以卡曼濾波器及最小變異控制器實現微影製程控制
105
0
0
全文
(2) 以卡曼濾波器及最小變異控制器實現微影製程控制 Process Control for Photolithography Using Kalman Filter and Minimum Variance Controller. 研 究 生:張仲豪. Student:Chung-Hao Chang. 指導教授:李安謙. Advisor:An-Chen Lee. 國 立 交 通 大 學 工學院半導體材料與製程產業研發碩士專班 碩 士 論 文. A Thesis Submitted to College of Engineering Industrial Technology R & D Master Program on Semiconductor Materials & Processes National Chiao Tung University in partial Fulfillment of the Requirements for the Degree of Master in Mechanical Engineering September 2007 Hsinchu, Taiwan, Republic of China. 中華民國九十六年九月.
(3) 以卡曼濾波器及最小變異控制器實現微影製程控 制. 學生:張仲豪. 指導教授:李安謙 博士. 國立交通大學工學院半導體材料與製程產業研發碩士專班. 摘. 要. 本論文主要目的為設計一套應用於微影製程之覆蓋誤差(Overlay,OL)的先進 製程控制方法。經由歷史資料的分析找出曝光機覆蓋誤差之輸入變數與輸出變數 之間的關係,建立批次控制之預測模型,然後利用卡曼濾波器(Kalman Filter),做 模型截距的動態調變,以適應製程隨時間變化之變異及干擾,再將已調變完成之 模型代入最小變異控制器(Minimum Variance Controller,MVC),使機台的輸入變 數可以在改變量最小的限制下,即製程的變動最小的情形下,讓輸出變數快速地 到達所設定的目標值,以提升製程之良率。. i.
(4) Process Control for Photolithography Using Kalman Filter and Minimum Variance Controller. Student:Chung-Hao CHANG. Advisor:Dr. An-Chen LEE. College of Engineering Industrial Technology R & D Master Program on Semiconductor Materials & Processes National Chiao Tung University. ABSTRACT. This thesis presents a new run-to-run (R2R) controller for photolithography process. The controller, termed Kalman minimum variance controller, can act both as a dynamical model optimizer and as a controller for given models. In this thesis, the relationships and run-to-run control model among input recipes and output overlay variables are formed by analyzing the historical data. Then on-line (Recursive) model identification and recipes generation are performed by using Kalman filter and minimum variance controller, respectively. Improvements due to advanced control have been quantified in simulations and actual FAB operations.. ii.
(5) 目 摘. 錄. 要............................................................................................................................i. ABSTRACT......................................................................................................................ii 目. 錄..........................................................................................................................iii. 圖 目 錄...........................................................................................................................v 表 目 錄..........................................................................................................................ix 符號說明...........................................................................................................................x 誌謝.................................................................................................................................xii 第一章. 緒論...............................................................................................................1. 1.1. 研究動機與目的.............................................................................................. 1 1.2. 文獻回顧.......................................................................................................... 4 1.3. 研究方法.......................................................................................................... 6 1.4. 本文組織架構.................................................................................................. 7 第二章. 微影製程、機台與覆蓋誤差介紹...............................................................9. 2.1. 微影製程介紹.................................................................................................. 9 2.2. 微影機台介紹................................................................................................ 15 2.3. 微影覆蓋誤差介紹........................................................................................ 21 第三章. 歷史資料分析與建模.................................................................................28. 3.1. 歷史資料分析................................................................................................ 28 3.2. 建模................................................................................................................ 33 第四章. Run-to-Run 控制器....................................................................................37. 4.1. EWMA控制器 ................................................................................................ 37 4.2. Double EWMA控制器 ................................................................................... 40 4.3. Pheromone Propagation控制器 ..................................................................... 42 iii.
(6) 4.4 卡曼濾波器.................................................................................................... 45 4.5 最小變異控制器............................................................................................ 48 4.6 卡曼最小變異控制器完整架構.................................................................... 50 4.7 新卡曼最小變異控制器完整架構................................................................ 53 第五章 模擬...................................................................................................................56 第六章 實驗驗證...........................................................................................................74 第七章 結論與未來建議...............................................................................................87 參考文獻.........................................................................................................................89. iv.
(7) 圖 目 錄 圖 1-1 APC 系統控制流程圖………………...………………………………………2 圖 1-2. Feedback Model……………………………………………………………….5. 圖 1-3. 結合 Kalman Filter 與最小變異控制器之控制架構圖……………………....6. 圖2-1. 晶圓製造流程…………………………………………………………………10. 圖2-2. 黃光區微影製程步驟……………………………………………..…..……....10. 圖2-3. 以HMDS改變晶圓表面極性…………………………………….…………...11. 圖2-4. 正負光阻的特性與光罩的關係...……………………………………..…..…12. 圖 2-5. 駐波效應造成之孔洞邊緣不平整……………………………..……………14. 圖 2-6. 軌徑機內製程分佈及順序…………………………………………………..15. 圖 2-7. TEL(Tokyo Electronic Limited)公司所生產的軌徑機型號 ACT-12…….…16. 圖 2-8. 照相機構造……………………………………………………………..……17. 圖 2-9. 曝光機台與照相機的比較………………………………………………..…18. 圖 2-10 曝光機示意圖………………………………………………………………..19 圖 2-11 曝光機所提供的解析度須含蓋圖中光阻的 a,b 兩點……………….……..20 圖 2-12 覆蓋誤差測量記號…………..………………………………………………23 圖 2-13 覆蓋誤差形式………………………………………..………………………23 圖 2-14 覆蓋誤差影響……………………………………………..…………………24 圖 2-15 Interfield 與 Intrafield 之座標及誤差係數…………….……..………………25 圖 3-1. MA(3)控制架構...............................................................................................29. 圖 3-2 A3 參數輸入及輸出值對批次分布圖………………………...…………….30 圖 3-3 A1 參數輸入及輸出值對批次分布圖………………………...…………….30 圖 3-4 X7 參數輸入及輸出值對批次分布圖………………………...…………….30 圖 3-5. Tool 5_Product A_Layer C_A1 輸入輸出及 Baseline…………….…………31. v.
(8) 圖 3-6. Tool5_Product A_Layer C_X8 輸入輸出調變………………………………32. 圖 3-7. 半導體廠中某曝光機台所有產品 A1 參數之 Baseline……………………..33. 圖 3-8. 半導體廠中某曝光機台單一產品 A1 參數之 Baseline……………………..34. 圖 3-9. 半導體廠中某曝光機台所有產品前 200 批次 A1 參數之 Baseline………..34. 圖 3-10 半導體廠中某曝光機台 4 種產品 A1 參數之 Baseline…………………....36 圖 4-1. 製程輸入值及輸出值關係圖………………………………………………..38. 圖 4-2 EWMA 控制器完整控制架構………………………………………………39 圖 4-3. Double EWMA 控制器完整控制架構……………………………………....41. 圖 4-4. 費洛蒙傳遞控制法概念……………………………………………………..42. 圖 4-5. Pheromone Propagation Controller 完整控制架構………………………….44. 圖 4-6. Kalman Filter 運算流程圖…………………………………………………...47. 圖 4-7. 卡曼最小變異控制器之完整控制架構圖…………………………………..50. 圖 4-8. 卡曼最小變異控制器之使用流程圖………………………………………..52. 圖 4-9. 新卡曼最小變異控制器之完整控制架構圖………………………………..53. 圖 4-10. 新卡曼最小變異控制器之使用流程圖…………………..………………..54. 圖 5-1. 模擬流程圖…………………………………………………………………..56. 圖 5-2. Tool 5、Product A、Layer C 各個參數模擬結果Cpk值……………………..57. 圖 5-3. Tool 5_Product A_Layer C_A1 模擬輸出值暫態響應圖…………………...59. 圖 5-4. Tool 5_Product A_Layer C_A1 模擬輸出值暫態響應圖(第 30-40 批次)…..59. 圖 5-5. Tool 5_Product A_Layer C_A5 模擬輸入輸出值暫態響應圖……………...60. 圖 5-6. Tool 5_Product A_Layer C_B5 模擬輸入輸出值暫態響應圖……………...60. 圖 5-7. Tool 5_Product A_Layer C_A5 模擬輸入輸出值暫態響應圖(70-82 批次)..61. 圖 5-8. Tool 5_Product A_Layer C_B5 模擬輸入輸出值暫態響應圖(95-120 批次).62. 圖 5-9. Tool 5_Product A_Layer C_A5 模擬輸入輸出值暫態響應圖……………...62. 圖 5-10. Tool 5_Product A_Layer C_X7 模擬輸入輸出值暫態響應圖……………63. 圖 5-11. Tool 5_Product A_Layer C_X7 模擬輸入輸出值暫態響應圖(50-60 批次).63 vi.
(9) 圖 5-12. Tool 5_Product A_Layer C_A1 卡曼增益變化............................................64. 圖 5-13. Tool 5_Product A_Layer C_A2 卡曼增益變化............................................65. 圖 5-14. Tool 5_Product A_Layer C_A3 卡曼增益變化............................................65. 圖 5-15. Tool 5_Product A_Layer C_A4 卡曼增益變化............................................65. 圖 5-16. Tool 5_Product A_Layer C_A5 卡曼增益變化............................................66. 圖 5-17. Tool 5_Product A_Layer C_B5 卡曼增益變化............................................66. 圖 5-18. Tool 5_Product A_Layer C_X7 卡曼增益變化............................................66. 圖 5-19. Tool 5_Product A_Layer C_Y7 卡曼增益變化............................................67. 圖 5-20. Tool 5_Product A_Layer C_X8 卡曼增益變化............................................67. 圖 5-21. Tool 5_Product A_Layer C_Y8 卡曼增益變化............................................67. 圖 5-22. Tool 5_Product A_Layer C_A1 盒鬚圖…………………………………….68. 圖 5-23. Tool 5_Product A_Layer C_A2 盒鬚圖…………………………………….69. 圖 5-24. Tool 5_Product A_Layer C_A3 盒鬚圖…………………………………….69. 圖 5-25. Tool 5_Product A_Layer C_A4 盒鬚圖…………………………………….70. 圖 5-26. Tool 5_Product A_Layer C_A5 盒鬚圖…………………………………….70. 圖 5-27. Tool 5_Product A_Layer C_B5 盒鬚圖…………………………………….71. 圖 5-28. Tool 5_Product A_Layer C_X7 盒鬚圖…………………………………….71. 圖 5-29. Tool 5_Product A_Layer C_Y7 盒鬚圖…………………………………….72. 圖 5-30. Tool 5_Product A_Layer C_X8 盒鬚圖…………………………………….72. 圖 5-31. Tool 5_Product A_Layer C_Y8 盒鬚圖…………………………………….73. 圖 6-1. Tool 6_Product E_Layer M實驗:歷史資料 vs. KMVC實驗結果之Cpk….75. 圖 6-2. Tool 6_Product E_Layer M_A1, A2 輸出值 Trend Chart……………………76. 圖 6-3. Tool 6_Product E_Layer M_A1, A2 輸出值盒鬚圖…………………………76. 圖 6-4. Tool 6_Product E_Layer M_A3, A4 輸出值 Trend Chart……………………78. 圖 6-5. Tool 6_Product E_Layer M_A3, A4 輸出值盒鬚圖…………………………78. 圖 6-6 Tool 6_Product E_Layer M_A5, B5 輸出值 Trend Chart……………………79 vii.
(10) 圖 6-7 Tool 6_Product E_Layer M_A5, B5 輸出值盒鬚圖…………………………79 圖 6-8. Tool 6_Product E_Layer M_X7, Y7 輸出值 Trend Chart……………………80. 圖 6-9. Tool 6_Product E_Layer M_X7, Y7 輸出值盒鬚圖…………………………80. 圖 6-10. Tool 6_Product E_Layer M_X8, Y8 輸出值 Trend Chart………..…………81. 圖 6-11. Tool 6_Product E_Layer M_X8, Y8 輸出值盒鬚圖………..………………81. 圖 6-12. Tool 6_Product E_Layer M_A1 卡曼增益變化............................................82. 圖 6-13. Tool 6_Product E_Layer M_A2 卡曼增益變化............................................82. 圖 6-14. Tool 6_Product E_Layer M_A3 卡曼增益變化............................................83. 圖 6-15. Tool 6_Product E_Layer M_A4 卡曼增益變化............................................83. 圖 6-16. Tool 6_Product E_Layer M_A5 卡曼增益變化............................................84. 圖 6-17. Tool 6_Product E_Layer M_B5 卡曼增益變化............................................84. 圖 6-18. Tool 6_Product E_Layer M_X7 卡曼增益變化............................................85. 圖 6-19. Tool 6_Product E_Layer M_Y7 卡曼增益變化............................................85. 圖 6-20. Tool 6_Product E_Layer M_X8 卡曼增益變化............................................86. 圖 6-21. Tool 6_Product E_Layer M_Y8 卡曼增益變化............................................86. viii.
(11) 表 目 錄 表 2-1. 曝光機台參數與相機參數的比較……………………………………...…...18. 表2-2. 覆蓋誤差原因………………………………………………………………...22. 表 3-1. Tool_Product A_Layer C 各項參數增益值………………………………….35. 表 5-1. 估測器相關設定……………………………………………………………..57. ix.
(12) 符號說明 A1. : 晶圓平台 X 方向之偏移係數. A2. : 晶圓平台 Y 方向之偏移係數. A3. : 晶圓 X 方向之擴張係數. A4. : 晶圓 Y 方向之擴張係數. A5. : 晶圓 X 方向之旋轉係數. B5. : 晶圓 Y 方向之旋轉係數. X7. : 曝光影像場 x 方向之擴張係數. Y7. : 曝光影像場 y 方向之擴張係數. X8. : 曝光影像場 x 方向之旋轉係數. Y8. : 曝光影像場 y 方向之旋轉係數. B. :後移運算子. k. :第 k 批次. u. :製程機台的參數輸入值. y. :量測機台的參數量測值. b. :定義 u-y 所得到的值稱為 Baseline. C. :y=Cu+p 線性模型中之斜率項. p. :y=Cu+p 線性模型中之截距項. x. :狀態空間模型中之系統狀態向量. y. :狀態空間模型中之系統輸出向量. A. :狀態空間模型中之狀態轉移矩陣. B. :狀態空間模型中之控制輸入矩陣. C. :狀態空間模型中之觀測矩陣. w. :狀態空間模型中之系統干擾向量. x.
(13) v. :狀態空間模型中之量測干擾向量. QW. :w 之共變異數. Rv. :v 之共變異數. L. :卡曼增益. Σ. :狀態變異矩陣. y k +1|k. :為預測之輸出值. T. :為輸出的目標值. W. :為相對於 y k +1|k 之權重. Γ. :為相對於 u k 之權重. γ. : 真實製程線性模型之斜率項. ρ. : 真實製程線性模型之截距項. ε. : 線性模型之白噪音. Φ0. : 初始偏差. w. :. EWMA 之折扣因子. d. : 截距漂移量. w1 、 w2. :. F. : 費洛蒙擴散係數. M. : 費洛蒙框大小. USL. :. Upper Specification Limit. LSL. :. Lower Specification Limit. D. :. 利用歷史資料所得模擬製程偏差矩陣. Cpk. :. 製程能力指標. DEWMA 之折扣因子. xi.
(14) 誌謝 能夠順利完成這篇論文並取得碩士學位,首先要感謝我的指導教授,李安謙 博士。謝謝老師兩年半來的指導,總是不辭辛勞地與同學們開會、討論問題,時 常都忙到三更半夜才回家,想對老師說聲:「老師,您辛苦了!」,希望老師在致 力研究之餘,能多多照顧自己的身體健康。老師常提到『做人、做事、做學問』, 強調最重要的是先學會做人做事,才去追求做學問,這些話至今都深深地烙印在 我的心中。 感謝諸位口試委員的建議與指導,得以讓本論文更臻完整。感謝陳俊宏博士、 黃淵勇學長、李德修學長、潘怡仁學長、吳建峰學長、郭子瑋學長及黎仁滄學長, 謝謝你們在這兩年半提供的幫助,無論是學業上還是生活上,對我都有莫大的助 益。同時也感謝已畢業的黃柏壽學長、詹昆樺學長、洪志明學長以及徐嘉星、雷 仕全、柯璟銘、林峰龍、吳仲明以及倪席琳等同學們,不論是認識兩年甚至是六 年,與你們共渡這段研究所的時光是我一生的回憶。 感謝與我共同奮鬥的同學們,双偉、文凱、明宗、昶佑、大維及忠聖,謝謝 你們的幫助,在研究的路上能互相扶持成長。感謝學弟鼎凱、正廉、文煜及宣宏, 謝謝你們的協助與鼓勵。感謝力晶半導體黎湘鄂廠長、郭宗銘經理、林柏青課長、 王宣權及薛朝澤等同仁的幫忙,幫助我解決許多製程方面的疑問,以及提供豐富 的資源使本論文的實驗能得以順利進行。 最後感謝我的家人,祖父、父親、母親和妹妹,謝謝你們這兩年半來對我的 支持及打氣,讓我得以在生活上無後顧之憂,使得我能在新竹專心求學。感謝許 多未提及的朋友們,參與我人生最榮耀的時刻。 祝福所有的師長、學長、同學、學弟、家人及朋友,希望大家未來能身體健 康,一切順利,再次感謝你們。. xii.
(15) 第一章. 1.1.. 緒論. 研究動機與目的 半導體製造是一項需要高度知識的產業,而台灣在半導體產業所投入的人力. 物力甚鉅。在半導體製程中,有幾百個製程步驟的情況下,穩定的製程就顯得格 外重要。任一製程控制過程的不穩定,可能影響接下來的多個製程,造成非常可 觀的損失。而良率的提升,不但可以減少檢測成本,及重工、修復等不必要成本, 更重要的是品質的提升,增加了產品形象及競爭優勢。所以,當半導體的市場愈 形激烈時,如何改善製程的品質,以提高晶圓的良率,已成為晶圓廠最重要的課 題之一,而製程控制技術即提昇品質的關鍵因素之一。而在所有製程之中,微影 製程佔了舉足輕重的地位,因為IC的關鍵尺寸(Critical Dimension,CD)能越做越 小,全仰賴於微影技術的日新月異。所謂的微影技術,即是將光罩上已定義好的 圖案(Pattern),精準的轉移到晶圓的表面,一般元件的製作,至少需要十次以上的 微影才可完成,目前微影部門的經費往往佔整個元件製作成本的約三分之一,而 且這個比例有逐年增加的趨勢。微影的疊對是非常重要的,若上一層與下一層曝 光成像圖案層間有定位誤差時,就會產生覆蓋誤差(Overlay Error),將會導致元件 短路或斷路,甚至影響到整個生產的良率。所以,在每一層曝光前須做好記號的 對準,目前記號對準的方式,乃是利用一些標記”+“以及”□“[1],來定位出晶圓 座標與曝光場的相對位置,而其覆蓋誤差則透過機台的量測,以得到量測點在X 軸 及Y 軸方向的誤差值,進而求出疊對誤差的各項參數。 過去統計製程管制(Statistical Process Control,SPC)是國內外發展製程控制最 常用的一項技術,在半導體製程錯誤偵測上的應用相當普遍。但因為在任何產業 製程中,總會存在一些不可避免的變異,例如機台的振動、溫度濕度的變化等, 因此單變量(Uni-Variate)SPC 基於統計的方法,以管制圖(Control Chart)的管制上 1.
(16) 限(Upper Control Limit,UCL)和管制下限(Lower Control Limit,LCL)來分析製程。 然而,單變量 SPC 基本上只允許檢測一個常態分佈的變數(Variable),但大部分半 導 體 製 程 設 備 的 運 轉 狀 況 通 常 具 有 非 平 穩 性 (Non-stationary) 、 自 關 聯 性 (Auto-correlated)及交互關聯性(Cross-correlated)的特質。例如,微影製程中,曝光 前烘烤的時間及溫度、曝光光源的強度、焦距以及顯影的時間和溫度等皆有高度 相互關聯的關係,而非個別獨立的製程參數,若同時考慮這些相互關聯的變數, 落在管制界限內的機率不等於個別使用管制圖時的結果,因此單變量 SPC 分析法 可能會發生誤導的作用,甚至會有許多錯誤無法偵測,因此引入先進製程控制 (Advanced Process Control,APC)來改善過去的 SPC 的一些缺失。APC 包含即時 機台狀態監控、即時製程工程資料分析進行錯誤診斷與分類、 Feedback/Feedforward Run-to-Run Control 及預知保養(PM-Predictive Maintenance) 提醒等功能,APC 概念及流程如圖 1-1 所示。透過 APC 可以協助設備相關工程人 員降低非工作預定的設備停機次數,適時偵測排除發生問題的機台,減少不良品 或廢片的發生機率並進而線上調整製程配方確保產品品質不因機台特性漂移影 響,對於產出良率和品質的提升有很大的幫助。. Updating Recipe. Advanced Process Control. Tool. Metrology. Wafer Running. Measure Process Data. Diagnosis Process Variation. 圖 1-1 APC 系統控制流程圖. 2. SPC.
(17) 因此本文主要目的是參考微影製程疊對誤差的模型並設計一套適用於微影製 程之覆蓋誤差(Overlay;OL)的先進製程控制方法(Advanced Process Control, APC),及時調整製程參數藉以改善並增進微影製程之穩定性,更可進一步提供下 一世代之微影製程的控制基礎。. 3.
(18) 1.2.. 文獻回顧 微影技術在半導體廠是非常重要的一環,再加上近年來由於先進半導體製程. 控制技術(Advanced Process Control,APC)的提倡,使得國內外對製程控制的研究 掀 起 一 股 研 究 熱 潮 , 尤 其 是 微 影 技 術 。 Pattern Overlay(OL) 和 Critical Dimension(CD)[2]在微影中影響非常大,當曝光成像的圖案層與前一次曝光成像 圖案層有定位誤差時,就會產生疊對誤差。在 1978 年 Perioff [3]以 Vander Pauw 電 阻結構分析疊對誤差之模式,提出採用六個參數模式來評估 X 軸及 Y 軸平移 (Translation)、放大(Expansion)、旋轉(Rotation)的誤差;1999 年 Zone-Ching Lin 和 Wen-Jan Wu[4]分別探討疊對誤差與獨立參數之間的關係,從中瞭解到疊對誤差的 幾何特徵。 2001 年 Christopher Gould [5]提出一個完整的微影製程的批次控制的理論 (Run by Run Control) 架 構 , 包 含 FB(Feedback) 、 FF(Feed-forward) 與 FB/FF Combination 三種控制模組,其中 FB(Feedback)控制模組之架構如下圖 1-2 所示, 分別由四個區塊所組成;Wafer 進入微影製程,經 Process 完成後,由量測機台 (Measurement tool)量取後測結果,再將後測結果傳入 Controller 中,計算實際結 果與目標值之差異,並得到最佳輸入參數,最後將所得到的參數 Feedback 至下一 批次之 Process Recipe 中,此即為 FB(Feedback)控制模組。2002 年 Christopher Gould [6]再提出一個結合 Fault Detection Classification (FDC) 及 Run-to-Run (R2R) 先進 微影製程管制方法。2003 年,Scott[7]提出一套以 Model Predictive Control 為理論 基礎進而對微影覆蓋誤差進行控制。2004 年,Bode et al. [8]將 Linear Model Predictive Control 的理論架構,實現於 AMD Fab25 及 Fab 30 的微影覆蓋誤差製程 控制,證實了其可行性。2005 年,Park et al. [9]從歷史資料分析,將原來的覆蓋 誤差拆成 Overlay Bias 項以及 Dynamic 項,按照不同產品計算出不同的 Overlay Bias,並結合類神經網路計算所得的 Dynamic 項,來估測並控制微影覆蓋誤差。 關於製程控制演算法的理論與研究。1990 年,An-Chen Lee [10]提出一個以 4.
(19) 時間序列為主的非線性系統模式(Non-linear system model)、k-step ahead predictor 及最小變異控制演算法(Minimum-variance control algorithm),用以處理輸出入之 間的非線性時間序列關係. Wafer Flow. Process. Reading (Measurement). New Setting (Feedback). Controller (Algorithm). 圖 1-2 Feedback Model. 5.
(20) 1.3.. 研究方法 本文所提出之研究方法為結合歷史資料分析、卡曼濾波器(Kalman Filter)與最. 小變異控制器 Minimum Variance Controller,MVC)三者,來對曝光機之 Overlay 輸入變數(機台參數)與輸出變數(量測結果)間之關係做分析,及建立模型,並利用 更新模型達成批次控制,以濾除製程所受到的干擾,維持製程的穩定。如圖 1-3 所示,即為本論文之批次控制架構圖。最後經由模擬與微影製程的實例驗證,更 進一步的來證明此控制方法的控制能力及其效益。. uk. Tool. Kalman estimator. B. Minimum Variance Controller. 圖 1-3 結合 Kalman Filter 與最小變異控制器之控制架構圖. 6. yk.
(21) 1.4.. 本文組織架構 在本文中各章節的內容及架構如下:. 第1章. 緒論 敘述本文之研究動機與目的、相關文獻之探討與回顧、及研究方法與 本文組織架構。. 第二章. 微影製程、機台及覆蓋誤差之介紹 本章介紹半導體製程中的微影製程、機台及覆蓋誤差。. 第三章. 歷史資料分析與建模 分析歷史資料並建構出適合的製程模型。. 第四章. Run-to-Run 控制器 本章主要在介紹各式 Run-to-Run 控制器:EWMA 控制器、Double EWMA 控制器及費洛蒙控制器之基本概念及架構;接著介紹卡曼濾波 器(Kalman Filter)與最小變異控制器(Minimum Variance Controller)的 基本概念,進而設計出結合兩者優點卡曼最小變異控制架構以用於微 影製程 Overlay。. 第五章. 模擬 本章主要參考半導體廠內的歷史資料,針對微影製程 Overlay 所產生 的干擾進行模擬,以檢驗控制架構的可行性。. 第六章. 實驗驗證 本章主要透過實際半導體廠微影機台的控制,驗證控制架構的可行. 7.
(22) 性,並將其控制結果與廠內歷史資料做一比較。. 第七章. 結論與未來建議. 8.
(23) 第二章. 2.1.. 微影製程、機台與覆蓋誤差介紹. 微影製程介紹. IC 的設計,會隨著產品規格的不同,而所設計的邏輯電路也會有不同的需求。 因此在設計 IC 規格前,必須先依其功能,設計出 IC 電路圖,並製作光罩。目前 一般 MOS 元件製作,至少需要三十幾道的製程方可完成。一般半導體的製程可區 分為前製程作業、晶圓片長成、前段製程及後段製程。前製程作業包括 IC 的設計 與光罩的製作。光罩的作用有如印刷的網版一樣,經過光線的曝光,將光罩上的圖 案轉移到晶片上,接著再利用蝕刻的方式,將晶圓上曝光的部分去除,而得到所需 的電路。晶圓片乃是由二氧化矽經由電弧爐提煉,還原成冶煉級的矽,再經由鹽酸 氯化,產生三氧化矽,蒸餾純化後,經過慢速分解過程,形成棒狀或粒狀多晶矽。 之後,將其放入石英鉗鍋裡,置於長晶爐並以高溫溶解,然後慢慢往上拉出(Necking) 頸部有 3mm 的寬度後,再拉出晶冠就是晶體的本身,可拉到直徑 8 吋或 12 吋, 然後再拉出本體,便製成所謂的晶體柱,最後經過研磨、拋光、切片而成為晶圓片。 前段製程是將清洗好的晶圓,送到爐管,在含氧的環境下,加以熱氧化,進而在晶 圓表面長成所需的薄膜,一般多為二氧化矽。之後在晶圓表塗上光阻液,以做為在 未來曝光時,保護無須曝光部分,接下來就是做光罩校準的動作,將光罩與晶圓對 準,進行曝光,再以顯影劑進行顯影,之後以化學蝕刻或物理蝕刻的方式,去除不 需要的部分,並將晶圓清洗,最後便在晶圓上留下所需的電路。然而,目前現在的 電路設計都非常大,因此要在晶片上印上電路,一層的面積並不足以包含所有的電 路,須一層一層的轉印到晶片上,這種方式類似蓋大樓建築,因此需要反覆氧化、 曝光、微影、蝕刻等步驟。後段製程是將晶片封裝及測試。測試的目的是將依照設 計的電路特性,真實的表現出來,而封裝的目的,除了保護易脆的晶片外,更提供 機械強度與適當的保護,避免積體電路受到污染。上述晶圓製造的流程如圖 2-1 所 示:. 9.
(24) 圖2-1 晶圓製造流程. 而微影製程步驟如圖 2-2 所示:. 圖2-2 黃光區微影製程步驟. 10.
(25) 步驟1、表面清洗 在進入微影製程前,需要將表面清以去除晶片表面氧化物、雜質、油質及水分 子。. 步驟2、去水烘烤 去水烘烤要的目的是主要在晶片表面上做處理以提昇光阻與晶片表面間的附 著力,約需加熱至150oC~250oC,由於晶圓表面是氧化矽容易吸附水份,有機光阻 則是斥水性,做光阻和晶圓表面不易附著,所以必須去水烘烤的步驟。去水烘烤的 處理步驟是在高溫烤盤下烘烤,將晶圓表面的水氣去除,接著進行下一步驟即是塗 底,塗上一層HMDS(Hexamethyldisilazane)材料,做為晶圓與光阻的界面活性劑。. 步驟3、塗底 塗底主要的目的是要提昇光阻與晶片表面間的附著力。晶片表面經過去水烘烤 的步驟去除水氣後,加上一層底材以改善光阻與晶片的附著力。通常使用的底材為 六甲基乙矽氮烷HMDS(Hexamethyldisilazane),HMDS有如界面活性劑,使得晶片 與晶圓附著力增加。HMDS有兩個作用: (1) 脫水:HMDS與水發生反應產生氨氣,去除因與晶圓表面形成化學鍵而無法烘 除的水份。 (2) 增強晶圓與光阻間附著力:HMDS的矽原子與晶片表面產生化學鍵,而使有機 物的官能基裸露在外,可增進晶圓與光阻間的界面活性劑。HMDS與晶圓表面 反應的機制如圖2-3所示:. 圖2-3 以HMDS改變晶圓表面極性. 11.
(26) 步驟4、光阻塗佈(Resist coating) 光阻通常是以液態的形式存在,一般主要是由樹脂,感光劑及溶劑等三種不同 成分所組成,其中樹脂的功能是做為黏合劑,感光劑則是一種光活性極強的化合 物,兩者一起溶於溶劑內,光阻可依其顯影(Developer)後之圖形與光罩上圖形呈相 同或明暗互補之差別,而分為「正光阻」(Positive Resist)與「負光阻」(Negative Resist) 兩種,如圖2-4所示。光阻的塗佈(Spin Coating)是利用真空吸附原理,先將晶圓置 於塗佈機的托盤上,此時光阻液便滴在晶圓上,藉著離心力的作用,讓光阻往外圍 移動,均勻地佈滿整片晶圓,而且多餘的光阻也會因為旋轉的關係被甩出,透過旋 轉的轉速平方根與光阻的厚度成反比關係,來控制光阻的厚度。由於光阻的厚度直 接影響到線寬, 所以光阻塗佈需要嚴格控制其厚度及均勻度影響光阻塗佈的品質 因素:馬達的轉速、光阻的溫度、溼度及抽風量, 同時要防止高速旋轉的光阻回濺到 晶圓上。光阻的優劣:優質的光阻與製程的良率有非常密切的關係,優質的光阻應 該還具備良好的感光度、附著性、抗蝕刻性(Etch Resistance)及解析度(Resolution)。. 圖2-4 正負光阻的特性與光罩的關係. 12.
(27) 步驟5、曝光前烘烤(Pre-Exposure bake) 曝光前的烘烤,又稱為軟烤(Soft Bake),主要目的是移去光阻覆蓋後,光阻內 殘留的溶劑,使其硬化成型,以提昇光阻顯影速率比、防上光阻層龜裂及增加光阻 劑對晶圓的附著力,所以軟烤此步驟對光阻的附著力、溶解速率、線寬控制及光阻 圖形的定義具有舉足輕重的地位。 軟烤的主要參數是溫度及時間。軟烤會影響到光阻的厚度與活性,同時會影響 光阻層的固化及光阻經曝光及顯影後的結果。. 步驟6、對準與曝光(Alignment and Exposure) 對準:在執行曝光之前, 必須將光罩上的線路圖一層層的對準,以作正確的圖 形移轉,否則將導致晶圓報廢。 曝光即是圖案之轉移,將光罩上定義好的圖案,完全轉移至光阻上。故黃光微 影成像的基本原理有如沖洗照片,必需在暗房內進行,微影成像亦必須在黃光下進 行,光罩有如底片,而晶圓則是相紙,光線經過光罩,透鏡而成像在晶圓上,晶圓 塗有感光的光阻,光阻與光線作用後,即可將光罩的圖形移轉到晶圓上。微影成像 的必備條件:要有光源、光罩、光阻、光阻塗佈顯影設備及對準曝光光學系統。曝 光主要控制的條件是曝光光源強度、曝光的時間、光阻的厚度、軟烤的程度、顯影 的條件以及光阻線寬容許誤差。. 步驟7、曝光後烘烤( Post Exposure Bake,PEB ) 以90℃到130℃的溫度烘烤晶圓,此時容易有駐波效應的產生,駐波效應是指 光阻局部有輕微的曝光過度或曝光不足的現象,其產生的原因是在曝光時,光波在 不同厚度的光阻會有不同的干涉效應產生,在入射光與反射光之處產生建設性干涉 與破壞性干涉之故。駐波效應使得光阻曝光強度不均勻,使得光阻線寬經顯影之後 變成鋸齒狀,不利後續製程。在顯影之前進行曝光後烘烤,乃是利用烘烤晶圓所產 生的熱能,中和曝光過度與曝光不足的光阻,使曝光過的光阻重新排列,可以消除 駐波效應。此一方法主要應用於I-line光阻。曝光後烘烤其主要控制的參數和軟烤 相同,主要在溫度與時間。駐波效應造成的孔洞如圖2-5所示:. 13.
(28) 圖 2-5 駐波效應造成之孔洞邊緣不平整 PEB溫度及時間均會影響到光酸在光阻內的擴散速度及距離,因此其必須與曝光前 烘烤溫度互相搭配,並考慮製程需求才可取得最佳之烘烤溫度。. 步驟8、顯影(Develop) 經過曝光、及曝光後烘烤的光阻,即可進行顯影,顯影的目的主要除去不必要 的光阻,並將光阻經由照射後定義出的圖顯現在矽晶片上,主要的顯影法是濕顯影 法。負光阻顯影液:已曝光的部份因分子聚合而留下圖形,未曝光的部份以溶劑洗 去。正光阻顯影液:與負光阻相反,未曝光的部份留下圖形,已曝光的部份以溶劑 洗去。. 步驟9、硬烤(Hard Bake) 在光阻顯影成像後,最後仍會經過一道烘烤,其目的在除去剩餘之溶劑及水 氣,使光阻內未溶解之感光化合物和樹脂間之結合更緊密,以增加光阻對熱之穩定 性及底層物質之附著力,在將來之蝕刻或離子植入製程中,能確實發揮保護圖形之 功能。. 14.
(29) 2.2.. 微影機台介紹. 2.2.1 軌徑機 現今半導體廠中的微影製程設備,分為兩部機台,連接在一起。微影製程大部分 的程序都是由連接在前端的機台完成的,包括了去水烘烤、氣相塗底、旋轉塗佈、各 種軟硬烤以維持晶圓上的光阻在一定的濃度和溫度以及最後的顯影過程,此機台由於 是將 COT、DEV、Hot/Cool plate 及傳輸系統整合在一個密閉的機構內,並嚴格控制溫 溼度及濾除空氣中的不純物,避免晶圓在製作的過程中, 遭到污染而造成品質上的缺 陷,其晶圓傳送的軌跡像是以一條彎曲的軌徑,因而稱為軌徑機(Track),圖 2-6 為軌 徑機內部製程程序的分佈及順序;而圖 2-7 為 TEL 公司的產品軌徑機之外觀。. 曝光 機台. 圖 2-6 軌徑機內製程分佈及順序. 15.
(30) 圖 2-7 TEL(Tokyo Electronic Limited)公司所生產的軌徑機型號 ACT-12. 2.2.2 曝光機 在介紹後端機台曝光機前,先介紹照相機的功能,因為曝光機功能類似照相機, 能將積體電路的圖案精準的定義在晶圓上。 一般相機由相機(圖 2-8)本身加上鏡頭組合而成,裝上感光的底片後,攝影師對準 目標取景,調整焦距,設定光圈,再按下快門,即完成照相曝光的動作,當然現代的 相機幾乎都可在按一下快門時,全自動完成一連串的對焦距及調整光圈及快門時間的 動作,等完成所有的照相工作後,攝影師回到暗房將底片取出(因為怕底片曝光),開 始以顯影劑及定影劑顯影底片,完成顯影後的底片,再經過沖印,就成了照片。. 16.
(31) 圖 2-8 照相機構造. 曝光的技術很複雜,但基本的原理很簡單,與照相的原理很類似:首先先在晶片 上塗上一層光阻(感光材料,作用如同底片)來自光源的平行光,經過光罩後,便投射 在光阻上。因為光罩上有圖案(由鉻膜形成的不透光區域),而沒有鉻膜的地方,光線 就會穿透玻璃到達晶片上的光阻,這就是曝光(Exposure),曝光後被光照到光阻會產生 化學變化,再來就是顯影,藉由顯影的過程,將不要的光阻去除,只留下所需的圖形。 光阻可分二種:一種為正光阻、一種為負光阻,正光阻在曝光後被光照射的部份可以 被顯影液給去除,而其他的光阻將不會被顯影液給去除。而負光阻則相反,是被光照射 的部份不會被顯影液給去除,而其餘不被光所照射的區域將會被顯影液所移除。簡單 說正光阻為分解反應,負光阻為聚合反應,而圖 2-9 與表 2-1 為曝光機台與照相機構 造的比較。. 17.
(32) 光源 曝光時間. 快門. 光罩 Reticle. 透鏡組合. 鏡頭. N.A 自動對焦. 自動對焦. Stage移動方向. 光阻 Resist 底片. 晶片 Wafer Stage. Stage移動方向. 圖 2-9 曝光機台與照相機的比較. 表 2-1 曝光機台參數與相機參數的比較 攝影. 微影工程. Photo 鏡頭. Photolithography 透鏡(Lens). 底片. 光阻(Photo Resist). 焦距. 焦距(Focus). 快門. 曝光量(exposure time). 光圈. 數值孔徑(NA). 攝影. 曝光(exposure). 顯影. 顯影(Develop). 風景. 光罩(Reticle). 瞄準景物. 對準(Alignment) Overlay ADI. 檢查. CD-SEM 重工. Rework. 景深. DOF(Depth Of Focus). 解析度. Resolution 18.
(33) 曝光機台是由光源(Light Source)、光學照度系統(Illumination System)、對準系統 (Alignment System)、光罩承接平台(Reticle Stage)及晶圓承接平台(Wafer Stage) 等五個 部份所組合而成。首先,透過對準系統將晶圓定位好,當光源經過光罩後,再利用光 學照度系統投影至晶圓的曝光場上,因為經過投影系統的倍縮(現今多數機台設計為四 倍)才照射在晶圓上,因此無法進行一次整片的曝光(Exposure),必須一步一步的位移 曝光,以完成整片晶圓之曝光步驟,所以整個曝光流程是經過對準、曝光、位移,之 後便一直重覆此動作,如圖 2-10 所示。. 光源(Light Source) 光罩承接平台(Reticle Stage) 光學照度系統(Illumination System). 晶圓承接平台(Wafer Stage). 對準系統(Alignment System) 圖 2-10 曝光機示意圖. 對於曝光系統而言,當所使用的光源之波長λ愈短,整個曝光機所提供的最低解 析度也就愈小,亦即所能處理的最小線寬也就愈小。不過因光阻具有一定的厚度(通常 在 1μm 左右),為了使圖案的轉移能夠完全且精確,步進機投射在光阻上的圖案,應 該具備一定的”聚焦深度(Depth of Focus, DOF)”才行,以便使整個光阻分子,不論是在 接近光阻的表面端或是接近晶片端,如圖 2-11 所示,都能有相同的聚焦(Focus)。. 19.
(34) 曝光光波. a點 b點. 光阻厚度. 光阻. 晶片. 圖 2-11 曝光機所提供的解析度須含蓋圖中光阻的 a,b 兩點. 顯影後檢視(After Develop Inspection),簡稱 ADI。這個品管步驟的目的是用來確 保微影製程的正確性,使任何異常都能在進行下一站的製程前被發覺,而藉著重工 (Rework)來補救,以避免整片或整批的晶圓報廢。對微影製程而言,最主要的兩個 ADI 項目如下: 1.. 覆蓋誤差(Overlay Tolerance):覆蓋查驗是使用覆蓋(Overlay)的檢驗設備,也是. 本論文所研究、探討及所欲控制的製程良率變數。這種覆蓋測試結構,為盒 內盒(Box-in-Box)結構,其中,位於外圍的盒框,是已完成在晶片上的前層組 織,而內盒框則是當層的工作層,其成份為光阻。藉由這兩個盒框的相對位 置來量測當層與前層的覆蓋誤差,此製程項目為本文主要探討及控制的對象。 2.. 關鍵尺寸(Critical Dimension, 通常簡稱為 CD):即是由光罩所轉移至晶圓上 的圖案之線寬。其量測的方式是使用電子顯微鏡(CDSEM)來進行量測的。由 工程師的經驗得知,針對曝光機而言,影響 CD 值之精確度最大的兩個因素 為:曝光能量(Exposure Dose) 與焦聚(Focus)。. 20.
(35) 2.3.. 微影覆蓋誤差介紹 對準的目的是使得光罩圖案能正確的轉移到光阻層,因為晶片是由許多結構層疊. 堆而成,所以若是曝光位置對準不正確,層與層之間的圖形就無法按照原先電路設計 的圖形密切配合,而造成短路、斷路及電性不良等等缺陷,使得產品良率降低,增加 生產成本,這種層與層圖形覆蓋位置上的誤差稱為覆蓋誤差。. 2.3.1 覆蓋誤差之原因 覆蓋誤差可能來自光罩、晶圓、曝光機本身以及系統環境所造成的誤差(表2-2), 以光罩而言會因為其圖案變形,或是比例不正確而產生誤差。晶圓因為前熱製程或是 光阻塗佈的不均勻,導致晶圓表面不平坦,致使圖案轉移扭曲失真,這種因為晶圓變 形或不平整的影響,而產生的覆蓋誤差程度將隨著晶圓尺寸的放大而提高。曝光機本 身則可能因為投影透鏡失真、晶圓平台傾斜、晶圓或光罩夾具鬆動使晶圓或光罩產生 位移誤差,以及定位與對準系統精度等問題而產生誤差。此外,曝光機所在之作業環 境因為溫度與震動的關係也會導致曝光機產生誤差。量產過程中,在整批或數批晶圓 進行曝光之前,會先以一兩片試片進行試曝(Pilot)的動作,檢查其缺陷率與覆蓋誤差 是否在容忍範圍內,確認環境條件符合要求後才放行整批晶圓.,以避免機台不必要的 消耗與時間的浪費。. 21.
(36) 表2-2 覆蓋誤差原因. 覆蓋誤差來源. 造成原因 定位對準系統誤差 晶圓或光罩滑動. 曝光機. 晶圓放置平台傾斜 透鏡組失真. 晶圓. 晶圓本身變形(受熱影響) 光阻塗佈膜厚不平整 光罩變形. 光罩. 光罩圖案比例失真 震動. 系統環境. 溫度 潔淨度. 2.3.2 覆蓋誤差之測量與影響 覆蓋誤差依賴Overlay機台的量測,其測量方法是每次曝光中在晶圓切割道上做 兩種覆蓋標記符號 為”. ”■” 與. ”□” , 分 別 與 前 一 次 層 留 下 的 記 號 重 合 成. ”(Box-In-Box)的樣式,再以影像處理技術測量兩個標記的位移量(圖 2-12),通. 常在每個曝光場內放置4組覆蓋標記符號,而量測記號的偏移量需要花費相當的時間, 因此雖然每個曝光場都有誤差記號,為了不讓測量機台成為產能的瓶頸,通常一片晶 圓只選取4至9個曝光場作覆蓋誤差的測量,Overlay機台的測量步驟是先以晶圓全域對 準記號及區域對準記號定出整片晶圓的座標,再依照所選取要測量的曝光場找出覆蓋 標記位置並量測符號間x-y方向之位移量,最後便可得到16至36個點的位移數據,作為 覆蓋誤差分析的依據。. 22.
(37) dy. dx 圖 2-12 覆蓋誤差測量記號 覆蓋誤差包含的幾何特徵很多,包括平移、旋轉、擴張等形式(圖2-13),而誤差的 各種形式對曝光位置的偏移會造成不同的影響(圖2-14),覆蓋誤差必須控制在設計法則 (Design Rule)的30%以下[1],並且針對每片晶圓覆蓋誤差的歷史資料作追蹤與修正, 避免持續偏向性的覆蓋誤差,使晶片產生電性不良或結構脆弱等問題。. 圖 2-13 覆蓋誤差形式 23.
(38) 圖 2-14 覆蓋誤差影響. 2.3.3 覆蓋誤差模型 分析覆蓋誤差是將誤差產生之影響經過線性迴歸後,來建立其數學模型,影響包 括平移、旋轉、擴張與縮小和正交誤差,在建立模型時會將誤差產生原因分為兩個部 份來討論,一個是表示晶圓整體誤差(Interfield)的情形,與表示每個曝光場誤差 (Intrafield)的情形,這兩種情形須分別以兩個座標系統來討論,(X,Y)座標系統代表 Interfield部分,而(x,y) 座標系統表示Intrafield部分,(X,Y)座標系統是以晶圓中心點為 原點,而(x,y)座標系統則是以每次曝光區域的中心點為原點,圖2-15表示了覆蓋誤差 模型的座標與誤差係數:. 24.
(39) Interfield(Wafer) term. Intrafield(Shot) term. B5. 圖 2-15 Interfield 與 Intrafield 之座標及誤差係數 一般文獻的探討將這些誤差分成 Intrafield 與 Interfield,前者是在探討光源透鏡與 光罩間所產生的誤差,Interfield 則探討光罩與晶圓之間的定位誤差。Interfield 的誤差 來自校準誤差和晶圓機座定位之誤差,其數學誤差模式如下[4]:. d wX = TwX + EwX X − RwX Y + BwX Y 2. (2-1). d wY = TwY + EwY Y + RwY X + BwY X 2. (2-2). 上式X 、Y 代表曝光場在晶圓座標系統的位置,下標w、X、Y 分別表示Interfield 的 誤差源、該誤差源對X 方向與Y 方向所造成的影響;dwX 、dwY則表示在X 軸及Y 軸所 造成的總疊對誤差,TwX、TwY 代表晶圓平台的偏移(Translation)係數,由晶圓平台的移 動所造成,RwX、RwY 為晶圓的旋轉(Rotation)係數,由晶圓平台的轉動所造成, EwX、. EwY為晶圓的擴張(Expansion)係數,由晶圓平台高度定位誤差所造成, BwX、BwY為晶 B. 圓的彎曲(Bow)係數,由於晶圓平台的不平整所造成 Intrafield 的誤差來自光源透鏡與光罩,其數學誤差模式如下: d fx = T fx + M fx x − R fx y − Txx x 2 − Tyx xy + W fx y 2 + D3 x x( x 2 + y 2 ) + D5 x x( x 2 + y 2 ) 2. (2-3). d fy = T fy + M fy y + R fy x − Tyy y 2 − Txy xy + W fy x 2 + D3 y y ( x 2 + y 2 ) + D5 y y ( x 2 + y 2 ) 2. (2-4). 25.
(40) 上式中x 、y 代表曝光影像場的位置,即Intrafield的座標系統,下標f、x、y 分別 表示Intrafield 的誤差源、該誤差源對x 方向與y 方向的影響;d fx、d fy 分別表示在x 軸 及y 軸所造成的總疊對誤差,Tfx、T fy代表曝光影像場的偏移(Translation)係數,由光罩 平台的精確度所造成,R fx、R fy為曝光影像場的旋轉(Rotation)係數,由光罩的旋轉所 造成,M fx、M fy為曝光影像場的放大(Magnification)係數,由光罩與鏡片間的距離所造 成,Txx、Tyx、Tyy、Txy 為光罩的傾斜(Trapezoid)係數,由光罩平面未垂直投影所造成,. W fx、Wfy為楔形(Wedge)失真係數,由光學透鏡中心的偏差所造成, D3x、D5x、D3 y、 D5y為透鏡變形(Distortion)係數,為濾鏡設計對稱性的轉動所造成,以上低階Overlay誤 差的幾何形狀如圖2-16所示。. 圖2-16. Overlay 各種低階誤差圖示. 覆蓋誤差的實際模型具有高度非線性,多數高階誤差的來源,來自於透鏡系統, 以致於在製程的過程中無法針對這些高階誤差作 Run-to-Run 的補償,一般的曝光機僅 對平移、旋轉、擴張與縮小及晶圓平台傾斜具備補償能力,因此曝光機台的製造廠商, 如:Canon 便針對可做 Run-to-Run 補償的相關誤差項目,設計與其誤差相對應的製程 參數於製程機台端,以下為其建構的 simple model 形式:. 26.
(41) Interfield term 的 simple error model:. dX=A1+A3X-A5Y. (2-5). dY=A2+A4Y+B5X. Intrafield term simple error model:. dx=X7x-X8y. (2-6). dy=Y7y+Y8x 其中A1、A2為TwX、TwY於Canon的簡稱,其常用單位為μm, A3、A4為EwX、EwY 於Canon的簡稱,其常用單位為ppm(parts-per-millon),A5、B5為RwX、RwY於Canon的簡 稱 , 其 常 用 單 位 為 μ rad , X7 、 Y7 為 M. fx 、 M fy 於 Canon 的 簡 稱 , 其 常 用 單 位 為. ppm(parts-per-millon),而X8、Y8為R fx、R fy於Canon的簡稱,其常用單位為μrad。 由於許多覆蓋誤差原因是隨機產生,例如晶圓彎曲、環境震動等,此類覆蓋誤差 必須持續追蹤晶圓並做適當修正,以維持該晶圓後續製程上設計圖案的轉移品質,但 這些誤差產生原因並不會影響曝光機本身的對準能力,而針對持續超出容忍度的偏 移、旋轉、擴張與縮小等機台對準與定位上的誤差,則是必須對機台作調整,以維持 機台本身的精確度,確保後續在該機台曝光的晶圓都能有良好的圖形轉移,因此依照 需要選取適當的誤差項,濾除隨機與無法調整之誤差影響,以便得到更正確的補償參 數,這是分析微影覆蓋誤差數學模型的主要目的,也是補償覆蓋誤差時的重要參考依 據。. 27.
(42) 第三章. 3.1.. 歷史資料分析與建模. 歷史資料分析 根據上一章所述,可知欲使微影 Overlay 製程達到 Run-to-Run Control,必須. 針對 A1、A2、A3、A4、A5、B5、X7、Y7、X8 與 Y8,10 項製程參數做控制; 為了達到控制的目的,必須先根據上述 10 項製程參數的輸入輸出值,建立合適的 製程模型,即用數學模型描述其製程行為,才能進而設計適當的估測器及控制器。 實驗設計是目前半導體廠最常使用的建模方法,利用事前有計劃及考慮周詳 的資料蒐集程序來進行實驗,而使得實驗結果的再現性很高、配置實驗的伸縮性 大、實驗次數較少、實驗配置容易與解析方法較為簡便的方法;然而微影製程是 半導體製程中,成本耗費最高的製程,微影設備除了定期保養 PM(Periodic Maintenance) 之外,幾乎都用於生產,無法配合實驗設計的進行。再者,根據 Bode、Ko 與 Edgar [8]指出,微影 Overlay 製程 10 項線性參數可視為獨立的 10 個 SISO(Single-Input Single-Output)模型,如要進行實驗設計,必須大幅增加實驗的 次數,如此會嚴重影響半導體廠設備的使用率,使實驗成本提高甚多。 在實際的考量之下,只能從歷史資料的分析進行微影 Overlay 製程的建模, 然而現今多數半導體廠早已使用的 MA(3)法對 Overlay 進行控制。 所謂MA(3)法,是針對單一機台的單一產品,將每一批次微影製程機台的參 數輸入值(uk)以及量測機台的參數量測值(yk)相減,定義為該批次的Baseline(bk= uk - yk),計算前三個批次Baseline的平均值,令此平均值為下一批次的製程機台參數 輸入值,作為控制方法其控制架構如下圖 3-1 所示。. 28.
(43) uk. Tool. yk. b k = u k - yk. B. uk +1 =. bk − 2 + bk −1 + bk 3. 圖 3-1 MA(3)控制架構. 因此從半導體廠所獲得的歷史資料輸入值及輸出值,皆是在此方法控制下所 得到的輸入輸出值,而非完全未經控制的輸入輸出值。 又根據 Park etal.[9] 觀察半導體廠微影製程的 Overlay 參數的歷史資料,現今 半導體廠的微影機台,為了增加機台的使用率,通常都必須混 Run 不同的產品及 不同的 Layer,因此在不同機台、不同產品及不同 Layer 的情況下,將歷史資料混 在一起觀察無法看出任何的關連,若假設機台在短期內漂移不明顯的情況下,針 對單一機台、單一產品及單一 Layer 的歷史資料,將這些批次的歷史資料從連續 時間的歷史資料中挑出後,連接在一起觀察,可以發現各參數的輸入輸出有各種 相關性。 吾人收集了半導體廠內連續 140 天的歷史資料,經由觀察歷史資料,發現 Overlay 製程同一產品的輸入輸出值資料分布,根據參數的特性,可分為三種類型: (1) 輸入值為穩定值的數列:A3、A4、A5 及 B5 為此類型,如下圖 3-2 所示,其輸入輸出值在製程過程中保持平穩的關係。 (2) 輸入值有漂移傾向的數列:A1、A2 為此類型,如下圖 3-3 所示,其 輸入輸出值在製程過程中有漂移 (3) 輸入值為 Step 及 Drift 混合的數列:X7、Y7、X8 及 Y8 為此類型, 如下圖 3-4 所示。 29.
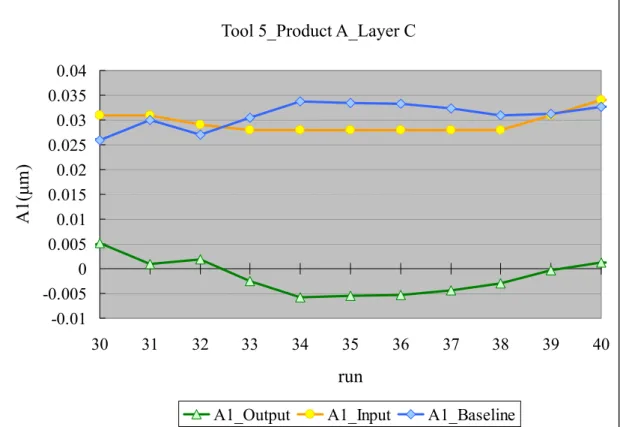
(44) 0.03 0.02 0.01 ppm. 0. A3_Input A3_Output. -0.01 -0.02 -0.03 -0.04 -0.05 1. 11. 21. 31. 41. 51. 61. 71. 81. 91. 101 Runs. 111. 121. 131. 141. 151. 161. 171. 181. 191. 圖 3-2 A3 參數輸入及輸出值對批次分布圖 0.06 0.05 0.04 μm. 0.03 A1_Input. 0.02. A1_Output. 0.01 0 -0.01 -0.02 1. 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161 171 181 191 201 211 221 231 241 251 261 271 281 291 301 311 321 331 341 Runs. ppm. 圖 3-3 A1 參數輸入及輸出值對批次分布圖. 1.5 1 0.5 0 -0.5 -1 -1.5 -2 -2.5 -3 -3.5 -4. X7_Input X7_Output. 1. 21. 41. 61. 81. 101 121 141 161 181 201 221 241 261 281 301 321 341 361 381 401 421 441 461 Runs. 圖 3-4 X7 參數輸入及輸出值對批次分布圖. 而目前半導體廠內,採用 MA(3)方法控制製程時,常會有下列情形產生: (1) 單點異常:當量測值有單點異常的情形發生時,所算出的最佳補值 (Baseline)也會隨之異常,使下一批次原本正常的貨用異常的補值去 run,造成連續的製程量測結果異常;下圖 3-5 為一機台某產品中 A1 參數在一段時間內的變動,在第 30-33 個批次前,量測值(Output) 30.
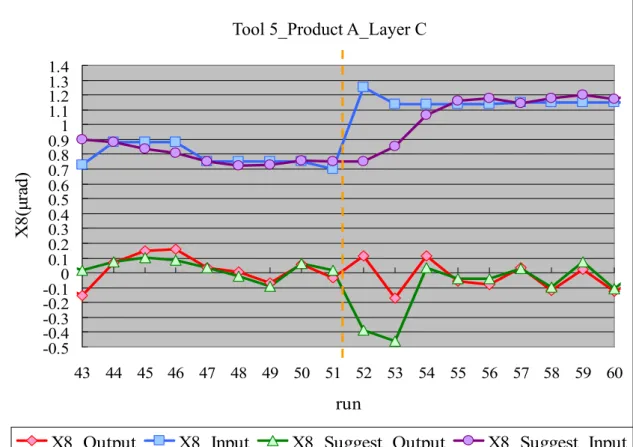
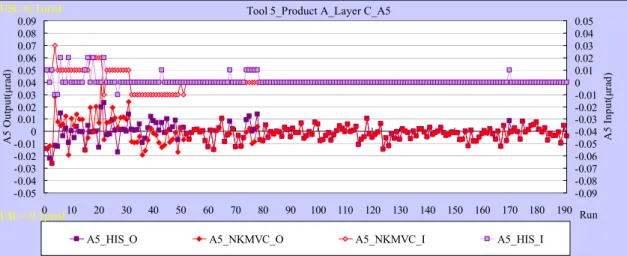
(45) 處於一穩定區間,而在第 34 個批次,量測值突然異常下降 0.004μ m,造成該批次的 Baseline 異常上升,但由於控制法是採取前三批 次 Baseline 平均的概念,暫態響應較慢,因此曝光機台製程輸入值 (Input)無法立即反應收斂,造成第 35-38 批次的量測值距離目標值 0 μm 過遠。. A1(μm). PK55_F9A_BS_A1 Tool 5_Product A_Layer C 0.04 0.035 0.03 0.025 0.02 0.015 0.01 0.005 0 -0.005 -0.01 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. run A1_Output. 圖 3-5. A1_Input. A1_Baseline. Tool 5_Product A_Layer C_A1 輸入輸出及 Baseline. (2) 跳點:對於同一機台而言,當某產品的某 Layer 很久都沒 Run 貨, 造成 SPC Chart 上兩點批次間隔時間過長,此時則會因為長時間機台 狀態漂移未列入考慮,而在利用原控制法補值時,造成誤判;圖 3-6 為 Tool 5_Product A_Layer C 中 X8 參數在一段時間內的變動,第 51 與 52 批次間虛線,代表間隔 64 天,期間都未 Run 此項產品,以半 導體廠現行機制,則會在 Run 此產品前先進行 Pilot,而得到第 52. 31.
(46) 批次的輸入值(方形),若未進行 Pilot 而採用過期的最佳補值 Run 貨, 則會算出機台輸入值(圓形),而造成輸出值(三角形),造成第 52、53 批次的量測值異常。. X8(μrad). PK55_F9A_BS_X8 Tool 5_Product A_Layer C 1.4 1.3 1.2 1.1 1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0 -0.1 -0.2 -0.3 -0.4 -0.5 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60. run X8_Output. 圖 3-6. X8_Input. X8_Suggest_Output. X8_Suggest_Input. Tool 5_Product A_Layer C_X8 輸入輸出調變. 吾人將根據以上兩種製程的異常行為,設計出: (1) 觀察到單點異常並快速使量測值收斂。 (2) 觀察到因 APC 資料長期未更新,所造成的步階干擾量測值後,使量 測值能迅速拉回目標值。 將此兩種行為的製程干擾消除的控制器;然而在設計控制器之前,必須先找出能 充分描述製程輸入輸出行為的數學模型,因此接下來將針對微影 Overlay 製程參 數建立模型。. 32.
(47) 3.2.. 建模 根據 Bode、Ko 與 Edgar [8]所提出,Overlay 的 10 項製程參數,除參數彼此. 互相獨立外,機台設計的系統的增益為 1,由此可以推論調控的多寡與量測結果 的改變在多數的微影系統中為相等的。 從觀察歷史資料,亦可看出以下現象:就一台機台期間所有產品而言,每種 產品的Baseline(bk= uk - yk)皆有其本身的特性,因此吾人將Baseline視為一重要狀 態,圖 3-7 擷取自半導體廠某曝光機台連續 140 天所有產品A1 參數之Baseline, 圖 3-8 為該機台其中 1 種產品的Baseline,以長期觀察而言,可以很清楚看出漂移 趨勢的存在;而圖 3-9 為圖 3-7 前 200 筆所有產品狀態的改變,以短期機台的行 為可看出狀態近似平穩。. A1_Baseline. 0.07 0.06 (μm). 0.05 0.04 0.03 0.02 0.01 0. 0. 500. 1000. ProductA_LayerB ProductB_LayerN ProductB_LayerE. 1500. 2000. 2500. ProductB_LayerB ProductA_LayerS ProductA_LayerL. 3000. 3500. ProductA_LayerG run ProductB_LayerS ProductB_LayerL. 4000. 4500. ProductB_LayerG ProductA_LayerD ProductA_LayerC. 5000. 5500. 6000. ProductA_LayerM ProductB_LayerD ProductB_LayerC. 圖 3-7 半導體廠中某曝光機台所有產品 A1 參數之 Baseline. 33. 6500. 7000. ProductA_LayerN ProductA_LayerE.
(48) A1_Baseline. 0.07 0.06 (μm). 0.05 0.04 0.03 0.02 0.01 0. 0. 500. 1000. 1500. 2000. 2500. 3000. 3500. 4000. 4500. 5000. 5500. 6000. 6500. 7000. run ProductB_LayerC. 圖 3-8 半導體廠中某曝光機台單一產品 A1 參數之 Baseline. A1_Baseline(1-200). 0.07 0.06 (μm). 0.05 0.04 0.03 0.02 0.01 0. 0. 10. 20. 30. ProductA_LayerB ProductB_LayerN ProductB_LayerE. 40. 50. 60. 70. ProductB_LayerB ProductA_LayerS ProductA_LayerL. 80. 90 100 110 120 130 140 150 160 170 180 190 200. ProductA_LayerG run ProductB_LayerS ProductB_LayerL. ProductB_LayerG ProductA_LayerD ProductA_LayerC. ProductA_LayerM ProductB_LayerD ProductB_LayerC. ProductA_LayerN ProductA_LayerE. 圖 3-9 半導體廠中某曝光機台所有產品前 200 批次 A1 參數之 Baseline. 根據以上分析吾人可將 10 組參數輸入輸出值的關係用一線型模型來表示:. y k 10×1 = C10×10 u k 10×1 + p k 10×1. (3-1). p k +110×1 = p k 10×1 +ε k 10×1. (3-2). 其中yk為Overlay參數量測值,uk為相對於yk的曝光機台端操縱變數,C為製程模 型的斜率項,而根據[8],將C暫且設為單位矩陣,而pk為模型的截距項,代表每 一批次的狀態,與半導體廠內所定義的Baseline (bk)差了一個負號的關係,εk為 白噪音。 為了求證製程模型斜率值為 1 假設的正確性,挑選連續時間內且筆數最多的 歷史資料作為觀察對象較能算出正確的斜率,在選定一台機台一組產品歷史資料 34.
(49) 的輸入輸出值後,利用線性迴歸找出線性模型的斜率項。 以 Tool 5、Product A、Layer C 的歷史資料為例,透過迴歸所得到的 A1~Y8 之斜率值如下表 3-1 所示。 根據結果得知,由於量測值可能含有製程及量測的干擾,使得並非所有製程 參數的增益值皆為 1,而只能說接近 1,因此往後在進行建模的過程,若系統斜 率與 1 差距過大,可考慮將C矩陣中對角線上各元素做適當的調整。接著,只要 能事先估計出每一批次的pk,便能適配出更合適的輸入輸出關係,進而設計出最 佳的控制器。. 表 3-1. Tool 5_Product A_Layer C 各項參數斜率值. Tool 5 ProductA Layer C. 斜率. A1. 1.0646. A2. 1.0136. A3. 0.9445. A4. 0.8295. A5. 0.945. B5. 1.1554. X7. 0.835. Y7. 0.8645. X8. 0.5844. Y8. 0.5951. 35.
(50) A1_Baseline. 0.07 0.06 (μm). 0.05 0.04 0.03 0.02 0.01 0. 0. 500. 1000. 1500. ProductA_LayerS. 2000. 2500. 3000. 3500. ProductB_LayerS. run. 4000. 4500. 5000. ProductA_LayerD. 5500. 6000. 6500. 7000. ProductB_LayerD. 圖 3-10 半導體廠中某曝光機台 4 種產品 A1 參數之 Baseline. 另外對不同 Product、不同 Layer 的歷史資料觀察,圖 3-10 為從圖 3-7 中,挑 選出 2 種 Product、2 種 Layer 組合出 4 組 Baseline 的歷史資料,吾人可以看出同 Layer 不同 Product 的製程特性較同 Product 不同 Layer 的製程特性為相近,也可 以說 Layer 的變異較 Product 為大。 從圖 3-7 亦可觀察到[9]: Baseline ProductA_LayerS + Baseline ProductB_LayerD = Baseline ProductA_LayerD + Baseline ProductB_LayerS. (3-3). 半導體廠內常利用式(3-3)作為 Pilot 的機制,透過近期內的三組歷史資料,去粗估 久未 Run 貨的另一組 Baseline 值,再將輸出的期望值設為 0,去反推最佳輸入值。. 36.
(51) 第四章. Run-to-Run 控制器. 針對上述微影製程,採用先進製程控制的 Run-to-Run 控制器進行製程監控, 而 Run-to-Run 控制器種類甚繁,針對線性模型,吾人將介紹下列各種 Run-to-Run 控制器的基本概念與控制架構,並於後續模擬比較各種控制器。. 4.1. EWMA 控制器 首先介紹Ingolfsson與Sachs[11]對EWMA控制器的分析。假設製程在時間k的 輸出值(yk)可表示為輸入值(uk)的線性關係[12]:. yk = γ u k + ρ k + ε k. (4-1). 其中γ為真實製程的斜率,ρk為真實製程於時間k的截距,εk為時間k的製程干擾 iid. (Process Disturbance),假設為 ε k ∼ N (0, σ ε2 ) 。 由於γ、ρ皆未知,因此經由實驗設計(Design of Experiment)或歷史資料迴 歸,可以建立製程預測模型為:. y k = Cuk + pk. (4-2). 假設輸出之目標值為 T,若依預測模型調整製程輸入值為 u =(T − p)/C,則會造成 製程之期望輸出值和目標值 T 間有. Φ 0 =ρ +. γ C. (T − p ) − T. (4-3). 的偏差,其中 Φ 0 稱為初始偏差(Initial Bias)。為了消除此偏差使製程輸出接近目標 值及減少輸出之變異,必須調整製程輸入設定。EWMA 控制器是利用不斷地調整 預測模型截距項 p 的觀念,更改製程輸入值,若能將截距項調整至. p* = T −. C. γ. (T − ρ ). (4-4). 則期望之製程輸出值會達到目標值 T。 其原理可由圖 4-1 表示,假設yk為真實製程在第k個批次的輸出,而 y k 為預測 37.
(52) 模型的輸出,為了使輸出值達到目標值,製程輸入值設定為u0,得到第一批製程 輸出值為y1,y1與目標值T的差距就是初始偏差Φ0。為了消除此偏差,必須將預測 模型 y k 的截距項從實線與Y軸的交點p修正至虛線與Y軸的交點p*,並算出建議輸 入值u*,才能使得輸出達到目標值。. yk=γuk+ρk+εk Output(Y) y1 Φ0 T p*. y k = Cuk + pk. p. u*. u0. Input(U). 圖 4-1 製程輸入值及輸出值關係圖. EWMA 控制器是採用下列方式調整模型的截距項:. ∀k = 1, 2,..., n p k +1|k = w( yk − Cuk ) + (1 − w) p k |k −1. (4-5). 而控制器則採用:. uk +1 =. T − p k +1|k. (4-6). C. 其中p0 = p,p為經由實驗設計或歷史資料迴歸得到的初始截距項,w稱為折扣因子. (Discount Factor), 0 ≤ w ≤ 1 ,下圖 4-2 為EWMA控制器之流程圖。. 38.
(53) uk. εk. Tool Model Gain C Estimator p k +1|k = w( yk − Cuk ) + (1 − w) p k |k −1. Controller B. uk +1 =. T − p k +1|k C. 圖 4-2 EWMA 控制器完整控制架構. 39. +. -. +. yk.
(54) 4.2. Double EWMA 控制器 在半導體製程中,常會有製程隨著時間增加而產生漂移的現象,例如消耗性 的器材逐漸磨損老化[13]、金屬濺鍍過程中會產生隨著靶材使用時間增加而造成 沉積率逐漸減緩[14],以及上述微影 Overlay 製程中 Baseline 的漂移等。吾人可以 利用下列關係來表示上述情況:. yk = γ uk + ρ k + dk + ε k. (4-7). 其中d稱為漂移率(Drift Rate),εk為時間k的製程干擾(Process Disturbance),假設 iid. 為 ε k ∼ N (0, σ ε2 ) 。 利用前述之 EWMA 控制器來控制此類型製程,雖然可使得製程輸出不致於 偏離目標值,但製程之期望輸出和目標值會有 dC/wγ 的偏差[15],於是 Bulter 與. Stefani 利用 Double EWMA 控制器來克服製程漂移的影響。Double EWMA 控制 器是由兩個 EWMA 控制器所組成,利用下列關係式得到截距項 p 及截距漂移量 d:. ∀k = 1, 2,..., n p k +1|k = w1 ( yk − Cuk ) + (1 − w1 )( p k |k −1 + d k |k −1 ). (4-8). d k +1|k = w2 ( yk − Cuk − p k |k −1 ) + (1 − w2 )d k |k −1. (4-9). 而控制器為:. uk +1 =. T − p k +1|k − d k +1|k. (4-10). C. 其中p0 = p,p為經由實驗設計或歷史資料迴歸得到的初始截距項,d0=0,而w1、. w2稱為Double EWMA控制器之折扣因子, 0 ≤ w1 ≤ 1, 0 ≤ w2 ≤ 1。其完整控制架構 如下圖 4-3 所示。. 40.
(55) εk. uk. Tool Model Gain C. p k +1|k. -. Estimator = w1 ( yk − Cuk ) + (1 − w1 )( p k |k −1 + d k |k −1 ). d k +1|k = w2 ( yk − Cuk − p k |k −1 ) + (1 − w2 )d k |k −1. B. +. Controller T − p k +1|k -d k +1|k uk +1 = C 圖 4-3 Double EWMA 控制器完整控制架構. 41. +. yk.
(56) 4.3.. Pheromone Propagation 控制器. 半導體製程上,前後批製程通常有自關聯性(Autocorrelation),此關聯性之確 切形式不得而知,但可推論製程批次間之誤差具一定之延續性,而費洛蒙傳遞控 制法之概念即類似於此種延續性,假設製程模型的製程偏差 pk 有如螞蟻之費洛 蒙,此製程狀態將依數位費洛蒙控制理論擴散,當擴散完成時,可由費洛蒙框之 飽和狀態來估算下一批之製程截距項 p k +1 ,其示意圖如圖 4-4 所示[16][17][18]。. pk − ( M −1). pk −( M − 2). pk. pk −1. pk +1 pk = p k + ε k p k :Forecast bias of run k. ε k : Pr ocess error of run k. p11. p k +1. Generate recipe of run k+1, uk+1. 圖 4-4. 費洛蒙傳遞控制法概念. 42.
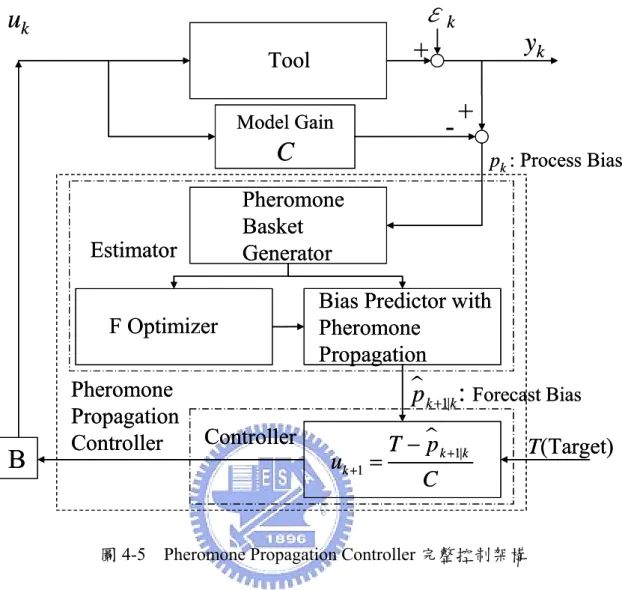
(57) 假設製程在時間k時,輸出值(yk)與輸入值(uk)的預測模型為:. y k = Cuk + p k. (4-12). 為了要更新預測模型中的截距項 p k ,因此設計了費洛蒙框來記憶前M個批次的製 程偏差,即pk-9、pk-8、…、pk,可利用每一批次量測值減去每一批次的輸入值乘以 斜率得之:. pk =yk − Cuk =yk − ( y k − p k ) = ε k + p k. (4-13). 利用費洛蒙框中的 M 個製程偏差,可以計算出最佳的擴散係數 F。傳遞係數. F 的值介於零至一之間,傳遞係數越小,代表傳遞越快;傳遞係數越大,傳遞越 慢;依製程特性,傳遞係數可再最佳化。在得到實際量測值之時,亦可伴隨擴散 係數 F 值之更新。 接著利用最佳的擴散係數 F 與費洛蒙框中的各值,經由擴散計算得到擴散後 的各值,再經由外插法得到下一批次的製程截距 p k +1 。. 最後利用製程截距 p k +1 及控制器,計算得到下一批次的最佳配方 u k +1 。完整 的 PPC 控制架構如圖 4-5 所示。. 43.
(58) εk. uk. yk. +. Tool Model Gain. -. +. C Pheromone Basket Generator. Estimator F Optimizer. B. Pheromone Propagation Controller. 圖 4-5. pk : Process Bias. Bias Predictor with Pheromone Propagation. p k +1|k : Forecast Bias Controller. uk +1 =. T − p k +1|k C. Pheromone Propagation Controller 完整控制架構. 44. T(Target).
(59) 4.4 卡曼濾波器 雖然吾人可以很容易的在完成一個批次後,得到狀態pk,但如何能在事先估 計出狀態,作為下一個批次更新製程參數輸入值的依據則是很大的挑戰。利用控 制理論中的卡曼濾波器(Kalman Filter)作為遞迴估計系統狀態的方法,為本論文 所採用的主要研究方法。 卡曼濾波器最早是1960 年Kalman [19]所提出,其利用狀態空間方程式(State. Space Equation)之特性所發展出的遞迴估計系統狀態方法。整體而言,卡曼濾波器 具有以下之特點[20]:. (1) 卡曼濾波器之解是一個適合在電腦上計算的遞迴方程式。 (2) 對於數據可以逐一的即時處理,並基於目前與前一刻計算出的狀態估 計值運用遞迴方式算出下一個狀態的估計值。. (3) 系統方程可以是時變的動態系統,輸入之訊號或數據之型態可以是非 平穩的。. (4) 可應用於各種線性(Linear)或非線性(Non-Linear)問題。 以下將介紹狀態空間方程式及卡曼濾波器之架構: 一個線性離散時間系統之狀態空間方程式可由狀態方程式與輸出方程式之組 合來表示:. x k +1 = Ax k + Bu k +w k. (4-14). y k = Cx k +v k. (4-15). (4-14)式為狀態方程式,代表系統中狀態的變化,(4-15)式為輸出方程式,代表由 系統狀態產生變化後系統的輸出。其中 x 代表系統狀態向量( n ×1 ),y 為系統輸 出向量( m ×1 ),u 為系統輸入( 1× 1 ),A 為 k 到 k+1 時期之狀態轉移矩陣( n × n ),. B 為控制輸入矩陣( n × 1 ),C 為觀測矩陣( m × n );w 與 v 分別為系統干擾向量( n × 1 ) 以及量測干擾向量( m ×1 ),並且為 White-Noise,且與系統狀態 x 三者互相獨立, 並具有以下性質: 45.
數據


+7



相關文件
EtherCAT ® 為德國 Beckhoff Automation GmbH 取得許可證之專利技術,亦為註冊商標。. EtherNet/IP™為
專案導向應用程式開發 階梯程式編輯畫面 狀態的監視與控制 階梯程式助憶碼輔助顯示 階梯程式註解功能
Zhang, “Novel Microstrip Triangular Resonator Bandpass Filter with Transmission Zeros and Wide Bands Using Fractal-Shaped Defection,” Progress In Electromagnetics Research, PIER
ADtek assumes no responsibility for any inaccuracies that may be contained in this document, and make no commitment to update or to keep current the information contained in
FPPA 是 Filed Programmable Processor Array 的縮寫,簡 單的說:它就是一個可以平行處理的多核心單晶片微控器。與一般 微控器如 8051、pic,…
電子 、 機械系 、 環工系 、 高分子、光電、電腦與通訊 本學程共計 7 學科, 18 學分,必須修畢全部學分,始
可程式控制器 (Programmable Logic Controller) 簡稱 PLC,是一種具有微處理機功能的數位電子 設備
數位計算機可用作回授控制系統中的補償器或控制
