行政院國家科學委員會產學合作研究計畫期末結案報告
創新型微光學增光分色片應用於
CMOS 影像感測器之研究
Development of a Novel Light-Enhanced Color
Divider for CMOS Image Sensors
本年度計
畫
:92 年 5 月 1 日 至 93 年 07 月 31 日止
全程計
畫
:91 年 5 月 1 日 至 93 年 07 月 31 日止
主持人:楊申語教授/國立台灣大學機械工程研究所
子計
畫
主持人:楊申語/國立台灣大學機械工程研究所
黃榮山/國立台灣大學應用力學研究所
陳仁浩/國立交通大學機械工程研究所
中華民國九十三年十月
目錄
摘要………4 第一章計畫簡介………13 1.1 影像感測器之介紹……….13 1.2 研究動機……….…13 1.3 創新型增光分色片……….…………15
第二章
微光學增光分色片之理論分析與模擬………172.1
閃耀式光柵之理論分析與模擬………17 2.2 微透鏡之理論分析與模擬……….………20第三章
創新型微光學增光分色片之製程………22 3.1 微光學元件之製作流程與步驟……….………22 3.2 灰階光罩之介紹與製作……….………24 3.3 光微影製程……….………29 3.4 精密電鑄模具之製作……….………33 3.5 微增光分色片之微熱壓成型……….………35 3.6 微增光分色片之微射出成型……….………38 第四章 微增光分色片之尺寸量測與光學檢驗………45 4.1 微增光分色片之尺寸量測……….45 4.2 微增光分色片之光學檢驗……….48第五章 研究成果總結與衍生貢獻………52 5.1 具體研究成果……….………52 5.2 衍生貢獻………57 5.3 國內外論文發表與專利……….………....78 參考文獻………..81 附件一:國科會產學合作新聞 ……….. ………..83 附件二:國科會產學合作計畫參與人員名單 ….. ………..85
摘要
(一) 成果摘要與研究團隊
影像感測器是未來醫療、電腦、通訊、家電、娛樂之必要設備,CMOS 影像 感測器在體積、耗電、製程、價格都遠勝過 CCD,雖畫面素質稍不及 CCD,預 計務必成為中低品質影像感測器的主流。CMOS 影像感測器以濾光原理將光分別 濾出 RGB 後,再行光電信號處理,光損失甚大,而且彩色濾光片的價格昂貴。 本研究計劃提出創新型增光分色片設計構想,利用光柵元件分光原理將光繞射分 出 RGB 後,再作光電處理以提高光學效率;而且此創新型增光分色片以塑膠複 製技術量產,可大幅降低製造成本,並提升產品的市場競爭力。 本研究計畫已成功設計製造晶片尺寸(微射出)、晶圓尺寸(微熱壓)的微 增光分色片,光學量測清晰顯示定畫素及分光的功能,且成品的光學效率高達 35﹪以上。詳細查核項目與執行成果如表一、二所示;不僅已達成各項查核目標, 在學術與產業領域上的貢獻,也發表十餘篇國內外論文與數篇專利,同時培養跨 領域整合研究之人才二十餘人(詳細名單請參考附件二);同時亦建立從上游(創 新開發設計)至下游(複製量產)之製程技術能力,且整合光學設計、微機電(灰 階光罩)運用製程及微複製成型的技術平台,將可提昇我國在光機電創新研發設 計製造技術上的能力。 本計畫技術上牽涉光學設計、微機電製程、微射出及微熱壓複製技術,特由 台大應力所(子計畫一)、台大機研所(子計畫二)、交大機研所及業界帝晶光 電公司合作進行兩年研究。 子計畫一是「微光學元件之設計與製作」,藉由光學元件軟體設計微透鏡及 閃耀式光柵,建立一套完整微光學元件之理論分析與設計方法,並運用灰階光罩 與微機電製程製作出元件母模,經精密電鑄得到微光學元件之鎳模仁,並進行最後的成品量測與光學檢驗。
子計畫二是「微結構之複製量產技術研究」,即以微射出成型(Micro Injection Molding)及微熱壓成型(Micro Hot Embossing)方法來大量複製微光學元件。研究 藉微成型複製雙面微結構的設備與製程,以達成微小光學元件品質最佳化及可大 量複製生產之目標。 表一(a) 第一年查核項目 具體查核項目 第一年查核點要求 第一年實際成果 光阻成型- 灰階光罩製程 (子計畫一) 微透鏡尺寸: 直徑=25.0±2.0µm 焦距=162.0±5.0µm 光柵尺寸: 寬度=4.0±0.4µm 厚度=1.0±0.2µm PDMS 翻製後: 1.RGB 確實定位且以 6~10μ m 為子畫素尺寸。 2.RGB 繞射效率≥25% 製程良率>70% 微透鏡尺寸: 直徑=25.0±2.0µm 焦距=162.0±5.0µm (以子畫素為8μm 為主) 光柵尺寸: 寬度=4.0±0.4µm Thickness=1.0±0.2µm 繞射效率≥25% 製程良率>70% 微精密電鑄成型 (子計畫一) 微透鏡部份: 直徑=25.0±2.0µm 焦距=162.0±5.0µm 光柵部分: 寬度=4.0±0.4µm 厚度=1.0±0.2µm 電鑄厚度:1.0±0.2mm 微透鏡尺寸: 直徑=25.0±2.0µm 焦距=162.0±5.0µm 光柵尺寸: 寬度=4.0±0.4µm Thickness=1.0±0.2µm 電鑄厚度:已成功電鑄出各種厚 度之鎳模。
晶片尺寸 熱壓成型 (子計畫二) 微透鏡部份: 直徑=25.0±2.0µm Surface Roughness≦800nm 光柵部分: Pitch=4.0±0.5µm Thickness=1.0±0.5µm PDMS 翻製後: 1. RGB 確實定位且以 6~10μ m 為子畫素尺寸。 2. RGB 繞射效率≧25% 製程良率>60% 晶片尺寸雙面微結構熱壓成型成 功製作微增光分色片 微透鏡尺寸: Diameter =25.0±1.0µm
Surface Roughness (Ra)=260nm 光柵尺寸: Pitch=4.0±0.2µm Thickness=1.0±0.5µm 熱壓光柵成品繞射效率量測≥25% 製程良率:複製性良好,良率超 越 90% 表一(b) 第二年查核項目 具體查核項目 第二年查核點要求 第二年實際成果 光阻成型- 灰階光罩製程 (子計畫一) 微透鏡尺寸: 直徑=25.0±2.0µm 焦距=162.0±5.0µm 光柵尺寸: 寬度=3.0µm±0.2µm 厚度=1.0±0.2µm PDMS 翻製後: RGB 確實定位且以 6~10μm 為子畫素尺寸。 RGB 繞射效率≥30% 製程良率>70% 微透鏡尺寸: 直徑=25.0±2.0µm 焦距=162.0±5.0µm (以子畫素為8μm 為主) 光柵尺寸: 寬度=3.0±0.2µm Thickness=1.0±0.2µm 繞射效率≥35% RGB 確實定位且以 6~10μm 為 子畫素尺寸。 製程良率>70%。 微精密電鑄成型 (子計畫一) 微透鏡部份: 直徑=25.0±2.0um 焦距=162.0±5.0um 光柵部分: 寬度=3.0µm±0.2µm 厚度=1.0±0.2µm 電鑄厚度:0.3±0.2mm 微透鏡尺寸: 直徑=25.0±2.0µm 焦距=162.0±5.0µm 光柵尺寸: 寬度=3.0±0.2µm Thickness=1.0±0.2µm 電鑄厚度:已成功電鑄出各種厚 度之鎳模。 晶圓尺寸熱壓成型 微透鏡部份: 晶圓尺寸雙面微結構熱壓成型 成功製作微增光分色片
晶圓尺寸 熱壓成型 (子計畫二) Surface Roughness≦500nm 光柵部分: Pitch=3.0±0.2µm Thickness=1.0±0.5µm 熱壓翻製後,RGB 確實定位 且以6~10μm 為子畫素尺寸。 RGB 繞射效率≧30% 製程良率>90% Diameter =25.0±1.0µm
Surface Roughness (Ra)=460nm 光柵尺寸: Pitch=3.0±0.2µm Thickness=1.0±0.2µm 熱壓成品繞射效率量測≧35% 製程良率:複製性良好,良率超 越90% 晶片尺寸一模 多穴微射出成型 (子計畫二) 一模多穴微射出成型 微透鏡部份: 直徑=25.0±2.0um Surface Roughness≦500nm 光柵部分: 寬度=3.0µm±0.2µm 厚度=1.0±0.2um 成功射出一模四穴具雙面微結 構的微增光分色片 Diameter =25.0±1.0µm
Surface Roughness (Ra)=460nm 光柵尺寸: Pitch=3.0μm±0.2µm Thickness=1.0±0.2µm 微射出成品之RGB 確實定位, 且以6~10μm 為子畫素尺寸。 射出成品繞射效率量測≧35% 製程良率:複製性良好,良率超 越90%。 表二(a) 第一年預定完成項目與實際執行成果 第一年研究工作 第一年實際執行成果 完成增光分色元件之光學設計與分析 達成 灰階光罩技術之建立與掌控 達成 建立精密微電鑄技術 達成 建立微光學元件量測分析技術 達成 完成微小元件之熱壓與射出成型之基礎研究 達成
建立微光學元件整體模具設計技術 達成 建立微光學元件之晶片尺寸量產技術 達成 表二(b) 第二年預定完成項目與實際執行成果 第二年研究工作 第二年實際執行成果 光學、幾何製程參數之修正改進與評估 達成 灰階光罩製程參數之檢討與最後調整 達成 建立精密微電鑄技術 達成 建立微光學元件量測與光學測試技術 達成 雙面微結構元件之熱壓與射出成型研究 達成 建立晶圓尺寸之微光學元件熱壓技術 達成 建立一模多穴微光學元件之微射出技術 達成
(二) 具體成果與實質貢獻
第二年的研究目標將對於增光分色元件的光學設計做進一步的修正,使其週 期4µm 之光柵光學繞射效率≧41%,而週期 3µm 之光柵光學繞射效率≧35%(圖 一所示),在複製量產技術(微熱壓與微射出)方面,亦發展晶圓尺寸熱壓(圖 二為實際成品圖)與雙面微結構一模多穴微射出成型技術(圖三為實際成品圖), 使具有雙面微結構之光學元件能夠一次成型,並且將微光學元件的產能與良率提 高,以達到商業化的目標。 衍生貢獻:本研究計畫成功整合微光機電製程與精密塑膠成型技術,並且已建立一套微 小精密元件的設計與製造流程,此模組技術與開發經驗將可應用於其他光電(微 透鏡、微光柵等)、生醫領域(微流道生物晶片、微混和器等),對於提昇我國 在微奈米製程與創新研發設計製造技術方面的能力上有很大的助益。 3um閃耀式光柵繞射效率分析 0 10 20 30 40 50 -3 -2 -1 0 1 2 3 繞射階數 繞射效率(% ) Red Green Blue
Diffraction Efficiency Analysis
0 10 20 30 40 50 60 -2 -1 0 1 2 Diffration Order E ff ici en cy (% ) Red Green Blue 週期寬度4µm 光柵 週期寬度 3µm 光柵 圖一 精密光學繞射元件的繞射效率 圖二 晶圓尺寸雙面微結構微熱壓成品
圖三 一模四穴雙面微結構微射出成品
※
論文發表與專利
期刊論文:
1. S. Y. Yang, S. C. Nian and I. C. Sun, “Flow Visualization of Filling Process during Micro-Injection Molding”, International Polymer Processing, Vol. XVII, No. 4, pp.354-360 (2002).
2. C.-W. Wu, L.-S. Huang, J.-H. Chang, S.-Y. Yang, C.-K. Lee, “A novel micro-scale recombining technique using lateral joining for a beyond-wafer-size molding with micro features,” accepted in Sensors and Actuators, Physics, 2003
3. J. H. Chang and S. Y. Yang, “Gas Pressurized Hot Embossing for Transcription of Micro-features”, Microsystem Technologies, 10, pp76-80 (2003).
4. J. H. Chang and S. Y. Yang, “Hot Embossing for Transcription of Micro-Features onto Large Thermoplastic Films”, Journal of Manufacturing Processes, revised, (2003).
5. J. H. Chang and S. Y. Yang, “Development of Fluid-Based Heating and Pressing Systems for Micro Hot Embossing”, Microsystem Technologies,in press, (2004). 國際研討會論文:
1. C.-W. Wu, L.-S. Huang, J.-H. Chang, S.-Y. Yang, C.-K. Lee, “A novel micro-scale recombining technique using lateral joining for a beyond-wafer-size molding with
micro features,” IEEE MEMS 2003, pp.279-282, Kyoto, Japan.
2. S. Y. Yang, S. C. Nian and I. C. Sun, “The Flow Visualization of Micro-Injection Molding”, Proceeding of PPS-2002, Polymer processing Society, Taipei, Taiwan, November 4-8, 2002.
3. S. Y. Yang, S. C. Nian and I. C. Sun, “Experimental Study on The Filling Characteristics During Micro-Injection Molding”, Proceeding of PPS-18, 18th International Meeting of Polymer proceeding Society, June 2002.
4. Sen-Yeu Yang and Jer-Haur Chang, “Gas Pressurized Hot Embossing – A Novel Method is Developed”, Proceeding of PPS-19, 19th International Meeting of Polymer proceeding Society, June 2003.
5. Sen-Yeu Yang and Jer-Haur Chang, “Hot Embossing for Transcription of Micro-Features onto Large Thermoplastic Films”, Proceeding of PPS-19, 19th International Meeting of Polymer proceeding Society, June 2003.
6. S. C. Nian, S. Y. Yang, and C. H. Lin, “Study on the Performance of Rapid Mold Heating/Cooling System for Micro Injection Molding”, Proceeding of PPS-19, 19th International Meeting of Polymer proceeding Society, June 2003.
7. Jer-Haur Chang and Sen-Yeu Yang, “Development of Rapid Heating and Uniformly Pressing System for Micro Hot Embossing, Proceeding of ANTEC 2004, SPE's 62nd Annual Technical Conference, May 2004.
國內研討會論文: 1. 吳志偉,黃榮山,張朝森,李世光,「創新型矽晶圓大面積之微接合複製技術」 中國機械工程學會 第十九屆全國學術研討會,虎尾技術學院。 2. 吳志偉,黃榮山,張哲豪,楊申語,李世光,「具微光學元件之超晶圓尺寸模 具製作」2002 奈米工程暨微系統技術研討會,台南成功大學。 3. 張哲豪,楊申語,“大面積塑膠薄膜熱壓印成型之實驗探討”,第十九屆機 械工程研討會,中華民國九十一年十二月(2002) 4. 楊申語,黃榮山,陳仁浩,張致遠,羅志謙,張俊儀,黃勝田,簡維鋒,“創 新型微光學增光分色片之設計與製造”,第二十屆機械工程研討會,中華民 國九十二年十二月(2003),台北台灣大學。 5. 楊申語,黃榮山,陳仁浩,張致遠,粘世智,羅志謙,張俊儀,簡維鋒,湯 競恆,羅維德,“塑膠微透鏡陣列與微光柵繞射光學元件之設計與製作”, 第二十七屆高分子研討會論文專輯, Jan. 2004,台北淡江大學。 專利: 1. 粘世智,楊申語,”微型射出成型機之融膠射出機構”, 中華民國發明專利,
民國93 年。(發明第 090206781 號) 2. 張哲豪,楊申語,”氣體微熱壓印成型方法”, 中華民國發明專利,民國 93 年。(發明第 193140 號) 3. 李世光,黃榮山,陳文中,湯競恆,李清華,”高光感效率之影像感應裝置及 其製造方法”,中華民國發明專利,專利公告號:475334,民國 91 年。(發明 第151363 號) 4. 李世光,黃榮山,陳文中,湯競恆,李清華,” 影像感應器之結構整合’,中 華民國發明專利,專利公告號:473942,民國 91 年。(發明第 151007 號) 5. ”High light-sensing efficiency image sensor apparatus and method”, Pub. No.: US
2002.0135825 A1, Pub. Date: Sep. 26, 2002, United States Patent Application Publication.(尚在審查中,申請字號:09/904, 733)
第一章 計畫簡介
1.1 影像感測器之介紹
隨著多媒體與 3C (computer、communication、consumer electronics)產業 的急速發展,以影像感測器為核心元件之光電系統產品,都有大幅度之成長。常 見 與 光 電 相 關 之 產 品 如 數 位 相 機(digital camera)、 數 位 攝 影 機 (digital video recorder)、掃瞄器(scanner)等等。除了電腦週邊與通訊器材的使用之外,光電系 統產品在保全監視、醫療檢測、國防、航太等領域中之應用也持續成長。
CMOS 之製程技術發展快速,愈來愈多光電系統與產品已相繼開始採用以 CMOS 為技術基礎的影像感測器,英代爾(Intel Corp.)公司並已宣布將發展、採用 CMOS 感測器作為數位相機之影像感測元件。由於 CMOS 影像感測器可與其他 週邊控制電路一起整合在同一晶片上,故光電產品的複雜度可以減低,製造成本 得以下降,產品的體積亦可因而縮小。
1.2 研究動機
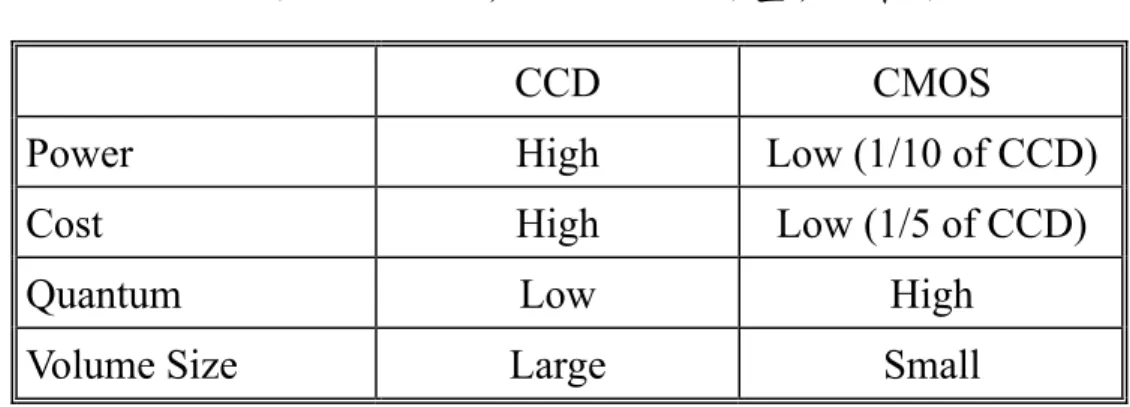
CCD 的原理是將光轉換成電荷,不同顏色存在不同電位井。其優點是進光 使用效率較高,畫素品質高;但缺點是需外加信號處理晶片,以致體積大、耗電 大 。 反 之 ,CMOS 的 優 點 是 所 有 光 電 及 信 號 處 理 均 整 合 在 單 一 晶 片 上 (SYSTEM-ON-CHIP),體積小、耗電少。表1-1比較 CCD 和 CMOS 影像感測器 的功率、價格、批量和體積。但目前 CMOS 影像感測器在畫面品質上仍不及 CCD,主因之一是 CMOS 影像感測器的濾光片使效率降低、成本提高甚多。雖 然如此,各界仍看好 CMOS 的差異,如圖 1-1 所示,預計在未來四年內 CMOS 將大幅超越 CCD。表 1-1 CCD 與 CMOS 主要差異比較表
CCD CMOS
Power High Low (1/10 of CCD)
Cost High Low (1/5 of CCD)
Quantum Low High
Volume Size Large Small
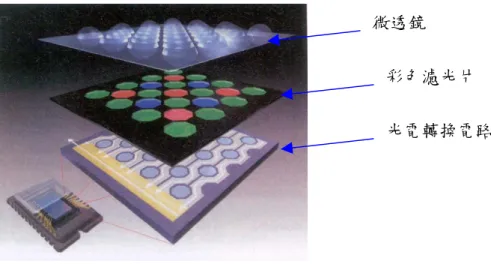
25000 7500 75000 10000 6000 15000 23300 26000 29500 32500 35500 45000 0 10000 20000 30000 40000 50000 60000 70000 80000 1998 1999 2000 2001 2002 2005 仟顆 CMOS CCD (資料來源:日本富士總研綜合研究院 1999/10/29,工研院經資中心 ITIS 計畫整理) 圖1-1 CMOS 影像感測器全球出貨量預測圖 CMOS 影像感測器主要由微透鏡、彩色濾光片及光電轉換電路三大部分所組 成(如圖1-2 所示)。微透鏡的使用主要是在增加收光量並使入射光進一步的收 束。而微透鏡下方的元件為彩色濾光片,主要目的為分析入射光源中紅(R)、綠 (G)、藍(B)個別之組成的比率,並有定畫素位置的功能。但是傳統濾光片有下列 四項先天性的缺點,嚴重阻礙畫素提高及成本的降低:
1. 光效率低:過濾掉大部份的入射光,造成實際使用的入光量不足 1/3。 2. 色純度低:由於彩色層機制只允許部份的光波段通過,因此造成色彩失真。 3. 信賴度低:製程繁複,需多道對準、曝光、顯影程序,嚴重影響品質及良率。 4. 成本高:製程冗長費時,材料及設備價格高,佔產品成本高。 因此本研究為解決傳統濾光片的缺點,提出創新性思維,以增光分色片代 替,以複製技術生產,期待降低成本,並提高光效率。
1.3 創新型增光分色片
在對影像感測器做全盤審視後,發現影響光效率及製程成本的最主要關 卡,是在濾光片。本研究團隊認為若延續以往的慣用模式,其結果將很難跳脫 低效率及高成本的宿命,所以在分光時所採用之方法,在物理原理上和以往不 同,以期能大幅提升效率。 依循著上述突破性創新性之設計理念,本研究改變以往濾光處理方式,改以 「光柵」元件,來達到分光的功效。光柵在光譜儀上是很常見的分光元件,特別 是閃耀式光柵(Blazed Grating)的使用,在理論上,甚至能將其一階繞射能量大幅 提高。而且由於不同波長的一階繞射角皆有所不同,所以當含多個不同波長之入 射光源經過光柵後,個別波長之入射光會以不同的角度繞射、分射開來,而達到 光學上分色的效果。此閃耀式光柵的使用將可以有效的解決入射光經濾光後被大 量濾除的不良後果,且其物理的效果應為「分光」,而非以往濾光片將大量入射 光予以去除之「濾光」機制,其增光分色機制如圖1-3所示。本計畫期望利用此 微光學繞射元件,能改善傳統彩色濾光片之缺失,以提高彩色 CMOS 影像感測 器之效能。微透鏡 彩色濾光片 光電轉換電路
圖1-2 CMOS 影像感測晶片之結構
Co nventiona l Color Filter
Lig ht-filted
R G B
(More tha n 2/3 energ y loss)
Novel Color Divid er
Lig ht-sep a ra ted
R G B
(a)傳統彩色濾光片 (b) 創新型微光學增光分色片
第二章 微光學增光分色片之理論分析與模擬
2.1 閃耀式光柵之理論分析與模擬
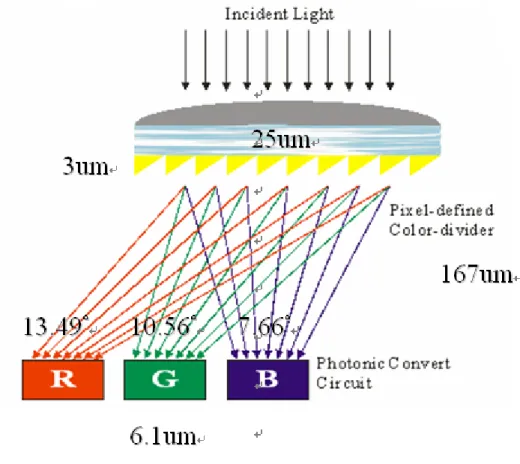
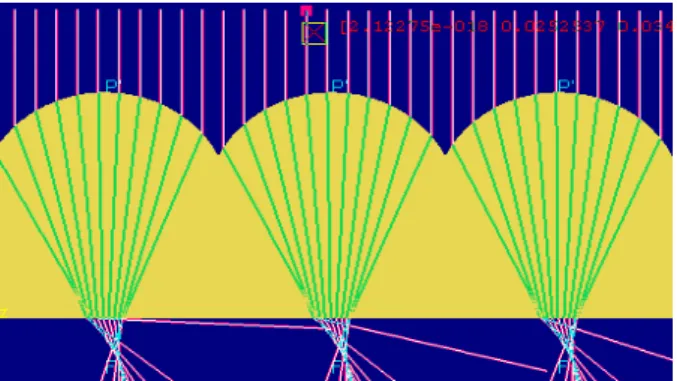
針對閃耀式光柵之設計,必須考量其繞射效率與其繞射角之需求。因此將 以兩部分來討論閃耀式光柵之設計。 a. 繞射角之設計 針對繞射角之計算,我們可以代入式(1)繞射公式來求得。 mλ=dsinθ ………(1) m:繞射階數,d:單一光柵寬度,θ:繞射角 在本研究中,光柵寬度將採用 3µm,考量的原因為製程上的難度與實際使 用的需求。如圖 2-1 中所示,為了分別將紅、藍、綠三色光投射在指定的畫素 位置上,寬度3µm 之光柵約需 162µm 之投射間距,如圖 2-1 所示。因此在不使 整個模組體積過大的考量下,這樣的設計是符合需求的。整體的分色概念如圖 2-2所示。 圖2-1 光路模擬軟體 Light tool 5.0 分光模擬圖圖2-2 增光分色片完整設計參數與運作圖
b. 繞射效率之計算
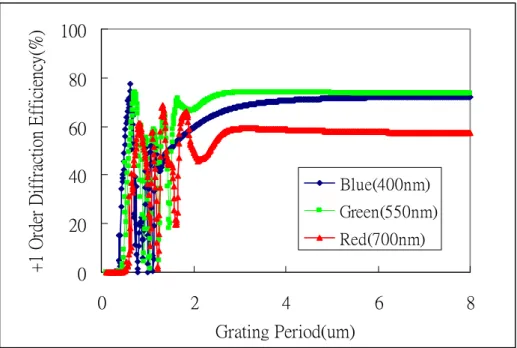
繞射效率之計方式,本研究以嚴格耦合波傳理論 ( Rigorous Coupled Wave Theory )來計算並設計光柵之外形與其效率。我們可將其直接代入嚴格耦合波傳 理論之分析軟體G-solver 4.20 中進行模擬,以得到最佳之設計條件。將光柵條件 光柵周期寬度、光柵厚度及幾何外型輸入軟體中,可以得到針對不同入射光波長 隨週期寬度之改變而得到之理論值繞射效率如圖 2-3。又因光柵之厚度亦為影響 繞射效率之重要因素,故亦針對不同入射光波長隨光柵厚度的改變而得到之理論 值繞射效率如圖 2-4所示 。
0 20 40 60 80 100 0 2 4 6 8 Grating Period(um) + 1 O rd er D iffra ct io n E ffi ci en cy (%) Blue(400nm) Green(550nm) Red(700nm) 0 20 40 60 0 0.4 0.8 1.2 1.6 2
Grating Depth (um)
+ 1 O rd er D if fr ac ti on E ffi c 圖2-3 以 G-solver 4.20 模擬閃耀式光柵週期寬度與三原色波長之繞射效率關 係 80 100 ie nc y( % ) Blue(400nm) Green(550nm) Red(700nm) 圖2-4 以 G-solver 4.20 模擬閃耀式光柵厚度與三原色波長之繞射效率關係
2.2 微透鏡之理論分析與模擬
微透鏡的設計理論較閃耀式光柵單純,主要只須考慮入射光之折射現象。為 了與下方之光電轉換電路在位置上有所匹配,故微透鏡之尺寸大小須與光電轉換 電路之畫素大小相同。參考業界之應用,我們將微透鏡之寬度取為 25µm,基材 厚度取為 60µm。當微透鏡之寬度決定後,剩下必須決定的就是微透鏡之曲率, 即其焦距之選擇。 在曲率選擇前,此透鏡之屬性並非為薄透鏡,故無法以公式解直接計算所需 之曲率。因此本部分的計算,將採用光路模擬軟體 Light tool 5.0 來模擬入射光經 微透鏡後之聚焦結果。 在模擬的過程中必須注意,微透鏡之聚焦能力不能太強,否則可能會造成分 色片之基材因能量太高而融化,或使入射光提早發散的及他不良結果,如圖2-5。 微透鏡聚焦能力太強還會造成繞射效果不明顯的後果。因為在我們的設計中,微 透鏡下方的元件為閃耀式光柵,但若受到入射光照射的光柵數太少的話,將會使 原本預期的繞射現象變為折射現象。因為各別一個閃耀式光柵相當於一個微小之 三稜鏡,因此若遭入射光照射的光柵數目少於2 個以下的話,則光柵等於失去其 繞射之效果,而只能造成入射光有折射的現象。圖2-6說明了光柵數目與折射、 繞射相互比例之間的關係。因此,本研究針對透鏡之聚焦特性進行模擬後得知,當透鏡的中心高度值約為2um、曲率半徑約為 80um 時,其焦距到達 162um,且
入射光照射到光柵上之寬度亦達15um 以上,由此可知,在光柵週期寬度為 3um
的情況下,此一聚焦之光束可照射的範圍會大於5 個光柵,使繞射效率達大於折
圖 2-5 入射光太過集中,可能造成基材破壞,與繞射效應不明顯
圖2-6光柵數目與折射、繞射相互比例之間的關係
第三章 創新型微光學增光分色片之製作
3.1 微光學元件之製作流程與步驟
光學元件之設計與其分析,為整個元件製作流程中的第一個起始點,藉由 理論分析與軟體模擬之交互印證,在第二章中已得到光學元件理論上之最佳設 計條件與其幾何外形。 但為了實際將第二章所設計之微光學增光分色片製作成型,本章之內容將著 重於實驗細節步驟與製程之討論,而整體製程步驟將如圖3-1所示,包括了有光 學元件之設計與分析、灰階光罩之設計與製作、光學微影製程、精密電鑄模具製 作與精密塑膠複製成型。 元件設計與製程流程圖 光學微影製程 將光阻或在 Si 基板上(CABIE method) 製作出 3-D 之微型光學元件 國 對準曝光機 光阻塗佈機 電子束蒸 活性離子 鍍機(E-gun) 蝕刻(RIE) 科會北區微機電中心 以AutoCAD 或 Cadence 等佈局軟體 完成GDSII file 之設計,並交由灰階 光罩製造商Caynon Material 製作GSOLVER Scalar theory (RCWA)
光學元件之設計與分析
利用微精密電鑄或其它翻製方法(PDMS)將 3-D 之 微光學元件轉移至金屬模具或高分子材料上 微熱壓 微射出成型 其它成型方法…… Si 完成微型光學元件之製作 精密塑膠複製成型 Hea ter Si 圖 3-1微增光分色元件設計與製作流程
3.2 灰階光罩之介紹與製作
而在完成光學元件之設計後,下一步的關鍵工作將是利用光學微影及其它成 形技術將光學元件予以實體化。由於增光分色片微結構尺寸均以微米(µm )為單 位,其母模須以微機電製程來製作。又因微透鏡及光柵特殊形狀,本研究將採取 一種新式的製作法,即灰階光罩(Gray Mask)的製作技術。灰階光罩為近年所發展 的新技術,此技術的興起對於複雜外形微型元件的製作,有了極為重要的突破。 以往製作具曲線或斜線外形光學元件時,使用傳統二元式光罩(Binary Mask),為 了達到使元件表面輪廓更接近連續相位曲線,在相位階數的選取,與光學微影製 程時所遇到的光罩對準問題,帶來極高的難度與耗費、耗時。然而,灰階光罩技 術的出現,不僅大大的減少上述的困擾,更使得繞射式光學元件在效率上大幅升。 傳統二元式光罩只具備透光與不透光特性,須靠著多次的曝光、顯影與蝕刻 的方法,才能勉強得到近似的效果,然而在多次製程誤差的累積後,光學效率早 已大打折扣。灰階光罩技術允許製作具有不同透光度與灰度之灰階分佈,如圖 3-2 所示,因此可藉由灰階與透光率之掌控一次完成光學微影製程,節省製程耗 費與時間。為提升效率與發展新製程能力,灰階光罩列入本計畫重點之一,同時 製作出具特定高低起伏之光學元件輪廓。 本計畫預計採用HEBS 灰階光罩,其原理乃是利用電子束來掃描高能量敏感 之玻璃基材,並以控制電子束能量的方式,決定基材之灰度與灰階效果。所用之 電子束照射光點為 0.1µm,故最小解析度達 0.1µm,對於光學元件或是需要小線 寬的元件而言,由 HEBS 玻璃所製作之灰階光罩是非常合適的工具。灰階光罩在 設計與製作時,其條件、參數的控制與掌控必須非常精確與嚴密。為了得到一外 形、輪廓符合要求之微透鏡及閃耀式光柵,我們必須充分掌握光阻之高度、表面 特性與特定烘烤條件、曝光條件、顯影條件之相對關係。而這些關鍵技術之研究 開發,亦是此計畫之一項重要效益。圖3-2 閃耀式光柵之灰階光罩圖案 灰階光罩的使用,主要是利用光阻或其他感光材料對不同光強的敏感度與選 擇比,藉由控制不同位置顯影速率的方式,來決定材料顯影後之外形與輪廓。簡 單的說,即光阻受光量較多的部份,其顯影時反應的速率較快;而受光量較少的 部份,則其顯影時的速率則相對較慢。利用不同區域間顯影速率的差異,便可製 造出具特定高低起伏之微結構與輪廓,如圖3-3 所示。 圖3-3 灰罩光罩微影製程示意圖 影響光阻敏感度與選擇比的參數有很多,而光阻先天特性是考量的重點, 為得到一外形、輪廓符合要求之閃耀式光柵,須知道光阻之高度、表面特性與 特定烘烤條件、曝光條件、顯影條件之相對關係。此步驟需先決定最佳之製程 參數,並建立光阻特性與光密度值之特性曲線關係,在此,我們先以灰階光罩 之校正片進行測試,來找出此一關係,其做法為設計製作出光密度值 0 至 1.5, 灰階階數 200 階,每一階為 5 μm 之校正片,對此校正片進行相同參數之製程
過程後,對光阻之殘留高度進行量測,再繪出光阻殘留高度與光密度值之間關 係的曲線圖,如圖 3-4 所示;在設計閃耀式光柵時,可將其光密度之差異變化 訂在在光阻校正曲線之動態變化區內,並參考校正片內之設計以選擇適合之灰 階階數。當然階數愈多,則光阻之表面就會愈接近直線,但階數的多寡會影響 光罩製作時之費用,而且製作光罩所用之電子束之光點(Spot Size) 最小為 0.1µm,因此在訂定階數時,必非可無止盡的縮小,必須考量製程限制。在選擇 了適當的光密度區間及階數後,接下來的工作便是要利用能夠產生 GDSII 檔之 光罩設計、佈局軟體,如AutoCAD、Cadence 等軟體,完成光學元件的設計。 光密度(O.D) v.s 光阻厚度 10000 12000 動態變化區 y = 11321x 0 2000 4000 6000 8000 0 0.5 1 1.5 2 2.5 光密度(O.D) 光阻厚度(Å) 14000 圖 3-4 光密度值與光阻厚度關係圖 而微透鏡設計的方法和閃耀式光柵是很類似的。光密度值最好也應落在動態 變化區間內,以方便光阻高度的控制。較不同的是因微透鏡的輪廓起伏並非如閃 耀式光柵為一線性關係,而是為一二次函數關係。所以在設計光密度的分布時, 必須同時考慮光阻之校正曲線與微透鏡表面輪廓之二次函數,才能得到特定曲率 的微透鏡。圖 3-5 所示為此計劃中由初始之灰階光罩設計乃至於微光學元件製作 之流程圖。
圖3-5 運用灰階光罩製作微光學元件流程圖
圖 3-6 即為本團隊設計之灰階光罩外型圖。在實際進行灰階光罩製作前,
必須向製造商定出我們所需之規格,我們分述如下:
閃耀式光柵: 我們設定其每一灰階之寬度為 0.2μm,而一個閃耀式光柵有六階之灰階, 且光柵間之距離設定為0.4μm,光密度值依序由 0.1 至 0.8 之間分佈,所需要的 光柵總面積為5mm× 5mm。由此一例子,我們可以計算出先柵的週期寬度為 0.2 ×6+0.4 = 1.6μm。而其中灰階之階數,我們分別設計由六階至十八階不等,故光 柵之週期寬度亦隨之而不同,如圖3-7所示。 圖3-7 閃耀式光柵灰階光罩設計示意圖 微透鏡: 對於微透鏡來說,我們規定其光密度值由 0 至 1.0 分佈,透鏡之直徑為 25 μm、曲率半徑為 80μm 與每一圈灰階之寬度為 1μm,如圖3-8 所示。
圖 3-8微透鏡灰階光罩設計示意圖 設定完上述之規格後,便可向灰階光罩製造廠訂製。
3.3 光微影製程
完成光學元件之設計後,下一步的工作關鍵將是利用光學微影及其它成形技 術將光學元件予以實體化。而光學微影時所採用的所有實驗參數,必須與設計灰 階光罩時,所採用之參數相同,否則光阻於微影後之輪廓與外形將會與預期的狀 況有所不同。在光學微影這個步驟,我們所主要使用的機台有光阻塗佈機、加熱 板、曝光機及製程中元件量測時所需之表面輪廓儀( Surface Profiler )、原子力顯 微 鏡( Atomic Force Microscope, AFM ) 、 電 子 顯 微 鏡 ( Scanning Electronic Microscope, SEM )等。Clean HMDS Photoresist Exposure Development Hard-bake Soft-bake Evaporator Electroplating 圖3-9 微光學元件製作流程圖 a. 基材表面的清潔(Clean): 為了維持基材表面的清潔,增加光阻與基材之間的附著性,使光阻顯影時不 致脫離基材表面而影響了光學元件之良率。另外在本文的設計中,光學元件的尺 寸都屬微米等級,在基材表面若有其它顆粒與雜質時,也將會影響微影後的結 果。因此基材表面的清潔雖然不是製程的關鍵,但為了不影響後續的製程的良 率,確實的做好基材表面的清潔將可省去大量之錯誤與失敗。 b. 去水烘烤: 清洗後的基材表面將留有大量的水分子,若此時不加以烘烤將使光阻與基材 表面附著力下降。因此,此時必須以高溫約 120℃持續烘烤約 30 分鐘左右,使 基材上的水分子完全去除。 c. 光阻塗佈(Photoresist coating): 本研究預計所使用的塗佈方法為旋轉塗佈。為了能得到適當的光阻厚度,必 須同時考慮到光阻的黏性與機台之轉速。當轉速較快時,因離心力的作用,光阻
3000rpm~6000rpm 之間,塗佈的時間約 40 秒。 d. 軟烤(Soft-bake): 軟烤在灰階光罩的使用時,佔有相當關鍵的地位。軟烤的目的主要是在將光 阻液內之溶劑成份去除並固化光阻。太高的溶劑成份會造成光阻中”已曝光”與” 未曝光”的光阻選擇性變差;而光阻若烤的太過乾燥時,光阻對於光源將會變得 不敏感,並將使顯影的步驟變得較不順利。一般來說,軟烤主要使用兩種方法, 一種是藉由烤箱,以熱對流的方式進行軟烤;而另一種是利用熱墊板(Hot Plate), 以熱傳導的方式,將光阻內之溶劑成份去除。在我們的研究中,我們採取熱墊板 加熱的方式來進行。熱墊板的好處是因為熱源直接從熱墊板來,所以光阻內的水 份是由內而外的離開光阻。可避免使用烤箱軟烤時,因光阻表面光固化,使光阻 內部的水份被限制在光阻內,而無法離開光阻,造成光並內水份較多,且較不均 勻。 e. 曝光(Exposure): 所使用的曝光機為德國製KARL SUSS 之雙面對準曝光機。曝光的目的,針 對一般之正光阻來說,其作用主要是要將光阻內之感光成份,經光源照射後轉換 成具弱酸性之物質,並藉由和鹼性之顯影液行中和反應後脫離,而將所欲製作之 圖案顯現出來。曝光之條件主要有兩個考量,就是曝光光源的選擇與曝光時間、 強度的選擇。 f. 顯影(Developmemt): 光阻經曝光後,應儘速進行顯影的動作,以避免有其他可能產生的副反應。 控制顯影的主要條件有顯影時間、顯影濃度等。為了不讓顯影液攻擊未曝光過的 光阻,造成圖案的轉移不佳與線寬的不準確。因此顯影的時間不宜太長,應視顯 影的結果而有所調變。顯影時間的長短可由曝光時間來調變,曝光時間加長可減 短顯影時間;提高顯影液的濃度,雖也可使曝光、顯影時間縮短,但此時解析度 會降低。因此所有參數的調變,必須作全盤的考量,並依量測結果與製程經驗再
作調變,下圖 3-10 即為製程進行至此一步驟之圖片。 微透鏡 : 直徑=25um 光柵 週期寬度=4um 圖3-10 顯影完之微光學元件 g. 硬烤(Hard-bake) : 通常在一般的光學微影製程中,最後一個驟步皆必須以硬烤的程序,將 光阻內所殘留的溶劑成份,再經由比軟烤更高的溫度烘烤至最低。但為了害怕硬 烤的高溫對所製作的光學元件造成破壞,因此,在本製程中,除非為了將光學元 件的表面加以修正而加溫至其玻璃轉移溫度,或是蒸鍍電鑄金屬層時先予以低溫 烘烤,我們將儘量避免於顯影後,對光阻以高溫進行硬烤,藉以保護光學元件之 完整性。另外,在後續的電鍍過程中,我們發現元件表面會在電鍍過程中產生塌 陷的現象,探究其原因,為光阻於硬烤時產生龜裂,如圖3-12,進而影響後續的 製程。所以我們在此嘗試調整硬烤時的溫度,發現當硬烤溫度為 70°C 時,硬烤 時間3 小時,可使得後續的製作品質獲得改善,此亦為本研究重大發現之一。圖 3-11 即為製程進行至此一步驟之圖片
微透鏡:直徑=25um 光柵:週期寬度=4um 圖 3-11 硬烤完之微光學元件 圖3-12 微結構表面塌陷圖
3.4 精密電鑄模具之製作
當光阻被製作成具特定起伏之光學元件微結構後,必須將光阻為基材的光學 元件轉換成其他機械性質較佳的金屬材料,以製成模具來大量覆製量產。電鑄的 過程中,因光阻與基材不導電,所以必須先蒸鍍上一層數百埃(Å),當作電鑄之 導電層。而考慮導電層材料之選擇時,因為之後所要電鑄的模具材料為鎳(Ni), 我們預計選擇鉻(Cr)與鎳(Ni)兩種金屬。鍍鉻的目的是在幫助矽基材與鎳之間的 接著,其厚度約300~400 Å 即可,蒸鍍後之微光學元件如圖 3-13 所示。當導電 層成功的蒸鍍於光阻的表面後,接續的程序是將已蒸鍍好之試片放入電鍍槽中進 行電鑄的步驟,如圖 3-14,電鑄後之微光學元件如圖3-15 所示。微透鏡 : 直徑=25um 圖 3-13 蒸鍍完之微光學元件 光柵:週期寬度=4um 圖3-14 電鑄原理示意圖 微透鏡:直徑=25µm 光柵:週期寬度=4µm
微透鏡:直徑=25µm 光柵:週期寬度=3µm 圖3-15 電鑄完成之微光學元件(鎳模仁) 在此步驟中,原本預計電鍍的厚度為 1mm,但是在本研究團隊實作的過程 中,發現鎳金屬在約 200~300µm 左右,即有有足夠且適當的強度以作為模具之 使用,故此一發現,亦為本計劃的貢獻之一。
3.5 微增光分色片之微熱壓成型
3.5.1 微熱壓成型製程與設備 本實驗室自行開發壓板式熱壓成型機,其驅動裝置為油壓直壓式,最大鎖模 力 35 噸,有分段昇壓與洩壓功能。加熱部分藉由熱壓機熱盤上的電熱管加熱, 其單一電熱管功率為 800W;冷卻部分則利用盤內水道搭配加壓馬達進行快速冷 卻。機台示意圖與實際照片如圖3-16所示。模具 塑膠 驅動 單元 加熱冷卻 管路 圖3-16 壓板式熱壓成型機 3.5.2 晶圓尺寸單面微熱壓成型 (1) 微透鏡熱壓 我們以子計畫一電鑄出之微透鏡鎳模,實際進行塑膠薄膜熱壓印測試。壓印 用的塑膠薄膜為聚氯乙烯膜(PVC film),屬於不定型塑膠,玻璃移轉溫度約為 80 ℃。微透鏡鎳模仁之直徑尺寸為25µm 左右,中心厚度則為 1.8µm 左右。 實驗熱壓印溫度設定為110℃,熱壓壓力為 102 kgf/cm2,持壓時間為 3 分鐘。 經由表面輪廓量測後,發現微透鏡複製效果良好。複製出之微透鏡直徑為 24.9~25.1µm 之間,高度 1.65~1.8µm 之間,表面粗糙度 460~480nm 之間;皆符 合查核尺寸之直徑 25.0±2.0µm,表面粗糙度(Ra)≦500nm 之要求。 (2) 微光柵熱壓 同樣以子計畫一電鑄出之微光柵鎳模,實際進行塑膠薄膜熱壓印測試。微光 柵鎳模仁之週期(Pitch)尺寸分別為 4µm 與 3µm 左右,厚度(Thickness)則為 1.0 µm 左右。實驗熱壓印溫度設定為110℃,熱壓壓力為 102 kgf/cm2,持壓時間亦為 3
分鐘。經由表面輪廓量測及電子顯微鏡(SEM)量測觀察後,發現微光柵複製效果 良好,且皆符合查核尺寸,4.0±0.5µm(週期)、3.0±0.2µm(週期)、1.0±0.2µm(厚度) 之要求。 3.5.3 晶圓尺寸雙面微熱壓成型 熱壓大面積雙面微結構之元件時,為使壓印壓力分佈均勻,並確保成品品 質,本實驗室自行開發氣體微熱壓成型技術,如圖 3-17 所示,雙面微結構熱壓
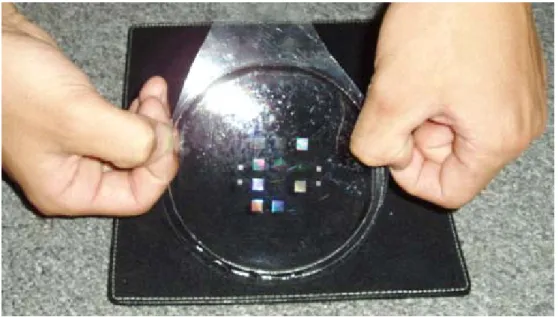
成型系統係由上模具(Stamper A)、下模具(Stamper B)、塑膠(Substrate)及密封膜 (Seal Film)所組成;堆疊組合型式為密封膜/上模具/高分子(塑膠)/下模具。我 們已成功利用創新氣體微熱壓製程製作晶圓尺寸且具有雙面微結構的微增光分 色片,實際熱壓之成品如圖3-18所示。 Seal Film Mold-A Substrate-S Mold-B Gas Blowing 圖3-17 氣體微熱壓製作雙面微結構元件示意圖
圖3-18晶圓尺寸雙面微結構微熱壓成品
3.6 微增光分色片之微射出成型
3.6.1 實驗設備與模具設計
第二年度的雙面微結構與一模多穴的微射出製程研究,主要以新購入的日本
全電式微射出成型機(FANUC ROBOSHOT α-15i)進行實驗,其外觀如圖3-19
所示。此射出成型機為一高度自動化之設備,具有閉迴路系統,操作者可以藉由 電腦視窗編輯成型參數與程序,直接改變射出速度、射出壓力、射出體積、射出 溫度、鎖模力等參數,並於充填中直接量取實際值,是一精密、高速之微射出射 出成型設備。 射出模具部分,本實驗所使用之模具為台灣日勁公司所加工製造,模座材料 為S60C,微模具材料為 NAK80。模具設計如圖 3-20所示。
活動側 固定側 7 8 1. 微模具 2. 中間模穴成型板與微模具定位銷 3. 頂出銷 4. 埋熱電偶溝槽 5. 模仁定位銷 6. 模仁固定用鳩尾槽 7. 中間模穴板鎖緊機 8. 注料口 (a) 公母模正視圖 俯視圖 3 側視圖 2 1. 隔熱板 2. 微模具 3. 厚度控制板 (b)模具組立圖
冷卻水道 電熱管 (c) 微模具三視圖(Unit:mm) 圖3-20 雙面微結構超薄件之模具設計 此設計可分為兩個組成部分,一部份是標準模座,另一部份是微模具。在微 模具與模座配合部分,中間必須用絕熱板隔開,以避免微模具上之熱量傳導至模 座及射出成型機上。模座上之固定側模板有兩塊厚度控制板,可加上不同厚度之 精密墊片來控制所需之模厚,避免微模具在射出成型時承受局部壓力而變形。 微模具設計可分成活動側模板、固定側模板、中間模穴成型板三個部分。在 微模具活動側與固定側模板上靠近模仁處,設計各有兩支電熱管,在電熱管後方 設計有冷卻水道,靠近兩模壁面成型區附近,亦加工溝槽埋入熱電偶,若再搭配 溫度控制器,即可形成一變模溫控制系統,有助於成型及製成時間的縮短。為達 到射出成品之雙面具有微結構,活動側及固定側模板皆設計有可放置模仁的鳩尾
槽(長 80mm、寬 25mm、深 0.3mm、傾斜角為 45°)與模仁定位銷。而在活動 側模板上設計有一鎖緊機構,可將中間模穴成型板固定在活動側模板上,當開模 頂出成品時,不至於脫落。 3.6.3 晶片尺寸-雙面微結構微射出成型製程研究 本研究主要針對一模四穴雙面微結構超薄件之成型做探討,其成品微結構排 列配置如圖 3-21 所示。一面是微透鏡(micro lens),另一面是微光柵(micro grating),圖 3-22 為雙面微結構件橫截面示意圖。藉由此雙面微結構的結合,可 以達到增光、分光的作用。 圖3-21 雙面微結構排列配置圖
Pitch
Diameter(25µm)
Height
Thickness
Lens
Grating
(2.8µm)
(3µm)
(1µm)
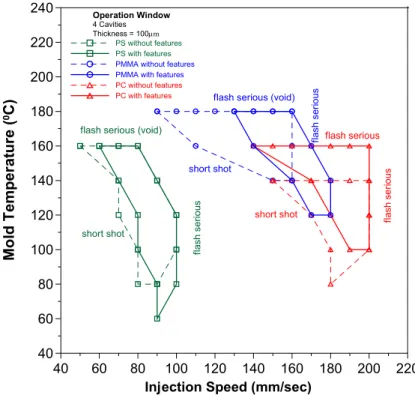
圖 3-22 雙面微結構件橫截面示意圖 本研究團隊已成功開發一模多穴超薄雙面微結構微射出成型技術,成品厚度 在100µm 以下(最小成品厚度為 30µm),其材料成型特性與製程操作窗如圖3-23、 圖3-24所示。 對於厚度100µm 超薄件來說,三種材料操作窗大小差不多。但是 PS 成型所 需之模溫及射速最低,最易成型;PMMA 需要較高的模溫才能成型;PC 需要在 非常高的射速下方能成型。而且表面有微結構之雙面微結構成型操作窗相較於無 微結構成型窗有往左邊移的趨勢,表示藉由再次提高射出速度就能成型,而模溫 的影響效應就不是非常明顯。而隨著成型模穴厚度愈薄,成型所需之模溫及射速 就要愈高。對於模穴厚度在 60µm 以下,操作窗極小,成型相當困難,需要在更 高的製程參數才能完成充填。對於厚度極薄之成型模穴而言,表面微結構的存 在,會增加流動阻力,影響成型性極大。深寬比愈大之微結構射出品容易造成脫 模不易的現象。40 60 80 100 120 140 160 180 200 220 Injection Speed (mm/sec)
40 60 80 100 120 140 160 180 200 220 240 Mo ld T e m p e rat u re ( 0C) Operation Window 4 Cavities Thickness = 100µm PS without features PS with features
PMMA without features PMMA with features
short shot
short shot
flash serious (void)
fla sh seriou s flas h s er io u s
flash serious (void) PC without features PC with features
short shot flash se
ri
o
u
s
flash serious
60um without features
60um with features flash serious
flas h se ri o us sh or t s ho t 圖3-23 不同塑膠之無微結構與雙面微結構件成型操作窗之比較 0 20 40 60 80 100 120 140
Injection Speed (mm/sec)
0 20 40 60 80 100 120 140 160 180 200 220 240 260 Mold Tem p er at ur e ( 0C) Operation Window 4 Cavities Material : PS
250um without features 250um with features 100um without features 100um with features
sh or t s ho t flas h ser ious
flash serious (void)
flash serious (void)
sh or t s ho t flas h se ri ous 圖3-24 不同厚度之無微結構與雙面微結構件成型操作窗之比較
第四章 微增光分色片之尺寸量測與光學檢驗
4.1 微增光分色片之尺寸量測
當電鍍後之鎳模仁交由子計劃二射出、熱壓後,我們完成微透鏡及光柵之外 型輪廓量測與光學檢驗。 在微透鏡陣列外型量測上,本研究以 WYKO 干涉儀進行微光學元件之輪廓 尺寸量測,圖4-1與圖 4-2可知,微透鏡陣列之直徑為25µm,誤差範圍在 0.2µm 以內,中心厚度值為 1.8 µm 左右,曲率半徑為 40µm。 在微閃耀式光柵的表面輪廓量測方面,我們使用原子力顯微鏡(AFM)進行量 測,並搭配掃描式電子顯微鏡(SEM)做為輔助,確認元件之外型輪廓,使我們的 量測結果更具可信度。 閃耀式光柵之原子力顯微鏡量測結果如圖4-3所示,由量測可知,閃耀式光 柵之週期寬度為4 µm,光柵厚度為 1.01 µm,且觀察圖形可發現,光柵之外型良 好,且接近垂直,如圖4-4所示,對應於掃描式電子顯微鏡之結果可發現,此一 原子力顯示鏡之量測結果是足以採信的。另外,在製作周期寬度 3µm 的閃耀式 光柵上,由於尺度已接近於I-line 紫外光 365nm 波長的繞射極限下,所得之結果 較4µm 之閃耀式光柵略差,如圖4-5 所示。圖4-1 25µm 微透鏡陣列之 WYKO 干涉儀量測圖
圖4-3(a) 4 µm 尺寸閃耀式光柵之原子力顯微鏡量測圖
圖4-3(b) 4 µm 尺寸閃耀式光柵之原子力顯微鏡量測立體圖
圖4-5 3 µm 尺寸閃耀式光柵之掃描式電子顯微鏡量測圖
4.2 微增光分色片之光學檢驗
在微透鏡陣列之光學量測上,本研究以 CCD 觀察其於聚焦平面上之光強分 佈。首先,先將雷射光經過一物鏡,聚焦後通過寬度 200µm 之細孔,目的在於 使雷射光更均勻,再經由聚焦透鏡之調整,將光線導回平行,最後才以此平行、 均勻之光束進行微透鏡陣列之光學特性量測,整體光場架構如圖4-6 所示。 圖 4-6微透鏡特性量測光場架構圖由於量測所使用之 CCD 解析度之限制,對於 25µm 透鏡量測所得之結果不 佳,故以直徑為 250µm 之微透鏡來進行聚焦特性量測,圖 4-7 為微透鏡陣列在 聚焦平面上之聚焦特性觀察;圖 4-8 為微透鏡陣列在聚焦平面上之聚焦點光強分 佈,其中平面之尺度為 CCD 畫素數目,分別在長邊為 640 個,短邊為 480 個畫 素,高度則為每一個畫素所感測之光強度,共有256 階,由此光強分佈可再次印 證,微透鏡陣列之均勻度極佳,且其聚焦特性優良。 圖 4-7 微透鏡陣列之焦平面聚焦特性觀測圖 圖 4-8 微透鏡陣列之焦平面聚焦效率量測圖
為量測本研究之閃耀式光柵於各色光之繞射效率,乃利用代表紅(R)、綠 (G)、藍(B)三種波長分別為 633nm,532nm 及 433nm 之雷射光束進行閃耀式光柵 光學繞射效率量測,光場架設如圖4-9所示。 雷射光由左側正向入射閃耀式光柵薄膜,經過繞射後之光束再由右側之偵測 器進行量測,再經由光功率計讀取數值。閃耀式光柵之繞射效率如表4-1與圖4-10 所示,而其繞射分光特性如圖4-11。 在此要說明的是,在第二年度計劃之執行中,本研究團隊已經利用灰階微影 之製程技術,成功克服了閃耀式光柵不完美的外型,已與前一年度所製作出之光 柵在外型上有極大之差異,對週期 4µm 光柵而言,實際所測得之繞射效率已有 所提升、精進,其+1 階光效率在紅光已可達 41%,綠光為 49%,藍光則可達 52%, 而週期 3µm 光柵之繞射效率亦高於 35%,整體而言,在光利用效率上已經超越 傳統彩色濾光片之極限(33%),對於提升影像感測器之畫質與效能上有很大的幫 助。 表4-1 閃耀式光柵的繞射效率 週期寬度4µm 光柵 週期寬度 3µm 光柵
Wavelength Theory Measurement 475nm 70.6% 52.9% 532nm 74.0% 49.0% 633nm 58.5% 41.0%
Wavelength Theory Measurement 475nm 61.3% 39.5% 532nm 54.9% 37.8% 633nm 39.9% 35.7%
圖4-9 閃耀式光柵繞射效率量測光場架構圖 3um閃耀式光柵繞射效率分析 0 10 20 30 40 50 -3 -2 -1 0 1 2 3 繞射階數 繞射效率(%) Red Green Blue
Diffraction Efficiency Analysis
0 10 20 30 40 50 60 -2 -1 0 1 2 Diffration Order E ff ici en cy (% ) Red Green Blue 週期寬度 4µm 光柵 週期寬度 3µm 光柵 圖 4-10 閃耀式光柵的繞射效率 圖4-11 閃耀式光柵繞射分光特性
第五章 研究成果總結與衍生貢獻
傳統CMOS 影像感測器以濾光片將光分別濾去 RGB 再行光電信號處理,依 此原理光損失甚大,且素質的提升困難。本研究計劃擬以分光原理,利用創新型 增光分色元件使光繞射分出 RGB 後,再行光電處理,在原理上是一大突破,技 術上牽涉光學設計、微機電、微射出與微熱壓製程,特由台大應力所、機械所及 業界帝晶光電公司合作進行兩年研究。5.1 具體研究成果
1. 微小增光分色元件之光學設計理論與技術之建立: 本研究針對微透鏡之曲率與閃耀式光柵之繞射效率與其繞射角之模擬分 析,求出一最佳化之光學設計尺寸,並整合了微透鏡與閃耀式光柵之光學特性成 為一增光分色元件。 2.灰階光罩製程技術的建立: 此精密光學增光分色元件的前段製程技術包括灰階光罩之設計與製作與光學微影製程。本研究以AutoCAD 或 Cadence 等佈局軟體完成 GDSII file 之設計,
並交由灰階光罩製造商 Caynon Material 公司製作,本研究總共設計了三種不同 參數的灰階光罩,並且配合微影蝕刻製程在矽基板上製作出 3-D 之微型增光分 色元件,其尺寸精度高達25.0±2.0μm(微透鏡直徑)、3.0±0.3μm(光柵寬度)、 1.0±0.2μm(光柵厚度)。(成果如表5-1 所示) 3. 精密電鑄翻模技術之建立: 本研究團隊自行設計一精密電鑄槽,經由此精密電鑄過程,將 Si 基板上的 微型增光分色元件翻製成金屬鎳模,目前技術已可使模厚高達 300µm 以上,且
4. 微熱壓成型技術之建立: 本研究團隊自行研發精密壓板式熱壓成型機與創新氣體微熱壓技術。在微光 學元件的熱壓成型方面,已完成基礎製程參數之研究,並找到影響成品品質的關 鍵因子,並且成功的複製出晶片尺寸與晶圓尺寸的微透鏡與微光柵等精密光學元 件,其尺寸精度高達 25.0±1.0μm(微透鏡直徑)、3.0±0.2μm(光柵 Pitch)、 1.0±0.2μm(光柵 Thickness),且製程良率>90%。(成果如表5-1、圖5-1與圖 5-2所示) 5. 微射出成型技術之建立: 本研究團隊自行研發精密微射出成型機,最高衝擊氣壓 100psi,最高射速 4000mm/sec。主要原理是以氣壓推動衝錘,以高速行進中的衝錘撞擊射出的柱塞 桿,推動熔膠,將融膠射入模穴之內,快速充填模穴成型。在微射出製程研究方 面,已完成基礎的成型參數與融膠充填流動觀察等實驗,在產能提升方面,也建 立了完整的微光學元件、雙面微結構、一模多穴的微射出成型技術。(成果如圖 5-3所示) 6. 創新型微光學增光分色片概念之實現: 本研究利用微機電系統與微複製成型技術,製作整合微透鏡(Micro-lens)與改 良式之閃耀式光柵(Blazed Grating)等微光學元件於同一層高分子薄膜上,經過光 學量測後,週期 4µm 之光柵光學繞射效率≧41%,而週期 3µm 之光柵光學繞射 效率≧35% (圖 5-4)。在光利用效率上已經超越傳統彩色濾光片之極限(33%), 對於提升影像感測器之畫質與效能上有很大的幫助。 表5-1 研究成果 具體查核項目 第二年查核點要求 第二年實際成果
光阻成型- 灰階光罩製程 (子計畫一) 微透鏡尺寸: 直徑=25.0±2.0µm 焦距=162.0±5.0µm 光柵尺寸: 寬度=3.0um±0.2µm 厚度=1.0±0.2µm PDMS 翻製後: 1.RGB 確實定位且以 6~10μ m 為子畫素尺寸。 2.RGB 繞射效率≥30% 製程良率>70% 微透鏡尺寸: 直徑=25.0±2.0µm 焦距=162.0±5.0µm (以子畫素為8μm 為主) 光柵尺寸: 寬度=3.0um±0.2µm Thickness=1.0±0.2µm 繞射效率已提升至35%以上 製程良率≧70% 微精密電鑄成型 (子計畫一) 微透鏡部份: 直徑=25.0±2.0µm 焦距=162.0±5.0µm 光柵部分: 寬度=3.0um±0.2µm 厚度=1.0±0.2µm 電鑄厚度:1.0±0.2mm 微透鏡尺寸: 直徑=25.0±2.0µm 焦距=162.0±5.0µm 光柵尺寸: 寬度=3.0um±0.2µm Thickness=1.0±0.2µm 電鑄厚度:已成功電鑄出各種厚 度之鎳模。 晶片與晶圓尺寸 熱壓成型 (子計畫二) 微透鏡部份: 直徑=25.0±2.0µm Surface Roughness≦500nm 光柵部分: Pitch=3.0±0.2µm Thickness=1.0±0.2µm 熱壓翻製後:RGB 確實定位 且以6~10μm 為子畫素尺 寸。RGB 繞射效率≧30% 製程良率>90% 已成功製作出晶片與晶圓尺寸之 微增光分色片。 微透鏡尺寸: Diameter =25.0±1.0µm
Surface Roughness (Ra)=460nm 光柵尺寸: Pitch=3.0µm±0.2µm Thickness=1.0±0.2µm 熱壓光柵成品繞射效率≧35% 製程良率:複製性良好,良率超 越 90% 晶片尺寸一模 多穴微射出成型 (子計畫二) 微透鏡部份: 直徑=25.0±2.0µm Surface Roughness≦500nm 光柵部分: Pitch=3.0µm±0.2µm Thickness=1.0±0.2µm 熱壓翻製後:RGB 確實定位 且以6~10μm 為子畫素尺 成功射出一模四穴具雙面微結構 的微增光分色片 微透鏡尺寸: Diameter =25.0±1.0µm
Surface Roughness (Ra)=460nm 光柵尺寸:
Pitch=3.0µm±0.2µm Thickness=1.0±0.2µm
寸。RGB 繞射效率≧30% 製程良率>70% 射出成品繞射效率量測≧35% 製程良率:複製性良好,良率超 越70% 微透鏡Ni模 塑膠微透鏡 熱壓成型 熱壓成型 塑膠光柵 光柵Ni模 圖5-1微光學元件之複製性
圖5-2 晶圓尺寸雙面微結構微熱壓成品
3um閃耀式光柵繞射效率分析 0 10 20 30 40 50 -3 -2 -1 0 1 2 3 繞射階數 繞射效率(%) Red Green Blue
Diffraction Efficiency Analysis
0 10 20 30 40 50 60 -2 E ff ic ien cy (% ) -1 0 1 2 Diffration Order Red Green Blue 週期寬度4µm 光柵 週期寬度 3µm 光柵 圖5-4精密光學繞射元件的繞射效率
5.2 衍生貢獻
本研究計畫成功整合微光機電製程與精密塑膠成型技術,並且已建立一套微 小精密元件的設計與製造流程,此模組技術與開發經驗將可應用於其他光電、生 醫領域,對於提昇我國在微奈米製程與創新研發設計製造技術方面的能力上有很 大的助益。本研究計畫之衍生技術與應用包括: 一、傾斜吸收式灰階微影技術之建立:可製作形狀複雜且微小的光機電零組件與 生醫元件。 本研究團隊發展出一套利用一般正光阻來當作吸收層之改良型傾斜吸收式 灰階微影法,其流程圖如圖5-5所示,並敘述如下: 步驟(一):將設計製作完成之灰階光罩(HEBS Mask)以正常之曝光、顯影程 序先於透明之玻璃基板上製作出第一道非完美的閃耀式光柵。再將此一已製作具 有光柵圖案之透明玻璃基板當作第二次微影製程之光罩使用,並以上小節所述敘 之光阻吸收能量之效果為此一方法之概念,再進行第二次之灰階微影。 步驟(二):在進行第二次之灰階微影時,考量第一次灰階微影所製作出之頂點偏向中心之閃耀式光柵的偏移角度,計算出於第二次灰階微影時所需傾斜之角 度,而於第二次灰階微影曝光時對光罩及欲成型之光阻層傾斜貼合而進行此一角 度之傾斜,修正原本頂點偏向中央之閃耀式光柵圖案,使其更趨於完美,但此步 驟中須注意曝光角度勿超過計算值,否則所成型之閃耀式光柵的垂直邊將超過 90°,導致成型性更差。 步驟(三):考量於第二次灰階微影時,因將所製作具有光柵圖案之透明玻璃 基板與欲成型之光阻層相貼合後,中間會產生一層空氣層,導致紫外光穿透過上 層已由步驟(一)製作完成之閃耀式光柵時,欲再進入此一空氣夾層時,會在較傾 斜邊因超過臨界角而產生全反射現象,使得部份紫外光無法進入下層待成型之光 阻進行二次曝光,嚴重影響曝光之效果,故於貼合前先塗佈一層折射率與玻璃及 光阻相匹配之液體,如甘油等。 步驟(四):曝光時所需之能量須考量曝光時因傾斜角使紫外光於玻璃及光阻 產光部份反射以及入射光阻之距離隨角度增加,而予以依照比例增加曝光時間, 所增加之比例約為正常曝光時間之1.4 倍,所得之閃耀式光柵外型結構較完美。
圖5-5 改良型傾斜吸收式灰階微影法流程圖
利用此一吸收概念,應用於曝光過程之中,可將入射之紫外光能量依照行經 光阻之厚度的變化,而產生相對應的入射光吸收的強弱變化,如此一來,同樣可 產生灰階光罩之效果而製作出多樣之三維微結構。
二、晶圓接版技術:可製作大面積的微奈米結構與複製模板。 傳統精密模具製作成大面積且具有微結構之技術相當困難;反觀以微機電製 程技術可輕易製作微結構但卻受限於晶圓尺寸而無法製作大面積。因此,本研究 團隊成功地開發矽晶圓側向接合技術,並製作超晶圓尺寸且具微結構之模具。以 4 吋(100)與(110)矽晶圓非等向性蝕刻技術,製作光柵微結構及光滑側向蝕 刻面進行接合,再利用微熱壓技術與 PVC 材料將接版表面複製。本研究之結果 已成功地將接合表面高差控制於 1μm 之內、接版間隙控制於 6μm 之內。而複 製部分亦將接合表面高差與接版間隙分別控制於次微米與微米的程度。此一成果 不僅驗證了本研究構想與設計的可行性,更可應用於超大面積具微結構之精密模 具技術開發,未來將可應用於大尺寸光電顯示器關鍵零組件之製造與開發上。圖 5-6 為創新晶圓接版製程示意圖。即利用非等向性蝕刻的方式吃穿整片晶圓,再 使用環氧樹脂作晶圓熱接合,最後再使用熱壓成型技術製作低成本、大面積的微 結構元件,目前接版後的縫隙寬度約5〜6µm(如圖5-7所示)。
Oxidation, LPCVD Si3N4, RIE, KOH
RIE
Si3N4 SiO2 Si
Si3N4 SiO2 Si Oxidation, LPCVD Si3N4, RIE, KOH
RIE (110) Si wafers 圖5-6 創新晶圓接版製程技術 接版(右) 接版(左) 6μm 接合接版 圖5-7 晶圓接版結果
具有微結構之大面積矽晶片接版如圖5-8 所示。其大小為6.5cm * 19.5cm, 已如 8 吋晶圓般,但其最大尺寸絕不僅於此,只需將接版元件持續往兩旁接合, 即可得到超大面積之母模,輕易地超越12 吋矽晶圓的限制。 Wafer I Wafer II Wafer III 19.5 cm 圖5-8 超晶圓尺寸之晶圓接版模具
三、氣體微熱壓技術之開發:可量產製造大面積的塑膠光學薄膜元件(TFT-LCD 光學膜),及奈米壓印之應用。 (1) 氣體微熱壓成型之開發 鑑於傳統壓板機構之施壓方式,會導致壓力不均,複製面積不大且精度受 限;且剛體對剛體直接加壓,容易將矽晶圓、玻璃等脆性材料模具壓破;而薄膜 之類的熱壓物,壓板亦難完全緊密貼合加壓等先天問題。本計劃提出一種全新的 微熱壓成型方式,利用氣體等向、等壓之物理特性,直接施壓在模具與塑膠上, 可達到均勻壓力分布、大面積、不壓破矽晶圓之微熱壓目的。 本氣體微熱壓成型原理,係使用氣體直接加壓模具與塑膠。在現有熱壓機台 上,加裝一密閉模腔(Chamber),腔內之模具與塑膠可藉由熱盤加熱冷卻。當塑 膠加熱超過玻璃移轉溫度(Tg)達軟化可塑狀態時,再灌入高壓氣體直接施壓至此 熱壓組合,使模具上的微結構複製至塑膠表面,而不藉由傳統剛體(熱盤)對剛體 施壓機構。 其詳細成型步驟如圖5-9所示。過程可分為備料、加熱、氣體加壓、氣體保 壓冷卻、洩氣、脫模取出成品。依序步驟說明如下: (a) 先將塑膠材料平鋪置放於模具上,其中該塑膠/模具之堆疊組合係放在一加熱 冷卻盤上。 (b) 接著將一模腔蓋住此塑膠/模具堆疊組合,使其成為一密閉空間。 (c) 藉由熱盤加熱,將溫度提高至該塑膠之玻璃轉移溫度以上,使塑膠處於軟化 可塑性狀態,同時並通入高壓氣體,經由壓力控制閥將此氣體壓力調至塑膠 的成型壓力條件,此時塑膠因受壓力而開始模穴的充填,俟一段時間後,開 始進行冷卻,氣體並持續保壓。 (d) 當塑膠完成整體工件輪廓的充填後,經由壓力控制閥將氣體洩出,再打開模 腔,取出成品。
模腔 加熱及冷卻管路
(a)
備料 熱盤 模具 塑膠(b)
模腔下降(c)
氣體加壓(熱盤加熱) 及氣體保壓(熱盤冷卻) 氣體吹入(d)
氣體排出,開模,取出成品 塑膠複製品 圖5-9 氣體微熱壓成型方法示意圖(2) 氣體微熱壓成型製作塑膠生物晶片 我們以四英吋矽晶圓的生醫流道晶片為模具,實際進行氣體微熱壓測試。熱 壓用的塑膠薄膜為聚氯乙烯膜(PVC film),屬於不定形塑膠,玻璃移轉溫度約為 80℃,厚度為 200 µm。矽晶圓母版上佈滿了微流道,此為生物晶片載具,如圖 5-10所示。微流道寬度尺寸範圍為40~150 µm,深度則為 35 µm 左右。 圖 5-10 微熱壓實驗用四英吋矽晶圓模具照片 實驗熱壓溫度設定為90℃,氣體(氮氣)操作壓力為 30 kgf/cm2,持壓時間為 2 分鐘。經由表面輪廓儀並配合顯微鏡量測觀察微結構表面成型性,比對矽晶圓 母模上的微流道與塑膠薄膜上的微流道複製品,發現微結構複製效果良好,如圖 5-11所示。
(a) 矽晶圓母模
(b) 塑膠複製品
(3) 氣體微熱壓成型製作 TFT-LCD 之光學薄膜 基於我國平面顯示器產業在政府政策推動下蓬勃發展,並被列為二兆雙星之 一重點產業,本研究團隊將延續此產官學研共同合作開發之經驗與模式,充分發 揮已建立之創新研發設計與精密製造量產之整合技術平台,利用光學模擬設計平 面顯示器之關鍵光學薄膜,再利用微機電與電鑄技術製作產品母模,最後以氣體 微熱壓成型量產成品。圖5-12為TFT-LCD 關鍵光學薄膜。 (a) TFT-LCD 之光擴散膜 (b) TFT-LCD 之菱鏡片 圖5-12 TFT-LCD 關鍵光學薄膜
(4) 氣體微熱壓成型於奈米壓印之應用
奈米壓印技術為美國普林斯頓大學周郁教授在 1996 年所提出的創新微影技
術,是一種針對發展奈米等級以下線寬的微影技術。此技術與傳統熱壓製程相 似,係利用具有奈米結構之精密模具(此奈米模具材料可為矽晶片或金屬)壓印在
一塗佈熱塑性高分子材料(如 PMMA)之基板上,當溫度提高至玻璃轉移溫度
(Glass Transition Temperature, Tg)以上時,此熱塑性高分子材料會隨著模具表面 結構而成形。待溫度冷卻之後高分子材料固化,移開模具,並以乾蝕刻清除殘餘 光阻,進而將模仁上之圖案以 1:1 的方式轉印至基板上。其技術關鍵在於如何達 到壓力之均勻控制,並且有效提高模具與阻劑的接觸面積進而提高有效轉印面 積。本研究團隊開發之氣體微熱壓成型與軟模壓印技術,可達到均勻壓力分布、 大面積且模具與基材完美貼合之目的;已成功壓印出 12 吋晶圓面積的微奈米結 構,同時為國內相關新世代之創新微影製程開發邁出了重要的一步。圖 5-13 為 軟模氣體微熱壓印製程示意圖;圖 5-14則為 12 吋晶圓面積的微奈米結構壓印成 果。 Seal Film Chamber PDMS Mold Resist Substrate Heating & Cooling
Gas Blowing
四、衝擊式微射出成型機之開發:可快速量產高精度、低成本之微小塑膠元件。 衝擊式微射出成型,主要原理是以氣壓推動衝錘,以高速行進中的衝錘撞擊 射出的柱塞桿,推動熔膠,將融膠射入模穴之內,快速充填模穴成型,而衝擊式 微射出機可以用氣壓及衝錘之重量調整射速與動能,以達到各種不同的射出成型 功能。衝擊式微射出成型機其構造與實體照片如圖 5-15、圖 5-16 所示,射腔之 內徑可以依成品大小做更換調整,以調整各射出量的控制,所以可以應付各種尺 寸微細零件的射出成型。鎖模單元是利用複式刀座做合模動作,可作後壓縮的研 究。 射出單元動力源主要為空氣壓縮機所提的氣壓,氣體壓力由壓力閥作控制, 壓力最高可達 120psi。氣壓缸頂出桿之射出速度最高可達 4000mm/sec。
融膠單元為利用一加熱器(Hot sprue nozzle ,MASTIP CO. MASFLOW SGL) 及一溫度控制器(INCOE CO. DTC-10,J-TYPE),將位於套筒內的塑料融熔並控制 融膠溫度 衝擊式射出成型機的作動流程,如下所示: (1)將預塑料置入射腔套管內,模具合模 (2)射出柱塞前進推動塑料至塑料加溫裝置,塑料預熔,達到塑化及溫度均勻之目 的。 (3)射腔套管前進深入射出模具內,準備射出。 (4)衝擊前進機構作動,帶動衝擊撞錘前進並撞擊射出柱塞桿,推動融膠前進射入 射出模具內。 (5)衝擊前進機構後退,射腔套管抽退離開模具。 (6)射出柱塞抽退,回到原始位置,模具打開取出成品,進行下一週期。
圖5-15 衝擊式微射出成型機詳細構造 (4) (9) (16) (14) (18) (13) (7) (17) (15) (5) (10) (8) (6) (3) (2) Air (1) (19)
(1)adject position base for impact institution (2)air piston (3)impact hammer (4)injection plunger (5)injection sleeve movable institution (6)injection sleeve stationary base (7)melt unit (hot runner) (8)melt unit stationary base (9)injection sleeve (10)stationary-side mold base plate (11)plastic billet (12)mold cavities (13)injection mold (14)movable-side mold base plate (15)position stationary pin (16) mold clamp device (17)slip base for clamping mold (18)stationary base of the machine (19)supporting frames
(11) (12)
五、一模多穴超薄件微射出成型研究 (1) 一模多穴超薄微射出成型性研究 本研究所用之模具設計如圖 5-17 所示,其模仁可分為兩種:一種是以光滑 之精密墊片經由線切割加工所需之尺寸而成,主要作為多模穴充填流動平衡探 討;另一種是利用灰階光罩(gray mask)以半導體製程技術將微結構製作在矽基材 上,再以電鑄的方式,翻製出具有微結構之鎳金屬層,其次,將電鑄完成之鎳模 仁以先線切割方式切除邊緣不平整部分,再利用研磨機精確的背拋至 0.3mm 厚 度,最後以線切割機加工所需之尺寸而成,主要作為微結構複製成型之模仁。最 後再利用電熱管加熱、水冷卻的方式,快速且有效率的控制模具溫度。 模座 微模具 電熱