行政院國家科學委員會專題研究計畫 成果報告
固態氧化物燃料電池 MEA 組合元件之熱應力與破壞分析
研究成果報告(完整版)
計 畫 類 別 : 個別型 計 畫 編 號 : NSC 95-2623-7-002-007-ET 執 行 期 間 : 95 年 01 月 01 日至 95 年 12 月 31 日 執 行 單 位 : 國立臺灣大學材料科學與工程學系暨研究所 計 畫 主 持 人 : 薛人愷 計畫參與人員: 共同研究人員:郭東昊 研究生:葉子暘、張青龍 大專生:吳瑋儒 處 理 方 式 : 本計畫可公開查詢 中 華 民 國 96 年 03 月 03 日目
錄
第一章 前言...1 第二章 研究目的...4 第三章 文獻探討...5 3-1 有限元素分析簡介...5 3-2 ABAQUS 原理... 8 3-3 ABAQUS 分析結果的驗證...11 3-4 燃料電池的研發...12 第四章 研究方法...15 第五章 結果與討論...18 5-1 MEA 元件之製備...18 5-2 ABAQUS 應力模擬結果...20 第六章 計劃成果自評...25 參考文獻...27 附表...31 附圖...32一、前 言
現代科技的進步固然帶動經濟成長使人類生活富裕,但過度發展 的結果也使得自然環境的自我復原能力無法負荷,造成公害污染、可 用資源銳減,目前已危急我們的永續發展,其中最受世人矚目的是石 油能源的日益枯竭及全球溫室效應之日益嚴重等棘手問題。為了有效 控制這些問題,世界上主要的工業先進國家,於日本京都召開聯合國 氣候變化綱要公約會議,協議減少二氧化碳氣體排放,故新能源及相 關技術的開發,實已刻不容緩。燃料電池技術的開發,目前是在諸多 能源替代技術選擇,相當重要的一種技術[1-4]。 燃料電池發電基本上是一種電化學反應,發電主機不含迴轉元 件,與傳統電池相若,十分安靜。舉例而言,即使在 11MW 磷酸燃料 電池發電廠附近,所測得的噪音量也低於五十五分貝。自燃料電池技 術所產生的能源,符合環保方面的要求。由於目前經由劇烈燃燒反應 所產生的能源,會有嚴重的廢氣污染,廢氣中含有一氧化氮、氧化硫 等危害人體的空氣污染物。燃料電池因不經由燃燒方式,所以較一般 發電方式更為乾淨。舉例而言,若以氫氣作為燃料,則反應主要產物 為純水,符合環保要求[4]。 燃料電池(Fuel cell)是一種經由電化學反應的步驟,它能直接將 化學能轉變為電能,不需經過燃燒的過程,產物除了電能外,只有純 水及二氧化碳,所以不會帶來任何的污染[1]。不像傳統的火力或核能 發電,需先產生高溫,將燃料之化學能或核能轉成熱能,利用熱能製 造高壓及高溫的水蒸氣來推動渦輪機及發電機,使熱能轉換為機械 能,再變成電能。燃料電池反應步驟簡單,發電效率高、發電體積小, 當多組的單位元件重疊在一起時,即可串連增加電壓及電能,故燃料 電池應用範圍十分的廣泛。由於使用燃料電池技術的能量轉換效率高可 50%以上,如果再利用汽電共生的技術,將反應時釋放的廢熱回收, 總熱效率及可能超過 80%。此外,由於燃料電池具備所謂的模組性, 可以依用電量大小來增減模組的數量,其規模可小至數瓦(W),大 至百萬瓦(MW),極具彈性化。此特色使得它的機動性極高,特別 有利於現場發電,可以直接供給用戶電力[1,4]。 近年來燃料電池在技術上有極大的突破,其中以固態氧化物燃料 電池(SOFC)、質子交換膜(PEMFC)及直接式甲醇(DMFC)燃 料電池最被看好。世界各國政府均投入大量人力及資金開發。我國工 研院能資所過去長期著重在磷酸燃料電池(PAFC)的研發及測試,在 二、三年前則開始對PEM燃料電池進行研發,初期研究僅限於小瓦數 燃料電池(小於100瓦)。國內有關燃料電池的研究發展,主要在低溫 高分子或磷酸鹽型燃料電池方面的研究,較少於陶瓷電解質的研究。 然而,中高溫燃料電池較低溫型有較佳的環境穩定性,亦具有未來發 展的潛力。 目前各種燃料電池中,固態氧化物燃料電池(SOFC)的發展相當快 速,主要是因操作溫度最高,電能轉化效率大,排放的污染最低且價 格較低。SOFCs中發展最完整與最具商業化潛力的是採用以氧離子傳 導的氧化釔安定化氧化鋯(YSZ)電解質材料為主,陰極材料是具電荷 導電之多孔狀 (La,Sr)MnO3,陽極材料是具多孔狀(Ni+YSZ)之陶金材 料。由於其操作溫度需達850℃~1000℃時才會有合適的離子傳導性, 當固態氧化物燃料電池操作溫度過高時,預期會引起許多熱應力方面 的問題,然而關於這方面的研究到目前為止仍並不多見。 燃料電池的基本單位是由陽極、陰極和電解質層等三部分組成, 經 由 適 當 的 製 程 可 製 作 燃 料 電 池 組 合 元 件 (Membrane-Electrode Assembly,MEA)[2,3]。此外值得一提的是,在燃料電池中的陽極亦可
稱為負極,陰極亦可稱為正極。然而,對於個別正極、負極和電解質 層等三種材料的開發,仍不足以完成具有經濟效益之燃料電池組合元 件。此因燃料電池組合元件於製作或使用的過程中,極可能因組合材 料之熱膨脹係數之差異,及製程(或運轉)溫度差而產生的熱應力發生 破壞。舉例而言,MEA元件採用負極(固態氧化物電解質+NiO+碳黑)、 電解質層及正極(正極材料+碳黑),經堆疊與1200~1300o C高溫熱壓 製成緻密三明治結構的MEA元件,經氧化處理使碳黑燒除形成多孔 型,再經還原處理使 NiO 變成Ni,如此就可以構成緻密的固態氧化 物電解質兼具多孔質的正極與負極。而此多層材料於熱壓製程後的熱 應力如何分佈及其使用中的穩定性,極需自力學的觀點,建立各種燃 料電池組合元件之設計與可靠度評估之準則。 傳統上材料之設計通常是以經驗為主,發展出初步結果後再行測 試,若測試結果不合要求則更改設計,如此反覆交替進行直到滿足其 功能上的要求為止。這種試誤法不論是在時間或金錢上都是相當的不 經濟且缺乏效率。隨著電腦科技的日新月異,電腦輔助設計與製造 (CAD/CAM)已對製造業產生重大的影響。而電腦輔助工程分析 (CAE)更提供設計者一個極為便利的分析工具。近年來,有限元素 分析法愈來愈受到重視,因為這是以最少的成本而能達到與實際情況 最為接近的虛擬實驗方式,實驗過程可以在螢幕上完整觀察、反復瀏 覽、討論、局部放大、重要過程細分成許多小步驟來分析…等。本研 究中所使用的ABAQUS程式,主要針對MEA元件熱應力方面的問題, 進行一系列的力學模擬,期能自力學模擬中瞭解各種固態氧化物燃料 電池 MEA組合元件之殘餘應力與進行破壞分析。
二、研究目的
本研究主要以理論模擬之方式,支援研究所開發的正極材料、固 態電解質及負極材料之組合,並自力學觀點研究其與各種電解質之匹 配性,以利高溫熱壓製成緻密三明治結構的 MEA 元件。研究中主要 採用傳統式之陶金材料及固態電解質…等組合,進行各種固態氧化物 燃料電池 MEA 組合元件之熱壓製程,並使用 ABAQUS 軟體進行關 鍵變數之敏感度分析。最後,配合計劃所開發出之固態氧化物燃料電 池 MEA 組合元件,進行熱應力模擬與破壞分析,驗證此元件於高溫 狀態下之可靠度,並提出於未來可能改進的方向。希望藉由本研究發 展出固態氧化物燃料電池 MEA 組合元件的設計準則,以提供未來此 方面研發者之參考。三、文獻探討
3.1 有限元素分析簡介[5] 自從 1980 年代起,有限元素分析愈來愈受到重視,因為這是以 最少的成本而能達到與實際情況最為接近的虛擬實驗方式,實驗過程 可以在螢幕上完整觀察、反復瀏覽、討論、局部放大、重要過程細分 成許多小過程來分析…等[5]。而且若發現分析中的某些假設錯誤,只 要改變幾個數字重新輸入就可以再重新模擬,不必動輒更改實驗設 備、模(夾)具和製程。籍由有限元素分析模擬所節省的人力、物力、 時間均非常可觀。而隨著個人電腦軟、硬體於近十年中的快速發展, 現今所用的個人電腦之性能更遠超過以往的電腦工作站,使得使用電 腦的成本快速的下降,更直接的造成電腦使用的日趨普及。因此在競 爭激烈、講求正確又有效率的科技時代,電腦有限元素模擬分析,是 我們實驗分析之外所必需借助的有效工具。 由於不同材料在搭配做成複合材料以取各種材料之所長時,為了 確保其結構、組織、性質在各種製程環境下仍能保持其預定的功能要 求,己促使工業界開始使用各種有限元素分析軟體,進行功能、安全 及穩定性之模擬 [6]。為成功地分析線性變形的問題,不僅要考慮其 簡化過程,還要分析程式的執行時間的問題。也就是能在時間與疊代 (Interation)的過程中確實收斂,並提供力的平衡的唯一解。雖然有限 元素的理論同時適用於二維與三維的問題,但大部分軟體成功應用的 例子則仍是集中在二維的問題,較少見於處理三維的問題。尤其是處 理在材料模擬中經常遭遇到的潛變的問題,只有少數軟體能應付三維 的問題。但本實驗中所使用的 ABAQUS 有限元素分析軟體,即能有 效而精確的處理上述常見工程上的問題。 本研究主要是採用 ABAQUS 有限元素分析軟體,對於各種不同的材料組合,進行殘餘熱應力的模擬分析,而採用此分析軟體的主要 理由分述如下[5-7]: 1. ABAQUS 不論是在學術上或工業界上都己普受肯定,ABAQUS 之品質驗證(Quality Assurance)己達核子反應櫨設計規範的標準,這 對分析結果的可靠度將有相當大的助益。 2. ABAQUS 軟 體 系 統 包 括 ABAQUS/Standard— 為 一 泛 用 目 的 (General Purpose)的有限元素分析程式,採用內隱(Implicit)時間積分 法,適用於一般的靜態問題的分析;ABAQUS /Explicit 為一外顯動 態有限元素程式,採用外顯(Explicit)時間積分法,適用於三維、動態 問題的分析 8-11。 3. ABAQUS 為一拉格蘭吉(Lagrange)程式,對於預測材料成形大變形 分析相當適用,因而 ABAQUS 應用在金屬成形方面已有相當廣泛而 成熟的基礎[8]。 4. ABAQUS 具相當廣泛而且開放地提供由使用者可自行添加外掛副 程式的功能(User Subroutine),預留給使用者極大的發展空間,故為 一個強而有力的研究工具。允許使用者能專心地對其特定領域副程 式做一更深入的探討撰寫,以發展出本身所需要的功能[9]。 5. ABAQUS/Standard 的發展時間遠長於 ABAQUS/Explicit,因此功 能上亦比 ABAQUS/Explicit 完整複雜許多。此外,ABAQUS 的元素 庫(Element Library)提供了相當完整的幾何模擬能力,模擬的構建亦 能以不同的元素組合而成,能更真實的模擬結構的行為[7-11]。 隨著電腦速度與計算能力的提升,有限元素軟體已被稱為虛擬機 器(Virtual Machine),藉著這個功能強大的工具,我們便可脫離盲目的 嘗試、實驗(試誤法,Try and Error)來改善產品的法則。進而改從了解 問題的根本著手,配合有限元素軟體做模擬實驗,最後再依據分析結
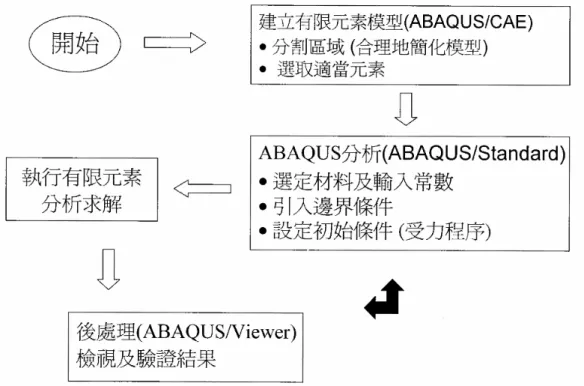
果做出適當的建議,這將是本論文中大部分的分析模式。 自從牛頓發明微積分,以微分方程描述物理現象中之微小變量。 而後電腦發明,將微分方程轉換成積分方程式對時間空間分割後,再 轉換成聯立代數方程,而造成有限元素法之發明。因為電腦不會做微 分或積分的問題,所以利用展開式,將微積分的問題轉變成用電腦的 特長:+、-、×、÷(亦即線性方程式)來解決[12-16]。圖 3.1 即為有限元 素理論之背景簡介。 有限元素法是屬於數值方法的一種,基本上是將一連續系統 (Continuous System)分割為有限數目的區域,每一區域稱之為元素 (Element),同時並假設主變數(Primary Variable)的值在元素中可以某些 內插函數(Interpolation Function)表示,並且均能符合物體統馭方程式 (Governing Equation)之弱變式(Weak Form),經過一番處理之後,最後 求得的乃是位於節點(Node)處的主變數值。因此有限元素法可視為變 分法(Variational Method)之分段應用。以下就有限元素法解題的幾個步 驟加以說明[17]: 1. 分割區域,建立網格(Mesh,元素與節點之組合體) 求得節點座標與元素之聯結矩陣(Connectivity Matrix) 將材料及工件之幾何形狀做合理的簡化以省去不必要的 分析。 2. 推導元素方程式 將統馭方程式化為弱變式,求得元素方程式 選擇適當的元素,以分析必要的現象 依所選取的元素,代入計算 3. 材料性質選定 選擇適當的材料行為模式
使用可靠的材料常數 4. 引入邊界條件及設定初始條件 模擬材料在製造過程中所受的限制及各初始值 5. 求解 線性方程式:僅為簡單的線性聯立方程式求解 非線性方程式:需以疊代(Interation)方式解決,如直接法 (Direct Method)或牛頓法(Newton’sMethod)求解
6. 資料之後處理 由解出之主變數與其他關係式求出各變數,如:應力及應變 處理並運用結果,以圖形顯示其變數,並加以研判分析 圖 3.2 即為上述 1~6 步驟之示意圖。本研究即依據上述分析步驟 逐一分解。以下將就建構有限元素方程式以及求解方法,作一較為深 入的描述。 3.2 ABAQUS 原理[5,8] 若想推導出分割元素的解,必先從物理上求得物體之統馭方程式 (Governing Equation)[17]。而其以積分型態出現的弱變式,則為建構有 限元素式的基礎。以本研究為例,統馭方程式即為最終組合元件之平 衡方程式,而弱變式則與虛功原理形成相同。於平衡狀態時自物體切 下一任意區域,設其體積為 V,且包裹該區域的面積為 S,則達此靜 平衡狀態之充要條件為: 0
S V fdV tdS F ...(1)
0
x t dS
x f dV M V S ...(2) 其中 t 為單位面積所受的表面接觸力(Surface Traction),f 為單位體積由柯西定理(Cauchy’sTheorem),表面接觸力 t 與真實應力 σ間具有以 下之關係: n t ...(3) 其中 n 為表面 S 上向外的單位向量,式(1)可改寫為: 0
Sn dS V fdV ...(4) 應用高斯定理(Gauss Theorem ),將(4)式第一項中的面積分化為體積 分,並與第二項合併: 0
f dV x V ...(5) 由於當初所取的區域是任意的,故: 0 f x ...(6) 上式即為一般常見的力平衡方程式,而在力矩平衡方面,式(3.2)經由 以上類似處理可得: T ...(7) 此式說明真實應力矩陣具有對稱性。故應力張量中只有六個分量是相 互獨立,且若應力矩陣為對稱矩陣,則必將自動滿足力矩平衡方程式, 而往後我們僅需考慮(6)式之力平衡方程式即可,故該式即為物體之統 馭方程式。 根據前節所言,接下來應將統馭方程式以弱變式表示,故以虛速 度δv為測試函數(Test Function),將平衡方程式(6)與虛速度作內積之 後對整個區域做體積分,如下所示: 0
V x f v dV ...(8) 改寫上式左邊第一項:
dV x v v x dV v x V V
: ...(integration by part)
V S x dV v dS v n : ...(Gauss theorem)
V S x dV v vdS t : ...(Cauchy’s theorem)...(9) 將上式代入(8)式:
V V S x dV v vdV f vdS t : ...(10) 其中右側虛速度場之梯度: W D x v ...(11)D 與 W 分別為伸張張量(Stretch Tensor)以及旋轉張量(Spin TRensor)則: W D x v : : : D : ………..……….…………(12) 因 W 為反對稱,故(σ:δW)=0,(9)式化為:
V S V:DdV v tdS v fdV …………..……….……(13) 方程式(13)即為虛功原理,其物理意義為:對於符合連續條件的任意一 虛速度場,外力作功的功率,等於物體於虛速度場變形下內部應力作 功的功率。 前述所推得的弱變式(或虛功方程式)(13),係針對平衡狀態下的 區域作積分,此區域轉換成已知參考狀態的區域。若我們採用更替拉 格朗日描述(Updated Langrangian Description),則此已知參考狀態乃前 一次求出之平衡態,由(13),將其進一步改寫為:
V T S T V c vdV f vdS t dV 0 : ...(14)(Piola-Kirchhoff)應力與拉格朗日應變張量。第二種派歐拉-克希荷夫應 力與格林(Green)應變張量、克希荷夫應力與歐拉(Euler)應變張量…等 等,若將上式化為增量形式並引入物體之性質關係式 (constitutive relation,在我們的問題中為彈-塑性材料之應力-應變關係),可得最終 我們所需要的弱變式供建構有限元素方程式使用。 3.3 ABAQUS 分析結果的驗證 本研究所用到的驗證方法是當材料是否因應力超過材料本身的 強度,而產生破壞跟實驗相同時,即驗證成立。在使用 ABAQUS 有 限元素分析法驗證之前,必需先發現實際材料破壞所遭遇到的問題, 並對該問題有初步的了解。所有模擬結果均無法直接解決問題,只能 幫助瞭解問題,並提供解決問題的線索。圖 3.3 即為研究中驗證分析 流程圖。 在面對一個實際材料破壞案例時,首先要將破壞部分加以簡化, 並選擇適當的分析元素,將重點部位提出討論。如果實際分析的幾何 模型具中有對稱軸或原點對稱的關係時,即僅考慮以軸對稱將模型分 割成原型的幾分之一模擬,即可有效地簡化分析模型。在實際模擬幾 何分割時,所需分割的元素量不用太多,以利於程式執行與避免檔案 過大的困擾。但是在材料破壞的地方,因為所在應力、應變梯度變化 過大,故應驗證的需要,可以分成較密的網格,以獲致較正確的分佈 的狀況。這些都是我們所必須注意到的重點。有關使用有限元素程式 要點如下,簡要敘述如下[5,16]: 建模前 深入了解問題 認清分析目的
選擇合適的有限元素軟體 確定分析準確度的要求 建模時 合理的簡化問題 選擇適當的元素 選用適當的材料模式 使用可靠的材料常數 了解分析程序的特性 完成分析後 檢驗結果的合理性 充分了解結果的物理意義 善用有限的分析結果、改正實驗缺失 當然在模擬分析出來的結果與實驗結果之間還是有些差距,如何 彌補這個差距即是工程分析者責無旁貸的責任。這不僅跟分析者的功 力與經驗有關,亦與對相關理論背景的了解有深切的關係,故要培養 分析者對材料破壞型式的洞析能力相當重要。在這個激烈競爭的環境 中,用分析的方法來瞭解並改進複雜設計與製造程序以獲得精良產 品,是科技工業進步的重要指標之一。 3.4 燃料電池的研發 燃料電池是一種直接能源轉換技術,故不受傳統熱機的效能限制, 而具有較高的能量轉換效率。隨著環保意識的提高及能源來源日益困 難,燃料電池科技已成為本世紀最重要的能源發展技術之一,各先進 國家無不投入大量的資源進行研究與開發[18]。如前所述,固態氧化 物燃料電池(SOFC)為一種極具商業化潛力的燃料電池,其特徵為電極
組成材料及電解質均為固體,電解質安定不蒸發且結構簡單,可以在 1000℃左右的高溫下運轉,加上能量轉換率最高,可應用在大型發電 系統組等優點。至於固態氧化物燃料電池組合元件則是由正極材料、 負極材料與電解質材料等三個部分所組成,其中正極和負極皆為多孔 性材料,以固態電解質將之隔開。有關這些材料在燃料電池中的功能 分述如下[18,19]: 1. 正極:正極材料需要具有高電子導電性、相穩定性與孔洞結構。 此外,由於要在氧化環境下操作,因此無法使用一般的金屬材料, 必須改用氧化物材料 2. 負極:因其與燃料直接接觸,故需兼具良好的電子導電率及在還 原環境中具有優異的穩定性。此外,本材料在結構上必須能讓燃 料及反應後的產物可以很容易的進出,因此需要為孔洞結構。 3. 電解質:此一固態電解質為具有高導電性的離子導體、低電子導 電率、穩定的晶體結構、適當的機械強度與良好的緻密性。 常見的正極材料包含Sr-doped Lanthanum Manganite(LSM)…等系 列材料;負極材料包含由鎳及釔安定化氧化鋯(Ni + Yttria-Stabilized Zirconia, YSZ)所構成多孔質陶金材料;電解質材料為具螢石結構 (Fluorite)之釔安定化氧化鋯(YSZ)[19]。然而,目前大部分的研 究均集中於材料製備方式、顯微組織與性質之關聯…等方面,欠缺以 力學觀點對各種固態氧化物燃料電池組合元件內部之熱應力進行探 討,極待加強補充之[20-28]。 在過去的二十餘年中,金屬與陶瓷材料或陶瓷材料與陶瓷材料間 之接合(Joining)受到了極大的重視[29-32]。 於現有的接合製程中,其 共同所遭遇到的問題之一,即是由於金屬與陶瓷材料的熱膨脹係數不 同,於接合冷卻後所引起的殘餘熱應力。如前所述,本研究中MEA內
正極材料、負極材料與電解質材料大部分均屬陶金複合材料。而大部 分的陶瓷材料所能夠進行的塑性變形非常有限,於製程或使用中殘餘 應力在陶瓷材料內部所引發的張應力,可能造成材料或接合界面的破 壞。因此,為了能夠得到良好的接合強度,就必須降低此種由於熱膨 脹係數差異所引發之殘餘應力。就目前的文獻中,許多方式曾被用來 降低此殘餘熱應力。例如:利用多層結構 (Multilayered Structure)來降 低熱應力[33-35]。此種方式是利用中間層之塑性變形來消除部份熱應 力。此中間層必須具備高韌性、低降伏強度及適當的熱膨脹係數 [36-40]。而另一種是目前受到相當重視的材料,稱為功能性梯度材料 (Functionally Graded Materials, FGM) [41,42]。此材料是利用成分的梯 度變化,來改變接合填充材料之熱膨脹係數。藉由填充材料熱膨脹係 數的配合,以減少界面的熱應力。這些降低異種材質內熱應力的方式 或概念,亦均可用於MEA組合元件之設計中。 曾經有許多文獻曾提出應用各種固體力學理論或模擬程式,預估 異種材料接點內的殘餘應力[43-48]。本人先前亦曾經使用ABAQUS軟 體,成功的模擬硬銲接點內殘餘熱應力及熱疲勞狀態下之累計塑性變 形量[29-30]。本研究亦將使用ABAQUS軟體模擬分析異種材料(MEA 組件)於製程中的殘餘熱應力,及MEA組件於使用中的累計塑性變形 之估算。配合MEA實物的熱疲勞測試及SEM破壞分析的實驗結果,可 與上述ABAQUS模擬結果比對,這將有助於瞭解MEA組件於測試後的 破壞機構,並建立各種燃料電池組合元件之設計與可靠度評估準則。
四、研究方法
研究中採用之正極材料為(La0.7Sr0.3)MnO2.85(LMO)、固態電解質
材料為 10%Bi2O3-Ce0.9Gd0.1O1.95(CGO)之材料組合[49]。研究中使用
ABAQUS 電腦模擬軟體配合熱壓製作試片,分析接合界面之殘餘熱應 力分佈及累計塑性應變。這將有助於瞭解 MEA 元件於製造及未來使 用中的破壞機構,以提供業界未來研發參考與使用。
實驗中以固態反應法合成陶瓷粉體(La0.7Sr0.3)MnO2.85,將各金屬氧
化物La2O3、SrCO3、MnO2粉末按化學計量比混合後,加酒精溼球磨12
小時,轉數為 600 rpm,經過烘箱乾燥後使用100號目篩網過篩之後 800oC/6 h (10oC/min)第一次煆燒[49]。燒完後用研缽研磨將固態燒結所 形成的塊狀物打散成粉後再過篩,之後拿去1450o C/12 h第二次煆燒, 燒完後經過24 h/600rpm濕球磨,再經由烘箱中乾燥取出及過篩,達到 分 散 與 造 粒 的 雙 重 目 標 後 , 得 到 最 後 的 粉 體 。 電 解 質 材 料 (Ce0.9Gd0.1)O1.95 粉末製備方式與(La0.7Sr0.3)MnO2.85類似,差別在於中間
只進行一次煆燒過程950o C/3h (10oC/min)。將(Ce0.9Gd0.1)O1.95粉末與 Bi2O3粉末依重量比9:1混合均勻,然後800 o C/3 h第一次煆燒,再來研 磨並以100號目篩網過篩,之後1000o C/ 3 h第二次煆燒,最後研磨過篩 然後拿去濕球磨24 h/600 rpm,經由烘箱中乾燥取出及過篩後即得到粉 體。最後負極材料是將(Ce0.9Gd0.1)O1.95粉末與金屬Ni依體積比1:1混 合,加入少許酒精成泥漿狀攪拌均勻後烘乾備用[49]。 對於三明治結構的MEA元件部分,首先將進行固態電解質之製 做,先將配好的(Ce0.9Gd0.1)O1.95與10%Bi2O3-(Ce0.9Gd0.1)O1.95粉末各秤約
4.5g重量,之後利用油壓機在常溫下,以400psi加壓120秒成直徑約3 cm 之大圓碇,然後皆進行1550o
C高溫燒結3小時(10oC/min),表面研磨之 後控制大圓碇厚度為1.0~1.2 mm之尺寸大小。其次製作三明治結構的
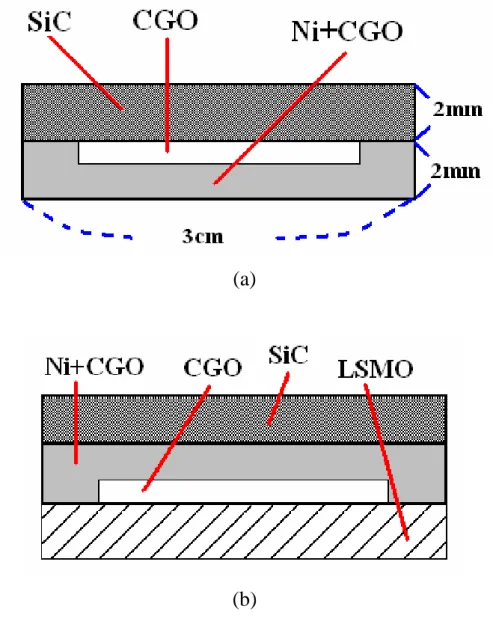
MEA元件[49]。將(Ce0.9Gd0.1)O1.95和金屬Ni依體積比1:1混合並加入少 許酒精攪拌成泥漿狀,然後拿去烘乾。烘乾後將粉體配約10克裝填於 石墨模具中,再將先前磨好的(Ce0.9Gd0.1)O1.95大圓碇置其上並鋪平,最 後填入適量的SiC粉末,開始第一次熱壓。在氬氣環境下,於1170o C 之熱壓溫度下持溫30分鐘,並施以單向400 psi油壓壓力,製成長寬皆3 cm,厚度約4 mm的正方形板狀塊材,如圖4.1(a)所示。再將碳化矽(SiC) 層磨掉,直到CGO層顯露出來。再來調配約8克(La0.7Sr0.3)MnO2.85粉末 裝填於石墨模具中並鋪平,將之前熱壓的正方形板狀塊材以CGO面朝 下放置其上,再鋪上SiC粉末。在同樣在氬氣環境下,進行第二次熱壓。 於1100o C之熱壓溫度下持溫30分鐘,並施以單向400 psi油壓壓力, 熱 壓完成如圖4.1(b) 所示。最後,將塊材碳化矽層磨除,並將邊緣不含 CGO的部份切除,即完成三明治元件製作,如圖4.2所示[49]。 實驗中部分試片將進行顯微結構之觀察,以燒結後性質緻密之試 片,先以碳化矽砂紙研磨,經由1 μm之氧化鋁粉拋光,再以超音波洗 淨、烘乾。最後thermal etching (熱腐蝕)製程參數之後在真空中鍍上一 層金膜,利用掃瞄式電子顯微鏡,觀察試片的表面型態、晶粒大小、 以及有無第二相的產生。最後以EDS分析各晶粒的組成比例[49]。本 實驗採用的設備是Hitachi SEM,型號S-3500H。在晶相結構方面,將 製備完成的粉體與塊材試片使用Rigaku 18 kW Max-2500V X-Ray 繞 射儀(XRD)進行分析。操作條件為:銅靶(CuKα) ,加速電壓40 kV, 電流100mA,繞射角(2θ):10~60°,掃描速度4°/min;並採用(Joint Committee on Powder Diffraction Standards,JCPDS) 資料庫來定義各 種不同指向之晶粒,用來研判不同組成比例條件下材料之晶相結構。 至於ABAQUS模擬部分,研究中首先參考文獻或使用儀量測各式 固態氧化物燃料電池 MEA組合元件材料內,個別正極材料、負極材
料及固態電解質之熱膨脹係數、楊氏係數、抗壓強度及相關機械性質, 以提供ABAQUS模擬使用。其次,將上述所得之數據建構ABAQUS分 析模組,並使用三維彈塑性理論進行估算。研究中使用ABAQUS軟體 進行關鍵變數(如:各元件熱膨係數、元件尺寸效應等)之敏感度分析, 並將結果提供其它元件設計時參考。實驗中亦將上述各種MEA組合元 件進行SEM顯微組織觀察及元素成分分析,以推論其破壞機構並依據 實驗結果修正ABAQUS分析模型,並提升其可靠度。
五、結果與討論
5.1 MEA 元件之製備[49] 利用固態反應法製備的(La0.7Sr0.3)MnO3與 Ce0.9Gd0.1O1.95粉體,必 須經由高溫燒結程序來達到緻密化的效果。為瞭解粉體在不同燒結溫 度下的反應,實驗中對經過不同溫度燒結的正極材料(La0.7Sr0.3)MnO3 與電解質 Ce0.9Gd0.1O1.95進行 XRD 分析。圖 5.1 分別為(La0.7Sr0.3)MnO3 和 Ce0.9Gd0.1O1.95的 XRD 分析結果,證明其結晶性相當良好。由於製 備 高 溫 型 燃 料 電 池 (SOFCs) 之 MEA 三 明 治 結 構 時 , 正 極 材 料 (La0.7Sr0.3)MnO3與電解質 Ce0.9Gd0.1O1.95材料會接觸在一起。為了探討 此兩種材料在高溫時的化學反應穩定性,所以將(La0.7Sr0.3)MnO3 與 Ce0.9Gd0.1O1.95利用泥漿法等體積混合均勻後,進行不同反應溫度下的 XRD 化學反應性分析。自圖 5.2 中 XRD 分析實驗結果可知,這兩種 材料在高溫下仍保有自己本身的相,不會相互反應形成第三相。 製備固態電解質 Ce0.9Gd0.1O1.95與 10%Bi2O3-(Ce0.9Gd0.1)O1.95塊材 時,亦藉由 XRD 分析來進行結構鑑定。自圖 5.3(a)結果中發現兩者的 XRD 分析圖完全相同,看不到 Bi2O3的結晶相。此外,自圖 5.3(b)結 果中亦發現,10%Bi2O3-(Ce0.9Gd0.1)O1.95粉末的 XRD 圖也不見 Bi2O3 的結晶相。推論 Bi2O3可能在煆燒過程時就已經逸失,或者是和 CGO 固 溶 在 一 起 。 不 過 Ce0.9Gd0.1O1.95 粉 末 為 白 色 , 和 10%Bi2O3-(Ce0.9Gd0.1)O1.95的深黃色粉末有很大的差異,而且進行燒結 過 程 後 顏 色 仍 然 如 此 , 由 以 上 結 果 推 測 Bi2O3 有 可 能 固 溶 在 Ce0.9Gd0.1O1.95中而使 Bi2O3結晶相消失,導致 XRD 分析圖上看不到 Bi2O3的結晶相。 為瞭解 MEA 元件中各材料燒結體的微結構,燒結試片必須先經的觀察此表面微結構觀察是以掃瞄式電子顯微鏡(SEM)進行。首先, 將塊材(La0.7Sr0.3)MnO2.85試樣經研磨拋光以及 1100 o C/20 min 熱腐蝕; 其次,將塊材(Ce0.9Gd0.1)O1.95 試樣經研磨拋光和 1250 o C/30 min 熱腐 蝕 。 圖 5.4(a) 為 (La0.7Sr0.3)MnO2.85 表 面 顯 微 組 織 圖 , 其 中
(La0.7Sr0.3)MnO2.85 組成的表面晶界明顯,晶粒清楚又平整,為單一顏 色晶粒;而圖 5.4(b) (Ce0.9Gd0.1)O1.95表面顯微組織圖則是晶界並不明 顯 , 而 且 在 空 孔 附 近 有 樹 枝 狀 結 構 顯 現 。 研 究 中 將 10%Bi2O3-(Ce0.9Gd0.1)O1.95塊材,經過 1550oC/3h 燒結後,所製得塊材 再經過熱腐蝕 1250o C/30 min 程序後,SEM 表面顯微組織圖如圖 5.5(a)、5.5(b)所示。比較後發現,10%Bi2O3-(Ce0.9Gd0.1)O1.95 有許多白 色 大 孔 洞 , 且 孔 洞 內 佈 滿 針 狀 結 構 。 圖 5.5(c) 為 10%Bi2O3-(Ce0.9Gd0.1)O1.95塊材的背向式電子影像(BEI)。圖 5.5(c)中對
A 區進行 EDS 化學組成分析,元素 Ce、Gd、O 之原子百分比為 29.9、 3.6、66.5 和製備比例符合,不過卻找不到 Bi 組成。針對圖 5.5(c)在 B 區進行 EDS 化組成分析,元素 Ce、Gd、O、Al 之原子百分比為 22.3、 2.6、61.7、13.5。在背向式電子影像(BSE)觀察中,原子量愈大則愈亮, 反之愈暗。此處原針狀結構區域變成黑色,推論是因為此區域為孔洞, 所以會有 Al2O3跑進去,Al2O3分子量比 Ce0.9Gd0.1O1.95低所以變成黑 色。推測這些孔洞為抗熱腐蝕較弱的部分,本來可能含有 Bi2O3組成 在表面上,因熱腐蝕時變成氣體逸出。因為此塊材因掺雜 Bi2O3後顏 色明顯由白色變成深黃色,代表含有 Bi2O3,表面顯微組織看不到 Bi2O3,推測可能是因為燒結或熱腐蝕過程使表面的 Bi2O3逸失掉所造 成。
5.2. ABAQUS 應力模擬結果
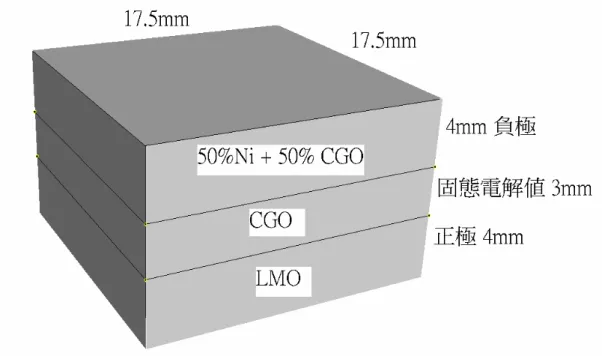
本研究先針對三層 MEA 組合元件以 ABAQUS 分析製程後之殘餘 應力分佈。圖 5.6 為 ABAQUS 模擬中 MEA 組合元件外觀示意圖,初 始分析尺寸是 17.5mm17.5mm11mm。模擬中以彈性模型為主、塑性 為輔。在線彈性(linear elastic)模型下,材料的熱膨脹係數(CTE)、楊氏 係數(Young’sModule,E)及 Poisson’sratio ()為必要的數據。必須先將 個別材料的 CTE、E 及求出,再依體積百分比換算成為各層的性質, 輸入 ABAQUS 軟體。表 5.1 為 ABAQUS 線彈性分析中相關材料之性 質。負極材料中 Ni 具有塑性變形能力,其降伏強度為 59MPa、抗拉 強度為 207MPa、伸長率為 30%。 ABAQUS 分析中使用三維元素(C3D8 elements)進行計算。分析中 座標軸 1 代表 X、座標軸 2 代表 Y 及坐標軸 3 代表 Z。由於圖 5.6 為 對稱結構,可以把它切成相等的四塊進行模擬。圖 5.7(a)為有關以此 1/4 結構之相關座標位置,圖 5.7(b)為進行 ABAQUS 模擬時邊界條件 的設定。六個應變分量(E11、E12、E13、E23、E22、E33)和六個應力分量(S11、
S12、S13、S23、S22、S33) 輸出之外,MISES(Von-Mises 應力)、PEEQ(累
計之塑性應變)、SP(主應力值)...等參數,可以自輸出過程中得到。有 關上述後三者的定義可以簡述如下:
(1) Mises: Von Mises 等值應力 (Mises equivalent stress)
ij ijS S q 2 3 (其中 ij ii ij ij S 3
,ij KronekerDelta)…...(15) (2) PEEQ: 等值塑性應變 (equivalent plastic strain)
Pl ij Pl ij Pl d d PEEQ 2 3 ………...……….…...(16) (3) SP1、SP2 及 SP3 分別是最小、中間及最大的主應力值。 由於 Ni 在 600o C 以上的強度很低(低於 10 MPa),故假設此 MEA元件超過 600o C 時內部的應力值均很小,而可以忽略。故 ABAQUS 模擬的初始溫度為 600o C。此外,假設材料在冷卻的過程中,試片內 部並無溫度梯度。換言之,牛頓冷卻(Newtonian cooling)過程被應用於 此模擬中。由於試片的尺寸不大,此假設亦屬合理。
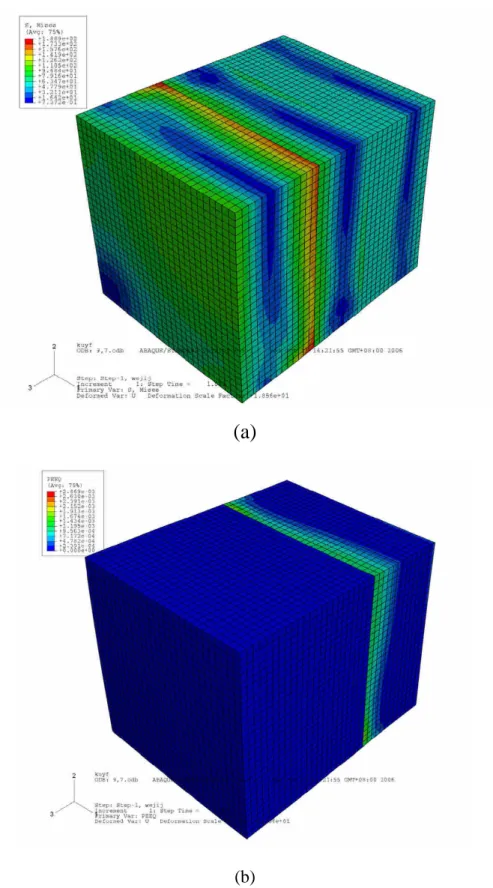
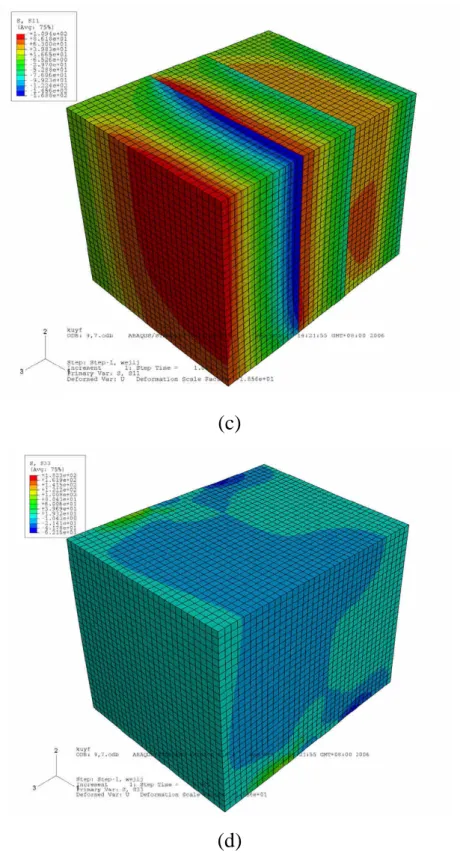
圖 5.8 顯示 ABAQUS 分析 MEA 元件(LMO/CGO/CGO+Ni)之 Mises、S11、S33 等應力及 PEEQ 結果。自圖 5.8 (a)中 Mises 應力分佈 結果可知,最大 Mises 應力發生在 LMO (正極材料)與 CGO(固態電解 質)交界處,其大小約為 189MPa。雖然 LMO 與 CGO 之熱膨脹係數差 異比 CGO 與 Ni + CGO (負極材料)之間的差異為小,但在實際的模擬 中只有在 Ni + CGO 負極材料中才有塑性變形之能力。由於其降伏強 度僅為 59MPa,故在 CGO 與 Ni + CGO 界面上 Mises 應力值遠較 LMO 與 CGO 界面為低。圖 5.8(b)為 ABAQUS 分析中等值塑性應變 (PEEQ) 之分佈,由於 PEEQ 值不會出現在彈性分析中,故僅有 Ni + CGO 負 極材料中才可觀察到等值塑性應變。圖 5.8(b)中顯示,最大 PEEQ 出 現於 CGO 與 Ni + CGO 界面上僅約 0.29%。 圖 5.8(c)為 ABAQUS 分析中 S11 及 S33 應力分佈。由於此處 S11 與 S22 應力類似,故此處僅列出 S11 進行比較。自圖中可知 S33 應力 值遠低於 S11,故於其後的分析中將省略 S33 應力。自圖 5.8(c)中發現 特別在 LMO 與 CGO 之交界處,其最大張應力為 109 MPa、最高壓應 力為 169 MPa。由於此處應力轉換過於劇烈,極有可能發生碎裂情況。 此外,在 LMO 正極材料表面亦發現以張應力為主,最大值亦高達 109 MPa,反觀 Ni + CGO 負極材料之表面並無此現象發生。據此推論, LMO 表面可能因 S11 張應力過大而發生 x-y(或 1-2)平面上裂紋。如圖 5.9 所示,在實際的製作的 LMO/CGO/CGO+Ni 組合元件內,LMO 與 CGO 交界處可以發現有部分裂紋產生,此點與本模擬結果符合。
其次,模擬中將進行尺寸效應對於 MEA 元件中,殘餘應力分佈 的 影 響 。 研 究 中 初 始 分 析 MEA 元 件 之 尺 寸 是 17.5mm17.5mm11mm。圖 5.10 為 MEA 元件在不改變各層厚度的條 件下,長度尺寸減半對 ABAQUS 應力模擬結果之影響。相較於圖 5.8(a),雖然圖 5.10(b)中最大 Mises 應力值自 189 MPa 略為增加至 195 MPa,但圖中具有高 Mises 應力的紅色區域已大幅縮小。類似的應力 狀態亦可在 S11 應力的比較中發現。圖 5.10(c)中 S11 應力值約略與圖 5.8(c)中 S11 應力值相當,但由於尺寸減小,圖 5.10(c)中 S11 高應力(紅 色區域)已大幅縮小。此外,圖 5.10(b)、5.10(c)中低應力區(藍色)的體 積亦大幅增加。故減少 MEA 元件的尺寸雖無法降低元件內部的最大 應力,但將有助其平均應力的減小而降低其製程的困難度。 圖 5.11 為 MEA 元件在不改變各層厚度的條件下,面積大小增加 四倍對 ABAQUS 應力模擬結果之影響。相較於圖 5.10(b)中最大 Mises 應力值為 195MPa,圖 5.11(b)顯示最大 Mises 應力值降低至 164MPa。 而圖 5.11(d)中 PEEQ 值(0.15%)亦較圖 5.10(d)中為低。然而,圖 5.11(b)、(c)中 Mises 及 S11 高應力(紅色區域)已大幅增加,這代表增 大每層接觸面積,將導致製程上的困難度亦相對增加。
圖 5.12 為 MEA 元件尺寸效應之比較,其中 5.12(a)為 Mises 應 力,5.12(b)為 S11 應力。如前所述,圖中低應力區(藍色)的面積隨著 元件尺減少而大幅增加。故減少 MEA 元件的尺寸將有助其平均應力 的減小而降低其製程的困難度。 為瞭解改變各層熱膨係數對 ABAQUS 分析結果的影響,在不改 變初始分析 MEA 元件之尺寸(17.5mm17.5mm11mm)的條件下,中 重新設定正極材料、固態電解質之 CTE 分別為 6、6 ppm/K 進行模擬, 相關 Mises 應力及 PEEQ 分佈結果如圖 5.13 所示。自圖 5.13(a,b)中
Mises 應力分佈結果可知,最大 Mises 應力發生在正極材料與固態電解 質交界處,其大小約為 205MPa,較圖 5.8(a)為高(189MPa)。與圖 5.8(a) 不同,本例中最大 Mises 應力發生在固態電解質與負極材料界面處外 端(圖 5.13(b)),這是由於此二者熱膨脹系數差異大幅增加所致。圖 5.13(c,d)為 ABAQUS 分析中等值塑性應變 (PEEQ)之分佈,由於 PEEQ 值不會出現在彈性分析中,故僅有負極材料中才可觀察到等值塑性應 變。如前所述,圖 5.13(d)顯示最大 PEEQ 出現於與負極材料靠近界面 處約 1.54%,此值遠高於圖 5.8(b)中的 0.29%。由於 1.54%的塑性變形 遠高於一般的彈性極限(0.2%),而一般陶瓷材料在室溫附近的變形能 力極差,故預期在實際的製作中,於固態電解質與負極材料界面處將 會發生劣化。 為瞭解改變各層熱膨脹係數時,對於 MEA 元件內應力及應變之 影響,圖 5.14 為改變正極及固態電解質層熱膨脹係數時,對於 MEA 元件內最大 Mises、S11 應力及 PEEQ 值之影響。圖中 1、2 (或 x、y 軸)分別為正極材料及固態電解質之熱膨脹係數:6、7、8、9、10、11 及 12 ppm/K,至於 z 軸則為分別為 Mises(圖 5.14(a))、S11(圖 5.14(b)) 應 力值及 PEEQ (圖 5.14(c))。由於圖 5.14 為 3D 立體圖形為便於觀察, 圖中將計算結果自小而大分別著色為深藍、藍、淺藍、淺綠、綠、黃、 菊等 7 種顏色,以利比較。 自圖 5.14(a)中可以得知,MEA 元件中最大 Mises 應力值將發生 在正極材料 CTE 為極大(12 ppm/K)及電解質 CTE 為極小(6 ppm/K), 或正極材料 CTE 為極小(6 ppm/K)及電解質 CTE 為極大(12 ppm/K) 時,此時所引發出的 Mises 應力將高達 450 MPa。就不具塑性變形能 力的陶瓷材料而言,此應力將足以導致 MEA 元件發生碎裂。另一方 面,當正極材料的 CTE 值接近電解質 CTE 時,Mises 應力將大幅降低
至 200 MPa 以內(圖中淺藍及深藍部分)。在改變所有 CTE 值的模擬 中,Mises 應力的極小值發生在正極材料及電解質之 CTE 均為 12 ppm/K。這是由於負極材料中含有 Ni,其 CTE 為 13 ppm/K。若正極 材料及電解質之 CTE 均能趨近於 Ni 時,此熱應力將趨近於最小值。 圖 5.14(b)為為改變正極及固態電解質層熱膨脹係數時,對於 MEA 元 件內最大 S11 值之影響。圖 5.14(b)之應力分佈與圖 5.14(a) Mises 分佈 結果類似。圖 5.14(c)為改變正極及固態電解質層熱膨脹係數時對於 MEA 元件內最大 PEEQ 之影響。由於只有負極材料於常溫下才有塑性 變形能力。因此,在研究中發現電解質之熱膨脹係數對於 PEEQ 影響 遠大於正極材料。當電解質 CTE 自 12 ppm/K 減少到 6 ppm/K 時,PEEQ 值將大幅攀升;反之,當正極材料 CTE 自 12 ppm/K 減少到 6 ppm/K 時,PEEQ 值增加速度較為緩慢。 圖 5.14 中的紅點顯示 LMO/CGO/CGO+Ni 組合元件之 ABAQUS 分析結果,圖中顯示其 Mises 或 S11 應力值過大。若欲降低其熱應力 至藍色安全區域,使用功能性梯度材料為其界面有其必要性。圖 5.15 為使用梯度界面改善 MEA 元件之殘餘熱應力,其中 5.15(a)為 MEA 組合元件外觀示意圖、5.15(b)為 Mises 應力、5.15(c)為 S11 應力及 5.15(d) 為 PEEQ。自圖中可知無論是 Mises、S11 及 PEEQ 值皆大幅下降,故 於電解質與正極(或負極) 之界面使用梯度材料,將可大幅改善 MEA 元件之殘餘熱應力。
六、
計畫成果自評
本計劃主要以理論模擬之方式,自力學觀點研究其與各種電極材 料之匹配性,以利製作 MEA 組合元件。研究中主要是採用傳統式陶 金材料及固態電解質…等組合,變化各種尺寸及熱膨脹系數,自力學 之觀點提出製作固態氧化物燃料電池 MEA 組合元件的設計準則。相 關重要結論詳述如下: 1. 研究中製備固態電解質 Ce0.9Gd0.1O1.95與 10%Bi2O3-(Ce0.9Gd0.1)O1.95 粉體或塊材時,藉由 XRD 分析來進行結構分析,顯示各自結晶性 相當優良[49]。此外,(La0.7Sr0.3)MnO3與 Ce0.9Gd0.1O1.95粉體利用泥 漿法等體積混合均勻後,進行不同反應溫度下的燒結研究。自 XRD 分析實驗結果可知,這兩種材料在高溫下仍保有自己本身的相, 不會相互反應形成第三相,故使用上述材料製備 MEA 元件具可行 性。2. 自 ABAQUS 分析 S11 應力分佈可知,在 LMO 與 CGO 之交界處, 其最大張應力為 109 MPa、最高壓應力為 169 MPa。由於此處應力 轉換過於劇烈,極有可能發生碎裂情況。此外,在 LMO 正極材料 表面亦發現以張應力為主,最大值亦高達 109 MPa,反觀 Ni + CGO 負極材料之表面並無此現象發生。據此推論,LMO 表面可能因 S11 張應力過大而發生 x-y(或 1-2)平面上裂紋。在實際的製作的 LMO/CGO/CGO+Ni 組合元件內,LMO 與 CGO 交界處可以發現 有部分裂紋產生,此點與本模擬結果符合,故研究中所建構之 ABAQUS 模型具有相當的可靠度。
3. 自模擬結果顯示,減少 MEA 元件的尺寸雖無法降低元件內部的最 大應力,但將有助其平均應力的減小而降低其製程的困難度。反 之,增加 MEA 元件的尺寸將造成平均應力的增大而增加其製程的
困難度。依據研究結果顯示,如欲降低其熱應力至安全區域,電 解質與正極(或負極)材料熱膨脹係數之差異應低於 2 ppm/K。 4. 研究結果顯示,於電解質與正極(或負極) 之界面使用梯度材料, 將可大幅改善 MEA 元件之殘餘熱應力。 目前已完成本計劃預期的全部實驗,包含:固態氧化物燃料電池 MEA 組合元件內正極材料、負極材料及固態電解質之製做、以熱壓製 程製作 10%Bi2O3-(Ce0.9Gd0.1)O1.95、(La0.7Sr0.3)MnO3粉體或塊材、MEA
元件、完成建構 ABAQUS 分析模組及使用 ABAQUS 軟體進行關鍵變 數(如:各元件熱膨係數、元件尺寸等)之敏感度分析。研究中並自力 學觀點建立各種燃料電池組合元件之設計與可靠度評估準則。本計劃 初步目標已圓滿達成。感謝國科會及經濟部於研究經費上的全力支 援,目前已準備發表 1 篇 SCI 期刊論文、2 篇會議論文及 1 篇碩士論 文。
參考文獻
[1] 詹世弘、蘇艾、翁芳柏,”An Overview and Future Prospects of Taiwan’sFuelCellDevelopment”, Proceedings of 2001 IFCS, June 21-22, 2001.
[2] J. Palsson, A. Selimovic, L. Sjunnesson, “Combined Solid Oxide Fuel Cell and Gas Turbine Systems for Efficient Power and Heat Generation”, J. of Power Sources, Vol. 86, pp. 442-448, 2000.
[3] N.Q. Minh, Ceramic Fuel Cell, J. Am. Ceram. Soc., Vol. 76, pp. 563-588, 1993.
[4] T.H. Etsell, S.N. Flengas, “The Electrical Properties of Solid Oxide Electrolyte”, Chemical Reviews, Vol. 70, No. 3, pp. 339-376, 1970. [5] 張博欽,有限元素分析在材料工程上的應用,東華大學材料所碩 士論文,1999。 [6] 陳文杰,Ti-6Al-4V超塑性行為模式之探討,台灣大學機械所碩士 論文,1993。 [7] 陳啟明,絕緣塗層對渦輪葉片的高溫力學效應,台灣大學機械所 碩士論文,1995。
[8] ABAQUS/Theory Manual, Version 6.5, Hibbitt, Karlsson & Sorensen, Inc., 2006.
[9] ABAQUS/Standard Example Problems Manual, Version 6.5, Vol.Ⅰ, , III,
Ⅱ Hibbitt, Karlsson & Sorensen, Inc., 2005.
[10] ABAQUS/Standard User’s Manual, Version 6.5, Vol. Ⅰ, Ⅱ, Ⅲ, Hibbitt, Karlsson & Sorensen, Inc., 2005.
[11] ABAQUS/Standard Verification Manual, Version 6.5, Hibbitt, Karlsson & Sorensen, Inc., 2005.
[12] M.J. Turner, R.W. Clough, H.C. Martin, L.J. Topp, “Stiffness and Deflection Analysis of Complex Structures”, J. Aeronautical Sciences, Vol. 23, pp. 805-824, 1956.
[13] K.H. Huebner, The FEM for Engineers, John Wiley & Sons, New York, USA, 1982.
[14] J.N. Reddy, An Introduction to the Finite Element Method, McGraw Hill Co., New York, USA, 1982.
[15] D. Hibbet, ABAQUS/Theory Manual, Version 6.5, Hibbitt, Karlsson & Sorensen, Inc., 2006.
[16] Getting started with ABAQUS/Standard, Version 6.5, Hibbitt, Karlsson & Sorensen, Inc., 2006.
[17] 陳復國,有限元素於U形彎曲製程回彈分析應用,台灣大學機械 所碩士論文,1994。
[18] A. Kilner, P. Barrow, R.J. Brook, M.J. Norgett, “Electrolyte for High Temperature Fuel Cell, Experimental and Theoretical Studies of the Perovskite LaAlO3”, J. Power Source, Vol. 3, pp. 67-80, 1978.
[19] 方冠榮,高導電性LaGaO3系超離子導體在固態氧化物燃料電池之
研究,國科會工程處金屬及陶瓷材料學門八十八年度研究成果報 告彙編(下),pp. 697-700,1999。
[20] A.F. Sammells, R.L. Cook, J.H. White, J.J. Osborne, R.C. MacDuff, “Ration Selection of Advanced Solid Electrolytes for Intermediate Temperature Fuel Cells”, Solid State Ionics, Vol. 52, pp. 111-123, 1992.
[21] J.A. Kilner, “A Study of Oxygen Ion Conductivity in Doped Non-Stoichiometric Oxides, Solid State Ionics”, Vol. 6, pp. 237-252, 1982.
[22] R.L. Cook, A.F. Sammells, “On the Systematic Selection of Perovskite Solid Electrolytes for Intermediate Temperature Fuel Cells”, Solid State Ionics, Vol. 45, pp. 311-321, 1991.
[23] N.Q. Ming, Ceramic Fuel Cell, J. American Ceramic Society, Vol. 76, No. 3, pp. 563-588, 1993.
[24] K. Huang, M. Feng, J. B. Goodenough, “Sol-Gel Synthesis of A New Oxide-Ion Conductor for Sr- and Mg-doped LaGaO3 Perovskite”, J.
American Ceramic Society, Vol. 79, No. 4, pp. 1100-1104, 1996. [25] K. Huang, M. Feng, J.B. Goodenough, “Electrode Performance Test
on Single Ceramic Fuel Cell Using as Electrolyte Sr- and Mg-doped LaGaO3”, J. Electrochemical Society, Vol. 144, No.10, pp. 3620-3624,
1997.
[26] P. Huang, A. Petric, “Superior Oxygen Ion Conductivity of Lanthanum Gallate Doped with Strontium and Magnesium”, J. Electrochemical Society, Vol. 143, No. 5, p. 1644, 1996.
[28] 張蕙芳,二十一世紀的發電技術燃料電池,能源季刊,第二十 三卷,第四期,pp. 64-78。
[29] W.D. Zhuang, R.K. Shiue, P.C. Chang, “Finite Element Analysis of the Residual Thermal Stresses in a Power Package with Two Different Leads”, International Journal of Microcircuits & Electronic Packaging, Vol. 22, No. 3, pp. 196-202, 1999.
[30] W.D. Zhuang, P.C. Chang, F.Y. Chou, R.K. Shiue, “Effect of Solder Creep on the Reliability of Large Area Die Attachment”, Microelectronics Reliability, Vol. 41, No. 12, pp. 2011-2021, 2001. [31] R.K. Shiue, C.T. Chang, L.W. Tsay, M.C. Young, “The Effect of
Residual Thermal Stresses on the Fatigue Crack Growth of Laser-Surface-Annealed AISI 304 Stainless Steel - Part I: Computer Simulation”, Materials Science and Engineering A, Vol. 364, Issue 1-2, pp. 102-109, 2004.
[32] L.W. Tsay, Z.W. Lin, R.K. Shiue, C. Chen, “Hydrogen Embrittlement Susceptibility of Laser-Hardened 4140 Steel”, Materials Science and Engineering A, Vol. A290, pp. 46-54. 2000.
[33] F. Hatakeyama, K. Suganuma, T. Okamoto, “Solid State Bonding of Alumina to Austenitic Stainless Steel”, J. of Materials Science, Vol. 21, pp. 2455-2461, 1986.
[34] S. Peteves, G. Ceccone, M. Paulasto, V. Stamos, P. Yvon, “Joining Silicon Nitride to itself and to Metals”,J.ofMetals, pp. 48-52, Jan. 1996.
[35] M.M. Schwartz, Ceramic Joining, ASM International, 1989. [36] M.M. Schwartz, Brazing, ASM International, 1989.
[37] S. Suresh, A.E. Giannakopoulos, M. Olsson, “Elastoplastic Analysis of Thermal Cycling: Layered Materials with Sharp Interface”, J. of Mech. Phys. Solids, Vol. 42, No. 6, pp. 979-1018, 1994.
[38] Y.L. Shen, S. Suresh, “Elastoplastic Deformation of Multilayered Materials during Thermal Cycling”, J. of Materials Research, Vol. 10, No. 5, pp. 1200-1215, 1995.
[39] B.T.J. Stoop, G.D. Ouden, “Diffusion Bonding of Silicon Nitride to Austenitic Stainless Steel with Metallic Interlayers”, Metallurgical Transactions, Vol. 26A, No. 1, pp. 203-208, 1995.
[40] H.C. Cao, M.D. Thouless, and A.G. Evans, “Residual Stresses and Cracking in Brittle Solid Bonded with a Thin Ductile Layer”, Acta
Metall., Vol. 36, No. 8, pp. 2037-2046, 1988.
[41] A. Mortensen, S. Suresh, “Functionally Graded Metals and Metal-Ceramic Composites: Part I Processing”, International Materials Reviews”, Vol. 40, No. 6, pp. 239-265, 1995.
[42] K.S. Ravichandran, “Thermal Residual Stresses in a Functionally Graded Material System”, Materials Science and Engineering, Vol. A201, pp.269-276, 1995.
[43] T.O. Williams, S.M. Arnold, Pindera, “Effectiveness of Graded Interfacial Layers in Reducing Residual Stresses in Ti Matrix Composites”, Proceedings of a Symposium Sponsored by TMS, Denver, Colorado, pp.187-203, Feb. 21-25, 1993.
[44] A.G. Evans, M.C. Lu, “Some Aspects of the Mechanical Strength of Ceramic/Metal Bonded Systems”, Acta Metall., Vol. 34, No. 8, pp.1643-1655, 1986.
[45] J.M. Howe, Bonding, “Structure, and Properties of Metal/Ceramic Interfaces: Part II Interface Fracture Behavior and Property Measurement”, International Materials Reviews, Vol. 38, No. 5, pp. 257-71, 1993.
[46] K.S. Ravichandran, “Thermal Residual Stresses in a Functionally Graded Materials System”, Materials Science and Engineering, Vol. A201, pp. 269-76, 1995.
[47] J.V.S. Krishna Rao, N. Hasebe, “Axially Symmetric Thermal Stress of an External Circular Crack under General Thermal Conditions”, Archive of Applied Mechanics, Vol. 65, pp. 374-89, 1995.
[48] M.Y. He, A.G. Evans, The Strength and Fracrure of Metal Ceramic Bonds, Acta Metall. Mater., Vol. 39, No.7, pp. 1587-93, 1991.
表 5.1 ABAQUS 分析中相關材料之機械及物理性質 Materials CTE
(ppm/K)
E (GPa) Poisson’s ratio LMO (正極材料) 7 200 0.25 CGO (固態電解質) 9 150 0.25 ZrO2(固態電解質) 10.3 200 0.25 Ni + CGO (負極材料) 11.2 178 0.31 Ni + ZrO2(負極材料) 11.85 200 0.31
圖 3.1 有限元素法發展背景簡介[5] 牛頓發明微積分 以微分方程描述物理現象中之微 小變量 有限元素法發明(1960) 將微分方程轉換成積分方程對時間空 間分割後轉換成聯立代數方程 (電腦的特長:+- × ÷)
(a)
(b)
圖 4.1 (a) CGO 與 Ni+CGO 在 1170o
C 溫度下進行第一次熱壓,(b) 第 一次熱壓後的塊材與 LSMO 在 1100o
圖 4.2 固態氧化物燃料電池 MEA 之三明治結構簡圖(固態電解質為 CGO)。
(a)
(b)
圖 5.1 (a) (La0.7Sr0.3)MnO3在 1200 o C/3 h 與 1300oC/3 h 燒結過程後的 XRD 分析,(b) (Ce0.9Gd0.1)O1.95在 1300 o C/3 h、1400oC/3 h 與 1550oC/3 h 燒結過程後的 XRD 分析[49]。
(a)
(b)
圖 5.2 (La0.7Sr0.3)MnO3與(Ce0.9Gd0.1)O1.95經泥漿法混合後經過不同燒
(a)
(b)
圖 5.3 (a) 經過 1550o
C/3 h 燒結過程後的(Ce0.9Gd0.1)O1.95與 10%Bi2O3
-(Ce0.9Gd0.1)O1.95塊材的 XRD 結構分析圖,(b) 10%Bi2O3-(Ce0.9Gd0.1)O1.95
材料的粉體與 1550o
(a)
(b) 圖 5.4 (a) (La0.7Sr0.3)MnO3 經 1450
o C/3 h 燒結及 1100oC/20 min 熱腐 蝕,(b) (Ce0.9Gd0.1)O1.95 經 1550 o C/3 h 燒結及 1200oC/30 min 熱腐蝕後 SEM SE 顯微組織觀察[49]。
(a)
(b)
(c)
圖 5.5 10%Bi2O3-(Ce0.9Gd0.1)O1.95塊材塊材表面 SEM 顯微組織:(a)
(a)
(b)
(a)
(b)
(c)
(d)
(a)
(b)
圖 5.9 由 於 S11 應 力 過 大 所 造 成 之 裂 紋:(a) LMO 表面 因 S11 張應力過大而發生裂紋,(b) LMO 與 CGO 交界處之破裂表面 形態。
(a)
(b)
圖 5.10 MEA 元件尺寸減半對 ABAQUS 應力模擬結果之影響:(a) MEA 元件外觀,(b) Mises。
(c)
(d)
圖 5.10 MEA 元件尺寸減半對 ABAQUS 應力模擬結果之影響:(c) S11、(d) PEEQ。
(a)
(b)
圖 5.11 MEA 元件大小增加四倍對 ABAQUS 應力模擬結果之影響: (a) MEA 元件外觀,(b) Mises 應力。
(c)
(d)
圖 5.11 MEA 元件尺寸增加四倍對 ABAQUS 應力模擬結果之影響: (c) S11、(d) PEEQ。
1/4 1
2 4
(a)
1/4 1
2 4
(b)
(a) (b)
(c) (d)
圖 5.13 改變正極及固態電解質層熱膨脹係數為 6、6 ppm/K 時 ABAQUS 應力模擬結果:(a) 正面 Mises、(b)背面 Mises、(c) 正面 PEEQ、(d)背面 PEEQ。
(a)
(b)
圖 5.14 改變正極及固態電解質層熱膨脹係數時對於 MEA 元件內最 大:(a) Mises 應力、(b) S11、(c) PEEQ 之影響。
(c)
圖 5.14 改變正極及固態電解質層熱膨脹係數時對於 MEA 元件內最 大:(a) Mises 應力、(b) S11、(c) PEEQ 之影響。
(a)
(b)
圖 5.15 使用梯度界面改善 MEA 元件之殘餘熱應力:(a) MEA 組合 元件外觀示意圖、(b) Mises 應力、(c) S11、(d) PEEQ。
(c)
(d)
圖 5.15 使用梯度界面改善 MEA 元件之殘餘熱應力:(a) MEA 組合 元件外觀示意圖、(b) Mises 應力、(c) S11、(d) PEEQ。
![圖 3.1 有限元素法發展背景簡介[5]牛頓發明微積分以微分方程描述物理現象中之微小變量有限元素法發明(1960) 將微分方程轉換成積分方程對時間空間分割後轉換成聯立代數方程(電腦的特長:+- × ÷)](https://thumb-ap.123doks.com/thumbv2/9libinfo/8825246.233577/34.892.266.651.227.935/之微量有限元素法發明將微分方程轉換成對時間聯立代數方程電腦.webp)
![圖 3.3 ABAQUS 分析與驗證流程圖[5]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8825246.233577/36.892.166.733.287.897/圖33ABAQUS分析與驗證流程圖5.webp)
![圖 5.5 10%Bi 2 O 3 -(Ce 0.9 Gd 0.1 )O 1.95 塊材塊材表面 SEM 顯微組織:(a) SEI、1k 放大倍率,(b) SEI、10k 放大倍率,(c) BEI[49]。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8825246.233577/43.892.282.612.138.1035/BiOCeGdO塊材塊材表面顯微組織1k放大倍率bSEI1放大倍率cBEI4.webp)