國
立
交
通
大
學
機械工程學系
碩士論文
經電化學處理鋁合金 1050 與射出成型塑料接合
效果之探討
Study of Adhesive Bonding Effect between Electrochemistry Treated Aluminums Alloy and Injection Molding Resins
研 究 生:鍾權任
指導教授:徐瑞坤 教授
i
經電化學處理鋁合金 1050 與射出成型塑料接合效果之探討
Study of Adhesive Bonding Effect between
Electrochemistry Treated Aluminums Alloy and Injection
Molding Resins
研 究 生:鍾權任 Student:Chuan-Zen Chung 指導教授:徐瑞坤 Advisor:Ray-Quan Hsu 國 立 交 通 大 學 機械工程學系 碩 士 論 文 A ThesisSubmitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University
in partial Fulfillment of the Requirements for the Degree of
Master of Science In
Mechanical Engineering Aug. 2012
Hsinchu, Taiwan, Republic of China
ii
經電化學處理鋁合金 1050 與射出成型塑料接合效果之探討
研究生:鍾權任 指導教授:徐瑞坤國立交通大學機械工程學系碩士班
摘要
嵌入式射出成型是一種在塑料射出過程中將金屬與塑膠接合的 技術,在許多電子產品中廣泛被運用,但是傳統嵌入式射出成型為了 增加接合強度必須對金屬做卡溝設計或是使用黏著劑,不過現在已有 許多新的金屬塑膠接合技術被開發,它們不需要卡溝設計和黏著劑就 能直接在射出成型時將塑料與金屬接合並且擁有高強度的黏合力,這 些技術有助簡化製造程序和降低成本。 許多接合技術皆使用化學蝕刻讓金屬表面粗化,文獻指出讓金屬 和塑料能夠接合的原因,表面的粗糙度和多孔特性有助於金屬和塑料 利用物理性的固錨力結合。 本研究則使用兩種電化學加工方法,微弧氧化和陽極氧化鋁改質 鋁合金 1050 的表面,於表面生成氧化薄膜,探討兩種不同金屬表面 樣貌的薄膜對塑料接合強度的影響。 本實驗結果顯示微弧氧化形成的氧化薄膜無法提供強大的固錨 結合力,但是微弧氧化薄膜表面所提供的接合力能把較脆弱的薄膜拔 起,而陽極氧化鋁能夠使塑料接合在薄膜上,但是抗剪強度的測量並 沒有明顯趨勢,其值在 6-10MPa 間。 關鍵字:射出成型、微弧氧化、陽極氧化鋁、固錨力、表面改質。iii
Study of Adhesive Bonding Effect between Electrochemistry Treated Aluminums Alloy and Injection Molding Resins
Student: Chuan-Zen Chung Advisor: Dr. Ray-Quen Hsu
Department of Mechanical Engineering
National Chiao Tung University
ABSTRACT
Insert molding is a way to combine plastic in viscous fluid state with metal. The technique is wildly used in electronic products. In order to increase the bonding between plastic and metal it must spends more to design snap fittings or use glue. In this study a new way to enhance the adhesion between plastic and metal was proposed. It could directly inject plastic on metal with high bonding joint without using any epoxy or any snap fittings. The new technique can reduce many manufacturing processes and cost.
Most of plastic/metal adhesion techniques use chemical etching modify metal’s surface. There are many researches indicating that roughness and porosity may benefit to make resins interlock on metal’s surface. So this study is ready to use two electrochemical processes, micro-arc oxidation and anodic aluminum oxidation to treat aluminum 1050 and produce aluminum oxide layer. Then the surface morphology effects out the adhesion joint between resins and aluminum were discussed.
The result show that Micro Arc Oxidation treated aluminum surface cannot provide enough interlocking joint to make resins adhere to surface firmly. And AAO treatment could make resins adhered but the bonding strength still not satisfactory because of air traped in micro structure. The bonding strength was about 10 MPa in maximum.
Keyword: Injection molding, Micro-Arc Oxidation, Anodic Aluminum Oxidation, Interlocking, Surface modification.
iv
誌謝
碩士修業的兩年期間,由衷的感謝指導教授徐瑞坤老師的悉心指 導,每每指出我們在研究中不夠完善的部分並給與建議,讓我們了解 做研究的方法和態度,受益匪淺。也十分感謝論文口試委員洪景華老 師、向四海老師,對論文提供了相當多的指導與建議。另外也要謝謝 明志科技大學李志偉教授、廖淑娟博士和明志薄膜科技與應用中心的 學長、同學和學弟大力幫助以及大晟精機張健得總經理、設計科李國 鴻工程師和大晟現場的師傅協助調整參數,讓本論文得以更趨完善。 在實驗的過程中,承蒙梁達嵐、江維堂、黃宣諭、葉人瑜、張洪 誌、吳偉仁、李艾璁、陳瑋奇、何昇融、魯鎮宇、謝其晟、王基信等 學長的幫忙,指出研究中不足的部分,在遇到難題時也幫助我解惑, 非常感謝。同學徐韶謙、陳侑群、陳柏廷、曹植培和黃怡菁在課業上 我們互相幫忙、在生活上的歡笑皆銘記在心。林治溱、劉佳文、曾炫 凱、蕭國賢等學弟們也非常感謝你們在我實驗以及生活上的各種幫 助。 最後要感謝我的家人和女朋友一路陪伴,謝謝你們對我的支持與 鼓勵,讓我能順利完成學業。在生活及學業上曾經幫助過我的家人和 朋友們,再次感謝你們。 權任 謹識 2012.08v
目錄
摘要... ii ABSTRACT ... iii 誌謝... iv 目錄... v 表目錄... vii 圖目錄... viii 第一章 前言... 1 1-1 研究背景 ... 1 1-2 動機與目的 ... 2 第二章 文獻回顧... 5 2-1 接合技術概要及理論 ... 5 2-1-1 黏著劑 ... 5 2-1-2 接著力 ... 5 2-1-3 機械作用力 ... 6 2-2 電化學表面處理技術 ... 6 2-2-1 陽極鋁氧化簡介 ... 7 2-2-2 微弧氧化簡介 ... 7 2-3 金屬/塑膠接合技術之發展 ... 9 2-3-1 利用雷射產生高強度微機械固錨接合技術 ... 9 2-3-2 アルプラス - コロナ工業 ... 9 第三章 實驗步驟... 18 3-1 實驗流程概述 ... 18 3-2 實驗材料 ... 18 3-3 實驗儀器 ... 18 3-3-1 微弧氧化及鋁陽極氧化設備 ... 18 3-3-2 射出成型機台 ... 18 3-3-3 場發射掃描式電子顯微鏡 ... 20 3-3-4 表面粗度輪廓儀 ... 21 3-3-5 百格測試 ... 21 3-4 實驗流程 ... 22 3-4-1 文獻查詢及參數測試 ... 22vi 3-4-2 表面觀察 ... 23 3-4-3 射出成型與抗剪強度測試 ... 23 第四章 實驗結果與討論... 34 4-1 電化學改質後之分析 ... 34 4-1-1 陽極氧化 ... 34 4-1-2 微弧氧化 ... 34 4-2 射出成型參數和結果 ... 37 4-3 接合強度的測量與討論 ... 39 第五章 結論及未來目標... 57 5-1 結論 ... 57 5-2 未來目標 ... 58 參考文獻... 60
vii
表目錄
表2-1MAO 電解液種類 ... 11 表3-1 鋁合金材料成份 ... 24 表3-2 鋁合金1050 物性表 ... 24 表3-3 規格表:1210G6ANC1--30%玻璃纖維強化級 PBT ... 25 表3-4 電化學參數表 ... 26 表4-1 微弧氧化測試參數 ... 41 表4-2 粗糙度測量(RA)... 42 表4-3 射出成型機參數 ... 42viii
圖目錄
圖1-1 アルプラス金屬表面微結構SEM 圖[1] ... 4 圖2-1 粗糙表面示意圖[5] ... 12 圖2-2 微孔洞示意圖[5] ... 12 圖2-3 表面處理後環境對接合強度衰退之影響[5] ... 13 圖2-4AAO 表面結構 SEM 圖[6] ... 13 圖2-5MAO 裝置示意圖[17] ... 14 圖2-6MAO 電壓電流特性圖[13] ... 14 圖2-7MAO 表面多孔結構[14] ... 15 圖2-8 雷射導孔(左上)和 PET 處理之表面比較[16] ... 15 圖2-9 利用機械固錨將塑膠和金屬結合[19] ... 16 圖2-10 アルプラス產品圖[1] ... 16 圖2-11 アルプラス接合處剖面SEM 圖[1] ... 17 圖3-1 實驗流程圖 ... 27 圖3-2 試片尺寸 ... 27 圖3-3 電源供應器 ... 27 圖3-4 低溫循環水槽 ... 28 圖3-5 裝置示意圖 ... 28 圖3-6 二板式(側狀澆口)頂出銷頂出方式模具[20] ... 29 圖3-7 高分子鏈圖 [21] ... 29 圖3-8 高分子鏈圖 [21] ... 30 圖3-9 立式射出成型機 ... 30 圖3-10 模具外觀圖 ... 31 圖3-11RA定義示意圖 ... 31 圖3-12MAO 處理後之試片 ... 31 圖3-13AAO 處理後之試片 ... 31 圖3-14 射出完成之試片 ... 32 圖3-15 試片固定在拉伸夾具上 ... 32 圖3-16 夾具設計圖 ... 33 圖4-1AAO 在電壓 80V 下處理 30MIN ... 43 圖4-2AAO 電壓 80V 處理 30MIN擴孔處理後 ... 43 圖4-3MAO 處理時間對表面的影響 ... 44圖4-4 以電解液 400ML含有2.5G NA2SIO3和1.5G KOH 處理三分鐘。A1 和 A2:電 流0.15A、B1 和 B2:電流 0.5A、C1 和 C2:電流 1A。 ... 45
ix
圖4-5 在不同電壓下處理 3 分鐘的表面形態(A)250V(B)300V(C)350V(D)400V
(E)450V(F)500V[22] ... 46
圖4-6 在不同倍率下MAO 定電壓 500V 處理 3MIN表面 ... 46
圖4-7 在電流 0.5A 電解液溫度 70℃下處理(A)5MIN (B)10MIN ... 47
圖4-840G/LNA2SIO3 電解液中(A)無添加 NA2WO4(B)添加 10G/LNA2WO4[23] ... 47
圖4-9 同樣處理參數下A、B:NA2SIO3+KOH。 ... 48
圖4-10 同樣處理15MIN不同電流(A)0.1A(B)0.25A(C)0.35A(D)0.5A ... 48
圖4-11 同樣電流0.5A 下處理不同時間(A)3MIN (B)15MIN ... 49
圖4-12MAO 處理後鋁合金試片之剖面 ... 49
圖4-13MAO 以 45 度角 SEM 觀察之表面 ... 50
圖4-14 處理15MIN (A)0.1A(B)0.25A(C)0.35A(D)0.5A ... 50
圖4-15 以3M 膠帶拔除擴孔後之試片表面 ... 51 圖4-163M 膠帶拔膜後 SEM 圖 ... 51 圖4-17 射出成型後接合失敗 ... 52 圖4-18 射出成型前後孔洞比較 ... 52 圖4-19 接合失敗PBT 表面觀察 ... 53 圖4-20 經過射出成型後之擴孔MAO 試片 ... 53 圖4-21 經過射出成型後之PBT 塑料表面 ... 54 圖4-22 以AAO 方式讓金屬與塑膠接合 ... 54 圖4-23 抗剪強度線圖 ... 55 圖4-2480V30MIN的AAO 射出成型後拉伸之破壞面 ... 55 圖4-25 金屬上附著之塑料 ... 56 圖4-26 拉伸後PBT 端破壞面 ... 56
1
第一章 前言
1-1 研究背景
大量增加的人口數,帶動了各項生活必需品的需求量,十幾年前, 我們將 3C、電子等產品視為奢侈品,很難想像現在人手一隻手機, 家家戶戶有著超過一台的電腦,如今雲端概念的崛起,代表行動裝置 的興盛,跟筆記型電腦相比,現在只需使用智慧型手機或是平板電腦 即可遠距完成一樣工作,而這樣的工作型態以後會越來越常見。 由於需求量大增,這些行動裝置必須大量生產才能滿足人們的需 求,也因為輕薄短小漸漸成為一種趨勢,行動裝置也朝著精簡和質感 方向發展,而製造商也要研發新的技術才能將功能強大的電子產品做 成手掌般的大小,不論是電路設計或是外殼組裝的製程。 而金屬外殼逐漸成為一種趨勢,但在質感較好的金屬外殼上有著 與現代輕薄短小背道而馳的基因,那就是重量,以前有嵌入式射出成 型技術,能將塑膠卡在金屬殼的機構設計上,以利後續的組裝,然而 新的接合技術可以直接將塑膠射出成型在金屬上,好處是可以簡化金 屬殼上面的機構,有助於加速外殼的製造,而接合部分少了黏著劑, 更可以替工廠節省多道製程降低成本,結構強度方面塑膠也能夠取代2 金屬板材強化肋的設計,避免強度不足更能夠降低重量,因此,塑膠 和金屬的接合技術發展一直以來都是高度的被關注的。
1-2 動機與目的
接合技術一直以來都是製造業常使用的技術,以最近產品來說, 手機、筆記型電腦等 3C 用品,外殼都需要接合,基於輕量化或是機 構設計成本的考量,外殼部分不會全是金屬,少部分會以塑膠製作卡 榫甚至是塑膠肋來增加外殼的強度卻又可以減輕重量,以前要將兩者 結合可能需使用黏著劑或是在金屬板上設計機構元件以方便塑膠嵌 入射出結合,但是這樣的設計會增加產品成本以及製造難度,如今有 不少廠商研發出新的金屬塑膠的接合法,如:大成塑料的 NMT、コ ロナ工業的アルプラス,省去了黏著劑的步驟也大幅簡化了元件機構 的設計和製造成本。 這些金屬與塑膠接合技術在接合前會先對金屬做化學蝕刻或是 對其表面的改質、改造,在這些製程後金屬表面可能變得更粗糙或是 表面產生微孔洞的結構,如アルプラス使用陽極處理在金屬表面形成 的微結構,如圖 1- 1。 由於金屬和塑膠接合的應用廣泛,但目前多數製造過程需要卡溝 設計或是黏著劑,而電化學在接合技術中應用甚少,因此為了要解決3 上述這些問題,想利用比陽極處理發展較晚的微弧氧化技術改進這些 問題,本實驗希望將原本兩種無法直接接合的材料鋁和塑膠黏合,而 利用的方式是將金屬表面改質,利用電化學形成的薄膜,讓塑料與金 屬以物理的方式做結合,並探討電化學表面改質後之鋁合金和塑膠直 接接合的效果,從接合之基本原理,推論異種材料間接合的可能要素, 以及為未來改進的方向。
4
5
第二章 文獻回顧
2-1 接合技術概要及理論
本章節主要先介紹接合技術的原理,從黏著劑到接著力做一個討 論,並就接合的機制做文獻搜索,希望從中了解材料接合的原理。2-1-1 黏著劑
ASTM(American Society for Testing and Materials)對於黏著劑的 定義:能利用對各種材料表面的附著力量而使相同或不相同的材料結 合;CNS5345(Chinese National Standards)定義:可使兩界面互相黏著 之物質稱為接著劑,在接著過程中,接著劑會經歷三個過程:液態(膠 水)、濕潤(材質)、固態(膠合層),接著劑應用範圍非常廣泛,從木材 工業、製鞋業甚至到航空業都可以看到接著劑的應用。
2-1-2 接著力
接著力是有著複雜的物理、化學過程,又可以分為幾大類:1.化 學鍵、2.分子間作用力、3.介面靜電引力、4.機械作用力,當中化學 鍵鍵能最強,但被視為主要接合力來源的則是分子間的作用力,界面 靜電引力常用在金屬與非金屬材料,在界面兩側產生接觸電勢,並產 生靜電引力,機械作用力本質為摩擦力,被認為是非主要產生接著力 的因素。6
2-1-3 機械作用力
1947 年 Bickerman[2]提出接合力是由於粗糙的表面,並認為表面 粗糙為接合力主要來源如圖 2- 1,但是這個理論受到許多爭議,之後 也有許多文獻指出,像是 DeBruyne 認為表面粗糙更容易將微小氣泡 留在表面阻礙接合物兩界面緊密的接合[3]或是 Eley 提出分子間的相 斥行為有可能降低接合的強度[4],這些研究指出表面粗糙結構可能 只是眾多增加接合性要素之一。 不過也有文獻指出當表面有微小的孔洞可以加強機械作用力的 接合影響,如圖 2- 2,且在經過陽極酸處理的表面使用 epoxy 接合對 環境的耐久性有強大的容忍度,而接合力的衰退也比較少,如圖 2- 3, 尤其對鋁合金或是鈦合金來說,這些微小孔洞的影響力更明顯,似乎 也說明機械作用力在接合作用中扮演著一定的份量[5]。2-2 電化學表面處理技術
電化學處理技術歷史悠久,從傳統陽極處理到近幾年開始應用的 微弧氧化技術,以下將會針對這兩種同原理但是參數差異很大的技術 做一些回顧。7
2-2-1 陽極鋁氧化簡介
陽極氧化鋁(Anodic Aluminum Oxidation, AAO)是將鋁合金置入 酸性電解液給予陽極處理,處理過後之多孔氧化鋁膜可作為防腐蝕之 抗氧層和粉體塗裝用途,利用其自我組織的特性成長孔洞,形成大面 積、高密度堆積及大小均一的六角形結構奈米孔洞陣列,並能隨需求 改變孔洞大小,孔洞從 50-420nm 都可以製作。[6][7] 鋁在一些酸性溶液中,比如:硫酸、鉻酸、磷酸或草酸,進行陽 極處理,就會形成鋁的多孔性氧化膜,且陽極氧化鋁孔洞直徑與外加 電壓有線性的關係,孔洞大小可從幾十奈米到幾百奈米。如圖 2- 4。
2-2-2 微弧氧化簡介
微弧氧化(Microarc oxidation, MAO)技術屬於陽極氧化的表面處 理技術,其與傳統陽極處理最大不同地方在於其施加的電壓、使用的 溶液與生成的氧化層,通常微弧氧化處理運用在閥金屬(Al、Mg、Ti、 W、Zn、Zr)的表面處理,而其中又以 Al、Mg、Ti 應用居多,這類 金屬的表面本身會產生鈍態氧化膜作以保護,且在陽極處理過程中, 這類金屬之氧化物較能夠阻隔電流的通過,如此才有辦法在高電壓處 理時以微電弧放電的方式,在表面產生局部高溫燒結作用來成膜,但
8
微弧氧化處理後的材料無法焊接,導致此技術應用受限,裝置示意圖 如圖 2- 5。
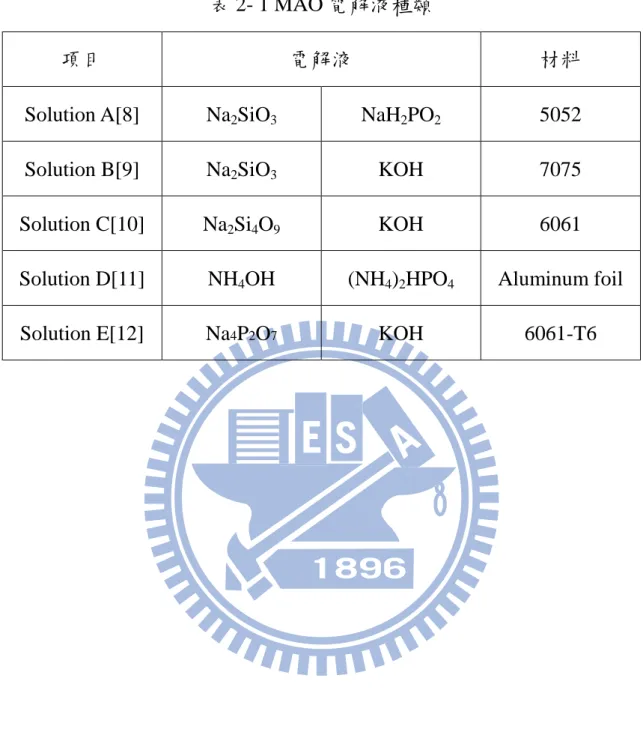
電解液通常由弱鹼組成而相關文獻的電解液整理後如圖 2- 6 表 示。
1999 年 A.L. Yerokhin , X. Nie , A. Leyland 等人回顧探討電解電 漿對於表面處理之應用[13],如圖 2- 6 則是金屬-電解液系統的反應(a) 和氧化層-電解液系統的反應(b)的電壓電流特性,所生成之薄膜可以 提高金屬之硬度、耐磨性;此文獻指出 PEO 比陽極處理有更多優勢, 便宜且應用範圍更廣。
2006 年 Jian-zhi Chen , Yu-long Shi , Lei Wang 等人指出利用 MAO 技術處理鈦[14],生成含烴基之二氧化鈦的氧化層,以獲得生物相容 性較佳的表面性質[15],而由圖 2- 7 也可以知道 MAO 所生成之氧化 層具有多孔結構。
2007 年 P. Gupta, G. Tenhundfeld, E.O. Daigle, D. Ryabkov 在回顧 中提到用 EPT 對鋼材做表面改質[16],其中提到多孔性表面有利於機 械固錨和接著劑附著,並認為雷射導孔和 PET 處理之表面有相似處, 均可利於粉體塗裝或是黏著劑附著,如圖 2- 8 所示。
9
2011 年韓國 Kang Min Lee 等人在電解液中加入了平均直徑約 30 奈米的奈米碳管,對 7075 的鋁合金作 MAO 處理,發現可以有效的 降低微弧氧化後產生的多孔性薄膜[17],其實在這之前 Jin 等人也將 鐵微粒加入電解液中,發現能有效的降低孔洞率[18]。
2-3 金屬/塑膠接合技術之發展
有鑒於異質材料接合技術在未來的發展,對目前已有的接合文獻 和技術做一些搜索,將塑膠和金屬接合的原理從文獻上做一些驗證和 回顧。2-3-1 利用雷射產生高強度微機械固錨接合技術
アルプラス剖面之缺點如同 2010 年 Jeppe Byskov-Nielsen[19]等 發表利用雷射在金屬上打出陣列孔洞,將 PPS 塑膠射出成型於表面, 嘗試利用機械作用力產生強大的接合力,但實驗結果指出太深的孔洞, 對接合強度增益不大,因為塑料無法將深孔完全填滿,如圖 2- 9,可 以清楚看到綠色箭頭所指為塑膠可到之深度,且孔洞直徑約 100μm。2-3-2 アルプラス - コロナ工業
對非鋁金屬電鍍一層鋁對要進行射出成型之部位鋁膜陽極處理, 在鋁膜上產生孔洞然後射出成型的一種製程如圖 2- 10,經陽極氧化10
處理後之表面結構如圖 1- 1,孔洞大小約 40-100nm,接合剖面如圖 2- 11。[1]
11
表 2- 1 MAO 電解液種類
項目 電解液 材料
Solution A[8] Na2SiO3 NaH2PO2 5052
Solution B[9] Na2SiO3 KOH 7075
Solution C[10] Na2Si4O9 KOH 6061
Solution D[11] NH4OH (NH4)2HPO4 Aluminum foil
12
圖 2- 1 粗糙表面示意圖[5]
13
圖 2- 3 表面處理後環境對接合強度衰退之影響[5]
14
圖 2- 5 MAO 裝置示意圖[17]
15
圖 2- 7 MAO 表面多孔結構[14]
16
圖 2- 9 利用機械固錨將塑膠和金屬結合[19]
17
18
第三章 實驗步驟
3-1 實驗流程概述
實驗基本流程圖如圖 3- 13-2 實驗材料
本實驗將使用鋁合金 1050,其成分和機械性質如表 3- 1、表 3- 2, 其尺寸如圖 3- 2 所示。 射出成型之塑料為南亞 FR-PBT 工程塑膠,1210G6 ANC1 - 30% 玻璃纖維強化級 PBT,其物性表如表 3- 3。3-3 實驗儀器
3-3-1 微弧氧化及鋁陽極氧化設備
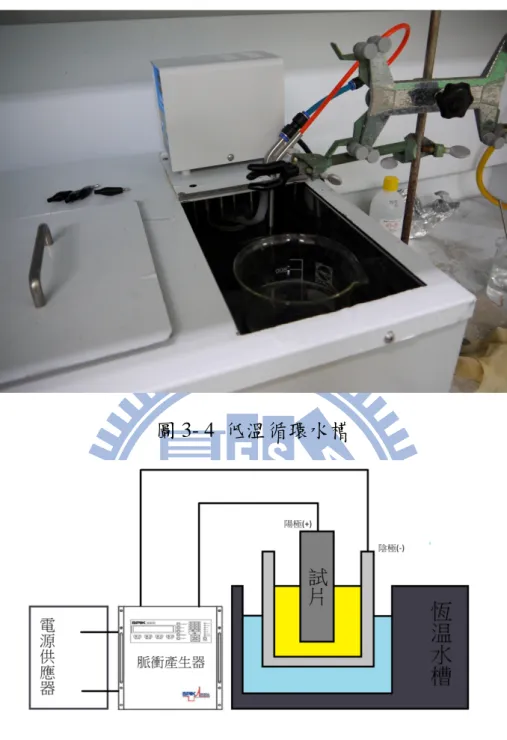
本實驗將使用固鼎電子 1200W 的脈衝電源供應器如圖 3- 3 提供 實驗 800V 和 1.5A 的操作範圍,另外利用低溫循環水槽如圖 3- 4 可 以控制其電解液之溫度,圖 3- 5 為一個微弧氧化以及陽極處理系統之 示意圖。3-3-2 射出成型機台
射出成型廣泛用於熱可塑性塑膠的成形,其原理是把粒狀的塑膠 材料再加熱缸中加熱成流動狀態之後,由射出機構將熔融的材料,由19 噴嘴向模具中射出成型,待成形品冷卻固化後,再開模而由頂出機構 將成型品頂出。 二板式模具是射出成型用模具的標準構造,模具構造簡單,且製 作容易,所有射出成型用模具的基本製作與設計原理都以此為出發 點。 此類型模具的固定側固定於射出成型機的固定盤上,成為材料的 射出部。可動側固定於成型機的可動盤上,射出成型結束,開模時, 成形品附著於可動側,再利用成形機的開模動作或油壓頂出裝置,將 成形品頂出。如圖 3- 6 所示。[20] 以高分子的結構及交聯情形可分為熱固性與熱塑性塑料兩大類, 熱固型塑料分子結構及交聯如圖 3- 7,由於交聯反應為不可逆的化學 反應,因此在加工後並不會如熱塑性塑料般會受熱軟化,但温 度過高則發生裂解而不會有軟化變形的現象,熱塑型塑料分子鏈結構 如圖 3- 8,並無像熱固型一樣有交聯分子的作用,因此熱塑性塑料會 隨加熱而有軟化變形乃至於流動的現象而隨温度下降則有固化變硬 的情形為可逆的過程。
20 另外也分成結晶性與無定形塑料,但實際上並無百分之百結晶的 塑料存在,在微觀上必有凌亂分布的非結晶區域,造成結晶度高低不 同,事實上所有結晶性塑料在某種程度上應該稱做半結晶性塑料。 相較於結晶性塑料非晶性的高分子練凌亂排列糾纏,在凝固過程 中沒有晶核及晶粒生長過程,僅是自由的高分子鏈被凍結的現象,在 加工過程中由於流動排向及温度梯度的影響,容易產生流動引發結晶 的現象,使塑料發生色澤變化及結晶放熱的問題。[21] 最近,熱硬化性塑膠也採用射出成型法成形,其特點為加工效果 良好,可形成形狀複雜之成形品,且成形速度快,為目前最普遍的塑 膠成型加工法,可以說是現代塑膠成型法的主流。 射出成型機台向大晟精機股份有限公司租用,為台中精機製造立 式射出成型機台,型號 Vi50,如圖 3- 9,另外模具為二板模外觀如圖 3- 10。
3-3-3 場發射掃描式電子顯微鏡
使用國家奈米元件實驗室型號為 HITACHI S-4000,利用電子顯 微鏡觀察經電化學處理後之試片表面形態,也能將試片翻轉觀察其剖 面,由於電子顯微鏡所呈現出來的為 2D 樣貌,須搭配其他測量才能 真實呈現試片表面的真實形態。21
3-3-4 表面粗度輪廓儀
輪廓儀是一種電腦化的、高靈敏度的表面輪廓儀,可測量粗糙度、 波紋度和段差高度,應用範圍非常廣泛。該輪廓儀可測量微粗糙度, 短距離情況下高達 1Å 或更低解析度,本實驗用來測量經電化學處理 後試片的表面粗糙度,討論粗糙度與異種材料接合的關係。 本實驗則是以 Ra 值代表電化學處理後之表面粗糙程度,Ra 值為 中心線平均粗糙度,利用探針所量測出的表面粗糙曲線之中心為基準, 以曲線與中心線距離之絕對值取平均表示如圖 3- 11。3-3-5 百格測試
一般而言是測試對象在經過塗裝之後測試其附著度的工具,按照 日本工業標準(JIS)分為 1~5 級,級數越高,要求越嚴格,利用刀口寬 度約為 10mm~12mm,每 1mm~1.2mm 為間隔,共有 10 格,直線劃 下時會出現 10 條間隔相同的直線刀痕,於直線刀痕的垂直位置劃下, 便成為 10×10 的 100 格的正方形,百格刀劃下去的時候應該割到見到 底材,不可只割在塗料上,否則測試便不成立,接著必須用膠帶測試 會不會脫落,首先,膠帶貼於百格位置,以手指壓下將膠帶緊密貼附, 再以瞬間的力道將膠帶撕起,目視素材上的塗料是否有脫落現象此外,22
膠帶並非隨便一種都可以,以 JIS 標準而言是必須指定廠牌與型號的, 例如 3M 的 Transparent Tape 600,此種膠帶寬度為 3/4inch,長度有 1296inch 和 2592inch 兩種。 本實驗利用 3M Transparent Tape 610 的接合性將薄膜強度做一個 分野,依據強度只分成薄膜可否承受該膠帶對薄膜的拉拔測試。
3-4 實驗流程
3-4-1 文獻查詢及參數測試
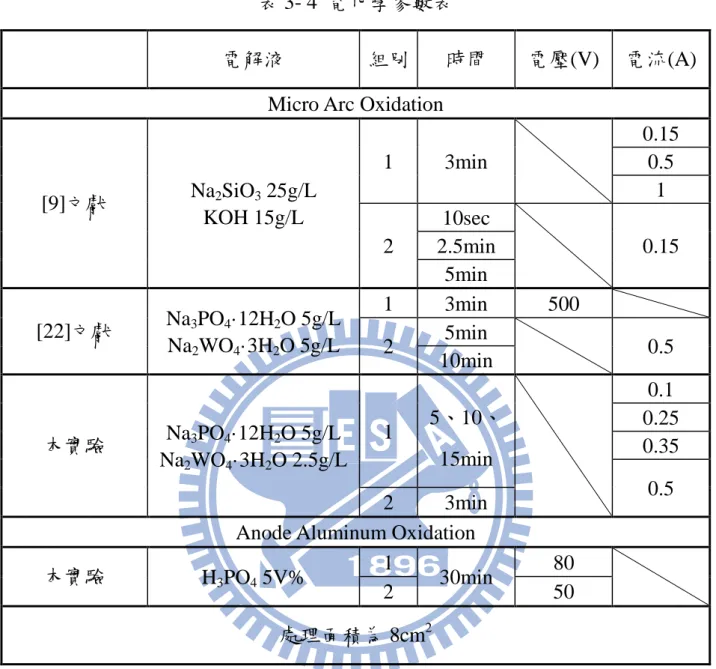
目標是將試片表面利用電化學的方式做出微米級到奈米級的孔 洞,參數測試分為 AAO 和 MAO 兩部分。 實驗時將鋁片以丙酮清洗表面去除油脂,再以去離子水清洗,鋁 試片接至電源供應器正極,其中浸泡在電解液之面積約為 8cm2,負 極則是直徑為 3mm 的不鏽鋼棒,依照 AAO 和 MAO 不同的參數處理, AAO 及 MAO 參數如表 3- 4,處理完成之試片以去離子水清洗放至烘 箱烘乾,試片製作完成。23
3-4-2 表面觀察
以 SEM 觀察改質之鋁試片,完成之 MAO 試片的外型如圖 3- 12 以及 AAO 試片如圖 3- 13,經過處理之表面已經和原始實片表面的光 澤不同,試片完成後則可進行射出成型。3-4-3 射出成型與抗剪強度測試
處理過的試片放置模具中進行射出成型,PBT 與鋁合金接合後如 圖 3- 14,接著試片以插銷方式固定在特製夾具上如圖 3- 15,夾具的 尺寸設計如圖 3- 16,固定在拉伸試驗機上測量抗剪強度。24 表 3- 1 鋁合金材料成份 成分% Al Cu Fe Mg Mn V Si Ti Zn Other 鋁合金 1050 ≥99.5 ≤0.050 ≤0.40 ≤0.050 ≤0.050 ≤0.050 ≤0.25 ≤0.030 ≤0.050 ≤0.030 表 3- 2 鋁合金 1050 物性表
Physical Properties Metric Comments
Density 2.705 g/cc Typical
Hardness, Brinell 30 500 kg load with 10 mm
ball. Calculated value
Tensile Strength, Ultimate 110MPa
Tensile Strength, Yield 103MPa
Elongation at Break 10.0%@ Thickness 1.60
mm In 5 cm
Modulus of Elasticity 69.0GPa
In Tension; Compressive Modulus
is about 2% higher
Poissons Ratio 0.330
Shear Modulus 26.0GPa Estimated from similar
Al alloys
Shear Strength 69.0MPa
Electrical Resistivity 0.00000290 ohm-cm
Melting Point 646 - 657 ℃ Liquidus 657℃ CTE, linear 21.8 µm/m-℃ @-50.0 - 20.0℃ 21.8 µm/m-℃ @20.0 - 100℃ 21.8 µm/m-℃ @20.0 - 200℃ 21.8 µm/m-℃ @20.0 - 300℃ average
25 表 3- 3 規格表:1210G6 ANC1 -- 30%玻璃纖維強化級 PBT 性質 參考值 單位 拉伸強度 1350 Kg/cm2 伸長率 3.5 % 彎曲強度 2000 Kg/cm2 彎曲彈性率 75000 Kg/cm2 Rockwell 硬度 120 R-Scale 熔點 224 ℃ 熱變形溫度 210 ℃ 熱熔融指數 16 g/10min 比重 1.52 - 成型收縮率(流動方向) 0.3 – 0.4 % 成型收縮率(橫方向) 0.7 – 1.1 % 熔融流動指數條件 250℃×2.16kg
26
表 3- 4 電化學參數表
電解液 組別 時間 電壓(V) 電流(A)
Micro Arc Oxidation
[9]文獻 Na2SiO3 25g/L KOH 15g/L 1 3min 0.15 0.5 1 2 10sec 0.15 2.5min 5min [22]文獻 Na3PO4·12H2O 5g/L Na2WO4·3H2O 5g/L 1 3min 500 2 5min 0.5 10min 本實驗 Na3PO4·12H2O 5g/L Na2WO4·3H2O 2.5g/L 1 5、10、 15min 0.1 0.25 0.35 0.5 2 3min
Anode Aluminum Oxidation
本實驗 H3PO4 5V%
1
30min 80
2 50
27
圖 3- 1 實驗流程圖
圖 3- 2 試片尺寸
28
圖 3- 4 低溫循環水槽
29
圖 3- 6 二板式(側狀澆口)頂出銷頂出方式模具[20]
30
圖 3- 8 高分子鏈圖 [21]
31
圖 3- 10 模具外觀圖
圖 3- 11 Ra 定義示意圖
圖 3- 12 MAO 處理後之試片
32
圖 3- 14 射出完成之試片
33
34
第四章 實驗結果與討論
4-1 電化學改質後之分析
4-1-1 陽極氧化
現今陽極處理技術已經非常成熟,參數上面的變化較少,其處理 過程因為沒有電弧的產生,電解液溫度常在 10℃上下,反應較不劇 烈,因此整個反應過程較容易分析。 本實驗測試射出成型的 AAO 參數如表 4- 1,以圖 4- 1 為例可以 知道,AAO 其孔洞為奈米孔洞,而且跟 MAO 相比孔洞排列較為規 則孔密度也比 MAO 來的高,另外為了加大孔徑,從文獻中也得知將 處理過之 AAO 試片泡在如氫氧化鈉、磷酸等溶液中可將孔洞擴大, 如圖 4- 2,將同樣製程擴孔前後的 SEM 比較可以發現在同樣倍率下 擴孔後的孔洞更為明顯,但擴孔後之氧化鋁結構較為脆弱,不過本實 驗也會將有無擴孔之 AAO 試片拿去射出成型,並比較兩者的差異。4-1-2 微弧氧化
本實驗在 MAO 測試參數如表 4- 2,以 SEM 觀察的結果,由圖 4- 3 可以知道,處理時間越長孔洞越大越明顯,表面也越粗糙,由圖35
4- 4 可知,電流密度越大,表面孔洞越大也越粗糙,以表面粗度儀量 測結果,粗糙程度為 C>B>A,由上述測試參數來看,結果和文獻比 對大致符合。
而在 M.R. Bayati 等人在 One step growth of WO3-loaded Al2O3
micro/nano-porous films by micro arc oxidation [22]中,對純鋁使用
Na3PO4·12H2O 和 Na2WO4·3H2O 組成的電解液所做出來的表面特性, 應該會符合本論文之目的,文獻中表面樣貌如圖 4- 5,其中(f)的孔洞 及 結 構 更是 本實驗 極 力 完成 之目標 , 因 此便 依照其 參 數 ,使 用 Na3PO4·12H2O 和 Na2WO4·3H2O 的電解液,嘗試複製相同的表面特性, 結果如圖 4- 6,但是表面結構的孔洞並不顯著,跟文獻相比孔洞形狀 也不相同,一開始懷疑是電解液的溫度控制不良,因此製作了一個簡 易的攪拌器,讓電解液的溫度在 MAO 過程中均勻分布,以電解液溫 度 70℃下不同處理時間的 SEM,如圖 4- 7,發現孔洞的效果變差。 除此在 Shutao Huang, Li Zhou 於 Structure and properties of ceramic coating on Al alloy by plasma micro arc oxidation 文中指出,電
解液中含有 Na2WO4的話,氧化鋁薄膜表面孔洞率會下降[23],如圖
36
綜合以上因素,以 M.R. Bayati 等人文獻中的電解液為基礎,加
上 Shutao Huang 文獻中的結論,減少 Na2WO4的量,回歸到 MAO 的
基本參數,並且加入不同電解液對表面處理的比較,如圖 4- 9,明顯 的看出兩種電解液在同樣電解參數的差別,同時也以不同的處理時間 和不同電流大小控制表面型態,如圖 4- 10 同樣處理 15 分鐘,以電流 0.5A 的孔洞效果最明顯,以圖 4- 11 為例,在電流 0.5A 下 15 分鐘的 表面孔洞效果又比處理 3 分鐘的好。 另外使用 MAO 的訴求在於其氧化鋁層所產生的孔洞為錯綜複雜 的通道與粗糙的表面,如圖 4- 12,其表面及孔洞形態和 AAO 不同, 如圖 2- 11,如此希望在射出成型時可以藉由 MAO 薄膜的特性達到排 氣的效果,另外圖 4- 13 為 SEM 以 45∘視角拍攝 MAO 表面形態, 可以看到其表面形態高低起伏且粗糙,應該能有效的與射出成型的塑 料接合。 同時在陽極處理常使用 NaOH 溶液擴孔處理也嘗試對 MAO 處理 過之試片使用,其擴孔前後結果比較如圖 4- 14,其中可以發現在固 定處理時間但電流不同的情況下,表面形態的趨勢就如同前述情形, 但以紅框圈起為擴孔處理後試片的表面形態,可以發現擴孔前後差異 不大,但是薄膜強度在百格試驗中有明顯的差異,以百格測試用的
37 3M 標準膠帶測試的結果,擴孔前以膠帶拔模觀察到的薄膜沒有任何 剝落,而擴孔後以膠帶拔模的表面會出現白色斑點如圖 4- 15,SEM 如圖 4- 16,顯示出薄膜經過擴孔製程後附著於基材的強度大幅降 低。 由文獻描述較大的粗糙度能夠提升接合的強度,因此對於上數幾 種電化學參數利用 Alpha step 表面輪廓儀測量表面粗糙度,如表 4- 3 中可以得知 MAO 製程對粗糙度的影響較大,而 AAO 因為其孔洞為 幾百奈米大小的孔洞,與 MAO 相比對原試片的粗糙度影響不大。
4-2 射出成型參數和結果
使用的塑料為 PBT 含 30%GF,因為此類型塑料常用於工業但因 流動性佳且其膨脹係數與 1050 相近,射出成型的參數如表 4- 4,射 出參數由射出機租借公司委派專業人員調整,並給予建議,為因應本 實驗需求,射出的壓力和速度皆超過平常使用的值,目的是為了讓熔 融的塑料更容易進入多孔的微結構,試片本身也加溫至 130℃,目的 也是希望塑料在接觸試片同時仍然能保持高流動性的狀態。 射出過程中,MAO 試片在成品頂出模具階段,試片與塑膠已經 分離接合失敗,以肉眼觀察結果有兩種,未經擴孔處理之 MAO 試片 上薄膜完整無破壞也看不出有塑料殘留,而經過擴孔處理之 MAO 試38 片以肉眼可以觀察到薄膜遭到 PBT 拔起並附著在白色 PBT 塑膠上, 如圖 4- 17,也證明了經 NaOH 擴孔處理之 MAO 試片薄膜強度下降。 若以 SEM 觀察其表面,未經擴孔處理的 MAO 試片如圖 4- 18, 在×1000 的觀察可以看到 MAO 孔洞已被塑料填滿,而×5000 更可以 清楚看到孔洞如何被填滿,而塑料則呈現被拔掉後纖維的狀態,表示 MAO 孔洞有足夠的力量卡住塑料,同時也觀察 PBT 塑膠表面如圖 4- 19,表面有些許纖維拔絲狀判斷為和孔洞間的拉扯所產生,接著以 SEM 觀察經過擴孔處理的 MAO 試片如圖 4- 20,由圖中可以看到由 於擴孔後薄膜較為脆弱,經過射出成型後薄膜被完整拔起破壞的形態 也和擴孔後被 3M 膠帶拔膜相似,表示塑膠和處理過之 1050 表面確 實可以接合,而被拔起的薄膜可以在 PBT 上觀察如圖 4- 21,可以看 到在 0.5A 處理 15min 經過處理這組的 MAO 薄膜完整附著在 PBT 上, 而其他組別的試片並沒有辦法將 MAO 薄膜完整剝離 1050 試片,這 種薄膜完全被拔起的現象只出現在以 MAO 以 0.5A 處理 15min 且經 過 NaOH 擴孔處理過的試片上,其他參數的試片只會發生如巨觀下 1050 和塑膠各自完整分離,但在 SEM 中可觀察到塑料進入到 MAO 孔洞中的情形。
39 AAO 部分於射出成型後,經過擴孔的參數也和 MAO 一樣接合 失敗,但是未經擴孔處理的參數 80V 處理 30min 和 50V 處理 30min 兩組,塑膠和 1050 則是接合在一起,在文獻探討中コロナ工業的ア ルプラス就是利用 AAO 薄膜將塑料與金屬接合,得到和文獻符合的 結果並不意外,不過 AAO 薄膜強度本身就低於 MAO 薄膜,因此擴 孔後雖然 AAO 孔洞變大但是結構強度因擴孔而降低,導致接合失敗。
4-3 接合強度的測量與討論
本實驗乃利用搭接方式,測量塑膠與金屬的接合剪應力,由於 MAO 薄膜於射出成型後頂出模具時,塑膠與試片已經分離,因此無 法測量其接合強度。 AAO 試片於射出成型後,金屬和塑膠可以完整接合,如圖 4- 22, 因此可以進行接合剪應力的測試,測試後如圖 4- 23,由圖形得知不 管 50V 或是 80V 抗剪強度最高都有 9-10MPa 的強度,兩種參數所測 得的值沒有一定的趨勢,最低強度也有 6MPa 以上。 由於在射出成型射時,利用原始試片將射出參數調整到不會產生 氣體殘留的情況,原始試片和塑料雖然無法接合,但是其接觸面皆為 平滑且沒有氣孔產生,在拉伸測試後觀察其破壞面,1050 端如圖 4- 24 可以看到破壞後殘留在上面的塑料面積不均,這些因素也可能導致抗40 剪強度沒有一定的趨勢,若以 SEM 觀察其表面如圖 4- 25 可以知道被 拉伸後塑膠的餘料附著在金屬上。 觀察拉伸後 PBT 端的破壞面如圖 4- 26,發現接合處光澤不同, 推測紅框處並未與金屬確實接合,原因可能是孔洞中含有氣體所造成, 導致紅框所圈之區域光澤與未接合區域之塑料色澤相同,前端粗糙較 暗淡之區域判斷為和金屬確實接合之區域,因此在拉伸後表面塑料被 拔起產生較粗糙的表面,光澤也比正常之塑料黯淡。
41
表 4- 1 陽極鋁處理參數
42 表 4- 3 粗糙度測量(Ra) 表 4- 4 射出成型機參數 Resin temperature (℃) T1 T2 T3 260 260 240
Filling time (sec) 5
Injection distance (mm)
S1 S2 S3
22 20 13
Packing pressure (Bar)
P1 P2 P3
80 100 50
Cooling time (sec) 20
Sample temperature (℃) 130
43
圖 4- 1 AAO 在電壓 80V 下處理 30min
44
45
圖 4- 4 以電解液 400ml 含有 2.5g Na2SiO3和 1.5g KOH 處理三分鐘。
A1 和 A2:電流 0.15A、B1 和 B2:電流 0.5A、C1 和 C2:電 流 1A。
46
圖 4- 5 在不同電壓下處理 3 分鐘的表面形態(a)250V (b)300V (c)350V (d)400V (e)450V (f)500V[22]
47
圖 4- 7 在電流 0.5A 電解液溫度 70℃下處理(A) 5min (B) 10min
圖 4- 8 40g/L Na2SiO3 電解液中(A)無添加 Na2WO4 (B)添加 10g/L Na2WO4[23]
48
圖 4- 9 同樣處理參數下 A、B:Na2SiO3+KOH。
C、D:Na3PO4·12H2O+Na2WO4·3H2O。
圖 4- 10 同樣處理 15min 不同電流(A) 0.1A (B) 0.25A (C) 0.35A (D) 0.5A
49
圖 4- 11 同樣電流 0.5A 下處理不同時間(A) 3min (B) 15min
50
圖 4- 13 MAO 以 45 度角 SEM 觀察之表面
51
圖 4- 15 以 3M 膠帶拔除擴孔後之試片表面
52
圖 4- 17 射出成型後接合失敗
53
圖 4- 19 接合失敗 PBT 表面觀察
54
圖 4- 21 經過射出成型後之 PBT 塑料表面
55 圖 4- 23 抗剪強度線圖 圖 4- 24 80V 30min 的 AAO 射出成型後拉伸之破壞面 -2 0 2 4 6 8 10 12 0 0.2 0.4 0.6 應力(MPa) 位移(mm)
AAO抗剪強度圖
50v,30min 50v,30min 50v,30min 80v,30min 80v,30min 80v,30min56
圖 4- 25 金屬上附著之塑料
57
第五章 結論及未來目標
5-1 結論
綜合以上實驗結果,可以歸納出以下幾點結論: 1. PBT 流動性高搭配較高的射出壓力和射出速度由結果來看確 實可以填滿 MAO 處理過後試片表面的孔洞,但固錨力不足以 讓金屬塑膠接合,因此在頂出模具時塑膠和金屬分離。 2. MAO 薄膜附著於基材的強度佳但孔洞率不高,而 MAO 在擴 孔後薄膜附著強度下降,經過擴孔處理後,孔洞形態變化不大, 也因此射出成型時塑料流進孔洞所產生微小的固錨力能把擴 孔後且附著力變差的薄膜拔起,而且這種現象在 0.5A 處理 15min 的試片最為明顯,也能解釋 MAO 孔洞率越高,對固錨 力的影響也越大。3. MAO 粗糙度大於 AAO,但直接以 MAO 試片與塑料接合卻失 敗,因此粗糙度並非決定固錨力大小的因素,接合成功之主要 因素,表面孔洞率是主因,以 SEM 觀察之表面形態 AAO 孔 洞較小但卻更密集、密度也高,MAO 孔洞較大但是零星,因
58 此固錨效果就相對降低或是孔洞的深寬比也可能影響固錨的 效果。 4. AAO 的孔洞結構確實能將塑料卡住,雖然其接合強度沒有穩 定的數值,但也可以知道單純利用機械固錨的原理將塑料與金 屬接合是可行的,唯可能需要改進在射出成型時排氣的因素。
5-2 未來目標
電化學表面改質技術為本實驗室近期研究之技術,將 AAO 和 MAO 表面改質技術和傳統射出成型工藝結合,現階段在實驗數據上 僅能參考各大專院校之相關論文,資料未有完整之處希望在未來能慢 慢補完,以豐富本實驗室對電化學表面處理之資料庫,有利於下個階 段的研究。 MAO 多用在鈦合金,製作出粗糙的表面有利於細胞貼附生長, 多數以鈦為基材的 MAO 文獻皆可製作出較佳的孔隙率,而鋁合金方 面目前只看到一篇較能符合本實驗之目的,表示 MAO 技術應用於鋁 合金方面還有諸多改進的地方。 1. 電流形態的改變,如:直流脈衝、交流脈衝等。 2. 電解液的選擇以及濃度的調配59 MAO 在其它製程已展現出不少優點,若也能夠跨入接合領域, 那許多異種材質的接合將會變得更簡化也更實用。 另外在射出成型參數上,本實驗只選擇一組固定參數做為比較, 在未來能夠增加射出成型參數樣本數,尋求最佳化的金屬塑膠接合技 術的參數。
60
參考文獻
[1] コロナ工業., "アルプラス." Retrieved August 10, 2012, from http://www.coronakogyo.co.jp/alplas_01.html.
[2] Bickerman, J.J, "The Fundamentals of Tackiness and Adhesion", J. Colloid 2, 174, 1947.
[3] DeBruyne, N.A., "The Extent of Contact Between Glue and Adherend Bulletin No. 168 December", 1956, The Technical Service Department, Aero Research Ltd. Duxford, Cambridge, England.
[4] Eley, D.D., "Surface Chemistry Studies in Relation to Adhesion", Kolloid-Zeitschrift and Zeitschrift Fur Polymers, Band 197, Heft 1-2 129-134, 1964.
[5] A.J. Kinloch, "Adhesion and Adhesives", p. 150, 1987.
[6] 謝明倫, "薄膜式規則性多孔陽極氧化鋁膜製作", 國立中央大學, 2006.6.
[7] A. P. Li, F. Muller, A. Birner, K. Nielsch, and U. Gosele, "Haxagonal pore arrays with a50-420 nm interpore distance formed by self-organization in anodic alumina", J Appl. Phy. Phys, 84, 6023, 1998.
[8] 曾國輝 李九龍, "鋁合金微弧氧化陶瓷膜層性質之研究", 龍華科 技大學學報第二十二期, 2007.03.
[9] 陳文杰 邱傳聖, "7075 鋁合金經微弧氧化處理後之耐磨耗特性", 南亞學報第二十九期, 2009.
[10] L. Rama Krishna, A. Sudha Purnima and G. Sundararajan, "A comparative study of tribological behavior of microarc oxidation and hard-anodized coatings", 2006.
61
[11] F. Monfort, A. Berkani, E. Matykina, P. Skeldon, G. E. Thompson, H. Habazaki and K. Shimizu., "A Tracer Study of Oxide Growth during Spark Anodizing of Aluminum", Journal of The Electrochemical Society, 152 (6) C382-C387, 2005.
[12] C.S. Dunleavy, J.A. Curran and T.W. Clyne., "Plasma electrolytic oxidation of aluminium networks to form a metal-cored ceramic composite hybrid material", Composites Science and Technology 71 (2011) 908–915.s, 84,6023, 1998.
[13] A.L. Yerokhin, X. Nie, A. Leyland, A. Matthews and S.J. Dowey., "Review plasma electrolysis for surface engineering", Surface and Coatings technology 122, 73-93, 1999.
[14] Jian-zhi Chen, Yu-long Shib, Lei Wangc, Feng-ying Yanb and Fu-qiang Zhang., "Preparation and properties of ydroxyapatite-containing titania coating by micro-arc oxidation", Materials Letters 60, 2538–2543, 2006.
[15] 白馨,呂炫堃, "鈦金屬植體為電弧電漿氧化表面處理技術與骨組 織的關係-小型文獻回顧", Chin Dent J (中華牙誌) 26(2) : 106-113 December 2007
[16] P. Gupta, G. Tenhundfeld, E.O. Daigle and D. Ryabkov., "Electrolytic plasma technology: Science and engineering—An overview, " Surface & Coatings Technology 201, 8746–8760, 2007.
[17] Kang Min Lee, Young Gun Ko and Dong Hyuk Shin ., "Incorporation of carbon nanotubes into micro-coatings film formed on aluminum alloy via plasma electrolytic oxidation ", Materials Letters 65, 2269–2273, 2011.
62
[18] Jin F, Chu PK, Tong H, Zhao J., "Improvement of surface porosity and properties of alumina films by incorporation of Fe micrograins in micro-arc oxidation ", Applied Surface Science 253, 863–868, 2006.
[19] Jeppe Byskov-Nielsen, JensV.Boll, Allan H.Holm, Rune Højsholt and Peter Balling ., "Ultra-high-strength micro-mechanical interlocking by injection molding into laser-structured surfaces ", International Journal of Adhesion & Adhesives 30, 485–488, 2010. [20] 張永彥, "塑膠模具設計學-理論、實務、製圖、設計", 全華圖書
股份有限公司, 2007.6.
[21] 科盛科技, "CAE 模流分析技術入門與應用 一天學會 Moldex3D 模流分析軟體", 全華科技圖書股份有限公司, 2006.
[22] M.R. Bayati, H. Zargar, R. Molaei, E. Kajbafvala and S. Zanganeh., "One step growth of WO3-loaded Al2O3 micro/nano-porous films by
micro arc oxidation", Colloids and Surfaces A: Physicochem. Eng. Aspects 355, 187–192, 2010.
[23] Shu-tao Huang., "Structure and properties of ceramic coating on Al alloy by plasma microarc oxidation", Mechanic Automation and Control Engineering (MACE), International Conference on 3195 – 3198, 2010.
![圖 1- 1 アルプラス金屬表面微結構 SEM 圖[1]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8639784.193109/14.892.237.658.110.810/圖11アルプラス金屬表面微結構SEM圖1.webp)
![圖 2- 1 粗糙表面示意圖[5]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8639784.193109/22.892.148.747.111.371/圖21粗糙表面示意圖5.webp)
![圖 2- 3 表面處理後環境對接合強度衰退之影響[5]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8639784.193109/23.892.219.676.111.1060/圖23表面處理後環境對接合強度衰退之影響5.webp)
![圖 2- 7 MAO 表面多孔結構[14]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8639784.193109/25.892.135.762.111.375/圖27MAO表面多孔結構14.webp)
![圖 2- 9 利用機械固錨將塑膠和金屬結合[19]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8639784.193109/26.892.149.745.113.491/圖29利用機械固錨將塑膠和金屬結合19.webp)
![圖 2- 11 アルプラス接合處剖面 SEM 圖[1]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8639784.193109/27.892.257.638.126.821/圖211アルプラス接合處剖面SEM圖1.webp)
![圖 3- 6 二板式(側狀澆口)頂出銷頂出方式模具[20]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8639784.193109/39.892.200.698.89.863/圖36二板式側狀澆口頂出銷頂出方式模具2.webp)
