103 學年度 休假研究報告書
休假研究計畫名稱:
應用泥渣類廢棄物產製功能性建築材料之研究
單位:環境工程學系 姓名:張祖恩
中華民國 104 年 4 月 1 日
應用泥渣類廢棄物產製功能性建築材料之研究
摘 要
近年廢棄物管理政策以零廢棄為目標,並積極推動資源循環,焚化飛灰、底 渣、金屬冶煉爐渣、燃煤飛灰、淨水污泥等無機產業廢棄物之主成分以鈣、矽、鋁、
鐵等元素之化合物為主,具有再利用為營建與建築材料之潛力,故應積極開發 相關資源化技術。然而上述無稽廢棄物含有鹽類與重金屬等雜質,其對於環境與 資源化產品性質之影響必須進一步深入研究探討。另一方面,廢棄物資源化技術 應以開發高附加價值之產品為方向,方可增強資源循環之動能。此外,綜觀現今 國際建築材料之發展趨勢,新型建築材料除了必須滿足抗壓、抗彎等基本物理性 質之外,亦需兼具輕質、隔音、隔熱、再生、保水、調濕等功能性,以達到節能減 碳、生態環保的綠建材理念。
有鑑於此,申請人以產業廢棄物水泥材料化相關研究為基礎,規劃將泥渣 類無機產業廢棄物再利用於產製矽酸鈣系功能性建築材料,故擬研提一年休假 研究計畫,題目為「應用泥渣類廢棄物產製功能性建築材料之研究」。研究中將 歸納矽酸鈣系建材原料配比與養護程序等最適條件,探討灰渣中鹽類對於矽酸 鈣水化與結晶反應之影響,評析泥渣類廢棄物前處理之必要性與操作條件,並 檢討製成的矽酸鈣系建材之功能性與環境相容性,期能充分運用材料特點並開 發高性能之綠色建築材料。
本 年 度 休 假 研 究 主 要 針 對 焚 化 飛 灰 (municipal solid waste incineration (MSWI) fly ash)應用於功能性建築材料之技術開發。焚化飛灰為常見煙道灰,
其 化 學 組 成 富 含 Ca 、 Si 等 元 素 , 應 具 有 作 為 高 壓 蒸 氣 養 護 氣 泡 混 凝 土
(autoclaved aerated concrete,AAC)替代原料之潛力。由於焚化飛灰含有高量 氯鹽與硫酸鹽等鹽類,對於應用於一般水泥系材料存在凝結時間延長、鋼筋腐 蝕、耐久性差等問題,因此其資源化再利用受到許多限制。本研究將焚化飛灰應 用於AAC 之製作,藉由調整拌合水量,歸納原料最適製作條件。研究結果顯示 焚化飛灰產製AAC 係以水固比為 0.65 L/kg 製品具有較佳之密度與強度表現,
亦可提高取代比例至20 wt.%,並符合 AAC 標準規範。
關鍵字:焚化飛灰、氯鹽、高壓蒸氣養護氣泡混凝土
一、前 言
1-1 研究動機與目的
建築材料使用量大、應用範圍廣泛,因此建築材料從生產、應用、廢棄、再生 等過程對於地球環境與人類生活有著密切的關聯性。開發綠色建材是達到永續發 展的必要工作,目前世界各國皆在積極研究相關的技術,主要的方向包含開發 健康、功能性建材以及有效再利用工業副產物。綠色建築材料之發展可由產品設 計、替代材料、製程改善等方面著手,藉由提升技術水準、提高能源與資源的利 用效率、減少污染物質以避免環境污染,使得建築材料得以朝向資源循環利用的 方向進展。其中關鍵因素是發展和應用綠色製程技術,研究開發具有節約能源、
減少原料使用、減少廢棄物產生、具備環境友善及人體健康安全等特點的綠色建 材產品(Berge,2009)。
牆體材料佔建築物整體相當重要的比例,目前亦有許多綠色牆體材料的開 發,且再利用工業副產物可生產新型的牆體材料,不僅可促進資源循環、減少環 境污染,並且一般皆能得到良好的經濟效益,此應為目前建築材料發展的正確 方向。在目前的相關應用方面,煤灰、爐渣等可用於燒製磚材,煤灰另可再利用 於氣泡混凝土及輕質牆板的生產,含磷石膏、含氟石膏、脫硫石膏可作為替代原 料製造石膏板、石膏磚材等,水淬高爐石則可用於生產混凝土磚材、屋瓦等
(ISTIS,2006)。各類新型牆體材料詳述如下:
1. 混凝土塊材
歐洲國家的建築中,應用混凝土塊材作為牆體材料約佔使用量的 10~
30%,日本與美國建築中使用混凝土塊材的比例更達到墻體材料總量的 33~
34%。混凝土塊材不僅產量大,而且相關的生產、加工及應用的技術也非常成 熟,各種規格、型式、顏色的塊材應有盡有.並有完整的混凝土塊材產品之標準 及施工規範等。
2. 氣泡混凝土
俄羅斯及東歐國家是氣泡混凝土生產和使用量最大的地區,其次是德國、日 本等國家。氣泡混凝土在這些國家的生產、加工、應用等技術皆已十分成熟,而 氣泡混凝土的特性更進一步朝向輕質、高強度、多功能方向發展。目前氣泡混凝 土逐漸採用燃煤飛灰、爐渣、廢石膏、廢石英砂等工業副產物作為替代原料。
3. 保溫隔熱材料
美國、日本與歐洲等國家受到氣候的影響,對於保溫材料使用量非常大,新 建住宅必須符合相關建築保溫的要求,舊建物翻修亦要增加屋頂、外牆的保溫的 功能。常用的保溫材料一般以礦物棉、玻璃棉、泡沫塑膠為主。
4. 輕質複合板材
國外的輕質板產品的種類繁多.舉凡單一板材與各種保溫材料(例如:聚 苯乙烯、岩棉、礦棉等)結合而成的複合板材皆歸屬此類別。常見的產品包括矽 酸鈣板、纖維加勁水泥板、石棉水泥板等。
5. 屋面材料
目前歐洲國家使用混凝土屋瓦佔屋面材料的40%以上,為使用量最高的屋 面材料。傳統的黏土屋瓦仍然普遍受到喜愛,其使用量僅次於混凝土屋瓦。石棉 水泥瓦和玻璃瓦的使用量較小,主要用於公共建築或工業廠房的簡易屋面。金屬 屋面約有50%用於工業建築。塑膠及聚碳酸酯屋瓦近年來開始發展,可用於公 共建築採光或苗圃溫室等。
目前世界各國皆致力於推動各項節能減碳的措施,許多國家均制定了建築 節能的法規和標準,可有效促進新型建材的產品開發,因此近年來發展了多種 製程節能、產品節能及替代原料的相關技術。此外,具有隔熱、輕質、減廢、保溫 等功能性的新型建材更成為了未來建築材料的主流,藉以符合節能、減碳、環保 的永續發展理念。
此外,由產業零廢棄與資源永續循環之觀點而言,無機廢棄物應積極拓展 相關再利用途徑,取代填地、掩埋等消極處理。焚化灰渣、燃煤飛灰、煉鋼爐石、
淨水污泥等多富含氧化鈣、二氧化矽及鐵氧化物,成分近似水泥系混凝土原料,
故具有再生資材化之潛力。而部分泥渣類廢棄物由於粒徑過小、含水量高等因素 造成再利用不易,亦需進一步開發相關資源循環技術。蒸壓養護輕質混凝土
(autoclaved aerated concrete,AAC)有別於一般混凝土材料,原料除需要少量 水泥外,主要為氧化鈣及二氧化矽,並以少量金屬鋁作為發泡劑而產生輕質特 性。蒸壓養護輕質混凝土具有多項優良的工程性質與物理特性,且製程與回收方 面兼具低能源需求與資源可循環特性,更被譽為21 世紀的優良建築材料,值得 進一步研究開發。
養護程序為輕質混凝土製造的重要步驟,藉由提高養護溫度可加速水泥材 料之水化反應,迅速提高材料的機械強度,縮減產品製造的時間及成本,一般 可 分 為 低 壓 蒸 氣 養 護 與 高 壓 蒸 氣 養 護 等 2 類 型 ( 黃 兆 龍 , 2002 ; Taylor,1997)。
1. 低壓蒸氣養護
低壓蒸氣養護係指在正常大氣壓力下,直接加溫產生蒸氣用於水泥材料之 養護,常用的溫度範圍約為65~80°C 之間。溫度過高或升溫過快都可能因熱脹 冷縮產生裂縫,造成產品性質劣化;而過低的溫度則需要較長的養護時間,雖 然有較佳的機械強度及耐久性,但亦會增加製造成本。養護的過程可分為預養
護、控制加溫期、蒸氣養護期、控制冷卻期等階段。預養護為材料凝結成型的時 期,一般約為2~6 小時;控制加溫期受到升溫速率之影響,升溫速率通常約為 10°C/小時,升溫時間約持續 2~3 小時;蒸氣養護期所需的時間則視材料特性、
最高養護溫度而決定;控制冷卻期之降溫速率通常約為20~30 °C/小時。
低壓蒸氣養護的水泥材料其基本水化反應與一般養護程序相同,矽酸鈣水 化物仍以非晶質的膠體狀態存在,僅藉由提高溫度促進相關反應之進行。然而加 速水化反應會使得水化產物分布較不均勻,增加內部孔洞與裂縫,且材料受熱 及冷卻過程產生的形變亦會影響其機械強度與性質。
2. 高壓蒸氣養護
高壓蒸氣養護係在密閉容器中加熱超過100°C 使得飽和蒸汽壓力提高,常 用的溫度範圍約為160~210°C,對應的蒸氣壓力則介於 6~20 atm。高壓蒸氣養 護的各個階段大致與低壓蒸氣養護相同,但在此溫度與壓力的條件下,矽酸鈣 水化產物之特性會發生顯著變化,非晶質的膠體水化物會逐漸轉變成結晶型水 化物。在缺乏活性SiO2的條件下,C-S-H 膠體在高壓蒸氣環境下會轉變為水化矽 酸二鈣(α-C2SH)晶體,造成水化物比重增加、體積減小,而材料本身整體體 積反而受熱膨脹,故會引起嚴重的裂縫產生及結構崩解。然而,若系統中存在適 量的活性SiO2時,C-S-H 膠體會進一步與 SiO2及H2O 反應生成結構穩定的結晶 型水化物C5S6H5,稱之為「托伯莫萊土」(tobermorite)。此結晶型水化物之比重 與體積並無顯著變化,且隨著高壓蒸氣養護程序持續生成並填充孔隙,故可增 加材料強度。但過多的SiO2會殘留在材料中形成惰性填料,不利於托伯莫萊土 之生成。此外,過長的高壓蒸氣養護時間會導致托伯莫萊土分解並生成「白矽鈣 石 」(Ca2Si3O7(OH)2•2H2O,gyrolite),因而造成強度衰減(Isu et al,1995)。
由此可知,水泥材料以蒸氣養護時,活性SiO2含量及養護條件必須針對不 同的原料組成加以妥善調配及控制。另一方面,目前少有文獻探討水泥材料中,
氯化物、硫酸鹽、重金屬等干擾物質在高壓蒸氣環境下可能發生的作用,以及對 於矽酸鈣水化物生成與結晶反應之影響,故值得進一步深入研究。
1-2 研究內容
有鑑於此,申請人規劃以歷年產業廢棄物水泥材料化相關研究為基礎,嘗 試應用焚化飛灰與底渣、煉鋼爐石、燃煤飛灰等作為矽酸鈣系建築材料之替代原 料,探討硫酸鹽、氯化物與重金屬於高壓蒸氣條件下對於矽酸鈣水化晶體生成與 特性之影響,據此檢討焚化灰渣替代量限值及前處理程序之必要與否。研究中將 歸納出無機廢棄物產製矽酸鈣系建材之原料配比、加壓成型/發泡鑄型、養護程序 等製程最適條件。此外亦測試分析矽酸鈣系建材製品之隔熱、耐燃、輕質、保水、
調濕等性質,並配合相關批次與長期溶出試驗,瞭解產品中硫酸鹽、氯化物、重 金屬等成分之溶出特性,藉此驗證所開發產品之功能性與環境相容性。因此,申
請人研提一年休假研究計畫,題目為「應用泥渣類廢棄物產製功能性建築材料之 研究」,期能開發無機產業廢棄物再利用於兼具節能、再生、高性能建築材料製 造之綠色資源化技術。
本次休假研究內容主要以焚化飛灰、氧化鈣(CaO)、二氧化矽(SiO2)、普 通卜特蘭水泥與鋁粉作為AAC 之原料,藉由焚化飛灰含大量氯鹽之特性,瞭解 鹽類對焚化飛灰產製AAC 之影響,另一方面藉以增加焚化飛灰之再利用性,提 升資材化之效益。
二、研究方法
2-1 休假研究工作規劃
為強化廢棄物資源化之應用,開發相關再利用技術並提昇材料特性及價 值,本休假研究計畫將以焚化灰渣、煉鋼爐石、淨水污泥等無機廢棄物為主要對 象,探討矽酸鈣系功能性建築材料製程最適操作條件及製品特性。休假研究計畫 進行之方式如下:
1. 研究實驗部分
(1)收集研析國內外泥渣類廢棄物相關資材化文獻資料,採集焚化灰渣、煉鋼 爐石、淨水污泥等樣品,以矽酸鈣系功能性建築材料為資材化為導向,分 析其物化特性,建立材料之基本特性資料。
(2)進行國科會補助計畫「應用焚化灰渣產製功能性建築材料之研究」,收集 相關文獻資料研析以瞭解製備輕質混凝土之重要條件及影響因素,完成原 料調配、拌和水化、發泡鑄型、蒸壓養護等實驗。透過後續材料特性分析回 饋修正實驗參數,尋求蒸壓養護輕質混凝土製造之最適原料配比、拌和水 及發泡劑量、蒸壓養護條件,並瞭解各參數對材料特性之影響,期能提升 無機廢棄物資材化技術之位階,提高相關資源化產品價值。
(3)進行無機廢棄物產製蒸壓養護輕質混凝土之研究,配合粒徑分選/縮減、磁 選等前處理程序,探討原料配比及養護條件之影響,開發高性能混凝土製 品。
(4)針對開發之矽酸鈣系建築材料測試其隔熱、隔音、防火、吸濕等功能性,以 及材料再生、重金屬/鹽類溶出等環境特性。綜合評估再生功能性建材之整 體經濟與環境效益。
2. 參訪考察部分
(1)國內—規劃參訪國內廢棄物處理/資源化廠、水泥製品廠之研發部門,瞭解 其原料來源、特性及操作條件、產品品質控制等,訪查無機廢棄物再利用
意向及須克服之技術問題。
(2)國外—規劃赴大陸、日本、德國等廢棄物資源化相關研究單位拜訪,並參 觀輕質混凝土製造廠等,蒐集相關廢棄物資源化研究及實務之資料,供教 學、研究工作之重要參考。
2-2 研究材料與方法 1. 研究材料
本研究所使用之原料包含焚化飛灰、試藥級CaO、SiO2、鋁粉及普通卜特蘭 水泥。焚化飛灰來自於南部某垃圾焚化廠,樣品採集後立即進行三成分與粒徑分 析,其餘材料置入105°C 之熱風循環烘箱乾燥。乾燥樣品經球磨及篩分至粒徑小 於1mm,置於乾燥箱中保存備用。
2. AAC 原料組成配比
本研究團隊先期研究結果歸納 AAC 之最適原料乾基配比為水泥 = 5 wt.
%、CaO = 25 wt.%及 SiO2 = 70 wt.%,鋁粉添加量為 0.5 wt.%(林俊達,2011)。
依此原料配比作為焚化飛灰調質上依據。
3. 漿體製備與高溫高壓養護程序
AAC 漿體製備係將上述原料加水後以攪拌機混合均勻,由於漿體發泡迅 速,需於2 分鐘內填入 125 cm3 鑄鐵模具中,並靜置 30 分鐘使鋁粉充分反應發 泡。當漿體膨脹完成後以刮刀將模具頂面刮平,隨即置入恆溫恆濕箱進行預養 護,控制相對濕度95%及溫度 25~30℃,待 24 小時後即可將試體自模具取 出,後續進行高壓蒸氣養護程序,養護溫度為189℃,壓力達 12 atm,養護時 間16 h。
4. 分析方法
(1)化學組成分析
焚 化 飛 灰 之 化 學 組 成 分 析 係 根 據 行 政 院 環 境 檢 驗 所 檢 測 方 法 NIEA R355.00C,利用強酸搭配微波消化後,藉由感應耦合電漿光學放射光譜儀
(inductively coupled plasma-optical emission spectrometer,ICP-OES)之高溫電 漿能量使原子自基態跳升至激發態產生能階躍越,而當原子自激發態回復至基 態時,放射出其特性光譜,元素定性及定量則依據其各元素特定波長及強度比 對標準品檢量線後,即可分析消化液各元素之濃度以推算樣品化學元素組成。
(2)抗壓強度測試
高壓養護完成之AAC 試體冷卻至室溫後進行抗壓強度試驗。施加載重於試
體直至崩裂並記錄其抗壓強度,並將崩裂後之試體收集,作為後續晶相及微觀 結構分析之樣品。
(3)X 光繞射分析
本研究之AAC 樣品經球磨過篩後,使其粒徑小於 100 mesh(0.15 mm),
鋪平後壓實置於載台內,進行X 光繞射(X-ray diffraction,XRD)分析。X 光管 以Cu 作為靶材,操作條件電流及電壓分別設定為 40 mA 與 40 kV,分析掃描範 圍在5~55°(2θ),每步階掃瞄 0.03°(2θ),掃描時間為 2 秒,經後端偵測器收集 得繞射數據。將所得之XRD 圖譜與國際繞射資料庫之標準圖卡比對特性峰之 2θ 角度及強度比例,藉以判定樣品之晶相組成。
(4)同步熱分析儀
本研究將欲分析樣品經球磨機研磨至粒徑< 0.15 mm,以氧化鋁坩鍋秤取 20
~30 mg 置 入 同 步 熱 分 析 儀 ( simultaneous differential scanning calorimetry -thermogravimetric analyzer,DSC-TGA)中分析,在加熱過程中,記錄樣品與 基準物質的溫度差(DTA)、比熱容量或反應熱(DSC)與天平儀量測樣品的重 量變化(TGA),可了解物質反應溫度或相轉變溫度與重量變化之關係。
三、結果與討論
3-1 焚化飛灰之基本特性
(1)物理特性
表 1 為焚化飛灰之基本物理特性, 包含水分、灰分、 燒失量( loss on ignition,LOI)等近似分析結果。焚化飛灰之水分含量為 2.34 wt.%,灰分為 90.38 wt.%,燒失量為 7.28 wt%,係因飛灰屬旋風集塵器所收集之灰渣,採半 乾式處理,且垃圾在高溫焚化過程中水分多已蒸發成氣態,因此水分含量偏低。
表 1 焚化飛灰之基本物理特性
Waste Weight (wt.%)
Moisture Ash LOI MSWI fly ash 2.34 90.38 7.28 LOI: loss on ignition
(2)粒徑分布
圖1 為焚化飛灰粒徑分布之分析結果。焚化飛灰粒徑主要集中於 50~300 μm,約 25 wt.%粒徑小於 67 μm,50 wt.%小於 141 μm 及 75 wt.%小於 295 μm,
其平均粒徑為224 μm 左右。
Particle diameter (m)
1 10 100 1000
D iff er en tia l v ol um e (% )
0 1 2 3 4 5
C um m ul at iv e vo lu m e (% )
0 20 40 60 80 100 120 Differential Volume
Cummulative Volume
圖 1 焚化飛灰之粒徑分布
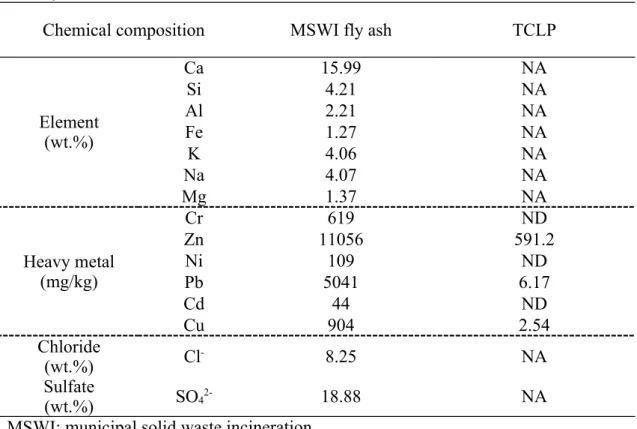
(3)化學元素組成
將焚化飛灰先進行微波消化,並利用ICP-OES 測定消化液各元素濃度,分 析結果如表2 所示。焚化飛灰主要元素 Ca 約為 16 wt.%,其次為 Si、Na 及 K 等 元素。焚化飛灰具有較高Ca 含量,應適合作為 AAC 之替代原料。在焚化飛灰方 面,可發現Zn 有大量溶出現象,濃度達約 591 mg/L;其餘則以 Cu 及 Pb 元素 有微量溶出情形,分別為2.54 及 6.17 mg/L,然而 Pb 因為超過有害事業廢棄物 認定標準,故可判定為有害事業廢棄物。焚化飛灰中氯鹽含量測定是採用連續式 水洗,水溶性氯鹽總量達8.25 wt.%。焚化飛灰中硫酸鹽含量測定是採用 ASTM C114,硫酸鹽總量達 18.88 wt.%。
(4)晶相組成
圖3 為焚化飛灰之 XRD 圖譜,經由對照礦物標準繞射圖卡得知,焚化飛灰 主要礦物為含硫及含氯化合物,包含硫酸鈣(anhydrite,CaSO4)、氯化鈉
(halite,NaCl)及二水氯化鈣(sinjarite,CaCl2.(H2O)2)等晶相,係因焚化廠 垃圾性質複雜,燃燒後之廢氣處理過程大多使用消石灰作為吸收酸氣之鹼劑,
故導致CaSO4繞射強度較高。
表 2 焚化飛灰之化學組成
Chemical composition MSWI fly ash TCLP
Element (wt.%)
Ca 15.99 NA
Si 4.21 NA
Al 2.21 NA
Fe 1.27 NA
K 4.06 NA
Na 4.07 NA
Mg 1.37 NA
Heavy metal (mg/kg)
Cr 619 ND
Zn 11056 591.2
Ni 109 ND
Pb 5041 6.17
Cd 44 ND
Cu 904 2.54
Chloride
(wt.%) Cl- 8.25 NA
Sulfate
(wt.%) SO42- 18.88 NA
MSWI: municipal solid waste incineration ND: not detected (< 0.01 mg/L)
NA: not available
2 (degrees)
20 30 40 50 60 70
In te ns ity
A: Anhydrite, CaSO
4H: Halite, NaCl Q: Quartz, SiO
2S: Sylvite, KCl
J: Sinjarite, CaCl
2.(H
2O)
2A
Q S
J H
A
A A S A A A
H J H
圖 3 焚化飛灰之 XRD 圖譜
3-2 焚化飛灰產製 AAC
圖4 為焚化飛灰取代比例對 AAC 製品密度與抗壓強度之關係,當取代比例 為5 wt.%與 10 wt.%時,平均密度與抗壓強度約為 746 kg/m3及7 MPa,可符合 AAC-6 標準規範,但相較於未添加飛灰之 AAC,密度與抗壓強度分別降低約 80 kg/m3與9.5 MPa,顯示添加焚化飛灰對於 AAC 製品強度與密度會存在不利 影響。當取代比例提升至20~30 wt.%,可明顯看出密度與抗壓強度大幅降低,
平均值僅約為523 kg/m3與1.4 MPa,無法滿足任一 AAC 標準。推測應是漿體流 動性過高,發泡過於旺盛使得製品產生大型孔洞,導致試體結構弱化。再將取代 比例增加至40 wt.%時,製品強度微幅上升至約 2 MPa,但密度卻大幅上升至 789 kg/m3;此由於AAC 製作過程中發泡情形不佳,造成此現象之原因並非漿體 流動性過低所導致,應是由於漿體鹼度不足導致鋁粉無法充分反應產生H2所造 成。
Replacement ratio (wt.%)
0 5 10 20 30 40
C om pr es si ve s tr en gt h (M P a)
0 2 4 6 8 10 12 14 16 18 20
D en si ty ( kg /m
3)
400 500 600 700 800 900
Compessive strength Density
圖 4 焚化飛灰取代比例對 AAC 製品密度及抗壓強度之關係
圖5 為不同焚化飛灰取代比例之 AAC 製品 XRD 圖譜,當取代比例為 5 wt.
%與 10 wt.%時,其晶相組成與取代 0 wt.%之 AAC 無明顯差異,皆可在繞射峰 位置約28o(2θ)觀察到托伯莫萊土(Ca5(OH)2Si6O16・4H2O,tobermorite)晶相 。 tobermorite 可填充製品內部孔隙並提供強度,因此由抗壓強度結果得知,該製 品係符合AAC-6 標準規範。而取代比例超過 10 wt.%,tobermorite 晶相強度減弱 直 到 取 代 比 例 為 40 wt.% 時 , 可 清 楚 觀 察 到 tobermorite 轉 變 為 復 氯 矽 石
(Ca10Si5O18(Cl,OH)4,rustumite),顯示焚化飛灰中的氯鹽會進入 tobermorite 晶 格內,影響tobermorite 生成,導致填充孔隙情形不佳,降低製品抗壓強度。此
外,亦可觀察到硫酸鈣(CaSO4,anhydrite)晶相生成,係因過多焚化飛灰添加 情況下,anhydrite 無法與矽質物質完全反應,因此有明顯殘餘。由此可知 tobermorite 晶相之生成會因焚化飛灰取代量增加而受到影響,並使得製品強度 減弱,此結果與圖4 抗壓強度分析之結果一致。
2(degrees)
10 20 30 40 50
In te ns ity
5 % 10 % 20 % 30 % 40 % Q: Quartz, SiO
2T: Tobermorite, Ca
5(OH)
2Si
6O
16.4H
2O A: Anhydrite, CaSO
4R: Rustumite, Ca
10Si
5O
18(Cl,OH)
4T T
0 %
T T Q
Q
Q Q
Q Q Q Q
A A
A
A A A A AA
R R
圖 5 焚化飛灰不同取代比例之 AAC 製品 XRD 圖譜
如圖6 為不同焚化飛灰取代比例之 AAC 製品 TGA 分析結果,在溫度介於 105~260℃時,各取代比例之熱重與熱流變化無明顯差異,均能觀察到 C-S-H 膠體與tobermorite 水化物經熱分解所形成吸熱峰;當溫度為 800~900℃時,C- S-H 膠體與 tobermorite 因形成 β-CaSiO3而放熱,此波鋒強度會隨焚化飛灰取代 比例增加而有減弱的現象,顯示過量焚化飛灰會影響tobermorite 水化物生成。
此外,當取代比例為40 wt.%,可觀察到 600~700℃之間發生熱重損失伴隨吸 熱變化,係屬CaCO3分解形成CaO 與 CO2之吸熱波峰,從而得知,漿體中鈣質 物質與SiO2未反應完全,導致CaCO3有明顯殘餘,且tobermorite 生成情形不佳。
表3 為焚化飛灰之 AAC 製品調整水固比對 AAC 製品的等級。先前實驗水固 比皆為0.7 L/kg,當水固比調降至 0.65 L/kg 時,製品密度與強度均能有所提升,
取代比例為5~10 wt.%之製品皆符合 AAC-6 之規範。取代比例為 20 wt.% 之製 品也能夠符合AAC-4 標準,顯示調降水固比係可拓展焚化飛灰應用量。而取代 比例為30 wt.%之製品密度與抗壓強度均未達 AAC 標準,因此無法提高焚化飛 灰之再利用比例。當水固比調升至0.75 L/kg 時,製品密度有明顯降低的趨勢,
顯示AAC 試體已有較輕質之表現。而取代比例為 5 wt.%之製品可符合 AAC-4 標 準規範。但取代比例為20 wt.%之試體則因密度與強度皆超過標準,因此無法符 合任何AAC 標準。
Temperature (oC)
200 400 600 800
85 90 95 100
-2 -1 0 1 2 3
TG DSC
0 wt.%
TG (% )
85 90 95
100
D SC (W /g )
-2 -1 0 1 2
5 wt.%
3 8590 95 100
-2 -1 0 1 2
20 wt.%
3 8590 95 100
-2 -1 0 1 2
40 wt.%
Exo up 3圖 6 焚化飛灰不同取代比例之 AAC 製品熱重及熱流曲線
表 3 焚化飛灰取代比例於不同水固比之 AAC
W/S ratio
(L/kg) AAC strength class
5 wt.% 10 wt.% 20 wt.% 30 wt.% 40 wt.%
0.65 AAC-6
AAC-4 AAC-6
AAC-4 AAC-4 Nonea NA 0.70 AAC-6
AAC-4 AAC-6
AAC-4 Nonea Nonea Nonea
0.75 AAC-4 Nonea NA NA NA
a: Compressive strength or density do not meet the specification NA: not available
四、 結論與建議
1. 焚化飛灰富含 Ca、Si 等元素為主,與 AAC 之原料組成相似,可知應具有作為 AAC 替代原料之潛力。
2. 應用焚化飛灰產製 AAC 係以水固比為 0.65 L/kg 之製品具有較佳之密度與強 度表現,亦可提高取代比例至20 wt.%,並符合 AAC 標準規範,使其資源再 利用量增加。若提升水固比至0.75 L/kg,能使取代比例 5 wt.%之製品具有更 輕質特性並符合AAC-4 標準規範。
3. 應用焚化飛灰製作 AAC 皆可使取代量達 20 wt.%,且滿足 AAC 標準規範。但 超過此含量範圍,可觀察到tobermorite 生成減少並形成含氯鈣矽水化物,同 時有大量CaSO4 殘留,導致 tobermorite 填充孔隙之程度降低,進而造成抗 壓強度減弱。
參考文獻
Aroni, S., G.J. de Groot, M.J. Robinson, G. Svanholm. F.H. Wittman, Autoclaved Aerated Concrete, Properties, Testing and Design, E & FN Spon, London, 1993.
Autoclaved Aerated Concrete Products Association, AACPA (http://www.aacpa.org) Berge, B. The Ecology of Building Materials. 2nd Ed., Architectural Press, London,
UK, 2009.
Domingo, E.R., An introduction to autoclaved aerated concrete including design requirements using strength design, Master thesis, Kansas State University, 2008.
European Autoclaved Aerated Concrete Association (http://www.eaaca.org/eaaca) Holt, E., and Raivio, P., “Use of Gasification Residues in Autoclaved Aerated
Concrete,” Cement and Concrete Research, Vol. 35, No. 4, pp. 796-802 (2005).
Institute of Scientific & Technical Information of Shanghai (ISTIS):
http://www.istis.sh.cn/
Isu, N.; Ishida, H.; Mitsuda, T. Influence of quartz particle size on the chemical and mechanical properties of autoclaved aerated concrete (I) tobermorite formation.
Cem. Concr. Res. 1995, 25, 243-248.
Kohler, N., Global energetic budget of aerated concrete, in: Wittmann, F.H., (ed.), Autoclaved Aerated Concrete, Moisture and Properties, Elsevier, New York, 1983, pp. 1-26.
Lin, K.L., “Feasibility Study of Using Brick Made from Municipal Solid Waste Incinerator Fly Ash Slag,” Journal of Hazardous Materials, Vol. 137, No. 3, pp.
1810-1816 (2006).
Mitsuda, T., K. Sasaki, and H. Ishida, “Phase Evolution during Autoclaving Process of Aerated Concrete,” Journal of the American Ceramic Society, Vol. 75, No. 7, pp. 1858-1863 (1992).
Mostafa, N.Y., A.A. Shaltout, H. Omar, and S.A. Abo-El-Enein, “Hydrothermal Synthesis and Characterization of Aluminum and Sulfate Substituted 1.1 nm tobermorites,” Journal of Alloys and Compounds, Vol. 465, No. 1, pp. 332-337 (2009).
Pera, J., L. Coutaz, J. Ambroise, and M. Chababbet, “Use of Incinerator Bottom Ash in Concrete,” Cement and Concrete Research, Vol. 27, No. 1, pp. 1-5 (1997).
Portland Cement Association, PCA
(http://www.cement.org/basics/concreteproducts_acc.asp)
Taylor, H.F.W., Cement Chemistry, second ed., Thomas Telford, London, UK, 1997.
Wieslawa, N. W., “Effect of Some Inorganic Admixtures on the Formation and Properties of Calcium Silicate Hydrates Produced in Hydrothermal Conditions,”
Cement and Concrete Research, Vol. 27, No. 1, pp. 83-92 (1997).
Wittman, F.H., Advances in autoclaved aerated concrete, Proceedings of the 3rd RILEM international symposium on autoclaved aerated concrete, 1992.
Wongkeo, W., and A. Chaipanich, “Compressive Strength, Microstructure and Thermal Analysis of Autoclaved and Air Cured Structural Lightweight Concrete Made with Coal Bottom Ash and Silica Fume,” Materials Science and Engineering A, Vol. 527, No. 16, pp. 3676-3684 (2010).
林俊達,“煉鋼爐渣蒸壓產製氣泡混凝土之特性研究”,碩士論文,國立成功 大學環境工程學系,臺南市 (2011)。
黃兆龍,混凝土品質保證、檢驗與制度,詹氏書局,臺北市 (1997)。
黃兆龍,混凝土性質與行為,第三版,詹氏書局,台北市,2002。
張祖恩,柯明賢,施百鴻,焚化灰渣資源化技術,廢棄物資源再生技術研究成 果發表會論文集,台南市(2000)。