行政院國家科學委員會專題研究計畫 期中進度報告
精微成形之成形特性研究(1/3)
計畫類別: 個別型計畫 計畫編號: NSC92-2212-E-002-076- 執行期間: 92 年 08 月 01 日至 93 年 07 月 31 日 執行單位: 國立臺灣大學機械工程學系暨研究所 計畫主持人: 陳復國 報告類型: 精簡報告 處理方式: 本計畫可公開查詢 中 華 民 國 93 年 5 月 31 日行政院國家科學委員會補助專題研究計畫
□成果報告
□期中進度報告
精微成形之成形特性研究(1/3)
A study of the formability characteristics of micro-forming(1/3)
計畫類別:□ 個別型計畫 □ 整合型計畫
計畫編號:NSC 92-2212-E-002-076
執行期間: 92年8月1日至93年7月31日
計畫主持人:陳復國
共同主持人:
計畫參與人員:
成果報告類型(依經費核定清單規定繳交):□精簡報告□完整報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計
畫、列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢
執行單位:國立台灣大學機械工程學系
中華民國 93 年 5 月 31 日
目 錄
中 文 摘 要
… … … i
英 文 摘 要
… … … i i
一、前 言
… … … 1
二、研 究 目 的
… … … 4
三、文 獻 探 討
… … … 7
四、簡 易 實 驗 試 作 及 實 驗 設 備 規 劃
… … … 1 2
4 - 1 簡 易 實 驗 試 作 … … … 1 2
4 . 2 實 驗 設 備 規 劃 … … … 1 4
五 、 材 料 機 械 性 質 與 尺 寸 效 應 分 析 之 研 究 方 法
… … 1 8
5 . 1 材 料 熱 處 理 與 結 晶 控 制 … … … 1 8
5 . 2 圓 柱 壓 縮 實 驗 … … … 2 1
5 . 3 拉 伸 實 驗 … … … 2 8
六 、 結 果 與 未 來 規 劃
… … … 3 5
精微成形之成形特性研究(1/3)
期中精簡報告摘要
精微成形是目前尚在起步階段的重要精密工業技術,尺寸精微化下產 生的尺寸效應使材料特性與摩擦特性與巨觀下的表現不同。本年度主要利 用相似原理的方式設計實驗,以電子零件常用的銅材,巨觀的觀察其應力 應變曲線受到材料微結構與工件尺寸微小化的變化程度,將其數值加以統 整,並透過金相與微硬度的觀察了解表面塑性層對材料性質改變的產生機 制,提供未來類似變形模式的參考。 本年度為三年計畫中的第一年度,到目前為止,已完成的項目為資料 收集與整理、簡易實驗試做、實驗設備規劃、材料機械特性試驗中的圓柱 壓實驗及拉伸實驗部份,而尚在進行中的項目為材料機械特性試驗中變形 機制的觀察,在七月底前即可完成此未完成項目。本年度的成果可提供未 來類似變形模式的精微成形材料性質,藉以用作模具設計及缺陷評估分析 的參考。 關鍵詞:精微成形、尺寸效應、表面塑性層、微硬度、有限元素法A Study of the Formability Characteristics of Micro-Forming (1/3)
First Year (2003) Progress Report
Abstract
Recently, the research on micro-forming seems to provide an alternative in making micro-parts with mechanical manufacturing processes. In micro-forming, the conventional metal forming concept is applied to manufacture tiny products. This process is suitable for mass production, though it is still being under development. The major difference between the micro-forming process and macro-forming process lays on the dimension of products manufactured. The material properties change significantly when the dimension reduced to the micron level, so are the process parameters such as friction and tooling geometry. This effect due to dimension reduction is so called size-effect. Although the research on micro-forming started more than ten years ago, not a complete research model, including theory and experimental procedures, on size effect has been reported to date, not to mention the manufacturing process for production, resulting in the difficulty to begin with further research work. Hence, a three-year research project is being implemented to investigate the mechanism of the size-effect using both the experimental approach and the theoretical analysis, and this progress report summarizes the research results achieved in the first year between August 1, 2003 and April 30, 2004.
In the first year, a thorough effort was made to collect all literature related and a systematic analysis performed on the previous research work. A simplified test was also conducted to examine the feasibility of future experimental procedures. Two kinds of copper-alloys commonly used in the electronics industry were selected to perform the tension tests, compression tests, and the ring-compression tests under micro-level dimensions downscaled according to the theory of similarity. The size-effect was investigated by proper experimental analysis. Based on the preliminary experimental results, the standard procedures of the experimental analysis will be established. The key process parameters are also being identified through the experiments and the effects on the formability of micro-forming. The current progress is on schedule and the fundamental experiments will be finished by the end of July, 2004.
Key words: progress report, micro-forming, size-effect, process parameters,
一、 前言
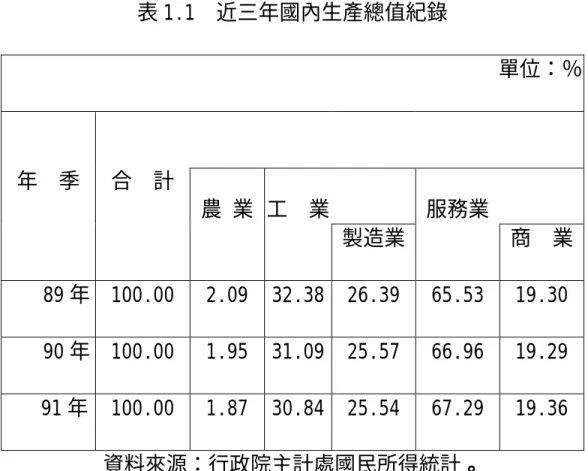
製造業是我國經濟賴以起飛的產業之一,在我國產業結構上,製 造業約佔國內生產總值(GDP)中的四分之一 (如表 1.1),即製造業的 發展將對我國工業能力與產業競爭力產生直接影響﹔模具業係製造業 的發展中相當重要的一個項目,由於其本身具有快速、重複性高及大 量生產、價格便宜等優點,許多產業如機械、電子、汽車等,都要求 模具工業的發展與之相適應以達成大量生產之目的,因此,模具生產 水準的高低,已成為衡量一個國家產品製造水準高低的重要標誌,在 相當程度上也決定了產品的質量、效益和新產品之開發能力,美日德 等工業進步國家皆具備完整而且先進的模具技術。雖然我國的一般模 具生產技術已經相當成熟,在品質上也都具有一定程度之水準,且為 全球模具第四大生產國,但是由於近年來在大陸及東南亞國家的模具 業大力發展之下,可以廉價生產一般模具,國內以往的低成本策略優 勢已逐漸喪失,原先部分佔有之市場正逐步被侵蝕。在這種大環境的 考驗下,為了進一步提高台灣模具產業之競爭力,發展精密化、高品 質之精微模具已成為未來發展之趨勢,以及提昇國家競爭力的重點方 案之一。表 1.1 近三年國內生產總值紀錄 單位:% 年 季 合 計 農 業 工 業 製造業 服務業 商 業 89 年 100.00 2.09 32.38 26.39 65.53 19.30 90 年 100.00 1.95 31.09 25.57 66.96 19.29 91 年 100.00 1.87 30.84 25.54 67.29 19.36 資料來源:行政院主計處國民所得統計。 另一方面,由於現階段我國之電子以及半導體、光電、通訊產業 快速發展,在其對微小產品市場需求逐年增加的情形下,雖然使用微 機電及半導體等矽基製程技術可以成功製造出微小尺寸之產品,製造 技術發展也已成熟,且技術精密度高,但製程本身仍具備一些無法避 免之缺點,故發展微小尺寸之精密金屬模具生產技術目前已成為德日 等製造先進國家極力研究發展的領域。 在國際需求上,近年來電子、資訊、及通訊等 3C 產品成長迅速,
並且致力於產品的輕量化開發,諸如微形硬碟、微形光碟機等產品, 其最終的目的在於追求產品的多功能性與行動性﹔在各類產品微小化 之後,原先以塑膠模生產之零件基於強度與可靠度之考量,有被金屬 成形零件取代之趨勢,光碟機光學讀取頭的 carriage 就是一個明顯的 例子。所以精微化之金屬塑性加工的重要性將會更加明顯,尤其我國 為模具生產大國,模具技術之良窳對於我國產業之發展勢必影響甚 鉅,因此金屬精微成形之研究,不僅對於國內高科技元件之製造業有 所裨益,更是未來最能夠有效提昇競爭力及國際依存度的重要技術指 標。
二、研究目的
隨著半導體與微機電技術的發展,「輕、薄、短、小」乃是未來各 種資訊電子等高科技產品之基本需求,加工技術與其系統的微小化與 精密化已經成為了目前學界與業界致力發展的方向,目前精密加工領 域的研究主要以微機電系統,即矽基製程技術以及其相關之衍生技 術,還有LIGA 等光製作技術,市面上如加速規、噴墨頭等,都是成 功應用微機電技術所製造的產品,但此類矽基的製造技術雖然目前技 術發展已趨成熟,且技術精密度極高,但材料應用受限、製程繁複、 具毒性…等,亦是其技術本身無法避免的缺點。 金屬塑性成形加工乃是傳統製造業中相當重要的技術,具有節省材 料、效率高、成品材料不受限制、機械性質優良、精度高的優點,如 能將其尺度縮小化(downscaling),以製造高附加價值的精微成形件, 則將可應用在各種高精密度的產品製程,甚至取代部分的微機電技 術,如目前 IC 導線架(lead-frame)便已成功地發展出精密剪切 (blanking)的製程,足以取代原本的蝕刻技術,且金屬成形技術本身具 有省能源、省空間、省材料的特質,相當符合目前綠色工業的環保概 念需求。精微成形以及精微模具可以下列數點特徵規格作為定義[1]: 1. 載具成品尺寸:10mm 以下 2. 載具特徵尺寸:數μm∼數百μm 3. 載具成品尺寸精度:10μm 以下 4. 模具表面粗度:0.1μm 以下 5. 模具加工精度:0.1μm∼1μm 由於成品的特徵尺寸已與材料顯微組織尺寸相當,工件最精細的部分 可能只會由數十到數個晶粒來組成,因此材料內之塑性行為與傳統均 質材料的假設(連續體)應有不同,此外,工件與模具之表面粗度亦可能 與工件特徵尺寸相當,因此介面潤滑之特性與機制可能亦難以傳統的 摩擦模型掌握,這些因素對材料的成形性與材料流動性將造成極大的 影響,這些因為微小化而新產生的研究課題通稱為尺寸效應(size effect)。 對於基礎材料特性與摩擦特性的了解是未來進行製程開發與研究 的基礎,由於國內外對於精微成形技術的研究尚在起步階段,微觀尺 度下的材料基礎性質缺乏完整的研究方法與程序,因此本年度已廣泛 的對國內外相關研究以及其實驗方法進行資料收集整理並歸納分析,
然後透過相似原理(theory of similarity)的方式研究材料特性之尺寸效 應,觀察其巨觀下材料特性之改變,並透過顯微組織之觀察以了解其 中影響之機制,最後對材料特性之尺寸效應作一綜合性之探討。
三、文獻探討
目前在精微成形領域的研究主要包括下列四部分,如圖 3.1: 精微成形元件 設備 ● 傳遞機構 ● 沖壓設備 …等等 模具加工 ● 加工技術 ● 材料 ● 精度 …等等 材料特性 ● 尺寸效應 ● 材料微結構 ● 塑流應力 ● 異向性 ● 材料流動 ● 摩擦 …等等 製程開發 ● 模具負載 ● 成品精度 ● 回彈 ● CAE 模擬 ● 新技術開發 …等等 圖3.1 精微成形技術所面對的問題 在微小元件的成形製程中,材料的顯微組織與其表面粗糙度對於成品 以及模具相對變大,因此可能無法以巨觀下的材料及摩擦觀點來進行 製程上的評估。此外,微小模具的製造亦可能由一般的機械加工轉變 為矽基蝕刻、LIGA 等高精密的加工技術,則模具特性也將隨之改變,因此模具加工、製程開發以及材料性質的研究是相互影響而相輔相成 的,精微成形技術的研究與開發,必須經過完整的規劃,循序漸進來 完成。由於國內外對於精微成形領域的研究仍甚分歧,在基礎特性的 研究與實驗上不僅缺乏有力而且有系統化的評估方式,而且在製程方 面的研究亦是種類繁多、五花八門,在缺乏明確的研究方式與載具下, 完整而且廣泛的資料涉獵並分析將有助於研究方向與關鍵參數的釐清 分析。本章將依照基礎特性研究與製程開發將目前國外較具代表性的 研究成果作一簡單的整理與分析,以釐清未來研究必須從事之項目與 實驗方法。
基礎特性研究
當模具與工件尺寸縮小時,伴隨而來的問題通稱為尺寸效應,此乃 因為材料體積縮小後,材料內的微結構與表面粗糙度、系統震顫和材 料尺寸等級相當,因此材料的各種機械性質、成形特性等都會和巨觀 下的材料表現不同。 在材料特性的尺寸效應上,德國Chair of ManufacturingTechnology, University of Erlangen-Nuremberg (LFT)的 Geiger[2]、 Kals 與 Eckstein[3]等人分別利用壓縮、拉伸以及彎曲實驗,並配合相
似原理來設計實驗:將模具與試片所有的尺寸乘上一個比例係數 (scaling factor),以觀察同樣的材料在尺寸縮小下,其材料性質,包括 塑流應力(flow stress)曲線及降伏點與試片尺寸間的關係。 壓縮實驗是利用銅合金CuZn15 與 CuSn6,微小箔片拉伸與彎曲 試驗則是利用 CuZn15 與 CuNi18Zn20 兩種電子材料進行,另外還有 Raulea[4]等人則是以不同厚度的純鋁箔進行拉伸與彎曲試驗。 材料性質實驗的結果都顯示出相同的趨勢:當材料具有相同的顯微 組織,即在固定的結晶大小下,隨著試片尺寸越小,其流應力曲線會 隨之下降,如圖 3.2 所示。 (a) (b) 圖3.2 (a)圓柱壓縮[2]與(b)拉伸實驗[3]之尺寸效應 對於此現象目前較為合理的解釋為表面塑性層效應(surface layer effect)[5,6,7]:塑性變形乃是透過晶粒內的差排滑動來產生材料流動, 對一般的材料而言差排會堆積在晶界上,造成材料加工硬化等現象﹔
但靠近自由表面的晶粒在變形時晶界造成的拘束較小,差排較不易有 堆積的現象,因此表面塑性層的晶粒加工硬化的程度較低,而當工件 越小,相對表面塑性層晶粒在材料內所佔的體積比例越大,因此造成 體積越小,流應力曲線隨之降低,圖3.3 為表面塑性層示意圖。 圖3.3 表面塑性層示意圖[3] 此外箔片的彎曲亦顯示同樣的趨勢,以彎曲力Fb除以材料截面積 作為彎曲應力的指標(圖 3.4 與 3.5 縱軸所示),實驗結果如圖 3.4 與 3.5 所示,其結果雖然有相同的趨勢,但由圖中可發現兩個比較值得注意 的現象:(1)隨著結晶尺寸相對於材料尺寸的比例越大,實驗的重現性 會因為結晶分布不均與晶粒方向性的問題而變差。(2)當結晶大小相當 於材料厚度的時候,即試片截面上可能只有一個晶粒,則可能在單個 晶粒內要產生彎曲這麼複雜的變形,使得彎曲應力反而開始上升。
圖3.4 Cu15Zn 彎曲應力與λ的關係[3]
四、簡易實驗試作及實驗設備規劃
4-1 簡易實驗試作
由於本研究尚在起步的階段,除了對國外現有的研究成果做一番 應證與尺寸效應的初步了解外,各種實驗設備與技術對於日後各項實 驗的適用性之評估乃當務之急,因此先規劃以圓柱壓縮實驗試作,並 同時評估日後各項實驗設備與技術之需求與完備性。 先規畫圓柱壓縮試片以做一簡易實驗試做,試片尺寸 ASTME9-89aε1規範可得,再以相似原理(theory of similarity)的觀念,得到
各試片的尺寸,如圖4.1 所示,經 600ْc 二小時的熱處理過後,由目前 現有設備國立台灣大學工學院固力聯合實驗室之 MTS810 拉伸試驗 機,進行一簡單的圓柱壓縮實驗試做,由 電 腦 接 收 所 得 之 實 驗 數 值 是 為 其 沖 頭 之 位 移 及 荷 重,整 理 如 圖 4.2,再 將 位 移 與 荷 重 之 實 驗 數 值 轉 換 為 真 實 應 力 應 變 如 圖 4.3,可 看 出 壓縮實驗時當λ 小於 0.4 時讀取到的數據便跳動的非常劇烈,顯見 MTS 810 精度之不 足。藉 由 沖 頭 之 荷 重 位 移 圖 可 判 斷 荷 重 元 件 暫 定 為 5KN 或 10KN 的 高 精 度 實 驗 設 備,即 能 滿 足 未 來 各 種 小 型 試 片 所 需 的 精 度 要 求 。
λ=1 λ=0.4 λ=0.2 4.1 簡易試做試片規劃 圖 4.2 圓 柱 壓 縮 實 驗 沖 頭 之 位 移 荷 重 圖 0 100 200 300 400 500 600 700 0 0.2 0.4 0.6 strain stress(MPa) λ=1 λ=0.4 λ=0.2 圖4.3 壓縮實驗簡易試做之真實應力應變曲線
4-2 實驗設備規劃
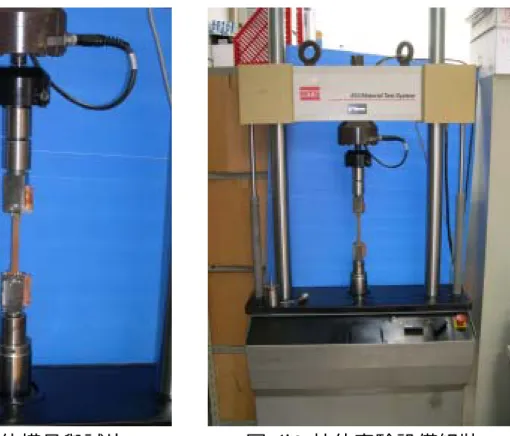
本年度進行壓縮及拉伸實驗實驗機器是採用國立台灣大學工學 院固力聯合實驗室之MTS810 拉伸試驗機,並以控制器控制試驗機之 作動,荷重、位移。壓縮實驗模具為SKD11 模具鋼並以表面經過鏡面 拋光的碳化鎢作為壓縮墊片,如圖4.4 所示。實驗設備組裝如圖 4.5 所示。拉伸模具與實驗設備組裝圖4.6、4.7 所示。 由於目前所使用的設備為國立台灣大學工學院固力聯合實驗室之 MTS810 拉伸試驗機,其精度已不敷使用,在計劃中將購買新的試驗 機,由於 MTS810 荷重元件容量為 100KN,其最小的力量選擇為 5KN,可得到所以我們當以主要荷重容量為 5KN 左右的小型試驗機為 優先考量,經由百般過濾篩選後,主要考慮購買的試驗機為弘達儀器 公 司 的 HT 9102 及 三 朋 儀 器 公 司 所 代 理 日 本 SHIMADZU 的 EZ-graph,主要規格比較如表 4.1,由表中可看出目前考慮的二台試 驗機比起先前研究所用的MTS 810 在小型試片實驗上更為適用,而為 了比較此二台試驗機對本研究的適用性,目前已規劃壓縮試片並送交 給試驗機廠商試做,試片為直徑 0.45mm,長度 0.6mm 的銅柱,可比 較試做結果以做為二台試驗機選擇的依據。
圖4.4 壓縮模具與墊片
圖 4.7 拉伸實驗設備組裝
三朋(代理日本 SHIMADZU) 弘達 台大固力聯合 型號 EZ-graph HT-9102 MTS 810 主機本體可測 試容量(Load capacity) 10kN(可選擇荷重元件容 量:1N、2N、5N、10N、20N、 50N、100N、200N、500N、 1KN、5KN、10KN 共 12 種 規格) 10kN(可選擇荷重元件 容量:100N、200N、 500N、1KN、5KN、10KN 共 6 種規格) 荷重元件容量 為 100KN 負荷精度(Load precision) 荷重顯示±1%以內(荷重 元件線性範圍從 1/250 到 滿載) 荷重精度在±0.5%以內 放大倍率(Load range) x1,x1/2,x1/5,x1/10,x1/ 20,x1/50,x1/100,auto(7 段及自動切換 range) x1,x1/2,x1/5,x1/10, auto(4 段及自動切換 range) X1, x1/2, x1/5,x1/10, x1/20 控制速度範圍 (Crosshead speed range) 0.0005~1000mm/min(可另 選 0.00005~1000mm/min) 0.5~500mm/min(可另選 0.05~500mm/min) 位移解析度 (Cross poision resolution) 0.001mm 0.005mm 0.01mm 機台尺寸 W×D× H 680×510×1140 800×550×1800 機台重量 95KG 165KG 540KG 表 4.1 試驗機規格比較
五、材料機械性質與尺寸效應分析之研究方法
金屬成形中,材料的應力應變曲線,包括楊氏係數、降伏應力、 塑流應力,是評估材料機械性質與成形性的參考指標,其中流應力關 係到材料塑性變形時材料特性,因此瞭解尺寸效應對材料流應力的影 響實為精微成形基礎研究的第一步,本年度以相似原理在不同結晶尺 寸下進行壓縮與拉伸試驗,以探討結晶與材料尺寸間的比值對於材料 特性的影響。5.1 材料熱處理與結晶控制
本年度的計畫基於材料用途以及後續金相觀察性的考量,選擇 C1200 紅銅與 C2600 黃銅進行研究,這兩種材料都是常用的電子零件 材料,具有良好的電熱傳導性、加工性、延展性,適合應用於熱電傳 導性要求度較高之製品,例如:散熱鰭片、電氣開關端子、電子零件、 印刷輥子及建築材料等產品。原始的素材乃是擠製棒材與滾軋過的銅 板,晶粒尺寸都很小,約為數μm,而且材料本身即受過塑性變形而 有程度不等的加工硬化,若要研究晶粒尺寸與材料尺寸的關係,則勢 必得讓晶粒成長到次厘米的等級,即數百μm,如此結晶對機械性質控制結晶成長的方法是用退火熱處理,使材料經過退火成為等軸狀 晶,銅的最佳的退火溫度約在500∼700℃[8],超過 700℃以上,尤其 如果在空氣中,會造成材料產生焚燒現象而急速氧化、脆化,但銅在 一百度以上就會開始產生黑色的氧化層,而且會隨時間增厚,即使是 在600 度下,只要熱處理一個鐘頭,就會產生數十μm 的氧化層,此 項因素對於後續的拉伸試驗熱處理極為不利,因此嘗試過預氧化以及 通鈍氣等方法後,最後採用的熱處理方法是將材料置於盛滿木炭與高 純度碳粒的鋼筒之中,壓縮試片則另外置於坩堝當中以免材料與碳粒 混雜,將容器蓋上以鐵絲綑綁之後置入高溫爐當中進行退火處理,如 圖5.1,此法原是鋼鐵材料進行滲碳的處理方法,不過由於銅本身不會 產生滲碳現象,因此將銅材如此處理,可利用碳來吸收大部分熱處理 過程中間流入容器中的氧氣,而且不至於顧慮過程中可能產生的一氧 化碳等物質對材料本身的化學成分與物理性質造成改變。 圖 5.1 箱型高溫爐與熱處理鋼筒、坩堝
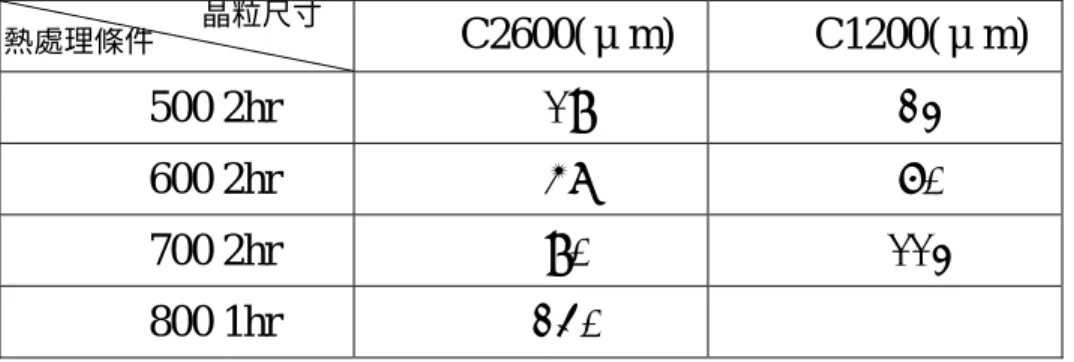
金相的觀察上,蝕刻液配方係參考ASTM 規範 E407-70,列於表 5.1。蝕刻完成的試片即可用金相顯微鏡觀察之。 表5.1 蝕刻液配方 H2O2 NH4OH 1c.c. 49c.c. 晶粒尺寸的計算係依照ASTM 規範 E112 所得,在 100 倍的金相 顯微鏡觀察下,計算 1mm2內的晶粒數,並經由查表換算成實際的晶 粒尺寸,壓縮試片與拉伸試片的熱處理參數分別如表 5.2 與表 5.3 所 列。 表5.2 圓柱壓縮試片熱處理條件與結晶尺寸 C2600(μm) C1200(μm) 500 2hr 14 18 600 2hr 60 73 700 2hr 110 124 800 1hr 160 200 晶粒尺寸 熱處理條件
表5.3 拉伸試片熱處理條件與結晶尺寸 C2600(μm) C1200(μm) 500 2hr 19 23 600 2hr 58 70 700 2hr 90 113 800 1hr 240 晶粒尺寸 熱處理條件 退火時,再結晶的速度與材料原始的結晶尺寸以及其原有的應變量 有關,因此表中所列參數乃是試誤法所得,不同尺寸間的材料可能在 結晶尺寸上會有些微的誤差,在大約七百度以降,結晶大小是分別與 熱處理時間和溫度成正比,此後,可能由於材料已經通過產生焚燒現 象的臨界點,因此再結晶速度亦大幅增加,而變得較難以控制。
5.2 圓柱壓縮實驗
壓縮實驗所得到的材料應力應變曲線是評估材料在鍛造與沖鍛時 成形性的重要指標參數,材料流應力(σ )與溫度(T)、應變(ε )、應變率 (ε•)有關,因此流應力曲線可表為: ⋅ • = f(ε
,ε
,T)σ
應變率通常在高溫下才會對材料性質有比較顯著的影響,因此實驗選 擇適當的材料尺寸,配合相似原理:將所有的材料尺寸乘以一比例係數λ,其中包括沖頭速度,來研究其材料機械性質與尺寸效應的關係。 本年度之壓縮實驗係採用國立台灣大學工學院固力聯合實驗室之 MTS810 拉伸試驗機,試片尺寸由 ASTM E9-89aε1規範可得,如圖 5.2,原始尺寸定為ψ5mm、高 7.5mm,即 d/h=1/1.5,然後將此尺寸 定為比例係數λ=1,以不同的λ(0<λ<1)為參數,將試片所有的尺寸 (包括沖頭速度)乘上λ縮小,並配合二硫化鉬作為潤滑劑,以不同λ的 試片進行圓柱壓縮試驗。 沖頭速度 v=0.1×λ mm/s 潤滑劑:MoS2 圖5.2 不同比例係數λ的試片規劃 λ=1 λ=0.4 λ=0.2 圖5.3 為λ=1 在不同結晶尺寸的材料流應力,其結果可發現,即 使由於晶粒過大使得材料經過壓縮後表面凹凸不平,如圖 5.4,但紅銅 的結晶尺寸對於其材料流應力影響並不明顯;圖 5.5∼5.7 分別是結晶 尺寸18μm、70μm、200μm 的 C1200 在不同比例係數下的實驗結
而且比例係數越小其下降的幅度越大,但不同結晶尺寸之間的趨勢與 下降程度都差不多。 0 50 100 150 200 250 300 350 400 0 0.2 0.4 0.6 0.8 strain stress(MPa) 結晶<20μm 結晶63μm 結晶200μm 圖5.3 λ=1 不同結晶的 C1200 材料真實應力應變曲線 70μm 18μm 200μ m 圖5.4 λ=1 壓縮過後不同結晶的 C1200 壓縮試片
0 50 100 150 200 250 300 350 400 0 0.2 0.4 0.6 strain st re ss( MP a) λ=1 λ=0.4 λ=0.2 圖 5.5 C1200 晶粒尺寸 18μm 之真實應力應變曲線 0 50 100 150 200 250 300 350 400 0 0.2 0.4 0.6 strain st re ss( M P a) λ=1 λ=0.4 λ=0.2 圖 5.6 C1200 晶粒尺寸 70μm 之真實應力應變曲線
0 50 100 150 200 250 300 350 400 0 0.2 0.4 0.6 strain stress(MPa) λ=1 λ=0.4 λ=0.2 圖 5.7 C1200 晶粒尺寸 200μm 之真實應力應變曲線 圖5.8∼5.10 分別是結晶尺寸 14μm、60μm、110μm 的 C2600 在不同比例係數下的實驗結果,黃銅本身塑流應力曲線會隨著結晶尺 寸放大而下降,可見晶界對其加工硬化影響較大,則透過壓縮實驗的 結果可發現,隨著結晶尺寸越大,即材料截面晶粒越少,則隨著材料 尺寸下降,材料流應力下降的幅度也更大。
0 100 200 300 400 500 600 700 800 0 0.2 0.4 0.6 strain st ress(MPa) λ=1 λ=0.4 λ=0.2 圖 5.8 C2600 晶粒尺寸 14μm 之真實應力應變曲線 0 100 200 300 400 500 600 700 0 0.2 0.4 0.6 strain stress(MPa) λ=1 λ=0.4 λ=0.2 圖 5.9 C2600 晶粒尺寸 60μm 之真實應力應變曲線
0
100
200
300
400
500
600
0
0.2
0.4
0.6
strain
stress(MPa)
λ=1 λ=0.4 λ=0.2 圖 5.10 C2600 晶粒尺寸 110μm 之真實應力應變曲線5.3 拉伸實驗
拉伸實驗所得到的應力應變曲線為板材沖壓成形之指標參數,一般 而言,相同的材料其拉伸與壓縮實驗所得到的應力應變曲線不盡相 同,由於市售的銅板可取得的板厚達0.1mm,而且現階段的研究受限 於試驗機的精度,為更進一步探討材料結晶尺寸與材料尺寸之間的比 例對材料塑流應力所造成的尺寸效應,且理論上拉伸實驗的應變分布 較均勻,有助於尺寸效應影響材料特性其中機制之探討,因此進一步 進行拉伸實驗以討論材料特性的尺寸效應。 拉伸試驗的試片尺寸可由ASTM E8 的拉伸試驗規範來決定,試片 尺寸如圖5.11 所示,分別以 1mm、0.5mm、0.2mm、0.1mm 的厚度, 並以退火熱處理至不同的結晶尺寸進行拉伸實驗。 單位:mm 圖5.11 拉伸試驗試片尺寸 由 電 腦 接 收 所 得 之 實 驗 數 值 可 直 接 求 得 工 程 應 變、工 程 應力 , 再 利 用 公 式 5.1、 式 5.2 轉 換 成 真 實 應 力 、 真 實 應 變 。 真實應力: ( e) A F t = 1+ 0 σ (5.1) 其中:σt:真實應力(GPa) :荷重值(kN) F A0:原截面積(mm2) e:工程應變 真實應變:
ε
=
ln(
1
+
e
)
(5.2) 其中:ε:真應變 e:工程應變 圖 5.12 至圖 5.14 分別為 C1200 結晶尺寸為 23μm、70μm、113 μm 對應不同比例係數的真實應力應變曲線,圖 5.15 至圖 5.18 分別 為C2600 結晶尺寸為 19μm、58μm、90μm、240μm 對應不同比一個值得注意的現象:當材料結晶尺寸和材料厚度(厚度不同)比值很大 時,即材料截面僅有數個晶粒,則塑流應力將會逐漸趨近一定值。 0 50 100 150 200 250 300 350 400 0 0.1 0.2 0.3 0.4 strain stress(MPa) λ=1 λ=0.5 λ=0.2 λ=0.1 圖 5.12 C1200 晶粒尺寸 23μm 之真實應力應變曲線
0 50 100 150 200 250 300 350 0 0.1 0.2 0.3 0.4 strain stress(MPa) λ=1 λ=0.5 λ=0.2 λ=0.1 圖 5.13 C1200 晶粒尺寸 70μm 之真實應力應變曲線 0 50 100 150 200 250 300 350 0 0.1 0.2 0.3 0.4 strain stress(MPa) λ=1 λ=0.5 λ=0.2 λ=0.1 圖 5.14 C1200 晶粒尺寸 113μm 之真實應力應變曲線
0 100 200 300 400 500 600 700 0 0.1 0.2 0.3 0.4 0.5 strain stress(MPa) λ=1 λ=0.5 λ=0.2 λ=0.1 圖 5.15 C2600 晶粒尺寸 19μm 之真實應力應變曲線 0 100 200 300 400 500 600 700 0 0.1 0.2 0.3 0.4 0.5 strain stress(MPa) λ=1 λ=0.5 λ=0.2 λ=0.1 圖 5.16 C2600 晶粒尺寸 58μm 之真實應力應變曲線
0 100 200 300 400 500 600 700 0 0.1 0.2 0.3 0.4 0.5 0.6 strain st re ss (M P a) λ=1 λ=0.5 λ=0.2 λ=0.1 圖 5.17 C2600 晶粒尺寸 90μm 之真實應力應變曲線 0 100 200 300 400 500 600 700 0 0.1 0.2 0.3 0.4 0.5 strain stress(MPa) λ=1 λ=0.5 λ=0.2 λ=0.1 5.18 C2600 晶粒尺寸 240μm 之真實應力應變曲線
根據壓縮實驗的結果,結晶尺寸對C1200 的應力應變曲線影響不 大,過將其拉伸實驗結果按照結晶尺寸相對材料厚度的比值 d/t 作排 列,d 為晶粒尺寸,t 為材料厚度,如圖 5.19,則可發現 C1200 的塑 流應力會隨著 d/t 之值下降,且在 d/t>0.5 以後便趨近一定值。但在 C2600 當中就看不到如此的趨勢,因為材料的應力應變曲線不只和比 例係數有關,亦直接受到材料結晶尺寸的影響。 0 50 100 150 200 250 300 350 400 0 0.1 0.2 0.3 0.4 strain stress(MPa) 0.023 0.046 0.07 0.113 0.115 0.14 0.226 0.23 0.35 0.7 0.565 1 d/t d/t>0.5 應力應變曲 線趨近定值 圖5.19 C1200 不同 d/t 對應的應力應變曲線
六、結果與未來規劃
本報告為三年計畫的執行年度第一年,現階段透過目前基礎材料 性質實驗已可得知,在尺寸效應下的材料特性將有極大的改變,但其 原因是否為文獻中所提及的表面塑性層效應需待完成材料機械特性試 驗的變形機制觀察才可得知。而在未來規劃中,七月會完成材料機械 特性試驗的變形機制觀察,由微硬度實驗及電子顯微鏡觀察材料顯微 組織,以微觀尺度觀察材料變形的情形,進一步觀察其表面塑性層的 現象,藉此研究材料流動的特性與尺寸效應其發生機制。而在實驗設 備規畫中要購買的小型萬能試驗機,也會在完成試片試做的比較後決 定購買的機型,以助未來二年的計畫能順利進行。 本年度的實驗方式乃是不考慮晶粒大小間的性質差異所作的實 驗,由目前奈米技術的發展可知,金屬材料在微米等級下的變形模式 與巨觀下不盡相同,因此目前關於尺寸效應的研究尚屬於評估的階 段,實際上微觀尺度的材料表現,必須以進一步的實際製程開發或更 精密的實驗設計方可了解其中的差異。參考文獻
1. 2. 3. 4. 5. 6. 7. 8. 邱先拿, “台灣在金屬精微成形系統技術之研究方向與策略”, 金屬精微製作技 術研討會技術資料集, (2003)M. Geiger, M. Kleiner, R. Eckstein, N. Tiesier, and U. Engel, “Microforming”, Annals of The CIRP” , (2001)
T.A. Kals, and R. Eckstein, “Miniaturization in Sheet Metal Working”, Journal of Materials Processing Technology, vol.103, (2000), pp. 95-101.
L.V. Raulea, L.E. Govaert, and F.P.T. Baaijens, “Grain and Specimen Size Effects in Processing Metal Sheets”, Advanced Technology of Plasticity,
Proceedings of The 6th ICTP, September 19-24,1999, Berlin, Springer, Vol. II,
pp.939-944
U. Engel, and R. Eckstein, “Microforming-From Basic Research to Its Realization”, Journal of Materials Processing Technology, vol.125-126, (2000), pp. 35-44
U. Engel, N. Tiesler, and R. Eckstein, “Microparts-A Challange for Forming Technology”, 3th International Conference on Industrial Tools, Slovenia,
Rogaika Slatina, Celje, April 22nd-26th, (2001)
U.Engel, A. Messner, and M. Geiger, “Advanced Concept for the FE-simulaiton of Metal Forming Processes for the Production of microparts”, Proceedings of the 5th International Conference on the Technology of Plasticity (ICTP), Columbus, Ohio, 1996, vol. II, pp. 903-906
![圖 3.4 Cu15Zn 彎曲應力與λ的關係[3]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8872551.248699/16.918.198.695.123.429/圖34Cu15Zn彎曲應力與λ的關係3.webp)