亞 東 學 報 第 2 6 期 2006 年 5 月 頁 185~194 亞 東 技 術 學 院
三種商用染色打樣機對不同織物染著機制之研究(一)
嚴建國
材料與纖維系
摘要
本研究乃使用目前染整業用以染色打樣之三種染 色機:甘油浴式高溫高壓染色機、紅外線染色機及漩 渦振盪式染色機,分別以 (1)分散性染料染聚酯織物、 (2)直接染料染天然棉織物,並比較其染色性。實驗結 果顯示:以表觀色強度而言,紅外線染色機略優於漩 渦振盪式染色機,而較優於甘油浴式高溫高壓染色 機;以均染性而言,除少數染料之均染性三者皆不佳 外,其餘染料之均染性,以紅外線染色機之均染性較 佳,甘油浴式及漩渦式染色機則優劣互見。 關鍵詞:甘油浴式高溫高壓染色機、紅外線染色機、 漩渦振盪式染色機、聚酯織物、天然棉織物、 分散性染料、直接染料壹、前言
18 世紀的英國,先是 1733 年英國人 J. 凱發明 動力織機的關鍵技術 ─ ”飛梭”機構、1775 年英國 J. 克雷思製成針織絲經編機、1799 年美國 S. 克朗普 頓發明走錠紡紗機、1793 年美國 E. 惠特尼發明鋸 齒軋棉機……一系列紡織機器的問世,再加上蒸汽 機的發明和應用,不僅帶來英國紡織業的空前繁 榮,而且引發了人類社會的第一次產業革命。 現代紡織工業的主體是以棉花、羊毛、麻纖維、 蠶繭和化學纖維為原料,進行紡、織加工的棉紡織 工業、毛紡織工業、麻紡織工業、絲綢工業、針織 工業、化纖工業,以及進行織物印染、織物後整理 加工的印染工業。20 世紀 60 年代又發展出以纖維(短 纖)為原料,不經過傳統的紡紗、織造工序,將纖維 開鬆、梳理、鋪成絮片後直接製成“不織布”的無紡 布製造業。經過 200 多年的發展,紡織工業成為一 個重要且與民眾息息相關的工業[1]。 自從政府於民國38 年播遷來台,迄今已超過 56 年,此期間台灣的經濟發展史中,曾經有非常傲人 的成就,其中,紡織業有過不可磨滅的貢獻,有超 過40 年的時間,紡織工業的出超排名第一,且遠超 過其他工業,若說紡織業過往的興盛奠定了台灣的 經濟基礎,實並不為過。 紡織工業中,涵蓋了纖維製造、紡紗、織造、 染色、整理、製衣、傢飾及其他相關工程,其中, 染色工程是非常重要的一環,染色的成敗,往往牽 涉到巨額的利潤、賠償金,甚至廠家的信譽。台灣 的中小型代染工廠在極盛時期可多達六千家,可見 其重要性。如此盛況,隨著產業西移,不復可見, 但台商在對岸設廠及根留台灣繼續經營者仍是非常 多的,每年接獲國外的訂單數,也仍是非常多的。 「打色樣」,指的是客戶下訂單給布料貿易商, 後者本身無染整廠,即委託代染工廠染布,但因一 個訂單往往涉及數千或上萬碼的布,若染色錯誤, 染廠是無法承受賠償的損失的,因此,一般的做法 是:先由染廠就貿易商提供其客戶交付之樣布,先 用小型染色機試染小尺寸色布,由主管自行對色或 交與貿易商對色,確定後再行下缸染色。台灣仍有 許多小型代染工廠,專門替貿易商打國外客戶的訂亞東學報 第 26 期 單色樣,而且為數不少,亦可見染色的「打樣」是 非常重要的一件前置作業。染色無誤,可賺進可觀 之利潤,染色錯誤、或有嚴重瑕疵,遭貿易商或客 戶退貨拒收,那可得面對巨額的損失或賠償金了。 綜上論述可知:「打色樣」的重要性。 既然「打色樣」是如此之重要,俗話云:「工欲 善其事,必先利其器」,「打色樣」用的「小型染色 機」的功能,當然是相對重要的。此類染機的發展, 歷史已相當久遠了,目前在業界使用最多的類型大 致有三類,即「甘油浴式高溫高壓染色機」、「紅外 線染色機」及「漩渦振盪式染色機」。對於分散性染 料染聚酯纖維及直接染料染天然棉織物之研究,其 各項染色條件對於染色效果之影響,已有許多學者 或染色工作者做過許多的研究,獲致許多受業界肯 定的成果。故對於染色時所應用到的染色條件,本 專題研究固定染色溫度、染色時間、浴比、染液酸 鹼值等條件,而僅專注於染料濃度的差異,以分散 性染料染著聚酯織物、及直接染料染著天然棉織 物,並比較其染色性,期能提供業界做為使用之參 考。
貳 、 理 論
2-1 聚酯纖維與分散性染料 2-1-1 聚酯纖維的化學構造 聚酯纖維係由對苯二甲酸[HOOC(C6H4)COOH](Terephthalic acid, TPA) 及乙二醇 [HO(CH2)2OH]
(Ethylene glycol, EG) 的聚合體 PET (Polyethylene terephthalate) 所構成的線狀巨分子,以熔融紡絲及 熱 延 伸 法 製 造 而 成 。 達 克 龍(Dacron) 、 特 多 龍 (Tetoron),即為聚酯纖維的代表性產物。聚酯纖維是 一種具高結晶度的疏水性纖維,缺乏活性的基團, 亦即染著席位較少,而且聚酯纖維本身缺乏親水性 基團,因缺乏側鍵,纖維分子排列成整齊的Z 字型, 缺乏裂口間隙,因而染料分子不易進入聚酯纖維內 部,此種整齊排列的長鏈結構甚為安定,不易改變 其形式與位置,因此造成染色性不良,唯有藉助較 特殊之方式使染料進入,例如高溫高壓,可使聚酯 纖維本身受相當溫度之熱效應而膨脹,纖維孔隙因 而張開,染料分子得以進入緊密的纖維分子間,當 降低溫度時,孔隙則恢復原狀,染料分子因被挾持 而固著於纖維內部。 2-1-2 分散性染料化學構造上之特徵[2] 2-1-2-1 化學構造分類: 1. 偶氮苯(azo benzene)系 單 偶 氮(monoazo) 、 雙 偶 氮 (diazo) 、 參 偶 氮 (triazo) 、 多 偶 氮 (polyazo) 、 偶 氮 萘 (azo naphthalene)系染料。
2. 雜環偶氮系
噻 唑 偶 氮(thiazole azo) 系 、 苯 並 噻 唑 偶 氮 (benzothiazole azo)、 啉偶氮(quinoline azo) 系 、 咪 唑 偶 氮(imidazole azo) 系 、 噻 吩 偶 氮 (thiophene azo)系染料。 3. 蒽醌(anthraquinone)系; 4. 縮合系 苯乙烯(styrene)系、香豆素(coumarin)系等。 上 述 各 系 中 , 偶 氮 系 佔 70% 、 蒽 醌 系 佔 15~20%,其它佔 10~15%。 2-1-2-2 分散性染料之化學構造非常分歧,但有如 下之共同特徵: 1. 分子量小; 2. 以分散劑將染料分散形成安定分散液 (粒徑 約0.5 ~ 2.0 µm); 3. 芳香族或脂肪族構造上具有 – NH2、– NHR 及– OH 基,基本上為非離子; 4. 對水之溶解度低,必須要有少量的溶解性( 溶 解度0.1 mg/l 以上 ); 5. 纖維中,染料的飽和值高 ( 纖維 1g 溶解 10 ~ 50mg 染料 ); 6. 染色中不產生化學變化。 2-1-2-3 分散性染料染聚酯纖維之方法及其性能要 求如下: 1. 高溫染色法 ‧均染性佳,吸盡率高。 ‧高溫中,染料分散性佳,不易產生凝集。
三種商用染色打樣機對不同織物染著機制之研究(一) ‧混紡品染色對他種纖維污染少。 2. 導染劑染色法 ‧使用低能量染料。 ‧ 與 各 種 導 染 劑 之 相 容 性 佳 , 積 色 性 (Build-up)優。 ‧對羊毛等天然纖維污染少。 2-1-3 分散性染料對聚酯纖維的染著機構 聚酯纖維的染色,以分散性染料為主。其染著 機構與醋酸纖維相類似,為染料分散擴散至纖維內 部而染著,其為有別於溶解於液體水,而為溶解於 纖維固體的一種現象。即使同時使用兩種染料染色 時,亦各有其獨立的染著曲線,而同時被吸著。 染料與聚酯纖維間的化學鍵結並不強,主要係 以聚酯纖維的酯基與染料的胺基或羰基形成氫鍵以 及苯環間的凡得瓦爾力(Van der Waals Force)所構 成。主鏈中的酯基(– COO –)即為其染著席位。下圖 為染料與纖維結合的示意圖,如前所述,係與纖維 的酯基間形成氫鍵結所使然,其他亦有經由凡得瓦 爾力之結合。 染 料 纖 維 Dye N H H O C O R R' =
但分散性染料在 100 ℃以下,染著速度尚極 低,幾乎不能染著。其原因一如在染著特性中所述 者,由於它與染料間的飽和值比尼龍大,大約與醋 酸纖維相等,故只要提高染著速度即可染著。此種 難染性,可藉以下之方法解決之: a. 高溫染色法 若於聚酯之玻璃轉位點(Tg,又稱二次轉移點) 80 ℃以上的高溫下進行,則纖維及染料分子的熱運 動增加,可使染料分子易於擴散而增進染著。實際 操作係在密閉的高壓染浴中,於130 ℃左右進行染 色(高溫高壓法)。亦有採用預先使纖維表面附著染 料,在約150~160 ℃的乾熱下,於數秒鐘間向纖維 內部產生熱熔擴散的方法(熱熔染色法)。 b. 使用膨潤劑的方法 即選擇能使聚酯纖維膨潤的有機溶劑,添加於染 浴中進行染色的方法。這些有機溶劑稱為膨潤劑 (carrier,或稱導染劑),如聯苯(biphenyl)、鄰-苯酚 (o-phenyl phenol) 、 氯 苯 (chlorobenzene) 、 烷 基 萘 (alkylnaphthalene)等,係以乳化分散狀態使用之。 膨潤劑的膨潤作用,即是使纖維分子間的結合鬆 弛,降低玻璃轉位點,藉分子間的間隙增大,以提 高染料的擴散速度,因而使在常壓沸騰溫度以下的 染色變為可能。本實驗係以高溫高壓染色法為之。 2-2 天然棉纖維與直接染料 2-2-1 天然棉纖維的特性[3-4] 原棉,是紡織工業的重要原料。人類利用原棉 已有悠久的歷史,早在公元前 5000 年甚至公元前 7000 年前,中美洲可能已開始利用。18 世紀產業革 命以來,棉已成為全世界最主要的紡織原料。棉纖 維製品適宜縫製各類衣著,有吸濕和透氣性好、柔 軟和保暖等優點。 棉纖維壁的主要組成物質是很高聚合度的纖維 素,表層含蠟類物質(稱為棉蠟)和少量糖類物質;內 壁面有原生質乾燥後的固態殘餘物,含有蛋白質、 糖類、半纖維素、灰分、少量有機酸等。乾燥的成 熟棉纖維中,纖維素含量在95%以上,是自然界中 純度極高的纖維素資源。成熟棉纖維中纖維素分子 的平均聚合度有數千甚至高達1 萬以上。 棉纖維的化學性質 棉纖維可與多種化學藥劑 起作用。酸類物質,特別是高溫的強酸,作用於棉 纖維時,纖維素易加水分解,大分子長鏈斷裂,連 續作用最終將使其分解成為葡萄糖。氧化性強酸如 硫酸,甚至使纖維素分子鏈中的部分氫、氧原子成 為水分子,使纖維素脫水碳化。因此,棉纖維易受 酸類物質侵蝕破壞而強度下降、伸長性能減弱、彈 性變差,最終喪失使用價值。但某些適當濃度的酸 也可能並不切斷纖維素分子長鏈,而將酸根基團接 在側鏈羥基上形成纖維素酯,如纖維素硝酸酯、醋 酸酯、磺酸酯等。 鹼,包括高溫的濃鹼,作用於棉纖維時,棉蠟
亞東學報 第 26 期 易被皂化除去,糖類、蛋白質等物質和灰分等較易 水解或通過其他作用構成水溶物質而被除去。纖維 素在氫氧化鈉作用下會生成鹼纖維素。鹼結合在葡 萄糖鏈節的羥基上,使棉纖維橫向劇烈膨脹、縱向 收縮,但大分子長鏈很少被破壞;在後續的水洗中, 仍能脫鹼而還原成纖維素,因此棉纖維抗鹼能力很 強。在這種情況下,棉纖維截面變成近似圓形。在 鹼作用時對纖維施加張力,阻止其縮短,所得纖維 產品光澤明顯增強,抗拉強度提高,染料吸著能力 加強,這就是棉纖維的“絲光”效應,產品稱絲光棉 纖維。經過充分絲光的棉纖維,微原纖中分子排列 成水化纖維素晶格,參數不同於天然棉纖維,而與 嫘縈纖維相同。 棉纖維吸濕性 棉纖維由空氣中吸收水汽或吸 著液態水的能力。棉纖維組成物質中的纖維素、糖 類物質、蛋白質、有機酸等分子上都有親水性的極 性基團(如羥基、羧基、氨基、醯胺基等),所以,棉 纖維具有較強的吸濕能力。在標準大氣條件下,棉 纖維回潮率在7.6%左右;從飽和濕空氣中吸濕,最 高回潮率可達25%。棉纖維的回潮率因溫度而異, 溫度越高回潮率越低,但在空氣相對濕度較高條件 下,有時規律相反。脫脂棉纖維吸著液態水最高可 達乾纖維本身重量的 8 倍以上,藥棉就是利用這一 性能。 2-2-2 直接染料的化學構造分類[5] 1. 一般性直接染料 具有磺酸基( – SO3H ) 或羧酸基( – COOH) 等水 溶性基團,對纖維素具有較大的親和力,在中性 染液中能直接染色,亦能染蠶絲、羊毛。 染法簡 單,上色容易,但堅牢度較差,需經適當之後處 理以利固色。 (1) 聯苯胺及非聯苯胺結構的偶氮染料 此類品種最多,色譜最齊,早期應用最廣; 分子內之特徵為具有聯苯胺結構。 (2) 二苯乙烯偶氮染料 此類染料分子內之特徵為具有二苯乙烯結 構,同時具有偶氮基。 2. 直接耐日光染料 其耐日光牢度一般在 4 級以上,較一般性直接染 料為高。此類染料的化學結構為偶氮、噻唑、二 芳基脲、三聚氰胺、二噁嗪、酞花青及部分含有 錯合金屬的偶氮染料。 含有錯合金屬的偶氮染料,其偶氮基兩側的部位 上有兩個羥基,或在染料分子末端有水楊酸的殘 基結構。為了簡化染色後銅鹽處理及避免發生顏 色改變的現象,故有將這些染料直接製成銅金屬 離子錯合物,使它們成為能溶於水,又具有耐日 光、耐水洗的染料。 (1) 二芳基脲偶氮染料 此類染料分子內之特徵為具有二芳基脲結 構,同時具有偶氮基。一般具有良好的耐光牢 度。 (2) 三聚氰胺偶氮染料 此類染料分子內之特徵為具有三聚氰胺結 構,是由三聚氰氯與具有氨基的染料或芳香族 胺類縮合成為三聚氰胺結構的化合物。對纖維 素纖維具有很好的親和力,耐光牢度佳,但品 類不多,一般只有綠、紅和藍色三種顏色。 (3) 二噁嗪染料 此類染料擁有較為鮮豔的藍色,其特點為: 耐光牢度特別良好,以及不易為保險粉(低亞 硫酸鈉)或雕白粉(次硫酸氫鈉-甲醛)所還原脫 色。 (4) 酞花青系直接染料 具有酞花青結構的直接染料是銅酞花青的衍 生物,色澤豔亮純正,有極家的耐光牢度。 由於此類染料分子結構不是平面直線構型,故 纖維的直接性較差,染色性能不及偶氮染 料,染料分子大,上色慢,只有在染液中加 入較多的芒硝,並在沸染的條件下才能透染。 3. 直接銅鹽染料 此類染料必須以銅鹽進行後處理,才能得到真實 色光與最佳的牢度,因而可大為提增其使用價 值。在結構上的特徵為:在偶氮基兩側的部位上
三種商用染色打樣機對不同織物染著機制之研究(一) 有兩個羥基,或在染料分子末端有水楊酸的殘基 結構,因而能與二價銅離子錯合成配價化合物。 4. 直接重氮染料 此類染料的分子結構中具有可重氮化的氨基(– NH2)。應用時,依通常的方法染色後,再經重氮 化處理,使染料在纖維上進行重氮化,最後再用 偶合劑進行偶合,形成較深的色澤,並能提高其 濕處理牢度。 直接重氮染料分子結構中可以重氮化的氨基,主 要是偶氮基之對位上。此外,染料分子末端具有 間位二氨基苯,或間位氨基萘酚等結構者,亦可 選擇適當偶合劑與之偶合。 2-2-3 染色原理 一般我們把不用媒染劑而能直接染著於纖維素 纖維的染料稱為直接染料。而直接染料與纖維素分 子的–OH 之間形成氫鍵結合的置換基,又直接染料 的芳香族環當做陽離子受容體的氫結合。而–OH 基 是當做電子吸引基參與結合,染料分子中芳香族核 的H 原子是成為陽離子受容基以促成氫鍵結合,相 對於通常的氫結合,本型的氫鍵結合稱為 π 型氫結 合。 纖維素纖維參與染色的官能基是每個葡萄糖單 位有三個 –OH 基,其中之一為一級醇(–CH2OH), 其餘兩個為二級醇(>CHOH),染著是以這些醇基 與染料分子間的氫鍵結合為主體,另一方面也藉染 料分子中的芳香族環與纖維高分子間的無極性凡得 瓦爾力產生結合,染料分子無法進入形成結晶領域 之膠粒構造部份的纖維結晶部份,所以染著主要發 生於非結晶領域中配列較雜亂的纖維鏈部份。 若以染色性為主體來考慮纖維素纖維構造,則 因其化學構造中的醇基有親水性,或成為染著活性 點,所以像直接性染料等親水性染料可用來染色[6]。
参 、 結 果 與 討 論
3-1 染色試布的測試 3-1-1 表觀色強度 (K/S)表觀色強度 (appearance color strength) 可用以
外觀評估染色布顏色之深淺,其係應用下列公式求 得:
(
)
R R S K 2 2 1 / = − 其中, K:吸收係數; S:散射係數; R:試布(完全不透明體)的反射率。 唯現代之測色儀已可由連線之電腦直接計算出 欲測之 K/S 值,故無需再用手動計算了。所用之測 色儀為Datacolor 公司,SF600 PLUS-CT 型電腦測配 色系統,所用偵測孔徑為30 mm 之大孔徑。 3-1-2 標準誤差 (σ
) 標準誤差 (standard derivation) 可用以評估染 色試布之均染程度,其係對每一塊試布之相對位置 上 測 定 5 點之 K/S 值,代入標準誤差(standard derivation) 公式求取σ
值,此可直接應用微軟之 Excel 軟體中統計之標準誤差(STDEV) 函數的計算 公式:(
)
(
1
)
2−
−
Σ
=
n
x
x
σ
其中,x
: 某一單測色點之 K/S 值;x
: 5 個測色點 K/S 值的平均值;n
: 測色點數,於此n
= 5 。σ
值係用來評估染色試布表面是否均染,其值 愈小表均染程度愈佳。 3-2 聚酯纖維本研究使用 Leachydisp Red UNSE、Leachydisp Yellow UNSE、與 Leachydisp Blue UNSE 等三支分
散性染料,固定下列染色條件:染色溫度130℃、染 色時間30 分鐘、浴比 1:20,變換染料濃度為 0.1、 0.2、0.4、0.8、1.6 及 3.2 % o.w.f.,以「甘油浴式高 溫高壓染色機」(簡稱甘油式染色機)、「紅外線染色 機」及「漩渦振盪式染色機」(簡稱漩渦式染色機) 分別施染聚酯織物各兩次,所得染色試布經熨燙後
亞東學報 第 26 期
應用測色儀測定各試布之表觀色強度;另外利用K/S
值,代入標準誤差公式求取
σ
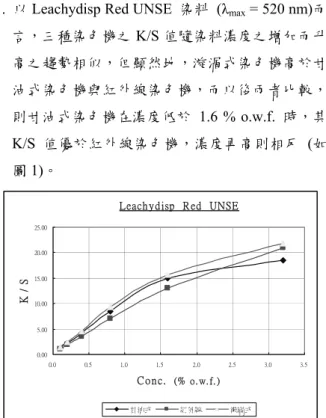
值, 並比較其結果。 3-2-1 表觀色強度的比較1. 以 Leachydisp Red UNSE 染料 (λmax = 520 nm)而
言,三種染色機之K/S 值隨染料濃度之增加而升 高之趨勢相似,但顯然地,漩渦式染色機高於甘 油式染色機與紅外線染色機,而以後兩者比較, 則甘油式染色機在濃度低於 1.6 % o.w.f. 時,其 K/S 值優於紅外線染色機,濃度再高則相反 (如 圖1)。
Leach y d isp R ed UNSE
0.00 5.00 10.00 15.00 20.00 25.00 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 C o n c. (% o. w. f. ) K / S 甘油式 紅外線 漩渦式
圖1 使用三種染色機,以 Leachydisp Red UNSE 染 聚酯織物之K/S vs Conc. 之曲線圖
2. 以 Leachydisp Yellow UNSE 染料 (λmax = 450 nm)
而言,三種染色機之K/S 值隨染料濃度之增加而
升高之趨勢相似,且其結果甚為相近,在 1% 以 下幾乎一致,濃度再高,則顯示甘油式染色機略 高於紅外線染色機與漩渦式染色機 (如圖 2)。
Leach y d isp Yello w UNSE
0.00 5.00 10.00 15.00 20.00 25.00 30.00 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 C o n c. (% o. w. f. ) K / S 甘油式 紅外線 漩渦式
圖2 使用三種染色機,以 Leachydisp Yellow UNSE
染聚酯織物之K/S vs Conc. 之曲線圖 3. 以 Leachydisp Blue UNSE 染料 (λmax = 620 nm)
而言,三種染色機之K/S 值隨染料濃度之增加而
升高之趨勢相似,但顯然地,甘油式染色機略高 於漩渦式染色機,而兩者皆較高於紅外線染色機 (如圖 3)。
Leach y d isp B lu e UNSE
0.00 5.00 10.00 15.00 20.00 25.00 30.00 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 C o n c. (% o. w. f. ) K / S 甘油式 紅外線 漩渦式
圖3 使用三種染色機,以 Leachydisp Blue UNSE 染 聚酯織物之K/S vs Conc. 之曲線圖 另外,由此三圖所呈現之 K/S vs Conc.之曲線圖 顯示:染料皆略成直線狀,表示其尚未達飽和平衡 狀態;而其中,Leachydisp Yellow UNSE 在較低濃度 ( < 1% o.w.f.) 時,三者曲線幾乎一致,此較為特殊。 但 三 種 染 色 機 之 染 色 結 果 顯 示 其 優 劣 互 見 : 如 Leachydisp Red UNSE 以漩渦式染色機為最佳, Leachydisp Yellow UNSE 與 Leachydisp Blue UNSE 則以甘油式染色機為最佳。
3-2-2 均染性的比較
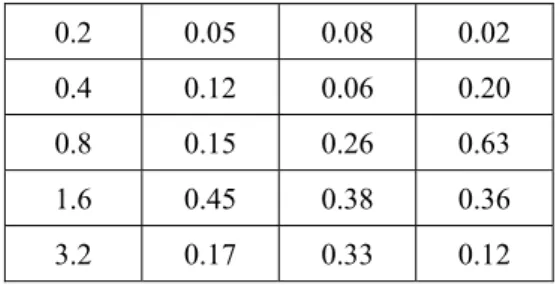
1. 以紅色染料 Leachydisp Red UNSE 而言,紅外線 染色機之均染性在較低濃度時較佳,甘油式及漩 渦式染色機則相當 (如表一),而甘油式染色機在 較高濃度時之均染性較優於紅外線與漩渦式染色 機。
表一 使用三種染色機,以 Leachydisp Red UNSE 染 聚酯織物的標準誤差
標準誤差(σ)
濃度(%) 甘油式 紅外線 漩渦式
三種商用染色打樣機對不同織物染著機制之研究(一) 0.2 0.05 0.08 0.02 0.4 0.12 0.06 0.20 0.8 0.15 0.26 0.63 1.6 0.45 0.38 0.36 3.2 0.17 0.33 0.12 2. 以黃色染料 Leachydisp Yellow UNSE 而言,仍是
紅外線染色機之均染性較佳,甘油式及漩渦式染 色機則優劣互見 (如表二),但甘油式染色機大抵 皆優於漩渦式染色機。
表二 使用三種染色機,以 Leachydisp Yellow UNSE 染聚酯織物的標準誤差 標準誤差(σ) 濃度(%) 甘油式 紅外線 漩渦式 0.1 0.02 0.04 0.02 0.2 0.06 0.06 0.10 0.4 0.16 0.07 0.23 0.8 0.31 0.01 0.17 1.6 0.15 0.39 0.36 3.2 0.52 0.27 0.46
3. 以藍色染料 Leachydisp Blue UNSE 而言,漩渦式 與紅外線染色機之均染性在較低濃度時較佳,甘 油式染色機則較差 (如表三),不過,粗略觀之, 漩渦式染色機之均染性較優於甘油式染色機。 表三 使用三種染色機,以 Leachydisp Blue UNSE
染聚酯織物的標準誤差 標準誤差(σ) 濃度(%) 甘油式 紅外線 漩渦式 0.1 0.11 0.04 0.02 0.2 0.05 0.04 0.02 0.4 0.11 0.05 0.04 0.8 0.25 0.13 0.55 1.6 0.57 0.37 0.10 3.2 0.50 0.26 0.29 整體而言,三支染料以不同濃度在三種染色機 中染著於聚酯織物後,經測試計算所得之均染性, 在不同濃度條件下優劣互見,不過,大致上在較低 濃度(如 0.1、0.2 及 0.4% owf)時,因色淺,故顯現 之外觀色強度相差不多,故顯得較均染,相對地, 在較高濃度則均染性較差。 3-3 天然棉纖維
本研究使用 Solophenyl Red 7BE、 Solophenyl Yellow ARLE 154%、與 Solophenyl Blue FGLE 220% 等三支直接染料,固定下列染色條件:染色溫度 130℃、染色時間 30 分鐘、浴比 1:20,變換染料 濃度為0.1、0.2、0.4、0.8、1.6 及 3.2 % o.w.f.,以 「甘油浴式高溫高壓染色機」(簡稱甘油式染色機)、 「紅外線染色機」及「漩渦振盪式染色機」(簡稱漩 渦式染色機)分別施染天然棉織物各兩次,所得染色 試布經熨燙後應用測色儀測定各試布之表觀色強 度;另外利用K/S 值,代入標準誤差公式求取
σ
值, 並比較其結果 3-3-1 表觀色強度的比較1. 以 Solophenyl Red 7BE 染料 (λmax = 560 nm)而
言,三種染色機之K/S 值隨染料濃度之增加而升 高之趨勢相似,但三者結果不甚相同,甘油式染 色機略高於紅外線染色機與漩渦式染色機,而後 兩者幾乎相同 (如圖 4)。 So lo p h en y l R ed 7 B E 0.00 5.00 10.00 15.00 20.00 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 C o n c. (% o. w. f. ) K / S 甘油式 紅外線 漩渦式
圖4 使用三種染色機,以 Solophenyl Red 7BE 染天 然棉織物之K/S vs Conc. 之曲線圖
亞東學報 第 26 期
2. 以 Solophenyl Yellow ARLE 154% 染料 (λmax =
430 nm) 而言,三種染色機之 K/S 值隨染料濃度 之增加而升高之趨勢相似,不過,顯然地,紅外 線染色機較優於甘油式染色機與漩渦式染色機 (如圖 5)。 So lo p h en y l Yello w AR LE 1 5 4 % 0.00 5.00 10.00 15.00 20.00 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 C o n c. (% o. w. f. ) K / S 甘油式 紅外線 漩渦式
圖5 使用三種染色機,以 Solophenyl Yellow ARLE 154% 染天然棉織物之 K/S vs Conc. 之曲線圖 3. 以 Solophenyl Blue FGLE 220% 染料 (λmax = 610
nm)而言,三種染色機之 K/S 值隨染料濃度之增 加而升高之趨勢相似,大體上,紅外線染色機略 優於漩渦式染色機,而兩者皆較高於甘油式染色 機 (如圖 6)。 So lo p h en y l B lu e FGLE 2 2 0 % 0.00 5.00 10.00 15.00 20.00 25.00 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 C o n c. (% o. w. f. ) K / S 甘油式 紅外線 漩渦式
圖6 使用三種染色機,以 Solophenyl Blue FGLE 220% 染天然棉織物之 K/S vs Conc. 之曲線圖
另外,由此三圖所呈現之K/S vs Conc.之曲線圖 顯示:各染料皆略成直線狀,表示其尚未達飽和平
衡狀態。 但三種染色機之染色結果顯示:紅色染料 中之Solophenyl Red 7BE 染色結果較為紊亂;黃色 染料以紅外線染色機所得效果最好,Solophenyl Blue FGLE 220%之曲線較紊亂,顯示其色彩較敏感,故
在測色儀中之光源照射下其K/S 值較不穩定。
3-3-2 均染性的比較
1. 以紅色染料 Solophenyl Red 7BE 而言,紅外線及 漩渦式染色機之均染性在較低濃度時較佳,但前 者略佳 (如表四),而在較高濃度時,甘油式反較 優於紅外線與漩渦式染色機。
表四 使用三種染色機,以 Solophenyl Red 7BE 染 天然棉織物的標準誤差 標準誤差(σ) 濃度(%) 甘油式 紅外線 漩渦式 0.1 0.03 0.02 0.02 0.2 0.02 0.02 0.07 0.4 0.08 0.07 0.05 0.8 0.11 0.12 0.08 1.6 0.28 0.24 0.15 3.2 0.26 0.23 0.26
2. 以黃色染料 Solophenyl Yellow ARLE 154%而 言,無論在較低濃度或較高濃度時,漩渦式及紅 外線染色機之均染性均較佳,但前者略佳 (如表 五)。
表五 使用三種染色機,以 Solophenyl Yellow ARLE 154% 染天然棉織物的標準誤差 標準誤差(σ) 濃度(%) 甘油式 紅外線 漩渦式 0.1 0.09 0.04 0.04 0.2 0.15 0.01 0.04 0.4 0.10 0.08 0.08 0.8 0.24 0.10 0.13 1.6 0.37 0.18 0.15 3.2 0.54 0.09 0.17
三種商用染色打樣機對不同織物染著機制之研究(一)
3. 以藍色染料 Solophenyl Blue FGLE 220% 而言, 紅外線及漩渦式染色機之均染性在較低濃度時較 佳,但前者略佳(如表六),而在較高濃度時,三 者優劣互見。
表六 使用三種染色機,以 Solophenyl Blue FGLE 220% 染天然棉織物的標準誤差 標準誤差(σ) 濃度(%) 甘油式 紅外線 漩渦式 0.1 1.00 0.03 0.04 0.2 0.09 0.04 0.02 0.4 0.11 0.12 0.09 0.8 0.17 0.08 0.12 1.6 0.15 0.27 0.39 3.2 0.31 0.20 0.16 整體而言,三支染料以不同濃度在三種染色機 中染著於天然棉織物後,經測試計算所得之均染 性,在不同濃度條件下優劣互見,不過,大致上在 較低濃度(如 0.1、0.2 及 0.4% owf)時,因色淺,故 顯現之外觀色強度相差不多,故顯得較均染,相對 地,在較高濃度則均染性較差。
肆 、 結 論
經由前述之探討,可得結論如下: 1. 各色系分散性染料染聚酯織物所得之表觀色 強度 (K/S 值):甘油浴式高溫高壓染色機略優 於漩渦振盪式染色機,優於紅外線染色機。 2. 各色系分散性染料染聚酯織物所得之標準誤 差(σ
值):在低染料濃度時,以紅外線染色機 較優於甘油浴式高溫高壓染色機及漩渦振盪 式染色機,但在較高濃度時則各有優劣,大體 言之,紅外線染色機優於甘油浴式高溫高壓染 色機與漩渦振盪式染色機,而後兩者間則相 當。 3. 各色系直接染料染天然棉織物所得之表觀色 強度 (K/S 值):紅外線染色機略優於漩渦振盪 式染色機,優於甘油浴式高溫高壓染色機。 4. 各色系直接染料染天然棉織物所得之標準誤 差(σ
值):甘油浴式高溫高壓染色機、紅外線 染色機及漩渦振盪式染色機在低染料濃度時 差別不大,在較高濃度時則各有優劣,大體言 之,紅外線染色機優於甘油浴式高溫高壓染色 機與漩渦振盪式染色機,而後兩者間則相當。伍 、 未 來 展 望
本研究所獲致的結果並不能直接反映漩渦振盪 式染色機為不適用之染色打樣機,因為某一類型染 色打樣機之優劣比較上應將其個別之購置成本、折 舊率、操作界面之便利性,以及試布之裝填方式、 加熱媒介、熱能的傳遞方式、染液的質傳效率等等 因素考慮在內。而由於三種染色機間的比較,牽涉 到因素甚多,本研究僅就其染色結果之一端提出一 點個人之淺見。期望有機會能就前述影響因素繼續 深入研究,以期完成更精確之評比,而能供染色業 界使用之參考,更能提供染色機製造者改進染色打 樣機之參考。參考文獻
1. 沈西洪,中國大陸紡織工業沿革 (1949-2001) http://www.tmmfa.org.tw/%A5X%AA%A9%A5Z% AA%AB/magazine/%B2%C421%B4%C1/2119.htm 2. 邱永亮、魏盛德,“染色化學”,第三冊,徐氏基 金會,第51、53、56、79 頁 (1983)。3. Carter M. E., Essential Fiber Chemistry, Ch.1 Cotton, pp. 1 ~ 6 (1971).
4. Collier B. J., Tortora P. G., Understanding Textiles, Ch. 3 Natural Cellulosic Fibers, pp. 65~78 (2001). 5. 染料應用手冊,上冊,中國紡織出版社,第 4 ~ 12
頁。
6. 劉熾章,染色學,新學識文教出版中心,第四章 第3 頁(1980)。
亞東學報 第 26 期
The Study of Dyeing Process of Various Fabrics Using Different Dyeing
Machines
Yen,Chien-Kuo
Department of Materials and Textiles
Abstract
This study using three different type of dyeing machines, including Rapid dyeing machine,
Roaches
dyeing machine, and Hang Jie dyeing machine to dye (a) Polyester fabric with disperse dyes,
and (b) cotton fabric with direct dyes, and compare their dyeing properties individually.
Keywords:Rapid dyeing machine, Roaches dyeing machine, Hang Jie dyeing machine, Polyester fabric, cotton fabric, disperse dyes, direct dyes.