進而使齒輪與旋轉體有週期性的來回旋轉,當高分子流體通過轉 子區域再度會合固化時,由於氣壓缸所提供的推進力無法使旋轉體形成足 夠扭力帶動高分子流體,則此時旋轉機構會自行停止。 旋轉體的表面形狀部分,本研究設計了兩種形式於實際實驗中使用, 分別為三葉形(Type 1)以及尖形(Type 2),另外設計一種用於模擬對照 的內凹三葉形(Type 3)如圖 4.3,此三種旋轉體表面形狀高度皆為所設計 的模穴高度的一半。 本研究所設計之旋轉機構,安裝於模具內部,配合射出成型製程的操 作流程,可依實際應用改變其大小以及齒排與齒輪的齒數搭配,改變其轉 速以及其扭力大小的轉換或是氣壓缸尺寸等。. 30.
(45) 4-2 實驗試片製作 4-2-1 實驗材料 本研究中用來製作實驗試片的材料有四種,分別是: ABS、ASA、壓 克力(PMMA)、PC,分別介紹如下: ABS 是由丙烯腈(Acrylonitrile)、丁二烯(Butadiene)和苯乙烯(Styrene)三 者共聚合而成的苯乙烯系塑膠,取其三種聚合物之第一開頭字母稱為 ABS,其化學結構如圖 4.4 所示,是一種熱塑性塑膠又稱為塑膠合金,是少 數可電鍍的塑膠材料,ABS 的物理特性相當優異,具耐熱、耐衝擊、耐腐 蝕、高光澤度、易著色、硬度高、成形容易且二次加工性佳等優點,故已 被廣泛使用於資訊業、家電用品、汽車零件等等。ABS 其密度為 1.04 g/cm3 玻璃轉換點大約在 105℃,工作溫度在 200~270℃之間。 ASA(Acrylonitrile-Styrene-Acrylate)化學結構圖如圖 4.5,ASA(丙烯 腈/苯乙烯共聚物/丙烯酸酯)是由苯乙烯、丙烯腈和壓克力橡膠共聚合而 成,ASA 是由 ABS 延伸出來的高分子材料,也有人縮寫為 AAS。ASA 的 物理性質幾乎與 ABS 完全相同,最主要的差異在於成形時材料流動性較 差,使得成形條件需求較高,結合線等成形缺陷也較明顯。ASA 不僅維持 了 ABS 之主要特性,並結合壓克力耐候之優點,使得產品之應用上可延伸 至戶外之用途。主要應用於需要長時間與環境接觸的製品上,例如汽機車 零件或是軍事用途。 PMMA(Polymethylmethacrylate)聚甲基丙烯酸甲脂,也就是所俗稱的 壓克力材料,其化學結構式如圖 4.6。壓克力材料的透明性佳、耐候力不錯, 同時具有高硬度、試片表面光澤優等優點。耐水、鹽及弱酸性相當良好, 不過受鹼容易侵蝕,也會容於有機溶劑中。因為其透明性佳成形性良好的 優點,被大量使用於光學香菇的塑膠製品中,例如汽車燈罩、LCD 面版保 護罩、視窗玻璃等。. 31.
(46) PC(polycarbonate)聚碳酸酯,其化學結構是如圖 4.7,PC 為透明無色 的材料,抗拉強度、彎曲強度、彈性率、耐衝擊性都相當良好,甚至於堪 與金屬材料匹敵。PC 的 Tg 點相當高,其成形溫度將近要到 280℃左右,熔 融溫度狀態黏度也相當高,所以成形加工時需要比一般塑膠高分子材料需 要更高的壓力和溫度。PC 的電氣性質優異,所以在 3C 產業中被大量使用, 而其耐藥品性是屬於耐酸而不耐鹼。由於其抗衝擊能力良好,耐紫外線能 力相當強,所以在一般生活中處處可見。包含光碟片、打火機、電風扇葉 片等日常生活用品。. 4-2-2 實驗試片外型 對於設計人員來說,雙邊流體直接正面接觸產生結合線的情況,是可 以在設計上利用澆口位置變更加以解決,真正無法解決的是模穴內有障礙 物,流體繞過障礙物後合流處所產生的結合線,以常見之手機外殼為例, 按鍵的位置會在按鍵後方留下一條明顯的結合線,而順著塑膠流的方向, 越晚形成的結合線,由於料溫越低使得該區域之結合線越明顯。因此本研 究製作多孔平板來驗證外觀上結合線是否被消除,多孔平板的設計如圖 4.8 所示,平板上的孔洞大小均為直徑 10mm 的圓孔,把試片分成左右兩邊來 看,上方孔洞後方有旋轉機構,下方的孔洞後方則為一般狀態。. 4-2-3 實驗試片種類 將設計完成之旋轉機構裝置於模具內部,並利用射出成型製程來進行 不同實驗參數狀態下試片的製造,考慮的設計參數為:實驗材料、轉子轉 速、轉子外型等三個,表 4.1 為詳細的試片種類表。 實驗試片分成可用來比對在不同實驗材料下旋轉機構對結合線外觀所 造成的影響差異,以及不同轉速下旋轉機構對結合線的影響差異。改變轉 子外型的實驗部分則是為了比較在不同的旋轉體外型下,相同的實驗材料 32.
(47) 在結合線上產生的外觀差異。. 4-3 試片外觀實驗 本研究著重的重點在於旋轉機構對於結合線外觀所造成的影響,所以在 試片製作完成後將利用肉眼進行試片結合線外觀的觀察比較,並製作試片 的結合線部位切片,觀察旋轉機構是否有達到當初設計時期望擾動塑膠高 分子流體表層與核心層的分層。. 33.
(48) 表 4.1 不同參數的實驗試片表1 Specimen NO. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15. 1. Material Rotor's angular velocity(rad/s) Rotor's profile ABS 75 Type1 ABS 25 Type1 ABS 0 Type1 ASA 75 Type1 ASA 25 Type1 ASA 0 Type1 ASA 75 Type2 ASA 25 Type2 ASA 0 Type2 PC 75 Type1 PC 25 Type1 PC 0 Type1 PMMA 75 Type1 PMMA 25 Type1 PMMA 0 Type1. 表格中之Rotor's profile請對照圖 4.3 旋轉機構的旋轉體外型。 34.
(49) Rotor apparatus system design. In-mold rotor apparatus. Injection molding experiment. Filling simulation by 3D TIMON. Appearance observation. Rotor simulation with built-in rotor mold by Flow-3D. Welding line cross-section observation. Result compare. 圖 4.1 實驗架構圖. 35.
(50) Pneumatic. Pinion. Base Plate. Rack. 圖 4.2. (a)三葉形(Type1). 旋轉機構示意圖. (b)尖形(Type2) (c)內凹三葉形(Type3). 圖 4.3. 旋轉機構的旋轉體外型. 36.
(51) H. H. H. H. H. H. H. H. C. C. C. C. C. C. C. C. H. H. CN. H. H. 圖 4.4 ABS 單位分子結構[39]. H. H. H. H. H. H. C. C. C. C. C. C. H. CN. H. H. C. O. O. CH3. 圖 4.5 ASA 單位分子結構[39]. CH3 CH2. C C. O. O. C. 圖 4.6 PMMA 單位分子結構[39]. 37.
(52) CH3 O. C. O. C. CH3. O. 圖 4.7 PC 單位分子結構[39] Thickness 3mm. 80 mm. 40 mm gate. Φ10 mm. Location of Rotors 圖 4.8 多孔平版試片設計圖 38.
(53) 第五章 電腦輔助工程軟體介紹及模擬流程說明 在電腦資訊突飛猛進的現在,許多電腦輔助分析軟體(CAE)在工程 應用上提供了產品設計者許多資訊,減少許多實驗過程,不只可大幅度縮 短產品開發時間,同時也提供了相當準確的分析及預測,對於生產技術的 提升有相當大的幫助。隨著高速電腦的普及及進步,數值化的方法被廣泛 應用在流體力學分析軟體上,且因電腦運算能力不斷提升,數值分析的技 術與計算效率也提升,故數值分析由以往的一維轉為二維與三維。 本研究中將採用兩套軟體進行驗證。一套為 Toray Engineering Tech. Co., LTD. 所開發之 3D TIMON ,另一套為 Flow Science 所開發之 FLOW-3D。3D TIMON 是標準的塑膠模流分析軟體,但是其功能的限制使 得軟體無法模擬模穴內有轉子轉動時的流體狀況,因此研究中僅以 3D TIMON 驗證在無轉子轉動下的結合線位置分佈。而 FLOW-3D 為泛用型 的 CFD 軟體,雖然材料庫內沒有塑膠材料,但是可以藉由建立材料的方 式配合軟體內建 GMO (General Moving Obstacle) 功能模擬轉子轉動對於 流體的影響。其完整的流體運動描述,非常適合拿來做學術上的判斷。並 將兩個軟體所做出的模擬結果和實驗做出驗證和對照。. 5-1 塑膠模流分析軟體 3D TIMON 3D TIMON 塑膠模流分析軟體為全球前 50 大材料商日本東麗 ( Toray Industries)的子公司 Toray Engineering Co., Ltd.所開發之真實三維塑 膠模流分析軟體,是全世界第一套以實體網格進行翹曲變形的軟體 ( 註: 1996 年於日本正式發表 ) ,藉由 3D TIMON 塑膠模流分析軟體使用者可 預測塑膠射出成型時塑膠的流動、保壓、冷卻以及產品的變形等問題點, 節省使用者 Trial & Error 的時間,提供使用者一套完整的設計製造解決方 案。 39.
(54) 塑膠模流分析軟體 3D TIMON 的優點包含了: z 3D TIMON 在圖檔格式的多元包容性 z 軟體為全視窗人性化操作介面 z 充填、保壓冷卻、模具冷卻分析的高度精確性 z 可模擬塑膠成形之翹曲變形量、縮水率(含添加物) z 超薄肉厚件 (<0.5mm) 之模擬可行性 z 可模擬因為剪切應力及熱應力造成之雙折射率分佈能夠模擬 birefringence, Retardation, Polarization z 轉換模組的通用性高 3D TIMON 塑膠模流分析軟體前處理器能夠直接讀入 STL 格式的圖 檔,或者是 UNV 格式的網格圖檔,使用者可以直接讀入 STL 檔,進行網 格切割外,還可以利用其他的網格生成軟體,或者是利用 3D TIMON 塑膠 模流分析軟體內附的網格生成軟體,將 STL 檔建立網格後,以 UNV 格式 讀入。 3D TIMON TetMESH,來自於美國卡內基梅隆大學(Carnegie Mellon University)鳩田憲司教授開發之網格建立技術。能夠將 3D CAD 產生之 STL 檔案進行網格切割,建立 3D TIMON 塑膠模流分析軟體專用之 Tetra Mesh。3D TIMON 塑膠模流分析軟體提供多項工具,讓使用者在工作過程 中,能夠充分應用 3D TIMON 塑膠模流分軟體提供的資訊,與其他的分析 軟體相配合。. 5-2 流體動力分析軟體 FLOW-3D FLOW-3D 是由美國 Flow Science Inc. 所開發,可以研究液體及氣體的 動態行為,是專門使用於計算流體力學的軟體,其對於流體流動的優異模 擬能力讓 FLOW-3D 被廣泛的應用於各種流體分析的領域,例如船舶設 計、水利工程、鑄造製程,甚至是微機電領域的流體模擬。由於理論基礎 40.
(55) 乃是根據流體力學之連續方程式、動量方程式等,因此幾乎可以應用在各 種流動型態。計算液體自由表面時則以 VOF 法(Volume Of Fluid Method) 為主,不但能夠模擬複雜的流體行為,還可避免大量的記憶空間浪費並節 省計算時間,採用的數值方法為有限差分法(Finite Difference Method , FDM)。本套軟體本身即有前處理器,也就是可以可以建構簡單的幾何圖 形,並具有網格建立的功能。其網格切割法為矩形網格,相當容易建構, 搭配 FAVOR(部分面積/體積)專利計算方式,可用來描述複雜的幾何外型, 解決傳統 FDM 計算時鋸齒狀的矩形網格問題。. 5-2-1 General Moving Object model General Moving Object (GMO) 模型是 FLOW-3D 在 9.0 版之後所增加的 功能,此功能可模擬剛體與流體之間的作用狀態,包含耦合運動、定點旋 轉運動、六自由度的運動等。而且剛體與剛體之間的碰撞問題亦被詳細考 慮,包含水庫洩洪時漂流木或土石流的運動狀態都是目前產業界相當認同 的模擬軟體。 FLOW-3D 經由有限差分法的計算之後,可以提供使用者流體充填過程 的流動模式、壓力場分佈、速度場分佈、冷卻熱傳分析以及凝固分析等等, 使用者可以藉由這些資料評估判斷出整個充填過程將會有什麼樣的缺陷並 修正原來的設計。模擬分析流程如圖 5.1。 然而因為 FLOW-3D 採用的是矩形網格及有限差分法,因此本身也存在 著某些優缺點: 優點: z 網格切割為矩形網格,建立網格難度不高。 z 由於網格簡單,因此求解較為容易。 缺點: z 假如函數定義域為複雜的幾何圖形,有限差分法在處理邊界條件 41.
(56) 時並無法有效近似。 z 處理邊界條件時難度較高 z 六面體的矩形網格在做切割時必須盡量做到長寬高等長度的切 割,亦即其 aspect ratio 要盡量趨近於 1,否則求解的結果會有相 當大的誤差。 5-3 數值模擬流程 本研究的模擬流程分為三個階段: 1.條件定義。 2.3D TIMON 模擬分析。 3.FLOW-3D 模擬分析。. 5-3-1 條件定義 先利用 CAD 軟體建立多孔試片模型如圖 4.6,並將圖形檔按轉化成 FLOW-3D 以及 3D TIMON 都能接受的 STL 圖檔格式。再來就是建立塑膠 模流的黏度方程式讓 3D TIMON 中的塑膠模流黏度表能夠套用在 FLOW-3D 的程式中,3D TIMON 資料庫內的材料黏度表如圖 5.2 這是一個 Cross-WLF 的黏度模型圖,由圖可知黏度會隨著溫度以及剪切率同時改 變,。由於 FLOW3D 採用的是 Carreau Model,如圖 5.3。但是目前取得的 是一般塑膠模流分析軟體採用的 Cross-WLF 的黏度模型,因此必須先以 Curve Fitting 的方式找出相關的黏度參數,再將這些參數輸入 FLOW-3D 中使用。圖 5.4 是利用 Table Curve 3D 這套軟體作為轉換工具在黏度模型 的轉換部分所得的 3D Curve Fitting 結果。本研究中,模具內旋轉機構實驗 則是採用 S45C 的鋼材當作模具材料,由軟體選擇自行輸入材料參數,材料 參數如表 5.1 所示。. 5-3-2 3D TIMON 求取邊界條件 42.
(57) 研究中將先利用 3D TIMON 來分別對圖 4.6 中的多孔模型做塑膠模流 的充填模擬,對可能產生的結合線區域做出標註和觀察。觀察結合線形狀 並將 3D TIMON 模擬出來的數值結果帶入 FLOW-3D 做進一步數值運算分 析。. 5-3-3 FLOW-3D 模擬分析 將圖 5-4 的數值轉換模型帶入 FLOW-3D 並由於對整個模型進行分析所 需時間太長,故分析時將分別擷取多孔試片的一個部分圖 5.5 來做分析以縮 短分析時間。圖 5.6 為 FLOW-3D 的 GMO 模組選項設定畫面,本模擬因為 只有旋轉的部分,故不需考慮到碰撞問題。 在本研究中的模具內旋轉機構實驗部分,模具內旋轉機構實驗中旋轉 體與成形品孔洞的相對位置如圖 4.6,圖 5.5 則是 FLOW-3D 模擬的區域。 旋轉體的材料與模具材料相同,均為鋼材 S45C。旋轉體轉速及轉動模式則 依照實際實驗情形設定。. 5-4 數值模擬數據擷取 軟體模擬結束之後的數據資料可依照需求選取所需要的時間點,並可 依觀察重點指定速度場、壓力場、旋轉體速度、旋轉體形狀來做切面或是 透明度不同的切面圖觀察。最後再由以上數值分析結果與判斷,與實驗之 結果數據相比較看是否相符合,以達成模擬的目的。. 43.
(58) 表 5.1 鋼材 S45C 室溫狀態下材料特性表 3. Density KG/m Conductivity (W/m-k) Specific heat(J/ (kg・℃)) Thermal Conductivity (W/(m・℃)). 44. 7800 29 494 44.19.
(59) Start. Input STL mold、 B.C. & I.C.、Mesh setup. Filling simulation by 3D TIMON. Convergence NO. YES. Flow velocity and viscosity、 weld line location. Input flow velocity data、 Viscosity model、 Rotor’s angular velocity、 mesh setup、B.C.&I.C.. Transform velocity data into Carreau Model Rotor’s simulation at welding line location by Flow 3D Convergence NO. YES End. 圖 5.1 模擬分析流程. 45.
(60) 圖 5.2 3D TIMON 資料庫中 Cross-WLF 的黏度模型圖. 圖 5.3 FLOW-3D 內建黏度模型參數示意圖. 46.
(61) 圖 5.4 經由 Curve Fitting 所得之材料黏度圖形. 模 流 進 入 方 向 圖 5.5 Flow-3D 使用之簡化試片模型. 47.
(62) 圖 5.6 FLOW-3D 內建 GMO 模組設定畫面. 48.
(63) 第六章 實驗結果與討論 6-1 實驗用模具與旋轉機構 本研究所設計之旋轉機構安裝於模具內部,模具部分包含模座、旋轉 機構、多孔平版模仁皆交由專業模具製作場幫忙製作,其模具視圖如圖 6.1, 模具完成後組裝於實驗機台上之情形如附件一模具完成圖所示。圖 6.2 本次 實驗使用的機台 SM-150 射出成型機,為震雄有限公司生產。. 6-2 多孔試片 本研究之試片製作採用射出成型製程製造,實驗材料有 ABS、PMMA、 PC、ASA 等四種如圖 6.3,旋轉機構速度分為高轉速(75rad/s)與低轉速 (25rad/s)以及對照組的無旋轉機構三種條件,實驗所使用的旋轉體形狀有三 葉形與尖形兩種。因為不同的實驗材料有不同的成形條件,列表如表 6.1 所 示,完整試片形狀如圖 6.4 為含澆道的完整試片形狀,不同旋轉體所形成的 試片凹槽如圖 6.5。四種材料中的 PMMA 在成品頂出時,因為材料本身具 有比較高的脆性,所以相當容易在裝設旋轉體而形成的應力集中部位造成 破裂,如圖 6.6 所示,破裂線都是沿著旋轉體形成的凹槽形成。其中 ABS 以及 ASA 這兩種材料所製造的試片,因為是非透明材料,所以在試片的結 合線拍照呈現上比較不易。. 6-3 材料對於結合線的影響 圖 6.7 是四種材料的未使用旋轉機構的結合線狀態圖,這是一般塑膠高 分子流體在經過模穴內部的阻礙物後會形成的結合線情況,可以很明顯的 看出此種狀態結合線是成一直線的情形,而長度、形成位置及明顯程度會 依材料、成形參數而有所不同。由圖可以看到 PMMA 以及 PC 的結合線短 而明顯,而 ABS 以及 ASA 則因材料本身具有顏色的關係比較不如容易觀 49.
數據

![圖 3.3 渦流管內部示意圖[11] Chamber Wick Cool heat 圖 3.4 平板式熱管內部示意圖[11]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540228.187697/39.892.134.771.199.314/圖3渦流管內部示意圖11ChamberWickCoolheat圖34平板式熱管內部示意圖1.webp)
+7

![圖 3.6 透明 ABS 塑膠於 60℃時之結合線[11] (a) (b) 合線 圖 圖 3.7 添加金屬粉末 ASA 材料 60℃時之結Particle 3.8 添加金屬粉末 ASA 材料 60℃時之結合線放大觀察圖](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540228.187697/41.892.130.764.127.281/結合線圖金屬材料時之Particle添加金屬粉末材料時之結合線放大觀察圖.webp)


Outline
相關文件
Teachers may encourage students to approach the poem as an unseen text to practise the steps of analysis and annotation, instead of relying on secondary
In this paper, we build a new class of neural networks based on the smoothing method for NCP introduced by Haddou and Maheux [18] using some family F of smoothing functions.
For pedagogical purposes, let us start consideration from a simple one-dimensional (1D) system, where electrons are confined to a chain parallel to the x axis. As it is well known
二、 國民身分證正、反面影本;與在中華民國設 有戶籍之國民結婚且獲准居留之外國人或 大陸地區人民,提供有效之居留證明文件 及配偶戶口名簿影本。. 三、
Y., (1997), “Resource recovery of sludge as building and construction materials — a future trend in sludge management,” Journal of Water Science and Technology, Vol. (2000)
台灣於過去 50 年間(自 1952 年至 2001 年),產業歷經兩次產業結構 轉型,第一次發生於 1951 年至 1981 年間,由農業經濟轉向以工業為主的 經濟,第二次轉型發生於
樹、與隨機森林等三種機器學習的分析方法,比較探討模型之預測效果,並獲得以隨機森林
Y., (1997), “Resource recovery of sludge as building and construction materials — a future trend in sludge management,” Journal of Water Science and Technology, Vol. J.,
