i
國立高雄大學電機工程學系學系(研究所)
碩士論文
銅線製程對鋁墊缺鋁改善參數研究
Study of Pad Metal Void Improvement in Copper
Wire Bond Process
研究生:洪睿紘撰
指導教授:施明昌博士
iii
銅線製程對鋁墊缺鋁改善參數研究
指導教授:施明昌 博士(教授)
國立高雄大學電機工程學系
學生:洪睿紘
國立高雄大學電機工程學系
摘要
現在電子產品為講求輕、薄、短小,需要不斷的縮小晶片的體積,
所以晶圓製造商必須將原來並非佈植在銲墊下方的線路,改佈植在銲
墊的下 方,以達成縮小晶片體積目的,及成本降低(Cost down)的狀
況下,硬度高的銅線封裝打線接合過程中,可能產生鋁墊缺鋁(Metal
Void)而造成良率損失。本論文針對缺鋁,研究銅線封裝生產所造成之
銲線製程缺點,研究銅線銲線製程中的參數,及晶圓的銲墊下特徵結
構差異,尋找良好的銲線參數區間,並利用 JMP 工程手法作差異分析,
進行相關的驗證,改善缺鋁在銲線站之銲墊受損缺點,提升封裝良率。
關鍵字 : 鋁墊缺鋁,封裝
iv
Study of Pad Metal Void Improvement in Copper Wire Bond Process
Advisor (s): Dr. Ming Chang Shih
Department of Electrical Engineering
National University of Kaohsiung
Student: Jui-hung Hung
Department of Electrical Engineering
National University of Kaohsiung
ABSTRACT
For developing compact electronic products, circuit under pad
structure was developed in wafer level, in the high hardness copper (Cu)
wire bonding process, this structure may suffer the impact and cause yield
loss. This thesis is focused on the study of the process window in copper
wire bonding process with different characteristic metal void element.
Process parameters designed by JMP methods were applied in this study.
With the analysis, optimized process parameters can be achieved. The final
working verification was applied to study the yield improvement.
v
目錄
目錄 ... i 圖目錄... vii 表目錄... x 第一章 緒論 ... 1 1.1 研究動機 ... 1 1.2 文獻回顧 ... 1 第二章 銅線封裝與 Metal void 理論介紹 ... 3 2.1 銅線銲線簡介 (Wire Bonding) ... 3 2.2 銲線基本理論 ... 5 2.3 銅線產品 IMC(Inter-Metallic Compound)介紹 ... 6 2.4 鋁墊受損(Metal void) ... 8 第三章 實驗規劃 ...11 3.1 實驗流程 ...11 3.2 實驗方法 ... 12 3.2.1 參數適用上下限範圍設定 ... 12 3.2.2 收集實驗數據 ... 12 3.2.3 確認作業狀況 ... 12 3.3 4N 銅線 ... 12 3.4 基本銲針外觀尺寸 ... 14 3.5 銲針尺寸與第一,二銲點成型之關係 ... 15 3.6 光學顯微鏡... 16 3.7 去金屬層測試 (Delayer test)... 173.8 IMC (Intermetallic coverage)測試 ... 19
3.9 推球強度測試示意 ... 20 3.10 拉力強度測試示意 ... 21 3.11 開短路測試(Open/Short Test) ... 23 3.12 JMP 分析軟體 ... 23 第四章 實驗結果與討論 ... 25 4.1 尋找容易缺鋁的產品 ... 25 4.2 收集缺鋁產品數據 ... 26 4.2.1 收集 IMC X 方向及 Y 方向資料 ... 26 4.2.2 Cross-section 分析 ... 27 4.3 銲線參數介紹 ... 28
vi 4.3.2 銲線緩衝門檻值 Contact Threshold (C/T) ... 28 4.4 實驗參數設定 ... 31 4.5 實驗數據收集 ... 33 4.5.1 球大小數據 ... 33 4.5.2 球厚度數據 ... 35
4.5.3IMC test data ... 36
4.5.4 Cross-section check ... 38 4.5.5 拉推測試 ... 40 4.5.6 Delayer test ... 40 4.6 確認作業狀況 ... 41 第五章 結論 ... 44 第六章 參考文獻 ... 45
vii
圖目錄
圖 2.1.a 基本銲線成型圖 ... 4 圖 2.1.b 銲球... 4 圖 2.1.c 銅線銲線成型示意圖 ... 4 圖 2.1.d 銅線燒球成形有無氣體 SEM 外觀比較[4] ... 5 圖 2.2.a 超音波震盪電流輸出示意 ... 6 圖 2.2.b 銲黏時作下壓輸出示意 ... 6 圖 2.2.c 總銲黏時間輸出示意 ... 6 圖 2.3.a 銅線銲接... 7 圖 2.3.b 金線銲接 ... 7 圖 2.3.c 銅球鋁擠出現象 ... 8 圖 2.3.d 移除銅球後之鋁擠出[5]... 8 圖 2.4.a 銲墊受損發生示意圖 ... 9 圖 2.4.b 銲墊受損發生示意圖 ... 10 圖 3.3.a 4N 銅線未開封銅線可使用期限評估 ... 14 圖 3.3.b 銅線已開封銅線可使用期限評估... 14 圖 3.4.a 銲針基本尺寸示意圖 [7] ... 14 圖 3.4.b 銲針前端幾何示意圖[7]... 15 圖 3.5.a 銲針與第一銲示意[7] ... 16 圖 3.5.b 銲針與第二銲示意[7] ... 16 圖 3.6.a Nikon 550 光學顯微鏡... 16 圖 3.8.a IMC 測試量測示意圖 ... 20 圖 3.9.a 推球機外觀及操作 ... 21 圖 3.10.a 拉力機外觀及操作[9] ... 22viii 圖 3.10.b 拉力機外觀及操作[9] ... 22 圖 3.10.c 拉力斷裂點需在球上方算合格[9] ... 22 圖 3.10.d 拉力測試有球脫落及第二銲點脫落判拒收[9] ... 22 圖 3.11.a 開路與短路測試示意圖[10]... 23 圖 3.12.a JMP 統計軟體操作介面[11] ... 24 圖 4.1.a 產品資訊 ... 25 圖 4.1.b 產品資訊 ... 26 圖 4.2.a IMC X 與 Y 的判斷 ... 27 圖 4.2.b Cross Section 示意圖 ... 28
圖 4.3.a Contact Threshold 參數範圍 ... 29
圖 4.3.b 鋁墊破裂示意圖 ... 30
圖 4.3.c 殘鋁過少示意圖 ... 30
圖 4.3.d 殘鋁較多示意圖 ... 31
圖 4.3.e 銲不黏示意圖 ... 31
圖 4.4.a Force and Current 對球的影響 ... 32
圖 4.5.a 球大小 JMP 差異分析 ... 34 圖 4.5.b 球形量測方法 ... 34 圖 4.5.c Original 球形照片... 34 圖 4.5.d Set 1 球形照片 ... 35 圖 4.5.e Set 2 球形照片 ... 35 圖 4.5.f 球厚度 JMP 差異分析 ... 36 圖 4.5.g 球厚度量測方法 ... 36 圖 4.5.h IMC 面積趨勢圖 ... 38 圖 4.5.i Cross-section 比較圖 ... 39
ix 圖 4.5.j Cross-section 比較圖 ... 39 圖 4.5.k 拉力結果比較圖 ... 40 圖 4.5.l 推球結果比較圖 ... 40 圖 4.5.m Delayer 結果 ... 41 圖 4.6.a 520L 作業狀況 ... 42 圖 4.6.b 352L 作業狀況 ... 42
x
表目錄
表 3.1.1 實驗流程表...11 表 3.3.1 銅線主要成分[6]... 13 表 3.6.1 Nikon 550 型號規格表 ... 16 表 3.7.1 去銅球與鋁墊鍵結測試溶劑調配比例及操作方法[18] ... 17 表 3.7.2 去 TIN 層測試溶劑調配比例及操作方法[18] ... 18 表 4.2.1 IMC X 與 Y 數據收集... 27 表 4.3.1 電流值與壓力值評估參數範圍 ... 28 表 4.3.2 Contact Threshold 大小影響表 ... 29 表 4.4.1 參數設定表... 32 表 4.5.1 球大小數據表 ... 33 表 4.5.2 球厚度數據表 ... 35 表 4.5.3 IMC 數據表 ... 37 表 4.6.1 520L 作業結果 ... 42 表 4.6.2 352L 作業結果 ... 431
第一章 緒論
2009 年發生全球金融海嘯,造成全球性經濟大崩盤,連帶使例如金,銀等保 值性貴金屬價格不斷上漲[1],直接影響了傳統需要大量使用金線銲接的封裝產業, 也侵蝕了封裝業利潤,故發展新世代價格低廉銅線銲線製程。銅線製程自 2015 年 開始已經成功取代金線 80%以上的轉換率[3],發展新世代價格低廉銅線銲線製程, 但銅線硬度高,保存期限短,而且與鋁墊結合時,會有鋁擠的現象,銅線作業過 程中非常容易氧化,所以作業過程中必須在氮氣及氫氣的環境中作業,銅線產品 在與鋁墊鍵結時,如有材料和參數問題而導致缺鋁。 銅線製程發展至今,為了能取代金線,技術這幾年不斷的精進,以及降低成 本的問題,導致我們在作業上會遇到許多問題,以下章節將論述克服銅線製成對 鋁墊結構產生缺鋁問題作深入探討。1.1 研究動機
銅線製程發展自 2009 至今,大量取代了原有的金線,使用壽命問題比金線產 品短暫的問題也開始慢慢浮現,再加上銅線比金線易容易受到外在因素而變的脆 弱,再加上車用產品(Automotive IC)近年使用上越來越廣泛,使用壽命問題也越來 越受到消費者的重視,目前大家都想要降低成本,導致我們產品在作業中會產生 一些問題,但是這些問題都可以靠參數去解決的,像是缺鋁、球脫和手指脫,這 些問題的產生有一部分的因素是因為成本降低所導致,我們也要在降低成本的狀 態中求生存,所以我們也必須提高我們的良率來達到客戶的需求,而獲得更多的 訂單。1.2 文獻回顧
晶片使用銅線封裝造成銲墊受損,一直對銲封裝界來說是一個很難以控制的2 問題,因為晶片銲墊受損是需要以破壞性實驗,並以高倍率光學電子顯微鏡才能 在偵出的缺點,吳[16]也曾使用田口式 DOE 手法分析晶片金線最佳參數,但並未 評估銅線,莊[5]也曾分析銅打線對之影響,但是評估以材料披覆技術在銲墊上鍍 鎳膜及鍍鈀膜,來降低銅球對銲墊衝擊。 以上文獻是針對金線打線及 IC 材料面做改善,在現在封裝廠面對新世代競爭, 講求低成本優勢,現行無法以增加成本方式改善製程,本文將以銅線製程中最實 際需面對的鋁墊結構,並補足以上文獻不足之鋁墊缺陷,達到銅線製程改善目的。
3
第二章 銅線封裝與 Metal void 理論介紹
2.1 銅線銲線簡介 (Wire Bonding)
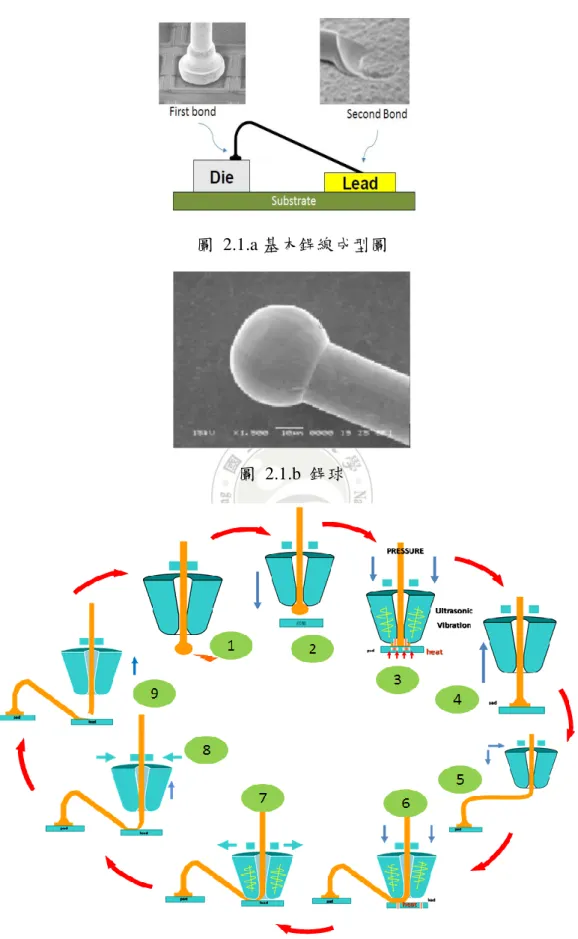
銲線為半導體封裝銲線產品製程中是最困難的加工製程,大部份主要是使用 高純度 4N 鍍鈀銅線(99.99%),利用銲接原理,將 IC 上的鋁墊(Bond Pad)與基板 (Substrate)做對外的連接,透過基板內的線路,將訊號連接至基板背面的球柵陣列(BGA、Ball Grid Array,以下簡稱 BGA),如此以形成可傳導訊號的 IC[2]。 圖 2.1.a 為基本銲線成形,一般的打線製程分為第一銲點(First Bond)與第二銲
點(Second Bond),在晶粒上的接合點為第一銲點,而基板上的接點銲點則為第二 銲點。在第一銲點中,利用高壓電放電,將凸出瓷嘴的線熔化,因為表面張力的 關係,金屬液體會凝固成一個球狀物,稱為銲球(Free Air Ball, FAB),此過程稱為 放電結球(Electronic flame off, EFO),簡稱燒球。
在燒完球之後,此時銲針將金屬球移動至第一銲點上方,利用銲針下壓,對 金屬線末端金屬球施與程式化之壓力、振盪、溫度與銲接時間而銲於銲墊上,此 過程稱為球型接合(Ball Bond)。 在第一銲點結束後,銲針升起並將金屬線引導至第二銲點進行第二次下壓, 並截斷金屬線完成第二銲點,在截斷金屬線此時會預留一段金屬線以完成下一條 線之放電結球,如此周而復始循環如,藉此來做連續打線[3]。 本研究將針對打線接合中的第一銲點,也就是球型與鋁墊結合後,利用鹽水 模擬氯對第一銲點的腐蝕情況,以及銲線參數跟腐蝕的對應關係。
4
圖 2.1.a 基本銲線成型圖
圖 2.1.b 銲球
5 如圖 2.1.c 中步驟 1,銅線在放電結球過程中,會加入氮氣(N2)與氫氣(H2)之 混合氣體,如圖 2.1.d 所示,銅線在放電結球過程中,如無氮氫混合氣保護及助燃, 將無法得到穩定球形,其中氮氫混合氣比例為氮氣:91%~95% + 氫氣:9%~5%, 氮氣作用為阻絕空氣中的氧氣,以保護銅球不會氧化,氫氣作用為利用氫氣燃燒 時產生的高溫並讓放電結球成形更圓,氫氣含量越高,燒球就越圓,但是氫氣屬 於危險之易燃氣體,使用上需非常小心,故建議控制在 5%~9%。 圖 2.1.d 銅線燒球成形有無氣體 SEM 外觀比較[4]
2.2 銲線基本理論
目前我們常用電子產品銲接是採用固態銲接,所謂固態銲接,就是金屬在未 達熔解溫度下之銲接[5],固態銲接有四大基本要素分別為A:振盪電流(Bond Current)、B:壓力(Bond force)、C:銲接時間(Bond time)、D: 銲接溫度(Temperature) 銅線銲接主要是依四大基本參數來達到銅球與銲墊固態銲黏的效果與強 度,除了銲接溫度目前是固定在 168°C 以外,以下將介紹其他主要三大參數的動 作原理: A 振盪電流(mA):在銅球銲黏時作以左右(X/Y 方向)超音波震盪輸出如圖 2.2.a 所示。 B 壓力 (g):在銅球銲黏時作下壓(Z 方向)力量輸出如圖 2.2.b 所示。
6 C 銲接時間 (ms) :在銅球上震盪電流與壓力輸出的總時間如圖 2.2.c 所示。 圖 2.2.a 超音波震盪電流輸出示意 圖 2.2.b 銲黏時作下壓輸出示意 圖 2.2.c 總銲黏時間輸出示意
2.3 銅線產品 IMC(Inter-Metallic Compound)介紹
金屬間的黏結強度主要取決於 IMC 的生成,而銲球衝壓鋁墊所造成的應力集 中現象,則會導致鋁墊塑性變型,促進 IMC 層的增長。在相同的溫度條件下,銅7
球對鋁墊的 IMC 生長速率僅只有金球的 1%[2]。銅球對鋁墊之間的 IMC 層主要是 由 Cu9Al4、CuAl2 與 CuAl 所組成,而在 CuAl2 相的中間區域 IMC 層生成狀況 優於其他區域,且銅鋁間的相互擴散效應極慢,當接合能量(溫度、應力等)超過介 面強度時,將產生塑性變型或是破壞(Crack)來釋放能量;此外,經由 Micro-XRD 分析得知 IMC 層的組成尚有 Cu4Al3 及 Cu3Al2 ,並明確說明原子擾動擴散產生 化合物的行為需要以原子互動為基礎,隨著超音波的振動所產生的熱能有助於 IMC 層的成長。
圖 2.3.a 銅線銲接
8 但為了增加 IMC 的成長一直不斷的加大超音波的振動的能量,會造成銅球在 銲接過成中把鋁擠出的鋁擠現像,金線與銅線在材料特性比較上,因銅線硬度與 機械特性均高於金線,所以在封裝製程第一銲點會有將材質較軟的銲墊材料鋁層 鋁擠出現象,所以銲線參數上需要特別控制。 圖 2.3.c 銅球鋁擠出現象 圖 2.3.d 移除銅球後之鋁擠出[5]
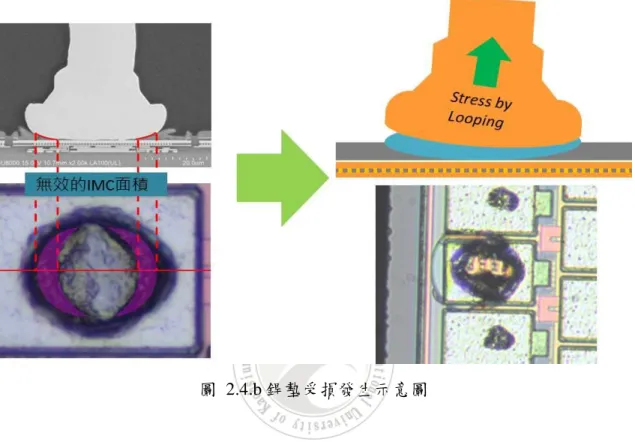
2.4 鋁墊受損(Metal void)
圖 2.4.a 為銲線時造成銲墊受損示意圖,於銲接過程中,來自銲接產生的振盪 及壓力太大,造成銲墊受損,而使該 IC 功能失效。 圖 2.4.b 為銲線完成後,進行 IMC 分析,因 IMC 面積過小導致銲球與鋁墊的 結合性不足,在弧度成型時對銲球的應力造成球脫。 以目前封裝製程已經很成熟,我們可以在作業機台上發現此產品作業過程中 是否有任何球脫、缺鋁、手指脫和無線尾的問題,可以讓我們很即時的發現此問 題並來處理它,像是缺鋁此問題是製程上蠻嚴重的問題,因為如果發生缺鋁的此 產品將無使用的價值,會嚴重影響良率及公司商譽,故改善銲墊受損為銅線製程 當務之急。9 會造成鋁墊受損最主要的原因,除了 IC 本身材質容易受損之外,就是銅線固 態銲接時主要三大輸出參數(振盪電流、壓力、銲接時間)過大,造成銅球銲接時, 鋁墊無法承受而受損,本文將對以下三大輸出參數作實驗評估,針對缺鋁的產品 找出參數適合銅線作業範圍。 圖 2.4.a 銲墊受損發生示意圖
10
11
第三章 實驗規劃
本研究以實驗方法,挑選易缺鋁產品作為實驗樣本,以參數能適用於其他薄 鋁或是厚鋁的產品,並以三種銲線參數以銲墊受損缺點找出參數上下限,並使用 JMP 軟體進行差異分析,最後進行作業狀況的資料收集。3.1 實驗流程
表 3.1.1 所示為在本研究中我們實驗的流程表;首先我們須先找目前作業中較 容易缺鋁的產品並收集缺鋁的樣品進行分析及研究,接下來我們須找出失敗的原 因,針對源頭進行參數的改善來解決此問題,為避免會有再發的問題產生,我們 須先進行一些驗證的實驗如拉力,來證明此產品不會有缺鋁的問題再發,確認完 成後就確認實際的作業狀況是否真的有達到我們改善的結果。 表 3.1.1 實驗流程表12
3.2 實驗方法
我們選擇容易作業中產生缺鋁的產品作為本實驗樣本,使用線徑直徑為 20um 的銅線。3.2.1 參數適用上下限範圍設定
三組參數(Current/force/Contact threshold)我們先以變化單一參數,固定其他兩 組參數,並限制在最低值,避免參數有交互作用而影響結果。先以銲墊受損缺點 為觀察 D 指標,過程中如出現其他銲線缺點,例如銲接參數過大有銅球變型或銲 接參數過小銅球接合不良,也需列入參數極限值 。取得各參數 Window 後,進行 手拉確認是否會有缺鋁或球脫異常發生。3.2.2 收集實驗數據
使用實驗數據並收集拉力強度測試(Wire Pull Test),線強度需大於 3.5g,推銅 球強度測試(Ball Share Test),銅球接合強度需大於 18g,銅球型大小量測(Ball Size ), 需符合 33um~38um,避免球型過小或擠鋁超出銲墊造成異常,所以本次實驗需要 管制銅球之球形大小,銅球厚度量測(Ball Thickness), 需符合 7um~13um 避免球 型異常,及銲墊受損發生率。 每一組需 Run 2 組樣本,並由同一位檢驗員執行避免人為操作誤差,記錄回應 表數據,並輸入 JMP 分析軟體,分析參數差異處。
3.2.3 確認作業狀況
使用實驗過後的參數進行作業狀況,並收集作業狀況的小停機已達成最後須 解決缺鋁的問題。3.3 4N 銅線
本次實驗使用為線徑 20um 為主(其他種線徑大小則以此線徑為基準調整參13
數),純度 99.99%,單捲銅線長度為 500m,尚有加入其他微量金屬如表 3.3.1 所示, 銀(Ag)大約 12ppm,硫(S) 大約 6ppm,鐵(Fe)大約 5ppm,鎳(Ni) 大約 2ppm,錳(Mn) 大約 3ppm。[6] 圖 3.3.a 未開封銅線: 200 天以內可正常燒球,超過 200 天發現氧化造成不穩 定燒球,圖 3.3.b 已開封銅線 :10 天內銅線可正常燒球,超過 10 天發現氧化造成 不穩定燒球,均以 SEM 1500 倍率觀察評估表現,依據 NIPPON[6]銅線保存期限研 究,銅線未開封且真空包裝並充氮氣可在常溫儲存下 200 天無氧化問題,無燒球 異常,已開封之銅線可在常溫儲存下 10 天無氧化問題,無燒球異常,為了有效管 制銅線氧化問題,目前有效期限及保存方式為未開封,真空包裝並充氮氣,有效 期限定義在 180 天,已開封銅線,定義在有效期限 7 天,以避免氧化問題。 表 3.3.1 銅線主要成分[6]
14 圖 3.3.a 4N 銅線未開封銅線可使用期限評估 圖 3.3.b 銅線已開封銅線可使用期限評估
3.4 基本銲針外觀尺寸
圖 3.4.a 銲針基本尺寸示意圖,圖 3.4.b 銲針前端幾何示意圖。 銲針是銲線很重要的間接材料,銅線需依靠銲針前端的幾何構造,來成型第 一銲點所需的球型,與第二銲點所需的面積,形成一條完整的銲線。[7] 圖 3.4.a 銲針基本尺寸示意圖 [7]15
圖 3.4.b 銲針前端幾何示意圖[7]
3.5 銲針尺寸與第一,二銲點成型之關係
圖 3.5.a 所示第一銲點銲在銲墊上之成型示意,圖中 H 是說明銲針內徑大小 (Hold),可決定適用何種線徑,圖中 CD 是說明銲針內(Chamfer Diameter )銲針孔 徑,可決定適用球型大小,圖中 CD 是說明銲針內錐體角度(Cone Angle),可決定 銲針在銲球上應力角度。
圖 3.5.b 銲針與二銲點在導線架上之成型示意,圖中 T 是說明銲針內銲針頂部 寬度(Tip),可決定二銲點成形長度,圖中 OR 是說明銲針銲針外部半徑(Outer Radius),可決定二銲點成形角度,圖中 FA 是說明(Face Angle)銲針表面角度,可 決定二銲點成形厚度。
16 圖 3.5.a 銲針與第一銲示意[7] 圖 3.5.b 銲針與第二銲示意[7]
3.6 光學顯微鏡
圖 3.6.a 為 Nikon 550 光學顯微鏡,為本實驗所使用的光學顯微鏡,較一般光 學顯微鏡量測倍率更高,且具有彩色拍照功能,可用來檢查更微小的缺點。 Nikon550 型號規格如表 3.6.1,操作倍率 100 倍至 500 倍,可做 X/Y/Z 三軸方向量 測 。 圖 3.6.a Nikon 550 光學顯微鏡 表 3.6.1 Nikon 550 型號規格表17
3.7 去金屬層測試 (Delayer test)
表 3.7.1 為去銅球與鋁墊鍵結測試溶劑調配比例及操作方法,去銅球與鋁墊鍵 結測試目的主要是使用王水移除銅球及銲墊上之鍵結。王水以硝酸與鹽酸 1:4 之比 例調製,並以滴管滴至晶粒表面,待銲球完全被侵蝕掉即可,再將樣本置於燒杯 內,以 DI 水浸泡並平行搖動,完成後取出讓樣本自然乾燥,避免破壞實驗樣本, 過程約 15 至 20 分鐘。 接下來表 3.7.2 為 Delayer 測試溶劑調配比例及操作方法,去 TIN 層目的主要 是使用 AB 劑移除鋁墊與下面的電路之金屬層。AB 劑以硫酸與雙氧水 1:2 之比例 實驗,將此兩種溶液倒入燒杯會有劇烈的反應,使用 DI 水做清潔完成後取出讓樣 本自然乾燥,避免破壞實驗樣本在使用顯微鏡確認是否有崩裂問題產生。 表 3.7.1 去銅球與鋁墊鍵結測試溶劑調配比例及操作方法[18]18
19
3.8 IMC (Intermetallic coverage)測試
在銅線產品上,IMC 測試溶劑使用的是硝酸(HNO3)溶液,IMC 測試主要是計 算共金面積的比例,但與金線產品不同,如果直接使用硝酸溶液去除銅線來檢驗 IMC,會因為銅鋁間的 IMC 成長緩慢並不容易判別,所以將樣品使用烤箱催化 IMC
20
的成長,烤箱的條件是 175℃,時間約是 2 小時,再將烘烤過的樣品,以滴管吸取 硝酸溶液並滴在晶粒表面,直到銲球完全侵蝕並脫離鋁墊,時間約為 60 秒,然後 使用去離子水清洗晶粒表面。
將完成的樣品放置 500 倍的顯微鏡下針對鋁墊拍攝,並使用分析軟體
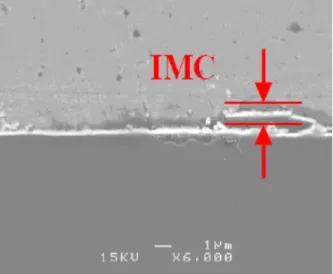
Image-ProPlus 分析,分析結果如圖 3.8.a 所示,銲球下與鋁墊無色差區域代表無 IMC 成長,視為無共金區域,而共金區域越多,即數值越高,代表鋁墊與銲球之間的 結合越好。 圖 3.8.a IMC 測試量測示意圖
3.9 推球強度測試示意
圖 3.9.a 推球機外觀及操作,將樣本固定再夾具上,再以 100~300 之倍率光 學顯微鏡確認推刀與銅球位置,當推刀下降至晶片表面時,推刀會上升 3um~ 5um(如圖 3.9.a 中高度 h),以避免推刀直接推到晶片表面造成誤判,推刀水平移動 並自動記錄推球測試記錄,數據越大,推球強度越強。[9]21 圖 3.9.a 推球機外觀及操作
3.10 拉力強度測試示意
圖 3.10.a 為拉力強度測試機,型號 AC-889,圖 3.10.b 為拉力機鉤針與受測線 拉力位置.將樣本固定再夾具上,再以 100~300 之倍率光學顯微鏡確認鉤針位置, 鉤針向上移動並自動記錄拉力測試記錄,數據越大,拉力強度越強。 圖 3.10.c 拉力斷裂點需在球上方算合格,圖 3.10.d 拉力測試有球脫落及第二 銲點脫落判拒收,拉力強度除了檢視數值外,也需要觀察斷裂位置,如拉力斷裂 點需在球上方表示第一及第二銲點銲黏強度足夠,如拉力測試有球脫落及第二銲 點脫落,則代表銲黏強度不足。[9]22
圖 3.10.a 拉力機外觀及操作[9]
圖 3.10.b 拉力機外觀及操作[9]
圖 3.10.c 拉力斷裂點需在球上方算合格[9]
23
3.11 開短路測試(Open/Short Test)
圖 3.11.a 為開路與短路測試示意圖,檢測封裝時的銅線銲接用以了解產品的電 性狀況[9]本實驗使用之開路與短路測試,如圖 3.8 所示,主要是確認待測物信號引 腳線連接到 IC 內部的晶片電路是否接觸良好。測試時產品不加工作電壓,以送電 流量電壓方式進行量測,所送之電流非常小,約 0.1~0.3mA 不會傷害到產品。主 要目的在於量測封裝時銲線有沒有連接好,如果 CUP 結構產品有銲墊受損缺點造 成晶片內部短路,也可以在此站別測試出來。並確認沒有任何線路和其他的線路 接觸。每個引脚上都有一對保護二極體,在測試過程中觀察保護二極體是否發生 箝位電壓的作用,來判斷引脚的好壞,此測試項目,可以快速判斷 IC 是否為良品 的方法。 圖 3.11.a 開路與短路測試示意圖[10]3.12 JMP 分析軟體
本實驗所使用 JMP 軟體是來自 SAS 的統計分析軟體,它使用結構化,已問題 為中心的工具集分析資料,以尋求數據最佳化及問題發現.JMP 能支援 Windows,24
Macintosh,Linux 多種作業系統,其個性化的智慧功能表,能引導使用者準確的 進行分析,並自動將複雜的統計分析圖型化,幫助使用者方便的發現和察看資料 的分佈模式。[11]
25
第四章 實驗結果與討論
本章節將前述所設計之徒法練功方式研究,將整合所得的量測及檢驗結果資 料數據做分析,做為可以由銲線參數降低銲墊受損的解決方法。4.1 尋找容易缺鋁的產品
這次實驗我們選取兩顆易缺鋁的產品來做改善的實驗,產品資訊如下圖 4.1.a 及圖 4.1.b。 圖 4.1.a 產品資訊26 圖 4.1.b 產品資訊
4.2 收集缺鋁產品數據
分析成 IMC 及 Cross-section 部分,來說明到我們缺鋁發生的原因。4.2.1 收集 IMC X 方向及 Y 方向資料
收集 IMC X 方向與 Y 方向圖 4.2.a 的數據並計算他們的面積,我們收集數據 如下表 4.2.1。27 圖 4.2.a IMC X 與 Y 的判斷 表 4.2.1 IMC X 與 Y 數據收集
4.2.2 Cross-section 分析
圖 4.2.b 將進行 Cross-section 及 SEM 分析,看我們這些產品為缺鋁的地方是 否因殘鋁過少所導致會有缺鋁的問題發生。28
圖 4.2.b Cross Section 示意圖
4.3 銲線參數介紹
4.3.1 銲線振盪電流值(Scrub Current)與銲線壓力(Scrub Force)介紹
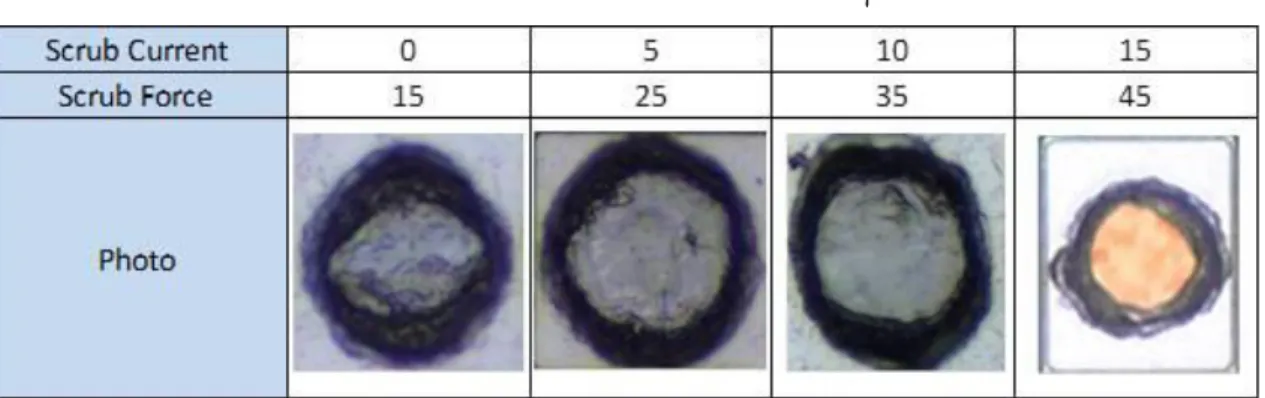
首先這兩個參數有點像是連體嬰,因為 Scrub 就是一個震盪的模式,如果只動 其中一種參數等於這個模式沒有作用;舉個日常的例子來說明,我們外面鑽地的 工人他在使用鑽地機時如果手並沒有對它放壓力這樣你鑽地機震盪越強也不會有 鑽地的效果。接下來我們就針對此參數進行研究及實驗,找出我們最佳的作業區 間; 表 4.3.1 中可以看到在 Current 0 mA 及 Force 15 mA 會有貓眼的問題產生,這 是會讓我們導致缺鋁的原因;再來我們可以看到 Current 5~10 mA 及 Force 25~35mA 之間是最適合的區間不但 IMC 接觸的面積變大,可以並避免缺鋁的問題 產生;至於 Current 15 mA 和 Force 45 mA 在作業時就可以發現有很明顯的缺鋁問 題產生。 表 4.3.1 電流值與壓力值評估參數範圍4.3.2 銲線緩衝門檻值 Contact Threshold (C/T)
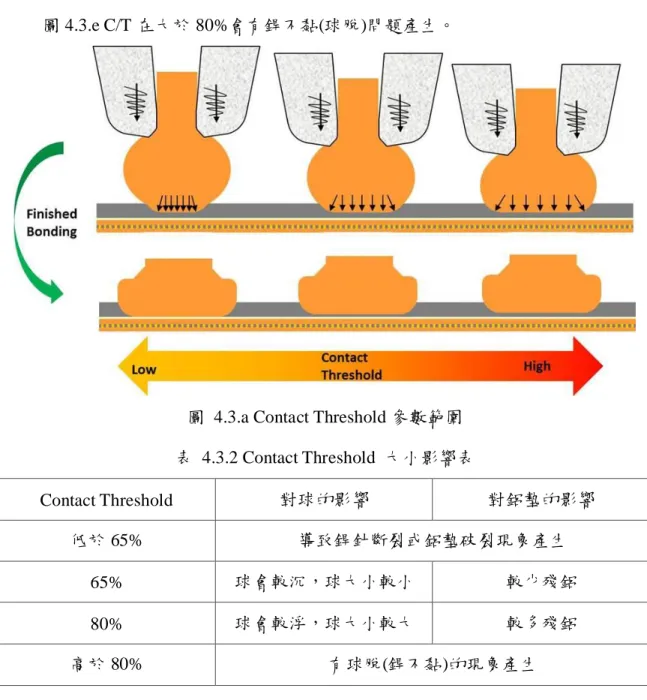
29 輸,球底部的殘鋁越多。 表 4.3.2 可以讓我們看出來 Contact Threshold 越大或越小會有甚麼結果; 圖 4.3.b C/T 在低於 65%會有銲針斷裂或是鋁墊破裂的問題產生; 圖 4.3.c C/T 在 65%會有殘鋁過少皆小於我們規格值 200um 即會有缺鋁的問題 產生; 圖 4.3.d C/T 在 80%會有殘鋁較多並皆大於我們的規格值 200um 以上,讓我們 避免有缺鋁的問題產生; 圖 4.3.e C/T 在大於 80%會有銲不黏(球脫)問題產生。
圖 4.3.a Contact Threshold 參數範圍 表 4.3.2 Contact Threshold 大小影響表 Contact Threshold 對球的影響 對鋁墊的影響 低於 65% 導致銲針斷裂或鋁墊破裂現象產生 65% 球會較沉,球大小較小 較少殘鋁 80% 球會較浮,球大小較大 較多殘鋁 高於 80% 有球脫(銲不黏)的現象產生
30
圖 4.3.b 鋁墊破裂示意圖
31
圖 4.3.d 殘鋁較多示意圖
圖 4.3.e 銲不黏示意圖
4.4 實驗參數設定
Scrub 的 Current 與 Force 會影響到我們球與鋁墊接觸 IMC 面積的大小。圖 4.4.a
我們先將模式 Scrub 的 Current 分別設定成 0->5->10,以及 Force 分別設定成 15->25->35 表 4.4.1,實驗並分析參數的結果。
另外我們也會將 Contact Threshold 從原本的 65%提升至 80% 表 4.4.1,提升 了 15%我們的球形也會比較浮,讓我們的殘鋁厚度可以增加及有更好的共金效
32
果。
圖 4.4.a Force and Current 對球的影響
33
4.5 實驗數據收集
上述參數設定完成我們將收集實驗結果來驗證我們此次改善的結果是成功的, 首先我們會收集球大小、球厚、IMC data、Cross-section check、拉推測試及王水 Delayer 測試。
4.5.1 球大小數據
收集球大小的數據表 4.5.1,以及使用 JMP 進行差異分析 圖 4.5.a,並無顯著 差異,發現增加了 Scrub 的 Current and Force 還有 Contact Threshold,球大小不會 因為參數加大而變大,附上球型量測方法圖 4.5.b , 接下來附上各參數球型照片圖 4.5.c , 圖 4.5.d 和 圖 4.5.e。
34
圖 4.5.a 球大小 JMP 差異分析
圖 4.5.b 球形量測方法
35
圖 4.5.d Set 1 球形照片
圖 4.5.e Set 2 球形照片
4.5.2 球厚度數據
收集球厚度的數據表 4.5.2,以及使用 JMP 進行差異分析 圖 4.5.f,並無顯著 差異,發現增加了 Scrub 的 Current and Force 還有 Contact Threshold,球大小不會 因為參數加大而變大,附上球厚度量測方法圖 4.5.g。
36
圖 4.5.f 球厚度 JMP 差異分析
圖 4.5.g 球厚度量測方法
4.5.3IMC test data
將三組參數進行 IMC test 數據如表 4.5.3,此三組參數利用圖表的方式呈現, 可以很明顯的發現到我們參數越大可以增加我們的 IMC 總面積,從原本的 572um ²增加至 735um ²共提升 28%圖 4.5.h。
37
38
圖 4.5.h IMC 面積趨勢圖
4.5.4 Cross-section check
將原本的 Contact Threshold 65% 提升至 80% 我們可以發現到球與鋁墊的接 觸面積從原本的 22.2um 增加至 27.9um 提升 25.7%圖 4.5.i,我們可以進一步的分析 發現到它的長度有明顯的增加,進行 JMP 差異分析圖 4.5.j。
39
圖 4.5.i Cross-section 比較圖
40
4.5.5 拉推測試
進行拉力測試時,數據皆大於我們的規格值 2g 以上,進行 JMP 差異分析發現 到拉力值並無明顯的差異圖 4.5.k 且並無球脫或是缺鋁的現象。 接下來推球測試,數據皆大於我們的規格值 8g 以上,進行 JMP 差異分析發現 到拉力值並無明顯的差異圖 4.5.l,且並無鋁墊剝落的現象。 圖 4.5.k 拉力結果比較圖 圖 4.5.l 推球結果比較圖4.5.6 Delayer test
進行王水 Delayer 分析,三種參數皆無發現有 Crack 問題產生圖 4.5.m。41 圖 4.5.m Delayer 結果
4.6 確認作業狀況
發現到參數(Set2)可以提供最大的 IMC 面積,使用此參數進行展機的驗證, 發現缺鋁的情況有大幅度的漸少。 首先我們先看 520L 產品展機的作業情況圖 4.6.a ,可以發現到我們從原本有 1013ppm 缺鋁下降成 0ppm 表 4.6.1。 再來就是 352L 產品展機的作業情況圖 4.6.b,可以發現到我們從原本有 1013ppm 缺鋁下降成 291ppm 表 4.6.2,確認缺鋁的 Sample 為鋁墊及異物所導致。42
圖 4.6.a 520L 作業狀況
表 4.6.1 520L 作業結果
43
44
第五章 結論
本研究主要是探討銅線銲線參數對銲墊受損缺點改善方法,尋找適合的參數 去做實驗找出適合的結果,首先我們可以先了解材料的結構,再由以上三項主要 銲線參數(振盪電流/壓力/銲線緩衝門檻值)來確認是造成銲墊受損主因,如能標準 化管控參數,可有效改善製程上銲墊受損的狀況,本研究的結論歸納如下:1. Scrub 此模式的 Current 和 Force 是正相關的成長,從原本的 Current 0mA 和 Force 15mA 會有缺鋁的問題產生,到我們使用改善後的參數 Current 10mA 和 Force 35mA 讓我們的 IMC 面積從原本的 572um ²提升至 735um ²。
2. Contact Threshold 此參數也是我們 Bonding 最重要的參數,如果此參數高 於 80%將導致我們會有球脫的問題產生,則在低於 65%會因為殘鋁過少 有缺鋁的問題產生。 3. 展機的結果讓我們達到最初的目的,缺鋁的次數有大幅度的下降,520L 產品從原本的 1013ppm 下降至 0ppm;352L 產品從 1573ppm 下降至 291ppm,證明了我們這次的參數改善真的很有幫助。 我們也可以判斷此產品的鋁墊是薄鋁、正常鋁厚或是厚鋁,進行參數的實驗, 所以我們在不同鋁厚的產品上我們都會依照產品的特性,進行參數的改善。
45
第六章 參考文獻
[1] 倫敦貴金屬交易中心金價,06/30 2018[2] 三聯科技,民 99,銅線封裝技術,2012
[3] 桑希強 民 99,日月光 Wire Bond PE 訓練教材 第二版
[4] 桑希強 民 103,日月光 Copper Wire Evaluation Report 第八版
[5] 莊昀達,民 101,材料披覆對 IC 封裝銅打線製程之影響,國立中山大學, 機電工程學系碩士班論文
[6]NIPPON Electron Co.Ltd. New Alternative Material for Bonding wire,2011 [7] 桑希強,民 100,銲針幾何結構說明,第二版
[8] Capillary Supplier : SPT GEOMETRY DATA SHEET,2013 [9] 蓋永鋒,民 103,日月光銅線品質檢驗計畫,第三版 [10] 林東成,民 102,日月光開短路測試教材,第二版 [11] 林建榮,民 101,日月光統計教學 JMP 7.0 第四版
[12] 吳佳潁,“CUP 產品銲線製程能力改善與分析”,國立中山大學碩士論 文,2007。
![圖 3.4.b 銲針前端幾何示意圖[7]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7411469.103857/25.893.382.494.208.408/圖34b銲針前端幾何示意圖7.webp)
![表 3.7.2 去 TIN 層測試溶劑調配比例及操作方法[18]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7411469.103857/28.893.171.808.132.760/表372去TIN層測試溶劑調配比例及操作方法18.webp)
![圖 3.10.c 拉力斷裂點需在球上方算合格[9]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7411469.103857/32.893.136.761.883.1021/圖31c拉力斷裂點需在球上方算合格9.webp)
![圖 3.12.a JMP 統計軟體操作介面[11]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7411469.103857/34.893.165.711.232.1032/圖312aJMP統計軟體操作介面11.webp)