國立交通大學
電子物理系所
碩士論文
以二階段氫化物氣相磊晶法製作
非極性氮化鎵基板之研究
Two step growth of non-polar GaN
substrate by HVPE
研 究 生: 陳常臨
指導教授:李威儀 博士
以二階段氫化物氣相磊晶法製作非極性氮化鎵基板之
研究
Two step growth of non-polar GaN substrate by HVPE
研究生:陳常臨 指導教授:李威儀博士
Student:Chan-lin Chen Advisor:Dr.Wei-I Lee
國立交通大學
電子物理系所
碩士論文
Submitted to Institute of Electrophysics
College of Science
National Chiao Tung University
In partial Fulfillment of the Requirements
For the Degree of Master of Science
In
Electrophysics
July 2012
Hsinchu, Taiwan, Republic of China
i
以二階段氫化物氣相磊晶法製作非極性氮化鎵基板之
研究
研究生:陳常臨 指導教授:李威儀博士
國立交通大學
電子物理系所
中文摘要
在本論文中,我們成功利用二階段氫化物氣相磊晶成長法成長出 110µm 厚 度的非極性氮化鎵厚膜。我們發現在利用低溫高壓環境成長會形成規則的[1-100] 方向的條紋形貌,而此形貌相當類似傳統 ELOG 成長出來的形貌,後續,我們 即利用此形貌做第二階段成長。在第二階段成長中,利用變溫變壓實驗,我們發 現隨著溫度變高、壓力變低成長形貌有趨向側向成長與較平坦的趨勢。利用 SEM、 低溫 PL、XRD、拉曼光譜量測,我們發現第一階段成長時間的控制對於後續的 側向接平成長與磊晶品質將會產生重要的影響,而第一階段成長時間 20 分鐘為 最佳成長條件。從 SEM 側面圖我們觀察到二階段成長後產生一些孔洞,這類的 孔洞一般只有在利用黃光微影製程的 ELOG 技術才會產生,在此我們發現一種 新的方法來製造孔洞的產生。並且從量測中我們證明孔洞的產生不論對於磊晶品 質的改善、應力的釋放皆有相當的影響程度,那也是我們可以成長出 100µm 以 上的厚膜的關鍵因素。ii
Two step growth of non-polar GaN substrate by HVPE
Student:Chan-Lin Chen Advisor:Dr.Wei-I Lee
Department of Electrophysics
National Chiao Tung University
Abstract
In this research, we obtained the non-polar GaN substrate with a thickness of 110um successfully by two step growth method by hydride vapor phase epitaxy (HVPE). In the step one growth, a-plane GaN were formed triangular stripes along the [10-10] direction under low growth temperature.The morphology oftriangular stripes along the [10-10] direction is similar to traditional ELOG GaN. Thus, we use [10-10] stripe GaN to overgrow subsequently for obtaining advantages of ELOG technology. In step two growth, we tried to change pressure and temperature to obtain the best overgrowth condition. Growth direction will become lateral growth under high temperature and low pressure and the morphology of surface will trend to flat. Results measured by SEM, PL, XRD, Raman suggest that the growth time of Step one would dominantly affect crystal quality and subsequent coalescence. The best growth time of step one is twenty minutes. In this work, a new method is presented to produce the voids in a-plane GaN film using two-step growth method without optical lithography process. We also confirm that voids will release a part of stress and stop some basal-plane stacking fault. Existence of voids is a key point to grow 110um non-polar GaN.
iii
致謝
兩年了,感覺很長,卻又不知不覺的過去,「我問你們的答案你們都要回答 我,但你們問我的,我不一定會回答你們。」這是第一次見到老師時老師說的話, 事實上,大學四年的教育後,我很懂得老師這句話的意思,也欣然接受,既然接 受了,是男子漢就要無怨無悔,因此自始至終我都很能理解老師的作法,但其實 說真的,每個禮拜一次的 meeting,我還是得到了很多寶貴的意見,即使有時候 老師看似只是隨口提提,但在我的研究中卻也都是老師的提示而有了方向,天知 道,在短短的兩年研究生生涯裡,實驗方向是如此的重要,在此,我想感謝我的 指導老師,李威儀教授,讓我在這兩年間學到很多不同方面的事情、不同的思考 方式。 接下來我要感謝的是博班的奎銘、尹豪、彥顯、崇銘學長。雖然跟奎銘學長 相處時間不多,但只要有問題問學長學長都很樂意回答,也拿了一些很有用的文 獻給我,真的很感謝他。尹豪學長,是指導我實驗最多的人,真的覺得,如果此 次研究是我自己一個人做不知道會多無力,有時不知道該怎麼辦的時候都是跟豪 哥討論完才有些頭緒的,我的實驗的 template 也都是豪哥去幫我去無塵室長的, 學長平常有事情也會幫忙處理,學長這樣幫我,除了感謝還是感謝。接下來我要 感謝彥顯學長,我的實驗能順利完成的大幫手,還沒進 Lab 常聽到別人說機台時 常在出問題,甚至還要拿仙草蜜或乖乖去拜機台,而我主要的實驗機台 HVPE 卻沒這個問題,這都要感謝顯哥,在我的印象中,他排除異常的時間沒有超過兩 天過。崇銘學長,雖然接觸的時間比較少,但看他做事的積極度我真的很佩服, 每次跟他聊天也得到很多觀念,學長平常在公司要上班卻還是常常十點還打電話 到實驗室來關心,如果實驗室還有人他還會趕過來,如此有心的在職學長真的很 難找了。 感謝我已經畢業的學長姐們,川耘、祐任、子諒、姿宜、郁婷,首先感謝彭 彭,一開始進來實驗室其實有點緊張,還好彭彭對我們很不錯,也會找我們聊天。 從我接實驗開始,有時都會打電話去問祐任問題,讓我得到滿多方向,子諒是最 一開始教我 CMP 的人,姿宜和郁婷學姐也教了我們很多次 HVPE,從碩一開始 都是由學長姊們帶我們學機台,很多實驗上的事或是論文看不懂也都是問你們, 學弟我太愚笨造成你們的困擾的覺得很不好意思,謝謝啦! 謝謝我的同學,彥甫、卓翰、則銘,從碩一開始就一起讀書的好夥伴,我想 感謝我的同學們一路上的扶持。首先先講彥甫,不管最後的選擇的路要怎麼走, 以我對你的瞭解,只要多給自己一些信心,你都可以過得很好的。卓翰,從大學 看到現在,真的覺得你超聰明,你只要有認真、別失去對自己的信心,一定可以 做得很好,加油!則銘,其實在跟你聊很多課業以外的東西時得到非常多東西, 受益匪淺,最後,也祝你可以走到自己想要的目標!還有學弟們耀德、佳豪、書 雋,平常很多雜七雜八事都需要你們幫忙,真是不好意思了。接下來的學弟妹們 要靠你們帶了,加油吧,讓這個實驗室發光發亮就靠你們囉。iv 最後,我要感謝我的家人,爸爸、媽媽、哥哥、姊姊,常常做實驗做到很無 力時只要回到家裡休息兩天,後來到實驗室都會變得能夠專心、有動力研究,有 時候打電話回家,雖然只有聲音的傳播,但卻讓我得到最大的力量,感謝有你們 的陪伴。不管是誰,只要曾經幫助過我,在此,誠心地感謝你們,謝謝~
v
目錄
中文摘要 ··· i 英文摘要 ··· ii 致謝 ··· iii 目錄 ··· v 表目錄 ··· vi 圖目錄 ··· vii CH1.緒論 ··· 1 1-1.非極性氮化鎵材料歷史發展 ··· 1 1-2.研究動機與目的 ··· 5 CH2.實驗機台與量測儀器介紹 ··· 8 2-1.氫化物氣相磊晶機台及原理 ··· 8 2-2.掃描式電子顯微鏡(SEM) ··· 10 2-3.X 光繞射儀(XRD) ··· 11 2-4.光激螢光光譜儀(PL) ··· 13 2-5.拉曼光譜儀(Raman) ··· 14 CH3.實驗流程 ··· 16 3-1 利用二階段成長法成長 100um 以上之非極性氮化鎵厚膜 ··· 16 CH4.實驗結果討論 ··· 18 4-1.第一階段成長之研究 ··· 184-1-1.Maskless m-stripe 形貌之 a-plane GaN ··· 18
4-1-2.Maskless m-stripe 形貌之 a-plane GaN 形成機制之討論 ··· 21
4-1-3.隨時間變化 m-stripe a-plane GaN 形貌變化之討論 ··· 25
4-1-4.隨時間變化第一階段成長之量測探討 ··· 28 4-2.二階段成長之厚膜研究 ··· 32 4-2-1.在變溫、變壓下第二階段成長之形貌變化探討 ··· 32 4-2-2.改變第一階段成長時間對後續第二階段成長的影響之討論 ··· 35 4-2-3.二階段成長之量測討論 ··· 38 4-2-3-1.孔洞對二階段成長之應力釋放效應 ··· 38
4-2-3-2.孔洞對 basal-plane stacking fault 之阻擋效應 ··· 43
4-3.110um 厚度之非極性氮化鎵基板 ··· 44
CH5.結論 ··· 45
vi
表目錄
表 4-1-1-1. m-stripe a-plane GaN 成長參數 ··· 18
表 4-1-3-1.第一階段成長隨時間變化 m-stripe 寬度變化 ··· 27
表 4-1-4-1.第一階段隨時間變化 XRD racking curve 半高寬 ··· 29
表 4-2-1-1.變溫變壓實驗成長參數表 ··· 32
表 4-2-2-1.改變第一階段成長時間實驗參數表 ··· 35
表 4-2-2-2.調變第一階段成長時間孔洞之位置分布 ··· 36
表 4-2-3-1-1.stress free GaN E2 peak 波數對應表 ··· 38
vii
圖目錄
圖 1-1-1.使用 HVPE 成長約 50μm 的 a-plane 氮化鎵薄膜之 Nomarski ··· 2
圖 1-1-2. a-plane 氮化鎵成長於 r-plane 藍寶石基板上之 V-defect 圖 ··· 2
圖 1-1-3.以 HVPE 成長 1cm c-plane··· 5 圖 1-1-4.10mm x5mm 非極性氮化鎵基板氮化鎵厚膜 ··· 5 圖 1-2-1.氮化鎵極性面、半極性面、非極性面之示意圖[10] ··· 6 圖 1-2-2.氮化鎵材料極性與非極性面所造成能帶結構圖[11] ··· 7 圖 2-1-1.水平式氫化物氣相磊晶機台示意圖 ··· 8 圖 2-1-2.圖 2-1-2. 水平式氫化物氣相磊晶機台 reactor 示意圖 ··· 9 圖 2-2-1.掃描式電子顯微鏡示意圖 ··· 10 圖 2-3-1.X 光繞射儀之示意圖 ··· 11 圖 2-3-2.布拉格反射示意圖 ··· 12 圖 2-4-1. PL 裝置示意圖 ··· 14 圖 3-1-1.template 結構示意圖 ··· 16 圖 3-1-2.第一階段成長結構示意圖 ··· 16 圖 3-1-3.第二階段成長結構示意圖 ··· 17
圖 4-1-1-1.m-stripe a-GaN SEM tilt view ··· 18
圖 4-1-1-2.m-stripe a-GaN SEM cross-section view ··· 19
圖 4-1-1-3.利用 ELOG 技術之側向成長過程 ··· 19
圖 4-1-1-4.缺陷的阻擋效應 ··· 20
圖 4-1-1-5.由於熱應力造成的基板翹曲示意圖 ··· 21
圖 4-1-2-1.m-stripe a-GaN cross-section view ··· 22
圖 4-1-2-2.m-stripe a-GaN 橫切面示意圖 ··· 22
圖 4-1-2-3.文獻[18]變溫變壓實驗 ··· 23
viii
圖 4-1-2-5.各個面的 DB 密度 ··· 24
圖 4-1-3-1.第一階段成長隨時間變化 SEM plane-view ··· 25
圖 4-1-3-2.第一階段成長隨時間變化 SEM cross-section view ··· 26
圖 4-1-4-1.第一階段隨時間變化 XRD racking curve ··· 28
圖 4-1-4-2.第一階段隨時間變化 XRD racking curve ··· 29
圖 4-1-4-3.文獻[19]利用 ELOG 成長方式之 SEM 圖 ··· 31
圖 4-1-4-4.文獻[19]利用 ELOG 成長方式之 XRD 圖··· 31
圖 4-2-1-1.變溫變壓實驗 SEM tilt view ··· 33
圖 4-2-1-2.變溫變壓實驗 SEM cross-section view ··· 34
圖 4-2-2-1.Step1 成長隨時間變+Step2 120min SEM cross-section view ··· 36
圖 4-2-2-2.Step1 10min + step2 120min OM image ··· 38
圖 4-2-3-1-1.氮化鎵厚膜應力分佈示意圖 ··· 39
圖 4-2-3-1-2.隨深度變化的拉曼光譜 E2 high peak 趨勢圖 ··· 40
圖 4-2-3-1-3.Step1 20min + Step2 120min 側量拉曼量測圖 ··· 40
圖 4-2-3-1-4.使用 XRD 測量翹曲度示意圖 part1 ··· 41
圖 4-2-3-1-5.使用 XRD 測量翹曲度示意圖 part2 ··· 41
圖 4-2-3-1-6.XRD ω分量改變量對應基板翹曲之方向 ··· 41
圖 4-2-3-1-7.c 方向與 m 方向隨厚度變化之翹曲變化 ··· 43
圖 4-2-3-2-1.孔洞阻擋 basal stacking fault 示意圖··· 43
圖 4-2-3-2-2.低溫 PL 量測圖 18k ··· 43
圖 4-3-1.氮化鎵厚膜 on sapphire ··· 44
1
第一章 緒論
1-1 非極性氮化鎵材料歷史發展
非極性氮化鎵材料早在西元 1970 年代就有初步的發展,在 1976 年的時候, Sano 和 Aoki 就利用氫化物氣相磊晶成功在[1-102]方向藍寶石基板(sapphire substrate)上成長出[11-20] 方向的氮化鎵(a-plane GaN)材料[1]。然而,由於在本 質上非極性氮化鎵不管在與基板的晶格常數匹配度,或是在平面上生長的異向性 等等的問題都造成磊晶上的極大困難,因此即使在爾後的二十年間有許多的研究 團隊致力於這方面的研究,還是無法在基板上成長出平坦的非極性氮化鎵材料, 而這個窘境直到約西元兩千年後才有了進一步的突破。
2002 年,美國 UCSB 的 DenBaars 及 Speck 等人投入了 non-polar 材料的發 展,首次於 r-plane 藍寶石基板上利用 MOCVD 成長了 a-plane GaN 薄膜,並利 用 TEM 及 AFM 分析薄膜品質,發現 a-plane GaN 的螺旋差排(Treading
Dislocations, TDs)居然高達了 2.6×1010cm-1,且有大量的疊差產生,此外,AFM
的結果顯示表面十分不平整,由於有大量的差排穿遂至表面造成許多的坑洞產生。 由於大量的缺陷捕捉可發光的載子,因此這薄膜品質很難有良好的發光效率,即 使理論上 non-polar 的特性相較 c-plane 而言具有較佳的電子電洞復合率,但也會 因為大量的缺陷密度造成發光亮度不足的結果[2]
2003 年,Nakamura 博士於在 UCSB 和 Speck 及 DenBaars 等人合作研究利 用 HVPE 成功成長了約 50μm 的 a-plane GaN,如圖 1-1-1,但由 TEM 的進一
步分析,發現仍然沒有辦法克服上列問題,差排密度亦高達了 2×1010
cm-2 [3]。 此方法是先從低溫層成長的模式再升溫到一般高溫成長,此為常用的兩階段成長 模式。該成長模式可緩和高溫成長下應力累積所造成的破裂。
2
圖 1-1-1.使用 HVPE 成長約 50μm 的 a-plane 氮化鎵薄膜之 Nomarski
同一年,Speck 等人於 Journal of Applied physics (JAP)中發表一篇有關 a-plane GaN 成長在 r-plane 藍寶石基板的文章,文中利用 SEM、TEM 及會聚電 子束繞射技術(convergent beam electron diffraction, CBED)來探討在 r-plane 藍寶 石基板上難以成長 a-plane GaN 的原因,他們發現 a-plane GaN 在 m 方向及 c 方 向生長速率並不相同,且在 c 方向上 Ga 面的成長速率又比 N 面快了將近四倍, 因此造成表面不平整,且差排數量相當多。而典型在 c-plane 所成長的 V-defect, 在這個方向也已經變為 V-defect 的側向形狀,主要由兩個斜面{10-11}構成。[4]
3
接下來,2005 年,日本的 Fujitsu 等人在 JJAP 發表了利用雙層緩衝層來減 少 GaN 與基板晶格不匹配的問題,並比較兩種不同的結構之結果與差異發現雙 層緩衝層對與降低 TD 的確有相當的幫助。[5]
2006 年,DenBaars 等人提出在 MOCVD 成長過程中時加入一層 SiNx的
nanomask 之後再成長 a-plane GaN 可以有效減少差排與疊差密度分別至 9×109
cm-2及 3×105 cm-1。並由 AFM 影像可以知道利用 SiNx層之後亦可提升表面平整 度。[6] 非極性氮化鎵發展歷史中,在緩衝層上開設光罩圖形並搭配第兩階段磊晶方 式為一種常見的方法,將可以大幅降低高缺陷密度所造成低品質的厚膜。第一位 利用側向成長的方式降低在非極性面成長的缺陷是 Cracen[7]等人在 2002 年利 用 MOCVD 成長所達成。後續在 2003 與 2005 年 Haskell 發表這兩篇在 APL 的 文章提出以 HVPE 搭配不同 mask 條紋方向的 LEOG 方式成長 a-plane 與 m-plane
的氮化鎵材料,發現在 windows 與 wing 的 TD (107
~109 cm-2 )與 SFs(103 ~105
cm-1 )密度會因成長方向的變化而有不同,但總體而言缺陷密度比沒有結構的情
況 TD (>109
cm-2 )與 SFs(3~5x105 cm -1 )仍是可有效降低一至兩個 order。[8][9]
類似 ELOG 的另一種作法為類似 PENDEO 於 2006 UCSB 團隊發表在 APL 期刊上的結果,指出用 sidewall ELOG 方式以 MOCVD 成長在 r-sapphire 的非極
性氮化鎵薄膜,發現以此種方法成長的效果所產生的 TD~106
~107 cm-2,SFs 則 為 103
~104cm-1。[10]
而在 2011 年,台灣的成功大學蘇炎坤教授團隊也利用類似方法,一種稱為 One-Sidewall-Seeded Epitaxial Lateral Overgrowth 的技術成長出品質不錯的 a-plane GaN [15],此方法即是利用調變五三比去控制負 C 面的成長速度相對於 正 C 面非常緩慢,且正 C 方向的磊晶缺陷密度遠小於負 C 方向,因此利用此技 術可成長出品質相當好的非極性氮化鎵,在此篇文獻中的 HR-XRD 量測 C 方向 半高寬可到 507 arcsec;m 方向則可到 396 arcsec,並且從此篇文獻我們可發現產
4
生了大量的孔洞,雖然在孔洞上方的由於在接平過程中會產生一些線缺陷,但孔 洞的形成也可阻擋底下的差排,在另一方面,孔洞的形成也可減緩由於基板與氮 化鎵之間的熱膨脹係數不同所造成的熱應力,在此文獻中的 near band edge 幾乎 沒有藍移的現象。
日本 Fujitsu 等人將 r-plane 藍寶石基板斜切不同角度,並發現 a-plane GaN 在 0.5 度下的斜切角成長會具有較佳的表面粗糙度。而縲旋差排利用雙層緩衝層可
以有效抑制達到 5.5×109
cm -2,且疊差密度也減少至 2×105
cm -1。[11]
此外,Morkoç[12]等人亦發現愈高的溫度及愈低的 V/III 比例環境下較有利 於 a-plane GaN 在 r-plane 藍寶石基板上的成長。另外一篇,2007 由台灣交通 大學光電所郭浩中教授等人發表在 APL 的文獻指出,使用光罩沿著 r-plane sapphire 的<11-20>上開設 windows : mask=6µm:1µm 比例的圖形,並將其浸入 300℃磷酸五分鐘而成的 patterned sapphire substrate,以 MOCVD 成長氮化鎵薄
膜可將局部的 TD 降低至 107
cm -2 [13] 。
另外也有些人致力於開發有別於上述異質磊晶的方法,也就是具有同質磊晶 的氮化鎵基板。以目前商業化的情況來講仍以異質磊晶的方式在生產 LED,但 若能解決開發氮化鎵基板的難題,將不再有異質磊晶所面臨到的晶格不匹配或是 熱膨脹係數差異的問題。2006 德國 Bremen 大學的 T. Paskova 等人與美國 kyma Tech.合作用 MOCVD 搭配以 SiN 為 mask 的 c-plane sapphire 上成長一層薄膜, 再利用 HVPE 長厚至 7~8mm,接著沿 a 方向將其切下並量測其 in-plane 的ω-scan,
發現其 c-axis 與 m-axis 的異相性相差非常低,並且 FWHM 幾乎都小於 0.05 o,
此種方式會相當接近同質磊晶的晶格品質,但是缺點為橫切面的面積太小,對於 後續元件開發與製程較不符合經濟規模。[14]
5 圖1-1-3.以HVPE成長1cm c-plane 圖1-1-4.10mm x5mm非極性氮化鎵基板 氮化鎵厚膜
1-2.研究動機與目的
近年來,傳統含重金屬汞的日光燈管以及發光效率較低的白熾燈泡已漸漸被發光 二極體取代,發光二極體優勢有,體積小、發光效率高、耗電少、壽命長等,但 是目前為止還不能全面取代的原因之一是白光發光二極體的技術還不夠成熟。白 光是由紅光、藍光、綠光三種基本色的光所組成,所以白光發光二極體是由紅、 藍、綠二極體組成,紅光發光二極體發展歷史最悠久,發光效率也很高;但是藍 綠光二極體,因為材料的緣故,相較於紅光發展較慢,發光效率成長趨勢卻比紅 光快許多,但因為到目前為止還不夠成熟,因此,現今的白光發光二極體多以藍 光LED 激發螢光粉發出互補黃色光來達到白色光的效果。 氮化鎵是藍綠光發光二極體的材料之一,然而目前技術還不夠成熟的原因, 主要是找不到適合的基板來成長氮化鎵,現今的兩大難題分別為晶格常數不匹配 (Lattice Mismatch)與熱膨脹係數差異(Thermal Expansion Coefficient)。6
圖 1-2-1. 氮化鎵極性面、半極性面、非極性面之示意圖[10]
氮化鎵由晶格結構排列可以分成三種晶格面,分別為極性面(Polar Plane)、 半極性面(Semi-Polar Plane)、非極性面(Non-Polar Plane)。極性面指的是c-plane, 半極性面指的是<10-1-3>-plane、<10-1-1>-plane、<11-22>-plane等,而非極性面 指的是<11-20> a-plane、<1-100> m-plane。極性在此主要由兩種原因形成,第一 種是因為藍寶石基板和氮化鎵磊晶層間因為晶格不匹配所產生的晶格形變,這個 形變將會產生單位晶格內靜電場不等於零而產生電場,此為壓電效應所產生的壓 電電場(Piezoelectric Field)。第二種原因是,在做量子井結構時,電場的方向與 氮化鎵晶格中三五族原子排列為平行的情況下自發性的內建電場會造成位能井 的歪斜,於是將原本具有直接能隙(direct band gap)的氮化鎵材料變成非直接能隙 (indirect band gap),並且電子電洞波函數重疊的密度變小。以上之效應即稱為量 子侷限史塔克效應(quantum confinement stark effect: QCSE)。
7
圖 1-2-2. 氮化鎵材料極性與非極性面所造成能帶結構圖[11]
在此以極性與非極性氮化鎵材料為基板所製作出來的AlGaN/GaN/AlGaN 量子井結構(Multiple Quantum Well)當作例子,如圖1-2-2,可以很明顯的看到以 極性氮化鎵材料為基板所成長的量子井,因為受到量子侷限史塔克效應,量子井 變得彎曲,使得在傳導帶(Conduction Band)中的電子與價帶中(Valence Band)的電 洞波函數重疊機率變低了許多,此將造成發光效率不好,並且,由於位能井的扭 曲,此能帶結構變成了非直接能隙,部分電子電洞對在複合過程中可能會伴隨著 聲子的碰撞而造成發光波長的偏移,這也是我們所不樂見的。然而,以非極性氮 化鎵材料為基板所成長的量子井沒有這個問題,這也是為何要成長非極性氮化鎵 基板的主要動機。在本篇論文中,將用 r-plane 的藍寶石基板以 HVPE 成長 a-plane GaN的厚膜,目的就是希望能以成長非極性面的本質特性來排除內建電場 所造成的結果。如果說可以成長出高品質的非極性氮化鎵厚膜,那麼對於後續針 對以氮化物為主的 LED 或是 LD 等發光元件產品的發光效率,勢必將可以有 一定效能的提升。
8
第二章 實驗機台與量測儀器介紹
2-1.氫化物氣相磊晶機台及原理
圖 2-1-1.水平式氫化物氣相磊晶機台示意圖 此論文實驗,大部分都使用水平式氫化物氣相磊晶機台成長 a-plane 氮化鎵, 如圖 2-1-1 所示,主要可分為幾個部分介紹: 1.氣體管路系統 實驗機台內,主要可以分成三條管路,分別是上管、下管和外管。外管連接石 英管,上管和下管分別連接反應爐管。實驗製程氣體有氮氣、氫氣、氨氣、氯化 氫,氯化氫通過上管時會與金屬鎵反應形成氯化鎵,氨氣則是由下管注入,同時 氯化鎵由載氣(carrier gas)帶到反應區與氨氣反應,並沉積於基板上。此處載 氣另一個目的也是為了穩定平衡流場。這些氣體均由質量流量控制器(Mass Flowing Controller MFC)來精準控制氣體流量。 2.溫度控制系統 加熱系統在此 HVPE 機台可分為六區,均是利用材質為碳化矽(SiC)加熱棒加 熱,此種材料最大的優點是可以迅速的加熱到目標溫度,但由於石英管的熔點在9 12000C,因此,實驗最高只能 11000C。首先,第一區是 source 區,此區域內放 有液態金屬鎵,為了維持金屬鎵較好的蒸氣壓,因此 source 區通常會固定在 8500 C, 第二區到第五區是製程反應區,溫度隨實驗而訂,操作溫度約在 9500 C~11000C, 而第六區不參與任反應,溫度固定在 9500 C。 3.冷卻水系統 本實驗機台操作溫度在 9500C~11000C 之間,但是機台周圍零件不一定可以如 此耐高溫,除了石英管之外都有可能因為受到高溫的影響而損壞,因此必須通過 冷卻水系統來降溫。 4.真空系統 壓力對於磊晶是一個關鍵的參數,如何調控壓力將是個重要的關鍵。由於水平式 氫化物氣相磊晶機台對真空度要求不高,因此我們在此只使用一台幫浦進行抽氣, 並且透過調控節流閥(Throttle Valve)控制壓力大小,最低約可將壓力抽至 5mbar。 由於製程副產物氯化銨在管路末端較低溫度的區域會產生,並沉積於管壁上,此 舉將造成真空度變差,因此我們必須定期清洗腔體以保持真空度。 圖 2-1-2. 水平式氫化物氣相磊晶機台 reactor 示意圖 因為金屬鎵並無法直接和氨氣反應產生氮化鎵,所以必須透過氯化氫的幫助。 一開始在上管 Source 區通入氯化氫氣體,與金屬鎵反應生成氯化鎵,之後在反 應區與下管的氨氣反應成氮化鎵,沉積於基板上。主要的兩個反應式如下: 2HCl (g) + 2 Ga( melt ) → 2GaCl (g) + H2(g) (> 850℃)
10
2-2.掃描式電子顯微鏡(SEM)
掃描式電子顯微鏡是一般於奈米尺度下廣泛且技術成熟的量測工具,它有樣 品製備容易、高放大倍率、景深大、高解析度等等的優點。在此雖然我的實驗並 不需要使用到很大倍率,但由於樣品表面相當不平整,需要用到SEM景深大的這 個優點,使一般光學顯微鏡則只能對焦到一小區域。 圖2-2-1. 掃描式電子顯微鏡示意圖 圖2-2-1是掃描式電子顯微鏡的示意圖,工作原理是,以高能電子束通過不 均勻磁場的磁透鏡組把電子束聚焦並且打在試片上,此時電子與材料中的原子碰 種會產生散射的電子,再與離原子核較遠的電子碰撞而產生二次電子,影像偵測 器主要用來擷取該訊號而產生表面的影像,影像的景深與解析度分別為15mm、 1.5nm(操作電壓在15kV)。而維持高真空環境的裝置主要有三個部分,分別是 電子槍與磁透鏡的三組離子幫浦(ion pump)、試片置入緩衝腔室的旋轉幫浦 (rotary pump)、試片腔體式的擴散幫浦(diffusion pump)。真空度越高、導電性越 好,並且無揮發性與磁性的表面才可以拍出越清楚的影像,因為導電度較差的試 片會使得表面累積電荷而影響成像品質,而有揮發性或是磁性的物質則其可能揮 發的物質會吸附在腔體內壁進而影響真空度。因此,放sample進掃描式電子顯微11 鏡腔體前,會使用IPA震3分鐘,再使用氮氣槍側吹sample表面。並且一開始鍍Pt 的時候時間必須拿捏好,鍍太薄導電性不佳,太厚時可能當想看的結構很小時會 影響成像,因為我的研究中結構並不小,因此通常選擇較長的鍍Pt時間。
2-3.
X光繞射儀(XRD)
X光繞射儀的操作模式有很多種,常用的模式有ω-2θ scan 以及ω-scan。 ω-2θ scan主要用來判斷薄膜是否為單晶結構,ω-scan則是判斷薄膜成長品質 好壞,X光繞射儀之示意圖2-3-1: 圖 2-3-1. X 光繞射儀之示意圖 X 光繞射分析儀的構造基本上可分為 X 光光源、電源產生器、測向旋轉裝 置、X 光射線偵測器(detector)及電腦自動控制等部份。測向旋轉裝置有三軸 旋轉機制,可以利用三個方向的旋轉到各晶格面(hkl)的法線向量(nhkl)是與 入射光及繞射光在同一平面上(滿足第一個條件)。X 光射線偵測器的位置,必 須設計一個與 ω 軸共圓心的 2θ 環。當 ω 軸旋轉 θ 角時,偵測器就必須旋轉 2θ 的角度。電荷隅極偵測器(CCD)是利用金屬氧化半導體電容物質造成電荷儲存12 的能力,X 光光子經由鈹窗進入,經由尖錐光纖聚焦而傳送到 CCD 晶片中。在 CCD 晶片中,光子就轉換成電子訊號儲存起來。最後的曝光過程中,CCD 晶片 區域內的電荷就會被依序讀出、處理,並顯示出來,其好處是收集數據速度快, 且測向裝置不再需要三個軸,單軸或是雙軸均可。 X 射線的波長在 10-8cm(1Å )附近,穿透力大,空間解析度高,利用此光 源可以做各種的分析。由於在材料晶體中,各結晶面間的距離與 X 光的波長的 數量級相近,當 X 光源照射在一組平行結晶面(hkl)上時,兩鄰近面在入射及 繞射光之光程差為波長的整數倍時,會呈現建設性干涉,即符合布拉格公式 (Bragg's law)的關係: 2dsinθ= nλ 圖2-3-2.布拉格反射示意圖 其中,d 為鄰近平行結晶面(hkl)兩平行面間的距離,θ 為入射光與 平面的夾角,λ 為 X 光源的波長,n 為任意整數。當光程差是 λ 的整數倍 時,呈現建設性干涉;而若光程差非 λ 之整數倍時,視為破壞性干涉。由 此,可預期繞射峰另在特定的θ 產生。為滿足 Bragg 繞射公式,必須滿足 下列兩個條件。第一、入射光、繞射光與晶體平行面之法線這三個向量需 在同一平面。第二、欲測面的法線平分入射光與繞射光的夾角。並且由於 本實驗的試片較小,無法使用球徑計測量翹區度,在此 XRD 也可使用於 基板翹區度的量測。
13
2-4.光激螢光光譜儀(PL)
PL的量測主要是針對三五族或是二六族的半導體直接能隙材料,藉由觀察 量測光譜圖我們就可以知道材料內的一些基本的特性。其原理為當雷射打在氮化 鎵材料上時,會激發電子電洞對產生,並且在約10-12秒這個數量級的時間復合而 發出螢光,由螢光在光譜圖上的強度、半高寬與peak 位置我們就可以知道材料 的品質好壞,甚至可以看出材料內含有哪些defect。 在室溫的PL量測中,大部分都是看到NBE已及yellow band的輻射,但是當溫 度降到~10K時,一些載子的輻射發光訊號就會出現,譬如常見到的是激子輻射, 伴隨激子而產生的聲子輻射(phonon replica)和缺陷(defect)或是雜質(impurity),然 而,這些現象以傳統成長c-plane 而言是相當常見的結果,但是以本實驗成長非 極性氮化鎵的成長, 比較特別的是多了面缺陷所造成的輻射是一般極性面沒有 的結果。 而本光激螢光量測的實驗裝置如下圖所示,先將325nm波段的氦鎘雷射先經 一道反射鏡再經聚焦鏡(L1)將光打在已置入真空冷卻裝置的試片,此時發射出來 的螢光呈現球狀發散,接下來,利用兩個透鏡將螢光收集成平行光(L2),再對焦 (L3)至光譜儀內。光譜儀內架設有兩道光柵,其原理是用光打在光柵上有不同的 光程差,其建設性干涉的光會因波長的不同而從不同角度分離出來。該方式可將 解析度提升到幾個meV,而低溫量測正需要較高的解析度。分離出不同波段的光 將通過Slit之後再藉由光電倍增管來增加訊號強度,將訊號導入電腦的軟體並畫 出PL光譜圖。14 2-4-1. PL裝置示意圖
2-5.
拉曼光譜儀(Raman)
單色光進入另一介質傳播,若傳播方向產生變化,稱為散射。若散射光的能 量與入射光相同,則稱為雷利散射(Rayleigh scattering),表示能量無耗損,此為 彈性散射。拉曼散射為 C. V. Raman 於1928 年發現了與入射光不同的散射光, 此乃光子與分子發生了非彈性碰撞,光子散射後除行進方向改變且有能量的轉換。 散射光子能量減少其頻率變小,且形成一個聲子並使分子振動,假若分子裡含有 數種振動的能階,就會產生數種頻率位移的拉曼光譜線。拉曼散射所測量的光子 能量變化以波數(wave number)表示,拉曼位移與能量差的關係為:E(雷射光能量 ) − E'(散射光能量) = ΔE/hc [cm-1 ] = Δ (Raman shift)
拉曼光譜最主要是用來量測倒晶格中心(zone center)的聲子震動模態,對於 纖鋅礦結構的氮化鎵材料,其單位晶胞屬於空間群(space group)的對稱結構。由 於動量守恆定律,一階拉曼散射是指波向量(wavevector)為零,也就是在Γ 點。 由群論(group theory)分析預測在Γ 位置所不能縮減的表示量:
15
其中,一個A1 與一個E1 是聲子震動模態(acoustic),所以只有六種是光學震動
模態(optical):A1+E1 +2B1+2E2。而其中兩個B1 模態無論是在拉曼或是紅外光譜
都是不活耀的(silent mode),A1 與E1 對於拉曼與紅外光譜都是活耀的(active mode)。對於E2 模態而言,其對拉曼光譜最為活耀。因長距離庫侖電場的作用, 會使A1和E1模態分裂成TO和LO兩種模式,TO表示橫向光學振動模式(transverse optical vibrational mode);LO模式代表縱向光學振動模式(longitudinal optical vibrational mode),故全部共有六種拉曼活躍的振動模態:A1(LO)、A1(TO)、 E1(LO)、E1(TO)、E2(low)、E2(high)。本實驗主要討論E2(high)來檢測非極性氮 化鎵晶體內的雙軸應力。
16
第三章 實驗流程
3-1.利用二階段成長法成長 100µm 以上之非極性氮化
鎵厚膜
首先,我們使用 MOCVD 在 r-sapphire 成長 a-plane GaN/HLH-AlN 的結構,大 約 5µm,示意圖如下: 圖 3-1-1.template 結構示意圖 上圖最後製成的 sample 之後我們統稱 template,後面的實驗皆用此結構去做後續 成長。 在第一階段成長中,我們在相對較低溫下的環境先成長出如圖 3-1-2 之氮化 鎵厚膜,到此一階段為止主要重點為產生較規律變化且 m 方向已接平的 m-stripe a-plane GaN 以利後續接平成長。 接下來我們利用變溫變壓實驗尋找較適合後續成長的參數,後來我們採用相 對較高溫且低 HCL 流量環境下去做後續接平的成長,最終我們可得到 100µm 以 上的厚膜,實際流程如下圖 圖 3-1-2.第一階段成長結構示意圖
17 圖 3-1-3.二階段成長結構示意圖 以上之實驗最主要目的就是要利用如過去在文獻中所使用之 epitaxial lateral over growth(ELOG) 來達到增進磊晶品質並且產生孔洞以減少因基板與氮化鎵 之間熱膨脹係數不同所造成的熱應力,而以孔洞來減少熱應力是之後可長到超過 100µm 的關鍵因素。 Void
18
第四章 實驗結果討論
4-1. 第一階段成長之研究
4-1-1. Maskless m-stripe 形貌之 a-plane GaN
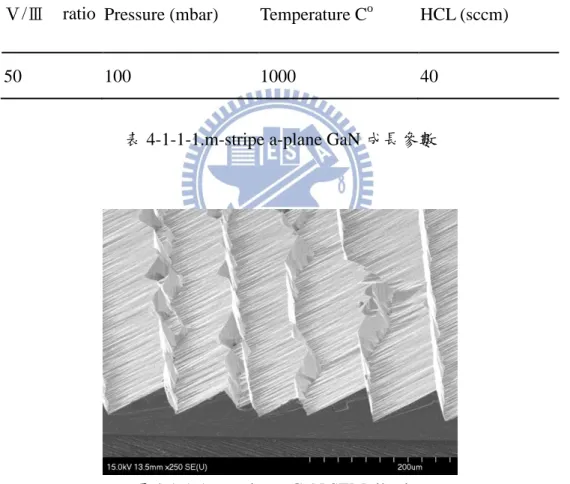
在尋找較適合成長 a-plane GaN 參數的過程中,我們發現一種很特別的形貌, 在如下表 4-1-1-1 之成長環境下我們發現可得如下圖 4-1-1-1 之 m-stripe a-plane GaN,而此形貌為我的論文的核心研究。
Ⅴ/Ⅲ ratio Pressure (mbar) Temperature Co HCL (sccm)
50 100 1000 40
表 4-1-1-1.m-stripe a-plane GaN 成長參數
19
圖 4-1-1-2. m-stripe a-GaN SEM cross-section view
如果是以要製作氮化鎵基板為前提的話,要成為可以用來做元件的基板表面 需要很高的平坦度,雖說製作基板的過程會經過 CMP 研磨,但在磊晶過程中, 如果表面太過於崎嶇不平也將造成研磨的困難,因此一般來講我們會較偏向於尋 找可以使成長過後是比較平坦的參數,然而,圖 4-1-1-1 明顯是非常崎嶇不平之 形貌的 a-plane GaN,為何在此我會選擇如此形貌的 a-plane GaN 當成我主要的研 究主題?主要原因是,我們可以看到此形貌相當類似於圖 4-1-1-3 最右邊的圖,此 為文獻中以 ELOG 成長的一種形貌,
圖 4-1-1-3.利用 ELOG 技術之側向成長過程[16]
圖中的這種 ELOG 技術,是先在 r-sapphire 上先長一層 a-plane GaN 薄膜,
接著在上面利用微影製程在這層薄的 GaN 上鋪上 m 方向長條形圖案的 SiO2,覆
蓋上 mask 的地方稱為 Wing 區,沒有覆蓋的地方稱為 Window 區,後續的氮化 鎵成長可發現只從孔洞的區域生長,而 mask 的區域則是初始不成長的狀況,此 方式是利用所謂選擇性成長(Selective Area Epitaxy: SAE)的方法來達成,這種方
20 式可以有效降低 TD 於 mask 下方而降低沿伸至表面的密度。 許多文獻指出,使用 ELOG 技術相對於沒有做任何處理的成長方式將可使 得 threading-dislocation density (TDD)數量級約從 1010 cm-2減少到 107 cm-2[4,5,6],
減少約3個數量級,而 basal-plane stacking-fault (BSF) density 則從 105減少到
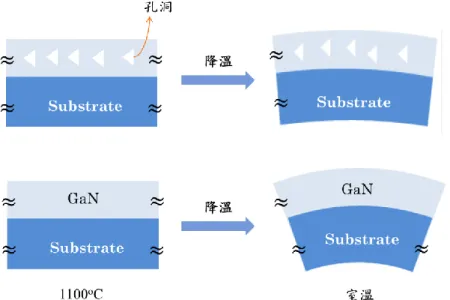
103~104 [6],減少約 1~2 個數量級。 另外,有文獻[15,17]也指出利用 ELOG 可在側向成長過程中產生孔洞,而孔 洞的產生對晶格品質主要會有兩點好處 1. 局部阻擋線缺陷、面缺陷的延伸(如示意圖 4-1-1-4) 2. 減緩在磊晶結束後降溫過程造成的熱應力(如示意圖 4-1-1-5) 從示意圖 4-1-1-5 我們認為孔洞的產生可能可以提供一個空間讓氮化鎵釋放一些 應力而減少一些翹區度。 圖 4-1-1-4.缺陷的阻擋效應
21
圖 4-1-1-5.由於熱應力造成的基板翹曲示意圖
對造文獻中的 ELOG 技術圖 4-1-1-3 與 m-stripe a-GaN 圖 4-1-1-1 的形貌,此
時我們可能會有一個想法,「是否在沒有做任何的黃光微影製程情況下,我們也
可以得到利用 ELOG 技術長晶能產生孔洞的這個優點來減少缺陷密度和熱應力
來製成更厚、晶格品質更好的氮化鎵厚膜」,如果此方法可行,那我們將可以以
更省成本、更簡單的方法去製作出非極性的氮化鎵厚膜,也可免去由於做 pattern 後可能造成雷射剝離時的困難。基於此想法,後續我們將固定以 4-1-1-1 之 m-stripe 形貌的 a-plane GaN 來當成第一階段的成長形貌,並且以此形貌為基準 去做第一階段成長的研究,而我們也將看到我們的確可以使用此方法得到一些孔 洞。
4-1-2. Maskless m-stripe 形貌之 a-plane GaN 形成
之機制討論
圖 4-1-1-1 的形貌為一種很規則性排列的 a-plane GaN,而我們好奇的是,「為
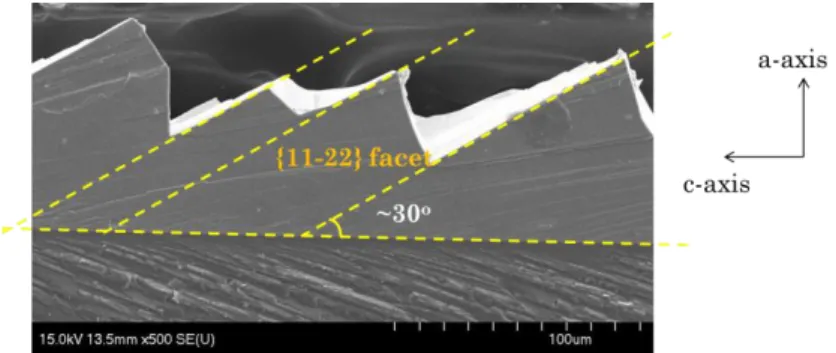
何在沒做任何 mask 情況下會產生如此規則排列形貌的非極性氮化鎵?」。 首先我們注意到在下圖 4-1-2-1 的正 C 方向的斜面,我們經由多次實驗,我
22
們發現此正 C 方向的所有斜面都與 r-plane sapphire 夾一樣的角度,經量測大約
為 30o,而在 GaN 較常出現的面中,[11-22]這個 semi-polar 面與 r-sapphire 夾角
約為 32 度最接近這個值,因此我們初步推估此平面為[11-22]面。
圖 4-1-2-1.m-stripe a-GaN cross-section view
圖 4-1-2-1 為 SEM 的 cross-section 圖,由於在製作 sample 的過程中不可能 完美的切出 m 面出來,也就是說切出來的面會與 m 面夾一個小角度,我們推測 可能因此我們才沒有測量出剛好 32 度。我們可從示意圖 4-1-2-2 來解釋,圖 4-1-2-2-1 為完美切出 m-plane cross-section 的其中一個 m-stripe 非極性氮化鎵,
如果完美切出 m-plane cross-section 則[11-22]面將與 r-sapphire 夾 32o角,如圖
4-1-2-2-2。但假設在準備 sample 時沒有剛好切出 m 面,如圖 4-1-2-2-3 的虛線部 分,則我們發現[11-22]面與 r-sapphire 會夾小於 32o,如圖 4-1-2-2-4 所示,原因 在於兩個三角形的高 H 不管怎麼切都不會變,但底變大了就會造成角度變小。 經由以上推論,我們可推測此面為[11-22]semi-polar 面。 圖 4-1-2-2. m-stripe a-GaN 橫切面示意圖 圖 4-1-2-2-2 H H <32 o 32 o 圖 4-1-2-2-1 圖 4-1-2-2-3 圖 4-1-2-2-4
23
西元 1999 年由日本 Mie University 的 K. Hiramatsu 率領的團隊利用 ELOG 技術在 c-plane sapphire 上長用 MOCVD 長 c-plane GaN 並研究在變溫變壓的情 況下各個面在不同環境下的成長速度與穩定度的消長關係[18]。其中,在此文獻 中利用 m-stripe ELOG 做的研究出現了三種穩定面,分別為[0001] c 方向、[11-20] a 方向、[1-100] m 方向。圖 4-1-2-3 為此團隊調變溫度壓力時出現的形貌變化圖, 圖 4-2-2-4 為趨勢變化的示意圖,他們發現當溫度上升時,c 面與 a 面越趨穩定, 反觀 semi-polar[11-22]面在高溫時漸漸不見了,代表在高溫時此面是相對不穩定 的。而壓力的趨勢正好與溫度相反,[11-22]面在低壓情況下相對是較不穩定的。 圖 4-1-2-3 .文獻[18]變溫變壓實驗 圖 4-1-2-4.文獻[18]變溫變壓趨勢表 會造成上述結果主要由兩個因素主宰,其一個為各面的 dangling bond (DB)密度, 其二為各面的表面極性(surface polarity)。首先,如果只考慮 DB 密度這個影響因 素,從圖 4-1-2-5 顯示 DB 密度為[11-22] > [11-20] > [0001],而 DB 越多越容易抓 住 Source 原子進行成長,也意味著 DB 密度大的面較不穩定也較不容易出現, 因此如果只考慮 DB 密度則[0001]面最容易出現,[11-20]次之,[11-22]面為最不 穩定。
24
圖 4-1-2-5.各個面的 DB 密度
然而事實上,我們也時常看到[11-22]面與[11-20]面出現,是因為受到各個面的極 性所影響,[0001]面為 Ga-polarity,[11-20]為 non-polarity,[11-22]則 Ga-polarity 或 N-polarity 都有可能,而此文獻有提到由於在高五三比的情況下他們的[11-22] 面為 N-polarity,並且文獻中的成長參數是偏較高的五三比的,在高五三比的環 境下 N-polarity 面是比較穩定的狀況,相反的 Ga-polarity 的[0001]面比較不穩定, 在此情況下,[11-22]面可能就會形成,然而,N 原子在溫度變高的時候,N-polarity GaN 上的 Nitrogen 原子會變得非常不穩定,此時[11-22]面就漸漸消失,而低壓 的情況更會使此情形變得更加嚴重。
由上述論點,我們觀察 m-stripe a-plane GaN 的磊晶參數,我們的長晶溫度 在 1000 度 C,五三比為 50,壓力為 100mbar,在這裡五三比 50 在我們的機台是 相對較高的五三比,因此我們推測形成的[11-22]面為 N-polarity,因此在 1000 度 相對低溫下[11-22]面呈現較穩定的狀態,也因此才會產生此種形貌的 a-plane GaN。而在後續的變溫變壓研究(4-2-1)中也將證實在上述的趨勢也與我的實驗 符合。
25
4-1-3. 隨時間變化 m-stripe a-plane GaN 形貌變化之
討論
下圖 4-1-3-1、4-1-3-2 分別為第一階段成長隨時間變化的 SEM plane view、 cross-section view
Step1 10min Step1 15min
Step1 20min Step1 25min
Step1 40min m-axis c-axis 250um 250um 250um 250um 250um
26
圖 4-1-3-1 第一階段成長隨時間變化 SEM plane-view
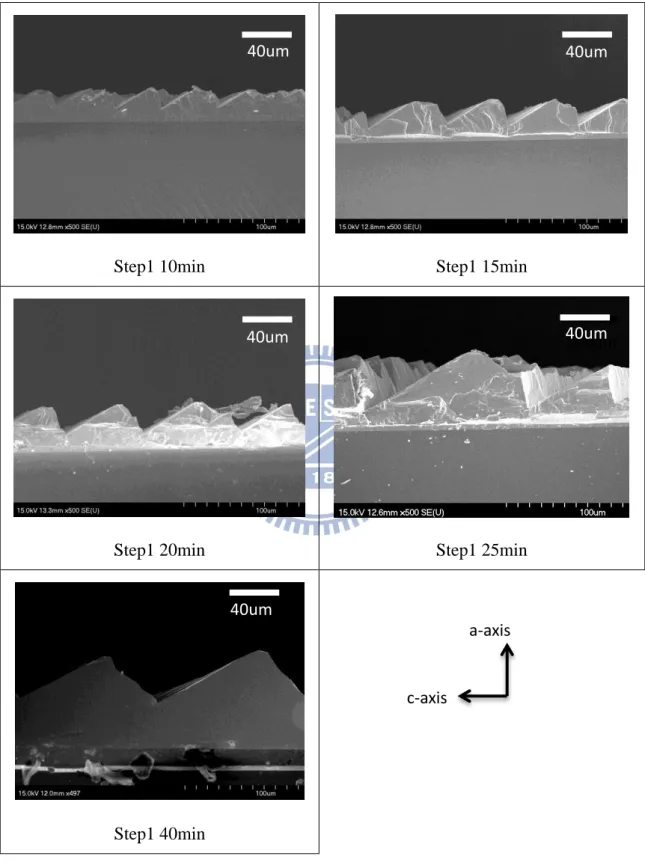
Step1 10min Step1 15min
Step1 20min Step1 25min
Step1 40min
圖 4-1-3-2. 第一階段成長隨時間變化 SEM cross-section view a-axis c-axis 40um 40um 250um 40um 40um 40um
27 從 plane view 我們可看到在成長時間只有 10 分鐘的時候,大部分區域都是 非常不規則、不平整的形貌,只有少部分地區已經出現連起來的 m-stripe 條紋, 而從 cross-section 可看出已經有斜面形成,並且形成的斜面大約與 r-sapphire 夾 30 度,此為[11-22]的 semi-polar 面,因此我們可知在高五三比並且相對低溫的環 境下,[11-22]面成長十分鐘的時候就已經形成,但此時大部分區域還是較不規則 的 island,只有少數區域是已經連成 m-stripe 的[11-22]面。而當成長時間漸漸拉 長,從 plane-view 我們觀察到沿著 m 方向的 stripe 漸漸變寬,不規則區域的比例 漸漸變小,到 20 分鐘的時候只剩些許比例的不規則區域,到 25 分時就幾乎都已 經變成 m-stripe 條紋了。
從 cross-section 看此 m-stripe a-plane GaN 為三角形形貌,我們也發現此三 角形的寬度隨著第一階段成長時間變長而變長,如下表 4-1-3-1 為隨著時間變化 m-stripe 寬度的變化,會造成此結果應該是因為隨著時間增加相鄰的 island 有機 會結合在一起,因此才會慢慢增加寬度。
Step1 成長時 間
10min 15min 20min 25min 40min
m-stripe 寬度 45µm 60µm 70µm 100µm 120µm
表 4-1-3-1. 第一階段成長隨時間變化 m-stripe 寬度變化
得到此結果的同時我們也直覺性的認為 m-stripe 的寬度可能會是影響後續成 長的因素,因為寬度的大小將直接影響到在側向成長過程所需成長的距離,事實 上,在傳統利用 ELOG 成長時 pattern 寬度就是一個重要參數,將會影響接平狀 況甚至造成 wing tilt 嚴重程度的不同[25]。因此我們後續也將對不同的 stripe 寬
28
度變化作後續成長研究,此部分將會在 4-2-2 節討論。
4-1-4. 隨時間變化第一階段成長之量測探討
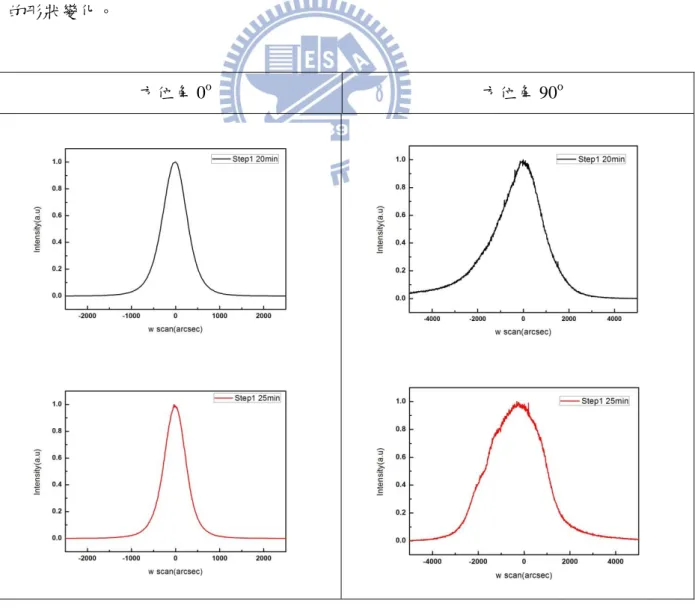
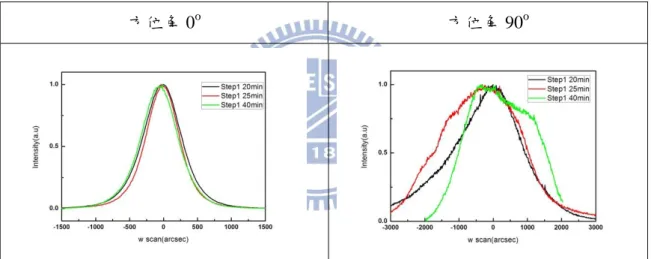
圖 4-1-4-1 為第一階段成長隨時間變化的 XRD 量測圖,分別有 20min、25min、 40min,另外因為 a-plane GaN 的表面結構為非對稱結構,在做 XRD 量測時隨著 Φ變化而有很大的差異性,因此在這邊我們方位角Φ將各沿著 m 方向與 c 方向 都做量測並且比較差異性,其中方位角 0o為沿著 m 方向打,方位角 90o為沿著 c 方向打,而圖 4-1-4-2 是把隨著成長時間變化的 XRD racking curve 圖放在一起, 在這邊會把各自的圖放上來主要是為了可以更清楚看到在不同成長時間時圖形 的形狀變化。 方位角 0o 方位角 90o
29
圖 4-1-4-1. 第一階段隨時間變化 XRD racking curve
方位角 0o 方位角 90o
圖 4-1-4-2. 第一階段隨時間變化 XRD racking curve
30
先從圖 4-1-4-1 的方位角 0o來看,我們發現三種不同的 step1 成長時間圖形
皆為對稱的高斯分佈,並且從圖 4-1-4-2 看到半高寬隨著成長時間並無太大變化, 表 4-1-4-1 統計了不同方位角與不同第一階段成長時間的 XRD 半高寬,我們可
以看到在方位角 0o的時候半高寬並無太大的變化。我們知道在接合的過程
dislocation 較容易 merge 在一起,使得 dislocation density 變小,crystal quality 變 好,對造圖 4-1-3-1,由於在第一階段成長時間大於 20 分鐘後大部分區域皆已形 成 m-stripe 條紋,代表著大部分區域的 m 方向都已經接合,推測可能因此即使 成長時間變長 crystal quality 也並沒有太大的提升。
再來我們觀察在方位角 90o的情況,從圖 4-1-4-1 我們發現在隨著第一階段
成長時間增加圖形會趨向不對稱的狀況,從許多文獻中我們發現利用做
m-stripe mask 來做 ELOG 成長都會出現這種狀況[19,20],圖 4-1-4-3 為文獻[19] 中利用 ELOG 成長的 SEM 圖,圖 4-1-1-4 為此文獻中改變不同方位角的 XRD 圖, 在此文獻中方位角 90o時會看到有兩個波峰存在,此現象稱為 wing tilt,代表他 們可以在不同的ω角同時量測到兩個 a-plane GaN 訊號,從圖 4-1-4-3 我們可以看 到 Ga 面的成長速度約為 N 面的六倍,此文獻作者推斷強度較強的波峰為 Ga 方 向的成長面的訊號,強度較弱的波峰為 N 面成長面的訊號,這也代表著當在正 負 C 面成長時兩者會有角度上 tilt 的現象。 在我的第一階段成長實驗中,成長時間大於 20 分鐘時大部分區域都已經形 成 m-stripe 條紋,因此表面只有分為 m-stripe 兩股的斜面,因此我推測在方位角 為 90 度時會出現不對稱的狀況是因為這兩個不同的斜面在成長過程中有互相 tilt 一個角度的現象,而隨著成長時間增加我們可以發現 tilt 的現象越來越嚴重,尤 其在 40 分鐘的時候 tilt 的現象變得非常明顯。 我們的目標是利用兩階段成長方式成長出接平的非極性氮化鎵厚膜,因此後 續勢必要在第二階段成長中做接平的動作,但如果 Ga 面跟 N 面互相 tilt 一個角
31 度,在接合的時候接合處將會產生大量的 dislocation 來消除正負 C 面互相 tilt 的 情況,也因此會降低 crystal quality,這是我們不樂見的,從以上推論,我們會希 望 tilt 的狀況越少越好,因此從 XRD 量測圖來看第一階段成長時間為 20 分鐘為 最適合的參數。 圖 4-1-4-3.文獻[19]利用 ELOG 成長方式之 SEM 圖 圖 4-1-4-4.文獻[19]利用 ELOG 成長方式之 XRD 圖
32
4-2. 二階段成長之厚膜研究
4-2-1. 在變溫、變壓下第二階段成長之形貌變化探討
在第一階段成長我們已經可以成長出規則性變化的 m-stripe a-plane GaN,而 第二階段成長的目的是做後續的接平成長,也就是說我們希望可以成長較平整的 表面形貌。再 4-1-2 節我們曾討論到在變溫變壓環境下各個穩定面的消長關係, 如果我們想要在後續成長長出較平整的形貌,從圖 4-1-2-4 我們可看到應該是要 取相對較高溫低壓的環境去成長,因此在此節我們將討論在改變溫度和壓力的情 況下,利用 m-stripe a-plane GaN 去做後續接平成長的形貌變化實驗。
表 4-2-1-1.變溫變壓實驗成長參數表
上表 4-2-1-1 為此系列實驗的參數,在第二階段成長我們選擇相對於第一階 段較低的 HCL 流量,而五三比則維持與第一階段相同。圖 4-2-1-1 與圖 4-2-1-2 分別為調控壓力溫度實驗的 SEM tilt view 和 cross-section view,如同在文獻[18] 中的結果,壓力與溫度都是影響表面形貌的關鍵因素,圖中斜線的右邊幾個成長 環境還是維持第一階段的 m-stripe 形貌,尤其是當壓力等於 400mbar 時,不管溫 度是 1000o C 還是 1100oC 都是維持 m-stripe 的形貌,因此我們可得到壓力大於 400mbar 是無法接平成長的結論。在壓力 100mbar 的環境下,我們皆可觀察到 a 面的存在,但在 1050o C 時只觀察到 a 面與[11-22]面,一般做 m-stripe mask 的
33
ELOG 成長後來都是利用 C 面去做後續接平,並且在 wing 區的側向成長層相對 於 window 區的 dislocation density 會較低,雖然我們的方法可能跟傳統 ELOG 並 不盡相同,但我們的目的就是想以更簡便的方法得到 ELOG 成長的效果,而
100mbar、1050oC 的成長並未產生 C 面出來,如果產生 C 面推測 dislocation 的
bending 效果會較好,因此如果想要得到此效果,100mbar、1050oC 的環境是較
不適合的。另外從 SEM cross-section view 我們也可觀察到壓力 100mbar 時,溫 度 1100o C 與 1075oC 皆有機會產生孔洞,而在 1100oC 相對起來表面似乎接平狀 況更好,而溫度 1100o C 壓力 200mbar 的狀況比較是縱向成長並且成為柱狀形貌, 接平狀況並不好,因此我們決定後續第二階段成長參數將使用壓力 100mbar、溫 度 1100o C。
34
圖 4-2-1-2. 變溫變壓實驗 SEM cross-section view
4-2-2.改變第一階段成長時間對後續第二階段成長的
影響之討論
在 4-1-3 節的討論中,表 4-1-3-1 列出在不同成長時間下三角形貌的寬度, 那也代表著單一 m-stripe 的寬度大小,表中也顯示時間越久寬度越大,許多文獻 指出,利用 ELOG 成長時 window 與 wing 的比例、window 的寬度都將會影響後 續接平狀況,也會造成 wing tilt 的程度不同[16,21],因此在此我們推測使用 m-stripe a-GaN 去做後續成長時,stripe 寬度也許也會影響後續成長,而 stripe 寬 度與第一階段成長時間有關。此節將要討論改變第一階段成長時間對第二階段成 長的影響,我們也將看到第一階段成長時間對後續成長將有很大的影響。
35
表 4-2-2-1. 改變第一階段成長時間實驗參數表
表 4-2-2-1 為改變第一階段成長時間固定第二階段成長時間的成長參數,在
step2 我們固定在 1100oC、100mbar 成長 120min,改變的參數只有第一階段成長
時間,而圖 4-2-2-1 為第一階段成長時間分別為 20 分鐘、25 分鐘、40 分鐘的 SEM cross-section view 結果,此處缺少 condition 1 的圖,因為 condition 1 成長後造成 嚴重的碎裂,無法製做要拍攝 SEM 的 sample,破碎的原因在後續將會另做討論, 此處先針對 condition 2、condition 3、condition 4 的接平狀況做討論。
Step1 20min + Step2 120min
36
Step1 40min + Step2 120min
圖 4-2-2-1 Step1 成長隨時間變+Step2 120min SEM cross-section view
從圖中 4-2-2-1 顯示,Step1 20 分鐘的接平狀況是最好的,從側面圖看幾乎 都已經接平,而 step1 25 分鐘與 40min 則都還有些地方尚未接平,從這些圖可推 測第一階段成長時間太長將造成後續成長難以接平的情況,可能是當 stripe 寬度 越寬時,需要側向接平的成長長度就會越長,因此造成較難接平的狀況。圖中也 觀察到使用此成長方式會產生一些孔洞,這些孔洞會對成長品質有相當程度的影 響,例如在磊晶後的降溫過程熱應力的釋放、阻擋線缺陷與面缺陷延伸,這些效 應對於成長非極性氮化鎵相當有利,而從圖 4-2-2-1 我們也明顯可以看到在這三 種成長條件下第一階段成長時間 20min 時產生的孔洞密度最大,表 4-2-2-2 列出 此三種條件各自的孔洞密度、孔洞與藍寶石基板間的距離, 表 4-2-2-2.調變第一階段成長時間孔洞之位置分布
37 在這裡列出孔洞與藍寶石基板間的距離主要是因為我們認為孔洞離藍寶石 基板距離越短越能提早釋放因 GaN 與藍寶石基板之間熱膨脹係數不同所造成的 熱應力,並且距離越短也代表在側向成長過程 Ga-face 與 N-face 越早接合,由於 從文獻中得知在接合交界處會產生大量缺陷[22],並且從許多文獻可得知 dislocation 會隨著成長厚度增加而減少[23],因此如果越早接合在同樣的成長厚 度下將可以減少越多 dislocation,在這邊由於 condition2 在第一階段成長完後相 對於 condition3、condition4 最低點位置較低,因此在接平成長後孔洞相對之下會 距離 sapphire 較近。在 4-2-3 節我們將針對形成的孔洞進行討論,包括孔洞對 strain 的影響和對 basal-plane stacking fault 的影響。
從 condition2、condition3、condition4 這三個條件來看我們發現第一階段成 長時間 20min 的成長條件為最佳成長條件,但也並非第一階段時間越短越好,前 面提到在第一階段時間只有 10min 時會造成 Sample 嚴重的碎裂,此碎裂是由於 sapphire 與 GaN 的熱膨脹係數不同所造成,正常來說,通常長越厚會越容易碎裂, 但在這裡 condition 1 的成長時間相對於其他三個是最短的,成長厚度約只有 70µm,結果反而造成嚴重碎裂,在此推測可能是 stripe 高度與寬度不足,造成成 長過程中孔洞難以形成而無法釋放熱應力。另外,從光學顯微鏡圖 4-2-2-2 我們 可以看出成長表面相當的不平整,推測是因為在第一階段成長時間不足時由於大 部分區域都還沒形成規則的 m-stripe 形貌,造成第二階段成長不只有 C 方向的接 平,在許多區域也同時進行 m 方向的接平,但第二階段成長參數對於 m 方向接 平會產生較不平坦的形貌。 從這些結果都可看出第一階段成長時間太短將會造成表面形貌不平整,太長 則會造成難以接平且孔洞較少的結果,因此在此推斷使用此二階段成長法第一階 段成長時間是影響後續成長的重要因素,而第一階段成長時間 20min 為最佳成長 時間。
38
圖 4-2-2-2. Step1 10min + step2 120min OM image
4-2-3.二階段成長之量測討論
4-2-3-1.孔洞對二階段成長之應力釋放效應
此節我們將利用拉曼光譜的 E2 high peak 來量測樣品由於 sapphire 與 GaN 之
間的應力,如表 4-2-3-1-1,當 peak 位置等於 567 為 stress-free 的情況,peak 位
置比 567cm-1大的時候代表受到壓應力,小於 567 代表張應力[26]。在利用 sapphire
成長厚膜氮化鎵時,由於熱膨脹係數不同,成長完降到室溫後將會產生 wafer bending,如圖 4-2-3-1-2 所示,在氮化鎵厚膜厚度一半的位置為一界線,小於此 厚度會受到 sapphire 的壓縮產生壓應力,大於此厚度將會因為 wafer bending 而 轉為張應力,在一半厚度則剛好為 stress-free。
表 4-2-3-1-1.stress free GaN E2 peak 波數對應表[26]
39
圖 4-2-3-1-1.氮化鎵厚膜應力分佈示意圖
圖 4-2-3-2-3 為 Step1 20 分鐘 + Step2 120 分鐘的 SEM cross-section view,我 分別量測側面離 sapphire 距離 0µm、20µm、40µm、60µm、80µm、100µm 的位 置,從量測結果我們將發現孔洞的產生對於應力的釋放的確有影響。 圖 4-2-3-1-2 為隨深度變化的拉曼光譜 E2 high peak 統計,斜線為 567cm-1 的位置,我們可以看到在小於 40µm 都是屬於壓應力的狀況,大於 40µm 就轉變 為張應力,值得注意的是,在 40µm 幾乎是 stress-free 的狀態,而從圖 4-2-3-1-3 我們觀察到孔洞正好在 40µm 的位置,由於此 sample 的厚度是 100µm,理論上 在厚度 50µm 以下都應該是壓應力,但我們卻量到 stress-free,推估是因為 sapphire 對氮化鎵壓縮形變的過程由於孔洞的空間得以讓應力部分釋放,而大於 60µm 以 後會產生張應力則是因為 wafer bending,我們隨後也將利用 XRD 證明 sample 確 實是有 bending 的狀況。
40
圖 4-2-3-1-2. 隨深度變化的拉曼光譜 E2 high peak 趨勢圖
圖 4-2-3-1-3.Step1 20min + Step2 120min 側向拉曼量測圖
圖 4-2-3-1-4 與圖 4-2-3-1-5 中是 利用 XRD 翹曲度量測示意圖,它的 X、
Y、Z 三個位置分別位於 X=0、Y=0、Z=0,a-plane GaN 的 ω 位置大概在 28o
~30o ,接著,把樣品的中心位置從 X=0、Y=0、Z=0 移到 X=3mm、Y=0、Z=0, 如果 GaN 基板的翹曲度等於 0,它的ω位置當然不會有變化。如果 GaN 基板 是往下翹曲,ω位置改變量為負,反之則為正(如圖 4-2-3-1-6)。表 4-2-3-1-2 顯 示不管 m 方向或 c 方向都是往下翹曲。 50u 100um 80um 60um 40um 20um 0um
41 圖 4-2-3-1-4.使用 XRD 測量翹曲度示意圖 part1 圖 4-2-3-1-5.使用 XRD 測量翹曲度示意圖 part2 圖 4-2-3-1-6.XRD ω 分量改變量對應基板翹曲之方向 表 4-2-3-1-2.m,c 方向之翹區量測表 樣品中心往 X 軸移動 3mm
42
在 2006 年 Nakamura 的團隊對於利用 r-sapphire 成長氮化鎵厚膜所造成的 strain 進行研究,他們發現 wafer 的 bending 是釋放應力的主要機制之一,而且在 m 方向和 c 方向的翹曲度不同,不管成長厚度多少 C 方向翹曲度相較之下比 m 方向大,如圖 4-2-3-1-7 [24]。但是在我們的實驗中卻有相反的結果,m 方向翹曲 度反而比 c 方向大,我們推測應該是沿著 C 方向由於孔洞的產生會有空間釋放 應力,但沿著 m 方向沒有,因此才會造成與文獻中相反的趨勢,但這也提供我 們一個有利的證據證明的確利用二階段成長法所形成的孔洞是有助於應力釋 的。 圖 4-2-3-1-7. c 方向與 m 方向隨厚度變化之翹曲變化
43
4-2-3-2.
孔洞對 basal-plane stacking fault 之阻擋效應
從 SEM 剖面圖我們發現在側向成長過程會產生許多孔洞,如示意圖
4-2-3-2-1,大量的 BSF 容易在 GaN 與 sapphire 界面產生,而 BSF 並不像 dislocation 會隨著厚度增加消失或是在側向成長中改變方向而互相合併,它一旦形成就會竄 升到表面,而我們猜測產生的孔洞正好可以有效地阻擋一些 BSF。
圖 4-2-3-2-1 為改變 step1 成長時間+Step2 成長 120 分鐘的低溫 PL 量測, 溫度為 18K,此三種成長條件皆會出現兩個波峰,在此強度較強的波峰為 BSF 的訊號,約為 3.42eV,較弱的為 Near Band Edge(NEB)的訊號,約 3.47eV,我們 發現在成長條件為 Step1 20 分鐘+ Step2 120 分鐘的 NEB 訊號相對之下為最強, 觀察圖 4-2-2-1,我們可以發現 Step1 20 分鐘+ Step2 120 分鐘的孔洞數最多,因 此推斷可能是孔洞阻擋掉一些 BSF 竄升到表面造成表面的 BSF density 變小了。
圖 4-2-3-2-1.孔洞阻擋 basal stacking fault 示意圖
圖 4-2-3-2-2.低溫 PL 量測圖@18k
44
4-3. 110µm 厚度之非極性氮化鎵基板
圖 4-3-1.為此次實驗的成果,為厚度約 110µm、大小 1.2cm2的氮化鎵厚膜,
並且利用雷射剝離技術(Laser lift off)我們將氮化鎵厚膜從 r-sapphire 剝離下來,
從圖 4-3-2 我們可以看到表面是光亮平滑的,並且也清楚可以看到樣品有一定的 透光度,但是樣品邊緣有些邊緣效應,原因是由於我們放置樣品的載台有些許厚 度,造成氣流要留過樣品成長時邊緣的部分較不容易有 source 通過,尤其在第 二階段成長 HCL 氣流較小的情況下尤其嚴重,此情況也是之後需要改善的部 分。 圖 4-3-1.氮化鎵厚膜 on sapphire
45
結論
從 XRD 量測我們發現在 Step1 成長表面會出現兩個波峰,我們推斷此現象 應該是在正負 c 方向兩斜面上的 a-plane 成長過程中互相之間有些微的角度差產 生,此現象會造成後續接平時產生大量的 dislocation,我們發現 Step1 成長時間 20 分鐘時表面角度產生的 tilt 現象為最小,並且由 SEM 量測我們發現,利用 Step1 成長時間 20 分鐘做後續成長是最快接平且孔洞數最多的成長條件,因此,我們 推斷 Step1 成長時間為後續接平與否與磊晶品質的關鍵參數。 在第二階段成長調變溫度與壓力的實驗中,我們發現隨著壓力下降、溫度上 升,第二階段成長方向由縱向成長轉變為側向成長,並且 a-plane GaN 表面也有 越來越平坦的趨勢,從 SEM 圖我們發現成長參數為壓力 100mbar、溫度 1100oC 時側向接平成長的情況最好,因此選擇第二階段成長參數為此參數。 我們利用 XRD 量測樣品表面翹區度的異向性,發現在 m 方向的翹曲度大於 c 方向,這與文獻中的趨勢為相反的,並且在隨樣品深度變化的拉曼量測中我的 得到了在孔洞位置剛好接近 stress-free 的結果,我們以此兩點證明了利用二階段 成長所產生的孔洞將有效的釋放應力。並且,利用低溫 PL 量測,我們發現在第 一階段成長時間為 20 分鐘的情況下 near band edge 的發光強度相對於 BSF 的發 光強度為最強,我們認為是因為孔洞可以阻擋一些 BSF 的竄升。我們推斷,孔 洞的形成不管對成長厚度或是磊晶品質皆有幫助。
最後,利用二階段成長法我們可以得到面積約 1.2*1.2cm2、厚度約 110µm 的
非極性氮化鎵基板,從以上研究我們知道利用二階段成長法的確可以有效改善晶 格品質與增加最大成長厚度。
46
參考文獻
[1] S. Masatoshi and A. Masaharu, Japanese Journal of Applied Physics. Vol. 15, No. 46, pp. 1943-1950 (2005).
[2] S. Nakamura , S.P.DenBaars, and J.S.Speck,Appl. Phys. Lett., 81, 469, 2002 [3] B. A. Haskell et al. (2003) Applied Physics Letters, 83, 1554
[4]S. Nakamura , S.P.DenBaars, and J.S.Speck, Appl. Phys.,94,942, 2003 [5]K Kawaguchi, A Kuramata , Japanese Journal of Applied Physics, Volume 44, Issue 46, pp. L1400-L1402 (2005).
[6] Arpan Chakraborty, K. C. Kim, F. Wu, J. S. Speck, S. P. DenBaars, and U. K. Mishra,Appl. Phys. Lett., 89,041903, 2006
[7]M. D. Craven, S. H. Lim, F. Wu, J. S. Speck, and S. P. DenBaars, Appl. Phys. Lett. 81(7), 1201 , 2002.
[8]B. A. Haskell, F. Wu, M. D. Craven, S. Matsuda, P. T. Fini, T. Fujii, K.Fujito, S. P. DenBaars, J. S. Speck, and Shuji Nakamura, Appl. Phys. Lett. 83(4), 644 , 2003.
[9]B.A.Haskell, T.J.Baker, M.B.McLaurin, F. Wu, P. T. Fini,S. P.DenBarrs , J.S.Speck, and S.Nakamura, Appl. Phys. Lett. 86, 111917 , 2005.
[10]Bilge Imer, Feng Wu, James S. Speck, Steven P. DenBaars, Journal of Crystal Growth 306 ,330–338 ,2007
[11] D. Doppalapudi, E. Iliopoulos, S. N. Basu, and T. D. Moustakas,J. Appl. Phys. 85, 3582 (1999)
[12]X.Nia,Y. Fua, Y.T.Moona, N.Biyiklia and H.Morkoca,Journal of Crystal Growth 290 (2006) 166–170
[13]Hou-Guang Chen, Tsung-Shine Ko,Hao-Chung Kuo Yue-Han Wu,Appl. Phys. Lett, 83, 1554, 2003
[14]T. Pascova , R.Kroeger,S.Figge ,D.Hommel,V.Darakchieva,E.Preble , Appl. Phys. Lett., 89, 051914, 2006
[15] H.S Hsu, Y.K Su, and S.J Huang, Applied Physics Express 4 (2011) 035501 [16]曲廷力” 以氫化物氣相磊晶成長非極性氮化鎵厚膜之研究” 國立交通大學電
子物理所論文,2008
[17] T.C Wang, T.C Lu, T.S Ko, H.C Kuo,M. Yu, and S.C Wang, Appl. Phys. Lett. 89, 251109 (2006)
[18] K. Nishiyama, A. Motogaito, H. Miyake, phys. stat. sol. (a) 176, 535 (1999) [19] H. Wang, C. Chen, Z. Gong, J. Zhang, Appl. Phys. Lett. 84, 499 (2004) [20] X. Ni, Ü . Ö zgür, Y. Fu, N. Biyikli, J. Xie, Appl. Phys. Lett. 89, 262105 (2006) [21] F. Wang, R. Zhang, W. S. Tan, X. Q. Xiu, D. Q. Lu, Appl. Phys. Lett. 80, 4765
47
[22] Nitrides with Nonpolar Surfaces, Edited by Tanya Paskova, p278, (2006) [23] Y. Arroyo Rojas Dasilva, T. Zhu, D. Martin, N. Grandjean, U. Jahn,P .
Stadelmann, Journal of Crystal Growth 327 (2011) 6–12
[24] C. Roder, S. Einfeldt, S. Figge, D. Hommel, T. Paskova, B. Monemar, B. A. Haskell, P. T. Fini, J. S. Speck, and S. Nakamura, phys. stat. sol. (a) 203, No. 7, 1672–1675 (2006)
[25] F. Wang, R. Zhang, W. S. Tan, X. Q. Xiu, D. Q. Lu, Appl. Phys. Lett. 80, 4765 (2002)
[26]A. R. Gon˜i, H. Siegle, K. Syassen, C. Thomsen, and J.-M. Wagner, PHYSICAL REVIEW B, VOLUME 64, 035205

![圖 1-2-1. 氮化鎵極性面、半極性面、非極性面之示意圖[10]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8107008.165396/16.892.191.706.115.708/圖121氮化鎵極性面半極性面非極性面之示意圖1.webp)
![圖 1-2-2. 氮化鎵材料極性與非極性面所造成能帶結構圖[11]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8107008.165396/17.892.209.682.148.506/圖122氮化鎵材料極性與非極性面所造成能帶結構圖11.webp)
![圖 4-1-1-3.利用 ELOG 技術之側向成長過程[16]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8107008.165396/29.892.125.767.503.884/圖4113利用ELOG技術之側向成長過程16.webp)