行政院國家科學委員會補助專題研究計畫
成果報告
□
期中進度報告
金屬微成形製程及其應用之研究-子計畫二:
純銅微擠製製程及其應用之研究
計畫類別:□個別型計畫
整合型計畫
計畫編號:NSC 99-2221-E-151-033-MY2
執行期間:99 年 8 月 1 日至 101 年 7 月 31 日
執行機構及系所:
國立高雄應用科技大學 模具工程系
計畫主持人: 張朝誠
計畫參與人員: 蕭承平、陳韋文、林庭毅、
黃智強
成果報告類型(依經費核定清單規定繳交):□精簡報告
完整報告
本計畫除繳交成果報告外,另須繳交以下出國心得報告:
□赴國外出差或研習心得報告
□赴大陸地區出差或研習心得報告
出席國際學術會議心得報告
□國際合作研究計畫國外研究報告
處理方式:
除列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢
中 華 民 國 101 年 10 月 25 日
I
目錄
目錄 ... I 表目錄 ... III 圖目錄 ... IV 摘要 ... VI Abstract ... VII 一、緒論 ... 1 1.1 前言 ... 1 1.2 文獻探討 ... 1 1.2.1 尺寸效應 ... 1 1.2.2 溫度效應 ... 3 1.2.3 界面摩擦 ... 3 1.3 研究目的 ... 5 二、結晶結構與溫度效應 ... 6 2.1 材料晶粒尺寸 ... 6 2.2 加熱系統與加熱模具 ... 7 2.3 材料機械性質 ... 7 2.4 微擠製實驗 ... 11 2.4.1 微逆向擠製 ... 12 2.4.2 微前後向擠製 ... 13 三、摩擦與潤滑效應 ... 14 3.1 微雙杯擠製 ... 14 3.2 微雙杯擠製模擬 ... 14 3.3 微雙杯擠製實驗 ... 15 四、黃銅微擠製 ... 17 4.1 黃銅材料試驗 ... 17 4.2 模具設計與製作 ... 18 4.3 黃銅微雙杯擠製 ... 20 4.3.1 黃銅微雙杯擠製模擬 ... 20 4.3.2 黃銅微雙杯擠製實驗 ... 21 4.4 黃銅微前後向擠製 ... 22 4.4.1 黃銅微前後向擠製模擬 ... 22 4.4.2 黃銅微前後向擠製實驗 ... 22 五、結果與討論 ... 24 5.1 微逆向擠製 ... 24 5.2 微前後向擠製 ... 30 5.3 微雙杯擠製 ... 35 5.4 黃銅微擠製 ... 38 5.4.1 黃銅微雙杯擠製 ... 38 5.4.2 黃銅微前後向擠製 ... 39 六、結論 ... 43 七、參考文獻 ... 45附件一:國科會補助專題研究計畫成果報告自評表 ... 47 附件二:國科會補助計畫衍生研發成果推廣資料表 ... 48 附件三:論文清單 ... 49 A3-1 期刊論文 ... 49 A3-2 國內研討會論文 ... 50 A3-3 學生畢業論文 ... 50 附件四:本計畫發表之期刊論文 ... 51
III
表目錄
表2-1 簡單壓縮實驗參數 ... 8 表3-1 微雙杯擠製模擬參數表 ... 15 表4-1 黃銅微擠製模擬參數表 ... 20 表4-3 黃銅微雙杯擠製杯高比值 ... 21 表4-4 微前後向擠製成形模擬參數 ... 22 表5-1 成形溫度常溫胚料平均杯高比 ... 36 表5-2 成形溫度 200ºC 胚料平均杯高比 ... 37 表5-3 成形溫度 400ºC 胚料平均杯高比 ... 37 表5-4 擠製後成品平均表面粗糙度 ... 39 表5-5 成品杯高桿長比與對應之摩擦因子值 ... 41圖目錄
圖2-1 真空封管實體圖與加熱爐 ... 6 圖2.2 等徑轉角擠製示意圖與實體圖 ... 6 圖2-3 不同製程之金相顯微圖 ... 7 圖2-4 加熱系統主要元件 ... 7 圖2-5 壓縮試驗用試片 ... 8 圖2-6 壓縮試驗實體圖 ... 8 圖2-7 不同晶粒尺寸與成形溫度之真應力-應變曲線 ... 9 圖2-8 溫度與晶粒結構對壓縮試驗之影響 ... 10 圖2-9 微擠製成品特徵尺寸(單位:mm) ... 11 圖2-10 微逆向擠製實驗模具 ... 12 圖2-11 微前後向擠製實驗模具 ... 13 圖3-1 微雙杯擠製成品尺寸特徵 ... 14 圖3-2 微雙杯擠製模擬架構圖 ... 15 圖3-3 微雙杯擠製模擬示意圖 ... 15 圖3-4 微雙杯擠製模具示意圖及實體圖 ... 16 圖3-5 常溫下各晶粒尺寸微雙杯擠製成品剖面圖 ... 16 圖4-1 黃銅微擠製尺寸特徵 ... 17 圖4-2 JIS C2600 黃銅金相圖 ... 17 圖4-3 C2600 之真實應力-應變曲線與冪次線 ... 18 圖4-4 簡單壓縮試驗成品外觀 ... 18 圖4-5 黃銅微擠製用模具實體圖與示意圖 ... 19 圖4-6 微放電加工機 ... 19 圖4-7 線放電研磨機構(WEDG) ... 19 圖4-8 不同加工法之沖頭表面形貌 ... 20 圖4-9 黃銅微雙杯擠製模擬架構圖 ... 20 圖4-10 研磨沖頭微雙杯擠製成品 ... 21 圖4-11 C2600 黃銅母模摩擦因子預估 ... 21 圖4-12 黃銅微前後向擠製模擬架構圖 ... 22 圖4-13 微前後向擠製沖頭設計圖及實體圖 ... 23 圖5-1 微逆向擠製三種壁厚之成形負荷 ... 24 圖5-2 微逆向擠製壁厚 0.05 mm 之成品外形 ... 25 圖5-3 微逆向擠製壁厚差(Δt)及杯高差(Δh)示意圖 ... 26 圖5-4 微逆向擠製三種壁厚之圓杯壁厚差 ... 26 圖5-5 微逆向擠製三種壁厚之圓杯杯高差 ... 27 圖5-6 微逆向擠製金相觀察區域示意圖 ... 27 圖5-7(a) 微逆向擠製壁厚 0.1 mm 之金相顯微圖 ... 28 圖5-7(b) 微逆向擠製壁厚 0.1 mm 之金相顯微圖 ... 28 圖5-8 微逆向擠製壁厚 0.1 mm 硬度分佈圖 ... 29 圖5-9 微前後向擠製之成形負荷 ... 30 圖5-10 微前後向擠製壁厚 0.1 mm 之成品外形 ... 31 圖5-11 微前後向擠製壁厚差(Δt)及杯高差(Δh)示意圖 ... 31V 圖5-14 微前後向擠製金相觀察區域圖 ... 33 圖5-15(a) 微前後向擠製金相顯微圖 ... 33 圖5-15(b) 微前後向擠製金相顯微圖 ... 34 圖6-16 微前後向擠製硬度分佈圖 ... 34 圖5-17 加工溫度常溫之摩擦因子預估 ... 35 圖5-18 加工溫度 200ºC 之摩擦因子預估 ... 36 圖5-19 加工溫度 400ºC 之摩擦因子預估 ... 36 圖5-20 不同摩擦條件下之模擬結果 ... 38 圖5-23 成品表面觀察區域圖 ... 39 圖5-24 擠製後成品表面顯微圖 ... 40 圖5-25 實驗後沖頭表面形貌 ... 40 圖5-26 不同沖頭之擠製負荷-位移圖 ... 41 圖5-26 微前後向擠製校正曲線與實驗結果 ... 41 圖5-27 微前後向擠製實驗成品圖 ... 42 圖5-28 黃銅微前後向擠製模擬與實驗負荷比較 ... 42
摘要
微擠製成形是製造微型金屬元件的重要技術。其複雜之材料流動行為受晶粒尺寸、溫度、摩擦與 潤滑效應等多項因素影響。然而,大部分之研究仍以冷成形或只針對單一因素之影響進行研究,對於 高溫成形與各因素間之交互作用對微擠製之材料流動行為仍缺乏深入之研究。 本研究建構一個可控制溫度的微擠製實驗平台,針對微逆向擠製、微雙杯擠製與微前後向擠製成 形,經模擬與實驗方法,探討純銅(JIS C1100)與黃銅(JIS C2600)之製程溫度、晶粒尺寸、胚料表面粗 糙度與潤滑條件對微擠製成形之影響。 本研究使用退火與等徑轉角擠製技術備製平均晶粒尺寸為4、36 與 62 m 之三種純銅胚料,經切 削為直徑與高度分別為2 與 1.5 mm 之試片後,於成形溫度 25、200 與 400 ºC 下,利用三種不同直徑 沖頭,以逆向擠製製造壁厚分別為0.05、0.1 與 0.2 mm 之微型圓杯。微前後向擠製實驗是利用直徑與 高度分別為2 與 2.5 mm 之胚料,置於模穴直徑 2 mm 與前擠直徑為 1 mm 之模具內,以兩種不同直 徑沖頭製作壁厚分別為0.1 與 0.2 mm 之成品,完成具有逆擠圓杯與前擠圓棒之成品。以上兩組實驗結 果顯示,晶粒細化有助於改善材料流動,使得擠製後成品杯高差與壁厚差較小,但成形負荷較高。另 外,提高製程溫度可降低成形負荷並改善成形性,但材料會有再結晶的現象,尤其晶粒細化材料有明 顯晶粒再成長現象發生。 為了探討微擠製成形時的摩擦效應,本研究利用三種晶粒尺寸,於三種成形溫度下進行微雙杯擠 製實驗。胚料之直徑與高度分別為2 與 2.5 mm,沖頭直徑為 1.0 mm,在無潤滑與有潤滑條件下進行 實驗,觀察杯高變化。同時,利用有限元素模擬微雙杯擠製成形,建立校正曲線,以做為評估摩擦因 子之參考依據。結果顯示,晶粒尺寸在壁厚較厚的情形下對於杯高比的影響並不明顯。提高製程溫度 使得界面摩擦因子也會隨之升高。 本研究也針對直徑與高度皆為 1.1 mm 之黃銅胚料,分別進行雙杯擠製與前後向擠製實驗,探討 不同製程參數對於摩擦效應的影響。利用三種不同形貌直徑0.55 mm 之沖頭進行雙杯擠製實驗,預估 母模與工件間之定剪摩擦因子值。實驗結果顯示,沖頭前緣形狀對成品杯高差沒有明顯影響,母模與 工件之接觸摩擦是影響摩擦校正曲線主要因素。依據前述預估結果,針對沖頭為 0.8 mm 與前擠直徑 為0.55 mm 之前後向擠製進行模擬,建構沖頭摩擦校正曲線。前後向擠製實驗之沖頭係經不同的加工 程序後獲得四種表面形貌,進行微擠製成形實驗,經量測成品之前擠桿件與後擠杯高尺寸,並與模擬 校正曲線比對以評估摩擦效應,探討沖頭形貌對摩擦效應之影響。結果顯示,摩擦效應由小到大依序 為拋光、研磨、溝槽加工與放電加工之形貌。綜合前述兩種擠製實驗結果顯示,使用雙杯擠製與前後 向擠製預估之摩擦因子值可得到精確的負荷預估。雙杯擠製適合用於預估母模與工件間之摩擦值,而 前後向擠製則適合用於預估沖頭與工件間之摩擦效應。 關鍵詞:微金屬成形、雙杯擠製、逆向擠製、前後向擠製、晶粒尺寸、成形溫度、摩擦、表面形貌VII
Abstract
Micro-extrusion process plays an important role in manufacturing micro-metal parts which are widely used in micro-products. The process with complicated forming behaviors is affected by many factors including grain size, temperature, friction and lubrication conditions. However, most studies focused on the cold forming and considered only one of the factors. To further understand the micro-extrusion process and improve the formingability, it is therefore necessary to investigate the effects of the interactions among those factors on the behaviors of materials flow at elevated temperature.
This study developed a micro extrusion system with temperature control in order to investigate the effects of temperature, grain size, surface roughness and lubrication on the extrusion processes of copper and brass at micro scale by using micro backward extrusion (BE), micro double cup extrusion (DCE) and micro combined forward and backward extrusion (FBE) processes.
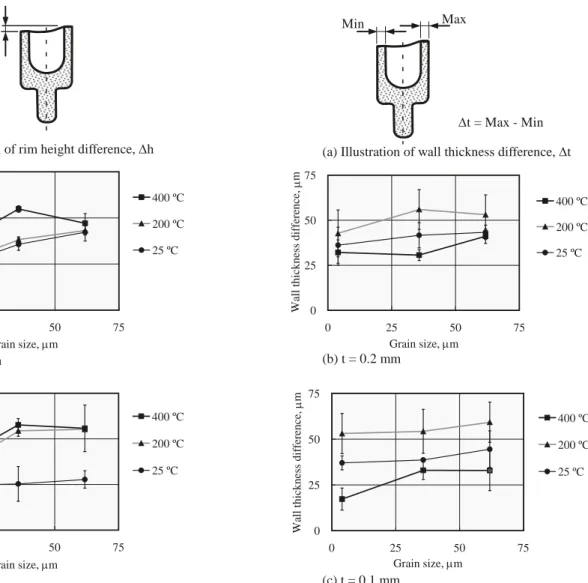
The study used annealing and equal channel angular extrusion (ECAE) techniques to adjust the microstructure of copper at different grain sizes of 4, 36 and 62 m. The treated copper was then carefully machined to prepare the billets with 2 mm diameter and 2.5 mm height for the use in micro BE processes for producing cups with an outer diameter of 2 mm at three temperatures of 25, 200 and 400 ºC. The punches with different diameters were used in the processes to fabricate the micro cups with various wall thicknesses of 0.05, 0.1 and 0.2 mm. For the micro FBE experiments, the 1.6 and 1.8 mm diameter punches were used to compress the billets into the die with 2 mm diameter in the portion of backward extrusion and 1 mm diameter in the portion of forward extrusion. The billets were thus forced to deform backwards and forwards, and the micro parts with a backwards-extruded cup and a forwards-extruded pin were fabricated. The above two extrusion experiments results clearly show that both grain refinement and an appropriate increase in forming temperature could improve material flow behavior and thus lead to smoother rims and less variation in wall thickness of the extruded cups. An increase in forming temperature may reduce load but it could cause recrystallization and grain growth which is detrimental to the die filling. The study also shows that the rim height difference of the fine-grained copper has a high sensitivity to temperature, particularly in the cases of a relatively small clearance between the punch and die.
To investigate the friction effects during the micro extrusion process, the study used the coppers with three kinds of grain sizes in the micro BE experiments at three different temperatures. The billets having 2 mm diameter and 2.5 mm height were compressed by a 1 mm diameter punch under dry and lubricated conditions. After measuring the cup heights and comparing them with the calibration curves established by finite element simulations, the friction factors were estimated. The results show that the grain size does not strongly affect the ratio of cup heights due to relatively large wall thickness. An increase in forming temperature raises the friction factor.
The study also used cylindrical Brass (JIS C2600) billets with the height and diameter of 1.1 mm for conduction the experiments of the DCE and the FBE at micro scale. The purpose of the study was to investigate the effects of surface topography of punch on friction in the micro extrusion process. The study used a 0.55 mm diameter punch with different surface topography in the DCE experiments to estimate the friction factor between the die and the workpiece. The estimated factor was then employed in the FBE simulations for constructing calibration curves in which the friction factor between the punch and the workpiece was varied. By conducting the FBE experiments using four punched with different surface topographies, the friction effects in the micro extrusion were investigated. The simulated and experimental results of the DCE showed that the shape of the punch head did not strongly affect the height difference of
the extruded cups. There was no strong influence of the friction between the punch and the workpiece on the calibration curves. However, the friction between the die and workpiece had significant effects on the calibration curves. The punches used in the FBE experiments were prepared by grinding, electrical discharging machining, polishing and grooving processes to obtain four surface conditions. The dimensions of the forward extruded rod and the backward extruded cup in the FBE products were compared with the calibration curves to estimate the friction effect. The results show that the surface conditions affecting the friction in increasing order were polished, ground, grooved and electrical discharging machined surfaces. The above results show that the surface topography does influence the friction. Moreover, the predicted loads were in good agreement with the experimental ones and the friction factors estimated by the DCE and FBE experiments can be used to predict the forming load. In summary, the DCE is suitable for estimating the friction factor between the die and workpiece while the FBE is suitable for measuring the friction effects between the punch and workpiece.
Keywords: micro metal forming, double cup extrusion, backard extrusion, combined forward and backward
1
一、緒論
1.1 前言 全球消費性電子產品的微小化以及輕薄化,包括手機、數位相機與微型硬碟等可攜式電子產品之 製造,皆需要大量具有微尺寸特徵之微連結器、微彈簧、微螺絲、微插銷或微齒輪等微型金屬零件。 因此,如何以低成本並達到高生產率之技術,提高產品精度與生產效率以製造微型金屬元件,逐漸受 到廣泛的重視。 然而,隨著零件尺寸的縮小,因為晶粒尺寸、幾何形狀與結晶方向、異向性、表面粗糙度與接觸 界面的摩潤效應等因素對材料的應力應變關係、變形行為與成品品質等造成的影響,這些因為成形尺 寸微小化引起的「尺寸效應」,其機械性質與物理特性跟傳統方法製備的材料不同。從晶粒尺寸來說, 以傳統的觀點而言,晶粒尺寸較大之材料其硬度值較低且成形性較佳,相對的晶粒尺寸較小之材料硬 度值較硬,強度較高,但不易於成形,但以微米成形的觀點來說,晶粒尺寸較小之材料反而較易於充 填微小模穴,且有利於複雜微元件之成形[1]。因此,材料之晶粒大小與成形特性之關係引起相當廣泛 的重視與研究。另外,溫度之效應也是影響金屬成形重要因素,溫度主要影響材料的機械性質,像是 強度降低與延展性增加等,以微米成形的觀點而言,當微型特徵小至某一程度時,高強度金屬可能無 法順利充填模穴,所以成形時加工溫度可以提高金屬之成形性與降低模具加工時的應力。成形時的摩 擦效應會顯著的影響成形負荷以及材料流動行為,使得成品精度無法控制,因此如何掌握成形時的摩 擦效應,以及改善非穩態摩擦情形,是精微成形製程的研究目標之一。 微擠製成品主要是經由正向、逆向擠製或結合兩者所製作。微正向擠製常用於微插銷與微軸件製 作。微逆向擠製則用於杯狀元件之成形。本研究主要針對微逆向擠製、微雙杯擠製與微前後向擠製成 形,經模擬與實驗方法,探討純銅(JIS C1100)與黃銅(JIS C2600)之製程溫度、晶粒尺寸、胚料表面粗 糙度與潤滑條件對微擠製成形之影響。 1.2 文獻探討 1.2.1 尺寸效應 微金屬成形技術受尺寸縮小影響,其材料變形行為與傳統巨觀製程不同,現象包括摩擦界面無法 有效潤滑、晶粒與板厚比造成材料受力行為不穩定、晶粒過大造成彎曲成品容易產生裂縫與晶粒過大 無法充填模具之微凹槽等問題。這些因為尺寸縮小衍生之影響統稱「尺寸效應」(size effects)。 2002 年 Engel 等人[1]利用晶粒尺寸為 1 m 之材料,逆向擠製製作 8 m 壁厚之產品,實驗結 果發現成形壁厚邊緣呈現不規則狀,其原因為大晶粒必須通過沖頭和母模之間的間隙,因此產生不均 勻的材料流動與不規則形狀。 2004 年蔡明欽、陳怡安等人[2]針對 C12000 與 C26000 兩種銅合金,利用四種退火溫度製程, 製備不同晶粒尺寸(20 -200 m),進行精微鍛粗與精微拉伸實驗,實驗結果發現:(a)基地強度較弱 C12000 其精微金屬成形之尺寸效應符合許多已發表之文獻論述,然而 C26000 卻因為基地強度高、 差排移動困難且晶粒細化因子影響大,使得無法使用表面層理論(材料尺寸縮小或是晶粒尺寸變大時, 金屬材料會發生流動應力變小、界面摩擦力上升,成形行為的變異量增大等)進行分析;(b)對於精微 金屬而言,晶粒過大雖然塑流應力降低,但成品表面會粗糙且不規則。2004 年陳怡安、蔡行知等人[3]針對精微水平鍛造成形技術作一整理與介紹,文中指出:(a)精微 成形中材料如不均勻或是晶粒尺寸過大,則會因為晶粒異向性效應被放大而導致成形負荷不穩定、沖 頭壽命減少、甚至造成成品表面品質不佳;但晶粒過小則會使材料強度增加,成形時負荷增加,同樣 不利於模具壽命,所以晶粒尺寸與特徵尺寸應在某一比例間;(b)若需考慮晶粒尺寸均一,建議使用靜 液壓技術製作之線材,可大幅降低晶粒尺寸不均勻之現象。
2005 年 Rosochowski 和 Presz 等人[4]利用等徑轉角擠製製備超細晶粒(ultra-fine grain)的鋁合金 (Al-1070)材料,其晶粒尺寸平均為 0.6 m,且將製備好 的UFG 鋁合金材料與退火過後的鋁合金材料, 製作後向成形之圓杯,其尺寸為直徑1.8 mm、壁厚 0.28 mm、高度 1.3 mm 之圓杯。研究結果顯示: (a)發現退火後的成品外觀出現裂痕;(b)晶粒細化過後之圓杯有較高的硬度。 2005 年 Kiishnan 和 Cao 等人[5]針對胚料直徑 0.76 mm 七三黃銅,探討不同晶粒(32 和 211 m) 對前向直徑0.57 mm 之前向微型擠製之影響。研究結果顯示:成功製作出前向擠製量為 3.5 mm 以上 之擠製品,且晶粒較小的成品出來會較晶粒大的成品平整,不會有彎曲的情形發生。 2006 年 Gau 等人[6]利用不同板材厚度(T)與晶粒大小(D)之鋁、銅材料,進行拉伸與彎曲試驗, 經由塑流應力及成形性來看,當T/D>1,其降伏與抗拉強度隨著 T/D 值減少而降低,當 T/D<1,其降 伏與彎曲偏差隨著 T/D 值減少而增加,最後指出在不考慮板材厚的情況下 T/D 值減少,材料的成形 性會越差。由以上結果得知材料其降伏強度、抗拉強度與極限強度可利用 T/D(板材厚/平均晶粒大小) 值來表示。 2006 年 Kim 等人[7]利用 ECAP 製程和微擠伸製程製造出高強度的微型鎂合金齒輪,研究結果 發現:(a)在不同溫度下,微擠製後之齒輪中心晶粒小於齒型部位的晶粒;(b)微擠製溫度在 533 K 時, 齒輪整體晶粒小於僅ECAP 製程後的材料;(c)在不同溫度下,微擠製後的齒輪產品其齒輪中心與齒形 處的維克氏硬度(Hv)高於僅 ECAP 製程後的材料。 2007 年 Wang 等人[8]利用純鋁搭配不同晶粒尺寸(L)對 40 ~120 m 槽寬(b)壓印,研究結果顯示 當L/b 小於 0.5 時,成形性降低;大於 0.5 時,成形性則提高。此外尺寸效應應該要從兩方面去評估: 當尺寸遠小於充填特徵時,材料可視為均質性的;而當晶粒尺寸大於特徵時,則材料要當作單晶變形, 因為它的拘束較少。 2008 年 Kim 等人[9]利用改變晶粒尺寸的鋁鎂合金進行向後擠製微型圓杯,並且搭配不同壁厚來 探討晶粒尺寸分布的情況。研究結果顯示:壁厚愈小的時候,材料會受到壓縮而導致晶粒尺寸拉長的 現象,但是微小的晶粒尺寸可以充填圓杯之壁厚。 2008 年王騰鉸[10]針對晶粒細化技術,開發一組通道夾角為 90,外側弧角為 40°之等徑轉角擠製 模具,經過等徑轉角擠製後,純銅晶粒明顯的被細化,其最小°晶粒約為2 m,並且搭配兩種純銅晶 粒尺寸,分別為23、46 m 共三種不同晶粒尺寸,製造外徑為 3 mm,壁厚為 0.1 mm 之微型圓杯, 探討不同晶粒尺寸對微型圓杯之影響。研究結果顯示晶粒尺寸相對較大,會導致沖頭向下擠壓時材料 流動不均勻,造成沖頭偏移使圓杯壁厚較不均勻,導致材料其成品會有明顯之耳緣,經由ECAE 製程 細化晶粒之材料,其成品厚度均勻,且耳緣的情況較不明顯,故可判斷經由ECAE 製程之材料可提高 成品品質。 2009 年施文傑、陳復國及杜國印等人[11]首先利用退火製程製備不鏽鋼晶粒尺寸為 17 ~ 60 m, 其次採用微彎曲製程,探討沖頭圓角、摩擦係數、回彈外觀對不同 d/t 比(晶粒尺寸/厚度)之微回彈特
3 而增大,並且也隨著 σ/t (降伏應力/厚度)的增加,其回彈值亦隨之增大。 2009 年 Olejnik 和 Presz 等人[12]主要利用後向擠製製程,將晶粒細化(橫軸 0.63 m、縱軸 0.53 m) 與未經晶粒細化之兩種鋁合金(1070)材料,製作微型之圓杯,其尺寸為直徑 1 mm、壁厚 0.15 mm、 高度 1.55 mm 之圓杯。研究結果顯示:且晶粒細化後之成形負荷較未處理之負荷高。 2011 年 Chan 和 Fu 等人[13]利用不同晶粒尺寸的純銅,搭配各種擠製製程,探討尺寸效應對微成 形的影響。結果顯示:(a)微擠製製程的成形負荷會很敏感的隨著晶粒尺寸不同而改變;(b)較大的晶粒 會導致擠製時材料流動不均;(c)微擠製製程的界面摩擦會高於巨觀的擠製製程;(c)前後向微擠製中, 晶粒尺寸增大,會使得材料往圓杯方向流動不易,進而降低後擠圓杯和前擠圓棒的比值(hc/lr);(d)微 擠製中由於晶粒尺寸效應以及成形特性的改變,傳統的摩擦預估方法可能無法有效的預測成形中的摩 擦條件。 1.2.2 溫度效應 溫度是金屬材料成形的關鍵因素之ㄧ,提高成形溫度可降低成形負荷、可提高材料流動性與消除 成品內部差排。其相關文獻回顧如下:
2002 年 Engel and Eckstein[1]以微簡單壓縮試驗,探討不銹鋼於溫間成形之成形特性。結果顯示, 升高製程溫度使測得之應力應變曲線的差異變小,也就是材料的流動趨於穩定。
2004 年 Egerer and Engel[14]也利用微逆向擠製,針對黃銅於不同溫度下進微簡單壓縮試驗,也顯 示與前述相似之結果。其主要原因是隨成形尺寸的減小,各個試片之晶粒尺寸、結晶方向與分佈之差 異直接影響塑性變形的發生。於低溫下,晶粒結構之差異,使得塑性變形只侷限於某一些特定方向或 區域,進而造成材料流動的不穩定性。但隨著製程溫度的提高,額外的差排效應使得塑性變形更為容 易,成形負荷降低,且材料流動趨於穩定。 2007 年 Eichenhueller 等人[15]針對黃銅與不銹鋼材料,探討溫度對微簡單壓縮與微側向擠製之 研究也顯示,溫度的升高將可以減少材料流動造成應力應變曲線與硬度分佈之差異。 2009 年郭武麓[16]利用退火處理與 ECAE 技術調整純銅之晶粒尺寸,進行模數 0.4、齒數為 12、 含有轉軸之純銅微型正齒輪元件之微鍛造製程,探討製程溫度與晶粒細化對製程之影響。研究結果顯 示:(a)晶粒細化使得微齒輪之硬度分佈與晶粒尺寸較為均勻,而製程溫度提高則造成其硬度值略微降 低;(b)此外晶粒細化有助於材料流動並改善齒形模穴之充填,其趨勢於製程溫度提高時仍然存在。 1.2.3 界面摩擦 1996 年 A. Barcellonac 等人[17]分別利用圓環壓縮試驗和雙杯擠製試驗預估成形摩擦值,並進行 冷鍛實驗驗證兩種實驗法所求取之摩擦因子 m 值之準確性。結果顯示雙杯擠製試驗較適合用於預估 冷間閉模鍛造之摩擦因子值。造成圓環試驗結果差異的可能原因為,模具與胚料的接觸形式較簡單且 接觸面積較小,導致潤滑劑容易被排出而失效。 1996 年 Kuzman 等人[18]利用 DEFORM 軟體模擬前後向擠製並進行實驗,探討低碳鋼、鋁合金 與純銅材料搭配不同模具幾何、潤滑對界面摩擦之影響,並與圓環壓縮試驗之結果比較,研究結果顯 示: (a)利用有限元素軟體可以有效預測成形時的摩擦值,並可減少實驗次數;(b)鋁合金與純銅進行前 後向擠製預估之摩擦值結果與圓環壓縮試驗吻合,低碳鋼之結果則有些差異,造成差異的原因可能為
擠製之成形壓力較圓環試驗大,造成溫度升高潤滑劑失效。 1999 年 Tiesler 等人[19]利用雙杯擠製討論成形中的摩擦現象。直徑 4、2 與 1mm,高度與直徑 比為 1 之銅(E-Cu-57)試片,試片表面以電化學拋光至表面粗度 Ra 0.18μm,晶粒尺寸為 62μm,於 室溫下使用潤滑劑,根據試片大小分別以10、5、與 2.5mm/min 速度進行微雙杯擠製。比對實驗結果 與DEFORM 2D 進行模擬製作之摩擦校正曲線,發現摩擦因子值隨著試片直徑縮小而增加,經量測表 面粗糙度後,顯示造成此現象的原因在於試件尺寸變化會使得潤滑區分布情形不同,隨試件尺寸縮小, 封閉潤滑區(closed lubricant pockets)由大變小,而開放潤滑區(open lubricant pockets)增加,由於開放潤 滑區無法將成形負荷透過儲存的潤滑劑均勻地傳至試片上,導致成形負荷增加,摩擦力也因而明顯上 升。 2004 年 Fereshteh-Saniee 等人[20]利用物理仿真的方式分別以純鉛與黏土進行圓環壓縮、雙杯擠 製與前後向擠製,目的在觀察不同潤滑條件對界面摩擦的影響。研究結果發現:(a)利用物理仿真方法可 以降低實驗負荷、簡化實驗步驟並降低實驗成本;(b)圓環壓縮試驗之模具架構最簡單、最容易進行實 驗,在某些潤滑條件下實驗結果與其他兩種擠製法之結果類似;(c)利用鉛與黏土在不同潤滑條件下進 行實驗,能表現出不同成形製程的摩擦因子變化。 2005 年毛慶中[21]利用車削、研磨與放電加工技術製作不同表面形貌之模具,進行簡單壓縮與環 形壓縮試驗,實驗結果顯示,車削後模具有方向性特徵紋路能有效的儲存潤滑劑,對於改善摩擦現象 有良好的效果。車削製作之模具可以達到近似完全潤滑,所以對於胚料成形後表面粗糙度影響很小, 而研磨與放電加工之模具因表面為隨機與開放之特徵,無法與形成有效潤滑,導致實驗後胚料表面粗 糙值略微上升。 2006 年 Engel [22]探討微成形中的磨潤現象,以直徑 4 mm 至 0.5 mm、高度直徑比為 1 之 CuZn15 棒材進行雙杯擠製實驗。試片表面粗度在Ra 0.025 至 0.05 μm 間,於室溫下添加潤滑劑進行微雙杯 擠製。實驗完成後再與DEFORM 2D 之模擬結果比對。比對實驗與模擬結果發現,直徑 4 mm 試件 所測得之摩擦因子值為0.02,隨著試片直徑縮小至 0.5 mm,測得的摩擦因子值提升為 0.4。該研究提 出,造成此現象的原因,在於不同試件尺寸變化對不同潤滑區分布情形的影響。因為,隨試件尺寸縮 小,潤滑區分布比例,由多變少,而開放潤滑區比例則增加。因此,開放潤滑區無法將成形負荷透過 潤滑劑均勻地傳至試片上,以致於成形負荷只作用於試件部分位置,造成表面產生局部塑性變形、摩 擦力因而明顯上升。 2007 年 Jeon 和 Bramley[23]提出了利用模具表面粗糙度做為摩擦模型的方法進行微圓環壓縮試 驗模擬,並與一般僅設定定剪摩擦因子之模擬進行比對,比較兩者之摩擦校正曲線以及成形負荷之差 異。結果發現這種新的模擬模型可以表現出和傳統方法差不多的結果。 2007 年 Altan 等人[24]利用有限元素軟體 DEFORM 探討不同模擬參數對於雙杯擠製校正曲線的 影響。研究結果發現增加胚料的長度、擠製比或是胚料非均質的應變分布皆會使得杯高比值增加,且 杯高比值隨著材料應變硬化指數的減少而增加。沖頭與胚料間的接觸摩擦並不影響杯高比值以及校正 曲線的建立。 2008 年黃建國等人[25]利用不同表面粗糙度之純鋁材料,在有潤滑以及無潤滑的條件下,進行直 徑3 mm 與高度 4.5 mm 之雙杯擠製實驗,探討不同條件對摩擦效應之影響。研究結果顯示胚料成形 後無論初始表面粗糙度與潤滑條件如何,都將趨近於模具表面粗糙度,且對應之摩擦因子皆相同。
5
材料進行實驗,觀察尺寸效應、晶粒尺寸與潤滑條件對材料流動性的影響。結果顯示:(a)對微成形而言 材料成形性與晶粒尺寸和特徵尺寸有關,晶粒與特徵尺寸之比值可能為尺寸效應的主要機制之一;(b) 晶粒尺寸越小,液態潤滑劑之摩擦因子隨著成品尺寸縮小而上升,固態潤滑劑則較不受影響。
2010 年 Ericsen 等人[27]以 CuZn15 銅材料進行兩種直徑(2、1 mm),三種表面粗度(Ra= 1.8、0.3 與<0.3μm)之雙杯擠製實驗,實驗結果顯示 : (a) 胚料直徑 2 mm 時表面粗度越粗,對應之摩擦因子越 大。胚料直徑1 mm 時表面粗度越粗,對應之摩擦因子越小;(b) 摩擦因子隨著胚料尺寸縮小而增加。 2011 年 Deng 和 Fu 等人[28]以純銅搭配不同的胚料尺寸、晶粒尺寸和表面粗糙度進行壓縮試驗, 探討尺寸效應對微成形製程的影響。研究結果顯示:(a)模具和胚料間的界面摩擦,會隨著胚料尺寸縮小 而增加;(b)增加胚料表面粗度,使得封閉潤滑區(CLP)增加,有助於儲存潤滑劑,降低界面摩擦;(c) 退火製程可以移除胚料表面的氧化層和加工硬化層,使壓縮過程中材料表面可以受到潤滑劑的擠壓而 變形,增大封閉潤滑區,進而降低界面摩擦力。 1.3 研究目的 隨著電子產品的微小化及輕薄化,對具有節省生產成本、高量產性、品質穩定、與增強材料機械 強度之精密生產技術漸漸受到重視,雖然目前技術以矽基微加工技術、LIGA 等微機電相關製程為主 流,但是其複雜繁瑣的製程與昂貴的成本與材料的限制是最大的缺點,而精密車削等加工技術雖可達 到微小尺寸與高精度的要求,但無法達到快速量產的目的以供應市場需求。因此,新製造技術之研發 受到廣泛重視。 微擠製成形是製造微型金屬元件的重要技術,其複雜之材料流動行為受晶粒尺寸、溫度、摩擦與 潤滑效應等多項因素影響。然而,前述之文獻回顧發現,目前微金屬成形之研究主要考慮單一因素, 包括晶粒尺寸、製程溫度與摩擦效應等,對成形負荷、材料流動特性與成品尺寸等之影響,對於各因 素間之交互作用對微金屬成形之效應,並未有一個完整之研究。另外,國內對微金屬成形技術之相關 研究已受到廣泛的重視,但微觀尺度下的材料流動行為與如何選用適當的晶粒尺寸搭配合適的製程條 件以達到控制材料流動之目的,仍然缺乏完整之資料。 本計畫為整合型計畫「金屬微成形製程及其應用之研究」之子計畫二「純銅微擠製製程及其應用 之研究」,其目的在建構一個可控制溫度的微擠製實驗平台,針對微逆向擠製、微雙杯擠製與微前後 向擠製成形,經模擬與實驗方法,探討純銅(JIS C1100)與黃銅(JIS C2600)之製程溫度、晶粒尺寸、胚 料表面粗糙度與潤滑條件對微擠製成形之影響,進而深入瞭解金屬材料在微尺度下的流動行為,做為 微金屬元件之產品開發與模具設計之參考。
二、結晶結構與溫度效應
2.1 材料晶粒尺寸
本研究利用退火製程與等徑轉角擠製(Equal Channel Angular Extrusion, ECAE)製備不同晶粒尺寸
之純銅,在成形溫度分別為25、200 與 400 ºC 下進行微逆向擠製與微前後向擠製,以瞭解晶粒結構與 溫度效應微擠製製程之影響。將純銅(JIS C1100)棒材經由放電線切割機製備胚料後,為避免純銅在退 火過程氧化,故先施以石英真空封管,分批置入熱處理爐進行退火處理(如圖 2-1),退火溫度分別為 580 與 800 ºC,經持溫時間為 2 小時後以爐冷冷卻。 圖2-1 真空封管實體圖與加熱爐 等徑轉角擠製是一種晶粒細化製程,將材料經L 型之等徑通道進行擠製,使材料獲得大量的塑性 應變,再搭配熱處理製程使材料達到晶粒細化的目的。其模具設計最重要的兩個部份分別為通道夾角 與外側弧角 ψ (如圖 2-2 所示)。本計畫採用之等徑轉角擠製模具通道夾角為 90°,外側弧角 ψ 為 40°, 利用BC 路徑方法在常溫下對試片進行 6 道次的擠製。累積的等效應變約為 5.88。試片經過六道次剪 應力的能量累積之後,隨即將試片進行160 ºC 持溫一小時退火處理,使試片內部的晶粒結構重新回復 與再結晶,達到晶粒細化的目的。 圖2.2 等徑轉角擠製示意圖與實體圖 經過不同處理的胚料以冷鑲埋處理,經過不同粗度砂紙研磨後,再以拋光機搭配氧化鋁粉進行拋 光,待拋光至鏡面後利用腐蝕液對胚料表面進行腐蝕。蝕刻液配方參考ASTM 規範 E407-70 配製,配
方為NH4OH:H2O2 = 49 cc.:1 cc.。最後以光學顯微鏡觀察其晶粒結構。晶粒尺寸採用 ASTM E112
之截線法(Interception Method)量測,材料經 800 與 580 ºC 退火與 ECAE 製程後,平均晶粒尺寸為 62、 36 與 4 m。金相結構如圖 2-3 所示。
7 圖2-3 不同製程之金相顯微圖 2.2 加熱系統與加熱模具 本研究加熱器選用陶瓷電熱片之加熱系統,其優點具有隔熱效果佳、最小熱損失、加熱溫度分佈 均勻,並且也建立一組能運用於加熱系統的加熱模具,其表面皆作拋光處理。加熱系統與加熱模具實 際組立如圖2-4 所示。其中加熱模具須注意三項要點:(a)為了能承受 400 ºC 高溫和高溫下的高塑性韌 性狀態,將所有模具都進行高溫回火熱處理;(b)加熱時,陶瓷電熱片須與加熱模具緊密貼合,使用時 勿與油、塑膠接觸以防止產生漏電現象。 圖2-4 加熱系統 2.3 材料機械性質 本研究為了得到更精確的模擬結果,利用簡單壓縮試驗取得材料的真實應力-真實應變曲線,作為
有限元素軟體DEFORM 2D 模擬逆向微型擠製成形之材料數據。試片尺寸依據 ASTM E9-89a1規範製
作[29],採用胚料直徑為 2 mm,胚料高度為 3 mm (如圖 2-5),其試片之直徑與高度比為 2:3。簡單壓
縮試驗參數如表2-1 所示。
20m 20m 20m
(a) 純銅經 800ºC 退火 (b) 純銅經 580ºC 退火 (c) 純銅經 ECAE 製程
壓縮試驗模具由平板沖頭、壓縮模仁和加熱模座所組成,材料為 SKD61 經過調質熱處理與拋光 處理,如圖2-6 所示。 圖2-6 壓縮試驗實體圖 從三種不同成形溫度對三種晶粒尺寸之真實應力-應變結果顯示,成形溫度愈高則純銅真實應力-應變曲線愈低。圖2-7(a)顯示,在常溫下,經 ECAE 細化之真實應力應變明顯大於未晶粒細化材料, 但當溫度提高到400 ºC 時,如圖 2-7(c)所示,三種晶粒真實應力應變曲線即差異性不大。圖 2-8 為不 同晶粒尺寸對不同成形溫度之試片壓縮後的結果。資料顯示,在常溫下,退火後之純銅晶粒尺寸粗大 化後其結果會使得壓縮後之外緣變得較不規則,但是經過ECAE 晶粒細化後的壓縮外形明顯較圓滑。 當成形溫度的提高,材料更均勻的向外流動,可明顯改善大晶粒尺寸的不規則外形。 圖2-5 壓縮試驗試片 平板沖頭 壓縮模仁 (a) 沖頭與壓縮模仁 (b) 壓縮試驗靜態情況 表2-1 簡單壓縮實驗參數 試片材料 純銅C1100 (1/2H 棒材) Ø 2 × 3 mm 直徑與高度比 2:3 沖頭速度 0.01 mm/sec 壓縮深度 60%、90% 潤滑劑 二硫化鉬(MoS2) 晶粒尺寸(m) 62、36、 4 壓縮溫度 25ºC、200ºC 與 400ºC
9
圖2-7 不同晶粒尺寸與成形溫度之真應力-應變曲線
(a) 成形溫度 25 ºC (b) 成形溫度 200 ºC
1mm 1mm 1mm 1mm 1mm 1mm 1mm 1mm 1mm 晶粒尺寸 成形溫度 62m 36m 4m 25 ºC 上視圖 前視圖 200 ºC 上視圖 前視圖 400 ºC 上視圖 前視圖 1mm 1mm 1mm 1mm 1mm 1mm 1mm 1mm 1mm 晶粒尺寸 成形溫度 62m 36m 4m 25 ºC 上視圖 前視圖 200 ºC 上視圖 前視圖 400 ºC 上視圖 前視圖 (a) 壓縮率 60% (b) 壓縮率 90%
11 2.4 微擠製實驗 本研究分別利用直徑為 2 mm 與高度為 1.5 mm 之純銅胚料,進行微逆向擠製,並以直徑為 2 mm、 高度為 2.5 mm 之純銅胚料,進行微前後向擠製,探討製程溫度與晶粒尺寸對成品之影響。本研究利 用800 ºC 和 580 ºC 退火與等徑轉角擠製製程製作三種晶粒尺寸分別為 62、36 與 4 m 之純銅胚料, 並利用不同直徑沖頭,製作不同圓杯壁厚之微型成品(圖 2-9)。另外考慮製程溫度對材料流動之影響, 分別以25、200 與 400 ºC 進行擠製。 圖2-9 微擠製成品特徵尺寸(單位:mm) 杯緣 高度 沖頭 直徑 壁厚(0.2、0.1、0.05) Ø2.0 杯緣 高度 前擠 長度 Ø 1.0 沖頭直徑 壁厚(0.2、0.1) Ø 2.0 (a) 微逆向擠製成品特徵 (b) 微前後向擠製成品特徵
2.4.1 微逆向擠製 微逆向擠製模具設計概念為沖頭放置母模內,利用電子壓床擠壓沖頭使材料在模穴中受到沖頭的 向下擠壓,導致材料往沖頭與模穴之間隙流動而形成圓杯。其優點是不用擔心沖頭與母模定位問題與 校對時間,整體模具架構如圖2-10 所示。其模具架構包含沖頭、母模、頂出沖頭、頂出銷等元件。實 驗分別以直徑1.6、1.8 與 1.9 mm 三種沖頭進行擠製,以得到不同壁厚之圓杯成品。 圖2-10 微逆向擠製實驗模具 實驗試片為JIS C1100 純銅,直徑與高度為 2 mm 與 1.5 mm 圓柱胚料如圖 2-10(c),利用不同製 程製備三種不同晶粒尺寸材料進行實驗。實驗中添加水性石墨潤滑劑,沖頭下壓速度為 0.01 mm/s、 壓縮行程分別為1.0 mm(直徑 1.9 mm 沖頭)、1.1 mm(直徑 1.8 mm 沖頭)與 1.2 mm(直徑 1.6 mm 沖頭), 搭配加熱系統分別進行25、200 與 400 ºC 三種加工溫度的微逆向擠製實驗。 胚料 頂出沖頭 模仁 沖頭 (a) 微逆向擠製模具示意圖 (b) 微逆向擠製模具實體圖 (c) 微逆向擠製實驗胚料
13 2.4.2 微前後向擠製 微前後向微型擠製之模具設計方法與逆向擠製相同,採用沖頭放置母模內,利用平板擠壓沖頭。 完成程序後,再將成品頂出。整體模具架構如圖2-11 所示。此實驗主要改變沖頭直徑、成形溫度與不 同晶粒尺寸之胚料,以探討這些參數變化對成形之影響。 本實驗沖頭直徑分別為1.8 與 1.6 mm,可完成壁厚分別為 0.1 與 0.2 mm 之成品。沖頭使用材質 為SKH9 高速鋼,母模材質之選用方式為主要為嵌入式母模,將碳化鎢模塊嵌入模具鋼 SKD61 內部, 其嵌入式母模原理主要先給予碳化鎢模塊預應力,當鍛造時,模仁承受向外的應力,此時應力互相抵 消,可有效降低整體應力,提高模具壽命。實驗試片為JIS C1100 純銅,直徑與高度為 2 與 2.5 mm, 搭配三種不同晶粒尺寸材料進行實驗。實驗中添加水性石墨潤滑劑,沖頭下壓速度為 0.01 mm/s、壓 縮行程1.45 mm,搭配加熱系統分別進行 25、200 與 400 ºC 三種加工溫度的前後向擠製實驗。 圖2-11 微前後向擠製實驗模具 模仁 胚料 沖頭 頂出銷
三、摩擦與潤滑效應
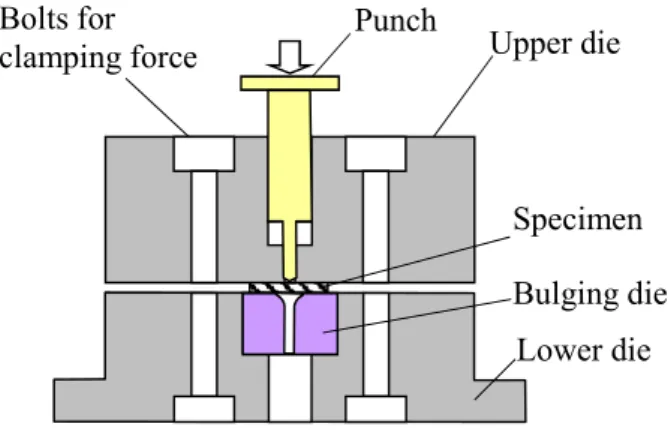
3.1 微雙杯擠製 微雙杯擠製係將試片置於母模內孔及兩支對向沖頭之間,並以上沖頭向下擠壓試片,下沖頭為靜 止,使材料在模具內產生塑性流動,最後製作具有雙圓杯之成品,如圖3-1 所示。由於下部材料是靜 止,因此材料承受之摩擦力比較趨近於靜摩擦,而上半部之杯部由於沖頭與材料之間有相對速度,其 摩擦現象比較趨近於動摩擦,因此上杯深度會大於下杯。利用上與下杯高度比值(HU/HL)和進給行程與 原試片高比值的關係,將可瞭解摩擦效應對微擠製成形之影響。 本研究針對C1100 純銅線材,經 800、580 ºC 退火製程與 ECAE 技術製作平均晶粒尺寸為 62、 36 與 4 m、直徑與高度為 2 與 2.5 mm 之純銅胚料(如圖 3-1 所示),胚料表面以 1000 號砂紙進行研磨 其平均表面粗糙度為 Ra 0.144 m,進行無潤滑與有潤滑條件下的微雙杯擠製成形實驗,觀察製程溫 度為25、200 與 400ºC 下的杯高變化。本研究也利用有限元素模擬微雙杯擠製成形,測量上下杯高比 與行程之關係,建立校正曲線,作為評估摩擦因子之參考依據。 圖3-1 微雙杯擠製成品尺寸特徵 3.2 微雙杯擠製模擬 雙杯擠製模擬採用三種不同晶粒尺寸之純銅材料,搭配三種成形溫度下簡單壓縮試驗所測得之真 實應力應變曲線(如圖 2-7 所示),試片直徑與高度分別為 2 mm 與 2.5 mm,利用 DEFORM 軟體,進 行逆向擠製模擬。由於不考慮彈性問題,故工件假設為剛塑性(rigid plastic)材料,有限元素總數約為 13000,沖頭速度為 0.01 mm/s,以定剪摩擦模型針對摩擦因子為 0.02、0.1、0.2、0.3、0.4 與 0.5 之條 件,分別進行模擬,模擬參數如表3-1 所示。 模擬的架構圖如圖3-2 所示。圖 3-3 之模擬結果顯示,在沖頭衝程相同情況下,當摩擦因子上升, 試片因為摩擦力增加而減少向下流動的趨勢,使得上杯緣高度較下杯緣高。經量取上、下杯高度,觀 察不同摩擦因子對於材料流動的影響,以建立摩擦因子校正曲線。 H U HL Ø1 Ø215 圖3-3 微雙杯擠製模擬示意圖 (擠製行程分別為 0、0.5、1 與 1.5mm,定剪摩擦因子為 0.02) 3.3 微雙杯擠製實驗 本研究針對不同成形溫度和有與無潤滑劑之潤滑條件,進行微雙杯擠製實驗,以探討成形過程材 料受摩擦效應之影響。實驗程序係將試片置於模孔內及上下兩支對向沖頭之間,以上沖頭向下擠壓試 片,下沖頭為靜止,使材料在模具內產生塑性流動,形成上下兩個圓杯。經實驗後量取成品之上杯高 度(HU)與下杯高度(HL),並與模擬所建立之校正曲線比較,以預估摩擦因子大小。 微雙杯擠製模具之示意圖與實體組裝圖顯示於圖 3-4。主要零件包含上沖頭、下沖頭、圓筒型母 模、頂出沖頭等元件,沖頭材質為SKH9 高速鋼,母模材料為 JIS SKD 61 模具鋼。沖頭直徑為 1 mm, 圓筒型母模內徑為 2 mm,加工後經調質熱處理,以增加其強度。 實驗試片是由 2 mm 直徑之純銅(JIS C1100)線材經由放電線切割加工機切割成長度 2.5 mm 之純 銅圓柱胚料,平均晶粒尺寸為62、36 與 4 m,在 25、200 與 400ºC 的條件下進行雙杯擠製實驗。試 片皆以1000 號砂紙研磨表面,並搭配無潤滑與常溫 添加機油潤滑、200 與 400ºC 添加石墨潤滑劑之 沖頭 (剛體) 胚料 (塑性體) 母模 (剛體) 參數 設定值 材料晶粒 尺寸(m) 62`、36、5 成形溫度 (ºC) 25、200、400 擠製行程 (mm) 1.5 擠製速度 (mm/s) 0.01 網格 13000 定摩擦因子 0.02、0.1、0.2、0.3、0.4、0.5 圖3-2 微雙杯擠製模擬架構圖 表3-1 微雙杯擠製模擬參數表
潤滑情況搭配進行實驗,沖頭速度為 0.01 mm/s,資料擷取率設為 100 ms,分別進行 0.5、1.0 與 1.5 mm 之三種不同擠製行程的微雙杯擠製實驗。25ºC 下三種晶粒尺寸實驗後胚料剖面顯示於圖 3-5。 圖3-4 微雙杯擠製模具示意圖及實體圖 圖3-5 微雙杯擠製成品剖面圖(成形溫度為 25ºC) 下沖頭 模仁 胚料 上沖頭 (b)模具與沖頭實體圖 (c)組立圖 (a) 微雙杯擠製模具示意圖 0.5 1 1.5 無 潤 滑 有 潤 滑 (a) 晶粒尺寸 62 m 0.5 1 1.5 無 潤 滑 有 潤 滑 (b) 晶粒尺寸 36 m 0.5 1 1.5 無 潤 滑 有 潤 滑 (c) 晶粒尺寸 4 m
17
四、黃銅微擠製
摩擦效應是影響精微成形製程中材料流動的主要因素之一,為了要更精準的預估成形時的界面摩 擦,本研究根據前面的實驗結果規劃兩組微擠製實驗,分別利用微雙杯擠製以及微前後向擠製進行實 驗並建立摩擦校正曲線以預估微擠製時的界面摩擦變化。為了觀察沖頭表面形貌對於摩擦效應的影響, 必須分別求得胚料與模具、胚料與沖頭間的界面摩擦值。由於前後向擠製實驗無法得知沖頭或是模具 對於材料流動的影響較大,因此本研究分別探討不同參數對兩種擠製法之影響,並綜合兩種擠製法之 優點,分別預估胚料與模具、胚料與沖頭間的界面摩擦值。並比較實驗與模擬差異。本研究利用黃銅 C2600 胚料進行內徑 0.55 mm、外徑 1.1 mm 的雙杯擠製實驗,並搭配四種不同表面形貌沖頭進行具有 壁厚0.15 mm 逆擠圓杯與直徑 0.55mm 前擠圓棒之前後向擠製實驗(圖 4-1),將實驗結果和有限元素 模擬軟體DEFORM 2D 進行擠製模擬分析所建立之摩擦校正曲線比對,探討不同表面形貌沖頭對摩擦 效應的影響。 圖4-1 黃銅微擠製尺寸特徵 4.1 黃銅材料試驗 為了預估C2600 之晶粒尺寸效應對材料流動之影響,將 C2600 原始胚料進行冷鑲埋,將胚料依序 研磨並拋光至鏡面。最後將胚料進行腐蝕,腐蝕液配方為硝酸與純水1:1,腐蝕時間為 3 秒。腐蝕後 試片利用光學顯微鏡進行攝影(如圖 4-2 所示),並以 ASTM E112 之截線法量測晶粒大小,所量得之平 均晶粒大小為22.1 m。 圖4-2 JIS C2600 黃銅金相圖 0.5 1.1 (a) 雙杯擠製成品特徵 (b)前後向擠製成品特徵 0.15 0.5 1.1 m為了獲得精確的模擬結果,先利用簡單壓縮試驗取得材料之真實應力-真實應變曲線,輸入 DEFORM 2D 軟體作為成形模擬的材料數據,以提高製程模擬之真實性,減少誤差。實驗採用胚料直 徑為1.1 mm,胚料高度為 1.64 mm,其試片之直徑與高度比為 2:3,在常溫下添加二硫化鉬進行壓縮。 並將壓縮試片之負荷-位移曲線,利用公式計算出真實應力-真實應變曲線以及冪次線(如圖 4-3 所示), 壓縮後成品外觀如圖4-4 所示。 4.2 模具設計與製作 微雙杯擠製及微前後向擠製模具設計概念為將母模置於模座及上模塊間,並利用各元件間的滑動 配合來定位,模具架構包含沖頭、模塊、母模和頂出沖頭等元件,兩種擠製實驗所用之模具示意圖與 實體圖分別顯示於圖 4-5。擠製作動方式為機台主軸下壓沖頭並擠壓胚料,使得胚料在模穴內產生塑 性流動。沖頭及頂出沖頭材質選用 SKH9 高速鋼,母模設計為嵌入式母模,將碳化鎢嵌入模具鋼 JIS SKD11 內部,此設計可以給予碳化鎢塊預應力(向內)以抵銷成形時產生的向外應力,提高模具壽命。 而上模塊因考量壽命及配合故採用SKD11 模具鋼。 1mm 1mm 1mm 1mm 1mm 1mm 原始試片 壓縮深度 60% 壓縮深度 90% 圖4-3 C2600 之真實應力-應變曲線與 冪次線 圖4-4 簡單壓縮試驗成品外觀
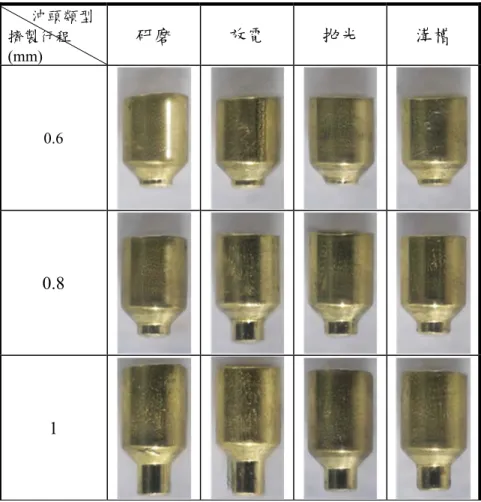
19 圖4-5 黃銅微擠製用模具實體圖與示意圖 實驗利用不同表面形貌之球狀沖頭進行微雙杯擠製與微前後向擠製實驗,以觀察不同製程參數對 擠製時摩擦效應與材料流動的影響。沖頭材質皆採用SKH9 高速鋼,由於雙杯擠製及前後向擠製所用 沖頭外型為半球形,且直徑僅0.55 及 0.8 mm,如果以一般車床方式加工會造成沖頭球狀成形區精度 不佳,故本實驗所用沖頭皆以微放電加工機製作(圖 4-6),利用定位精度達±1 m 之微放電加工機搭配 線放電研磨機構(Wire Electro-Discharge Grinding,WEDG)如圖 4-7 所示,以直徑 0.1 mm 之黃銅線對沖 頭進行加工,可得高精度成品。 微前後向擠製沖頭表面形貌分別以研磨、線放電研磨、拋光及微放電加工四種製程製作,分別以 研磨(ground)、放電(EDMed )、拋光(polished)與溝槽(grooved)表示,而微雙杯擠製所用之沖頭為研磨、 放電及拋光三種。圖 4-8 為不同製程所製作出沖頭外觀。研磨方法為將加工完成沖頭置於旋轉夾頭上 依序以砂紙研磨至 1200 號,完成具有類似車床刀痕之表面特徵。拋光方法為將研磨後沖頭再以粒徑 上沖頭 模塊 模仁 下沖頭 胚料 上沖頭 模塊 模仁 頂出 沖頭 胚料 (a) 微雙杯擠製模具 (b) 微前後向擠製模具 圖4-6 微放電加工機 圖4-7 線放電研磨機構(WEDG)
0.1 m 鑽石膏進行拋光,完成鏡面之表面形貌。微放電加工是在研磨後沖頭表面以小能量進行放電加 工,在沖頭表面加工出特殊形貌。 圖4-8 不同加工法之沖頭表面形貌 4.3 黃銅微雙杯擠製 4.3.1 黃銅微雙杯擠製模擬 微雙杯擠製試片的直徑與高度皆為1.1 mm,沖頭直徑為 0.55 mm,由於不考慮彈性問題,故母模 及沖頭設為剛體,工件假設為剛塑性(rigid plastic)材料,模擬架構如圖 4-9 所示。由於進行雙杯擠製時 胚料杯高比值對於摩擦力的大小非常敏感,而擠製時的摩擦界面有上、下沖頭與胚料、母模與胚料兩 種,理論上由於上下兩沖頭的摩擦值相同,所以只有母模的摩擦變化會影響材料流動行為,為了觀察 沖頭摩擦變化對於杯高比值的影響。本研究除了改變母模與胚料間的摩擦值 m=0.02、0.1、0.2、0.3、 0.4 以及 0.5,也改變沖頭摩擦值分別為 m=0.02 與 0.7 進行模擬,觀察不同界面摩擦下材料的上下杯高 比值變化。模擬時所設定的基本參數如表4-1 所示。 圖4-9 黃銅微雙杯擠製模擬架構圖 (a) 研磨加工 (b) 放電加工 (c) 拋光加工 (d) 溝槽加工 沖頭 (剛體) 胚料 (塑性體) 母模 (剛體) 表4-1 黃銅微擠製模擬參數表 設定值 網格數 13000 沖頭速度 (mm/sec) 0.01 沖頭行程 (mm) 0.8 定剪摩擦因子 沖頭 0.02、0.7 模仁 0.02、0.1、0.2、 0.3、0.4、0.5
21 4.3.2 黃銅微雙杯擠製實驗 本研究利用C2600 黃銅胚料進行微雙杯擠製實驗,並和模擬之摩擦校正曲線比對,預估成形時的 摩擦因子變化。實驗試片利用直徑1.1 mm 黃銅線材經線切割機台切割成長度 1.1 mm 之圓柱胚料,試 片皆以1200 號砂紙研磨表面,並經由超音波清洗機清潔表面,胚料平均表面粗糙度為 Ra 0.165 m, 並在實驗過程中搭配無潤滑、機油潤滑兩種潤滑情況,以研磨沖頭在擠製速度0.01 mm/sec,下擠行程 0.8 mm 進行微雙杯擠製實驗。實驗後成品剖面圖如圖 4-10 所示,擠製後成品以夾具固定於微放電加 工機上,以機器精密的靠邊功能(±1.0 m),量測成品上、下杯之杯緣高度,杯高比值量測結果顯示於 表4-3 ,並與模擬所建立之校正曲線比較,即可預估摩擦因子大小,實驗與模擬比對結果如圖 4-11 所 示。 圖 4-11 C2600 黃銅母模摩擦因子預估 由以上實驗結果可以得知,擠製初期C2600 黃銅經添加機油潤滑之摩擦值明顯低於無潤滑胚料, 但隨著擠製行程增加,潤滑劑逐漸失效導致摩擦因子值皆有明顯上升的趨勢,且有、無添加潤滑劑對 於杯高比值無明顯影響。根據實驗結果,輸入DEFORM 2D 進行前後向微擠製模擬時,母模所設定之 摩擦因子值m=0.4。 壓縮行程 30% 壓縮行程 60% 壓縮行程 100% 無潤滑 機油潤 滑 圖4-10 研磨沖頭微雙杯擠製成品 表4-3 黃銅微雙杯擠製杯高比值 潤滑條件 行程百分比(%) 無潤滑 機油潤滑 30 3.629 2.327 60 3.455 3.312 100 3.128 3.292 預估之摩擦因子 m 值 0.4
4.4 黃銅微前後向擠製 4.4.1 黃銅微前後向擠製模擬 微前後向擠製模擬之元件分別為沖頭、胚料與母模(如圖 4-12 所示)。由於不考慮模具的彈性變形, 故將沖頭及母模設定為剛體,胚料則為剛塑性體,擠製溫度設定為 25 oC,由於成品形狀為軸對稱, 所以僅建構 1/2 模型,並設定適當邊界條件,摩擦效應以定剪摩擦模式表示,母模之摩擦因子值根據 微雙杯擠製實驗結果設定為0.4,沖頭之摩擦因子分別以 0.02、0.1、0.2、0.3、0.4、0.5、0.6 與 0.7 進 行模擬,微前後向擠製所採用之模擬參數如表4-4 所示。 圖 4-12 黃銅微前後向擠製模擬架構圖 4.4.2 黃銅微前後向擠製實驗 本實驗利用C2600 黃銅線材進行微前後向擠製實驗,實驗試片同樣利用直徑 1.1 mm 黃銅線材經 線切割機台切割成長度1.1 mm 之圓柱胚料,以 1200 號砂紙研磨表面再利用超音波清洗機清潔,胚料 平均表面粗糙度為0.165 m。實驗中使用四種不同表面形貌沖頭添加機油潤滑劑,在常溫下以沖頭速 度0.01 mm/sec,下擠行程 1 mm 進行微前後向擠製實驗。擠製後成品以微放電加工機量測成品上杯杯 緣高度,再利用光學顯微鏡搭配量測軟體量取前擠桿長長度,並將兩者比值與模擬之校正曲線比對, 並比較模擬與實驗之負荷曲線,即可觀察不同沖頭造成的界面摩擦變化。 由於前後向擠製實驗為改變沖頭球狀端面之表面形貌,不考慮沖頭其他部位對摩擦效應之影響, 為了減去沖頭桿部於實驗過程中對材料流動的影響,實驗所使用之沖頭皆為具有鼻部設計,外型設計 圖及實體圖如圖4-13 所示。 沖頭 (剛體) 胚料 (塑性體) 母模 (剛體) 表4-4 微前後向擠製成形模擬參數 參數 設定值 沖頭 直徑(mm) 0.8 速度(mm/s) 0.01 行程(mm) 1 胚料 直徑 × 高度 (mm) 1.1 × 1.1 母模 模穴直徑(mm) 1.1 前擠直徑(mm) 0.55 網格 數目 13000 定剪摩擦 因子 沖頭/胚料 0.1、0.2、0.3、 0.4、0.5、0.6、0.7 母模/胚料 0.4
23 圖4-13 微前後向擠製沖頭設計圖及實體圖 10。 0.1 0.7 0.8
五、結果與討論
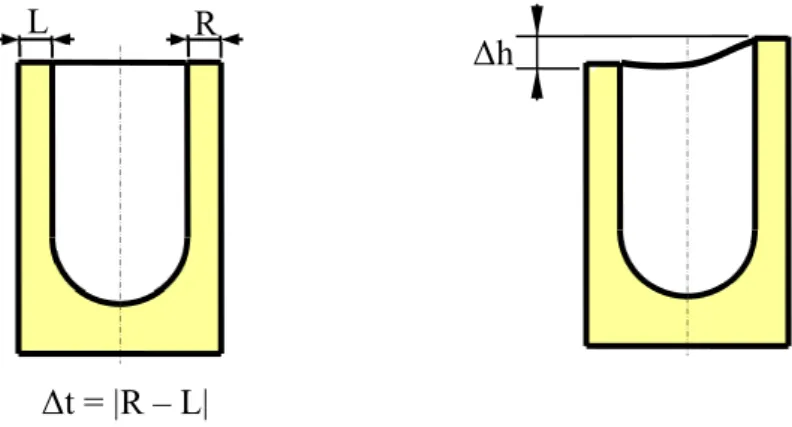
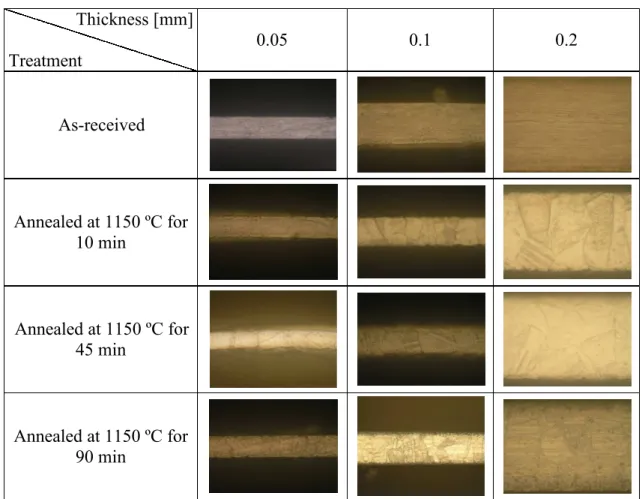
5.1 微逆向擠製 圖5-1 為成品壁厚 0.2 mm、0.1 mm 與 0.05 mm 對不同成形溫度與晶粒大小之負荷曲線。實驗結 果顯示,在常溫時晶粒細化材料比晶粒粗大材料負荷來的高,且壁厚越大這種趨勢越明顯,但隨著成 形溫度升高,各晶粒尺寸材料因為產生再結晶現象,成形負荷皆明顯降低,尤其以晶粒細化材料最為 明顯。提高成形溫度有助於負荷降低,且增加材料的流動性。 圖5-1 微逆向擠製三種壁厚之成形負荷 (a) 壁厚 0.2 mm 之成形負荷 (行程 1.2 mm) (b) 壁厚 0.1 mm 之成形負荷 (行程 1.1 mm) (c) 壁厚 0.05 mm 之成形負荷 (行程 1.0 mm)25 不同成形條件下壁厚0.05 mm 之圓杯成品外形顯示於圖 5-2。將不同晶粒尺寸與成形溫度之圓杯 成品進行壁厚差及杯高差之量測,其量測示意圖如圖5-3 所示。量測結果顯示於圖 5-4 與 5-5。經觀察 不同條件之成品外形與量測結果可得知,在成形溫度較低時,晶粒細化材料明顯可改善材料成形性, 但隨著成形溫度升高至400 ºC 時,各晶粒尺寸材料間之差異變得較不明顯。 (a) 成形溫度 25 ºC (b) 成形溫度 200 ºC (c) 成形溫度 400 ºC 圖5-2 微逆向擠製壁厚 0.05 mm 之成品外形 (由左至右為晶粒尺寸 4、36、62 μm )
圖5-3 微逆向擠製壁厚差(Δt)及杯高差(Δh)示意圖 圖5-4 微逆向擠製三種壁厚之圓杯壁厚差 Δh R L Δt = |R – L| (a) 壁厚 0.2 mm 之壁厚差 (b) 壁厚 0.1 mm 之壁厚差 (c) 壁厚 0.05 mm 之壁厚
27 圖5-5 微逆向擠製三種壁厚之圓杯杯高差 胚料經過微逆向擠製圓杯實驗後,將微型圓杯經冷鑲埋處理,以 200 號至 5000 號砂紙研磨與絨 布配合0.1 m 氧化鋁粉拋光之後,使用蝕刻液對試片表面進行蝕刻。而本研究以壁厚 0.1 mm 之微型 圓杯為觀察晶粒流線之對象,其成品剖面觀察區域如圖 5-6 所示。圖 5-7 顯示冷擠時晶粒粗大之材料 被擠壓至0.1 mm 壁厚時,晶粒被擠壓成細長扁平狀態,而 ECAE 處理之材料,具有細化晶粒,於受 擠壓時能均勻地流入壁厚中,且與圓杯底部的晶粒差異不大。熱擠時,晶粒有再結晶現象,使三種晶 粒有再成長之情形,尤其以ECAE 製程之晶粒細化材料最為明顯。 圖5-6 微逆向擠製金相觀察區域示意圖 (a) 壁厚 0.2 mm 之杯高差 (b) 壁厚 0.1 mm 之杯高差 (c) 壁厚 0.05 mm 之杯高差 (a) (b)
晶粒尺寸 4 m 晶粒尺寸 36 m 晶粒尺寸 62 m 成形溫度 25 ºC 成形溫度 200 ºC 成形溫度 400 ºC 圖5-7(a) 微逆向擠製壁厚 0.1 mm 之金相顯微圖 晶粒尺寸 4 m 晶粒尺寸 36 m 晶粒尺寸 62 m 成形溫度 25 ºC 成形溫度 200 ºC 成形溫度 400 ºC 圖5-7(b) 微逆向擠製壁厚 0.1 mm 之金相顯微圖 硬度量測採用維克氏硬度測試進行,所選用之負荷等級為50 g,壓印時間為 15 秒。原始材料量 測顯示,經過800 ºC 與 580 ºC 溫度退火後晶粒成長導致材料軟化,平均硬度值為 53 與 57,而經過 ECAE 處理之材料,因為晶粒細化關係,能使材料強度增加,其平均硬度為 75。 硬度量測針對壁厚0.1 mm 之圓杯進行,圖 5-8(a)為微逆向擠製圓杯剖面之量測位置示意圖。從圖
29 度值越小。在25 ºC 與 200 ºC,圓杯底部(位置 H)變形較少,所以硬度值較位置 A 至 G 來的低。然而, 在成形溫度400 ºC 中,A 至 H 位置之硬度值介於 60 至 80 Hv 之間,這表示材料有再結晶軟化現象。 圖5-8 微逆向擠製壁厚 0.1 mm 硬度分佈圖 A B C D E F G H (a) 硬度分佈示意圖 (b) 硬度分佈圖
5.2 微前後向擠製 比較各階段溫度下,不同晶粒尺寸胚料的擠製成形荷重,如圖 5-9 所示。根據不同壁厚、不同溫 度所得到的實驗結果可發現,在較低的成形溫度下,晶粒細化後純銅胚料之擠製負荷,無論壁厚大小, 成形所需荷重皆較退火後胚料高。隨著製程溫度升高至400 ºC,各條件之擠製成形負荷皆有明顯降低 的趨勢,尤其以晶粒細化材料最為明顯。 圖5-9 微前後向擠製之成形負荷 圖5-10 為三種不同晶粒尺寸之胚料,在三種不同成形溫度下,壁厚 0.1 mm 的成品外觀圖。觀察 成品外形得知,較粗的晶粒尺寸會使壓縮後成品有不規則外形,晶粒細化材料的外形較為圓滑。但是, 隨著成形溫度提高,材料的流動被改善,可明顯的改善各晶粒尺寸之成品外形。 (a) 壁厚 0.2 mm (b) 壁厚 0.1 mm
31 (a) 成形溫度 25 ºC (b) 成形溫度 200 ºC (c) 成形溫度 400 ºC 圖5-10 微前後向擠製壁厚 0.1 mm 之成品外形 (由左至右為晶粒尺寸 4、36、62 m ) 量測實驗後胚料後向擠製圓杯之兩側壁厚差(Δt)及杯高差(Δh)(示意圖如圖 5-11),以探討不同製程 參數對材料成形性的影響。壁厚差量測結果如圖5-12 所示,在常溫下無論壁厚大小,晶粒細化材料之 壁厚差值皆較退火材料小。隨著成形溫度提高至400 ºC,無論晶粒尺寸大小,胚料兩側壁厚差值均有 明顯改善,由此結果可得晶粒細化和提高製程溫度,可以改善材料流動行為。圖5-13 為各成形溫度下, 後向擠製圓杯之兩側高度差。可發現無論壁厚大小,晶粒細化可以明顯降低杯高差值,隨著成形溫度 提高壁杯高差值也提高,可能是因為材料再結晶所導致。 圖5-11 微前後向擠製壁厚差(Δt)及杯高差(Δh)示意圖 L R Δt = |R – L| Δh
圖5-12 微前後向擠製壁厚 0.2 mm 圓杯之壁厚差 圖5-13 微前後向擠製壁厚 0.2 mm 圓杯之杯高差 本實驗針對晶粒尺寸4、62 m、經不同成形溫度擠製後之胚料,利用冷鑲埋處理後研磨拋光進行 腐蝕,再觀察擠製後成品之金相組織,金相剖面觀察區域如圖5-14 所示。觀察的結果顯示(如圖 5-15), 在較低的成形溫度下,晶粒細化材料能均勻的流動,各成形區晶粒組織差異較退火材料小。當溫度提 高至400 ºC 時,材料有明顯結晶再成長的現象,尤其以晶粒細化材料最為明顯。 (a) 壁厚 0.2 mm (b) 壁厚 0.1 mm (a) 壁厚 0.2 mm (b) 壁厚 0.1 mm
33 圖5-14 微前後向擠製金相觀察區域圖 晶粒尺寸 4 m 晶粒尺寸 62 m 成形溫度 25 ºC 成形溫度 200 ºC 成形溫度 400 ºC 圖5-15(a) 微前後向擠製金相顯微圖 (a) (b)
晶粒尺寸 4 m 晶粒尺寸 62 m 成形溫度 25 ºC 成形溫度 200 ºC 成形溫度 400 ºC 圖5-15(b) 微前後向擠製金相顯微圖 硬度測量針對不同晶粒尺寸在三種成形溫度下,壁厚 0.1 mm 之胚料進行維克氏硬度測試。圖 5-16(a)為胚料剖面之量測區示意圖。圖 5-16(b)為各位置之硬度平均值。觀察硬度測量結果得知,材料 經過擠製後受到加工硬化影響,硬度值有升高的趨勢,常溫時在H 區域由於變形量較小,所以硬度值 較其他區域低。經ECAE 處理材料,由於晶粒細化關係,硬度值高於退火材料,硬度分佈也較平均。 成形溫度 400 ºC 時因為發生再結晶現象,使得各晶粒尺寸材料軟化,各區域的硬度值皆有明顯降低 的趨勢。 B A C D E G F H
35 5.3 微雙杯擠製 微雙杯擠製所得之成品,以夾具固定於微放電加工機上,利用機器精密之定位精度(±1 m)與靠 邊定位功能,量測上杯與下杯之杯緣高度,並與模擬結果所建立之校正曲線比較,則可以預估擠製過 程之摩擦因子大小。 圖 5-17 至 5-19 顯示在三種成形溫度下,經行程 0.5、 1 與 1.5 mm 無添加潤滑 劑與常溫添加機油潤滑、高溫添加石墨潤滑之雙杯擠製實驗結果。其中在常溫時利用三種不同晶粒大 小之胚料進行實驗,觀察實驗後胚料之平均杯高比可發現(如表 5-1 至 5-3),晶粒尺寸對於杯高比的影 響並不明顯,由前一章節之實驗結果可以推斷由於微雙杯擠製實驗之圓杯壁厚較大,使得晶粒尺寸的 變化對於材料流動無明顯影響,因考慮材料加熱時會產生再結晶現象,故成形溫度200 與 400ºC 之實 驗僅採用晶粒尺寸36 與 62 m 之胚料進行。 實驗與模擬比對結果顯示在常溫與 200ºC 時,實驗所對應之摩擦因子值為 0.3 至 0.4 間,隨著成 形溫度升高至400ºC,摩擦因子升高至 0.4~0.5 間,由此可見提高製程溫度界面摩擦也會隨之升高,且 潤滑劑對於杯高比的影響不明顯,其原因可能為當工件尺寸縮小時,將會使得開放潤滑區(open lubricant pockets)之範圍相對地增加,導致潤滑劑因壓力作用,逃離模具與工件接觸界面,無法產生潤 滑作用。另外經由觀察各模擬結果之校正曲線可發現,模擬時輸入的材料參數會明顯的影響校正曲線, 易造成與實驗比對時的誤差。 圖5-17 加工溫度常溫之摩擦因子預估 (a) 晶粒尺寸 62 m (b) 晶粒尺寸 36 m (c) 晶粒尺寸 4m
圖5-18 加工溫度 200ºC 之摩擦因子預估 圖5-19 加工溫度 400ºC 之摩擦因子預估 表5-1 成形溫度常溫胚料平均杯高比 晶粒尺寸 (m) 行程 (mm) 無潤滑 有潤滑 62 0.5 2.061 1.929 1 2.326 2.373 1.5 2.879 2.855 36 0.5 1.970 1.770 1 2.232 2.448 1.5 2.788 2.745 4 0.5 1.933 1.925 1 2.379 2.074 (a) 晶粒尺寸 62 m (b) 晶粒尺寸 36 m (a) 晶粒尺寸 62 m (b) 晶粒尺寸 36 m
37 表5-2 成形溫度 200ºC 胚料平均杯高比 晶粒尺寸 (m) 行程 (mm) 無潤滑 有潤滑 62 0.5 1.970 1.858 1 2.441 2.491 1.5 2.963 2.764 36 0.5 2.153 2.266 1 2.885 2.505 1.5 3.022 2.846 表5-3 成形溫度 400ºC 胚料平均杯高比 晶粒尺寸 (m) 行程 (mm) 無潤滑 有潤滑 62 0.5 3.635 3.303 1 3.857 3.466 1.5 3.866 3.249 36 0.5 2.941 3.392 1 3.708 3.616 1.5 3.481 3.462
5.4 黃銅微擠製 5.4.1 黃銅微雙杯擠製 為了準確地預估母模摩擦值,本研究利用DEFORM 2D 進行了考慮沖頭摩擦的雙杯擠製模擬,模 擬結果如圖 5-20 所示 ,由模擬圖可得知影響杯高比值的主要原因為母模的摩擦值變化,而沖頭的摩 擦因子變化對於材料上下杯高比值造成了些許的影響,在沖頭摩擦小時材料較容易於沖頭與胚料界面 間流動,使得材料較容易往上杯方向流動,造成上下杯高比值增加。由於實驗所用沖頭為球狀沖頭, 比起一般平坦型沖頭造成較大的表面擴張,可能是造成此結果的原因,若改變形狀為帶有錐角之平坦 沖頭可以使得沖頭摩擦造成的差異略為改善(如圖 5-21 ),但整體而言沖頭摩擦值造成的影響遠比母模 之影響小,所以對於雙杯擠製而言,沖頭之前緣形狀與摩擦值大小對於摩擦校正曲線的建立影響不 大。 為了驗證沖頭摩擦值對於杯高比值之影響,本研究除了利用研磨沖頭進行實驗,也分別利用拋光、 放電沖頭進行微雙杯擠製,將實驗後胚料分別進行量測後與校正曲線進行比對(如圖 5-22 所示),根據 此圖可看出,若沖頭表面較光滑,在擠製初期材料較容易朝上杯方向流動,導致杯高比增加;反之較 粗糙的表面使得材料較容易往下杯方向流動,使得杯高比降低,但隨著擠製行程增加,各沖頭、潤滑 條件之杯高比值皆趨近於一定值,另外可發現拋光及研磨沖頭之實驗結果相近,僅有放電沖頭之差異 較大,顯示進行微雙杯擠製實驗時,若上下沖頭表面過於粗糙將造成實驗差異。根據圖5-22 可發現 雖然不同形貌沖頭會造成實驗差異,但根據模擬與實驗的結果,可發現造成杯高比變化的主要原因為 母模界面的摩擦值,沖頭之摩擦值變化造成的差異較小,故雙杯擠製實驗較適合用於預測母模之摩擦 值。 (a) 改變沖頭摩擦 沖頭 m=0.7 沖頭 m=0.02 (b) 改變模仁摩擦 模具 m=0.02 模具 m=0.7 沖頭 m=0.02 圖5-21 沖頭外形對杯高比之影響 圖5-20 不同摩擦條件下之模擬結果
39 5.4.2 黃銅微前後向擠製 本研究利用黃銅微雙杯擠製預估成形時母模與胚料間之摩擦值,並將結果代入黃銅微前後向擠製 模擬以預估成形時沖頭與胚料間之接觸摩擦變化。由於在成形過程中胚料表面隨著擠製行程的增加, 與母模表面接觸並受到擠壓,導致成品表面粗糙度會接近母模表面粗糙度,為了驗證微雙杯擠製所預 估之模擦值可應用於微前後向擠製模擬,分別觀察成品表面特徵,成品觀察區域與顯微圖顯示於圖 5-23 與 5-24,並量測兩種擠製後成品表面粗糙度(表 5-4) ,由此表可以發現兩種擠製成品表面粗度相 似,顯示兩組母模擁有相似的表面特徵,故兩組實驗中母模與胚料間應該有相似的界面摩擦情形,微 雙杯擠製所預估出界面摩擦值可應用於微前後向擠製校正曲線之建立。 圖5-23 成品表面觀察區域圖 圖5-22 不同沖頭形貌對杯高比之影響 A B C 表5-4 擠製後成品平均表面粗糙度 試片 原始胚料 雙杯擠製 前後向 擠製 表面粗度 (Ra,m) 0.165 0.236 0.214
原始胚料 試片 A B C 雙杯擠製 前後向擠製 圖5-24 擠製後成品表面顯微圖 以光學顯微鏡觀察實驗後之沖頭表面(圖 5-25),可以發現成形後沖頭表面會產生刮痕以及黏料的 情形,尤其以拋光後之形貌產生刮痕的情況最明顯,其他三種形貌由於表面較粗糙使得刮痕較不明顯。 放電以及溝槽特徵的形貌產生明顯的黏料情形,顯示粗糙之隨機表面特徵容易附著材料,而研磨以及 拋光之形貌則較沒有黏料的情況發生,顯示光滑的表面使得材料流動較不受阻礙,摩擦的效應會降 低。 圖5-25 實驗後沖頭表面形貌 摩擦效應是影響擠製負荷的主要原因之一,圖5-26 為四種不同表面形貌沖頭,進行微前後向擠製 實驗之負荷位移圖,由此圖可以明顯看出利用不同表面形貌之沖頭進行擠製實驗時,所需之成形負荷 明顯不同。經拋光後之沖頭有最低的成形負荷,而經放電後沖頭成形負荷最高。由此結果可以預測出 界面摩擦最小的形貌應為拋光其次為研磨、溝槽加工,最高的為放電加工之形貌。 (a) 研磨沖頭 (b) 放電沖頭 (c) 拋光沖頭 (d) 溝槽沖頭 50m 50m 50m 50m




![Table 1 Mean grain size [µm]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8821323.232355/73.892.432.788.413.729/table-mean-grain-size-µm.webp)