國立高雄大學土木與環境工程學系
碩士論文
計數型抽樣驗收計畫之最佳化研究-採用回溯搜索演
算法為例
Optimized Attribute Acceptance Sampling Plans Based on
Backtracking Search Algorithms
研究生:林立喬 撰
指導教授:蔡幸致 博士
iii
誌謝
用最真摯最真誠的心感謝我的論文指導教授蔡幸致老師,感謝恩師 在我徬徨迷惘時擔任我的指導教授,一步一步帶領我學習新的知識,撰 寫論文時也不厭其煩地指導與校正,使本論文得以順利完成。給我信心 讓我知道其實我可以的,學生內心只有無限感激。 口試期間,感謝口試委員廖敏志教授及蘇育民教授於百忙之中撥冗 費心審閱論文,給予本論文寶貴的建議與修正,使本論文能更加詳實完 備,特致上誠摰之謝意。 感謝學長明峯、耀詳、學姊佳貞和學弟冠宇於研究所修業期間相互 的扶持、鼓勵以及幫助,感謝你們使得我的研究所生涯過得非常充實。 感謝一位最特別的朋友Sam Lee,在我陷入低潮時,當我的精神導師, 給予我勇氣面對所處的困境,帶給我希望以及目標讓我能勇往直前,用 渾厚嗓音唱出的每首歌曲陪伴我度過每個撰寫論文的夜晚,在此特別感 謝這樣一位特別的朋友。 感謝臺中捷運土木一股的好夥伴們,謝謝你們在我面對壓力時,依 然給予我鼓勵並帶給我歡樂,有你們這群好夥伴相互扶持鼓勵是我進入 職場後最幸福的事。 感謝一路陪伴在我身邊的親朋好友,謝謝你們帶給我歡樂並且鼓勵 與支持著我,讓我得以一步一步完成目標,在我面對困難時總是一路相 挺至今,感謝你們讓我的生活精彩無比,獻上我最真誠的心給我最愛的 你們。iv 最後感謝我最親愛的爸爸及媽媽對我多年的栽培及無私的奉獻,在 我求學生涯中無經濟的顧慮且快樂的成長,感謝爸媽在我最無助及陷入 低潮時給予的溫暖懷抱,給我力量及教導我如何面對心中的那道坎,指 引我走在正確的道路上,你們永遠是我最愛的家人及最堅強的後盾。 謹將本文獻給摯愛的雙親與一路上幫助我的人。 林立喬 謹誌於國立高雄大學土木與環境工程系土木組 中華民國一零九年七月
v
計數型抽樣驗收計畫之最佳化研究
—採用回溯搜索
演算法為例
指導教授:蔡幸致博士 國立高雄大學土木與環境工程學系 學生:林立喬 國立高雄大學土木與環境工程學系 摘要 土木工程之管理控制三大目標為時間、成本與品質,其中又以品質管理最為重要, 但由於土木工程常使用各式各樣不同的建築施工材料,因此不論是確保建材品質或維 護施工質量都對整個工程專案有關鍵性的影響。影響品質檢驗的關鍵因素就是預先制 訂出良好的驗收計畫,而驗收計畫可依其性質分為計數型驗收及計量型驗收,其中又 以計數型抽樣驗收之應用層面較為廣泛且施作方便,更可幫助現場工程人員減少驗收 所耗之成本與時間,並快速決定該施工材料是否允收或拒收,以確保專案整體品質。 在制訂最佳的計數型驗收計畫的過程中,重要的參數計有:抽樣樣本數、允收不 良品與良品之個數等,在考量業主與承包商合約中所擬定之允收水準品質與拒收水準 品質,在其可承擔的風險下,可分別從事單次、雙次及三次抽樣驗收計畫之擬定,以 達到最符合預定風險值及最少抽樣樣本數的雙重目標。本文採用新穎且功能強大之回 溯搜索演算法來達成上述最佳計數型驗收計畫之擬定,以降低抽樣驗收成本並確保專 案整體品質。 研究結果指出回溯搜索演算法所得到的最佳總抽樣樣本數皆為28,目標函數值 F 為29.900,相較於其他演算法之抽樣樣本數更為精簡且目標函數值也更為精確,計算 所得之生產者冒險率與消費者冒險率也接近原預設值,符合業主與承包商所預期之結 果,足以顯示回溯搜索演算法之運算效能較其他演算法更為強大。 關鍵字:回溯搜索演算法、最佳化、計數型抽樣驗收計畫vi
Optimized Attribute Acceptance Sampling Plans
based on Backtracking Search Algorithms
Advisor: Dr. Hsing-chih Tsai
Institute of Civil and Environmental Engineering National University of Kaohsiung
Student: Li-Chiao Lin
Institute of Civil and Environmental Engineering National University of Kaohsiung
ABSTRACT
The goals of civil engineering management and control are time, cost and quality. Quality is most important as it usually uses versatile construction materials; hence, quality assurance of materials and construction will have a critical impact. The key factor affected quality inspection is making a suitable sampling plan, which can be distinguished into variable acceptance sampling and attribute acceptance sampling. Attribute acceptance sampling is widely applied and is more convenient to conduct. Furthermore, it is helpful for engineers to reduce cost and time consumed in construction and to determine acceptance plans for materials.
Key factors affected upon attribute acceptance sampling are the numbers of sampling, acceptances, and rejections. With acceptable risk, single, double, and triple sampling acceptance plans can be provided under considerations of acceptable and rejectable quality levels, in order to reduce risk and to minimize numbers of sampling simultaneously. This research utilized a powerful and novel backtracking search algorithm to meet the aforementioned goals and to maintain project qualities.
The best number of sampling is 28 in total and the obtained value of the target function is 29.900 with the use of backtracking search algorithm. Comparing with results obtained by others, the achievements of this research yielded accurate object function values and less numbers of sampling. Additionally, the obtained sampling plan provided risks of producers and customers which meet the anticipation of owner and subcontractors. All of the advantages of the obtained results come from backtracking search algorithm.
Keywords: Backtracking Search Algorithm, Optimization, Attribute acceptance sampling
vii
目錄
誌謝 ... II 摘要 ...IV ABSTRACT ... V 目錄 ...VI 表目錄 ...IX 圖目錄 ... X 第一章 緒論 ... 1 1.1 研究背景與動機 ... 1 1.2 研究目的 ... 2 1.3 研究方法 ... 2 1.4 論文架構 ... 3 第二章 文獻回顧 ... 5 2.1 抽樣驗收計畫之發展 ... 5 2.2 國內抽樣驗收計畫之相關研究 ... 7 2.3 演算法之沿革 ... 9 第三章 抽樣驗收理論介紹 ... 13 3.1 抽樣檢驗概論 ... 13 3.2 抽樣驗收名詞解釋 ... 14 3.3 抽樣驗收計畫種類與形式 ... 17 3.4 計數型抽樣驗收允收機率 ... 23viii 3.4.1 計數型單次抽樣驗收之允收機率 ... 24 3.4.2 計數型雙次抽樣驗收之允收機率 ... 25 3.4.3 計數型三次抽樣驗收之允收機率 ... 26 3.5 操作特性曲線 ... 28 第四章 回溯搜索演算法(BSA) ... 30 4.1 回溯搜索演算法應用之相關文獻 ... 30 4.2 回溯搜索演算法理論基礎 ... 31 4.3 回溯搜索演算法運算流程 ... 34 第五章 最佳化模式建構及案例分析 ... 36 5.1 目標函數 ... 36 5.2 變數個數、搜尋範圍及限制式 ... 38 5.3 案例分析 ... 39 5.3.1 單次抽樣驗收計畫成果說明 ... 40 5.3.2 雙次抽樣驗收計畫成果說明 ... 42 5.3.3 三次抽樣驗收計畫成果說明 ... 44 5.3.4 計數型抽樣驗收計畫案例成果 ... 47 5.3.5 本研究與其他文獻成果之比較 ... 50 5.4 再論冒險率與總抽樣次數間之關係 ... 52 第六章 結論與建議 ... 56 6.1 結論 ... 56 6.2 建議 ... 57
ix
參考文獻 ... 58 附錄一 ... 64 附錄二 ... 70
x
表目錄
表3.1 抽樣驗收符號說明(1/2) ... 16 表3.1 抽樣驗收符號說明(2/2) ... 17 表5.1 單次抽樣驗收計畫成果彙整表(1/2)... 40 表5.1 單次抽樣驗收計畫成果彙整表(2/2)... 41 表 5.2 雙次抽樣驗收計畫成果彙整表 ... 42 表 5.3 三次抽樣驗收計畫成果彙整表 ... 45 表 5.4 本研究最佳抽化抽樣驗收計畫成果 ... 49 表 5.5 文獻(王, 2003)之三次抽樣驗收計畫建議解 ... 50 表 5.6 文獻(胡, 2013)之三次抽樣驗收計畫解 ... 51 表 5.7 本研究三次抽樣驗收計畫之建議解 ... 51xi
圖目錄
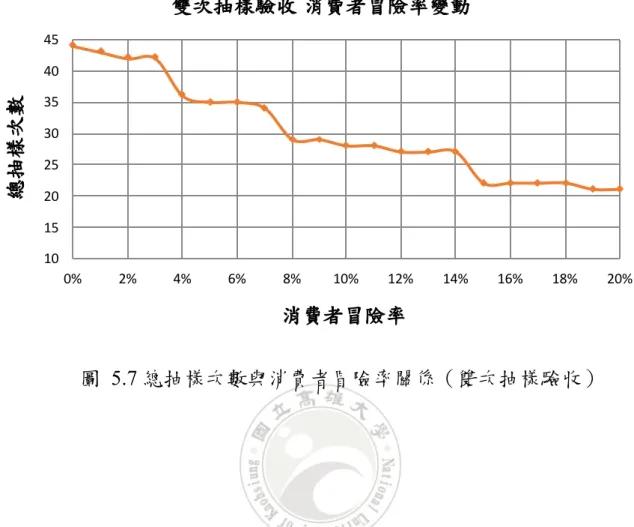
圖1.1 研究流程圖 ... 4 圖3.1 單次抽樣驗收流程圖 ... 20 圖3.2 雙次抽樣驗收流程圖 ... 21 圖3.3 三次抽樣驗收流程圖 ... 22 圖3.4 理想操作特性曲線 ... 29 圖3.5 操作特性曲線 ... 29 圖4.1 回溯搜索演算法運算流程圖 ... 35 圖5.1 單次抽樣驗收計畫流程圖 ... 42 圖5.2 雙次抽樣驗收計畫流程圖 ... 44 圖5.3 三次抽樣驗收計畫流程圖 ... 46 圖5.4 總抽樣次數與生產者冒險率關係(單次抽樣驗收)... 53 圖5.5 總抽樣次數與生產者冒險率關係(雙次抽樣驗收)... 54 圖5.6 總抽樣次數與消費者冒險率關係(單次抽樣驗收)... 54 圖 5.7 總抽樣次數與消費者冒險率關係(雙次抽樣驗收)... 551
第一章
緒論
1.1 研究背景與動機
土木工程管理控制的三大目標為時間、成本與品質,其中又以品質 管理最為重要,而品質管理的目的在於工程施工期間能夠讓現場工程人 員有所遵循及依據且能夠確保施工質量外,也針對工程項目的主要施工 材料訂定管理項目、標準方法以及不合格處理方式。因此行政院公共工 程委員會於民國82 年日函頒公共工程施工品質三層級品質管理制度,旨 在規範承攬廠商、監造單位、工程主辦機關應執行之施工品質事項,以 確保施工成果符合其設計及規範之品質要求。 品質的意義在於其產品或是服務能夠符合或超越消費者期望的能力, 以生產者角度思考的話,其產品能夠符合消費者需求,且能夠符合相關 規範。以消費者角度思考的話,產品的質量要好且能滿足自身需求,即 代表適用性的意思。而最終決定品質之權利者則是消費者,以土木工程 來說的話,生產者代表承包商,而消費者則是代表業主。 為了確保施工的建築材料皆按照其設計及規範所要求的品質,一般 均會進行品質檢驗,影響品質檢驗的關鍵因素就是預先制訂出良好的驗 收計畫,而驗收計畫可依其性質分為計量型抽樣驗收及計數型抽樣驗收, 計量型抽樣驗收主要以平均值及標準差結合常態分佈理論來計算產品之 不合格率,且針對產品單位的特定性能做檢驗,其檢驗時間較長且需要 較專業的檢驗設備,一般適用於破壞性檢測,例如檢測鋼筋、混凝土的2 強度等。而計數型抽樣驗收之應用層面較為廣泛且施作方便,檢驗設備 較為簡易且適用於非破壞性試驗材料,如:玻璃、燈管、磁磚等等。可幫 助現場工程人員減少驗收所耗之成本與時間,並快速決定該施工材料是 否允收或拒收,但計數型抽樣驗收計畫需要考量產品之允收機率,計算 較為費時且相關參數皆為整數之離散的數學模式,因此如何訂出最佳的 計數型抽樣驗收計畫,並且同時考慮生產者與消費者冒險率,才能夠提 升土木工程之檢驗效率,並確保專案整體品質。
1.2 研究目的
為了協助協助現場人員於不確定或未知條件下做出最佳決定以減少 驗收時間及驗收成本,並因應需求不同選擇最適當或最經濟之最佳抽樣 驗收計畫,本研究將建立最佳計數型單次、雙次及三次抽樣驗收計畫。1.3 研究方法
為制訂最佳的計數型驗收計畫的過程中,重要的參數計有:抽樣樣 本數、允收不良品與良品之個數等,在考量業主與承包商合約中所擬定 之允收水準品質與拒收水準品質,在其可承擔的風險下,可分別從事單 次、雙次及三次抽樣驗收計畫之擬定,以達到最符合預定風險值及最少 抽樣樣本數的雙重目標。本文採用新穎且功能強大之回溯搜索演算法來 達成上述最佳計數型驗收計畫之擬定,以降低抽樣驗收成本並確保專案 整體品質。3
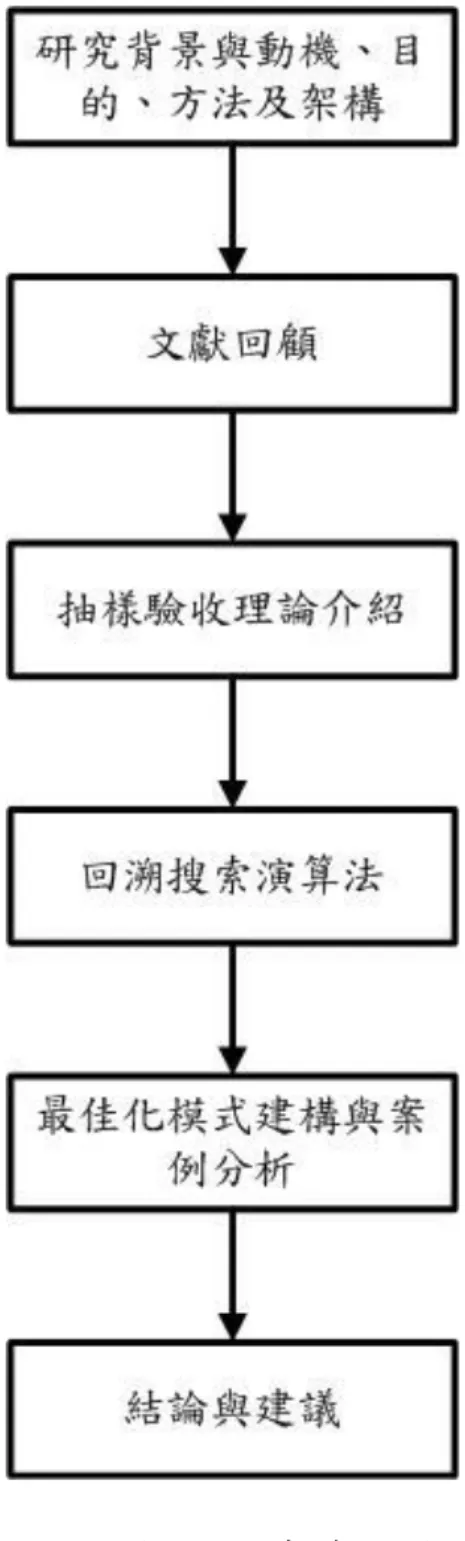
1.4 論文架構
本研究分成六個章節,各章節內容分別如下: 第一章:此部分分為研究背景與目的,說明本文研究的方法與論文 架構。 第二章:針對抽樣驗收計畫的發展歷程、應用以及演算法的發展及 基本理論進行相關文獻之回顧。 第三章:首先介紹抽樣驗收的理論,相關抽驗名詞解釋、抽驗計畫 種類、形式及其流程介紹,並針對計數型抽樣驗收之允收機率進行公式 推導以及允收機率需考量之操作特性曲線也在本章中介紹。 第四章:以回溯搜索演算法模式與演算方法之說明為主題,內容包 含回溯搜索演算法相關應用文獻、基本理論及運算流程。 第五章:將建構數型單次、雙次與三次抽樣驗收計畫之最佳化模式, 並應用於實際案例上,其結果再與他人研究結果作比較,以此驗證本研 究所使用之回溯搜索演算法建構最佳化計數型抽樣驗收計畫模式之可行 性。 第六章:將本研究之成果進行總結並給予未來與後續研究之建議。4
本研究流程圖如圖1.1 所示:
5
第二章
文獻回顧
2.1 抽樣驗收計畫之發展
有關抽樣驗收的概念,最早在 1920 年由美國的兩位學者 Dodge 與 Roming(1920)提出,他們將現代的統計學應用到抽樣驗收計畫,並改 良單次抽樣驗收計畫,將其發展為雙次抽樣驗收計畫,並考量允收與拒 收水準品質後於 1959 年提出 Dodge-Roming 抽樣檢驗表,此抽樣檢驗表 中包含了單次與雙次等抽樣檢驗。而為了降低抽樣樣本及抽樣成本, Bartky(1943)於 1943 年提出了多次抽樣驗收計畫。Minton 在 1650 年 時整合了美國兵工署、陸軍部及海軍部採用的抽樣計畫,成為了美國軍 用標準 MIL-STD-105D,目前此標準也被廣泛使用中。Minton(1969) 同時也在1969 年提出所謂的檢驗誤差。而因應二次大戰其間美國大量製 造武器與日用品需求,Dodge(1969)也於同年提出了許多的品質管制標 準因此促使美國的統計品質管制技術快速發展。 隨著科技發展,利用電腦輔助建立抽樣的方法或研究分析其他控制 因素也越來越多,Guenther(1970)就於 1970 年提出了計數型雙次抽樣驗收程序。而 Chow 等人(1972)及 Snyder 和 Storer(1983)皆在 1972
年提出在生產者冒險率α、消費者冒險率β、可允收機率 P1、可拒收機
率 P2的情況下,分別求解雙次抽樣驗收及單次抽樣驗收,而 Chow 等人
在求解雙次抽樣驗收計畫時,利用了卜式分配計算允收機率。Schiling 等
人(1978)於 1978 年使用了二項式分配、卜式分配與常態分配於單次、
6
(1980)於 1980 年利用二項式分配及卜式分配計算允收計率,使用試誤 法求解並提出抽樣個數最少的單次抽樣驗收計畫,並同時滿足業主與消 費者保護水準。Soundararian 和 Vijayaraghavan(1981)於 1981 年使用了 AQL 及 RQL 建立了抽樣計畫表,而 Govindaraju、Kcoralman(1922)也
於 1992 年利用 AQL 及 AOQL 建立了抽樣計畫。Lee 和 Tagaras(1992)
則是針對單次抽樣使用了啟發式的方法,在複雜的多階段生產中建立最 經濟的驗收計畫。Ronen 和 Spector(1995)則是在1995 年整合品質管制、 決策分析和組合選擇來建立計數型抽樣驗收計畫。Bai 和 Hong(1990) 利用線性利潤模式針對計數型品質特性建立固定式抽樣計畫來達到利潤 最大化之目標。Chang 和 Hsie(1995)於 1995 年介紹了四種抽樣驗收的 來源及方法,包含了計量型單一抽樣法、品質指標抽樣法、計數型二次 抽樣法和計數型調整抽樣法並比較其優缺點。Duncan(1986)在 1986 年 以生產者冒險率α5%、消費者冒險率β10%、n1n2或2n2等參數為基 準提出了可供決策者使用的ADSP 雙次抽樣驗收計畫圖表。Sultan(1994) 於1994 年建立了包含不良品費用及檢驗成本等參數的 ADSP 設計模型, 使生產成本費用減至最低。Cheng 等人(2006)於 2006 年以基因演算法 為基礎,並最小化抽樣樣本數及最小冒險偏差率來求解計數型雙次抽樣 驗收計畫。
7
2.2 國內抽樣驗收計畫之相關研究
沈盈志(1987)在 1987 年建立了一套程式,利用敏感度分析探討檢 驗誤差對不良率、平均出廠品質平均檢驗總數及操作特性曲線的影響, 決定了最佳計數型單次和雙次抽樣驗收計畫。翁文龍(1994)在 1994 年 的研究中利用試誤法求得單次抽樣及雙次抽樣計畫,且是在可指定生產 者冒險率α、消費者冒險率β、可允收機率P0、P1的情形下。謝孟勳(2000) 於2000 年時提出了「競爭法則」參數設計配合電腦程式求解驗收參數, 並使用窮舉法來搜尋可能的抽樣參數組合,這樣不僅可以快速求解,還 能保證建議參數最符合經濟效應。郭陽春(2002)在 2002 年採基因演算 法利用業主和承包商於合約內所擬定之品質要求門檻(AQL 和 RQL)的 高低與欲承擔之風險(αRisk 和βRisk)代入研究模式,迅速求解抽樣 驗收的參數值,進而達到最經濟之參數設計,並建立具親和力的求解操 作程式,使得抽樣驗收計畫變得具體可行。邱世宜(2001)於 2001 年是 以基因演算法來求解雙次抽樣中抽樣個數與風險誤差的權衡最佳化設計。 王全萬(2003)於 2003 年利用基因演算法建立多次抽樣驗收程序求其參 數,並比較了單次抽樣與雙次抽樣的經濟性,且可幫助現場人員快速檢 驗產品。周芳儀(2004)在 2004 年用模糊歸屬函數建立抽樣驗收計畫並 比較分析在抽樣驗收計畫中降低生產者冒險率與消費者冒險率的表現。 謝昆哲(謝, 2007)在 2007 年整合與風險誤差減至最小與最少的抽樣樣 本量等最佳化目標,以求解計數型雙次抽樣驗收計畫。余曉萍(2007) 於2007 年的研究中建立了抽樣數的上限值,並在此上限值之下決定允收8 或拒收之最佳停止法則以有效降低逐次抽樣驗收計畫的平均抽樣數。鄭 建志(2007)將計數型抽樣驗收計畫變成一套淺顯易懂的且易操作的抽 樣驗收軟體。杜宥菖(2014)在 2012 年未考慮品質成本,以平均數和標 準差設計了一個較經濟性的抽樣驗收計畫,讓總抽樣成本最小化,最後 再以數據去模擬並分析各個相關參數變化時,對於總抽樣成本的影響。 胡素滿(2013)於 2013 年利用蟑螂演算法來最佳化計數型抽樣驗收計畫 之相關參數。簡翊真(2015)於 2015 年建立了三種不同參數類型的抽樣 系統,用來建立最佳化模型並且以最小化的平均抽樣樣本數求解不同抽 樣系統在不同的風險與品質水準下組合之參數值。張簡致杰(2015)於 2015 年主要針對具單邊規格界限之產品提出計量型多重相依狀態抽樣計 畫及計量型多重相依狀態重複群集抽樣計畫,求解及彙整品質水準與風 險需求之組合,並比較其已存在之計量型抽樣驗收計畫與提出之兩種驗 收計畫之差異。施美旭(2015)於 2015 年提出一種基於製程能力指標 Cpk 之計量型快速轉換抽樣系統(VQSS System),以非線性規劃求解並 透過不同品質水準與風險要求下,彙整出三種型態下VQSS System 系統 的計畫參數值,且利用操作特性曲線與抽樣樣本數進行分析並與單次抽 樣驗收計畫進行較。張祐寧(2015)於 2015 年以壽命績效指標 CL 建立 抽樣驗收計畫,利用壽命績效指標求解出抽樣計畫之允收機率函數及操 作特性曲線,並與常態近似方法之驗收抽樣計畫的數據進行分析與比較, 最後整理出多種品質水準與風險組合之計畫參數表。
9
2.3 演算法之沿革
演化法最佳化,不僅可以幫助解決各種複雜問題也能協助縮短計算 時間,所以近幾年發展迅速。而許多演算法若依照類型又可以分為兩大 類:
一、 群智慧演算法(Swarm Intelligence, SI)
群智慧顧名思義就是觀察自然界群體活動的現象,主要是模擬了鳥 類、昆蟲、獸群和魚群等群體行為,而群體是利用一種合作的方式 來尋找食物,通過學習自身經驗和其他成員的經驗來不斷地改變搜 尋方向。常見之群智慧演算法有:粒子群演算法、人工魚群演算法、 人工蜂群演算法、蟻群演算法、螢火蟲演算法、重力搜索演算法、 蟑螂演算法等等。其簡述如下:
1. 粒子群演算法(Particle Swarm Optimization, PSO)
粒 子 群 演 算 法 的 概 念 來 自 社 會 群 體 的 行 為 模 擬 , 早 期 是 Kennedy 與 Eberharty(1995)在 1995 年以觀察鳥類或魚類覓 食行為所發展出來的演算法。粒子群演算法中一個粒子代表鳥 群中的一隻鳥各個粒子具有記憶性並會參考其它粒子的訊息來 決定移動的方向。
2. 人工魚群演算法(Artificial Fish Swarm Algorithm, AFSA)
人工魚群演算法最早由 Li 等人(2002)在 2002 年所提出的一
種群智慧演算法。在一片水域中,魚往往能自行或尾隨其他魚 找到營養物質多的地方,因而魚生存數目最多的地方一般就是
10
本水域中營養物質最多的地方,人工魚群演算法就是根據這一 特點,通過人工魚來模仿魚群的覓食、聚群及追尾行為。 3. 人工蜂群演算法(Artificial Bee Colony algorithm, ABC)
人工蜂群演算法是由 Karaboga(2005)於 2005 年所提出的, 其演算法的架構包含工蜂、觀察蜂及偵查蜂。工蜂負責搜索食 物來源並提供食物源的品質訊息給於蜂巢等待的觀察蜂,而觀 察蜂則是依照工蜂所提供的訊息前往搜索,當食物收益度無法 改善時,偵查蜂則是會於隨機的空間進行隨機搜索,以取得新 的食物來源。而人工蜂群也算法也是近年來熱門的演算法之 一。
4. 蟻群演算法(Ant Colony Optimization, ACO)
蟻群演算法是模仿螞蟻覓食行為的演算法,是 1992 由 Colormi 等人(1992)所提出的。螞蟻覓食的時候,若找到食物,在搬 運食物回程的途中會分泌一種特殊的賀爾蒙,告訴其他螞蟻可 以循著該路徑去搬運食物。由於這些賀爾蒙會隨時間的經過而 蒸發,但若有其他螞蟻也循該路徑回來則會繼續分泌賀爾蒙補 強之,因此這些賀爾蒙成為良好的食物指標,讓螞蟻得以同心 協力搬回最多的食物。
5. 螢火蟲演算法(Firefly Algorithm, FA)
螢火蟲演算是由Krishnanand 等人(2005)於 2005 年所提出的。
11 最亮光源的特性來尋找問題的最佳解。螢火蟲演算法包含了三 個規則,第一個規則是螢火蟲不分性別,這樣一個螢火蟲將會 吸引到所有其他的螢火蟲,第二個規則是吸引力與它們的亮度 成正比,對於任何兩個螢火蟲,不那麼明亮的螢火蟲被吸引, 因此移動到更亮的一個,然而,亮度又隨著其距離的增加而減 少,如果沒有其他螢火蟲比目前這隻螢火蟲亮,那目前這隻螢 火蟲就隨機去選擇其他螢火蟲靠近,第三個規則是螢火蟲的亮 度高低是由計算適合度的目標函數來決定,適合度越佳,則螢 火蟲的亮度越亮,越可以吸引到其他螢火蟲。
6. 重力搜索演算法(Gravitational Search Algorithm, GSA)
重力搜索演算法是由Rashedi 等人(2009)在 2009 年所提出。
是一種基於萬有引力定律和牛頓第二定律的一種優化演算法。 自然界中任何兩個粒子都是會互相吸引的,是由粒子之間它們 的引力質量而產生的相互吸引力所遵循的自然規律,利用此規 律能夠快速的找到最佳解。
二、 進化式演算法(Evolutionary Algorithms, EA)
進化式演算法是以大自然中生物的進化操作包含重組、交配、突變、 選擇等。因為在此演算法中,保持群種多樣性是很重要的。最常見 的進化式演算法包含:基因演算法、差分演算法、回溯搜索演算法 等等。其簡述如下:
12
1. 基因演算法(Genetic Algorithms, GA)
基因演算法又被稱為遺傳演算法,是由密西根大學的教授John
Holland 所提出的。主要是仿效生物界中適者生存,不適者淘汰 的自然進化機制,主要利用交配、突變與複製來反覆進行世代 進化的演算,進而求解最佳化問題。
2. 差分演算法(Differential Evolution, DE)
差分演算法最早由Storn 等人於 1995 年為了求解柴比雪夫多項
式適切性問題而提出的。也是近年來熱門的最佳化演算法之一。 而差分演算法是以向量為基礎,透過母體中個體間的差異性, 以隨機搜尋的方式將差異向量加到其個體中,再以突變、交配、 選擇來進行最佳化計算。
3. 回溯搜索演算法(Backtracking Search Algorithm, BSA)
本研究所應用之回溯搜索演算法是由 Pinar Civicioglu 於 2013
年所提出,是一種較為新穎的進化式演算法。主要是以選擇I、
突變、交配、選擇II 來進行最佳化演算。有關回朔搜索演算法
13
第三章
抽樣驗收理論介紹
為確保施工的建築材料皆按照其設計及規範所要求的品質,一般均 會進行品質檢驗,最常使用抽樣驗收的方式來進行檢驗以確保該建材符 合其材料規範及合約規定。而抽樣驗收是指從一批產品中隨機抽取少量 樣本進行檢驗,由此來判斷該批產品是否合格或不合格,以確保該批產 品之品質。 本研究將計數型抽樣驗收計畫參數求解過程,所面臨有關抽樣驗的 基礎理論,將於本章節詳細說明,其中包含抽樣驗收之名詞解釋、抽樣 驗收計畫之種類與形式、允收機率、操作特性曲線等。均在本章節介紹。3.1 抽樣檢驗概論
檢驗的目的在於保證其工程材料能夠依照規範,滿足設計及其合約 規定。檢驗方法又分為兩種:全數檢驗(Detailed inspection)及抽樣檢驗 (Sampling inspection)。全數檢驗顧名思義是將產品一個一個檢查,檢查 結果在與其規格比較,並分別選出良品與不良品,此方法能夠保證其品 質且為最佳方法,但耗時且成本較高,且不易實行,所以通常檢驗採用 抽樣檢驗。 陳文哲等人於1998 年提出統計抽樣驗收的目的是用來當作查核工具, 以確保材料符合規定。所謂的抽樣檢驗是一種統計方法,從買賣雙方材 料合約的檢驗批,依照批量大小,抽取適當的樣本數量,依照合約規定 之檢驗方法進行檢驗,將檢驗結果與合約規範之品質標準比較,從而判14 定該檢驗批是否允收或是拒收。抽樣檢驗的目的只是單純地進行檢驗批 是否允收或拒收,並不用來估計檢驗批的品質。抽樣檢驗的優缺點如下: 1. 優點 (1) 整批產品拒收,讓材料供應商進行品質改善,而不是只拒收不良 品。 (2) 破壞與非破壞性檢驗均可適用。 (3) 檢驗抽取數量較少,費用便宜且耗費較少人力。 (4) 減少因檢驗所發生的錯誤率。 2. 缺點 (1) 無法保證整批貨品是否滿足規定。 (2) 可能允收不良品或拒收良品 (3) 因抽樣所獲得的產品資訊相對較少
3.2 抽樣驗收名詞解釋
本節將介紹有關抽樣驗收相關之重要名詞解釋與符號,另將名詞與 符號整理如表3.1。 1. 檢驗批 為檢驗產品單位的集合體,依其批量大小,按照抽樣計畫抽出樣 本數檢驗。 2. 批量(Lot) 指檢驗批內產品單位的數量,符號以「N」表示。15 3. 樣本(Sample) 自檢驗批中抽取一個或一個以上的產品單位,抽出的樣品採用隨 機抽取且不考量品質是否好壞。樣本中所含之產品單位數目為樣 本數或是樣本大小,符號以「n」表示。 4. 允收數(Acceptance Number) 檢驗批次合格時,樣本含有最大之不良品個數,符號以「c」表示。
5. 允收品質水準(Acceptable Quality Level, AQL) 送驗批被判定合格允收之最大不良率。
6. 拒收數(Rejection Number)
檢驗批次不合格之樣本內所含有的最少不良品個數,符號以「R」
表示。
7. 拒收品質水準(Rejectable Quality Level, RQL) 表示批次產品被拒收的品質水準。 8. 不良品(Defective) 產品單位中含有一個單位或以上的缺點,符號以「d」表示。 9. 缺點(Defect) 指產品單位不符合其契約所訂之規格或其規範者。 10. 消費者冒險率(Customer Risk, CR) 產品品質惡劣達拒收水準,但隨機抽樣恰好抽到較多良品,且符 合品質規範要求,因此判定為允收。符號以「β」表示。於 RQL 時,一般訂為β10%。
16 11. 生產者冒險率(Producer Risk, PR) 產品品質良好應予以允收,但隨機抽樣恰好抽到過多不良品導致 該批產品判定為拒收。符號以「α」表示。於AQL 時,一般訂為 α5% 表3.1 抽樣驗收符號說明(1/2) 符號 參數名稱 名稱說明 AQL 允收品質水準 (Acceptable Quality Level, AQL) 送驗批被判定合格允收之最大 不良率。 c 允收數 (Acceptance Number) 檢驗批次合格時,樣本含有最 大之不良品個數 d 不良品 (Defect) 產品單位中含有一個單位或以 上的缺點。 Deviation 偏差率 冒險偏差率 g 常數 控制生產者冒險率偏差的常 數。 h 常數 控制生產者冒險率偏差的常 數。 N 批量(Lot) 指檢驗批內產品單位的數量。 n 樣本(Sample) 自檢驗批中隨機抽取一個或一 個以上的產品單位,樣本中所 含之產品單位數目為樣本數或 是樣本大小。 Pa 允收機率 (Probability of acceptance) 檢驗批產品在某種抽樣方法下 被允收的機率值之百分比。 Pd 不良率 ((Percent Defective) 檢驗批產品所含之不良品單位 數除以產品單位總數之百分 比。
17 表3.1 抽樣驗收符號說明(2/2) 符號 參數名稱 名稱說明 R 拒收數 (Rejection Number) 檢驗批次不合格之樣本內 所含有的最少不良品個數。 RQL 拒收品質水準 (Rejectable Quality Level, RQL) 表示批次產品被拒收的品 質水準。 α 生產者冒險率 (Producer Risk, PR) 產 品 品 質 良 好 應 予 以 允 收,但隨機抽樣恰好抽到過多 不良品導致該批產品判定為拒 收。 α 計算之生產者冒 險 率 計 算 所 得 之 生 產 者 冒 險 率。 β 消費者冒險率 (Customer Risk, CR) 產 品 品 質 惡 劣 達 拒 收 水 準,但隨機抽樣恰好抽到較多 良品,且符合品質規範要求, 因此判定為允收。 β 計算之消費冒險 率 計 算 所 得 之 消 費 者 冒 險 率。 Σn 總抽樣樣本數 抽樣驗收計畫總抽樣樣本 數。
3.3 抽樣驗收計畫種類與形式
在工程品質統計抽樣驗收計畫中,依照其性質可分為兩大類: 計數型 抽樣驗收(Attribute Acceptance Sampling)和計量型抽樣驗收(Variable Acceptance Sampling)兩大類。敘述如下:18 計數型抽樣驗收是將單位產品分成良品與不良品,檢驗須符合其要 求之「品質標準」的一種檢驗方法。從檢驗批中隨機抽取n 個樣本 數,若不良品少於或等於允收數c,則該批產品允收,反之則拒收。 其優缺點如下: 1. 計數型抽樣驗收優點: (1) 檢驗成本較低。 (2) 檢驗所耗費的時間較短。 (3) 計算簡單。 (4) 可馬上於施工現場得知驗收結果。 2. 計數型抽樣驗收缺點: (1) 無法得知該產品的差異性,較無法改善產品品質。 (2) 於相同的水準品質下,計數型抽樣樣本數較計量行抽樣樣 本數多。
二、 計量型抽樣驗收(Variable Acceptance Sampling)
計量型抽樣驗收是利用統計學的平均值和標準差等,結合常態分佈 理論來計算產品的不合格率。且針對產品單位的特定性能做檢驗, 利用連續性的量測,其檢驗時間較長且需要專業檢驗設備。一般適 用於破壞性檢驗,例如檢測鋼筋、混凝土的強度等。其優缺點如下: 1. 計量型抽樣驗收優點: (1) 適用於破壞性檢驗。 (2) 增加對不良品處理的依據判斷。
19 (3) 計量檢驗值可做完資料參考,可改進其製程。 (4) 所需樣本數較計數型抽樣驗收少。 2. 計量型抽樣驗收缺點: (1) 單位檢驗費用高。 (2) 檢驗批品質須為常態分佈。 (3) 計算較為複雜,需要專業檢驗人員。 (4) 於單位產品之每一特性,都須個別抽樣、檢驗。 在抽樣驗收計畫中又依據不同的抽樣方式或抽樣次數而有不同的抽 樣形式,因此抽樣驗收計畫又可分為單次抽樣計畫(Single Sampling Plan)、 雙次抽樣計畫(Double Sampling Plan)、多次抽樣計畫(Multiple Sampling Plan)、連鎖抽樣計畫(Chain Sampling Plan)、截略抽樣計畫(Curtailed Sampling Plan)、逐次抽樣計畫(Sequential Sampling Plan)、跳批抽樣計 畫(Skip Sampling Plan)等,簡述分別如下:
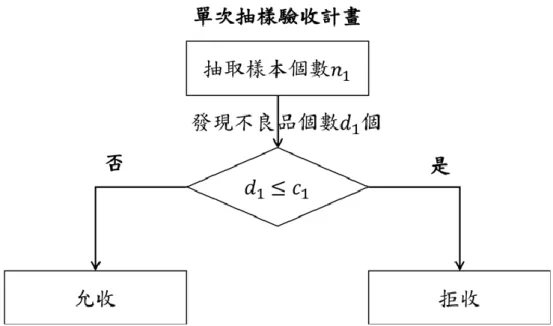
1. 單次抽樣計畫(Single Sampling Plan)
單次抽樣計畫顧名思義就是從檢驗批中隨機抽取第一次樣本數進行 檢驗,從第一次抽取的樣本數判定該產品是否允收或是拒收。當樣本 不良數小於或等於允收數,則該產品允收,反之則拒收。單次抽樣驗 收計畫共有兩個參數分別為n1和c1, n1為第一次抽樣個數,c1為第 一次可以允收的不良品個數,允收條件為不良品d1≤c1。其抽樣流程 圖如下:
20
圖3.1 單次抽樣驗收流程圖
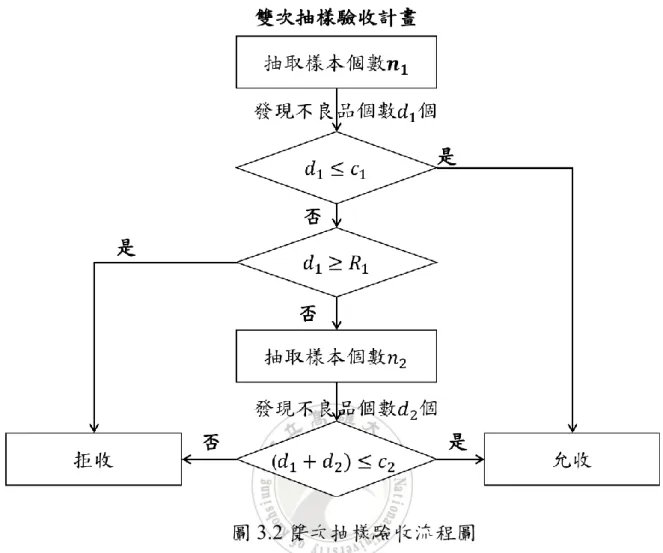
2. 雙次抽樣計畫(Double Sampling Plan)
雙次抽樣計畫是從檢驗批中隨機抽取第一次樣本數,從抽取之樣本數 判定是否允收、續抽或是拒收。若第一次抽樣無法判定拒收或是允收 則為續抽,則進行第二次抽樣檢驗,而第二次結果必能判定該產品是 否允收或是拒收。雙次抽樣驗收計畫共有五個參數分別為n1、n2、c1、 c2和 R1,n1為第一次抽樣個數,n2為第二次抽樣個數,c1為第一次可 以允收的不良品個數,c2為合計前二次可允收的不良品個數,R1為第 一次可以拒收之不良品個數,第一次抽樣允收條件為不良品d1≤c1, 第二次抽樣允收條件為不良品(d1 + d2)≤c2,其抽樣流程圖如下:
21
圖3.2 雙次抽樣驗收流程圖
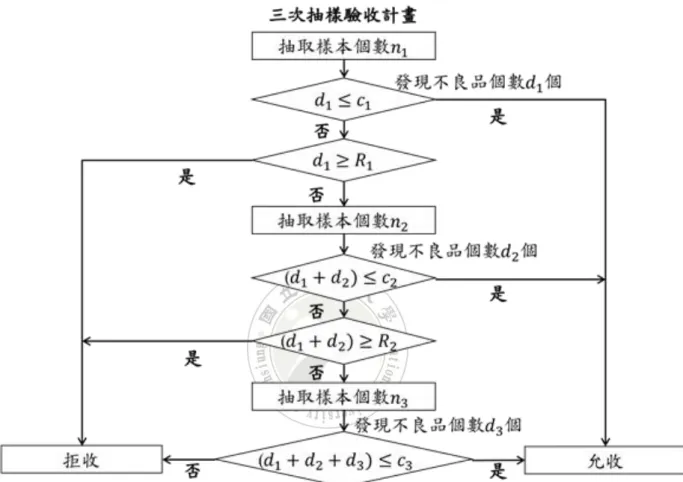
3. 多次抽樣計畫(Multiple Sampling Plan)
多次抽樣為雙次抽樣驗收的延續,抽樣次數大於2,但抽樣次數最多 為7 次。其判定原則與雙次抽樣計畫類似,最後一次抽樣必定能判定 該產品是否允收或是拒收。本研究以三次抽樣作為其中之一抽樣計畫 的擬訂。三次抽樣驗收計畫共有八個參數分別為n1、n2、n3、c1、c2、 c3、R1和 R2,n1為第一次抽樣個數,n2為第二次抽樣個數,n3為第 二次抽樣個數,c1為第一次可以允收的不良品個數,c2為合計前二次 可允收的不良品個數,c3為合計前三次可允收的不良品個數,R1為第 一次可以拒收之不良品個數,R2 為第二次可以拒收之不良品個數,
22
第一次抽樣允收條件為不良品 d1≤c1,第二次抽樣允收條件為不良品
(d1 + d2)≤c2,第三次抽樣允收條件為不良品(d1 + d2+ d3)≤c3,其
抽樣流程圖如下:
圖3.3 三次抽樣驗收流程圖
4. 連鎖抽樣計畫(Chain Sampling Plan)
連鎖抽樣計畫為從檢驗批中隨機抽取n 個樣本,若不良品個數小於等
於0 則允收,不良品各數大於 1 則拒收,若不良品各數等於 1,則考
量前幾個檢驗批之檢驗結果,若前幾批皆為允收,則當前檢驗的產品 允收,反之任前一批產品有被拒收,則當下檢驗的產品就拒收。
23
5. 截略抽樣計畫(Curtailed Sampling Plan)
截略抽樣計畫為抽樣執行期間,若該產品抽驗的樣本數已經能判定該 產品是否允收或拒收,即停止樣本中其他尚未檢驗之樣本,以節省其 工作量及成本。
6. 逐次抽樣計畫(Sequential Sampling Plan)
其抽樣方式與多次抽樣雷同,不同的是逐次抽樣計畫可以無限制的連 續抽樣,且不限抽樣次數。但較耗費時間、成本及人力。一般進行逐
次抽樣時,僅執行單次抽樣樣本數3 倍即停止抽樣。
7. 跳批抽樣計畫(Skip Sampling Plan)
為單次抽樣的一種抽樣計畫,在相同貨源或連續生產的情況下,若是 前數次檢驗均符合其規範及要求時,則可以使用跳批抽樣方式進行檢 驗,可降低檢驗成本。
3.4
計數型抽樣驗收允收機率
允收機率為在某種抽樣方法中,該檢驗批能被允收的機率,因為抽 樣檢驗皆有風險,此風險在抽樣檢驗裡就稱為允收機率。而計量型抽樣 與計數型抽樣依其數據不同而有不同的機率分配理論,計量型抽樣之機 率分配屬於常態配,而計數型抽樣則以二項式分配(Binomial distribution)、 超幾何分配(Hypergeometric distribution)和卜式分配(Poisson distribution) 為原理。24 本研究採用二項式機率分來計算抽樣驗收之序列參數是否符合其規 範之品質,並建立最佳計數型抽樣驗收計畫。二項式分配指在含有連續n 項獨立試驗過程中,將結果分為成功或失敗兩種。其機率分配之函數如 式3.1 所示,從檢驗批中隨機抽取 n 個樣本,此樣本含有 d 個不良率的允 收機率為: ( , , ) n d (1 )n d a d P d n p C P P
! ( ) (1 ) !( )! d n d n P P d n d
···
(3.1) P 為不良率,若考慮消費者冒險率則 P 為 RQL,若考慮生產者冒險 率則P 為 AQL。3.4.1 計數型單次抽樣驗收之允收機率
依據上述(3.1)式的公式,計數型單次抽樣驗收產品允收機率為 Pa, 第一次抽樣即允收機率為Pa1公式如下: 1 1 1 1 0 (1 ) ( ) c a i P P d i
···
(3.2) 1 1 1 0 ( ) c a a i P P d i
···
(3.3) P1及 P2為(3.1)式中的 Pa,因此 1 1 1 1 1 ( ) 1 (1 ) n d n d d P C P P 25 1 ( 1 1) 1 1 1 1 ! (1 ) !( )! d n d n AQL AQL d n d
···
(3.4) 1 1 1 1 1 ( ) 2 (1 ) n d n d d P C P P 1 (1 1) 1 1 1 1 ! (1 ) !( )! d n d n RQL RQL d n d ···
(3.5)3.4.2 計數型雙次抽樣驗收之允收機率
計數型雙次抽樣驗收產品允收機機率為 Pa,第一次抽樣即允收機率 為Pa1,第二次抽樣才允收機率為Pa2,故檢驗產品允收機率為PaPa1+Pa2, 公式如下: 1 2 (1)Pa Pa 1 1 2 1 1 1 1 1 1 2 2 0 1 0 ( ) ( ) ( ) c R c i i i c j P d i P d i P d j
···
(3.6) 1 2 a a P P 1 1 2 1 1 3 1 3 1 4 2 0 1 0 ( ) ( ) ( ) c R c i i i c j P d i P d i P d j
···
(3.7) P1、P2、P3及P4為(3.1)式中的 Pa,因此 1 1 1 1 1 ( ) 1 (1 ) n d n d d P C P P 1 ( 1 1) 1 1 1 1 ! (1 ) !( )! d n d n AQL AQL d n d ···
(3.8) 2 2 2 2 2 ( ) 2 (1 ) n d n d d P C P P 26 2 ( 2 2) 2 2 2 2 ! (1 ) !( )! d n d n AQL AQL d n d
···
(3.9) 1 1 1 1 1 ( ) 3 (1 ) n d n d d P C P P 1 (1 1) 1 1 1 1 ! (1 ) !( )! d n d n RQL RQL d n d ···
(3.10) 2 2 2 2 2 ( ) 4 (1 ) n d n d d P C P P 2 ( 2 2) 2 2 2 2 ! (1 ) !( )! d n d n RQL RQL d n d ···
(3.11)3.4.3 計數型三次抽樣驗收之允收機率
計數型雙次抽樣驗收產品允收機機率為Pa,第一次抽樣即允收機率 為Pa1,第二次抽樣允收機率為Pa2和第三次抽樣才被允收機率為 Pa3,故 檢驗產品允收機率為PaPa1+Pa2+Pa3,公式如下: 1 2 3 (1)Pa Pa Pa 1 1 2 1 1 1 1 1 1 2 2 0 1 0 ( ) ( ) ( ) c R c i i i c j P d i P d i P d j
1 2 3 1 2 1 1 1 1 2 2 3 3 1 1 0 ( ) ( ) ( ) c i j R R i i c i c i k P d i P d j P d k
···
(3.12) 1 2 3 a a a P P P 1 1 2 1 1 4 1 4 1 5 2 0 1 0 ( ) ( ) ( ) c R c i i i c j P d i P d i P d j
3 1 2 1 2 1 1 4 1 5 2 6 3 1 1 0 ( ) ( ) ( ) c i j R R i i c i c i k P d i P d j P d k
···
(3.13)27 P1、P2、P3 、P4、P5及 P6為(3.1)式中的 Pa,因此 1 1 1 1 1 ( ) 1 (1 ) n d n d d P C P P 1 ( 1 1) 1 1 1 1 ! (1 ) !( )! d n d n AQL AQL d n d
···
(3.14) 2 2 2 2 2 ( ) 2 (1 ) n d n d d P C P P 2 ( 2 2) 2 2 2 2 ! (1 ) !( )! d n d n AQL AQL d n d ···
(3.15) 3 3 3 3 3 ( ) 3 (1 ) n d n d d P C P P 3 ( 3 3) 3 3 3 3 ! (1 ) !( )! d n d n AQL AQL d n d ···
(3.16) 1 1 1 1 1 ( ) 4 (1 ) n d n d d P C P P 1 (1 1) 1 1 1 1 ! (1 ) !( )! d n d n RQL RQL d n d ···
(3.17) 2 2 2 2 2 ( ) 5 (1 ) n d n d d P C P P 2 ( 2 2) 2 2 2 2 ! (1 ) !( )! d n d n RQL RQL d n d ···
(3.18) 3 3 3 3 3 ( ) 6 (1 ) n d n d d P C P P 3 ( 3 3) 3 3 3 3 ! (1 ) !( )! d n d n RQL RQL d n d ···
(3.19)28
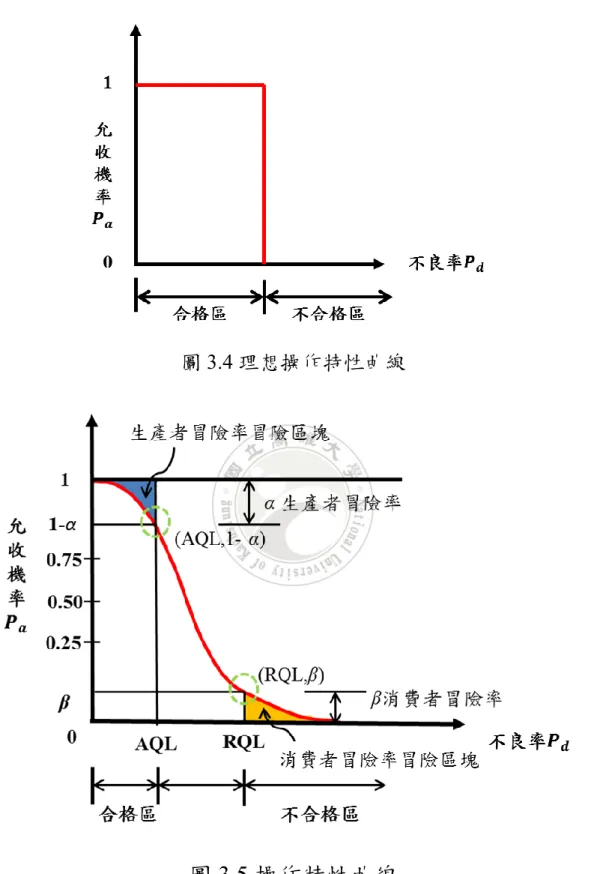
3.5 操作特性曲線
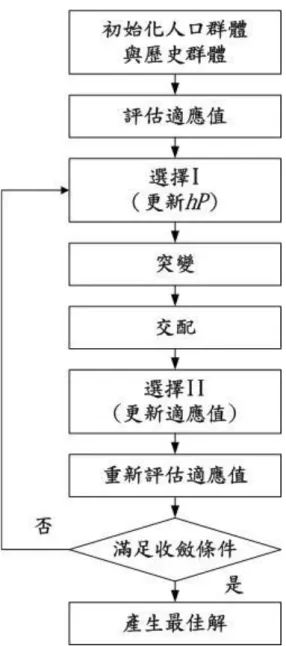
操作特性曲線(Operating Characteristic Curve)又簡稱為 OC 曲線,是 一種用來表示各種不同不良率的產品與其允收機率的關係曲線。理想的 操作特性曲線,其不良率座標只會有合格區以及不合格區兩部分,如圖 3.4 所示。合格區的允收機率為 1,而不合格區的允收機率即為 0,代表 所有允收之產品皆符合其品質要求之標準。而理想的操作特性曲線只有 才進行全數檢驗時,才有可能存在。 當檢驗批產品在不同的不良率下,橫軸為不良率 ,縱軸為允收機率, 抽樣必然存在風險,藍色區塊為良品被拒收之生產者冒險率,也就是統 計學中所稱的第一型誤差(type I error),橘色區塊為不良品被允收之消 費者冒險區,就對應為第二型誤差(type II error),如圖 3.5 所示。 制定計數型抽樣驗收計畫需先擬定 AQL 和 RQL,若要同時滿足消 費者冒險率和生產者冒險率,則必須求取通過 OC 曲線上(AQL,1-α) 和(RQL,β)兩座標點之參數,如圖 3.5 所示。
29
圖3.4 理想操作特性曲線
30
第四章
回溯搜索演算法(BSA)
本章主要介紹本研究所用採用之回溯搜索演算法 (Backtracking Search Algorithm, BSA)的模式與演算方法。4.1 節為回溯搜索演算法應 用之相關文獻,4.2 節為回溯搜索演算法理論基礎。4.3 節為回溯搜索演 算法之運算流程。
4.1 回溯搜索演算法應用之相關文獻
回溯搜索演算法最早由Pinar Civicioglu 為了解決實際數質優化的問 題而在2013 年提出的一種進化式的演算法,而此種演算被廣泛運用在解 決非線性、不可微分和較複雜的數質優化問題。相較於其他經典的演算 法,回溯搜索演算法是一種新穎且功能強大的演算法。Song 等人(2015)於 2015 年將 BSA 應用於表面波分析。Zhang 等
人在2015 年使用 BSA 來處理約束最佳化問題。Wang 等人(2015)於 2015
年利用差分演算法(DE)的突變策略來改善 BSA 中較差之個體。Lin(2015)
在 2015 年利用雙倍群體提出了反向回溯搜索演算法(OBSA)。何信威 (2015)於 2015 年提出整數型回溯搜索演算法(IBSA)主要求解組裝式生 產系統的基本存貨水準最佳化問題。陳正擁(2016)於 2016 年提出離散 型回溯搜索演算法(DBSA),主要用於求解隨機性零工式生產排程問題。 Su 等人(2016)在 2016 年使用和聲搜索策略來針對非線性最佳控制問 題,用複雜的動態約束代替了最差的 BSA 解決方案。Modiri-Delshad 等
31 人(2016)於2016 年使用 BSA 解決了經濟調度問題。Chen 等人(2017) 於 2017 年提出了了具有歷史信息的 BSA 變異策略,以提高連續優化問 題的教學為基礎的優化算法。Ahmed 等人(2016)在 2016 開發了一種類 比式BSA,用於家庭能源管理系統的最佳計劃控制。Vitayasak 等人(2017) 於 2017 年建立了具有多樣交配和突變概率的 BSA 版本,用於解決具有 隨機需求的隨機動態設施佈局問題。Mohd Zain 等人(2018)於 2018 年 應用 BSA 來最佳化分批補料發酵過程。蔡幸致教授(2019)於 2019 年 提出了改良式回溯搜索演算法,且提出了10 種不同的突變策略,並比較 了在選擇機制下採用這些策略的表現,其結果顯示分別採用10 組或 4 組 突變策略能夠有效的增強BSA 處理不同特徵的最佳化任務的能力,而穩 定性及收斂速度都表現出色。
4.2 回溯搜索演算法理論基礎
回溯搜索演算法(BSA)是一種以人口為基礎的進化式演算法,主 要用來尋求全域最佳解的極小值,有別於其他演算法,回溯搜索演算法 保留了歷史信息,該信息在先前位置和當前位置之間保持一定量的差異。 而且BSA 擁有較寬的搜索區域及較低的交配率,並且依然保持著人口多 樣性的優勢。其演算包含初始化、選擇I、突變、交配及選擇 II 等五個步 驟,並針對這五個步驟進行描述。32 一、 初始化(Initialization) 回溯搜索演算法第一步驟為初始化群體P 以及歷史群體 hP,其公 式如下: , ~ ( , ), 1,2,..., 1,2,..., i j j j P U low up i N j D
···
(4.1) , ~ ( , ), 1,2,..., 1,2,..., i j j j hP U low up i N j D···
(4.2) 其中i 是在該群體的個體指數,N 是群體大小,j 為變量的指數,D 是變量的尺寸大小,U 表示均勻分佈, 和 是下限和上限為問題的 第j 個維度。 二、 選擇I (Selection-I) 在選擇I 中,用 P 更新歷史總體 hP,其公式如下: , if , ~ (0,1) , otherwise P a b a b U hP hP e ···
(4.3) 其中a,b 為均勻分布的實數,用來決定是否用 P 去更新 hP,而 P 有50%被採用,hP 則會在每次迭代中隨機更改個體順序。 ( ) hP permuting hp···
(4.4) permuting 為隨機改組函數,用來增加 hP 及 P 之間差異。 三、 突變Mutation 在變異過程中,計算 hP 和 P 之間的差異來干擾當前 P,其公式如 下: ( ) M P F hPP···
(4.5)33 其中 M 等於 h 擾動的 P 的試驗群體,F 是控制擾動幅度的因素。 當F 為 0 時,M 保持在 P 上。當 F 為 1 時,M 則移至 hP。因此, F 的區域可以採用0,2]內的實數,類似於粒子群演算法(PSO)搜 索系數的設計。相反地,BSA 認為的擾動因素更類似於 ABC 設計 [-1,1]以 0 為中心作為非定向搜索因子,因為 hP 所提供的導引不如
P 的最佳狀態強。因此,BSA 建議對 F 使用 3 randn,其中 randn
是從以 0 為中心,變異數為 1 的標準常態分佈亂數。實際上,與
PSO 的[0,2]和 ABC 的[-1,1]相比,BSA 的搜索區域都很大,而在[-3,3]
區域內,只有68%由 M 取代才可以保留 M 的多樣性。 四、 交配Crossover 交配過程使用逐項運算符號根據整數值矩陣(map)採用 P 或 M 元 素,以形成新的群種V。其公式如下: , , , , , , 0 , 1 i j i j i j i j i j P map V M map
···
(4.6) 其中此map 與 BSA 的交叉率有關,其以 50%的機率用V帶入M元 素,另外50%機率則採用了 1~D 元素。換句話說,以 帶入採用 0.5 1 + 0.5 (1 + D)/2 = (3 + D)/4 個 M。這與 ABC 的一維交叉方案的 低交叉率部分是一致的。另外,當任何 M 元素移出搜索範圍到邊 界時,只需在超過的邊界上重置它。34 五、 選擇II(Selection-II) 利用貪婪選擇形成下一個種群P,假如最好個體的適應值小於目標 函數最小適應值,則更新適應值。其公式如下: , if ( ) ( ) , otherwise i i i i i V V f P P P
···
(4.7) 其中f 是針對最小化問題的適應度函數。4.3 回溯搜索演算法運算流程
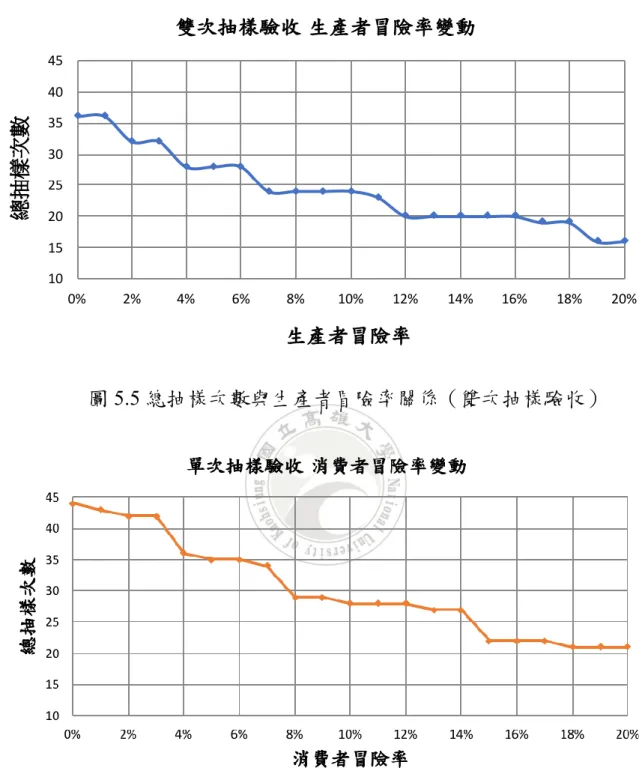
回溯搜索演算法主要有初始化、選擇I、突變、交配及選擇 II 等演化 步驟,其主要運算步驟如下(如圖 4.1): 步驟1:初始化人口群體和歷史群體。 步驟2:評估目標適存值。 步驟3:利用式(4.3)進行選擇 I,在此步驟中 P 有 50%機率更新 hP。 步驟4:利用式(4.5)進行突變。 步驟5:利用式(4.6)進行交配產生新的群種。 步驟6:利用式(4.7)進行第選擇 II。 步驟7:重新評估適應值。 步驟8:判斷是否滿足收斂條件,若否則持續重複步驟 3~步驟 8 直到 滿足收斂條件為止。35
36
第五章
最佳化模式建構及案例分析
建立最佳化單次、雙次、三次抽樣驗收計畫,需先設定最佳目標函 數,以抽樣樣本數最少與生產者冒險率α和消費者冒險率β偏差值最小 為最佳化方程式目標,利用回溯搜索演算法建立最佳化計數型抽樣驗收 計畫。 依照第三章3.5 節所述,制定計數型抽樣驗收計畫需先擬定 AQL 和 RQL,若要同時滿足消費者冒險率和生產者冒險率,則必須求取通過 OC 曲線上(AQL,1-α)和(RQL,β)兩座標點之參數,詳圖 3.5 所示。 為建立最佳化計數型抽樣驗收計畫,須利用操作特性曲線(即 OC 曲線)的特性,以驗收參數值(n1、n2、n3、c1、c2、c3、R1和R2)與不 良率Pd為已知條件,透過在各種不良率狀況下被允收的機率,來計算產 品被允收的機率 Pa,並求解在預設 AQL 與 RQL 條件下之生產者冒險率 α和消費者冒險率β之參數值。5.1 目標函數
不同的抽樣驗收計畫中,都有無限多種參數組合,利用設定目標函 數值可求解最佳化結果,使用回溯搜索演算法搜尋允收參數來使得抽樣 驗收計畫之總抽樣樣本數最小與冒險率偏差值最小,並盡可能達到接近 OC 曲線上(AQL,1-α)和(RQL,β)兩座標點,即可得到最少抽樣個 數。37 謝坤哲(2007)在 2007 年所建立 ADSP 之目標函數,以預先計畫之 冒險率α和消費者冒險率β與計算所得之冒險率α和消費者冒險率β 比較,當特定的允收參數產生符合要求的 AQL 和 RQL 值,其目標函數 式如下: 2 2 100 100 ' 100 100 ' Deviation
···
(5.1) 暫時適存值F n1 n2 Deviation···
(5.2) 適存值目標函數F M F···
(5.3) α:預定生產者冒險率。 α:計算所得之生產者冒險率, β:預定消費者冒險率。 β:計算所得之生產者冒險率。 1n
:第一次抽樣樣本數。 2n
:第二次抽樣樣本數。 M:為 F 極大值。 本研究參考胡素滿(胡, 2013)之研究將 Deviation 重新定義為冒險 率偏差,並考量不同的生產者冒險率與消費者冒險率下,將方程式修正 如下: 2 2 2 2 ( ) ( ) Deviationg h ···
(5.4) 算式中的 g 和 h 是用來控制生產者冒險率偏差與消費者冒險率偏差 的的兩常數,可依照要求調整兩個的常數值,但參考文獻內容,建議將38 和g 值各調整成 100,且考慮了總抽樣樣本數最小與冒險率偏差值最小的 雙重目標,因此將調整目標函數(F)算式如下: min F
nDeviation···
(5.5) Σn:抽樣樣本數總和。 Deviation:冒險率偏差。5.2 變數個數、搜尋範圍及限制式
參考CNS2779 計數型抽樣檢驗程序及抽樣表內容,一般檢驗水準為 II 級,單次抽樣、雙次抽樣和三次抽樣之產品批量為 501~1200 之間所建 議的總抽樣樣本數量分別為:80、100、60。經參考文獻內容,計數型單 次、雙次和三次抽樣驗收計畫之最大總抽樣樣本數建議小於60。 另外,為使各個變數之間都能建立合理關係,須建立限制式以避免 違背抽樣運作邏輯,例如:抽樣樣本個數(n)小於可允收不良品個數(c), 即 nc 的情況。本文探討之計數型單次、雙次、三次抽樣驗數之變數個 數、搜尋範圍及限制式說明分述如下: 一、 計數型單次抽樣驗收計畫 共有2 個變數(n1、c1),搜尋範圍為0,60,可能之排列組合有(612) 3721 組。其限制式為 n1> c1。 二、 計數型雙次抽樣驗收計畫39 共有5 個參數(n1、n2、c1、c2、R1),搜尋範圍為0,30,可能之排 列組合有(315)2,863 萬組。其限制式為 n 1> R1> c1、n2> c2、(c2+1) R1、c2> c1。 三、 計數型三次抽樣驗收計畫 共有八個參數(n1、n2、n3、c1、c2、c3、R1、R2),搜尋範圍為0,20, 可能之排列組合有(218)3,782,296 萬組。其限制式為 n 1> R1> c1、 n2> R2> c2、(c2+1) R1、n3> c3、(c3+1) R2、c3>c2> c1、R2> R1。
5.3 案例分析
建立良好、完善的抽樣計畫,有助於提升土木工程之品質檢驗效率, 以常見土木工程材料玻璃為例,依據工程會公共工程施工綱要規範第 08810 章玻璃篇的內容,在 1.4 節中可得知玻璃主要規範需參考中華民國 國家標準CNS 2217 強化玻璃規範,而該標準於品質特性中有關耐磨性、 翹曲、耐衝擊性、耐貫穿性等某項產品特定之品質特性,都須經由特殊 儀器檢驗或經過破壞性檢測取得檢驗數據方可作為產品允收的依據,此 部分為計量型檢驗;而有關表面品質、形狀和尺度等,則可透過簡單儀 器或目視快速檢測並判別產品為良品或不良品,而此部分就是本研究所 探討之計數型抽樣檢驗,業主與承包商也可依據相關內容規範,訂定彼 此認可的條件包含AQL 和 RQL 等。 本案例為某一土木工程欲驗收一批強化玻璃1000 片作為使用,業主 與承包商已於契約中明訂允收品質水準AQL 為 10%、拒收品質水準 RQL40 為30%,承包商所能承擔之生產者冒險率α為 5%、業主所能承擔之消費 者冒險率為β=10%,採用二項式分配計算其允收機率,並建立最佳單次、 雙次及三次抽樣驗收計畫。 單次抽樣驗收計畫之變數為 n1、c1共 2 個;雙次抽樣驗收計畫之變 數為n1、n2、c1、c2、R1共 5 個;三次抽樣驗收計畫之變數為 n1、n2、n3、 c1、c2、c3、R1、R2共8 個,依據上述假設條件,求解目標函數包含總抽 樣樣本數、生產者及消費者冒險率等等相關允收參數。
5.3.1 單次抽樣驗收計畫成果說明
單次抽樣驗收較為單純簡單,只有n1、c1兩個變數,其排列組合有 3721 組,以回溯搜索演算法可快速求解,由成果可以得知,所輸出的 100 組皆能求出最佳解,如表5.1 所示。計數型單次抽樣驗收計畫最終收斂之 計畫變數(n1,c1)均為(28,5),生產者冒險率α=5.5%、消費者冒險率 β=11.28%、Deviation=1.886、目標函數值則為 F=29.886。 表5.1 單次抽樣驗收計畫成果彙整表(1/2) 組數 n1 c1 α β Σn Deviation F 1 28 5 5.50% 11.28% 28 1.886 29.886 2 28 5 5.50% 11.28% 28 1.886 29.886 3 28 5 5.50% 11.28% 28 1.886 29.886 4 28 5 5.50% 11.28% 28 1.886 29.88641 表5.1 單次抽樣驗收計畫成果彙整表(2/2) 組數 n1 c1 α β Σn Deviation F 5 28 5 5.50% 11.28% 28 1.886 29.886 6 28 5 5.50% 11.28% 28 1.886 29.886 7 28 5 5.50% 11.28% 28 1.886 29.886 : : : : : : : : : : : : : : : : 100 28 5 5.50% 11.28% 28 1.886 29.886 依據上述之成果,可得知總抽樣樣本數為28,允收之不良品個數 c1 為5,而允收條件 d1≤c1,d1≤5 即該產品通過驗收予以允收,反之則拒收。 而依據上述最佳單次抽樣驗計畫成果,可依下列流程進行該批玻璃 之抽樣檢驗。由1000 片玻璃中抽取 28 片(n1=28)進行測試,依照檢驗 結果若不良品個數小於或等於 5(c1=5),該批玻璃允收,反之則拒收。 將參數導入檢驗流程如圖5.1 所示。
42 圖5.1 單次抽樣驗收計畫流程圖
5.3.2 雙次抽樣驗收計畫成果說明
雙次抽樣驗收計畫有n1、n2、c1、c2、R1共五個變數,其排列組合有 2,863 萬組,,由成果可以得知,所輸出的 100 組中(附錄一),有 78 組 求得最佳解、次佳解有2 組、第三佳解則有 20 組(表 5.2)。最佳解F=29.826、 生產者冒險率α=5.88%、消費者冒險率β=11.03%、Deviation=1.826;次 佳解 F=29.875、生產者冒險率α=6.04%、消費者冒險率β=10.89%、 Deviation=1.875;第三佳解 F=29.886、生產者冒險率α=5.5%、消費者冒 險率β=11.28%、Deviation=1.886,站在消費者立場的話,選擇次佳解的 抽樣驗收計畫較有保障,因為消費者冒險率更接近原預設值。 表 5.2 雙次抽樣驗收計畫成果彙整表 組數 n1 n2 c1 c2 R1 α β Σn Deviation F 78 16 12 0 5 5 5.88% 11.03% 28 1.826 29.826 2 17 11 0 5 5 6.04% 10.89% 28 1.875 29.87543 20 22 6 0 5 6 5.50% 11.28% 28 1.886 29.886 依據上述之成果,可得知最佳雙次總抽樣樣本數為28,第 1 次抽樣 樣本數 n1為 16、允收之不良品個數 c1為 0、拒收之不良品個數 R1為 5, 而第一次抽樣即允收條件d1≤c1,d1≤0 即該產品通過驗收,若第 1 次抽樣 不良品個數c1 d1 R1即0 d15,則進行第 2 次抽樣,第 2 次抽樣樣本 數n2為 12,允收之不良品個數 c2為5,當累積抽樣不良品個數(d1+ d2) c2,即(d1+ d2)5 則此玻璃產品允收,反之則拒收。 依據上述最佳雙次抽樣驗計畫成果,可依下列流程進行該批玻璃之 抽樣檢驗。由1000 片玻璃中抽取 16 片(n1=16)進行第一次抽樣,依照 檢驗結果若不良品個數小於或等於 0(c1=0),該批玻璃允收,若不良品 個數大於0 且小於 5(R1=5)則進入第二次抽樣,但當不良品個數大於 5 實則整批產品拒收;進入第二次抽樣將抽取12 片(n2=12),依照檢驗結 果若累積不良品個數小於或等於5(c2=5),該批玻璃允收,反之則拒收。 導入檢驗流程如圖5.2 所示。
44 圖5.2 雙次抽樣驗收計畫流程圖
5.3.3 三次抽樣驗收計畫成果說明
三次抽樣驗收計畫有 n1、n2、n3、c1、c2、c3、R1、R2共八個變數, 其排列組合有3,782,296 萬組,由成果可以得知,所輸出的 100 組中(附 錄二),有5 組求得最佳解、次佳解有 11 組、第三佳解則有 1 組(表 5.3)。 最佳解 F=29.9、生產者冒險率α=5.75%、消費者冒險率β=11.16%、 Deviation=1.908;次佳解 F=30.091、生產者冒險率α=5.64%、消費者冒 險率β=11.29%、Deviation=2.073;第三佳解 F=30.097、生產者冒險率α =5.64%、消費者冒險率β=11.30%、Deviation=2.099,站在消費者立場的 話,選擇第三佳解的抽樣驗收計畫較有保障,因為消費者冒險率更接近 原預設值。45 表 5.3 三次抽樣驗收計畫成果彙整表 組數 n1 n2 n3 c1 c2 c3 R1 R2 α β Σn Deviation F 5 15 7 6 0 0 5 5 6 5.75% 11.16% 28 1.908 29.900 11 14 8 6 0 0 5 5 6 5.64% 11.29% 28 2.073 30.091 1 14 8 6 0 1 5 5 7 5.64% 11.30% 28 2.099 30.097 1 15 8 6 0 3 5 6 7 5.98% 10.45% 29 1.159 30.160 11 14 9 6 0 3 5 7 8 5.96% 10.51% 29 1.886 30.195 16 12 10 7 0 2 5 6 8 6.18% 10.05% 29 1.385 30.385 5 11 11 7 0 2 5 6 8 6.11% 10.40% 29: 1.395 30.395 : : : : : : : : : : : : : : 依據上述之成果,可得知最佳三次總抽樣樣本數為28,第 1 次抽樣 樣本數 n1為 15、允收之不良品個數 c1為 0、拒收之不良品個數 R1為 5, 而第一次抽樣即允收條件d1≦c1,d1≦0 即該產品通過驗收,若第 1 次抽 樣不良品個數c1 d1 R1即0 d15,則進行第 2 次抽樣,第 2 次抽樣樣 本數n2為7,允收之不良品個數 c2為0,當累積抽樣不良品個數(d1+ d2) c2,即(d1+ d2)0 則此玻璃產品允收,若第 2 次抽樣不良品個數 c1 (d1+ d2) R2即 0(d1+ d2)0 則進行第 3 次抽樣,第 3 次抽樣樣本數 n3為 6,允收之不良品個數 c3為5,當累積抽樣不良品個數(d1+d2+d3) c3,即(d1+d2+d3)5 則此玻璃產品允收,反之則拒收。
46 依據上述最佳三次抽樣驗計畫成果,可依下列流程進行該批玻璃之 抽樣檢驗。由1000 片玻璃中抽取 15 片(n1=15)進行第一次抽樣,依照 檢驗結果若不良品個數小於或等於 0(c1=0),該批玻璃允收,若不良品 個數大於0 且小於 5(R1=5)則進入第二次抽樣,但當不良品個數大於 5 實則整批產品拒收;進入第二次抽樣將抽取7 片(n2=7),依照檢驗結果 若累積不良品個數小於或等於 5(c2=5),該批玻璃允收,若累積不良品 個數大於0 且小於 6(R2=6),則進入第三次抽樣,依照檢驗結果若累積 不良品個數小於或等於 6(c3=6),該批玻璃允收,反之則拒收。導入檢 驗流程如圖5.2 所示。。導入檢驗流程如圖 5.3 所示。 圖5.3 三次抽樣驗收計畫流程圖
47
5.3.4 計數型抽樣驗收計畫案例成果
以回溯搜索演算法所建立的最佳計數型單次、雙次、三次抽樣驗收 計畫案例分析如下,單次抽樣驗收計畫最少(最佳)樣本數n1=28、生產 者冒險率α=5.5%、消費者冒險率β=11.28%、Deviation=1.886、目標函 數值則為F=29.886;雙次抽樣驗收計畫最少(最佳)總抽樣樣本數為 18、 第 1 次抽樣樣本數 n1為 16、第 2 次抽樣樣本數 n2為 12、生產者冒險率 α=5.88%、消費者冒險率β=11.03%、Deviation=1.826、目標函數值則為 F=29.826;三次抽樣驗收計畫最少(最佳)總抽樣樣本數為 18、第 1 次 抽樣樣本數n1為15、第 2 次抽樣樣本數 n2為 7,、第 3 次抽樣樣本數 n3 為6、生產者冒險率α=5.75%、消費者冒險率β=11.16%、Deviation=1.908、 目標函數值則為F=29.900,其整理輸出成果如表 5.4 所示。 依據上述成果,可以得到: 一、 依照成本考量的話,雖然三種抽樣驗收計畫總抽樣樣本數皆為28, 但實際分析後可發現,單次抽樣樣本數為28,雙次抽樣第 1 次抽 樣樣本數為16,而三次抽樣第 1 次抽樣樣本數則為 15,若第一次 抽樣即允收的話,以三次抽樣之樣本數為最少、雙次成本又較單 次少,即:單次抽樣成本>雙次抽樣成本>三次抽樣成本;若是雙 次及三次抽樣皆在第 2 次抽樣即完成允收,則三次抽樣的第 1 次 抽樣加第 2 次抽樣樣本數為 22 較雙次抽樣樣本數 28 少,其成本 也會較少,即:雙次抽樣成本>三次抽樣成本。有此可得知,多次 抽樣驗收若在前次即允收,有成本較低的優勢。48 二、 由三種抽樣驗收計畫中可得知,本研究同時達到抽樣總樣本數最 少和冒險偏差率小,而計算之生產者冒險率與消費者冒險率均較 預設值高一點,但觀察三次抽樣驗收計畫輸出成果中(附錄二), 仍有少數組別之冒險率較原預設值低,但應不屬於常態現象。 三、 應用回溯搜索演算法建立之計數型抽樣計畫,無論是單次、雙次 或是三次抽樣驗收計畫,皆能有效的求解各項參數,整體收斂也 非常快速,其輸出成果也極佳。