國立交通大學建築研究所
碩 士 論 文
從人因感測到快速客製化:以原型椅為例
From Measuring to Rapid Customization: A Prototyping Chair
研 究 生:羅崢瑋
指導教授:侯君昊
從人因感測到快速客製化:以原型椅為例
From Measuring to Rapid Customization: A Prototyping Chair
研 究 生:羅崢瑋 Student:Cheng-Wei Lo
指導教授:侯君昊 Advisor:June-Hao Hou
國 立 交 通 大 學
建築研究所
碩 士 論 文
A Thesis
Submitted to Graduate Institute of Architecture
College of Humanities and Social Science
National Chiao Tung University
in partial Fulfillment of the Requirements
for the Degree of
Master
of
Science in Architecture
July 2012
Hsinchu, Taiwan, Republic of China
i
中文摘要
現今因為電腦輔助設計、製造和參數化設計的技術已經相當成熟,應用在建築、工業設計和其它領域中 已非常普及。工業產品已經可以大量製造和客製化,但現今我們日常生活周邊物件,凡是有關人體尺寸 的產品,如椅子、桌子和衣櫃等,大體上都不是依據個人的尺寸量身訂製的,而是設計師依據大眾的人 因尺寸而設計的傢俱,這些傢俱尺寸並不適用於所有消費者,大部分的消費者只能從大賣場或傢俱商買 到工廠已經大量製作完成的傢俱,而並非從市場上購買到專屬又快速的客製化產品。 實際上,這些大眾尺寸的傢俱不能夠完全滿足個別使用者日常上活上使用上的機能與尺寸。但如果使用 者去訂製傳統的客製化傢俱,往往出現的狀況是價格昂貴,費時與成果不如預期。所以傳統的單一客製 化傢俱並不常見於日常生活中。既然電腦輔助設計與製造和參數化的技術已經被運用在多項領域中,並 且依據參數化與生產機具的特行,目前大量客製化日常生活物件的現象應該是可以普及的。 所以本論文以椅子設計流程作為實現日常物件客製化的例子,提出從感測人體尺寸到消費者參與椅子設 計的流程,到最終製作出一張實體的客製化椅子。感測人體尺寸的部份會製作出一張原型感測椅;目的 在於把使用者的身體資訊擷取下來當作參數化模型上的參數因子。配合使用者自行調整參數模型和原型 感測椅上的造型,使用者可以充分的參與在客製化流程中的設計、反覆的修改模型和預視即將完成的作 品。 最終,本論文嘗試不同方式的組裝結構與不同材質來呈現客製化椅,依據使用相同的模型,模型是使用 者自行調整所產生出來的,目的在於運用已經存在的技術來達到個人化的日常物件,把目前客製化的流 程加以改善,讓每個消費者能夠都能參與設計,設計出以往會使用許久並且符合個人身體尺寸的作品。 關鍵字 : 人體工學、大量客製化、參數模型、原型模型ii
Abstract
Today, the computer-aided design (CAD), computer-aided manufacturing (CAM), and parametric design are applied in the architecture or industrial field everywhere. Product can be mass customized. However, daily objects are not fitting to every customer or customized for individual person. Customers can only select the product, which is mass production from factories, in front store. Traditional customized process is expensive and time-consuming, that makes it is not common for now days in front store. Therefore, this paper will present a rapid customized design process which is included a prototype of chair with sensor to obtain the information from customers to produce a rapid customized product. Moreover, users can determine the parameters in parametric model with their individual feature.
Since the emerging of computer-aided design, designers can trace out more smooth and graceful outline than ever. To achieving precise fabrication, they can also adjust the outline in the 3D software repeatedly. After confirming the works, a prototype model is manufactured to do the ergonomics adjusting by designers. Then, the modification will get the ball rolling in 3D software back and forth. Compromising designers’ concept and modified prototype, the computational data could flow of considerable standardized productions subsequently.
A sensor embedded chair was taken as a prototype, and those sensors will record the data and transmit to the computer when the subjects change their sitting posture, for instances, back side angles, chair height, and the outline shapes with preferences. In the mean time, the virtual model can be changed after receiving those data. Later on, the preview of appearance with transforming will follow by designers choose one of diverse fabricate model, like tessellating, folding, forming or contouring in 3D software. Inputting the manufacturing information to the synchronized fabricating model, designers could restrict the materials, moldboard size and procedures. As a result, outputting these data to the manufacturer, they could construct a modified chair in customization.
iii
謝誌
在交大的兩年內,轉眼間就晃過了這些時光。 不知不覺中,進研究所之前所訂的學習計畫與目標,都依續達成了。 在這兩年內剛開始對於程式語言的陌生與害怕,到經過自學上網查閱與旁聽資訊所的課程之後,寫程式 的心態也漸漸從抗拒轉變成喜愛與沉溺其中。 但達到這階段之後發現之後學習的路途還是無限的長遠,不管是自我充實的道路上或是人生上的生活經 驗,在這之中還是會不斷地遇到可貴的朋友與同伴一起為了更好的目標一同創造可實現的夢想。 在交大的這些時光感謝 所有老師的細心指導, 同學不吝嗇的分享心得, 學弟妹熱心的支援, 還有家人的精神與金錢贊助, 再次感謝所有我曾經在交大打過照面的每一位… 謝謝大家 我是 永遠的交大一份子 小瑋iv
目錄
中文摘要 ... i Abstract ... ii 謝誌 ... iii 目錄 ... iv 第一章 緒論 ... 1 -1.1 研究背景與動機 ... 1 -1.2 研究目的 ... 2 -1.3 研究範圍與內容 ... 3 -1.4 論文架構 ... 4 -第二章 文獻探討 ... 5 -2.1 人體量測 ... 5 -2.1.1 人體計測學 ... 5 -2.1.2 人體計測資料應用案例 ... 7 -2.2 大量客製化 ... 12 -2.2.1 大量客製化流程 ... 12 -2.2.2 大量客製化案例 ... 13 -2.3 構築技術 ... 17 -2.3.1 電腦輔助製造 ... 18 -2.3.2 組裝方式 ... 19 -第三章 原型椅設計 ... 23 -3.1 設計與分析 ... 23 -3.1.1 設計流程與要素 ... 23 -3.1.2 樣式與材料種類 ... 25-v 3.2 原型椅的量測單元 ... 26 -3.2.1 座椅部分 ... 26 -3.2.2 機構部分 ... 28 -3.3 原型椅 ... 29 -3.3.1 製作設計 ... 30 -3.3.2 機構設計 ... 32 -第四章 原型椅實作與測試 ... 33 -4.1 原型椅製作 ... 33 -4.2 程式製作 ... 37 -4.2 結果評估 ... 42 -第五章 結論與後續研究 ... 46 -5.1 結論 ... 46 -5.2 研究貢獻 ... 47 -5.3 研究限制 ... 47 -5.4 後續研究 ... 48 -參考文獻 ... 49 -參考網站 ... 50
-- 1 --
第一章
緒論
1.1 研究背景與動機
從1990 中期後,因為電腦輔助設計與製造的技術興盛,能夠實現以往傳統工藝無法克服的複雜結構, 所以設計師能夠使用電腦計算出最佳化的幾何結構,或是繪製出精準的施工藍圖,並完成設計師在電 腦中所繪製的產品。在概念設計階段中,設計師會在電腦中或是草圖紙上重複修正他的產品,接下來 進入原型模型製作的階段,這階段是把概念設計中的想法實體化,而原型模型則是為了解決某些特定 的問題: 功能、造型、結構。如果在原型模型上發現問題,設計師必須再回到草圖紙或是電腦中重新 解決他所發現的問題,設計師必須重複來回檢驗,直到所有問題被原型模型解決後才能進入工廠製造 階段。 但是在概念設計階段中和原型模型製作的階段之間中出現嚴重的斷層,如果設計師重新修正原型模型 上的外型或是結構,但概念設計中的模型並沒有被改變,使得設計師必須回到建模環境中重新在繪製 產品,然後再重新製作一件新的原型模型。這來回修正模型與設計的過程是耗時且耗費實體模型的製 作費用。因此,本研究探討是否能夠解決或是降低概念設計階段到實體模型階段之間來回的次數,並 且在重複修正模型的同時兩個階段的改變內容是一致的。 現今產品可以依據電腦中的數據經由CNC 的技術在真實世界中精準的被製作出來,且可以利用這個技 術客製化某些產品,這項技術已經影響傳統生產和設計的方式,也連接了實體產品與設計模型之間的 訊息。再者,也出現參數化可調整設計,設計師可以在設計過程中輸入不同的參數,依據相同的規則 產生出不同客製化的產品,因此可以依據使用者不同的需求而客製化產品(Branko, 2003)。使用電腦輔 助設計與製造的技術已經被許多產業所使用,像是製鞋業、服裝業、產品家具等。 但在目前普遍的市場現狀中,消費者挑選產品時,往往處於產品週期的最末端,只能在工廠已經出廠 的眾多尺碼中挑選到最接近自身的尺寸,幾乎很少人能夠選擇到適合個人專屬的人體工學尺寸(像是鞋 子尺碼、服裝的尺寸、室內家具的尺寸),雖然在末端產品的價格較便宜,商品取得的速度最快,但個 人化特性是較少的,且商品會有庫存的問題。如果消費者在市面上無法尋求到適合自身尺寸的產品時, 需要專屬的個人化尺寸的產品,就會要求製作客製化產品,但目前當使用者參與客製化的流程時,客 製化的流程卻相當耗時並且花費高昂,對於一般使用者去製作客製化產品的行為也不普及(如圖 1)。既 然目前已經存在電腦輔助設計與製造的技術和可調整式的參數設計,那為何市面上的日常物件並非每 項都符合個人化的規格,並且尚未被廣泛的使用?因此本論文將嘗試以實作的方式提出一個流程來改善 目前的現象。- 2 - 圖1 消費者在不同流程時的角色位子
1.2 研究目的
既然CAD/CAM 和參數化設計已經存在許久,但為何目前的日常生活物件並未每項都是客製化? 就像 Feitzinger and Lee (1996)所說,在許多大量製造的工廠已經面臨一項難題一部分是客戶要求他們的產品 要更快的取得與製作,另一部分是客戶要求他們的產品都要符合他們的尺寸與使用特性。即便如此, 許多客製化產品的價格還是無法讓大部分的使用者所接受。 Mitchell (1998)提到,傳統的產品設計過程必須預測使用者的喜好與使用特性,而且使用者的喜好是隨 時在改變的。一個錯誤的預測可能造成公司的重大損失。另一方面,因為現代製作的流程我們已經可 以比以往具有更多可調整的空間與製作方式。所以當代的大量客製化系統可以滿足個別使用者的產品 使用模式和具有可以接受的價格。 因此本論文將提出如何從實體環境中或是從使用者身上擷取個別的使用資訊製作出快速客製化產品。 從使用者的角度,使用者可以獲得個人化的產品並且具有可以接受的價格。從設計者的角度,設計師 可以使用參數化設計的模型讓使用者自行去調整參數,不用依據個別不同的使用需求去重新設計或繪 製一套模型。從製造業的角度,製造商製作產品時可以順利操作利用CNC 製程技術,快速地完成客戶 所需求的產品,因為在參數設計的過程中,所有機具的限制條件還有製作工法已經納入設計限制條件。 為了達到以上的目標,本論文將製作一張原型椅偵測使用者的使用習慣還有個部份的人體資訊,使用 消費者的人因資訊運用在參數模型當中,來調整目前客製化的流程(如圖 2),讓消費者可以重複來回修 正最終的產品。快速客製化系統提供一套可以從量測使用者的資訊到讓使用者參與設計到最終可以快 速地讓製造商製成作品,並且最終可以讓使用者取得高度特色的作品。
- 3 - 圖2 快速製作客製化流程
1.3 研究範圍與內容
本研究將製作一張原型椅,當使用者在原型椅調整適合的坐姿時,原型椅把人因資訊紀錄下來,並且 把這些資訊與電腦中的參數模型相互整合,製作出一套可以同步實體模型與虛擬模型的系統。 本系統使用參數化模型的優勢,參數化模型使用相同的規則但是套用不同參數資訊,即可產出不同的 作品外型,以上的參數資訊都是消費者個別的人因尺寸。再者,我們納入製作流程與材料的限制,當 消費者調整模型的同時,電腦中也計算出可能在未來製作存在的問題。當消費者完成調整後,電腦中 的模型應該能夠讓生產端快速精準的製作完成。 本研究結果預期,以設計師角度,使用原型椅可以降低設計師在概念設計階段到實體模型階段之間修 改的次數,以降低設計流程的時間與原型模型製作費用。以消費者角度,消費者可以自由進入設計流 程中修改作品,並且自行決定作品樣式與特性,最終的產品可以突顯個人化特性且符合自身人因尺寸。 研究範圍主要討論原型椅對於可以偵測使用者的人因尺寸還有針對一般座椅來進行本研究探討,探討 原型椅對於快速客製化產品是否有實際上的幫助,並且讓使用者可已參與產品設計的流程中,讓消費 者自行決定喜好的產品樣式與尺寸。 1. 原型感測椅主要偵測變動的部分為,椅背與椅面的角度、椅腳到椅面的高度、椅背的造型曲面、椅 面的造型、椅背的高度、椅背到椅面的垂直距離,而其它可變動部分不再本研究討論範圍內。 2. 本論文製作原型椅參考的原型是個人一般座椅,其它座椅如 : 餐椅、扶手椅、辦公座椅、吧檯椅、 凳子、沙發、軟骨頭等不再本研究討論範圍內。- 4 - 3. 原型椅的主要探討是否能夠有效幫助設計師從概念設計階段到實體階段之間重複來回與幫助消費 者達成快速客製化產品,其餘如複合材料、椅墊舒適度、坐姿正確性不在本論文討論範圍內。 4. 原型椅探討是否能夠增加消費者客製化產品流程的順暢度,增加自身產品的特性與舒適度。 5. 使用原型感測椅所製作出來的最終產品,主要用在一般休閒時座椅,其餘需要長時間坐姿與正確坐 姿的座椅並不在本論文的產品討論範圍內。
1.4 論文架構
1. 緒論 從目前設計流程的觀點作為切入,設計師在設計產品時使用大眾人因資訊進行設計而忽略個別使用者的 需求與尺寸。本論文提出使用參數化建模特性與電腦輔製製造完成快速客製化流程的主要因素,本章針 對研究的背景與動機、研究目的、研究範圍與限制、研究流程等部分進行定義與說明,用來確立本研究 的重點與方向。 2. 文獻探討 對於本研究之相關文獻進行探討,其中包括人因量測的計術,與市面上產品實用人因技術製作的商品, 還有大量客製化的流程、目前市場大量客製化的商品、大量客製化的基本要素、電腦輔助製造目前構築 方式、椅子的種類與常用的材料介紹。經由分析後,提出必要因素與本研究進行融合。 3. 原型椅設計 根據市面上人因工程椅可調整的部分進行研究,把這些資訊納入原型椅的設計中加上實體模型與虛擬模 型之間的整合,讓消費者可以直觀的修改他們想要的產品外型與材料種類、組裝樣式。把所需要的組裝 材料與設計圖在本章節做出完整交代,以便製作可調整的原型椅。 4. 原型椅實作與測試 本章基於感測原型椅所偵測的數據,呈現在建模環境的模型上,建模環境中的模型與實體模型資訊共享, 當消費者操作實體模型也同步在改變虛擬模型。虛擬模型中消費者者可以操作使用者介面,讓使用者選 擇喜好的風格、材料、組裝方式等,當消費者確定後製作出五種實體的概念模型,最終將會製造出一張 完全依據偵測數據所製造的客製化椅子。 5. 結論與後續研究 彙整本研究的結果且評估原型椅對當代設計流程的幫助,針對本流程的限制與實際組裝過程中提出可修 改的部分,進行分析與建議,並提出對未來後續研究發展的可能性。- 5 -
第二章
文獻探討
本章節討論人因工程的領域與定義,實作原型椅之前必須瞭解目前市面上人體計測學上的基本操作過程 與分類,並且把人因工程的量測方法套用在大量客製化的產品上,探索大量客製化產品如何結合個別人 體資訊與產品。並且研究目前客製化流程的走向,觀察何處需要改善使之優化。關於製成與組裝技術本 論文參考Digital Fabrications (Iwamoto, L. 2009)所提出的組裝分類法來進行研究並且探索,如何運用目前組 裝技術在客製化產品流程中。最後,經由透過整理與分析整理出原型椅與本論文製作流程所需要的基本 因素。
2.1 人體量測
人因工程主要在探討人類與環境因素交互作用之間關係的應用科學,目的在促進人類生活、工作安全 衛生和效率與舒適性。工作場所中,不良工作環境的設計或機械設備缺乏安全或沒有適當的人機介面 設計,容易導致職業傷害。人因工程學包括各種科學原理,其中包括心理學、認知心理學、生理學、 生物力學、應用人體測量學以及工業系統工程學等基礎科學。因此人因工程學必須在各方面做到以人 為本。2.1.1 人體計測學
人體尺寸及各種力學性質是人因工程設計的基本資料,這些資料經由人體計測得知。人體計測是人體 物理特徵之度量的科學,而物理特徵包刮人體尺寸、重量、體積、肢體活動範圍等。(李開偉,民 90) 人體計測學類別: 1. 靜態人體計測,受測者於靜止的姿勢下進行測量,常見的人體姿勢包括立姿與坐姿兩種(如圖 3)。 人在靜止不動的標準姿勢下所量測的尺寸,這種尺寸數據可應用於靜態或極少運動的場所或部位 用品。 2. 動態人體計測,受測者從事特定活動下的測量,人體在動作時,由於關節與軀幹的協調與伸展扭 轉,對身體部位距離進行量測而得的資料,又稱為機能性人體計測(如圖 4)。 人在活動時的相關 部位尺寸或活動範圍的大小。- 6 - 圖3 靜態人體計測圖示 (教育部安全衛生通程識課,2001) 圖4 動態人體計測圖示 (教育部安全衛生通程識課,2001) 我們可以透過直接量測法、間接量測法、查詢人體計測資料庫來獲得人體計測資料。直接量測法式透過 各種尺規與量具,接觸人的身體表面,在讀取數值。間接量測法則是非接觸式的量測方法。或是直接查 詢人體計測資料庫,以上方法都可獲得人體的身體資訊。(李開偉,民 90) 在獲取資訊後可以發現我們所測得的資訊套用在大眾因人時,可分成極值設計,即是超出大眾的平均尺 寸,在某些情況下,必須將設計對象中最極端的狀況列入考慮。例如:逃生用緩降機之載重設計(將體積最 重者之重量列為設計)。平均設計,則是使用大眾的人因尺寸設計出產品,使用平均值來作為設計依據。 例如:櫃台高度設計。可調式設計,即是對產品做出可容許的設計進行調整,設計時容許針對使用者進行 調整,例如:工作椅高度可在適當範圍內進行調整。
- 7 -
2.1.2 人體計測資料應用案例
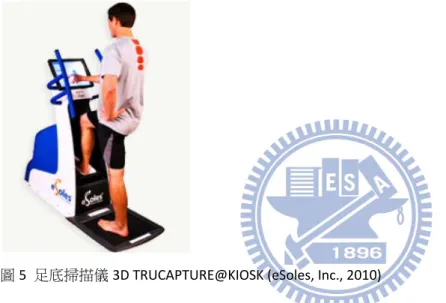
案例一 : eSoles eSoles 公司專門製作運動客製化鞋墊,專門為運動人員,如高爾夫球、慢跑、登山、競輪等運動家製作 保護腳底的鞋墊。他們公司的優點是不用經過繁瑣以及昂貴的價格讓消費者可以享受到客製鞋墊。在消 費者製作客製化鞋墊之前必須量測,腳掌尺寸、足弓支撐位子、足弓深度、指尖位子等,所以eSoles 推 出一套足底掃描儀3D TRUCAPTURE@KIOSK 專門量測使用者的腳底壓力與腳底形狀尺寸,在把需要製作的 資訊紀錄下來傳送到公司進行製作(如圖 5)。圖5 足底掃描儀 3D TRUCAPTURE@KIOSK (eSoles, Inc., 2010)
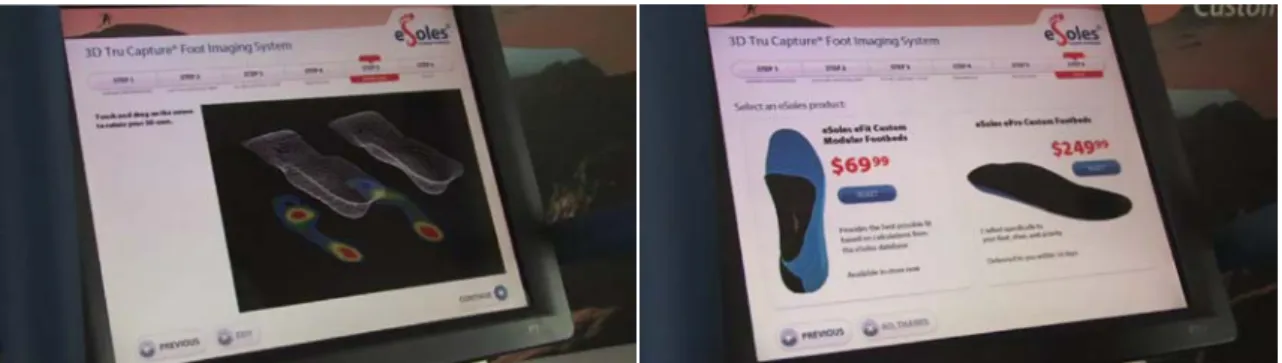
接下來足底掃描儀會把壓力與腳型輪廓顯示給消費者觀看,讓消費者瞭解左右腳底確實有不同細微的差 異可能會增加運動時的傷害(如圖 6),接下來消費者將選擇不同價格的腳墊客製化選項,可以選擇一般型 可替換的腳墊或是高級客製化用料較好的腳墊(如圖 7), eSoles 公司收到訂單後使用的製程技術是 CAD/CAM 和 CNC 製作客製化鞋墊,不像傳統的人工製作消費者的鞋墊,完全用電腦精準控制製作。而從 接受到訂單到運送約為5-7 的工作天消費者就可以獲得商品,不像傳統的製鞋業需要 4-6 周才能獲得客製 化鞋墊。而最終的產品經過使用者的心得是,換上了 eFit 之後的第一次踩踏就感覺到前所未有的扎實感, 不過蹠骨墊的位置大約在 1hr 左右就開始覺得不是很舒服。而說明書裡面也有提到至少需要三天的適應期: 第一天使用 1~2hr,第二天使用 2~3hr,第三天使用 3~5hr,循序漸進的適應並視情況調整(如圖 8)。
- 8 -
圖6 壓力與腳底外型顯示(左);圖 7 選擇鞋墊價格(右) (eSoles, Inc., 2010)
圖8 eSoles 最終客製化鞋墊 (eSoles, Inc., 2010)
案例二 : BONT BONT 公司專門製作客製化自行車鞋、冰刀鞋、雙排輪鞋,BONT 可以接受任何腳型的訂做,前題是消費 者必須提供腳型資料如 : 雷射掃描檔、腳型石膏或石膏繃帶模型。把以上這些模型資料寄送到他們公司 之後BONT 會由專業的人員專門訂製鞋子模型,缺點是消費者必須自行擷取自身的資料,而且在寄送模型 時必須確保模型的完整性與石膏模型乾燥,以確保順利的製作。圖 9、10 表示消費者如何在家中自行製 作腳型模型。 圖9 消費者固定腳型姿勢(左);圖 10 石膏繃帶固定腳型(右) (BONT, 2011)
- 9 -
而消費者可以自行到BONT 公司製作腳型的石膏模型大約需要 30 分鐘,BONT 公司也可以寄送灌模用的 器材到消費者家中自行測量,費用則大約是100 美金,最終的石膏模型如圖 11 所示。BONT 公司從接受 訂單到製作成品大約需花費6-8 周的時間,最終產品如圖 12。
圖11 BONT 所採用的消費者鞋型尺寸模型(左);圖 12 BONT 客製化鞋款(右) (BONT, 2011)
案例三 : RETUL RETUL 是專門修正自行車員騎車的姿勢,給予正確的坐姿與修正自行車的各種角度尺寸。RETUL 的特色是 使用動態的擷取使用者在自行車上騎車的姿勢並且同時記錄下,使用三維的動態感知並且提供高準確的 數值回饋給觀察員。與傳統靜態測量自行車員的方式不同RETUL 排除傳統靜態測繪的猜測與假想值,改 用電腦數值紀錄與紅外線關節定位系統(如圖 13)。 傳統的錄影分析是二維的,而運動員的運動是三維的,所以使用二維分析會產生人為上計算預測造成不 客觀的分析。二維分析必須讓使用者在某些錯誤的姿勢下固定並且在靜態的姿勢時修正運動員的姿勢, 這個過程讓運動員可能與造成運動員實際上姿勢差異。而RETUL 可以使用三維的紀錄並且在觀察後修正 運動員的姿勢,圖14 為 RETUL 紅外線定位裝置的特寫。 消費者也可以選擇使用RETUL 公司製作的專用測量車架,此車架可以依據使用者是在登山或是公路用的 作調整。此車架可以與三維動態紅外線偵測系統整合,紀錄使用員的動態騎車紀錄(如圖 15)。等到消費 者確定所有運動姿勢後,可以經由網路自行選購適當的車架與外型讓 RETUL 公司訂製客製化車架(如圖 16)。
- 10 -
圖15 RETUL fit bike(左);圖 16 RETUL frame finder(右) (RETUL, Inc., 2007)
觀察完以上所有客製化產品後,可以發現各項產品的專有特性與量測機具的不同特性,本論文進行各產 品的差異性、產品製作時間、產品價格和優缺點分析。我們發現如果量測儀器是專門客製化的儀器則機 具單價會過於昂貴,並且消費者必須前往專有的地點進行測量,但相對的公司對於消費者的資訊會掌握 的更精準,並且把消費者的資訊電子化,往後經過測量過的使用者可以進行重複客製化。如果使用者的 資訊經過電子化後,即可使用公司的電腦控制製作方法,更可精準的製作出消費者的量身產品,不同於 傳統的客製化可能在人為計測和產品製作時產生誤差,導致消費者使用不舒適。
- 11 - 表17 量測各案例比較
公司名稱 eSoles BONT RETUL
客製化產品 鞋墊 自行車鞋、直排輪鞋、 冰刀鞋 腳踏車架 量測工具 足底掃描儀 石膏繃帶模型 紅外線動態錄器 量測描述 消費者把腳掌放置在掃 描儀上,機器會自動掃 描腳底輪廓與腳底壓力 消費者必須自行在家或 前往鞋墊公司使用石膏 繃帶灌模,把腳底形狀 數據擷取出來 消費者必須使用 RETUL 公司出的自行車架,使 用者在車架上面進行動 態運動,電腦會記錄所 有運動數值 量測時間 約10~20 分鐘 約60 分鐘 約30 分鐘 量測效果 優 一般 優 製作產品時間 5-7 天 6-8 周 時間不一 產品價格 70 美金 4000 美金 價格不一 優點 有專業機具掃描足底, 並且把客戶資料做成電 子檔,可以記錄個客戶 的資料外且可以大量製 作 測量器具較為便宜,而 且消費者可以到專業的 總店進行測量 採用動態測量消費者資 訊,不同於傳統影像測 繪、靜態測量 缺點 消費者必須到有擺設足 底掃描儀的地點進行測 量,掃描儀價格昂貴 量測工具較為傳統,可 能會產生人為上的誤差 值 , 在 完 成 灌 模 的 階 段,模型可能會破損 消費者必須到總公司進 行測量,而且器材昂貴
- 12 -
2.2 大量客製化
2.2.1 大量客製化流程
低價客製化產品是個新現象,以客戶為中心然後製造商品的市場。大量客製化(Davis, 1987; Pine, 1993; Pine et al., 1995)是消費者選擇客製化的產品的新世代,最早的概念是從汽車工業而來。大量客製化的 概念很簡單,以可以接受的價格內,提供個人客製化、標準化的產品。在傳統的工業流程上,公司製 造標準化的產品、並且可以大量複製、降低成本,但是,大量客製化這個名稱本來就是個自相矛盾的 意義,因為結合客製化與大量製造的概念。所以大量客製化提供一種大量製造、低成本、還有提供大 量產品的市場(Duray,2002)在早期 Pine(1993)提出大量客製化策略運用在工業製造的領域中,他提出 如何從大量製造轉變到大量客製化,依據一套標準化的程序。以下呈現五項要點並且依造順序列出。 1. 客製化服務必須環繞在標準化產品的模式中 2. 創造客製化產品 3. 提供客製化的運送 4. 快速的回應消費者的需求 5. 標準化的模組構件 Kubiak(1993)也提出另一種客製化的概念,客製化的特色包含了公司的名子,訊息,物品。以 Signtic 工廠為例子,此製造產品後然後讓消費者從已經存在的調色盤中選取自己喜好的顏色,這個基本的標 準化產品與使用者產生基本的關聯外,並且反映出大量客製化的基本精神。Signtic 此公司已經從傳統 客製化的產品進化到大量客製化中。大量客製化呈現在工業與製造流程系統中,因此大量客製化必須 因應不同的公司還有對象提出不同的標準化產品、客製化產品製造。(Duray,2002) 在大量客製化的概念中,消費者必須介入到設計的過程,而消費者決定客製化商品的客製化程度。接 下來探討大量這個形容詞在大量客製化的角色,模具化是個重要的觀念對於大量客製化的概念中。因 為模具化可以限制使用者挑選產品構件的範圍,並且增加施工端的方便性與複製性。所以重要的兩點, 1.讓消費者介入設計中 2.讓消費者所選的物件必須是模具化的構件。這樣才能達成大量客製化的要點。 (Duray,2002) 1. 消費者參與其中 消費者參與設計過程的程度是決定最終產品的獨特性。如果消費者在設計的最初期就參與設計,最終 的產品將化以最高客製化的程度呈現。相對的,如果消費者在最後組裝的階段才參與設計,那最終的 產品將不會有太多獨特性產生。- 13 - 2. 模組化 大量客製化必須考慮到製造的成本效益並且達到經濟效果。許多評論家建議模組化是在大量客製化流 程中必要的關鍵(Baldwin, Clark, 1994)。模組化的使用可以避免產生太多樣的構件,而且模組化可以提 供工廠方便去大量重複製造。但是卻可以產生不一樣風格的產品,透過組裝不同模組化的構件。
2.2.2 大量客製化案例
案例一 : Ddress Ddress 由 continuum 公司所推出的客製化產品,提供網頁繪圖或是手機應用程式(如圖 18),讓使用者可以 自行繪製出喜好的衣服剪裁樣式,或是選擇公司提供的樣品(如圖 19),把使用者繪製完成的作品交給衣 服打版師進行客製化的服飾剪裁。Ddress 使用三角面的剪裁和黑色布料來當作品牌的特色,continuum 認 為未來的流行設計應該著重於如何探索新形態的科技與材料,並且在製作的流程上提出有別於傳統製作 的過程。藉由現今科技大眾可以自由的上網取得資訊與互動式的網頁、軟體與可以實現的大量客製化流 程,所以continuum 提出讓消費者自行在家中就能夠設計出自我風格的服飾,就算消費者不是受過專業 的繪圖或是服飾設計訓練,最終產品如圖20 所示。 圖18 Ddress 網頁操作介面 (Huang, 2012)- 14 - 圖19 Ddress 提供樣版參考 (Huang, 2012)
圖20 Ddress 客製化服飾 (Huang, 2012)
案例二 : The layer chair
The layer chair 使用參數化建模系統製作客製化椅子(如圖 21)。使用者可以自行輸入自身的人因尺寸, 電腦中的模型將會同步改變,並且產生出需要製作的元件外型(如圖 22)。而椅子材料則是使用密底板, 製作的機具是使用電腦控制的雷射切割(如圖 23),最後把完成的構建使用黏著劑並且使用夾具固定, 最後即完成客製化椅(如圖 24)。消費者可以即時參與設計過程並且隨時修改設計資料,但外型設計框 架依然是由設計師所確定的,但使用者的彈性卻是比以往的客製化產品更多元。
- 15 -
圖21 The Layer Chair(左);圖 22 參數化建模系統(右) (Schaub, 2011)
圖23 切割構件過程(左);圖 24 組裝構件(右) (Schaub, 2011)
案例三 : Breeding table
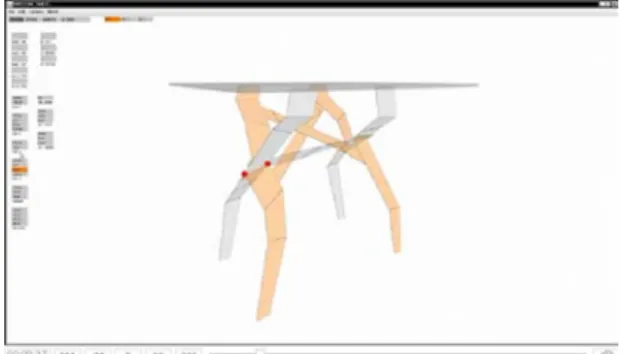
Breeding table 由Kram and Weisshaar 在 2003 年提出本案子到目前還在進行中,設計師希望利用新科技與 互動介面軟體讓消費者參與設計過程並且自行設計桌子。設計師打破以往客製化只能單獨製作一件作品 的概念,使用參數化建模系統與製程限制條件來置入設計過程中,讓客製化商品也能夠大量製作。圖25 是設計師所編寫出來的介面操作系統。
- 16 -
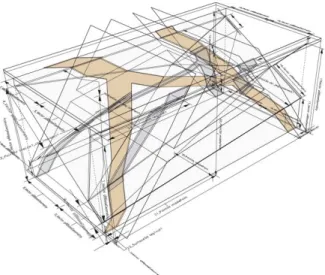
Breeding table 除了考慮基本的桌子尺寸如: 長、寬、高之外,還加入載重資料還有結構限制(如圖 26), 在消費者調整桌子設計的過程中,桌子必須符合基本的載重限制,讓最後消費者所設計出的產品能夠確 實的使用。最後再經由雷射切割,切出需要的尺寸並且冷彎製成還有上漆最後即完成客製化商品(如圖27、 28)
圖26 桌腳限制範圍 (Kram and Weisshaar, 2003)
圖27 breeding table 桌腳上漆(左);圖 28 breeding table 成品(右) (Kram and Weisshaar,2003)
大量客製化流程中,消費者必須參與設計流程,設計師必須立即型的回饋消費者所需要的要求。所以 本論文提出三個不同產品的設計流程,來探索消費者參在操作設計師所設計的互動介面時所遇到的限 制與優缺點。我們可以發現最終產品製作完成時都會兼具設計師的風格外也包含消費者自行設計的品 味在內,而在製作過程中,設計師也把製作流程的工法限制加入到操作介面當中,所以消費者所繪製 出來的作品也是即將完成的成品,並且可以在製作前重複修正,直到所有條件都滿意為止。
- 17 - 表29 操作介面的比較
產品名稱 D dress The layer chair breeding table
產品內容 服飾 椅子 桌子 操作介面 網頁、APP 繪圖軟體介面 網頁互動軟體 操作描述 消費者可以上網後使 用滑鼠在人體模特兒 上繪製想要剪裁的服 飾外型,之後視窗右 邊會出現3D 模擬給 消費者觀看,消費者 也可選擇廠商提供的 目錄 消費者必須下載設計 師所寫好的檔案,之 後再用特定的繪圖軟 體開啟,消費者能夠 調整椅子的長、寬、 高等 消費者可以經由網頁 操作設計師所設計的 互動軟體介面,來自 行調整喜好的桌腳型 式 優點 製作出的成品兼具設 計師風格也有消費者 自我的設計感 製作出的椅子組裝簡 單,直觀性很強烈, 也具有個人特色的產 品 設計師考慮到製作過 程時的限制,當消費 者在操作介面時可以 不用擔心產品無法製 作的問題 缺點 消費者在操作介面 時,所呈 現的 3D 預覽 效果不佳,會有破圖 情況產生 消費者必須下載專屬 的繪圖軟體與檔案才 能夠調整 在網頁中調整時,未 受過尺寸訓練的消費 者可能無法掌握最終 成品的尺度
2.3 構築技術
計算機輔助設計(CAD)是使用電腦計算,產生出電腦計算的設計和設計文件,CAD 軟體提供使用者可以操 作的介面,而設計師可以在此介面中發展設計過程、草圖、和製造過程。而CAD 所輸出的文件通常是數 位檔案,常被用於影印或是適當的輸出機具像是 CNC-milling。CAD 所呈現的模型不只是外型,CAD 所呈 現的模型必須包含模型資訊像是材料、過程、尺寸和誤差值。 CAD 可以在二維空間中繪製出曲線或是外型,也可在三維空間中繪製實體、曲面和曲線。CAD 的發展在 工業上是個重要的技術,其應用領域可以在汽車、造船、航空、工業和建築設計等。由於可應用的領域 太廣,所以許多研究朝向電腦幾何、電腦圖形和離散微積分幾何的研究。 使用CAD 軟體不只幫助設計師模擬即將完成的成品之外,可以提早避免最終產品會產生出的問題,還可 重複的修改軟體內的模型,直到設計師滿意所有的造型和解決在使用CAD 軟體繪圖階段所發現的問題。- 18 -
2.3.1 電腦輔助製造
Computer-aided manufacturing (CAM)實現數位化的資料被成功且精準的製造,而且通常使用 computer numerically controlled (CNC)科技來實現。從數位檔案到數位製造是 CAM 的重要概念,而數位製造通常 從3D-CAD 的模型開始,第一步是透過 CAM 的軟體先分析 3D 模型上面所有即將要被製成的部分,查 看這些構件是否能夠符合製造標準。把分析過後的資訊傳輸到CNC 平台上,選擇恰當的機具來實現檔 案中的模型這流程就是file to factory。(Schodek, Daniel, Digital Design and Manufacturing, 2004).這些流程 奠基在以下四種技術上面 : 1.二維切割 two-dimensional cutting 這是最常用的數位製造技術,有許多機具能夠呈現二維切割的目的,像是: 雷射切割機、水刀切割機、 乳膠切割機。主要是有個二維移動的切割構件,再加上一個移動式的平台,上面放置即將切割的材料。 以上不同的機具主要差別是在與使用者要使用多少厚度的材料、切割的厚度、材料的種類所決定。 2.消去法 subtractive fabrication 這是從一個整體的材料中開始消去其餘的材料,然後讓最終的作品呈現出來。而這種切消機具(CNC multi-axis milling)可以分為 2.3.4.5 軸等不同的切割頭可以旋轉的軸向。依據不同的使用需求和切消的角 度可以選擇適當的軸向來操作。 3.增加法 additive fabrication 使用層疊法依序疊出所需要的成果,是使用增加材料的方法來製成。這項成型技術剛好是消去法的相 反,而增加法是透過擠出構件層層擠出所需要製成的材料,直到最終產品產生才停止,而這項技術因 為目前材料成本較高所以通常應用在客製化的接頭上,以機具來說像是RP 機具。(Kolarevic, Branko, Architecture in the digital age, 2005 – pp.36, 37)
4.成型法 formative fabrication
使用加熱或是冷彎使材料成形到目標化的階段。不改變原始材料的特性使用物理性的方式來達成目標。 並且使用電腦控制系統,控制所需要特定的彎曲角度,精準的達到最終成品,像是玻璃加熱後的雙曲 面的造型、鋼條連續型的彎曲形狀等。(Kolarevic, Branko, Architecture in the digital age, 2005- pp.38- 134)
- 19 -
2.3.2 組裝方式
在目前組裝和成型的方式大部分可分成以下五大類: 1.section 2.tessellating 3.folding 4.contouring 5.forming 以下分別對個別簡介。 1. Section 在正交投影的過程中座標平面和模型斷面有時是最有效的製作實體模型和容易組裝的方式。當建築外 型逐漸複雜的幾何形體使用斷面在電腦中切出多個在曲面上的兩軸互相正交的斷面線,斷面這樣的成 形方式是可以減低施工的困難度,並且快速的把施工數據2D 輪廓線轉檔到另一個使用者上以方便使用。 [c]spcae 就採用 section 的方式組裝完成實際作品,來達到最省的材料並且具有美觀效果,但須考慮到 板材的尺寸與接合問題(如圖 30、31)。
圖30 [c]space(左);圖 31 Detail of [c]space (右) (Dempsey and Huang, 2008)
2. Tessellating 使用一整群的單元模組互相卡接組成,並且在單元體之中沒有空隙來產生結果的曲面或平面。在這概 念最早的起源是來自馬賽克拼貼來自古羅馬和東羅馬帝國或者是伊斯蘭教式的建築外牆上。而在古早 的建築牆上使用鑲嵌主要是為傳遞特別的訊息在這空間中,亦或是要分割空間中的主從地位,透過一 種抽象的語言圖案去呈現。在古老時鑲嵌手法被視為是種手工藝,耗時又耗工,但在當今年代使用電 腦計算出各單元體(三維式的量體)之間組成的角度或是組裝所需的零件數量,都可以在設計師的控制之 下去呈現出最後的實體模型。不管是三維曲面或是二維曲面都可以精確地呈現出來。以Le Corbusier Puppet theater 案子為例,此案例使用 tessellating 組裝成曲面型體,當成劇場來供劇團來使用,不僅滿 足機能也滿足視覺上的美感(如圖 32、33)。
- 20 -
圖32 Detail of Le Corbusier Puppet theater (左);圖 33 Le Corbusier Puppet theater (右) (Huyghe, 2004)
3. Folding
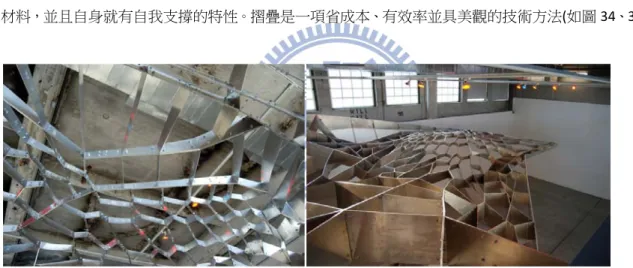
是把一個平面的材質如:鐵、鋁、鋼等折成一個三維的曲面。這是一項非常有潛力的技術,使用這項技 術除了可以成型三維外型在製作幾何結構時也常用到這項技術。而在材質上面通常使用具有延展性的 材料,並且自身就有自我支撐的特性。摺疊是一項省成本、有效率並具美觀的技術方法(如圖 34、35)。
圖34 Detail of Dragonfly(左);圖 35 Dragonfly 成品(右) (Wiscombe, 2007)
4. Contouring
使用平面二維尺寸的材料平板去重新塑型出三維模型,這個概念是使用減去的工法去施作,在材質挑 選上使用平板的材質如: 石板、顆粒板、石膏板、冷凍板、合成板。在成型的機具上使用 CNC 這樣的 機具(如圖 36),這是使用電腦去計算出機器所需要執行時的路徑碼(G-code),Bone Wall 則是使用減去 法製成的代表案例,經由電腦控制產生出曲面單元構建(如圖 37)。
- 21 -
圖36 CNC milling machine(左);圖 37 Bone wall(右) (Macdonald, 2006)
5. Forming
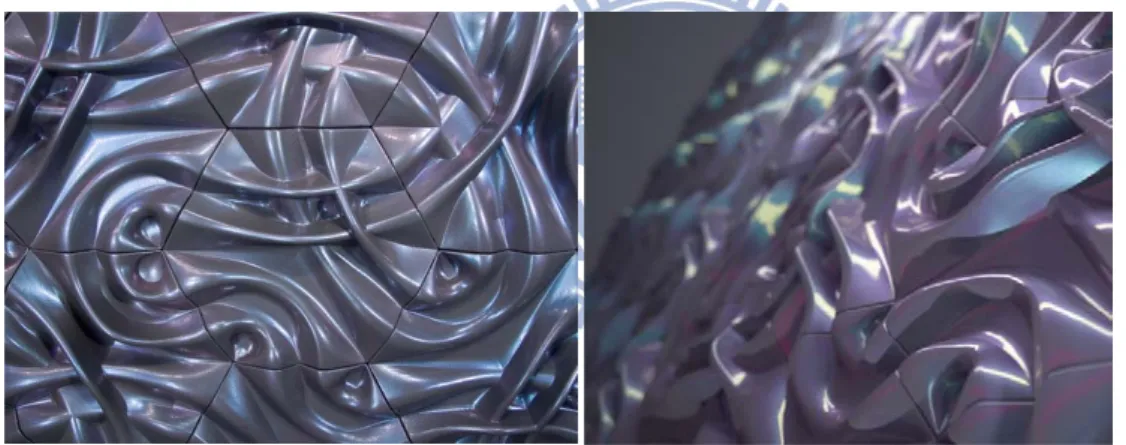
在日常生活中的包裝、塑膠玩具、手機等,常出現在我們生活中。在構築方面成型則出現在大尺度的 模具上面,如窗框、立面裝飾等。在使用成型的技術,事前的預鑄模板是必要的條件,再把想要成型 的材料注入模板中,最後脫模出來即是完成的產品(如圖 38、39)。
圖38 detail of Satin Sheet(左);圖 39 Satin Sheet(右) (Roberge, 2007)
本論文舉例了不同組裝與構成方式的類型,套用到大量客製化的設計流程中,我們可以發現當代客製化 產品大多使用forming 之中 RP 製成技術,因為只需要把消費者在設計界面中所繪製好的圖檔匯入到機具 之中,最後所成型的成品即是作品,但有鑑於RP 的單位材料價格昂貴所以現今的產品大多只適用在於飾 品、小型物件上面。而使用folding 成形的過程中必須經過開模製作,所以花費上價格較高不符合大量客 製化的需求,所以這部分較少運用在客製化產業上。而考慮到成本與製作的簡單性許多大型產品會選擇 section 製作工法,但成果較為單調且必須使用五金或黏著劑固定卡接部分。如表 40 介紹各種組裝方式的 優缺點。
- 22 - 表40 比較分析製作工法
成形名稱 section tessellating folding contouring forming 製成材料 木板、金屬板、 板材類 木板、金屬板、 板材類 金屬類的板材 木板、顆粒板、 石 膏 板 、 冷凍 板、合成板 ABS、塑膠化合 物 機具製成維度 二維切割 二維切割 二維切割 二 維 或 三 維成 形 三維成形 製成特性 二維切割 二維切割 成形法 消去法 增加法 製作時間 (以 1-5 區分 1 最快) 1 3 2 4 5 製作成本 (以 1-5 區分 1 最便宜) 1 2 4 3 5 優點 切 割 構 建 快 速,並且組裝方 便,使用水平與 垂 直 構 件 相互 卡接而成 切 割 構 件 快 速,組裝完成後 的效果極佳 使 用 二 維 切割 後,在進行冷壓 製成外型,完成 後 的 作 品 具有 結構與美感 選 擇 三 軸 以上 的機具,當構件 切 割 完 成 作品 也一併完成,省 去組裝過程 成 形 過 程 簡 單 又方便,使用者 只 須 要 把 圖 檔 匯 入 製 成 機 具,最終完成 作 品就是成品 缺點 作 品 效 果 單調 且 必 須 考 慮到 卡 接 處 需 要何 種黏接劑 組 裝 過 程 費時 費工,必須製作 許 多 單 元 體才 能 組 裝 成 整體 效果 使 用 冷 壓 製 成,必須開模, 而 開 模 的 費用 極為昂貴 切 割 過 程 花費 許久的時間,而 且 在 製 作 過程 中 會 浪 費 許多 材料 材 料 本 身 昂 貴 且 製 作 工 法 費 時
- 23 -
第三章
原型椅設計
本章節從過去案例的設計與經驗,分別針對市面上的人因工程椅的設計進行分析以及探討,分析市面上 椅子常用材料與種類也來當成設計原型椅的元素。在人因感測部分,討論人因工程椅如何調整和機制作 為原型椅設計的先前研究,並且把可以調整的部位精簡運用在本論文的原型椅上。關於椅子設計流程上, 則針對目前市面上傢俱廠商設計椅子的步驟做為參考,最後提出原型椅製作步驟與原型椅所需要的感測 裝置和消費者使用原型椅可以調整坐姿的部位。3.1 設計與分析
椅子是對人們活動起輔助作用的工具,首先必須能夠承受人們活動帶來的各種力量和衝擊。設計師在 設計初期就應該考慮到椅子對外部衝擊的承受力,否則就不能充分呈現椅子的實用功能。因此設計師 應在充分瞭解椅子基礎構造並進行設計,以達到既美觀又實用的目的。為實現這個目的構築了如下的 設計流程。3.1.1 設計流程與要素
椅子設計流程一般可分成四個階段,從概念化到具體概念化階段,接下來是設計結構體部分,最後進入 到檢驗設計階段。以上各種階段都是椅子設計流程時所需要的過程,且在每個步驟都有個別需要注意的 要點與檢驗內容,以下分別為各項內容進行描述。 1. 概念化階段 概念化階段是整體設計的理念和宗旨,是保證今後具體設計得以順利進行的前提條件。對椅子設計概 念化進行設定的過程,涉及椅子相關的功能性、構造和材料以及形狀等問題。針對特定的使用者、市 場需求、製作成本考慮、外型等,特定且定義清楚的問題做出具體的解釋及說明,並條列出所有待解 決和該如何解決的步驟,設計的概念化要充分反映設計師的理念和價值,發揮設計師的創造性。 2. 概念具體化階段 具體化階段是按照在概念化階段設定的設計方案,解決傢俱的構造、功能和美觀問題並創造出其基本 形狀。在這個階段要畫很多草圖、圖樣,做出模型,還要選擇材料,討論椅子的構造以及其他一些細 節問題等。椅子設計的具體化階段就是創造出產品形狀的過程,簡單地講就是做出椅子造型的外觀圖 樣,並對其進行論證。- 24 - 3. 設計傢俱階段 椅子設計的關鍵是將重點放在符合整體的外觀和核心架構上。產品的外觀、椅子的造型以及穩定的構 造應該既反映設計師的設計,又能實現人們對舒適的要求,這就是設計傢俱的重點。為實現這一目標, 設計師在具體化階段提出的產品外觀為基準做出了原型模型。從這個原型模型中,我們不僅可以看到 體現著產品概念的外觀,還可以獲得產品各種配件位置和連接的資訊,如設計概念,傾斜度(Tilt),底 座(Base),扶手(Armrest)等。這可以由設計師在設計產品並做出草圖的同時,從 3 個角度,即曲 面(Surface),曲線(Curve),基準面(Datum Plane)來表現。 4. 設計檢驗階段 通過以上各階段步驟完成的產品設計並不是完美的。尤其是椅子與人體結構有著密切的關係,可以說 人們對產品設計的合理性和適用性的評判是很重要的。因此應該對設計進行檢驗。對於椅子的設計來 說,椅子的大腿--底座(Base)部分能否穩定地支撐人體體重是很重要的。當然除此之外對背靠( Back ) 和扶手( Armrest )的檢驗也是很必要的。通過以上一系列的流程,設計師重要的是創造產品的設計師通 過參與產品的整個開發過程,可以開發出更具親和力,符合人體工程學的產品。 關於椅子設計要素部分,除了考慮到外型美觀外還有主體結構必須考慮其它項的因素,設計師必須考慮 到實用性、藝術性、工藝性還有經濟性。椅子滿足使用者日常生活的機能外還反映使用者的品味與設計 師的風格,以下對各項進行詳細的介紹。 1. 實用性 實用性就是泛指滿足人們生活需求開始與發展的。現代傢俱不但要可靠、適用、安全,更重要的是滿 足它的使用功能與舒適度。無論是靜負荷類傢俱或動負荷類傢俱,都應根據人體工效學的基本法則, 結合人體的生理和心理的需求,設計出合理的傢俱尺度的和空間分割距離,給消費者創造一種最大限 度的舒適和方便以及安全感、視覺美感等,最終回歸到最佳實用效果的目的上來。現代傢俱賦予人們 的美感是通過人們的視覺、觸覺感官來體會與感應的。而傢俱的實用性程度,則是通過人們的反復使 用、接觸來驗證的。 2. 藝術性 現代傢俱已不單純是簡單的日用消費品,傢俱產品作為一種文化現象發展到今天,它已經是現代人類 生活中調劑居室環境的藝術品、裝飾品、是融藝術與實用於一體的一代全新消費品。同時也是直接影 響到室內陳設藝術效果和現代居室文化品味的重要代表性。為此,現代傢俱設計師就必須從這一高度 來認真研究與分析家具設計的要素中的藝術性問題。 3. 工藝性 當前傢俱工業產品的科技製造含量已經發生了巨大變化,幾代構造特點的不同工藝構造款式的傢俱, 都在不同的陳設環境與商場中亮相。70 年代宣傳比較多的 KD 型傢俱 (可調整型傢俱),今天已經發展 到具有國際先進水準的RTA 型傢俱 (組裝型傢俱)。先進的技術設備是實現造型工藝的具體手段,由於 科技的發展,給複雜的造型工藝提供了可靠保證,設計師可以創造出新的造型,傳統的加工方式,技
- 25 - 術與造型的關係是同等的,現代傢俱設計師,則必須是傢俱工業生產領域內先進設備與高工藝水準加 工技藝的熟知者與掌握者。 4. 經濟性 現代傢俱設計中,經濟性設計亦應是設計師不容忽視的一個重要設計環節,這其中也包涵了工藝性設 計的外觀與內 涵,像是加工法、材料的選擇與構成,工藝程序等等。現代傢俱設計師只有在設計實踐中, 將實用性、藝術性、工藝性、經濟性(目標成本法則)有機地結合與靈活運用,才能實現不斷推出好的產 品,奉獻給廣大消費者。
3.1.2 樣式與材料種類
1. 椅子樣式 單椅(side chair)在椅子兩側沒有扶手,但有椅背倚靠,椅面高於地平面,供給使用者施座(如圖 41-1)。 扶手椅(armchair)在椅子的兩側有扶手,並且有椅背倚靠,椅面高於地平面,供給使用者施座(如圖41-2)。 辦公椅(office chair)辦公椅主要設計於提高員工生產力,使他們可以長時間坐在椅子上。帶有腳輪的旋 轉椅子,讓員工保持坐姿並且方便坐在椅子上移動到達辦公室內的地點。減少員工花費時間和精力(如 圖41-3)。吧檯椅(bar stool)吧檯椅是椅凳的一種且有讓腳踩靠休息的地方,因為吧檯椅的高度和狹小的 椅座,是被設計放在公共空間或是吧檯。吧檯椅讓使用者可以看到更好的視野可以添加喝酒社交時的 樂趣和氣氛(如圖 41-4)。椅凳(stool/bench)沒有椅背且沒有扶手的椅子只有一人座位,使用椅腳或腿支 撐身體重量(如圖 41-5)。沙發(sofa)提供一人或多人的座椅,有舒適的軟墊(如圖 40-6)。 圖41 各種椅子類型整理(made in design, 1999)- 26 - 2. 材料種類 木材(wooden)木材是一種堅硬的材料具有纖維組織可以從樹木原料製成木板。木材已被使用很長一段時 間,不管是在工程或建築材料上。它是一種有機自然的材料(如圖 42-1)。皮革(leather)皮革是一種耐用且 具有彈性的材料,從動物的外皮取下後製成,在經過加工製造且乾燥後可以使用,通常採用公牛的外皮 製成牛皮。可以應用在不同的工藝產品上(如圖 42-2)。塑料(plastic)塑料是在製造業最廣泛使用的材料, 使用合成化學材質組成具有高分子有機聚合物的材料像是PVC、PE、PET 等(如圖 42-3)。金屬(metal) 是種元素、化合物或合金,是電力和熱的良導體。通常金屬具有延展性和光澤,可以反射大部分的自 然光(如圖 42-4)。紡織(textile)紡織是一種具有彈性的材質,從天然或人工纖維組成。紗是由紡織纖維 羊毛、亞麻、棉花或其它材料組成,以生產線的方式製作出。紡織是由交織、針織、勾針等技術編織 而成(如圖 42-5)。石材(stone)在地質學,石頭或岩石是一種自然界組成的礦物質。一般情況下岩石有三 種類型,火山岩、沉積岩、變質岩(如圖 42-6)。 圖42 各種椅子材料整理(made in design, 1999)
3.2 原型椅的量測單元
當消費者選購人因工程椅時,使用者獲得一張適合自己尺寸的椅子是非常重要的。並非所有的人因工 程椅都具有可調整的功能,所以在選購時消費者必須試座,並且親自調整。以下是人因工程椅可調整 部分的參考值。3.2.1 座椅部分
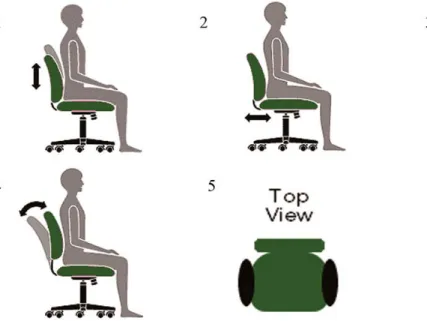
座椅部分是椅子的最基本元素,椅面的大小與深度會影響消費者座姿的舒適度。所以市面上工程椅工廠 建議消費者該如何選定適合自身的工程椅,以及如何調整到最適合各消費者的身體資訊。以下針對座椅- 27 - 的高度、座椅的平面寬度、座椅平面的深度、椅背高度與角度的調整進行個別細部分析。 1. 椅座的高度調整 椅座可調整的高度範圍應該稍微高於或低於使用者的理想坐姿才是理想的高度調整。椅座的高度調整 根據使用者的身高而定通常座椅可調範圍在38 ~ 55 公分之間,使用者的身高在 152 ~ 190 公分之間。 少數的椅子提供範圍很廣的可調高度,所以在選擇椅子時應該非常注意椅子的可調高度。座椅高度應 具有氣動可調的裝置,當使用者坐在椅子上時可直接調整高度(如圖 43-1)。 2. 椅座平面的深度調整 當使用者坐在座椅平面上時,座椅平面的前緣應與膝蓋後側距離兩隻手指的距離。恰當的工程椅應該 提供椅面前後調整的功能,以便使用者可以自行找到舒適的背部曲線椅靠在椅背上。目前有兩種可調 深度的裝置,各別是把滑動裝置裝在和座椅平面高度相同的位子,讓使用者可以拉出或推進這滑動裝 置椅調整椅座深度,另一種是像球形的裝置裝在椅背上讓使用者調者,後者這種裝置讓使用者比較難 去調整到恰當姿勢(如圖 43-2)。 3. 椅背高度的調整 椅背應該能夠上下調整,讓使用的的脊椎可符合並且恰當的符合椅靠在椅背的曲線上。椅背高度的調 整應該是最常見的可調系統(如圖 43-3)。 4. 椅背角度的調整 椅背角度的調整可以幫助使用者的上半身型服貼椅背,椅背角度的調整主要是釋放使用者下半身體的 重量到椅子上。許多椅子具有可調整的功能並且可以固定角度,讓使用者的適當座姿可以被固定,適 當的角度應該是110~130 度(如圖 43-4)。 5. 椅座的平面寬度 椅座平面應該夠深,當使用者坐下時不應該讓椅座平面碰觸到膝蓋內側。座椅平面的寬度應該左右各 多於使用者的臀部至少2.5 公分。相反的椅座平面寬度不應太寬,太寬以至於使用者不能舒服的把手 放置在扶手上(如圖 43-5)。
- 28 - 圖43 人因工程椅調整部分(the human solution, 2003)
3.2.2 機構部分
除了椅面的重要性之外,工程椅的機構部分也是非常重要的一環,機構可動的部分會影響使用者在椅子 上移動時的活動性。以下針對椅背傾斜、扶手的調整、椅子動力裝置、同步傾斜機構分別作細部分析。 1. 椅背傾斜張力的調整 這項調整球狀裝置可以讓使用者釋放適當的身體重量當椅靠在椅子上時,人體工學椅通常具有互相抵 銷的物理裝置(如圖 44)。 2. 扶手的調整 扶手的調整主要讓使用者在適當座姿時可以輕鬆地放置雙手的位子在椅子的扶手上。適當的扶手調整 應該具有高度和寬度的調整,有些使用者可以在打字的時候把雙手放置在扶手上以便減少雙手的重量 (如圖 45)。- 29 - 3. 椅子的動力裝置選擇 動力裝置控制座椅和背靠的移動。它包含了控制座椅平面的推、拉、扭轉。有時一張工程椅子包含不只 一種動力選擇。 3-1 多功能動力 此動力裝置最常被使用因為它的廣泛可調性。背靠、座椅和傾斜的調整是獨立各別調整的。也可以提 供固定角度的功能,所以此種裝置可以提供多樣的座姿選擇。這種裝置從椅座的中心點開始調整傾斜 或是角度(如圖 46)。
圖46 多功能動力移動範圍(the human solution, 2003)
3-2 同步傾斜動力
椅座和椅背的調整是同步進行的當使用者椅靠在座椅上時,相較之下此機制具有較少的可調功能,通 常具有此裝置的人因工程椅在椅面的前緣具有可調整的角度,讓使用者膝蓋後端避免和椅面接觸(如圖 47)。
圖47 同步傾斜動力移動範圍(the human solution, 2003)
3.3 原型椅
本研究採用原型感測椅去偵測各別使用者不同的座姿需求與外型需求,原型感測椅目的為獲得使用者 的人體工學資訊,並非直接採用靜態計測的方式或是直接採用人體平均值數據去製作大量客製化椅子, 而是從動態計測的角度並且加上同步顯示調整時的狀況在電腦螢幕中。讓使用者可以更直觀且更客製 化的裝置。
- 30 -
3.3.1 製作設計
1. 使用對象 使用對象為需要專屬座姿和專屬美感的使用者,年齡設定為青少年到壯年期間的男女,不考慮幼童及 年長者,並且不考慮長時間坐姿和坐姿正確度。讓使用者可以參與整個設計流程,使用者自行調整出 適合的坐姿並且選擇適當的組裝結構。 2. 製作材料 原型感測椅的主要結構體為3mm 的透明壓克力所構成,改變折板之間的角度可以改變可變電阻的數值, 利用中央控制板來收集使用者改變折板之間的角度,最後使用這些數值來當作參數化模型的參數。 1. 水平可調式可變電阻、旋鈕式可變電阻:用來偵測夾板角度的變化值; 2. 跳線:用於控制板與電阻接線; 3. 3mm 壓克力:用來製作主體原型感測椅部分; 4. 螺絲、螺帽:鎖緊木料部分; 5. 墊片:增加螺絲與木板間的摩擦值; 6. Seeduino:讀取可變電阻的資料,並傳輸到電腦中(如圖 48); 7. USB:控制板與電腦間的傳輸線。 圖48 Seeduino 中央控制板- 31 - 3. 感測部分 依據文獻中目前市場人因工程椅可調整的部分進行感測。以下為主要偵測人體數值部分: 1. 椅面的水平寬度:因依據個別使用者臀部寬度不一進行測量,適當距離為臀部左右兩側各多出至少 2.5 公分; 2. 椅面到地面的高度:因依據個別使用者的身高腿長不一進行測量,適當的椅面高度為雙腳腳底板平 放在地面上,且臀部略低或高於膝蓋高度。 3. 椅背與椅面的角度:因依據個別使用者的舒適座姿不一進行測量,適當的角度為110~130 度之間, 並且可以固定使用者適當的角度。 4. 椅背的垂直上下高度:因依據個別使用者的身軀長度不一進行測量,適當的椅背高度應符合使用者 脊椎曲線並且可以支撐使用者上半身體重量。 5. 椅背的水平前後距離:因依據個別使用者的大腿長不一進行測量,適當的深度距離為膝蓋內側道椅 面前緣約兩隻手指的距離。 6. 椅面前緣的角度調整部分:為了避免使用者膝蓋碰觸到椅面前緣造成不舒適感。 7. 椅背與椅面造型部分:依據個別使用者美感需求不一,所以讓使用者可以自行調整出喜好的外型線 條。 需要注意的地方是在安裝可變電阻的時候,當折板的角度變動時,必需同時讓可變電阻的數值產生改 變。以下為各折板部位與可變電阻安裝的圖片。關於感測部分,必須考慮到感測器如何與實體模型安 裝,本論文採用的感測裝置是可變電阻,利用可變電阻的電阻值產生變化的數值轉換成折板之間的角 度變化或是距離變化。本論文使用兩種不同的可變電阻,一為旋鈕式的可變電阻,另一種為滑軌式的 可變電阻,分別安裝在不同的需求位子。因為滑軌式的可變電阻可調整的距離有限制,所以必須使用 齒輪的齒比設計來增加可變電阻值的感測距離。和旋鈕式的旋轉角度可以滿足在實體模型中的折板角 度的變化(如圖 49)。 圖49 可變電阻與實體模型安裝圖
- 32 -
3.3.2 機構設計
主要考慮可變電阻與壓克力之間的安裝方法,並且能夠成功測量數據。在椅面到椅背的距離裝上齒輪 去增加可偵測的範圍,椅腳到椅面的距離也是用齒輪來增加可調範圍。滑動式可變電阻則是安裝在水 平移動的部分;旋鈕式可變電阻則是安裝在旋轉角度的部分。主要注意的地方是在椅面的部份有安裝 滑軌式的五金,目的是使椅面水平的移動能夠更加順暢。以下為各部的機構設計共為七個部分。椅面 的水平寬度設計、椅面到地面的高度設計、椅背與椅面的角度設計、椅背的垂直上下高度設計、椅背 的水平前後距離設計、椅面前緣的角度調整部分設計、椅背與椅面造型部分設計。 椅面與椅背的距離調整部分還有椅腳的高度調整部分有用使用到齒輪的配比去增加滑動式可變電阻的 感測值。因為壓克力彼此的摩擦力過高所以在安裝過程中必須加入針車油來降低摩擦阻力(如圖 50)。 圖50 齒輪與可變電阻安裝部分 角度與距離的機構設計完成後,經過初步的組裝測試和中央控制板的安裝部分測試,發現椅面的重量 大過於水平向度的支撐,結構體脆弱所以必須在接下步驟更加改進(如圖 51)。 圖51 各個折板部分的距離和角度測試- 33 -
第四章
原型椅實作與測試
本章節首先製作原型椅,讓原型椅偵測個別使用者的人體資訊,在把所偵測的資訊運用到參數模型中, 讓消費者在互動介面中操作選擇喜愛的樣式與材料。最後本章節依據參考文獻中目前市面上組裝方式, 製作實體模型,用來探討從量測到製作的過程中,是否如預期的目標一致,是流暢且符合消費者的目標 需求。4.1 原型椅製作
在製作原型感測椅之前,先調查市面上人體工學椅基本可調整的部分,如:椅面大小、椅腳高度、椅背 角度和外型調整,再依據這些經常被使用者調整的部分進行原型模型椅的基本設計。而原型感測椅可 偵測變動的部分為椅背與椅墊的角度、椅腳到椅墊的高度、椅背到椅墊的深度距離和椅背與椅面的造 型變化。 1. 組裝過程 在椅背的部分主要偵測椅背邊緣可彎曲的角度部分,和椅背垂直向度的距離變化。這部分的結構與感 測器安裝的過程是妥當的,確保各部份的移動能夠順暢(如圖 52)。 圖52 椅背的偵測部分 在椅面的部分主要偵測椅面邊緣可彎曲的角度部分,和椅背垂直向度的距離變化。在椅面與椅背交接 處改用新的結構方式,讓椅面的承載力增加到足夠支撐椅背(如圖 53)。- 34 - 圖53 椅面的偵測部分 在椅腳的部分主要偵測椅面到地板水平面的距離,讓使用者可以依據身高不同而調整適合的座椅高度 (如圖 54)。 圖54 椅腳的偵測部分 在接線的部分讓各感測器的配線能夠接上中央控制板外,並且有足夠的腳位能夠讓所有的感測器讀取 訊號,考慮使用者在操作原型椅時不被訊號線所干擾,影響操作(如圖 55)。
- 35 - 圖55 接線部分 2. 同步顯示 接收數據部分,先把接受到的可變電阻數值傳輸到中央控制板來彙整資料,把這些資料記錄在電腦暫 存空間中,再把暫存空間中的資訊提取出來,使用rhinoceros 中的外掛 firefly 來完成接洽外部實體模 型與電腦3d 中的模型。firefly 可以把外部的實體模型感測資訊成功的轉化成建模資訊的參數因子,把 可變電阻的訊號值轉化成角度值,利用這些角度值讓3d 中的模型產生外型上的變化。 當實體模型各個部分的角度變動時能夠改變電阻值上面的數據,和保持相同的傳輸數率,到這階段才 算完成從實體環境中獲取使用者的使用資訊,把這些資訊當作調整參數化設計的因子。使得最終產品 能夠保有的資訊除了軟體模型內的參數因子也包含了實體環境中使用者操作模型的資料(如圖 56)。 圖56 同步傳輸照片
- 36 - 3. 製作結果 最終完成的原型感測椅除了解決結構上的問題,並且各部分的感測器安裝也完成,再者,把資訊能夠 成功的擷取出來呈現在電腦螢幕中,讓實體模型改變的同時,也能夠影響虛擬螢幕中的模型。讓使用 者可以自行調整出合適的姿勢與尺寸(如圖 57)。 圖57 原型感測椅完成照片 各部分可調整的部分經過測試後已經可以完整運作,在結構上椅背與椅面之間的結構關係也解決,關 於滑動式可變電阻與齒輪之間的接合也能完成運作(如圖 58)。 圖58 角度改變照片
- 37 -
4.2 程式製作
依據Iwamoto, L.: 2009, Digital Fabrications 所提到目前的構築技術大約可以分成五類:section, tessellating, folding , contouring and forming。本論文根據這五類作為編寫程式的概念,而每一種構築方式對應到不 同的材料選擇與租裝方式,目的是讓使用者可以選擇自行喜好的設計與風格。 當本論文在設計不同組裝方式的同時,必須考慮到讓使用者有機會能夠自行調整程式內的參數,像是 產品外型的圖案配置、產品的材質顏色或是產品的尺寸大小。設計師在此階段的腳色應該作為設計產 品的框架,並非設計一個絕對的產品讓所有使用者共同使用,因為個別使用者都有著不同的使用習性 與風格。 1. Section type 基於最基本的組裝模式探索正交和斜角方式在結構上與視覺上的表現不同。正交和斜角的組裝方式都 是使用卡接結構完成。以XY 平面的垂直兩平面相交集的地方製作榫頭。最後發現正交的模型在榫頭 上是完全正交可以配合雷切機具二維向度的切割和組裝步驟。最終的組裝模型與3D 模型呈現相同沒有 變形。但是以斜角製作的模型,發現模型上卡榫部分不是垂直相交,有斜角的關係呈現菱形格。再者, 因為機具上的性質無法切出斜面的卡榫街頭,所以導致最終的模型有變形的問題(如圖 59)。 圖59 正交和斜角探索組裝卡榫問題 2. Tessellating type 因為使用者的條件參數不同,讓產品可以依據使用者不同的特性生產出不同的外型。以Tessellating type 的形式來說,依據原型感測椅上椅面上壓力的數值改變影響到作品中椅面上的分割形式的不同,當人 體在椅座部分施力較大時,該部分的分割應該較密集,來增加結構上的穩定(如圖 60)。並且可以依據
- 38 - 使用者的喜好分佈椅面上的圖案,來讓使用者決定何處的椅面應該有較多或較少的分割形式(如圖61)。 圖60 Tessellating type 照片 圖61 Tessellating type 透視照片 3. Folding type 配合可以冷彎的材料如鐵、鋁等。配合沖壓的技術成形,設計以下的程式,使用蜂巢結構作為整體結 構的支撐體。並且加入可以讓使用者調整的控制點讓椅面上的蜂巢結構可以依據控制點而改變上面的 開洞大小(如圖 62、63)。
- 39 - 圖62 Folding type 透視照片 圖63 控制點改變蜂巢結構 4. Contouring type Contouring type 以 CNC 方式製成的概念下去編寫,CNC 洗出每個單元上相切圓的溝槽和製作出每個大 小不相同的三角面。使用者依然可以調整椅面上的三角形大小,這將會影響相切圓之間的大小,製作 出每個單元體後,最終組成最終的完成椅面(如圖 64、65)。
- 40 - 圖64 Contouring type 透視照片
圖65 相切圓細部圖照片
5. Forming type
以Forming type 的可調整參數化來說,該構成方式以 3d printer 為製作的機具,所以在設計上每個構成 的單元模組可以採用曲率較大的單元,3d printer 是具有從無到有且一體成形的製作特性,因此可以排 除設計組裝結構上的問題。以下圖示呈現各單元體接合角度的方向和順序選擇最適當的配置方法來組 裝(如圖 66、67)。
- 41 - 圖66 Forming type 照片 圖67 Forming type 照片程式製作 製作樣板施工 除了考慮到使用者自行調整設計的彈性之外,應該也考慮到施工端的機具的尺寸,和適當的材料大小。 設計師在設計參數化設計的階段應當把製作端的限定條件考慮進去,如此一來才能流暢地從設計端到 製作端完成產品生產作業。 使用可調整的參數設計所產生出的製作元件,可以方便工廠端的製作過程(如圖 68)。可以接受不同流 程階段的背景資訊外,不斷的在3d 模型中反覆修正,可以預測出未來組裝方式的可能性與解決在組裝 上可能出現的問題。
- 42 - 圖68 同步傳輸照片
4.2 結果評估
目前本論文從原型模型椅獲得的資訊經由設計師事先設計好的程式框架,依據這些資訊來製作實體模 型,因為經費與時間上的因素,所以本論文以製作1:2 尺度的模型來呈現最終狀態,因為可調參數設 計的特性,讓設計師在設計過程中可以選擇不同的製程過程與機,Tessellating type 的製作方式則是選 用laser cutting 來完成,考慮到 laser cutting 機台的尺寸還有板材的大小之後,切出經由可調整參數設 計產生的構件,組裝過程則是使用兩片材料相互卡接而成。而另一項Forming type 則是使用 RP 製成技 術來成型,因為使用機具上的特性,在製作過程中RP 會噴出原料 ABS 與支撐材料,所以在過程中必須 花費時間洗去支撐材料,在RP 成型的成型技術中雖然能夠有較多的造型變化,但是所花費的時間與成 本卻是較Tessellating type 高上許多。 最終完成的模型就如同電腦螢幕中模擬的樣子,不論是在外型還是使用者的尺寸都是符合個別使用者 的資訊跟喜好。因為CAD/CAM 和參數畫設計的貢獻,讓此作品可以精準且快速的產出並且在組裝的 過程中沒有錯誤。快速客製化的設計過程讓使用者也可以自由地加入在其中,使得從最初設計的產品 到最終製作的產品一致。 1. Section type 使用斜角卡榫製作出的模型雖然視覺效果較為強烈,但因為雷射切割機具的特性無法製作出有斜度的 卡榫所以在製作出來的模型有變形的情況發生,並不如電腦模型上的外型。在未來的解決方法為改成 為CNC 或具有可製作斜角卡榫的機具來製作構件,或是使用正交方式的垂直卡榫來解決此問題(如圖 69)。- 43 - 圖69 Section type 組裝過程照 2. Tessellating type 使用雷射切割機所製作出的單元,因為是垂直正交的結構所以在組裝過程中並無出現任何問題,只需 要依據編號順序組裝即可成為最終模型。但模型的組裝過程中較為費時與費工,與要花費許多時間來 比對編號與位子(如圖 70)。 圖70 Tessellating type 單元圖 最終完成的成果與椅面上的圖案還有外型完全依據使用者所調整的曲線來製成,且沒有變形量的問題, 配合上適當的機具製成,效果正如在3D 視窗模型中的成果一致(如圖 71)。