國 立 交 通 大 學
工學院產業安全與防災研究所
碩 士 論 文
二硫化碳製程危害評估與風險管理
Hazard Assessment and Risk Management for the
Manufacturing Process of carbon disulfide
研 究 生 : 吳 士 珍
指導教授 : 陳 俊 瑜 教授
蔡 春 進 教授
中華民國 九十五 年 七 月
二硫化碳製程危害評估與風險管理
Hazard Assessment and Risk Management for the
Manufacturing Process of carbon disulfide
研 究 生: 吳 士 珍 Student : Shih-Jane Wu
指導教授: 陳 俊 瑜 Advisor : Dr.Chun-Yu Chen
蔡 春 進 Dr.Chuen-Jinn Tsai
國 立 交 通 大 學
工學院產業安全與防災學程
碩 士 論 文
A Thesis
Submitted to Degree Program of Industrial Safety and Risk
Management
College of Engineering
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of
Master of Science
in
Industrial Safety and Risk Management
July 2006
Hsinchu, Taiwan, Republic of China
二硫化碳製程危害評估與風險管理
學生:吳士珍 指導教授:陳俊瑜 蔡春進 國立交通大學產業安全與防災研究所 摘 要 二硫化碳是無色、有毒、高度揮發性而且易燃的化合物液體,在工業上 大量用於嫘縈棉、嫘縈絲、玻璃紙、及四氯化碳之製程,它具有毒性、易燃、 易爆、等三大特性,在製程上如有操作或管理不當,極易產生中毒、著火、 爆炸之危害。為防止意外事故的發生,有必要透過危害評估方法探討其危害 性,並採取製程安全管理以降低危害。 本研究以某工業區一家生產二硫化碳工廠內危害風險較高的二硫化碳 儲槽為對象,使用 ALOHA 後果分析軟體,模擬二硫化碳儲槽發生破洩時的 最嚴重災害情境(worst-case scenario)及其他可能發生情境(alternative-release scenario)之危害影響範圍。 由 ALOHA 模擬毒性氣體外洩「最嚴重災害情境」結果,二硫化碳毒性 氣體危害影響範圍已超出廠外周界,因此當二硫化碳洩漏時應儘速對影響範 圍居民緊急疏散或引導儘量留在室內,避免外出活動,並將窗戶及空調設備 關閉,直到濃度降低到安全濃度才可解除警報。由 ALOHA 模擬火災熱輻射、 蒸汽雲爆炸之「最嚴重災害情境」及「其他可能災害情境」的結果發現,對 廠外居民不會造成危害,但對廠內會造成危害,故當火災發生時,除應將廠 內人員撤退至安全距離,並針對火災應有效控制,以避免引起爆炸。 除了需透過「最嚴重災害情境」及「其他可能災害情境」之危害評估 外,工廠應重視製程安全管理的工作,並且應訂定緊急應變計畫書,模擬工 廠可能發生情況,定期實施緊急應變演習,讓員工在處理意外事故時,能夠 從容迅速完成,才能有效減少危害發生。 關鍵字:二硫化碳、ALOHA、後果分析Hazard Assessment and Risk Management for the Manufacturing Process of carbon disulfide
Student:Shih-Jane Wu Advisor:Dr.Chun-Yu Chen
Dr.Chuen-Jinn Tsai Institute of Industrial Safety and Risk Management
National Chiao Tung University
Abstract
Carbon disulfide (CS2), a colorless, toxic, highly volatile and flammable
liquid chemical compound; which are used extensively in the manufacturing of viscose rayon fibers, cellophane, and carbon tetrachloride. It has the characteristics of toxicity, flammability and explosiveness. If the process is operated and managed improperly, it is extremely likely that poisoning, fire and explosion will occur. In order to prevent the incident from occurring, we need to perform the hazard assessment to find out the potential risks and exercise the process safety management to reduce the risks.
In this research we chose the storage tank of a carbon disulfide factory in an industrial zone as the target of study. ALOHA consequence analysis software was used to simulate worst-case scenario and alternative-release scenario from the breaking tank to understand the affected area and the magnitude of the risks.
The results indicate that the affected area of the toxic carbon disulfide will go beyond the periphery of the factory. When carbon disulfide is released, the factory director must evacuate residents near the factory as quickly as possible, or persuade them to stay indoor and avoid outdoor activities. The windows should not be opened and the air conditioners must be turned on until the CS2
concentration falls below the safety threshold. The study also shows that the neighbors are not exposed to the risks of thermal radiation and vapor cloud explosion, while these accidents pose risks to the personnel in the factory.
Therefore when the storage tank catches fire, we should evacuate workers to the safe areas immediately and control the fire effectively to avoid explosion.
In addition to the hazard assessments of the worst-case scenario and the alternative-release scenario, the factory must take the process safety management seriously and establish the emergency response plan to simulate the scenarios that might have happened. Emergency response drill must be scheduled regularly so that worker can handle the incidents rapidly and effectively to reduce the hazards.
誌 謝
由於工作忙碌,論文拖到第五年學程最後一年,如今論文終於完成, 心中如釋重負。首先要感謝指導老師陳俊瑜教授、蔡春進教授諄諄教誨與 細心指導使我獲益良多,也因為老師對我不斷的鞭策,才能夠順利將論文 交出。另外感謝口試委員洪益夫教授、簡弘民博士對論文的指正,使內容 更加充實。 在論文研究當初,曾數度造訪工業技術研究院能環所,並得到王世煌 組長、何大成研究員、許介寅副研究員暨同班同學郭今玄副研究員的協助, 提供我論文研究的資料,在此特表深至謝忱。在學期間從宜蘭到新竹路途 遙遠,還好在下課時間,有黃再枝同學、李昆峰同學給我搭車之便,讓我 節省不少寶貴時間,真是感激不盡。 最後要感謝同事美員幫忙打字,以及家人全力相挺,兒子明璁、女兒 佳穎協助上網收集論文相關資料及幫忙打字校稿,吾妻淑芬是我精神上最 大的支柱,在我碰到挫折時不斷地鼓勵我,使我無後顧之憂,最後得以順 利畢業,在此願以此份榮耀與家人共同分享。目 錄 中文摘要 ---i 英文摘要 ---ii 誌謝 ---iv 目錄 ---v 表目錄 ---vii 圖目錄 ---viii 第一章 緒論 ---1 1.1 研究動機 ---1 1.2 研究目的 ---5 第二章 文獻探討 ---6 2.1 工業災害相關法規 ---6 2.2 二硫化碳製程描述 ---10 2.3 二硫化碳物質安全資料 ---13 2.3.1 二硫化碳之物理化學特性 ---13 2.3.2 二硫化碳之毒性 ---20 2.3.3 二硫化碳防災設備 ---23 2.3.4 二硫化碳製造上及使用時應注意事項---25 2.3.5 二硫化碳國內相關法規之規範---27 2.3.6 二硫化碳國外相關法規之規範---29 2.4 安全評估方法 ---32 2.4.1 檢核表(Check List) ---32 2.4.2 如果—會怎樣(What-if) ---32 2.4.3 危害與可操作性分析(HazOp) ---33 2.4.4 失誤樹分析(FTA) ---35 2.4.5 失誤模式與影響分析(FMEA) ---38 第三章 研究方法 --- 39
3.1 研究內容 ---39 3.1.1 災害後果分析---39 3.2.2 ALOHA 應用模式系統介紹---41 3.2 研究架構 ---43 3.2.1 最嚴重災害情境---43 3.3.2 其他可能發生情境---43 3.3.3 ALOHA 執行儲槽外洩操作步驟---47 第四章 結果與討論---50 4.1 最嚴重災害情境---50 4.1.1 毒性氣體外洩---50 4.1.2 火災熱輻射---56 4.1.3 蒸汽雲爆炸---58 4.2 其他可能發生情境---60 4.2.1 毒性氣體外洩---60 4.2.2 火災熱輻射---62 4.2.3 蒸汽雲爆炸---67 第五章 結論與建議---68 5.1 結論---68 5.2 建議---69 參考文獻 ---71 附錄一 二硫化碳國內相關法關---75 附錄二 二硫化碳儲槽危害與可操作性分析(HazOp)---85 附錄三 ALOHA 操作步驟---95 附錄四 最嚴重事件模擬(worst-case scenario)摘要 ---107 附錄五 其他可能發生情境(alternative-release scenario)摘要---124 自傳---161
表 目 錄 表 1.1 國外化學災害回顧 ---3 表 1.2 國內化學災害回顧 ---3 表 1.3 二硫化碳化學災害---4 表 2.1 各國預防重大工業災害相關法規---10 表 2.2 二硫化碳之物理及化學特性---14 表 2.3 空氣中二硫化碳暴露濃度對人體之作用與影響---23 表 2.4 毒性物質引用之濃度指標---32 表 2.5 爆炸過壓之影響---18 表 2.6 熱輻射之影響 ---19 表 2.7 二硫化碳法規之規範---27 表 2.8 建立失誤樹所使用符號與名詞---34 表 3 . 1 A L O H A 之 「 最 嚴 重 事 件 模 擬 」 及 「 其 他 可 能 發 生 情 境 」 之使用條件---44 表 4.1 毒性氣體外洩「最嚴重意外情境」ALOHA 模擬結果---50 表 4.2 Scenario 9 洩漏點下風處不同距離室內室外濃度---53 表 4.3 火災熱輻射「最嚴重意外情境」ALOHA 分析之影響範圍---56 表 4.4 爆壓 「最嚴重意外情境」ALOHA 分析之影響範圍---58 表 4.5 毒性氣體外洩「其他可能情境」ALOHA 分析之影響範圍---60 表 4.6 火災輻射熱「其他可能情境」ALOHA 分析之影響範圍---62 表 4.7 Scenario 18 洩漏點下風處不同距離室之熱輻射---64 表 4.8 爆壓「其他可能情境」ALOHA 分析之影響範圍---67
圖 目 錄 圖 2.1 二硫化碳流程圖 ---10 圖 2.2 二硫化碳中毒急救流程圖 ---22 圖 2.3 Hazop 分析的技巧概念---34 圖 2.4 失誤樹分析示範圖 ---37 圖 3.1 意外排放後果分析流程---40 圖 3.2 意外排放後果分析流程---41 圖 3.3 最嚴重災害情境模擬架構圖---45 圖 3.4 其他可能發生情境模擬架構圖---46 圖 4.1 毒性氣體--破孔尺寸與洩漏量關係圖 ---51 圖 4.2 CS2氣體之破孔尺寸與影響範圍關係圖---51 圖 4.3 毒性氣體威脅區域---52 圖 4.4 下風 500 公尺處室內、室外二硫化碳濃度變化---53 圖 4.5 下風 1000 公尺處室內、室外二硫化碳濃度變化---54 圖 4.6 下風處 1500 公尺處室內、室外二硫化碳濃度變化---54 圖 4.7 下風 2000 公尺處室內、室外二硫化碳濃度變化---55 圖 4.8 火災熱輻射威脅區域---57 圖 4.9 爆壓--破孔尺寸與爆壓影響範圍關係圖---58 圖 4.10 蒸汽雲爆炸爆壓威脅區域---59 圖 4.11 二硫化碳槽車洩漏--風速與洩漏量關係圖--- --61 圖 4.12 二硫化碳槽車洩漏--風速與影響範圍關係圖---61 圖 4.13 火災熱輻射威脅區域---63 圖 4.14 輻射熱與距離關係圖---64 圖 4.15 下風處 10 公尺處輻射熱之時間變化---65 圖 4.16 下風處 20 公尺處輻射熱之時間變化---65 圖 4.17 下風處 30 公尺處輻射熱之時間變化---66 圖 4.18 下風處 40 公尺處輻射熱之時間變化---66
第一章 緒論
1.1、研究動機:
化學工業在我國之經濟發展過程中,扮演一個相當重要之角色,化學工 業的發展與成長,與現代人類生活有著密不可分的關係。然而人們在享受化 學工業所帶來的繁榮經濟及充裕物質的同時,卻往往忽略了意外事件發生時 所必須付出的龐大社會成本,層出不窮的化災事件不斷地發生,卻往往被人 們所遺忘,直到重大災害出現才再喚起人們的覺醒。化學工業生產過程中會 使用很多化學物質,這些化學性物質往往有易燃、易爆、及有毒特性,假如 生產設備儀器失效、人為操作錯誤、製程設計不良、或管理上之缺陷,都可 能造成工業災害,輕者僅財物損失,嚴重者會發生火災、爆炸、毒氣外洩等 重大災害。在國外即使是最先進的國家亦不可避免發生重大化學災害(如附 表1),造成了無數生命財產損失與環境污染,這些災害的發生震驚了世人, 並促使各國政府相繼制定工業安全衛生相關法令,也引發工業界對於化工製 造安全管理的加強。 回顧國內近幾年發生重大火災、爆炸案,如七十九年鋐光公司液化瓦斯 爆炸、八十五年永興化工公司過氧化丁酮爆炸、八十七年北誼興業公司液化 瓦斯爆炸案、九十年福國化工公司失控反應爆炸(如附表 2),均對勞工安全及 公共安全造成無可彌補之傷害。為此行政院勞工委員特訂頒「降低火災、爆 炸職業災害中程策略(九十一至九十三年度)」計劃,以輔導具高火災、爆炸風 險之事業單位建立安全風險評估制度,並據以協助進行製程改善、防爆電氣 設備之設置及防止火災爆炸技術之轉移,降低各單位火災、爆炸風險等級,二硫化碳(Cabon disulfide 以下簡稱 CS2 )在工業上廣泛的被使用, 主要用途有嫘縈棉、嫘縈絲、玻璃紙、四氯化碳、可塑劑、界面活性劑、殺 蟲劑、溶劑、染料等﹝2﹞,其中以嫘縈棉、嫘縈絲、玻璃紙之使用量最大。 二硫化碳具有易燃、易爆、毒性等三大特性,在製程上如有操作或管理不 當,極易產生著火燃燒、爆炸、及中毒之危害。二硫化碳因發火溫度低, 普通的燈泡表面或與高溫蒸汽之接觸即可著火,過去在二硫化碳工廠由於 設備之操作疏忽、或管理不當,所引起之火災、爆炸、中毒事件,時有所 聞(如附表 3)。為防止意外事故的發生,有必要透過危害評估、與風險管理 加以探討其危害性,並採取製程安全管理。 二硫化碳是環保署列管之毒性化學物質、消防署列管之公共危險物質、 暨勞委會列管指定須做危險性工作場所審查檢查之危害物質。居於法令規 定,二硫化碳之製造、使用、處置,須做到:1.避免列管化學物質意外排放 及意外排放之消減、應變、防堵。2.列管化學物質,有效預防火災、爆炸發 生。3.列管化學物質和相關製程安全及風險管理。
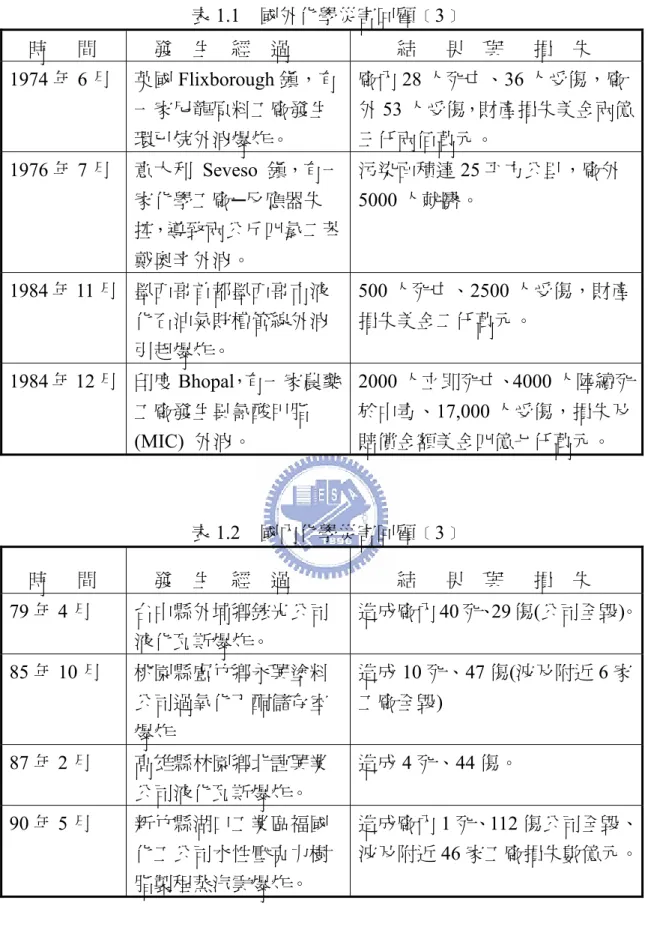
表1.1 國外化學災害回顧﹝3﹞ 時 間 發 生 經 過 結 果 與 損 失 1974 年 6 月 英國 Flixborough 鎮,有 一家尼龍原料工廠發生 環已烷外洩爆炸。 廠內28 人死亡、36 人受傷,廠 外53 人受傷,財產損失美金兩億 三仟兩佰萬元。 1976 年 7 月 意大利 Seveso 鎮,有一 家化學工廠─反應器失 控,導致兩公斤四氯二苯 戴奧辛外洩。 污染面積達25 平方公里,廠外 5000 人就醫。 1984 年 11 月 墨西哥首都墨西哥市液 化石油氣貯槽管線外洩 引起爆炸。 500 人死亡、2500 人受傷,財產 損失美金二仟萬元。 1984 年 12 月 印度 Bhopal,有一家農藥 工廠發生異氰酸甲脂 (MIC) 外洩。 2000 人立即死亡、4000 人陸續死 於中毒、17,000 人受傷,損失及 賠償金額美金四億七仟萬元。 表1.2 國內化學災害回顧﹝3﹞ 時 間 發 生 經 過 結 果 與 損 失 79 年 4 月 台中縣外埔鄉鋐光公司 液化瓦斯爆炸。 造成廠內40 死、29 傷(公司全毀)。 85 年 10 月 桃園縣盧竹鄉永興塗料 公司過氧化丁酮儲存室 爆炸 造成10 死、47 傷(波及附近 6 家 工廠全毀) 87 年 2 月 高雄縣林園鄉北誼興業 公司液化瓦斯爆炸。 造成4 死、44 傷。 90 年 5 月 新竹縣湖口工業區福國 化工公司水性壓克力樹 脂製程蒸汽雲爆炸。 造成廠內1 死、112 傷公司全毀、 波及附近46 家工廠損失數億元。
表1.3 二硫化碳化學災害 種 類 發 生 經 過 火 災 某二硫化碳工場實施維修保養,在槽內清理出來之污泥堆放在地 面,因污泥含有二硫化碳產生揮發氣體與附近之火源接觸,引起 火災,並使作業中的勞工發生灼傷。﹝4﹞ 爆 炸 某二硫化碳工場因精製二硫化碳的鍋底發生龜裂,致使洩漏二硫 化碳並變成二硫化碳蒸汽,而與附近的火源引火且引燃至鍋內引 起爆炸。﹝4﹞ 中 毒 81 年某人纖製造工廠,疑似有勞工發生二硫化碳中毒,經勞委會 勞工研究所進行調查研究,及全面之作業環境測定,暴露勞工之 生物偵測以及健康危害評估,發現有10 位勞工確定為末稍神經病 變。﹝5﹞ 外 洩 93 年 3 月 20 日大陸京滬高速公路發生一起載運二硫化碳的卡車, 發生二硫化碳外洩,經消防隊等相關單位全力搶救沒有造成人員 傷亡,但駛使京滬高速公路中斷14 小時。
1.2、研究目的:
CS2雖然是屬於高度易易燃、易爆、毒性高危險之物質,但是透過危害 評估、與風險管理有效建立一套製程安全管理,可將危害風險降至最低,並 針對殘餘風險建立完善的緊急應變制度,進一步控制危害。本研究目的包括如下:
1. 利用製程危害分析技術,以製程之二硫化碳儲槽為研究對象,探討可能 產生之危害與導致之後果。 2.利用後果分析模擬可能產生之危害,並將之量化研判是否會造成太高風 險。 3.建立主動式安全和程序安全制度,如可信賴度儀器之使用、對員工適當 的教導、嚴格的操作訓練、和良好的維修保養計劃、變更管理制度之建 立與執行。 4 針對最壞的情境,建立緊急應變計畫。第二章 文献探討
2.1 工業災害法規規範:
﹝6﹞﹝7﹞﹝8﹞ 在工業革命以後由於工業蓬勃發展,人們的生活逐漸改善,給世界帶來 富裕和繁榮,相對的也造成安全、衛生、環境、生態、能源、及其他資源的 危機。業界對工業重大災害的覺醒,起於1974 年 6 月 1 日發生於英國傅立 克斯鎮(Flixborough ,England)的尼龍原料工廠環己烷外洩發生爆炸。此事 件成為一般民眾對工業災害漠視到嚴重關切的分水嶺,自此以後無論政府或 工業界本身,相繼採取一些管制措施。各國政府之法令管制情形,從歐洲先 進諸國,再及於美國最後略述國內法規,各國預防重大工業災害相關法規如 附表4。2.1.1 英國
1974 年英國傅立克斯鎮(Flixborough ,England)人纖工廠環己烷爆炸事 件,震驚整個英國,大幅改變政府與化學工業界對於安全的態度,一夕之間 工業安全變成產官學界最重視的課題,英國政府召集專家學者、及工業代表 成立一個「嚴重災害顧問委員會」(Advising Committee on Major Hazard 簡 稱ACMH),並全面檢討重大工業危害。這個委員會並列出了鑑定、認知、 去除/降低危害機率、評估等四個控制危害原則。2.1.2 歐洲共同市場國家
1976 年 7 月 10 日義大利薩維梭鎮(Seveso)艾克梅沙(Icmesa)化學工廠發 生四氯二苯戴奧辛劇毒物質外洩,造成附近居民250 人受傷,受污染面積達
義大利Seveso 鎮,討論石化工廠發生重大危害控制問題。會後發出第一道 命令,即Dicrective 82/501/EEC,規定歐洲經濟共同體(European Economic Community)各國石化工廠涉及使用危險物質之製程,必需採取必要的防範 措施,以避免發生重大危害、傷害工人民眾、和環境。這類石化工廠必需訓 練員工、將危害通知政府及廠外民眾、釐訂緊急應變計畫、繳交一份安全評 估報告。各國有關當局必需提交一份該國危害分析、風險評估的報告書給歐 洲共同市體委員會。
2.1.3 荷蘭
荷蘭是執行 Dicrective 82/501/EEC 訓令最透澈的國家,在荷蘭重大危害 分屬中央政府兩個部門管轄: 1. 涉及廠外一般大眾安全者,規範在公害法(Nuisance Act)之內,由住宅規 畫與環境衛生部(Ministry of Housing ,Planning and Environmental Hygiene) 負責,立法在防範或減少大眾遭受重大危害。在公害法(Nuisance Act)之 內的重大危害規章,規定事業業單位必需提出一份廠外安全報告,該報 告包括工業活動的內容和量化風險分析,量化風險分析需包含廠外個人 風險(IR) 、與社會風險(SR)。2. 涉及廠內員工安全、衛生者規範在勞工情況法(Labor Condition Act)之 內,由社會事務部(Ministry of Social Affairs)負責,此法並未訂定執照制 度,它訂定保障員工安全衛生的內部社會政策。
2.1.4 美國
傷,促使美國熱烈討論該事件,並由美國勞工部職業安全衛生署(OSHA)於 1986 年提出高危害化學性製程安全管理(PSM)法案草案,高危險化學品製程 安全管理「29 CRF 1910.119 法案」,並於1992 年 8 月 26 日生效。在此法案 明列:1.適用範圍 2.製程工廠必需報備的資料 3.涉及危險品之員工知的 權利與訓練 4.製程危害分析 5.變更設備與程序之管理 6. 事故調查 7.緊急應變計畫 8.法令執行等大項。 另美國聯邦政府環境保護署(EPA)在 1996 年公佈風險管理計畫法 (40 CRF Part 68 Risk Management Program Rule,RMP),此法規被認為是 OSHA PSM 法規的延續,進一步要求相關事業單位須執行量化風險評估。 RMP 法案適用的工業包括液氨、冷凍工廠、煉油廠及石化工廠、水處理設 施及其他使用危害物的工業。
2.1.4 日本
於1976 年依據「勞動安全衛生法」第八十八條新設工廠之規定,公告 施行「化學工廠安全評估指針」,要求特定工業於新建廠或修改大部份既有 設施之事業單位應於申請時提出評估報告。2.1.5 中華民國
行政院勞委會於1994 年頒布「危險性工作場所審查暨檢查辦法」﹝9﹞, 規定從事石油產品裂解反應,以製造石化基本原料之工作埸所、或製造、處 置、使用危險物、有害物達規定數量之工作場所,皆屬於「甲類工作場所」, 其非經審查或檢查合格,不得使勞工在該工作場所作業;而且要求該場所申 請審查檢查時,所提出之製程安全評估報告書內容中,必須針對重大潛在危1. 檢核表(Check list)
2. 如果—結果分析(What if)。
3. 危害及可操作分析(Hazard and Operability Studies--簡稱 Hazop)。 4. 故障樹分析(Fault Tree Analysis—簡稱 FTA)。
5. 失誤模式與影響分析(Failure Modes and Effects Analysis—簡稱 FMEA)。 表 2.1 各國預防重大工業災害相關法規 國 別 法 規 公 佈 時 間 主 要 內 容 英國 工業重大事故危害規章 1984 年 針對危害物之運作達某一特 定數量者,需提出危害通報 及實施危害調查、評估及危 害控制。 歐盟 嚴重工業災害控制訓令(82/501/EEC) 1982 年 規定歐盟各國使用危害物之製程,需採取安全防範措 施,避免發生重大危害。 美國 高危害性化學品製程全管理 1992 年 所有使用1萬磅以上易燃性及有害性化學工廠,需完成 製程安全評估。 美國 風險管理計畫 1996 年 針對運作所列管之化學物質,其量達到所規定之恕限 值時,必須提出風險管理計 畫並向美國環保署登錄及呈 報州政府與地方主管機關 日本 化學工廠安全評估指南 1976 年 對於特定工業新建或修改大部份既有設施,應於申請時 提出安全評估報告。 中華民國 危險性工作場所審查暨 檢查辦法 1994 年 對於指定之危險性工作場所須於指定期限內檢附製程安 全評估報告向當地檢查機構 申請審查及檢查。
2.2 二硫化碳製程描述
﹝10﹞ 製造二硫化碳所使用原料:純炭(C)及硫磺(S),製程中的主要產品為 二硫化碳(CS2)。 主反應如下: C(S)+S2 (g) →CS2 +23.7cal╱kg-mole. at 800°C 由反應速率 K 和溫度之間的關係,可得知反應溫度約在 710~810°C 最 佳,所生成之CS2 濃度最高。 副反應為: H2(g)+S(g) →H2S(g) CS2 (g)+H2O →2H2S+CO2 副反應之所以產生是由純炭中含有水份及揮發物(碳氫化合物), 所產生之H2S、CO2氣體用氫氧化鈉吸收,生成副產品Na2S。 C S 圖 2.1 二硫化碳硫程圖 電爐 硫磺 分離器 第一 冷卻器 第二 冷卻器 尾氣 處理系統 水分離槽 中間槽 過濾器 粗凝槽 大貯槽 二硫化碳 貯槽CS2 單元製程可分為:1 電爐、硫磺分離器區、2 粗凝槽、水分離槽區、 3 中間槽、大貯槽區、4 冷卻器、尾氣洗滌塔區、5 儲槽區等五大部份,
2.2.1 電爐、硫磺分離器區
木條經純炭場炭化成純炭後,利用吊車加入電爐內使用。外購液硫 入廠後,置於貯槽內再用泵浦泵至硫磺計量槽,再以加硫機加入電爐內使用。 以上述純炭、液硫當做原料,共同加入電爐內,利用通電的石墨電極產生熱 源,使原料反應生成應生成CS2 氣體。氣體再藉由氣道通入硫磺分離器, 利用硫磺分離器內冷卻水管降溫,將大部份的硫磺氣體在此冷凝分離。2.2.2 粗凝槽、水分離槽
來自硫磺分離器之 CS2氣體進入粗凝槽,粗凝槽內設有十幾只噴嘴持續 噴灑冷卻水(溫度約控制在 21°C),將大部份氣體冷凝成粗 CS2液體,未冷凝 下來之氣體再導入冷卻器冷卻,而冷凝下之液體和冷卻水共同流入水分離槽 中,由於CS2 液體與水不互溶且比重較大,CS2 液體會沈至下層,故在水 分離器將部份水分離,水溢流至循環水槽。2.2.3 中間槽、大貯槽區
經水分離槽分離部份水後之 CS2液體,流入中間槽內暫存,於中間槽設 有液位計可計算產量以判斷生產狀況。中間槽內之粗CS2 上層亦覆有水可 防氣體逸散,上層之水不斷溢流至循環水槽。中間槽下方設有防溢凹槽內有 水,可降低中間槽破漏時產生之危害。 每日兩次,將中間槽內之粗 CS2 利用位差流入大貯槽內,大貯槽內上 層之水再利用泵浦泵回中間槽以補充失去之水位。大貯槽計有兩種功能,一為暫存粗 CS2 液體、另一當做壓送槽,利用 泵浦泵水加壓將粗CS2 液體送至儲槽區存放。大貯槽置於充滿水之防溢凹 槽內,可降低破漏時產生之危害。
2.2.4 冷卻器、尾氣洗滌塔區
粗凝槽未冷凝氣體進入第一冷卻器將氣體冷凝,再進入第二冷卻器再一 次將氣體冷凝,最後進入二段尾氣洗滌塔洗滌後導入煙囪排放。冷卻器冷凝 下之CS2 流入中間槽內,2.2.5 儲槽區
為使 CS2 液體安全存放,全部儲槽均置放於水面下。儲槽分為二:一 區置放粗CS2 ,一區置放精CS2 成品。 大貯槽壓送來之 CS2 導入粗儲槽內,而粗儲槽上層之水在流回壓送水 槽補充壓送水。 使用過慮水壓送粗儲槽內之粗二硫化碳至精餾系統,經製成精二硫化 碳,再送入精二硫化碳儲槽存放。利用泵浦泵軟水加壓精二硫化碳儲槽,送 成品供製程使用。2.3 二硫化碳物質安全資料:
2.3.1 二硫化碳之物理及化學特性:
﹝11﹞ 二硫化碳揮發性大,極易著火,因發火溫度極低,因此普通的燈泡表面、 或高溫蒸汽管接觸即著火。二硫化碳蒸汽與空氣混合,即於1.3% ~ 50% Vol 廣泛形成爆炸性混合氣體,如遇有火源、或靜電,即可產生爆炸。因二硫化 碳的爆炸危險溫度範圍為-30℃~20℃,因此將二硫化碳儲藏於密閉容器中 時,雖然在20℃以下,但若接近火源亦會引起爆炸。 二硫化碳蒸汽比重較空氣為重,因其蒸汽不易揮散容易在低窪滯流,形 成爆炸性混合氣體。並蒸汽亦可由相當遠的發火源,逆火引起爆炸所以在二 硫化碳工作場所火源的管制特別重要。二硫化碳為非導電性,在流動、過濾、 滴下時,會帶有靜電,則有可能因靜電火花引起爆炸、火災。 二硫化碳是環保署列管之第一類毒性化學物質、消防署列管第四類之公 共危險物質,物品危險屬於第3 類易燃液體及第 6 類毒性物質,經暴露後, 將立即危害人體健康或對生物生命產生危害。二硫化碳是透明無色的液體, 工業級的二硫化碳含有不純的硫化氫,具淡黃色及臭味。二硫化碳之嗅覺濃 度為0.1 至 0.2 ppm 。二硫化碳之物理及化學特性如附表 2.2,二硫化碳不 同容許濃度對人體影響如附表2.3。 化學災害發生主要原因有氣體外洩、火災及爆炸。氣體洩漏方面,隨著 濃度高低、暴露時間長短及洩漏物質的毒性特性之影響導致健康損傷及危害 生命。毒性氣體擴散所引用的濃度指標判定,如表2.4 所示,國外常作為指 標的包括有ERPGs、SPEGL、及 EEGLs 等三種。如美國 EPA 所用之風險管 理方案要求以ERPG-2 為影響範圍之終點濃度(Endpoint),而國內常用會有生命危險之傷害為標準,因此美國EPA 建議以十分之一的 IDLH 值作為 影響範圍參考濃度,若洩漏值無IDLH,則可使用半致死濃度(Medium Lethal Concentration,LC50)或半致死劑量(Medium Lethal Dose,LD50)為參考標準 ﹝12﹞。
易燃物質洩漏,依美國EPA所用之風險管理方案要求﹝13﹞,氣雲爆炸 (vapour cloud explosion)--終點限值(Endpoint)為超壓1psi,爆炸過壓之影響如 表2.5,爆炸中心位於外洩源與LFL濃度之中點。 熱輻射/暴露時間--池火(pool fire)、噴射火焰(jet fire)與火球(BLEVE)之熱輻射終點限值(Endpoint)為 5kW/m2,暴露時間為40秒,熱輻射之影響如表2.6。
表2.2 二硫化碳之物理及化學特性 英文名稱 Carbon disulfide 化學式 CS2 分子量 76.13 外觀 無色或微黃色液體 氣味 有強烈不快氣味 沸點 46.3℃ 發火溫度 100℃ 熔點 -11.8℃ 閃火點 -30℃ 測試方法:閉柸 爆炸界限 1.3 % ~ 50 % 蒸汽壓 360 mmHg (25 ℃) 蒸汽密度 2.64 比重 1.263 (水=1) 水中溶解度 0.22g/100mL 危害性分類 易燃性液體、毒性物質
表 2.3 空氣中二硫化碳暴露濃度對人體之作用與影響 暴露指標 暴露濃度(PPM) 內 容 ERPG-1 1 人員暴露在此濃度下一小時內,不會有明顯 的不適感的濃度值。 ERPG-2 50 人員暴露在此濃度下一小時內,身體不會造 成不可恢復性傷害的濃度值。 ERPG-3 500 人員暴露此濃度下一小時內會造成不可恢 復性傷害、包括死亡的濃度值。 TWA 10 勞工每天工作八小時,大部份勞工重複暴露 此濃度下,不致有不良之反應。 STEL 15 勞工連續暴露在此濃度下任何十五分鐘,不 致有下列之情形: 1.不可忍受之刺激。 2.慢性或不可逆之組織病變。 3.麻醉昏暈作用,意外事故增加之傾向或 工作效率之降低。 IDLH 500 在有毒氣體30 分暴露下,尚有逃跑能力, 且不會對生命造成威脅或對身體器官造成 無法恢復之傷害(針對毒氣而言)。
表 2.4 毒性物質引用之濃度指標﹝12﹞
代稱 指標全名 制定單位 說 明 ERPG Emergency response
planning guidelines for air contaminants
美國工業 衛生協會 (AIHA) AIHA 將 ERPG 值分為三 級,ERPG-3 的定義是人員 暴露此濃度下一小時內會 造成不可恢復性傷害、包 括死亡的濃度值;ERPG-2 的定義是人員暴露在此濃 度下一小時內會造成可恢 復性傷害的濃度值; ERPG-1 的定義是人員暴 露在此濃度下一小時內不 會有明顯的不適感。
IDLH Immediately danger to life or health levels
美國職業 安全衛生 研究所 (NIOSH) 對於一般及工業氣體之量 測,暴露於毒性氣體下30 分鐘不會有生命危險之傷 害為標準。 TLVs & STELs
Threshold limit values and short-term exposure limits 美國政府 職業衛生 師會議 (ACGIH) TLVs & STELs 分別為 作業環境人員持續暴露8 小時及15 分鐘之許可濃 度。(為建議值,不具有法 定效力)
PELs Permissible exposure limits 美國職業 安全衛生 署 (OSHA) PELs 與 TLVs 類似,為 勞工一天工作8 小時之許 可暴露濃度。(具有法定效 力) LC50 & LD50 Median lethal Concentration Median lethal dose
稱為半致死劑量、半致死 濃度:
對試驗動物施以一定之劑 量、濃度,會有50%的動 物死亡之劑量、濃度。
表 2.5 爆炸過壓之影響﹝14﹞ 壓 力 (psig) (barg) 損 害 0.02 0.00138 惱人的噪音(137db 低頻 10-15Hz) 0.1 0.00689 處在扭曲變形狀況下的小型窗戶玻璃破裂 0.15 0.01034 典型的玻璃破裂壓力 0.3 0.02068 “安全距離”(在此值外有 95%的或然率不會有嚴重 的損害);射出的投射極限;造成天花板部份的損 壞;10%的窗戶玻璃破損 1.0 0.06894 房舍部份的損壞,造成無法居住 2 0.1379 房屋的屋頂及牆壁部份崩塌 2.4~12.2 0.1656~ 0.8411 1~99%人員中耳破裂 2.5 0.1726 50%的房屋磚造結構破壞 3 0.2068 工業建築物內重機具(3000 磅)蒙受少許的損壞;建 築物的鋼骨結構扭曲並脫離地基 3~4 0.2068~ 0.2758 無鋼骨結構、自然鋼鐵板外框之建築物完全破壞; 石油儲槽破裂 5~7 0.3447~ 0.4826 房屋幾乎完成損壞 7 0.4826 裝載之鐵路火車翻倒 15.5~29.0 1.0686~ 1.9994 1~99%人員死亡
表2.6 熱輻射之影響 ﹝14﹞ 輻射強度 (Kw/㎡) 觀察到的影響 37.5 對程序設備足夠造成損害。曝露時間1 分鐘之致死率為 100%。 25.0 在無限期地長時期曝露下足以點燃木材的最低能量。 15.8 操作員無法從事作業並籍遮蔽物隔離熱輻射(例如設備後 側)之區域內的熱強度。 12.5 起始點燃木材(piloted)、熔化塑膠管所需之最低能量。曝 露時間1 分鐘之致死率為 1%。 9.5 8 秒後到達疼痛極限;20 秒後造成二度灼傷。 4.0 如果在20 秒內無法到達遮蔽物遮蔽,對人員足以造成疼 痛感;然而可能導致皮膚起泡(二度灼傷)。致死率為 0%。 1.6 長時間曝露將不會造成不舒適感。
2.3.2 二硫化碳之毒性:
一、急毒性 :
吸入: 1. 最可能的途徑,暴露於 5 00 到 1000 ppm 可能導致嚴重的情緒及人格失 常,包括激動、困惑、不可控制的生氣、惡夢、失眠、精神異常、自殺, 暴露於4 8 0 0 p p m 30 分鐘會昏睡且可能致命。 皮膚: 1. 會經由皮膚吸收,症狀如吸入途徑所引起。會溶解皮膚油脂、可能造成 鱗狀皮膚。濺到皮膚可能導致起水泡。靠近神經處吸收可能造成神經損 傷。 眼睛: 1. 濺到眼睛會立即導致嚴重刺激。高濃度蒸氣可能會刺激眼睛。 食入: 1. 小量食入可能導致嘔吐、痢疾及頭痛,大量食入可能導致痙攣和昏睡。 亦曾被報導過若食入如1g 的量會致命。 LD50(測試動物、暴露途徑):2780 mg/kg(小鼠,吞食) LC50(測試動物、暴露途徑):25000 mg/m3/2H(大鼠,吸入)二、慢毒性或長期毒性:
1. 長期暴露會造成中樞及末梢神經、心血管、腸胃、內分泌和眼睛的疾病。 2. 中樞神經系統:最初會不穩定、興奮及喪失個性,發展為憂鬱、焦慮、 偏執狂,有時會自殺,症狀如惡夢、冷淡及頭痛,繼續暴露可能成類似 柏金森氏疾。4. 心血管影響:類似因年老而動脈硬化,發生於頭及腎的動脈,並增高心 臟冠狀動脈疾病。 5. 腸胃影響:增高腸胃疾病和肝及膽汁導管官能障礙。 6. 眼睛:結構和功能改變及眼睛血管損壞。特殊效應:2 gm / Kg(懷孕 6 -15 天雌鼠,吞食)造成胚胎中毒。
三、中毒急救方式
二硫化碳中毒之搶救者須完整穿戴個人防護裝備,方可進入災區救人。 而二硫化碳中毒之急救最重要是將患者迅速搬離現場至通風處,檢查患者之 中毒症狀,判斷出中毒路徑給予適當之救護,二硫化碳中毒急救流程圖如圖 2.2 。圖 2.2 二硫化碳中毒急救流程圖 二硫化碳之災害 穿防護衣、戴手套 搬運病人 選擇及穿戴適當防護 器具 頸部受傷? 固定頸部 是 否 除污(安全地帶) 給與100%氧氣 喊叫,並找人幫忙打電話求救 意識清楚? 打開呼吸道 眼睛、皮膚化 學傷害? 自行呼吸? 脈搏跳動? 人工呼吸 食入性中毒? 大量沖水 立即送至適當醫院 體外心臟按摩 是 否 否 是 包紮 若意識清楚無嘔. 吐,必要時再給予 活性碳吞服 是 否 是 否 否 是
2.3.3 二硫化碳防災設備
一、個人防護設備
眼睛防護:化學安全護目鏡、護面罩,操作時不可戴隱型眼鏡。 呼吸防護: 1 0 ppm 以下:有機蒸氣濾罐式呼吸防護具或自攜式呼吸防護 具。 25 ppm 以下:定流量式供氣式呼吸防護具或動力式有機蒸氣濾 罐的空氣淨化式呼吸防護具。 50 ppm 以下:有機蒸氣濾罐全面型化學濾罐式呼吸防護具或有 機蒸氣濾罐動力型緊密貼合面罩的空氣淨化式呼 吸防護具或有機蒸氣濾毒罐或有機蒸氣濾罐動力 型。 500 ppm 以下:正壓式供氣式呼吸防護具。 500 ppm 以上:正壓式全面型自攜式呼吸防護具( SCBA) 氣密式連身型內背式防護衣 (A 級 ) 手部防護: 防滲手套,材質以聚乙烯醇為佳。 皮膚及身体防護: 連身式防護衣、工作靴。二、火災處理設備及器材
適用滅火劑:化學乾粉、二氧化碳、惰性氣体、水霧、酒精型泡沫。 特殊滅火程序: 1 .利用水霧、化學乾粉、二氧化碳滅火劑滅火。 2 .安全許可下,將容器移離火場。 3 .不要用高壓水柱趨散洩漏物。 4 .利用水霧冷卻容器。6 .貯槽安全排氣閥已響起或因著火而變色時立即徹離。 消防人員之特殊裝備: 配戴全身式化學防護衣及空氣呼吸器(必要時外加 抗閃火鋁質被覆外套)。
三、洩漏處理設備及器材
個人注意事項: 1.在污染區尚未完全清理乾淨前,限制人員接該區。 2.確使清理工作是由受過訓練的人員負責。 3.穿戴適當的個人防護裝備。 環境注意事項: 1.對該區域進行通風換氣。 2.撲滅或移開所有發火源。 3.報告政府安全衛生與環保相關單位。 清 理 方 法 : 1.清理時不要碰觸外洩物。 2.避免外洩物進入下水道、水溝或狹隘的空間內。 3.在安全許可的情形下,設法阻止或減少溢漏。 4.少量溢漏時:用不會和外洩物反應的泥土、沙或吸收物質 圍堵外洩物,再用氣密式防爆型幫浦或真空裝置裝外洩液體 置於加蓋並標示的適當容器內密閉,再用吸收劑將殘餘的外 洩液吸除並置於容器內,用水沖洗溢漏區域。 5.所有裝備都需接地以防靜電引燃。2.3.4 二硫化碳製造及使用時應注意事項:
一、製造及使用注意事項:
1.因二硫化碳蒸汽比空氣重 2.64 倍,故多半都在地面上漂流而聚積在相當距 離的低窪處,因此其蒸汽漂流情形依環境形狀而定,相當複雜,不易察覺 在何處已形成爆炸性混合氣體,所以在處理二硫化碳的場所及其附近,都 應嚴密管制火源,且應設置十分完善的通風設施。 2.二硫化碳為非導電性,在流動時會帶電,因此其設備裝置等都應施予接地 措施,以防止靜電的聚積。 3.處理、製造、使用二硫化碳作業場所的一切電氣設備,都必備為防爆設備。 4.衝擊火花有使二硫化碳蒸汽著火之慮,故在作業場所不得穿有鐵釘的鞋 子,維修工具亦需要使用無火花工具。 5.二硫化碳的處理場所,其牆壁及地板都應採用耐火構造,且須要在易退避 的位置上設置二個以上之進出口,而其大門則應向外開。 6.使用二硫化碳為原料或溶劑工廠,都應使用全套的密閉裝置,一方面其蒸 汽的發散,同時注意由剩留或逆流空氣所生成的爆炸性混合氣體。 7.二硫化碳有關設備之清掃,整修及檢修事前要充分清洗其內部,確定無二 硫化碳蒸汽之危險後,才能進行作業。二、儲存注意事項:
1.儲存二硫化碳的場所,應遠離火源及其他危險場所,並使儲存場所保持良 好的通風,且注意溫度、遮光等,同時最好放置於耐火構造的建築物中 或以不燃性材料隔間。 2.玻璃瓶等易打破的容器都應放平,以免搖動或於地震時傾倒或跌落。4.放置或儲存二硫化碳的場所,其一切電器設備都應採取防爆措施。 5.不得將易燃或易著火的物料放置在儲存二硫化碳場所附近。 6.容器或儲槽中應保留充分空間,以備二硫化碳因受熱膨脹時作緩衝用。 7.儲槽上應裝設通氣孔,接地裝置及有避雷裝置,且必需以水覆蓋二硫化碳 表面。 8.二硫化碳儲存場所,應嚴禁非作業人員進入。
三、搬運時注意事項:
﹝15﹞﹝16﹞ 1.應確實遵守事業單位所訂之各類危險品灌裝、卸收之「安全作業標準」 從事作業。 2.二硫化碳裝卸料作業時,應將車輛置放於指定地點,引擎熄火,拉緊手剎 車,人員下車並將鑰匙交給收料人員,並於車輛前後置放擋輪。 3.應接妥消除靜電用接地線。 4.裝卸二硫化碳的工作,都應儘量在白天進行,作業時並應派人在現場擔任 監督工作。 5.裝卸二硫化碳作業人員不得擅自離開並隨時注意裝卸作業情形。如遇特殊 情況,須緊急停止作業,待處理妥善後方可繼續。 6.裝卸二硫化碳中不可進行修理工作。 7.裝卸二硫化碳中如遇有雷電應即停止作業。 8.不得在裝卸二硫化碳的場所及其附近抽煙,且應在明顯的地方有「嚴禁煙 火」標示。 9.裝卸二硫化碳的場所及其附近都應視同危險場所,而對其一切電氣設備都 應採取防爆措施。11.為避免日光直射,其搬運容器都須用遮光性材料加以覆蓋。 12.載運二硫化碳時要置備滅火器,隨車攜帶防毒面罩等個人防護具及預防 災害之緊急措施必要之吸收藥劑及工具。 13.以車輛搬運二硫化碳時,應依有關規定在車輛之左、右兩側及後方懸掛 或黏貼危險物品標誌及標示牌。
2.3.5 二硫化碳國內相關法規:
針對二硫化碳法規之規範共有:有機溶劑中毒預防規則、危險物有害物 通識規則、公共危險物品安全管理辦法、毒性化學物質管理辦法、危險性工 作場所之審查與檢查辦法(如附表 2.7)。 表2.7 二硫化碳法規之規範 項次 法 規 名 稱 規 範 重 點 內 容 1 有機溶劑中毒預防規則 二硫化碳為第一種有機溶劑,對其製 造、使用、管理及危害控制加以嚴格 規範,防止中毒危害。 2 危險物有害物通識規則 危害物標示 建立物質安全資料 表 實施危害通 建立危害通識計 畫 製作危害物質清單 3 公共危險物品安全管理辦法 製造、儲存或處理達管制量三十倍以 上之場所,應擬訂消防防災計畫,有 效預防災害發生。 4 毒性化學物質管理辦法 為列管第 89 號毒性化學物質,運作 場所需標示,應完成偵測及警報設備 之設置並建立緊急應變計畫書。 5 危險性工作場所之審查與檢 查辦法 製造、處置、使用達5,000 公斤以上 之危險性工作場所,應經勞動檢查機 構事前審查或檢查合格。 有機溶劑中毒預防規則如下說明,危險物有害物通識規則、公共危險物品安
說明如附錄一。
一、有機溶劑中毒預防規則
二硫化碳為工業界使用甚廣之溶劑,然及具有強烈的神經毒性極易造成 勞工健康上的危害。我國有機溶劑中毒預防規則將之納入第一種有機溶劑, 對其製造、使用、管理及危害控制加以嚴格規範,其管制重點如下:﹝17﹞ ﹝18﹞﹝19﹞﹝20﹞ 1.應每週檢點作業場所有關通風設備運轉狀況、勞工作業情形、空氣流動效 果及有機溶劑或其混存物使用情形等,並記錄之。 2.預防勞工有機溶劑中毒之必要注意事項應通告全體有關之勞工。 3.設置之局部排氣裝置及吹吸型換氣裝置,每年應依規定項目實施自動檢查 一次以上,並依規定記錄及保存三年;發現異常時,應即採取必要措施。 4.設置之局部排氣裝置、吹吸型換氣裝置,於開始使用、拆卸、改裝或修理 時,應依規定項目實施重點檢查,發現異常時,應即加以整修,並依規 定記錄及保存三年。 5.應將有機溶劑對人體之影響、處置有機溶劑及其混存物應注意事項暨發生 有機溶劑中毒事故時之緊急措施公告於作業場所顯明之處,使作業勞工 週知。 6.應於作業場所顯明之處以明顯標示分別標明有機溶劑作業使用之溶劑為 第一種、第二種、第三種有機溶劑。 7.裝有危害物質之容器應依危險物及有害物通識規則之規定標示。 8.應於每一班次指定現場主管擔任有機溶劑作業管理員從事監督作業。 9.僱用勞工於儲槽之內部從事作業,應依規定採取各項必要之危害預防措10.指定之室內有機溶劑作業場所,應每六個月定期測定有機溶劑濃度一次 以上,並依規定記錄及保存三年。 11.從事特別危害健康作業之勞工應於其受僱、或變更其作業時及定期檢查 期限一年內實施指定項目之特殊體格檢查、特殊健康檢查及實施健康管 理。 12.應置備與作業勞工人數相同數量以上之必要防護具,並使勞工於必要時 佩戴。
2.3.6 二硫化碳國外相關法規
一、美國「高危害性製程安全管理法規」(Process Safety of Highly
Hazardous Chemicals,簡稱 PSM)
美國職業安全衛生署於1992 年制定了「高危害性製程安全管理法規」 (29 CFR 1910,119 Process Safety of Highly Hazardous Chemicals,簡稱 PSM) PSM 法規﹝21﹞針對運作量達一萬磅以上之易燃物及達限量的危險物之工 廠,必須實施製程安全管理,亦即工廠有二硫化碳運作量達一萬磅以上時, 必須實施製程安全管理。PSM 法規最特別的地方在安全管理計畫是基於製 程的操作特性,因此應依操作特性建立製程安全資訊,利用製程安全資訊執 行製程危害分析,再運用危害分析的結果加強人員訓練,設計管理及各項操 作管理。這套PSM 系統可稱目前最完整之安全管理系統,應可為我國之借 鏡,PSM 實施標準總共分為下列十四個項目: 1.員工參與(employee participation) 2.製程安全資訊(Process information) 3.製程危害分析(Process hazard analysis)
5.訓練(training)
6.承攬管理(contractor management)
7.開俥前安全檢查(prestart-up safety review) 8.機械設備完整性(mechanical integrity) 9.動火許可(hot work) 10.變更管理(management of change) 11.事故調查(incident investigation) 12.緊急應變計畫(emergency planning) 13.稽核(audit) 14.商業機密(trade secrets)
二、美國「風險管理計畫」
(Risk Management Program, 簡稱 RMP)
1996 年美國環保署提出「風險管理計畫」(Risk Management Program, 簡 稱RMP) ﹝13﹞針對運作所列管之化學物質,其量達到所規定之恕限值時, 必須提出風險管理計畫並向美國環保署登錄及呈報州政府與地方主管機 關,作為政府機關與民眾了解該物質運作所應採取之預防與因應措施之參考 資料,提高員工與一般民眾之安全保障。RMP 列管之工廠所應提供之風險 管理計畫須包括下列三要素: • 危害評估(Hazard Assessment) • 預防計畫(Prevention Program)
• 緊急應變計畫(Emergency Response Program)
危害評估之目的為評估意外洩放所造成人員健康與環境影響的嚴重性, 並記錄歷年來所發生之意外洩放事故。危害評估包括二個不同的部份:
廠外後果分析(off-site consequence analysis)與五年意外事故紀錄
(five-year accident history),其目的是要充分了解工廠到底有那些危害、 何處最易受到衝擊、可能發生那些意外與其可能後果,並了解過去到底 曾發生那些意外事故。
2.4 安全評估方法
﹝22﹞﹝23﹞﹝24﹞ 我國目前法規所規定之危害分析方法有:檢核表、如果—會怎麼樣、危害及 可操作性分析、故障樹分析、失誤模式與影響分析,說明如下:2.4.1 檢核表(Check List)
檢核表係以結構化的檢查項目及問卷回答方式,事前規劃出危害分析 查項目或檢核因子,以供檢查人員依循,可由個人或小組來完成,亦可非 常容易的由沒有經驗的人員來執行。因此檢核表本身即可說是此分析方式 的指導原則,評估人員只需逐條檢討,解釋製程是否符合。例如評估製程 物質的儲存危害的檢查表項目如下: z 製程物質如何儲存? 易燃物或有毒物質的儲存溫度是否高於沸點? 是否使用冷凍儲存槽來降低物料的儲存壓力? 具爆炸潛在性的粉塵是否儲存於大的儲存室? 大量的易燃物或有毒物質是否儲存於室內? 是否需添加抑制劑? 檢核表其優點是容易引導與規範危害分析的進行,但缺點是限制了評估人員 去激發和探討其他的潛在性危害。2.4.2 如果—會怎麼樣(What-if)
What-if 腦力激盪法是一種完全以經驗為導向的危害分析方法,由評估 小組成員以各自的專長提出許多「如果……會怎樣?」(what-if)的問題來挑戰製程或系統的設計或操作方式,以發掘潛在性的問題,因此what-if 有以 下的特性: 1.非結構性的腦力激盪。 2.需由小組來完成,由小組成員交換彼此間的專業經驗。 3.可應用於大部份的設計或操作,特別是在設計初期或規劃階段,製程 ⁄系統尚未完成清晰的定義時,其他分析方法使用上有困難。 4.小組成員的專業經驗將會嚴重影響分析結果。 所以what-if 分析對於考慮因素將採開放式的問答,優點是可以激發提出更 多被忽略的潛在性危害,但缺點是難於引導與規範危害分析的進行品質,尤 其是對於較欠缺經驗的人員來說更是如此。
2.4.3 危害與可操作性分析(HazOp)
﹝25﹞﹝26﹞危害及可操作性分析 (Hazard and Operability Study, HazOp),是一種簡 單但具有結構性的危害鑑定方法,其使用富於創造性、系統性的方式來找出 製程的危害及操作上的問題,並謀求改善。HazOp 分析技巧是由幾個不同背 景且受過專業訓練的成員(HazOp 小組),利用一系列的會議大家互相交換意 見,激發想像力,使用腦力激盪,運用指定的方式,有系統的針對製程或操 作上的特定點找出具有危害之偏離,或偏離的原因及後果,並提出具體改善 對策。這些偏離是由一組已建立的引導字,和參數的組成,使用引導字是要 確保所有與製程有關之偏離均被評估而不會遺漏。 HazOp 主要適用於石化工廠、化學工廠、核能電廠、半導體工廠,對 新工廠之設計、或舊廠的擴建及製程的改善等危害問題的分析都可使用, HazOp 亦可適用於全廠或工廠某一部份單元設備,特別用於管線、機器設
備或相關設施。
HazOp 實施的程序包括 HazOp 分析前的準備、實施製程 HazOp 分析、 分析結果報告。圖2.3 以圖例來說明 HazOp 分析技巧的概念。 準備(確認目的、目標、範圍) 研討所需資料 (P&IDS、PFDS、操作手冊) 會議領導 營造討論氣氛 腦力激盪 每次3 小時以下 刺激想像力 知識/經驗 正面態度 記 錄 圖2.3 HazOp 分析的技巧概念﹝27﹞ 由小組進行 HazOp 分析 分析結果 果 追蹤改善 製 表 後 果 果 防護措施 改善建議 原 因 偏 離
2.4.4 失誤樹分析(FTA)
﹝28﹞失誤樹分析(Fault Tree Analysis,FTA)為一種將各種不欲發生之故障情況 (如:製程偏離、反應失控),以推理及圖解,逐次分析的方法。其應用對象 主要在系統安全分析時欲評估其可靠度的系統或次系統,具有下列功效: 1.它強迫分析者應用推理的方法,努力地思考可能造成故障的原因。 2.它提供明確的圖示方法,以使設計者以外的人,亦可很容易地明瞭導致 系統故障的各種途徑。 3.它指出了系統較脆弱的環節。 4.它提供了評估系統改善策略的工具。 這種方法採取「逆向思考」方式以正本清源,分析者由終極事件開始, 反向逐步分析可能引起事件的原因,一直到基本事件(原因)找到為止。分析 結果是一個完整失誤普及足以引發意外(終極)事件的失誤組合清單。如果單 元設備或人為失誤機率數據齊全時,亦可將意外發生的機率求出,以作為安 全管理的依據建立失誤樹所使用符號與名詞如表2.7,失誤榭分析示範如圖 2.4。
表2.8 建立失誤樹時所使用符號與名詞 ﹝28﹞ 頂端事件 (TOP EVENT) 指重大危害或嚴重事 件 ,如火災、爆 炸、外洩、塔槽破損 等,是失誤樹分析中 邏輯演繹推論的起 始。 中間事件 (INTERMEDIATE EVENT) 失誤樹分析中邏輯演 繹過程中的任一事件 。 基本事件 (BASIC EVENT) 失誤樹分析中邏輯演 繹的末端,通常是設 備或元件故障,或人 為失誤。 未發展事件 (UNDEVELOPED EVENT) 失誤樹分析中因系統 邊界或分析範圍之限 制,未繼續分析下去 之事件;或總括指人 為失誤 ,而不再深 究人為失誤的原因。 〝或〞邏輯閘 (OR GATE) 失誤樹分析中兩個或兩 個以上原因其中之一發 生,就會導致某一中 間事件或頂端事件發 生。 〝且〞邏輯閘 (AND GATE) 失誤樹分析中兩個或 兩個以上原因同時發 生,才會導致某一中 間事件或頂端事件發 生。
A C 1 TOP 2 3 2 4 B D 圖 2.4 失誤樹分析示範圖﹝28﹞
2.4.5 失誤模式與影響分析(
FMEA) ﹝29﹞失誤模式與影響分析(Failure Modes and Effects Analysis,FMEA)是評估 製中設備可能失效或不當操作之途徑及其影響的分析方法。分析人員可依據 這些故障之描述,作為改善系統設計的基礎資料。分析人員在進行FMEA 時會對設備可能產生的失誤與其潛在的影響作一詳細的描述,如果不針對這 些失誤進行改善或對其可能的影響進行預防,則系統雖然順利運轉,但這些 潛在的失誤仍有可能發生,進而造成財產損失或人員傷亡。 失誤模式旨在描述設備的失誤情況(如:全開、關閉、啟動、停止運轉、 洩漏等等),而失誤模式的影響則由系統對設備失誤的回應狀況來決定,因 此,人為操作上的錯誤通常不直接由失誤模式與影響分析技術來檢討,不 過,因人為錯誤所導致誤操作上之結果通常是一設備的失誤模式。至於要無 遺漏地列出會導致事故發生之設備失誤的結合模式,失誤模式與影響分析並 不是一個很有效的分析技術,因為FMEA 是以設備元件的失誤模式來引導 危害分析之進行,不似HazOp 是利用製程偏離(process deviation)來進行危害 分析,故HazOp 所探討的空間較 FMEA 來得大,除了設備元件故障外,更 廣及於人為失誤、材料劣化、上下游製程單元之影響、公用系統失常、操作 程序設計不當等。
第三章 研究方法
3.1 研究內容:
本研究以某工業區一家二硫化碳工場生產製程為對象,由生產製程源 頭,從木條進料到成品(二硫化碳)送到儲槽貯存為止,中間經過製程區包括 1.電爐、硫磺分離區 2.粗凝槽、水分離槽區 3.中間槽、大貯槽區 4.冷卻器、 尾氣洗滌塔區5.二硫化碳儲槽區。 在製程過程中,因有成品及半成品之二硫化碳,假如生產設備儀器失 效、設備老化、腐蝕洩漏、或人為操作錯誤、製程設計不良或管理上缺陷都 可能發生二硫化碳火災、爆炸、毒氣外洩之重大危害,尤其在二硫化碳儲槽 區因貯存大量二硫化碳,為危害最高之地點,因此針對二硫化碳儲槽,使用 HazOp 安全評估方法,分析結果發現二硫化碳儲槽腐蝕破洞為危害風險等級 最高項目(如附錄二),建議實施模擬後果分析。 本研究以「美國風險管理方案」為主軸並使用ALOHA 軟體模式分析, 依照「美國風險評估計畫」之廠外後果分析概念,分析最嚴重情境、及其他 可能情境之影響範圍。3.1.1 災害後果分析
毒性化學物質災害後果分析主要在辨識所有參數之影響,及其導致的 不同事件後果,因此由洩放源模式及擴散模式依據環境特性、外洩物質模擬 擴散行為後,需將不同危害事件之毒性、熱輻射曝露危害及爆炸過壓對人員 或設備之影響,轉換成相同危害指標的效應模式。本研究的意外洩漏與排放 3.1 所示。毒性化學物質對人員曝露健康危害及其可能引發的火災爆炸危害是同等重要的,這些效應模式將提供以廠內、社區為主 的危害影響範圍,以作為風險評估的基礎及防護系統設計之參考。 毒性化學物質 意外排放 熱輻射 爆炸過壓 毒性 擴散模式 熱輻射 •熱輻射量 •熱輻射效應 爆炸 過壓 效應 濃度 •毒性量 •毒性效應 影響範圍 對社區危害影響 居民分佈 效應模式 圖3.1 意外排放後果分析流程 ﹝30﹞ 後果分析方法之建立,採用ALOHA 軟體為主,進行特定目標之效應分 析與相互比較。ALOHA 系統可模擬氣象條件,以便估算較精確之意外排放 速率。對1.液態物質之洩漏蒸發模式;2.二相狀態如低溫冷凍液體及液化氣 體洩漏模擬;3.氣態物質洩漏釋放率為主要擴散模擬分析對象,每一洩漏源 狀況依孔洞、管線、洩放閥外洩、立即外洩等,分別進行模擬,最後依擴散 行為,分別以連續、瞬間、液池蒸發、高處洩放等估算範圍。意外排放後果 分析模式運算流程圖如圖3.2 所示。
災情模擬 •失控反應 •液體外溢 •管線容器 •煙柱 •噴射 洩放源模式 •外溢蒸發 •液相噴流 •氣相噴流 •二相噴流 洩放源模式 •大氣條件 •溼度 •風速/ 風向 •地形坡度 •阻礙物…等 重質氣體擴散模式 •擴散路徑 空氣污染擴散模式 •擴散路徑 毒性危害 熱輻射危害 爆炸危害 外洩物質 物理化學特質 •溫度 •質量 •密度 •蒸發潛熱…等 •壓力 •體積 災情模擬 •失控反應 •液體外溢 •管線容器 •煙柱 •噴射 洩放源模式 •外溢蒸發 •液相噴流 •氣相噴流 •二相噴流 洩放源模式 •大氣條件 •溼度 •風速/ 風向 •地形坡度 •阻礙物…等 重質氣體擴散模式 •擴散路徑 空氣污染擴散模式 •擴散路徑 毒性危害 熱輻射危害 爆炸危害 外洩物質 物理化學特質 •溫度 •質量 •密度 •蒸發潛熱…等 •壓力 •體積 外洩物質 物理化學特質 •溫度 •質量 •密度 •蒸發潛熱…等 •壓力 •體積 圖3.2 意外排放後果分析模式運算流程 ﹝30﹞
3.1.2 ALOHA 應用模式系統簡介
﹝31﹞ALOHA(Areal Locations of Hazardous Atmospheres)為美國環保署(U.S Environmental Prevention Agency)與美國國家海洋暨大氣總署(National Oceanic and Atmospheric Administration,NOAA ) 共同發展的後果分析電腦 軟體,其電腦程式設計特別是針對化學物質洩漏時,人員回應之使用與提供 緊急應變計畫和訓練之用。ALOHA操作模式包括毒性氣體擴散、火災、爆
炸,等三種項目,本研究使用版本為5.4 版,出版日期 2006 年 2 月(在 5.4 版之前的軟體僅能提供毒性化學物質洩漏擴散危害模式)。本研究使用之 5.4 版軟體由美國環保署網站(www.epa.gov/ceppo/cameo/aloha.htm)下載而得。 ALOHA 操作方便迅速,在一個小型電腦上即可執行。ALOHA 內建化 學物質資料庫供使用者選擇,資料庫內大概有1000 種物理特性相同的化學 物質,在操作ALOHA 之前,必須收集相關資料,以利於分析工作之進行。 使用ALOHA 執行之基本步驟: 1.化學物質洩漏之城市、日期、時間。 2.從 ALOHA 內建化學物質資料庫中選擇相關化學物質。 3.發生地點氣象資料。 4.欲分析化學物質之洩漏情形。 5.從執行 ALOHA 結果,可以得到一個或多個受危害之區域,包括毒性、 易燃性、熱輻射、超壓損害—可能超過對人員及財產構成威脅之關心濃 度限值(Levels of Concern,LOCs)。 6.ALOHA 使用紅色、橘色、黃色三種顏色顯示危害區域,紅色危害區域 代表最嚴重危害、橘色危害區代表中度危害、黃色危害區代表輕度危害。 7.若利用 MARPLOT 與電子地圖結合,在地圖中可顯示影響範圍。亦可 使用定點危險(Threat at Point)可以得到附近環境敏感地區包括學校、醫 院是否遭受危害,如有危害需立即被疏散。 軟體限制包括在低風速、多變風向、非常穩定大氣條件及濃度不均勻 情境下,模擬的結果會不具可靠性。低風速可被接受的限制為量測高度10m 處其風速達1m/s 以上。同時不能預測釋放 1 小時後的距離,估算釋放距離
3.2 研究架構:
以後果分析軟體ALOHA 模式,模擬二硫化碳儲槽發生破洩最嚴重災害情境
及其他可能發生情境,ALOHA 模擬條件如表 13、模擬情境如圖 3.1、圖 3.2。
3.2.1、最嚴重災害情境:
﹝32﹞﹝33﹞﹝34﹞氣象條件,風速/大氣穩定度(Wind Speed/Atmospheric Stability)考量惡 劣情境之洩漏時,採用分析之風速為1.5m/sec、大氣穩定度為 F 級,大氣 溫度/濕度(Ambient Temperature/Humidity) 考慮最惡劣洩漏情境時,採用 模擬工業區當地附近氣象站之近三年的氣象資料中之平均濕度為79%與 最高之每日最高溫度(highest daily max. temperature)34.7℃﹝35﹞。
以某工業區二硫化碳製造工場的二硫化碳儲槽洩漏作模擬,以毒性氣 體外洩、火災、蒸汽雲爆炸三種模式,進行廠外後果分析。二硫化碳儲槽 規格有15 噸、30 噸、50 噸三種,因受到不明原因損害,各產生 1 吋、2 吋、4 吋三種不同尺寸之破洞。
3.2.2、其他可能發生情境:
氣象條件,風速/大氣穩定度(Wind Speed/Atmospheric Stability)分為三 種:1. 風速 3 米/秒、大氣穩定度 D、2. 風速 5 米/秒、大氣穩定度 D 3. 風速 7 米/秒、大氣穩定度 D﹝35﹞。 大氣溫度/濕度(Ambient Temperature/Humidity) :氣溫為 25℃、濕度 為50%。洩漏條件,以 24 噸二硫化碳卸料槽車碰撞,模擬發生 1 吋、2 吋、4 吋破裂孔徑,產生毒性氣體外洩、火災、蒸汽雲爆炸三種模式,進 行廠外後果分析。
表3.1 ALOHA 之「最嚴重事件模擬」及「其他可能發生情境」之使用條件 ALOHA—worst-case scenario (wcs) 最嚴重事件模擬 ALOHA—alternative-release scenario (ars) 其他可能發生情境 一.大氣資訊: 風速:1.5 公尺/秒 大氣穩定度:F 風速量測高度:10 公尺 雲覆蓋率:0 氣溫:34.7℃,溼度 79%,使用過去工廠 3 年紀錄,最高之每日最高溫度及平均溼度 地表粗糙度:都市 二.發生源 1.二硫化碳臥式儲槽: 15 噸:直徑 2 公尺 × 長 4 公尺 30 噸:直徑 2.5 公尺 × 長 5 公尺 50 噸:直徑 2.8 公尺 × 長 8 公尺 破裂孔徑各為 1 吋、2 吋、4 吋,破孔高度 在儲槽一半高度之處 2.依破孔之尺寸、高度及 ALOHA 限制洩漏時 間1 小時,可得知每分鐘釋放率及釋放總量。 3.儲槽內部溫度:依室外溫度 4.地面形式:水泥 5.地面溫度:依室外溫度 三.模擬三個可能危害情境 1.毒性蒸汽雲區域 2.蒸汽雲燃燒熱危害區域 3.蒸汽雲爆炸爆壓危害區域 四.危害區域 1. 毒性蒸汽 紅色:××公尺 ( 500 ppm=ERPG-3) 橘色:××公尺 ( 50 ppm=ERPG-2) 黃色:××公尺 (1 ppm=ERPG-1) 2.熱輻射 紅色:××公尺 (10.0 kW/(sq m) = 60 秒內 可能致命) 橘色:××公尺 (5.0 kW/(sq m) = 60 秒內二 度灼傷) 黃色:××公尺 (2.0 kW/(sq m) = 60 秒內皮 膚疼痛) 3.爆壓 紅色:××公尺 (8psi = 房屋被催毀) 橘色:××公尺 (3.5psi =嚴重受傷) 黃色:××公尺 (1psi = 玻璃破碎) 一.大氣資訊: 1. 風速:3 公尺/秒、大氣穩定度:B 2. 風速:5 公尺/秒、大氣穩定度:D 3. 風速:7 公尺/秒、大氣穩定度:D 量測高度:10 公尺雲覆蓋率:50 氣溫:25℃,溼度 50%, 地表粗糙度:都市 二.發生源 1.二硫化碳槽車: 24 噸:直徑 2.5 公尺 × 長 5 公尺,發生 碰撞,模擬發生 1 吋、2 吋、4 吋破裂孔徑, 破孔高度在儲槽一半高度之處 2.依破孔之尺寸、高度,及 ALOHA 限制洩 漏時間1 小時,可得知每分鐘釋放率及釋放 總量。 3.儲槽內部溫度:依室外溫度 4.地面形式:水泥 5.地面溫度:依室外溫度 三.模擬三個可能危害情境 1.毒性蒸汽雲區域 2.蒸汽雲燃燒輻射熱危害區域 3.蒸汽雲爆炸爆壓危害區域 四.危害區域 1. 毒性蒸汽 紅色:××公尺 ( 500 ppm=ERPG-3) 橘色:××公尺 ( 50 ppm=ERPG-2) 黃色:××公尺 (1 ppm=ERPG-1) 2.熱輻射 紅色:××公尺 (10.0 kW/(sq m) = 60 秒內 可能致命) 橘色:××公尺 (5.0 kW/(sq m) = 60 秒內二 度灼傷) 黃色:××公尺 (2.0 kW/(sq m) = 60 秒內皮 膚疼痛) 3.爆壓 紅色:××公尺 (8psi = 房屋被催毀) 橘色:××公尺 (3.5psi =嚴重受傷) 黃色:××公尺 (1psi = 玻璃破碎)
Scenario 1 Scenario 10 Scenario 19 Scenario 2 Scenario 11 Scenario 20 Scenario 3 Scenario 12 Scenario 21 Scenario 4 Scenario 13 Scenario 22 Scenario 5 Scenario 14 Scenario 23 Scenario 6 Scenario 15 Scenario 24 Scenario 7 Scenario 16 Scenario 25 Scenario 8 Scenario 17 Scenario 26 Scenario 9 Scenario 18 Scenario 27 15 噸 30 噸 50 噸 1” 2” 4” 1” 2” 4” 1” 2” 4” 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 二硫化碳儲槽 破孔尺寸 危害事件 情境 圖3.3 最嚴重災害情境模擬架構圖
Scenario 1 Scenario 10 Scenario 19 Scenario 2 Scenario 11 Scenario 20 Scenario 3 Scenario 12 Scenario 21 Scenario 4 Scenario 13 Scenario 22 Scenario 5 Scenario 14 Scenario 23 Scenario 6 Scenario 15 Scenario 24 Scenario 7 Scenario 16 Scenario 25 Scenario 8 Scenario 17 Scenario 26 Scenario 9 Scenario 18 Scenario 27 3公尺/ D 5公尺/ D 7公尺/ D 4” 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 氣體洩漏 火災 爆炸 風速 危害事件 情境 2” 1” 3公尺/ D 5公尺/ D 7公尺/ D 3公尺/ D 5公尺/ D 7公尺/ D 24 噸 破孔尺寸