某晶圓廠區域洗滌設備異常事件之風險評估
110
0
0
全文
(2) 某晶圓廠區域洗滌設備異常事件之風險評估 與改善對策 The Risk Assessment And The Improvement For Abnormal Events Of The Local Scrubber System In A Semiconductor Foundry. Student : Sheng-Chi Chang Advisor : Chun-sung Chen. 研 究 生: 張勝祈 指導教授: 陳春盛. 國 立 交 通 大 學. 工學院產業安全與防災學程 碩. 士. 論. 文. A Thesis Submitted to Degree Program of Industrial Safety and Risk Management College of Engineering National Chiao Tung University in Partial Fulfillment of the Requirements for the Degree of Master of Science in Industrial Safety and Risk Management June 2008 Hsinchu, Taiwan, Republic of China. 中華民國 九十七年 七 月.
(3) 某晶圓廠區域洗滌設備異常事件之風險評估與改善對策. 學生:張勝祈. 指導教授:陳春盛 國立交通大學產業安全與防災碩士班 摘要. 高科技產業一直被視為台灣經濟龍頭的產業,半導體產業更是當前的 經濟發展重要指標,並被行政院列為兩兆雙星產業之一(半導體及光電 業),根據經濟部工業局估計,台灣半導體在 2008 年總產值可達到 1.7 兆 元,可望再創新高。然環保意識抬頭,半導體製程所衍生的廢氣廢液等問 題,在全球暖化的今天,引起了高度重視。製程尾氣處理設備 (Local Scrubber),已是當今處理製程廢氣的重要一環,以往許多研究均是探討其 處理的效率問題,並未著墨於其本身機台的風險危害評估。 有鑑於此,本研究將以國內某半導體晶圓廠區域洗滌設備之異常事故 為樣本,審視其本體之安全設計及消除降低危害之情況,進行初步的危害 評估,鑑認出各單元之相對的危害等級,發現區域洗滌設備元件及管路的 部分,確實具有較高之危害風險。針對此高潛在的危害設施,以 HazOp (Hazard And Operation Study)分析法評估危害原因並著重改善對策的議題加 以探討,並提出工程控制的改善方案。 最後根據改善後當年與未改善前一年之異常事件做比較,檢視其結 果,發現確實有效降低系統風險危害的等級。此方法將可提供後續擴廠的 借鏡與方針,以提供此區作業人員安全的工作環境。 關鍵字:半導體、異常事故、風險評估、Local Scrubber、HazOp. -i-.
(4) The Risk Assessment And The Improvement For Abnormal Events Of The Local Scrubber System In A Semiconductor Foundry. Student: Sheng-Chi Chang. Advisor: Dr. Chun-sung. Chen Submitted to Degree Program of Industrial Safety and Risk management College of Engineering National Chiao Tung University Abstract High-tech industry has been viewed as the lead industry in Taiwan. The semiconductor industry is also an indicator of current economic development and is listed as “Two Trillion and Twin Star Industries Development Plan” by Executive Yuan. The output value of the semiconductor industry in Taiwan is estimated to 1.7 trillions and will hit the all-time high in 2008. However, the environment protection has been awakened and the problem on flare gas or waste liquid derived from the production process of semi-conductor has been taken seriously along with the issue on global warming. The local scrubber equipment is one of the important parts of the production process. There have been many researches on the processing efficiency other than the risk assessment of the local scrubber equipment. Accordingly, this research is sampling on the abnormal events of local scrubber in some foundry to examine the safe design of the equipment and to reduce the condition of the damage. We made the initial evaluation with regard to the damage and found out the relative degree of the damage for each unit. The result showed that the identity of the local scrubber and its piping were under relative high risk of damage. For high potential risk of damage, we used “Hazard And Operation Study” to analyze the damage factors and focus on the - ii -.
(5) issue on improvement, especially on action plan of engineering control. Finally, we compared the abnormal events occurred during the year when the action plan is implemented with last year when no action plan was carried out. Then it was resulted that action plan was actually efficiently reduced the degree of the damage for the system risk. This method can be carried into effect for further expansion and to provide a safe environment for the operators. Key words:Semiconductor、Abnormal Events、Risk Assessment、 Local Scrubber、HazOp. - iii -.
(6) 致謝 工作幾年後重拾書本,回到校園接受學術的洗禮,終於到了最後的階 段,順利地完成了論文的撰寫。回想剛考上的當初,本想藉著考上的氣勢 趁勝追擊,一股作氣先行把論文完成,但是每每夜晚坐在電腦桌前,腦中 卻沒有任何靈感,亦完全不知從何開始下筆。這才發現,有衝勁,不代表 有能力!沒有接受過論文撰寫技巧及專業的知識獲取,是無法完成好的著 作! 經過一年半載的扎根訓練,並在陳老師一步步的耐心教導與提攜下, 讓我在撰寫的技能上獲益良多,此論文才得以如期完成。心中之澎湃,是 無法以言語形容!所以,最先要感謝的人當然是我的指導教授陳春盛老師。 接著感謝與我一起 Meeting 的好同學麒元及兩位可愛的學妹文慈及雁 亭,要不是大伙的相互督促與扶持,才讓我有毅力跟著大家的腳步一起堅 持到最後。另外,還要謝謝在我這段承受壓力的辛苦日子裡,提供我週遭 生活無慮及心靈導師的父母親。最後則是這求學期間,給予我精神上的最 大支柱,我的女友小雲!謝謝妳的鼓勵與體諒我這段時間的忙碌,而忽略 了原本該陪伴妳的時光! 以此論文獻給所有要感謝的人,希望我的努力,能夠讓你們感到欣慰 與驕傲!. 張勝祈 謹致 中華民國 97 年 6 月 17 日 卯時. - iv -.
(7) 目. 錄. 中文提要. i. 英文提要. ii. 誌謝. iv. 目錄. v. 表目錄. vi. 圖目錄. vii 緒論. 1. 1.1. 研究背景與動機. 1. 1.2. 研究目的. 2. 1.3. 預期成果. 3. 1.4. 研究範圍與流程. 4. 文獻回顧. 7. 半導體產業概述. 7. 2.1.1. 我國半導體產業現況. 7. 2.1.2. 半導體產業製程簡介. 8. 2.1.3. 半導體製程氣體與尾氣危害特性. 15. 半導體製程尾氣減量控制技術. 21. 管末削減處理設備. 24. 風險評估方法與改良. 42. 3.1. 風險及風險評估之定義. 42. 3.2. 風險分析技術之選擇. 44. 3.2.1. 假如分析法/腦力激盪. 46. 3.2.2. 查核表. 48. 3.2.3. 工作安全分析. 49. 3.2.4. 初步危害分析. 49. 3.2.5. 危害與可操作性分析. 49. 3.2.6. 失誤模式與影響分析. 第一章. 第二章 2.1. 2.2 2.2.1 第三章. -v-. .. 51.
(8) 3.2.7. 故障樹分析. 53. 3.3. 事故頻率與嚴重度分析表. 55. 3.4. 改良前後之評估方式比較. 57. 3.5. 製程尾氣區域處理設備風險評估. 59. 案例分析與改善實例. 61. Scrubber Parts腐蝕/損壞之HazOp分析表. 61. Scrubber Parts腐蝕/損壞改善實例. 65. Exhaust結晶/阻塞之HazOp分析表. 70. Exhaust結晶/阻塞之改善實例. 75. 加熱帶燒毀之HazOp分析表. 81. 加熱帶燒毀改善實例. 83. 結論與建議. 87. 5.1. 結論. 87. 5.2. 建議. 90. 第四章 4.1 4.1.1 4.2 4.2.1 4.3 4.3.1 第五章. 91. 參考文獻 附錄一. 該晶圓廠異常事故表單範本. 93. 附錄一. 物質安全資料表MSDS十六大項摘要說明. 94. 附錄三. 該晶圓廠使用之氣體標示與特性. 95. - vi -.
(9) 表. 目. 錄. 表 1-1. 半導體廠排氣體種類及製程來源. 2. 表 1-2. 半導體製造業空氣污染管制及排放標準. 3. 表 1-3. 安全監控系統異常事故年度分布統計表. 5. 表 1-4. 氣體偵測系統異常事故來源分佈表. 5. 表 2-1. VLSI. 11. 表 2-2. 半導體PFCs製程氣體與尾氣對照表. 18. 表 2-3. 半導體製程中常用之PFCs. 19. 表 2-4. 台灣半導體產業PFCs使用量和WSC統計資料. 20. 表 2-5. 竹科某晶圓廠之製程尾氣區域處理系統設備. 25. 表 2-6. 各類型管末削減技術優缺點比較. 36. 表 2-7. 乾式吸附式各機型規格比較. 37. 表 2-8. 燃燒水洗式各機型規格比較. 39. 表 2-9. 電熱水洗式Local Scrubber比較表. 40. 表 3-1. 各種評估方式使用時機. 45. 表 3-2. Local Scrubber PM作業安全觀察查核表. 48. 表 3-3. FMEA分析表. 52. 表 3-4. 建立故障樹時所使用符號與名詞說明. 54. 表 3-5. 可能性等級區分. 55. 表 3-6. 嚴重性等級區分. 56. 表 3-7. 風險等級區分. 56. 表 3-8. 改善建議執行原則. 56. 表 3-9. 事故頻率等級區分與本案例分析比較表. 57. 表 3-10. 本案例嚴重性等級區分. 58. 表 3-11. 本案例改善建議執行原則. 58. 表 3-12. 製程尾氣區域處理系統設備風險評估分析結果. 60. 表 4-1. Heating Jacket 改善前改善後差異比較表. 61. DRAM 環境要求. - vii -.
(10) 表 5-1. 96 年度 Local Scrubber 改善後風險矩陣分析表. 87. 表 5-2. 異常事件 95、96 年度統計表. 87. - viii -.
(11) 圖. 目. 錄. 圖 1-1. 研究流程圖. 6. 圖 2-1. 半導體產業製造流程圖. 9. 圖 2-2. 矽晶圓的製造. 10. 圖 2-3. 晶圓積體電路製程四大模組. 11. 圖 2-4. 黃光製程流程圖. 12. 圖 2-5. 等向性及非等向性蝕刻. 13. 圖 2-6. 晶圓廠特殊氣體供應及排放流程圖. 17. 圖 2-7. TSIA PFCs排放減量目標值設定原則. 20. 圖 2-8. PFCs氣體製程減量方法. 21. 圖 2-9. PFCs 排放減量活動 - 替代化學品. 22. 圖 2-10. 製程尾氣管末削減處理技術流程圖. 24. 圖 2-11. 乾式吸附劑使用情形. 26. 圖 2-12. 乾式吸附式-CLEAN-S Z-13. 27. 圖 2-13. CDO-863 構造圖. 28. 圖 2-14. ECS-2250 電熱水洗Chamber. 29. 圖 2-15. 電熱水洗式- ECS2250 電熱腔室及洗滌塔外觀圖. 29. 圖 2-16. 燃燒水洗Local Scrubber. 30. 圖 2-17. TPU 燃燒腔室及多孔透氣性燃燒室壁. 31. 圖 2-18. TPU燃燒水洗式Scrubber填充式拉希環洗滌塔. 31. 圖 2-19. Unisem-UN2004A架構圖. 32. 圖 2-20. 觸媒分解方式. 33. 圖 2-21. 觸媒氧化式Scrubber外觀. 33. 圖 2-22. 電漿Scrubber破壞技術方法. 34. 圖 2-23. Edwards-Zenith Local Scrubber外觀圖. 35. 圖 3-1. 風險評估模式及流程圖. 43. 圖 3-2. 風險評估方法之適用性分析. 44. - ix -.
(12) 圖 3-3. 製程危害評估方法選擇. 46. 圖 3-4. HazOp分析程序. 51. 圖 4-1. 單層 316 SUS設計之Quench. 65. 圖 4-2. 改善後之雙層 316 SUS Quench. 66. 圖 4-3. 原設計之Water Mill. 66. 圖 4-4. 新設計之Cooling Tank. 67. 圖 4-5. 原設計之Buffer Tank. 67. 圖 4-6. Scrubber 本身之Damper. 68. 圖 4-7. Drain Tank增加Vent Piping改善圖. 69. 圖 4-8. Cyclone Damage照片圖. 69. 圖 4-9. Exhaust Flange及Clamp結晶腐蝕狀況. 75. 圖 4-10. Acid Exhaust積水問題及水封改善照. 76. 圖 4-11. 原管路位置已拆除,移至右下圖中位置. 77. 圖 4-12. Unisem Scrubber 水氣改善圖例. 78. 圖 4-13. Hydro Cyclone取代原先的WRU module照片. 79. 圖 4-14. Service Module取代原先WRU Module圖. 79. 圖 4-15. WESP靜電處理系統構造圖. 80. 圖 4-16. 加熱帶燒毀之異常事故照片. 83. 圖 4-17. 主電線過熱造成電線走火照. 84. 圖 4-18. 溫控器內SSR 遭電流過大而擊穿電線且過熱照片. 84. 圖 4-19. 溫度控制器與布包間採通風設計圖例. 85. 圖 4-20. 整場運轉監控系統圖例. 85. 圖 5-1. 95 年度與 96 年度異常統計比較圖. 88. 圖 5-2. SUS與FRP材質之Exhaust結晶狀況. 88. -x-.
(13) 第一章 緒論 1.1. 研究背景與動機 由於產業政策的轉型,半導體產業新的製程產品不斷的被開發,新的. 設備需求不斷的更新下,晶圓廠也由以前的 8 吋廠持續發展至現今的 12 吋廠,台灣已是全球晶圓廠密度最高的地區,在全球的晶圓供應鏈上扮演 舉足輕重的角色。我國半導體產業可以說是起步稍晚,但進步的速度卻飛 快,已直逼先進國家水平,然而在工業安全的議題上則尚待加強與努力。 近年來隨著社會的變遷及國民生活的改善,已到達不容許有重大災害 事故的發生來影響經濟水準的提升,故半導體產業的工安問題已是不容忽 視的問題,再者全球暖化的問題日趨嚴重,使得環保意識逐漸高漲,由於 半導體製程製造技術愈趨複雜,所潛在的環境破壞與職業災害也越來越不 能被輕忽。 以晶圓廠為例,製程中使用到的化學物質種類繁多,所用到的原物料 或副產物含有多種有害性氣體(表 1-1),其中包括多種特殊金屬與氫化物 如 SIH4、WF6 等物質;同時為了保持機台的溫度控制、抗化學反應的潤滑 與特殊需求,也會使用較高分子的 PFCs 等溫室氣體。這些有害性氣體及 全氟化合物,有很多是具有兩項以上之特性,如酸鹼性氣體,一般而言亦 同時具有毒性;又如 PH3 則具有腐蝕性和毒性外,亦具有可燃性,且對環 境及人體的危害相當大。依據高壓氣體勞工安全規則第四條之規定爆炸下 限在百分之十以下或爆炸上限與下限之差在百分之二十以上之氣體,在半 導體廠使用的有:AsH3、B2H6、SiH4、SiH2Cl2、Si2H6、SiHCl3、GeH4、 PH3、NH3、H2、H2Se、H2S 等;依據高壓氣體勞工安全規則第六條之規 定容許濃度在百萬分之二百以下之毒性氣體在半導體使用者有:AsH3、 AsCl3、B2H6、BF3、CL2、SiH4、SiF4、NH3、CCl4、HBr、HF、PCl3、 POCL3、GeH4、PF3、HCl、PH3、H2Se、H2S 等【1】。這些製程後殘存 的氣體如果於管線中反應,輕者可能造成風管堵塞、管路腐蝕等問題,嚴 重者甚至發生洩漏及火災爆炸,停止生產的後果。. -1-.
(14) 製程尾氣區域處理設備(Local Scrubber)設置之目的,就是為了處理諸 如此類的有害性氣體,讓其在無塵室機台端(POU)反應被排放出後,即由 真空 Pump 抽至 Local Scrubber 做處理,避免在冗長的排氣過程中引發非預 期的氣體洩漏,局部聚積或相互反應。待處理過後的氣體再接續至廠務端 做第二道處置,以減少廠務端汙染物處理上的負荷,達到表 1-2 環保署對 半導體業空氣污染管制及排放的標準。倘若其一旦有故障進而發生洩漏的 問題,很可能會導致各種危害如火災爆炸、人員中毒、環境破壞等傷害, 嚴重時更可能造成人員傷亡或生產中斷等巨大損失,所以國內各晶圓廠莫 不藉由各種管理方式,來達到製程尾氣區域處理設備的危害控制。 表 1-1 半導體廠排氣體種類及製程來源 廢氣種類. 污染物成份. 污染源. 酸鹼廢氣. 酸氣:HF、HCl、HNO3、H2SO4、CH3COOH、 H3PO4、 H2Cr2O7 鹼氣:NH3、NaOH. 氧化、光罩、蝕刻、 反應爐(氧化爐、擴散)之清 洗、CVD. 有機溶劑廢氣. 二氯甲烷(CH2Cl2)、氯仿(CHCl3)、丁峒、甲苯、 乙苯、丙酮、苯、二甲苯、4-甲基-2戉酮 [(CH3)2CHCH2COCH3]、乙酸丁酯、三氯乙烷、 異丙醇、四甲基胺、氯醛、四氯乙烯、乙基苯、 亞甲基二氯、丁基苯、Trans-1,2-Dichloroethene. 光阻液清洗、顯像液清除、 蝕刻液清除、晶圓清洗. 毒性氣體. AsH3、PH3、SiH4、B2H4、B4H10、P2O5、SiF4、CCl4、 HBr、BF3、AlCl3、B2O5、As2O3、BCl3、POCl3、Cl2、 HCN、SiH2Cl2. 氧化、光罩、蝕刻、擴散、 CVD、離子植入. 燃燒性氣體. SiH4、AsH3、PH3、BF3、H2、SiH2Cl2. 離子植入、CVD、擴散. 1.2 研究目的 環顧國內相關論文,均是對其處理效率的探討,但並未有對其之安全 效能評估的相關研究,遂本文將選擇適當之風險評估技術,建立日後針對 製程尾氣區域處理設備做具體可行之風險評估,並經眾人以腦力激盪來擬 定改善對策,以降低風險並提升其機台之安全效能。本研究是利用風險評 估的方式,以半導體業晶圓廠的製程尾氣區域處理設備為例,探討氣體管 件、機台本體設備的故障以及人為的錯誤操作等,使用 HazOp 風險評估法 加以分析,了解所存在之風險,並加改善,減少異常事件的發生次數。 -2-.
(15) 1.3 預期成果 異常事件的發生與產業的穩定性及作業人員安危息息相關,本文之研 究目的及預期成果可歸納成下列四項: 1.將製程尾氣區域處理設備的異常事故的資料收集與分析,並對危害的預 防以及提出改善對策,達到晶圓廠防災減害之貢獻。 2.發展半導體產業製程尾氣區域處理設備適當之風險評估工具,並將執行 的經驗,傳承為日後廠內的相關評估方式,並根據風險評估後的資料, 檢討該廠內之製程尾氣區域處理設備是否符合廠內之要求。 3.建立廠商及新進作業人員於機台操作時能清楚了解所需的防護措施及危 害等級的區分。亦可提供日後該廠於園區三五路新建廠房的參考指標。 4.參與本研究之工作同仁,預期可藉著此次研究相關工安之事件的認知, 並藉著教育訓練,可提供後續擴廠的借鏡與方針。 表 1-2 半導體製造業空氣污染管制及排放標準 空氣污染物. 排放標準 排放削減率應大於 90%或工廠總排放量. 揮發性、有機性. 應<0.6kg/hr(以甲烷為計算基準) 排放削減率應大於 90%或工廠總排放量. 三氯乙烯. 應<0.02kg/hr. 硝酸、鹽酸、磷酸及氫氟酸 硫酸. 各污染物排放削減率應大於 90%或各污 染物工廠總排放量應<0.6kg/hr 排放削減率應大於 95%或工廠總排放量 應<0.1kg/hr. 資料來源:行政院環保署. -3-.
(16) 1.4 研究範圍與流程 本研究對象於 1994 年成立於新竹科學園區,目前擁有三座 12 吋晶圓 製造廠及一座 8 吋晶圓代工廠,另於 2006 年與日商爾必達(Elpida)於台中 科學園區合資成立一座全球最大 12 吋晶圓製造廠,並於 2008 年底規劃興 建第四及第五座 12 吋晶圓製造廠。其業務範圍涵蓋動態隨機存取記憶體製 造及晶圓代工兩大類別,其 DRAM 製程技術可達到 70 奈米,並朝向 58 奈米目標前進。 本文以該半導體廠風險控制部門的安全監控系統為範圍,將 2003 至 2006 四年間之異常事故紀錄為樣本加以整理,以統計異常事故資料分布的 情形,由統計結果顯示,氣體偵測器發報之異常事故為最大宗(如表 1-3), 占全體異常事故之 46%。再將氣體偵測器發報事件統計結果逐一篩選發 現,製程尾氣中的區域洗滌設備(Local Scrubber)為本廠異常事件發生頻率 最多,占所有氣體偵測器發報總數的 41% (如表 1-4)。 先將異常事件最多的製程尾氣區域處理設備做初步危害風險評估,將 機台作出危害指數高低等級,待篩選出危害等級較嚴重之項目,再遴選出 相關之製程、設備、廠務人員以及設備廠商,並與該廠資深工安衛人員, 共同參與討論進行細部危害與可操作分析,分析出其機台設備的危害可能 原因與可能造成的後果,相關之防護措施並提出改善建議,於歲休時適當 時機進行改善方案,達到降低風險等級的目標。. -4-.
(17) 表 1-3 安全監控系統異常事故年度分布統計表 System 火災警報系統 化學漏液偵測系統 氣體偵測系統 極早期偵煙系統(VESDA) 總計 百分比. 2003. 2004. 2005. 2006. 21. 27. 23. 26. 總計 97. 百分比 13%. 45 69 21 156 20%. 50 84 29 190 25%. 61 91 21 196 26%. 75 108 16 225 29%. 231 352 87 767 100%. 30% 46% 11% 100%. 安全監控系統偵測發生異常事故分佈特性如下: 異常事故年度分佈圖 火災警報系統. 100. 化學漏液偵測系 統 氣體偵測系統. 50. 極早期偵煙系統 (VESDA). 0 2003. 2004. 2005. 2006. 表 1-4 氣體偵測系統異常事故來源分佈表. Gas Supply System. 氣瓶櫃. 人為造成 Exhaust Piping造成 偵測器異常/干擾 閥件故障 其他 總計 百分比. 5 1 15 2 4 27 8%. 緊急除害 分歧閥 裝置 箱 1 0 4 1 1 7 2%. 2 0 17 2 3 24 7%. 調節箱. P.O.U. 7 2 21 1 3 34 10%. 26 11 42 10 13 102 29%. 區域除害 中央除害 裝置 裝置 38 22 43 26 13 142 40%. 2 6 4 1 3 16 5%. 氣體偵測系統異常事故來源分佈特性如下: 異常事故原因分佈圖 氣瓶櫃 緊急除害裝置 分歧閥箱 調節箱 P.O.U 區域除害裝置 中央除害裝置. -5-. 總計 81 42 146 43 40 352 100%.
(18) 本論文的研究流程請參閱圖 1-1。. 異常事故統計. 確立研究主題. 相關文獻搜集. 量化風險等級. 鑑別高風險單元. 危害與可操作性分析. 否 問題解決. 是. 結論與建議 圖 1-1 研究流程圖 -6-.
(19) 第二章 文獻回顧 2.1 半導體產業概述 半導體產業是集合電子、電機、光學、物理、化學、機械及材料科技 之整合產業,亦是電子工業的上游技術產業,因此,一國半導體產業之盛 衰,代表其電子產業興盛與否,半導體產業強大者,即表示其電子產品也 立於不敗之地。半導體產業是高技術密集及高資本密集的產業,故半導體 技術能力,也展現了一個國家在科技產業上之地位;這就是為什麼美、日、 韓及歐洲工業化國家各國政府每年均大幅支援其國內半導體產業研發,將 其列為優先發展產業主要原因【2】。 2.1.1 我國半導體產業現況 近幾年來,我國半導體產業在完整的專業分工體系的有效運作,輔以 12 吋晶圓廠產能及成本效益發酵等助力推進下,使得我國 2007 年半導體 產業整體產值預計可達新台幣 15.5 兆元以上的新高水準,並在晶圓代工及 封裝業的產值維持全球排名第一。 面對當前全球半導體產業的快速變動與激烈競爭,廠商若能掌握成本 優勢,就可有效提升本身的市場競爭力。以 DRAM 製造廠商為例,擁有較 高比重 12 吋晶圓廠之 DRAM 業者即因產品單位成本的降低,而有較高之 獲利能力。我國 DRAM 大廠如力晶半導體(PSC)、茂德科技(ProMOS)之產 品採用 12 吋廠的比重均高於國際 DRAM 大廠-海力士(Hynix)、美光 (Micron)等,使我國廠商在市場上的競爭力更加提升。因此,12 吋晶圓廠 的建置,遂已成為當前全球半導體製造廠商提升競爭優勢之重要發展策 略。而政府在近幾年,也大力推動 12 吋晶圓廠之建置,協助廠商排除投資 障礙(如土地、水電等基礎建設的提供),以鼓勵國內外廠商持續在台投資。 例如,為滿足國內半導體廠商之投資需求,於 2007 年底協助解決竹科園區 三五路的土地徵收案,以促成台積電(TSMC)、力晶(PSC)及世界先進 (Vanguard),得以順利取得建廠用地。展望未來,在所有建置及規劃中之 12 吋晶圓廠產能陸續到位後,我國將可望成為全球 12 吋晶圓廠產能最大 -7-.
(20) 之國家,若再結合國內廠商成本控制與製程管理等產業優勢,必能有效提 升我國半導體產業因應競爭日趨嚴峻之全球市場的競爭優勢。 相對於前述之代工及製造能力外,國內半導體產業在研發支出上,尚 且落後全球先進國家或大廠許多,可是在資本支出方面,卻領先全球,因 此,我們可清楚的發現到,我們的競爭優勢存在於成本結構,製程技術與 良率穩定度,與製造能力有關的項目上,而這些領域,都是因為我們不斷 大手筆投注在資本支出下的結果。反觀在產品設計、智權、創新與應用等 與研發能力有關的項目上,我們就相對落後許多。在此情形下,代工事業 的茁壯,乃至位居全球領導地位,而自有產品的發展卻無法和先進大廠競 爭,只能走利基產品,也就有跡可尋了。 目前我國晶圓代工製程技術已下探至 45 奈米製程,國內 DRAM 廠商 亦已導入 70 奈米製程,未來將朝向下探至 58 奈米製程為目標。在全球半 導體產業庫存逐步調整之際,許多國際整合元件製造廠(IDM)已經開始進 行資產輕減的計畫,使得全球整合元件製造廠趨向「輕晶圓廠」 (fab-lite ) 經營策略,其中,包括德儀(TI) 已將 45 奈米以下製程轉與台積電、聯電 合作,恩智浦(NXP)、意法半導體(STMicroelectronics)、英飛凌(Infineon)、 SONY 等大廠,則開始縮減產能、擴大委外代工。另一方面,鑑於終端產 品對於高效能與節能的需求,也將促使半導體產業持續朝向「製程微縮」 與「高度系統整合」兩大技術趨勢發展。台灣半導體廠商如能充分運用我 國人才管理優勢,掌握前述之全球產業發展走勢的商機,藉以強化與美、 日、歐廠商的聯盟關係,以提升全球地位及市場占有率,如此將為我國半 導體產業發展注入一股新的成長動能。【3】 2.1.2 半導體產業製程簡介 如圖 2-1,半導體產業製造類別可概分為上游的矽晶圓製造程序、中 游的積體電路製造程序、下游的 IC 晶片構裝、測試製程等幾個步驟。其內 容如下:. -8-.
(21) 砂石SiHCl 砂石SiHCl. 氧. 純化. 純化. 晶圓初成品. 晶圓成品. 氧化爐. 晶圓切割. (初步氧化). 浮帶法. 拉升法 矽單晶體. 第一層光罩 (P區光組、蝕刻、清洗). 擴散爐 (擴散、離子植入). 第二層光罩. IC晶片構裝製程. 矽多晶體. 積體電路製程. 矽晶圓製程. 反應爐中提煉. 晶片粘著 連線打著 封膠 印碼. (閘區及接點區光阻. 切削、打磨 矽晶錠 切片 晶圓棒 研磨 清洗. 、蝕刻、清洗). 氧化爐 (閘區氧化). 第三層光罩. 去筋打彎 導線電鍍 浸錫. (接點區光阻、蝕刻、清洗). 清洗 濺鍍機 (金屬覆蓋、CVD). 第四層光罩 (接點區光阻、蝕刻、清洗). 成品測試 包裝. 測試 電子產品 晶圓初成品. 晶圓成品. 註:虛線表示視晶圓功 能需要行多次循環處理. 圖 2-1 半導體產業製造流程圖。資料來源:工安衛中心 ITIS 調查報告 (一) 矽晶圓製造程序: 一般晶圓乃是指矽半導體積體電路製作所用之矽晶片,由於其形狀為 圓形,故稱為晶圓;晶圓是製造積體電路(Integrated Circuit, IC)的基本材 料,通常是由矽(Silicon, Si)或砷化鎵(Gallium Arsenide, GaAs)等半導體 (Semiconductor)所組成,在晶圓上加工製作各種電路元件連線結構,後即 可成為有特定電性功能之 IC 產品。而晶圓製作過程為,先將矽晶圓利用特 殊的拉晶(Crystal Pulling)裝置將熔化的純矽,緩慢旋轉逐漸拉升冷卻以獲 得單晶(Crystal)結構的晶棒(Ingot),如圖 2-2 (a)所示。矽晶棒再經過研磨、 拋光、切片,即成矽晶圓,如圖 2-2 (b)所示。矽晶圓的表面光滑明亮如一 片圓鏡,需要經過積體電路製造技術在晶圓的表面上製作電路元件,才能 成為可用的積體電路。 -9-.
(22) (a)拉晶. (b)晶棒. (c)晶圓. 圖 2-2 矽晶圓的製造 (二) 積體電路製造程序:【4】 積體電路製程之主要工作為在矽晶圓上製作電路與電子元件(如電晶 體、電容體、邏輯閘等) ,為上述各製程中所需技術最複雜且資金投入最多 的過程,其所需處理步驟可達數百道,而其使用的機台昂貴,密集且更新 替換迅速,其所需製造的環境為一溫度、濕度與含塵量(Particle)均需控 制的無塵室(Clean-Room) ,原因是 VLSI 集積度越高,限寬越小,大約線 寬十分之一的塵埃即會對產品的良率產生影響。以 DRAM 製造之晶圓廠為 例,表 2-1 為其無塵室潔淨度之要求。. - 10 -.
(23) 表 2-1 VLSI 環境要求. 最小. VLSI 集積度. 線寬. 16k bit. 64k bit. 256k bit. 1M bit. 5µm. 2µm. 1.5µm. 0.8µm. DRAM 環境要求. 高潔淨度. 溫溼度. 0.3~0.5µm. 21~25±0.5oC. 100 個/ft3. 35~60%R.H.. 0.3~0.5µm. 21~25±0.2oC. 10 個/ft3. 45±5%R.H.. 0.3~0.5µm. 21~25±0.1oC. 100 個/ft3. 45±5%R.H.. 0.3~0.5µm. 21~25±0.1oC. 100 個/ft3. 45±3%R.H.. 振動. 靜電. 以全周數帶 (3~100HZ). –. 5~6µm 以低周數帶 (30HZ以下) 2µm以下 以低周數帶 (30HZ以下) 2µm以下 以低周數帶 (30HZ以下) 1µm以下. 靜電 中和 靜電 中和 靜電 中和. 雖然詳細的處理程序是隨著產品種類與所使用的技術有關,不過其基 本處理步驟可分為下列四大製程模組(圖 2-3)。. 黃光. 擴散. Photo. Diffusion. 蝕刻. 薄膜. Etch. Thin/Film. 圖 2-3 晶圓積體電路製程四大模組 - 11 -.
(24) 1.黃光製程 光學顯影是將 IC 設計圖形轉換至矽晶上的重要步驟。光學顯影主要步 驟包括光阻塗佈、烘烤、光罩對準、曝光及顯影等程序如圖 2-4 所示,一 般來說,在光阻經過了曝光及顯影程序之後,便可將 IC 設計轉換至矽晶 上,而光學顯影便是在這個時候,將光罩上的 IC 設計圖形轉換到光阻下的 薄膜層或矽晶上,使矽晶成為可用 IC。同時由於此階段製程均採用黃色燈 光作為照明,因此此項步驟又稱之為黃光。. 去 水 烘. 塗. 曝 光 後 烘. 對準/曝光. 顯. 影. 完. 硬. 底. 光 阻 覆 蓋. 曝 光 前 烘. QX/ADI/SEM CD 檢. 烤. 光 阻 去. 蝕刻或離子植入. 圖2-4 黃光製程流程圖. 2.蝕刻製程 在半導體製程中,蝕刻(Etch)被用來將某種材質自晶圓表面上移除。蝕 刻技術可以分為『濕蝕刻』(Wet Etching)及『乾蝕刻』(Dry Etching)兩類。 在濕蝕刻中是使用化學溶液,經由化學反應以達到蝕刻的目的,而乾蝕刻 通常是一種電漿蝕刻(Plasma Etching),電漿蝕刻中的蝕刻的作用,可能是 電漿中離子撞擊晶片表面的物理作用,或者可能是電漿中活性自由基 (Radical)與晶片表面原子間的化學反應,甚至也可能是這兩者的複合作用。. - 12 -.
(25) 乾蝕刻是以氣體作為主要蝕刻媒介,使氣體在電場中解離,產生具有 反應及方向性的離子。 a.濺擊蝕刻(Sputtering Etch),具備極佳的非等向性,圖 2-5。 b.電漿蝕刻(Plasma Etching),具備極佳的選擇性。 c.反應式離子蝕刻法(Reactive Ion Etch) ,此為同時具備高選擇性及非等向 性之蝕刻法。 濕蝕刻為最早被使用的蝕刻技術。利用薄膜與特定溶液間所進行的化 學反應,來除去未被光阻覆蓋薄膜。其優點為製程單純,速度快。缺點則 為只有等向性蝕刻。. 1.等向性蝕刻. 2.非等向性蝕刻. 圖 2-5 等向性及非等向性蝕刻 3.擴散製程 為一種描述一材料移入另一材料的基本特性問題,擴散之發生係從相 對高濃度區進入到低濃度區,其係由於原子、分子或離子間的運動而引起 者。在半導體製程中,高溫擴散係被用以說明掺質移入矽晶格的機制,擴 散能以氣態、固態或液態的方式發生。 a.爐管(Furnace):高溫 擴散主要都是在爐管中進行,在高溫的爐管中放入晶片,使擴散源得以擴 散入晶。 - 13 -.
(26) b.濕蝕刻(Wet):高腐蝕 使用化學溶劑進行晶片表面清潔。 c.離子植入(Implant):高電壓、高毒性、輻射區 當具有一定初始能量的入射離子射入固體靶(Target)時,會與靶中的原 子核或電子發生碰撞,在碰撞過程中把部份能量傳給靶材中的原子核或電 子,入射離子的能量因而減小,運動方向發生偏折。爾後,此入射離子又 與另外的靶材中的原子核或電子發生碰撞。這個過程一直不斷下去,直到 入射離子停下來為止,因此,具有一定初始能量的入射離子射到靶中後, 將走過一個十分曲折的路徑,同時不斷損失能量,最後在靶中的某一點停 止下來。 4.薄膜製程 薄膜沈積依據沈積過程中,是否含有化學反應的機制,可以區分為物 理氣相沈積(Physical Vapor Deposition,簡稱 PVD)及化學氣相沈積 (Chemical Vapor Deposition,簡稱 CVD)。其涵蓋金屬導線技術、介電層 技術以及平坦化技術等三項子技術,就金屬導線技術而言,目前以銅導線 沈積技術研發為主,依據半導體製程發展趨勢將開發高電漿密度物理性金 屬沈積技術、電化學沈積技術以及化學氣相沈積技術。以介電層技術而言, 主要分為先進介電質沈積技術及低介電常數薄膜成膜技術,先進介電質沈 積技術為開發高密度電漿化學氣相沈積,介電質抗反射層氟摻雜玻璃蝕刻 阻擋層等應用於 0.18 微米之介電層沈積技術;而低介電常數薄膜主要應用 於高速元件傳遞延遲、功率消耗及干擾。本區機器操作時,機器中都需要 抽成真空,所以又稱之為真空區,真空區的機器多用來做沈積暨離子植入, 也就是在 Wafer 上覆蓋一層薄薄的薄膜,所以稱之為「薄膜區」。 (三)晶圓針測 經過積體電路製程後,晶圓上即形成一格格的小格,我們稱之為晶方 或是晶粒(Die),在一般情形下,同一片晶圓上皆製作相同的晶片,但是 也有可能在同一片晶圓 上製作不同規格的產品;這些晶圓必須通過晶片允 收測試,晶粒將會一一經過針測(Probe)儀器以測試其電氣特性, 而不 - 14 -.
(27) 合格的的晶粒將會被標上記號(Ink Dot) ,此程序即 稱之為晶圓針測製程 (Wafer Probe)。然後晶圓將依晶粒 為單位分割成一粒粒獨立的晶粒,接 著晶粒將依其電氣特性分類(Sort)並分入不同的倉(Die Bank),而不合 格的晶粒將於下一個製程中丟棄。 (四)IC 晶片構裝 IC 晶片構裝製程(Packaging)是利用塑膠或陶瓷包裝晶粒與配線以成 積體電路(Integrated Circuit;簡稱 IC),此製程的目的是為了製造出所生 產的電路的保護層,避免電路受到機械性刮傷或是高溫破壞。最後整個積 體電路的周圍會向外拉出腳架(Pin),稱之為打線,作為與外界電路板連 接之用。 (五)測試製程 半導體製造最後一個製程為測試,測試製程可分成初步測試與最終測 試,其主要目的除了為保證顧客所要的貨無缺點外,也將依規格劃分 IC 的等級。在初步測試階段,包裝後的晶粒將會被置於各種環境下測試其電 氣特性,例如消耗功率、速度、電壓容忍度等。測試後的 IC 將會依其電氣 特性劃分等級而置入不同的 Bin 中(此過程稱之為 Bin Splits),最後因應 顧客之需求規格,於相對應的 Bin 中取出部份 IC 做特殊的測試及燒機 (Burn-In) ,此即為最終測試。最終測試的成品將被貼上規格標籤(Brand) 並加以包裝而後交與顧客。未通過測試的產品將被降級(Downgrading)或 丟棄。由於最終測試是半導體 IC 製程的最後一站,所以許多客戶就把測試 廠當作他們的成品倉庫,以避免自身工廠的成品存放的管理,另一方面也 減少不必要的成品搬運成本。 2.1.3 半導體製程氣體與尾氣危害特性 半導體產業因製程的需求,不論是在矽晶圓、積體電路製造、或是 IC 晶片構裝,所使用到的化學物質種類相當繁雜,而這些化學物質或溶劑的 使用即是為半導體生產之主要空氣污染源,也因此使得其產業空氣汙染呈 - 15 -.
(28) 現量少但是種類繁多的特性,尤其以機體電路 IC 製程,幾乎每個步驟皆分 別使用各式各樣的毒性氣體、酸鹼物質及有機溶劑,而各種物質經過反應 後又形成種類頗為複雜之產物,且由於製程的特性,大量的原料氣體並未 在製程中完全反應而是以製程尾氣的型態排出,各製程不同,使用的化學 物質亦不同,故所有製程幾乎都可能是空氣汙染源,且皆為連續排放【5】。 倘若這些尾氣處理設備處理效能不佳,危害性氣體就會沿著煙道排放進入 廠區周界,影響空氣品質,甚至部分會經由 MAU 進入廠內,影響作業環 境及製程良率。 由於積體電路製造之晶圓廠為整個半導體工業的廢氣汙染產生的最 大來源,其他半導體產業如晶圓包裝程序,是將積體電路與導線架等組構 物件製成積體電路電子組件,以構裝導線架等組件與後續清洗作業為主, 其所產生的酸鹼與揮發性有機廢氣,由於排放量相對於積體電路製造可說 微乎其微,所以並不作多述。 晶圓廠的廢氣成分中 CF4、C2F6、NF3、F2、CLF3 來自化學氣相沉 積(CVD)製程以及所屬機台的 Chamber Clean,SF6、CL2 來自乾蝕刻(Dry Etching)製程,SiH4、NH3、N2O、SiH2Cl2、O3 為擴散爐管製程,HF 則 來自機械研磨、晶圓清洗或 CVD 製程所產生的製程廢氣,有機廢氣的產 生則以黃光製程的光阻劑等溶劑為主。在危害方面,其危害性如 SiH4、 TMA、TEOS 發生洩漏時與空氣混合會發生自然現象,毒性化學物質如 NH3、CL2、Hbr、NH3 等氣體具有強烈毒性及腐蝕性,而製程載氣 H2 具 有火災爆炸的危險,氧化物質 NF3、N2O 等與不相容物則會產生爆炸的風 險性。而酸毒性排放管路的廢氣排放量在半導體廠排放氣體的總量的比例 為最高,廢氣排放的程序也最為複雜,相對的環境衝擊亦是最大。 一般而言,半導體製程的尾氣可依據其中所含的殘餘原料氣體化學特 性和副產物的影響範圍,可分為: (1)腐蝕性氣體、(2)燃燒性氣體、(3) 有 機化合物、(4)全氟化合物四種形式。大部份製程尾氣可直接經由管線輸送 至末端的中央處理系統(Central Scrubber Systems)處理。而少數高反應性氣 體在其排出製程機台(POU)後,應立即以適當的區域洗滌設備(Local Scrubber),將其轉化為比較安全的型態,圖 2-6 為晶圓廠特殊氣體供應及 - 16 -.
(29) 排放流程圖。而後才能繼續輸送至中央處理系統做二次處理。也因此製程 尾氣區域處理系統成為廠內廢污毒害匯流而成的系統設備,適當的尾氣處 理設備可有效降低工業發展對環境的衝擊,然而,不當的尾氣處理系統不 僅無法達成環境保護的目的,甚至會引起廠內工安的意外事故,造成不必 要的損失【6】。. Tool Gas Box. VMB Central Scrubber. Pump. Scrubber. Gas Cylinder. ENV GD. 直接排至 大氣. Gas Supply Acid Exhaust General Exhaust GD Sampling GD. 圖 2-6 為晶圓廠特殊氣體供應及排放流程圖 晶圓廠典型的氣體危害來源包括機台或管件的洩漏等,另 Local Scrubber 在處理製程尾氣時,如果發生洗滌塔或 Water Tank 破裂情形,造 成毒性或可燃性氣體外洩或空氣進入洗滌塔,可能導致爆炸或毒氣外洩意 外發生,另製程尾氣的酸鹼排氣管件阻塞、加熱溫度控制失效、亦可能造 成化學氣體在環境中累積,當濃度超過爆炸下限時,若遇火原即會產生火 災爆炸等風險。例行性或緊急機台維修保養人員的操作不當也會使一些化 合物溢散出來,這些有害性氣體藉著空調系統的循環作用回流至無塵室 內,導致人員吸入性的危害,根據資料顯示,從事半導體作業之員工多易 罹患各種慢性或急性之職業疾病,如腦部及中樞神經系統障礙、腎臟炎、 眼疾、皮膚炎、肝臟代謝障礙症、窒息性溶血症、骨骼壞死、肺水腫、並 - 17 -.
(30) 導致畸胎不孕等生殖性疾病。 另外,半導體業使用廣泛的全氟化物 PFCs (表 2-2),其的 C-F 鍵能量 穩定,不容易分解,且其氟原子和碳、氮硫的分子具有很強的紅外線吸收 力及熱穩定,尤其是化學結構愈對稱的化合物對溫室效應的影響愈大,可 在大氣中存留至數萬年時間,因此它們被認為是最強的溫室氣體。 如表 2-3 所示,PFCs 主要被用於半導體化學氣相沉積(CVD)及乾蝕刻 (Dry etching)機台反應腔體的電漿清潔和電漿蝕刻。使用氣體包括四氟甲烷 (CF4) 、六氟乙烷(C2F6) 、八氟丙烷(C3F8) 、八氟環丁烷(C-C4H8)、 三氟化氮(NF3)、六氟化硫(SF6)和氟氫碳化物(HFCs)如三氟甲烷 (CHF3)。上述的 PFCs 和 HFCs 在業界均被統稱為 Perfluorinated Compounds(PFCs)。 表 2-2 半導體 PFCs 製程氣體與尾氣對照表 排放氣體 製程氣體. CH F3. CF4. CHF3. ★. CF4 C2 F6. C2 F. C2 F. C4 F. 6. 4. 8. ★. ★. ★. ★. ★. C3 F8 C4 F8 NF3. ★. SiF4. OF2. CO F2. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. NF3. SF6. ★ ★. SF6. ★. SO F2. HF. F2. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. ★. 註:★表可能測得之尾氣種類。資料來源:工研院環安中心 ITIS 計畫 國際上自 1992 年地球高峰會議中訂定永續發展的議題後,至今已有近 200 項相關的國際公約及協定依此理念頒佈,且已有 20 項具有貿易制裁條 款,而備受矚目的蒙特婁議定書、巴塞爾公約及聯合國氣候變化綱要公約 的京都議定書,分別針對溫室氣體及有害廢棄物之用量級排放,訂定相關 之減量標準及管制條例。而世界半導體協會(World Semiconductor - 18 -.
(31) Council,WSC)決議以 1995 年做為 PFCs 減量的基準年,規定各國家之會員 必須在 2010 年時將其國內之 PFCs 的排放量削減至 1995 年的 90%【7】, 台灣半導體協會(TSIA)目前亦已加入 WSC 協會,為了符合 WSC 的精神, TSIA 以 1997 和 1999 年之排放量平均值做基準(表 2-4),期許在 2010 年確 實達到 PFCs 減量控制的目標(圖 2-7)。 半導體業唯有在完善的工業安全衛生工作及相關環保政策配合下,才 可使得半導體作業員工之健康安全獲得適當地保障,並使得國內半導體工 業趕上世界潮流,在國際市場上爭得一席之地。 表 2-3 半導體製程中常用之 PFCs IC 製程所使用之 PFCs Etch Metal. CF4,CHF3. Polysilicon. SF6,NF3. Oxide. CHF3,NF3,C2F6,CF4 C4F8,C3F8. CVD. C2F6,CF4,NF3,C3F8. Silicon. C2F6,CF4. Silicon Oxide. C 3F8. Silicon Nitride. CF3. Tungsten. C2F6,NF3 資料來源:工研院環安中心 IT IS 計畫. - 19 -.
(32) 4 PFC Emission (MMTCE) .. new fab retrofitted fab. 3. old fab. 2 95% Reduction. 1. 85% Reduction 35% Reduction. go al ). .. .. ). 20 10 (w /o. 20 10 (. co nt ro l. .. 20 02. 20 01. 20 00. 19 99. 19 98. 19 97. 19 96. 19 95. 0. 註:MMTCE (Million Metric Tons Of Carbon Equivalent) 圖 2-7 TSIA PFCs 排放減量目標值設定原則。資料來源:台灣半導體產業協 會) 表 2-4 台灣半導體產業 PFCs 使用量和 WSC 統計資料. 化合物 1995(Kg) 1996(Kg) 1997(Kg) 1998(Kg). 1997 全球. 97 台灣佔比率. (Kg). (%). CF4. 52388. 76944. 116856. 89503. 800,000. 14.6. C2F6. 41746. 71098. 126329. 118985. 1,100,000. 11.5. SF6. 16964. 31019. 47973. 83130. 190,000. 25.2. C3F8. 0. 0. 3060. 0. N/A. -. NF3. 4128. 6578. 9568. 8752. 160,000. 6. CHF3. 6879. 7951. 14658. 22902. 200,000. 6. 2,450,000. 12.3. 合計. 119,994 191,162 318,444 308,545. 資料來源:台灣半導體協會 - 20 -.
(33) 2.2 半導體製程尾氣減量控制技術 相較於其他WSC會員協會,台灣的半導體產業仍然快速成長,相對地 所承擔之廢氣污染減量壓力也比較大,由此看來,台灣半導體業在溫室氣 體的排放控制上,將需要投入更多的人力及經費。目前業者採取了一些措 施來減少PFCs之排放,而現有之排放減量技術依製程前端至後端可分為四 個方向(圖2-8)的策略方針加以探討:包括(1)替代化學品 (Alternative Chemicals)、(2)製程最佳化(Process Optimization)、(3)回收再利用(Resource Recycling) (4)管末削減處理技術(Abatement Systems)。下列幾點為半導體產 業執行這四種減量控制技術的說明:. 圖2-8 PFCs氣體製程減量方法。資料來源:經濟部工業局環保產業資訊網 (一) 替代化學品 替代化學品的目的是選用及評估測試不相同的化學物質取代現有之 原料來達到降低PFCs的排放標準,如CVD製程使用的C3F8 和C4F8 取代 C2F6 及CG4(圖 2-9),NF3 取代C2F6 等。其原理為使用較低之溫室效應潛 勢(GWP)的化學品來取代PFCs。此技術亦包括電漿程序內所用之效率更 高的高GWP氣體,而這可使整個溫室氣體排放減少。當評估替代化學品 時,其標準需包含程序性能、環安衛風險的檢討、材料來源和成本、以及 程序排放物和副產物的特性。電漿程序內所用的氟碳化物會產生CF4與C2F6 - 21 -.
(34) 和C3F8的副產物,其必須定量輸入化學品轉變成PFCs副產物的量,以確保 能精確計算PFCs排放物的量。此外,在有碳存在之電漿程序內使用任何含 氟化合物時,將會產生一些如CF4和C2F6之PFCs的量【8】。 當半導體工業在發展替代化學時,任何會減少PFCs排放的替代化學, 亦會產生F2、HF和其他副產物的排放。氟碳化合物會產生其他PFCs和 COF2,而NF3會增加F2、HF、和NOx的排放。所以如果只專注於減少PFCs 的排放,其最後亦可能會造成額外的問題,而且替代性氣體的成本則是CF4 和C2F6 的好幾倍價錢,且操作時的風險危害又增加許多。. 圖 2-9 PFCs 排放減量活動 - 替代化學品 (CVD 製程 C3F8 取代 C2F6) 資料來源:林俊男,台灣半導體協會 (二) 製程最佳化 此技術利用製程參數的調整、製程的改善等措施,藉著調整不同氣體 進出反應腔室的流量或濃度參數、系統壓力值、增加能量等級以提升PFCs 的利用率,達到PFCs完全反應,減少排放之目的。然而,此減量控制技術 本身並無法使PFCs的排放大量減少,由於包含降低成本和污染防制的其他 - 22 -.
(35) 效益,所有CVD反應腔室的清潔還是需利用它來減少化學品的消耗和廢棄 物的產生。例如Remote清洗機制的替代程序可減少PFCs的排放。此外,它 們提高COO效益的程序。在舊廠內,用Remote 清洗機制來取代C2F6清潔 是減少PFCs排放之最經濟有效的方法。在設計排放系統和廢水處理系統時 需了解其所增加之F2排放的影響【8】。 (三) 回收再利用 回收技術主要是由氣體公司所發展,其原理是將製程尾氣之不純物濾 除後,再利用薄膜分離濾除微粒,然後以吸收劑吸除酸性副產物,最後將 剩下的尾氣收集起來,進行處理。另一種方式則直接在線上做處理後,送 回製程反應腔室。以日本企業所使用的一套 PFCs 回收系統為例,設計先 將機台的反應腔壁加熱後,使其反應物不會殘存於腔壁內,以提升這些 PFCs 收及效能,並利用薄膜去除 N2 及 SiF4 等不純物後,再將可繼續使 用的反應物送回反應腔室內【9】。 (四) 管末削減處理技術 上述部分減量技術如回收再利用、替代化學品等,屬於尚在研發評估 的階段,其控制技術還未達成熟階段,且受限於解決方案的經濟規模因素, 雖然管末削減處理設備並不是最佳的選擇,但卻是目前在半導體業界用來 處理危害性氣體排放最廣泛且技術成熟有效的方法(圖 2-10),所以本文另 以一章節加以探討。. - 23 -.
(36) Water soluble gas treatment. MAIN TOOL (ETCH、T/F、FUR、IMP). CENTRAL SCRUBBER. EXHAUST TO CENTRAL SCRUBBER Flammable 、 Water soluble 、toxic、 PFC gas abatement. Scrubber Type: Thermal wet Burn wet Dry. VACUUM PUMP. 管路:exhaust管採 SS304 coating teflon,可 降低製程尾氣於管路中 燃燒風險。 系統:FUR規劃處理設 備,有兩兩互為備用機 台. Local Scrubber. 圖 2-10 製程尾氣管末削減處理技術流程圖 2.2.1 管末削減處理設備 製程尾氣若只有酸氣存在,廠務端的濕式水洗中央處理系統便是非常 經濟有效的一種選擇,但通常製程尾氣常伴隨許多危害性氣體一起產出, 所以半導體廠通常將酸、毒、易燃性、腐蝕性及溫室效應氣體全部納入酸/ 毒性廢氣系統進行處理,所以酸/毒性區域洗滌設備是晶圓廠內最大的廢氣 處理系統,不但投資的金額最多,處理方式也趨多元性。依處理原理常用 的有(1)乾式吸附、(2)電熱水洗、(3)燃燒水洗、(4)電熱觸媒(5)電漿處理等 方式。本章節以新竹科學園區某晶圓廠為例,介紹該廠管末減量處理系統 設備(表 2-10)。. - 24 -.
(37) 表 2-5 竹科某晶圓廠之製程尾氣區域處理系統設備 製程 蝕刻. 離子植入 薄膜. 爐管. 處理型式. 廠牌. 特性. Dry 、Plasma Showa 、Ebara 、 以吸附劑、觸媒吸附有害 (電熱觸媒) Zenith 、ICS 、Z- 氣體、PFC、CO等 13 以電將產生光輝放電 以吸附劑吸附毒性氣體 Dry Clean tech、 ICS 、日本酸素 Burn wet Edwards、Ebara 高溫/燃燒分解有害氣體、 PFC,再經水洗去除粒狀 物及水溶性氣體 Thermal wet Unisem Burn wet. Edwards. Thermal wet. ECS2000 、 Techarmonic. 高溫/燃燒分解有害氣體、 PFC,再經水洗去除粒狀 物及水溶性氣體. (一) 乾式吸附 此類型 Local Scrubber 可去除水溶性不高的氣體、毒性氣體、PFC 等 廢氣,其方式有常溫操作及高溫觸媒反應吸附,主要應用於尾氣量較少的 製程(如 Implantation 及 Dry Etching),其原理是將高毒性之氣體採用不可逆 的化學吸附反應(圖 2-11),藉著附著於載體上的化學物質與廢氣中的毒性 物質產生反應,以降低廢氣中汙染物濃度之處理裝置。一般使用矽藻土作 為載體,而載體上附著之化學物質則隨著所欲去除之汙染物而有所差異, 而且使用飽和後可依照廢棄物處理程序,請政府核可之處理廠商運離廠區 處置,再做新的吸附材料更新使用。常用的化學吸附材料為乾式的鹼劑和 氧化劑,較著名的有 Rikasole 和 KS 兩種吸收劑。 Rikasole 為酸性吸收劑,其發明於 1941 年,主要的成份是矽藻土浸漬 於 FeCl3 內,一般可吸收氧化之毒物性質包括 ASH3、H2Se、B2H6、PH3 等氫化物氣體(Hydrides)。其可藉著 FeCl3 轉變成 FeCl2 而逐漸失去吸附效 能,將其還原 FeCl3 後便可恢復功效,但其效能會隨著再生的次數而逐漸 - 25 -.
(38) 降低,一般至多重複使用六次後就需更換。 KS 吸附劑顏色呈現紫色,屬於鹼性吸收劑,其發展於 1982 年,作用 機制與 Rikasole 類似,成分亦是使用矽藻土作為載體,並跟 NaOH、KMnO4 等氧化劑浸漬在一起,由於 KMnO4 的氧化能力較強,所以除了能去除 ASH3 及 PH3 外、更可以去除 Al(CH3)等有機金屬化合物,以及 HCl 等酸 性氣體和 SiH4、B2H6 等水解氣體【5】。 其他吸收劑如 Gassmith 系統之吸附劑,可在常溫下將製程廢氣轉換為 穩定的鹽類等方式。一般大部分的吸收劑可藉由其顏色改變情形加以判斷 使用狀態,操作時應注意吸附劑破出的時機。該廠使用較多吸附式型態的 Local Scrubber 廠牌如 Ebara、SHOWA、ICS、Clean-S-Z-13 等,但因早期 舊廠買進之機台如 Ebara 的每桶吸附劑成本過於昂貴,遂後續新廠逐漸採 用其他較便宜的產品如 Clean-S-Z-13(圖 2-12)等廠牌。. 圖 2-11 乾式吸附劑使用情形。資料來源: FY90 產業安全衛生應用技術發展 計畫報告. - 26 -.
(39) 顏色偵測器. Auto by pass 閥(氣動閥及壓 力偵測器顯示 器). 圖2-12乾式吸附式-CLEAN-S Z-13 (二)電熱水洗 由於多數 HFCs 及 PFCs 等氣體在高溫環境下均會熱裂解並進而氧化, 如 AsH3 加熱至 700℃以上即可分解毒性。控制式熱解氧化器(Controlled Decomposition/Oxidation Reactor,CDO )是近幾年來半導體廠普遍採用的尾 氣處理設備之一,此類型 scrubber 的原理是利用電熱的方式讓製程尾氣於 高溫環境下,迅速氧化成穩定的化合物。加熱單元主要以矽碳棒組成,並 利用電能來提高細碳棒的溫度至 900℃,讓氣體通過加熱單元,遇高溫後 氧化裂解。以電熱水洗 scrubber CDO-863 為例,其構造如圖 2-13 所示,製 程尾氣進入 CDO 後與系統提供的乾空(CDA)混合,混合後再進入電熱腔中 進行高溫氧化或還原反應,反應後的氣體粉沫經過多階拉希環填充的洗滌 管進行水洗過程以去除其中的微粒或水溶性高的氣體,最後才排出製廠務 端做處理。 由於此類型Local Scrubber電熱部分是採用電熱棒的方式加熱,但於反 應過程常會發生因Powder附著造成加熱棒發出的溫度無法均勻散佈於反 應室中,導致處理效率不佳的問題。一般腔內溫度控制於600℃左右,如果 為了將Powder去除而將溫度毅然提升,則會縮短加熱棒的壽命,另外CDO - 27 -.
(40) 型式Scrubber 對PH3等氣體處理效果亦較差,但對於一般可燃性氣體如 SiH4、ASH3,酸鹼性氣體NH3、Cl2及部分的PFCs氣體如NF3,均有極佳 的處理效率。圖2-14為該廠內爐管製程的ECS Local Scrubber電熱反應腔室 構造圖,圖2-15為電熱反應腔室及洗滌塔外觀圖。. PROCESS EXHAUST. CONDITIONED EXHAUST MAGNEHELIC. MAGNEAHELIC. CDA FOR EXHAUST MOISTURE CONTROL. OXYGENATOR SECTION. H2O NOZZLE. HEATER ELEMENT. THERMAL REACTION SECTION. UPPER SECONDARYC OOLING/ SCRUBBING SECTION. SECONDARY PACKING. INCONEL LINER CONTROL TC. H2O VORTEX H2O NOZZLE SECONDARY PACKING PRIMARY COOLING/ SCRUBBING SECTION. CONDUCTIVITY LIQUID LEVEL SENSOR. VORTEX H2O IN. CDA PURGE. LOWER SECONDARYC OOLING/ SCRUBBING SECTION. RECIRC H2O IN. SLOPE DRAIN FRESH H2O IN. 圖 2-13 CDO-863 構造圖。資料來源: ATMI 簡報. - 28 -.
(41) SiC Heater with shield , and have long lifetime.. •. Heater chamber wall. CDA Inlet. Scrrounding chamber inner shield for emchamcing abatement efficiency. Gas In. Gas Out. 圖 2-14 ECS-2250 電熱水洗之 Chamber 構造圖。資料來源: Integrated Plasma Inc 簡報. Heater Chamber. Water Scrubber. 圖2-15電熱水洗式- ECS2250 電熱腔室及洗滌塔外觀圖. - 29 -.
(42) (三)燃燒水洗 目前發展最完整的製程尾氣處理技術,莫過於燃燒破壞法,其原理與 電熱水洗相似,但操作的溫度更可達到 1200℃以上,有效解決電熱水洗因 加熱棒常會發生 Powder 附著,導致加熱棒的溫度無法均勻散佈於反應室 中,造成處理效率不佳的問題。此類設備是利用燃料(H2 和 CH4)與空氣, 將進入燃燒室的低極性製程尾氣經高溫燃燒,轉換成低分子量且具親水性 之極性化合物(如 HF,HCL),再以水洗、吸附等方法去除危害性尾氣,圖 2-16 為 BOC EDWARDS 所生產 TPU (Thermal Process Unit)燃燒式 Local Scrubber 機型,其主要的特色在於其燃燒室的設計,為避免燃燒 SiH4 所產 生的 SiO2 Powder 附著於燃燒室的表面,燃料與空氣穿過多孔性的室壁而 進入燃燒室,當燃料空氣穿過室壁時,已將 SiO2 Powder 吹向燃燒室的中 央(圖 2-17),而後在利用後方的多階填充洗滌塔(圖 2-18)將之去除【10】。. 圖 2-16 燃燒水洗 Local Scrubber 。資料來源: Edwards TPU 構造圖. - 30 -.
(43) 製程尾氣. AIR/Fuel mixture input. Inward flow keeps Zone next to clear of process gas so no Solid build up on ceramic. Cool Out wall. Flameless combustion in inner tube Inward temperature 約750℃上下,當PM 時至少需降至150℃下. 圖 2-17 TPU 燃燒腔室及多孔透氣性燃燒室壁 Mist filter. 拉希環. 圖 2-18 TPU 燃燒水洗式 Scrubber 填充式拉希環洗滌塔 - 31 -.
(44) 另以該晶圓廠薄膜製程廣泛使之燃燒熱水洗式 Local Scrubber 廠牌 Unisem-UN2004A 為例介紹,其構造如圖 2-19 所示,主要由 Burner、 Manifold、Burning Chamber、Quench、Drain H、Drain Tank、Wet Column 及 Air Hole 八大部分所組成,其原理為製程機台(Main Tool)在 Procress 生 產時所排出的有毒製程廢氣,經由 Manifold 進入 Burning Chamber 利用 Burner 所產生之高溫燃燒(約 1200~1600℃),火焰由上往下燃燒可將有毒製 程廢氣分解或氧化成無毒害之化合物,反應後的化合物經由 Quench 所形 成的水幕做第一階段冷卻,並再藉由 Drain H 內的多向灑水系統做第二階 段的冷卻與粉塵萃取。經過兩次階段性的冷卻的氣體與化合物,會通過 Wet Column 內的拉西環做粉塵萃取及洗滌塔內的灑水做降溫處理。處理後 之氣體再藉由 Air Hole 導入較低溫的外部空氣做冷凝處理後,由酸排管抽 到廠務之 Central Scrubber 處理後排入大氣之中。反應過程中的廢水及粉塵 會集中導入 Drain Tank 中做酸鹼中和,並由 Chemical Pump 將廢水排出, 以及 Circulation Pump 將廢水循環做灑水之用。. AIR HOLE. BURNER. MANIFOLD. BURNING CHAMBER WET COLUMN QUENCH. DRAIN H DRAIN TANK. 圖 2-19 Unisem-UN2004A 架構圖。資料來源: Unisem-UN2004A 操作規範 - 32 -.
(45) (四)電熱觸媒 電熱觸媒式是藉由特殊觸媒以較低的溫度(500℃~750℃)促進 PFCs 與 H2O 反應而將有害物加以分解破壞(如圖 2-20),高濃度的 HF 副產物則 以後續濕式滌氣系統處理。對 CF4 的去除效率達 99%以上優於其他方式, 且因可在相對低溫操作,就能源利用率來說較經濟實惠,且有效解決乾式 吸附式在常溫下無法處理 PFCs 的問題。目前市售之觸媒氧化尾氣處理設 備主要的有 Hitachi SCDS、Showa Clean-S-PFC、EM Trinity 等。該晶圓廠 之觸媒氧化的 Local Scrubber 主要的廠牌有 Hitachi SCDS、Showa Clean-S-PFC、大陽東洋、HTVS 等。圖 2-21 為此類型 Scrubber 外觀。 觸媒系統能否長期穩定運作的關鍵繫於尾氣成份中是否含有會毒化觸 媒的化學物質,且觸媒尚有老化效能降低與回收處理等問題,故亦有其瓶 頸。另外此系統無法處理矽甲烷(SiH4)氣體。 圖 2-4 觸媒分解方式. △ CxHy(VOC) + O2 ─→ 觸媒 ─→ CO2 + H2O. 三、風險評估分析方法 (碳氫化合物,有害). (無害). 圖 2-20 觸媒分解方式. 圖 2-21 觸媒氧化式 Scrubber 外觀 - 33 -.
(46) (五) 電漿破壞 電漿破壞技術是以高週波電漿(RF Plasma)在 400 托爾(torr)的壓力下解 離 CF 鍵,並提供 H+以形成 HF,部份解離的氣體及等量的帶正、負電荷 粒子所組成,其中所含的氣體具高度的活性,它是利用外加電場的驅動而 形成,並且會產生輝光放電(Glow Discharge)現象(圖 2-22)。其中心溫度可 達到 3000 度以上,且具低耗能的特點,主要可處理 CF4、C4F6、C5F8 等 穩定性較高的氣體,電漿解離過後的離子,與水反應產生低濃度的酸系廢 水,並經 Drain Pump 帶到廠務端進行下一步處理。其雖具有極高的去除效 率,但其所能處理的廢氣量較少,況且後端產生的副產物,仍需使用廠務 端的水洗式之廢氣處理設備處理,較不具經濟效應。該廠使用於乾蝕刻(Dry Etching)部門,使用的廠牌為 Edwards-Zenith,圖 2-23 為其 Scrubber 外觀。 【11】. Example : CF4 High temp. Mist. Object to remove ( CF4 ). Plasma generating gas (N2). C+, C, F-, F, F2 H+, H, OHN, N+, N2,etc. Adsorption. Adsorber 6HF + M2O3 →2MCl3 + 3H2O. Recombination prevention part. Decomposed gas ( activated neutral paricle or positive charge). Absorption. Inner temp : over 10,000 ℃. Wet Unit F + H2O →HF +H2O. 圖2-22 電漿Scrubber破壞技術方法。資料來源: NANO-BIO Particles Technology. - 34 -.
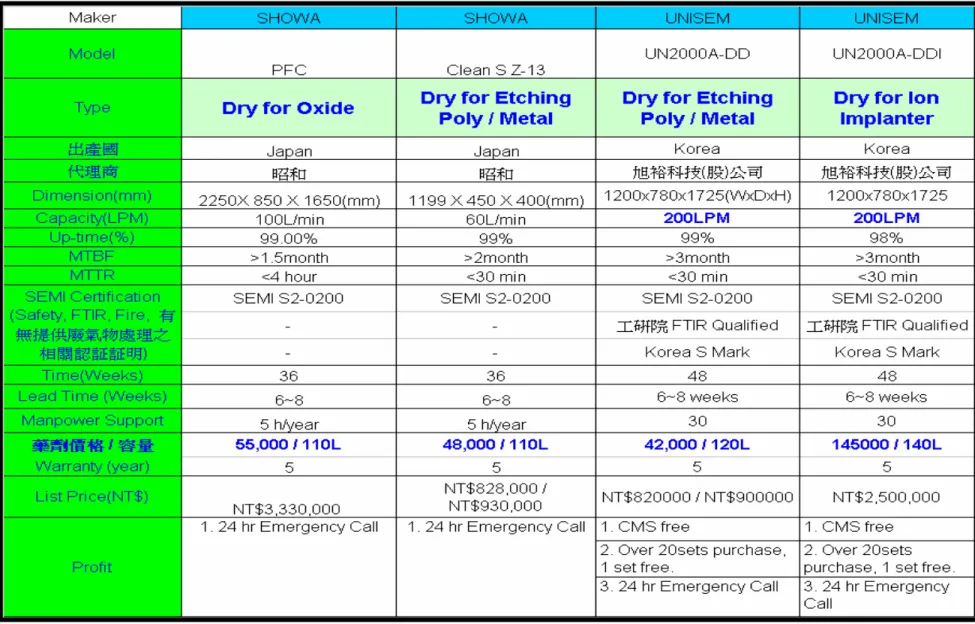
(47) 圖2-23 Edwards-Zenith Local Scrubber外觀圖 各類型之廢氣處理方式皆有其優缺點及其適用範圍,如表2-6 所示。 其中廠務端所使用的水洗式廢氣處理機是最便宜、簡單的處理方式,但只 能用在處理水溶性之氣體,所以此類型機台目前並無使用在區域廢氣處理 系統上。觸媒氧化式應用範圍雖較水洗式廣泛,但建造成本及運轉成本上 也較水洗式高;吸附式系統的廢氣處理效率佳,但由於吸附材上讓氣體通過 的通道有孔隙大小的限制,以及每組吸附材皆有其吸附處理的極限流量, 因此不適用於容易堵塞或是氣體流量較大的製程中,而導致吸附材需時常 更換,使運轉成本更高;電漿解離系統,其廢氣處理範圍最廣,處理效率佳, 唯獨其處理量較少且成本較高,而且同樣不適用於粉塵過多之製程;電熱於 反應過程常會發生因Powder附著造成加熱棒發出的溫度無法均勻散佈於 反應室中,導致處理效率不佳;燃燒式的Scrubber以一般瓦斯做為燃料,設 置時需考量瓦斯洩漏燃燒對週遭環境的影響,設置時應選擇遠離無塵室有 防火區劃。下列表2-7、2-8、2-9是將該晶圓廠內較廣泛使用之廠牌的尾氣 處理設備整理後之比較表。. - 35 -.
(48) 表2-6 各類型管末削減技術優缺點比較 Local Scrubber. 優點. 類別. 缺點. 乾式吸附式. 1.修保養次數少 2.能源損耗少 3.較無工安問題 4.成本高. 觸媒氧化. 1.無法證明轉化機制是否 1.能源利用率較高 為觸媒效果 2.可在相對低溫作處理 2.老化效能降低與回收處 3.選用式到之觸媒之控制 理等問題 效率甚佳 3.觸媒費用昂貴. 電熱水洗式. 燃燒水洗式. 電漿破壞. 1.電力為主要加熱來源 2.適用在大量廢氣處理 1.有效處理PFCs全氟碳化 物,較無環境污染顧慮 2.適用在大量廢氣處理 3.對各種可燃性污染物可. 1.有廢棄物處理之環保問 題 2.不適用在大量廢氣處理. 1.酸氣易流至酸排管路 2.加熱棒易損壞 3.水分含量高時易浪費能 源. 同時去除. 1.粉塵凝結或阻塞造成維 修保養次數多 2.有回火造成爆炸之危險 3.水分含量高時易浪費能 源. 1.能源損耗少 2.極高之處理效能. 1.處理氣體量較低 2.副產物需要廠務端處理. - 36 -.
(49) 表 2-7 乾式吸附式各機型規格比較. - 37 -.
(50) 表 2-7 乾式吸附式各機型規格比較(續). - 38 -.
(51) 表 2-8 燃燒水洗式各機型規格比較 Maker. BOC Edwards. UNISEM. Model. TPU. UN2004A-PG. Type. Burner-Wet. Burner-Wet. Burner + Wet. 出產國. UK. Korea. JAPAN. 代理商. BOC Edwards. 旭裕科技(股)公司. 台灣荏原. Dimension (mm). 925*600*1830. 850X850X1800(WxDxH). 1350(W)*2300(D)*2250(H). Capacity (LPM). 200. 380. Up-time(%). 99%. 99%. 99%. MTBF. >2 months. >3 month. >1.5 months. MTTR. <4 hours. <1.5 hours. <4 hrs. SEMI S2-0703. SEMI S2-0200. SEMI S2-0200. 工研院 FTIR Qualified. SEMI S8-0701. SEMI Certification (Safety, FTIR, Fire). EBARA GDC250SA-Low. GDC250SA-High. 320SLM. 320SLM. Korea S Mark PM燃燒水洗式各機型規格比較 Cycle Time (Weeks) 8 表 2-7. 4~16 weeks. 24. 6. 1. 1P. 1Phase or 3phases. 1Phase or 4phases. Voltage. 110. 208V, 30A. 110V or 220V. 110V or 221V. Frequency (Hz). 60. 60 Hz. 50/60 Hz. 50/61 Hz. Phase Power. - 39 -.
(52) 表 2-8 燃燒水洗式各機型規格比較(續) Maker. BOC Edwards. UNISEM. N/A. 120~180 LPM. 155. 155. 15 (for valve actuate). 10 LPM. 23. 23. DIW (l/min). N/A. N/A. 9.8. 9.8. PCW (l/min). 25 (for cooling usage). 6. 3.0. 3.0. Watt (kw /hr). 1. 1. 1.55. 1.55. N/A. 14~20LPM. 21. 58. Others1. 37 (for low fire). LNG:14~20LPM. 14. 26. Others2. 65 (for High fire). N/A. N/A. N/A. Lead Time (Weeks). 6~8 weeks. 6~8 weeks. 12 Weeks. 12 Weeks. Warranty (year). 2. 2. 15Months. 15Months. List Price(NT$). NT$3,485,000. NT$3,000,000. NT$4,833,333. NT$4,833,333. CDA (l/min) N2 (l/min). Facility. O2 (l/min). Profit. EBARA. 1..Auto scraper unit clean chamber SiO2。. 1.在 PSC 8A FAB 的有實績.. 1.使用scraper unit clean chamber內之 SiO2,處理powder能力達90%。. 2.TPU可自動切換low fire/high fire mode,以提高反應溫度。. 2.CMS free. 95% parts stock in PSC field, 3 sets of all parts stock in Taiwan SCH. 2.Chamber 採用Al-ceramic材質,具有耐 高溫及抗腐蝕之特性。. 3. Free 加裝 TMS from Pump or Machine to Scrubber for TEOS or TiTiN CVD Process.. 3.經測試此機型對SiH4、SiF4、HF與NF3 具有相當良好之處理效果且其後端經吸 附後後除了H2O與CO2外,未發現有其他 的化合物出現,顯示其處理效果相當完 全。. - 40 -.
(53) 表 2-9 電熱水洗式 Local Scrubber 比較表 BOC Edwards HoX Type. Clean Te chnology SS003A1 Type. UNISEM UN9500A-BW Type. IPI ECS-2000 Type. Dimension (mm) (W)*(D)*(H) Weight(kg) Lead Time(month) Reaction Temp(C) Inlet Port Reaction Flow Rate(l/min) PM Cycle Time(month) Phase Voltage Frequence(Hz) Power CDA (l/min) N2 (l/min) DIW (l/min) PCW (l/min) Watt (kw/hr) Fuel (l/min) O2 (l/min) Facility Consumption parts price(NT$)/5 year Manpower Support Maintance Price(NT$)/year Warranty (year) List Price(NT$). 600*800*1830 400 3~3.5 750 Max.4 200 1 3 208 60 N/A 15 N/A 25 5.5 N/A N/A NT$529,240.00 25 90750 [ 1500 person/hr ] 1 NT$2,275,000.00. 1000*800*1900 550 3 650 1 300 >3 3 208 60 15 N/A N/A N/A 16 N/A N/A NT$1,199,050.00 6 0 [ free person/hr ] 1.5 NT$3,200,000.00. 790*820*2062 300 1.5 700~900 Max.4 500(Not include dilutiion gas) 1.5~2 1O3W 220 60 30~40 30~40 4 N/A 4.2 N/A N/A NT$892,500.00 9 72000[ 2500 person/hr ] 1 US$68,000.00. 1000*600*2080 450 2 850 Up to 4 inle 250 6~12 1O3W 220 60 180 60 N/A 5 6 N/A N/A NT$617,500.00 15 0 [ 1500 person / hr ] 1 NT$1,800,000.00. Worldwide. UMC,GCT,VIS,Altis,Linera Technology. Korea,Japan,America. MXIC,NANYA,TSMC,UMC,ProMos,VIS,Herme s,Winbond( total >240 set). 廠商 項目. Japan,Taiwan. - 41 -.
(54) 第三章風險評估方法與改良 3.1 風險及風險評估之定義 風險的定義,簡單來說是指對於一特定的危害事件,其發生之可能性 與後果的組合,可能會造成人員傷亡或財產損失的可能性(The Possibility Of Loss Or Injury To People And Property )。而這「可能性」係指造成傷亡損失 的那個事件或活動所發生的機率或頻率(單位時間內發生的機率)。因此, 風險包含兩個基本要素,(1)人員傷亡或財產損失 (2)事件或活動所發生的機 率【12】 。 凡事都有風險,世界上沒有絕對安全或零風險的狀況,風險通常是一 體兩面的,想要有較高的利潤或收穫,相對的就須承受較高的風險。所以 說,當企業在追求高利潤的同時,所面對風險情境也就相對升高,此時就 必須採取適當的防範措施,以降低意外事件發生的機會,能降低意外事件 的發生,也就降低了風險。以管末減量技術設備的發展為例,使用區域處 理設備,必須承受機台本身及管路可能發生事故的風險,但卻可以減少暖 化危機對國家經濟帶來的衝擊、與環境生態的汙染風險。 風險評估的定義,係指估計風險的規模與決定風險是否為可忍受的整 個過程。一般認為,風險的基準是一般人普遍可接受的程度,其風險上限 也是本身經過計算及評估過後所自願承受的風險。而在進行風險評估時, 至少應考量其範圍及下列主要工作項目【12】: 1. 對危害的認知。 2. 分析意外事故發生的因果關係。 3. 估計危害所帶來之不良影響的程度大小。 4. 估計事故及不良後果的可能性。 5. 對以上各項分析結果做判斷,並對估計的風險之重要性做判斷。 6. 採取改善措施或決策時,決策者應以第五項的判斷風險評估的不確定 性,並權衡成本效益做最適當的決策。. - 42 -.
(55) 待執行風險估算之後,即進入風險評量階段,以決定所選定之機械設 備是否已達到安全的要求,或是尚未達到安全的要求,而必須進行危害消 除。如果必須進行危害消除, 則必須選擇和應用適當的安全對策,並重復 進行上述的風險評估。另一方面也需要注意,不可因為增加了安全對策, 而引發二次危害,同時也應將此項納入風險評估的範圍內【13】。 本文則是以上述之風險評估定義,針對某半導體晶圓廠之製程尾氣區 域洗滌設備所遭遇過之異常事故進行估算,並提出風險矩陣評估方法,對 危害風險程度加以量化,以獲得較客觀之數據後,再加以改善高風險之項 目。本文風險評估的模式及流程可用下列圖 3-1 表示:. 異常事件 資料收集. 危險性或高潛在 危害區域?. 是. y嚴重度 y危害曝露頻率. 重大潛在 危害項目?. 否. 否. y Checklist y FMEA y HazOp. 危險項目的指定?. 否. 是. y工程控制 y管理相關措施. 日常檢點. 圖 3-1 風險評估模式及流程圖. - 43 -. 是. 日常檢點.
(56) 3.2 風險分析技術之選擇【13】 【14】 風險評估方法有定性評估、半定量評估和定量評估法, 有由上而下的 (Top Down Assessment) 如 FTA、ETA 等;也有由下而上的(Bottom Up Assessment) 如 FMECA 等。對於任何一個問題,必須考量事件的特性及大 小、嚴重程度、發生頻率、影響程度、可取得的資訊、可投入的資源等等 的因素,決定所要採用的評估方式。原則上沒有最完美的評估方法,只有 最恰當的評估方法,端視系統的特性、操作/使用的狀態、預期分析的目的 等因素而定。圖 3-2 為風險評估方法的適用性分析。. 分析方法. 定性. 定量. 人力 資源. 分析 時間. 複雜度. 人員 失誤. 設備 完整. 嚴謹度. 適用性. 可落 實性. 類似OHSAS18001 危害鑑別風險評估. ★. ★. ★. ★. ★. . . . . 初步危害分析 (PHA). ★. ★. ★. ★. . . . . . 假設狀況分析 (WHAT-IF). ★. ★. ★. ★. ★. . . . . 作業安全分析 (JSA). ★. {. ★. ★. ★. . . . . 修正之作業安全分析 (JSA). ★. {. {. {. ★. ★. {. ★. ★. 危害及可操作分析 (HazOp). ★. . . . . ★. ★. ★. {. 失誤模式影響分析 (FMEA). ★. {. . . . . ★. ★. ★. . ★. . . . . ★. ★. . . 失誤樹分析 (FTA). 註:★表分析人力較少、分析時間較短、複雜度較低,o 表次之,□表反之 圖3-2 風險評估方法之適用性分析。資料來源:工研院能環所 目前常使用的分析方法甚多,除可由過去的勞工職災紀錄評估風險 外,風險分析的方法還可採用失誤模式與影響分析(Failure Modes And Effects Analysis,FMEA) 、初步危害分析(Preliminary Hazard Analysis,PrHA)、 如果-會怎麼樣(What-if)、危害與可操作性分析(Hazard And Operability Study,HazOp)、工作安全分析(Job Safety Analysis,JSA)、或是任何其他的適 用方法。重點是風險分析的完整性,各種評估方法的使用時機如表 3-1 所 列。上述各種方法只是風險分析的工具而非目的,切勿為了適合工具的格 - 44 -.
(57) 式而犧牲其目的或完整性。 表 3-1 各種評估方式使用時機 評 估 方 法 工作安全分析(JSA). 使 用 時 機 藉觀察、討論、修正等方法,逐分 析作業方法,以發現作業 環境佈 置、規劃設計中潛在的危害,並找 出機械設備和製造過程中可能產生 的危害。. 初步危害分析(PrHA). 針對危害性物質的易燃性、易爆 性、反應性、毒性等本質危害 (Inherenthazard)進行辨識;及針對 製程操作條件、溫度、壓力、液位、 組成異常或失控時之系統作用危害 (Inherenthazard)進行評估。. 失效模式分析與影響分析(FMEA). 評估製程中設備可能失效或不當操 作之途徑及其影響的分析方法。. 危害及可操作性分析(HazOp). 評估具高潛在危害之製程,其特色 是利偏離引導字(Guidewords)與製 程參數組合後發展出有意義製程偏 離(Process Deviation),以檢驗製程 區段之異常偏離是否會發生?發生 的原因為何?發生後的後果是什 麼?有什麼危害?並辨識系統既有 的防護措施和設計,是足以保護? 風險是否可接受?. 如果─會怎樣分析(What-if). 以經驗為導向的危害分析方法,由 評估小組成員對各自的專長提出許 多〝如果…..會怎樣?〞的問題來挑 戰製程或系統的設計或操作方式, 以發掘潛在性的問題。. 資料來源: 郭今玄,勞工安全衛生研究季刊第 14 卷第 3 期. - 45 -.
(58) 在這些方法中包括了定性分析法和定量分析法,有些分析方法如 FTA、 ETA 和 FMECA 可適用於定性和定量分析方式,甚至適用於半定量分析法; 然而有些分析方式如 What-If 和 Checklist 多使用在定性分析方面。一般而 言,定性分析所使用的人力、經費、時間和資源較少,相對的所得到的結 果較不完整和深入。定量分析可得到完整而深入的量化結果,可提供決策 者充實的資料與數據,做為政策決定的判斷依據,然而相對的,所投入的 人力、經費、時間和資源也需要相對的增加。決定使用定性或是定量分析 方法的依據,在於可投入的人力、時間和相關的資源與系統的危害度和關 鍵程度(圖 3-3)。若是系統的危害度和關鍵程度都很高,則應實施定量分析 法。反之,定性分析法即已足夠提供所需的資訊了。 高. 高 FTA. 製 程 複 雜 性. FTA 員 工 經 驗 需 求. FMEA. HazOp. Checklist. Checklist. What-if. What-if 高. 低. FMEA. HazOp. 高. 低. 後果嚴重性. 後果嚴重性. 圖 3-3 製程危害評估方法選擇。資料來源:工研院環能所 3.2.1 假如分析法/腦力激盪(What-If Analysis/Brainstorming) 此種分析方式是最簡單,也最經濟的分析方法。屬於非結構性的腦力 激盪,而且須由小組來完成,由小組成員交換彼此間的專業經驗,好處是 可由不具太多經驗的成員來執行,但每小組成員的判斷結果將會影響分析 結果。此方法的優點是可以激發出更多平時被忽略的潛在性危害,缺點則 是難以引導與規範危害分析的進行。其做法是將系統(或次系統、子系統) 內可能發生的危害情況列出, 接著決定這些危害可能產生的影響及其嚴重 程度,系統內是否有適當且足夠的保護裝置或措施, 訂定對系統現況的改 善建議或應採取的行動。本文以製程尾氣處理系統為例,說明 What-If 分析 法如下: Local Scrubber 設備故障 - 46 -.
數據



+7





相關文件
註解 3:就 ML10.a.及 ML10.d.而言,為非軍用之“航空器” 或改裝為軍用 之航空引擎而特別設計之零件及相關設備,僅適用於作為軍事用途
能依化學品 健康危害及 暴露評估結 果,評定風險 等級並分級 採取對應之 控制或管理 措施。. 能正確訂定 空氣中有害 物之採樣策
3.丙級:包括應用作業系統、安裝軟體與使用電腦週邊設 備、設定繪圖環境、控制圖形螢幕、輸出圖形與 管理圖面等基本工作及繪製單件立體圖、立體剖
在產品安全監管問題方面,風險評估方法與風險因素之考量為
。若以圓教望之前四。皆是應根權施設也
VAB 使用者無法使用 RIDE 提供的 Filter Design 公用程式設計濾波器,但是 使用 VAB 的 Filter 元件時,在元件特性選單可以直接指定此濾波器的規格,使用
相對於圖 相對於圖2.15 的目的程式 的目的程式 的目的程式 的目的程式.. 相對於圖
圖4 1 整合資訊系統風險 圖4.1 整合資訊系統風險..
