Department of Materials Science and Engineering, National Taiwan University, Taipei 106, Taiwan (台灣大學,材料科學與工程學系)
Effect of Lubricant on Powder Properties and
Compacting Performance of Iron and Stainless
Steel Powders. I, Powder Properties
潤滑劑對鐵及不銹鋼粉末成形製程之影響。I,粉末之充填特性
Y.C. Lin and K.S. Hwang林育全、黃坤祥 目 前 國 內 粉 末 冶 金 工 業 中 最 常 用 的 潤 滑 劑 有 白 臘 、 硬 脂 酸 鋅 及 二 者 之 混 合 物 (Kenolube),這些潤滑劑對於金屬粉末之流動性、視密度等粉末特性以及生胚密度、生胚 強度、壓縮性、脫模力等成形特性,甚至燒結後之尺寸穩定性皆有其不同之影響,但這方面 之完整報告仍不多見,因此本研究乃針對這些潤滑劑之優缺點作一有系統之探討,在第一部 分中將著重在粉末之視密度、流動性及胚體重量之穩定性方面,而第二部分中將著重在成形 方面,如生胚密度、生胚強度、成形性、脫模力。結果顯示所測試之三種潤滑劑各有其優缺 點,選用之種類及添加量應視工作之需求而求,當成形機之生產率、粉末流動性、模具壽 命、生胚密度及尺寸穩定性較重要時,硬脂酸鋅是較佳之選擇,當生胚強度、成形性較重要 時,白臘則為最佳之選擇。本文將先針對粉末之充填特性作一說明。 關鍵詞:潤滑劑、視密度、流動性、尺寸穩定性
Three lubricants, ethylene bis-stearamide, zinc stearate, and Kenolube, which is a mixture of the former two components, are the most popular ones used in pressing metal powders. The effect of these lubricants on powder properties, such as flow rate and apparent density, and on the compacting performance, such as green density, green strength, and ejection force, are quite different. But, little systematic studies on the advantage and disadvantage of each lubricant are available. The first part of this study was thus to investigate the effect of lubricant on the powder properties. The second part was on the compacting performance. The results show that each lubricant has its advantages. When productivity, flow properties, tool life, and dimensional control are the most critical requirements, zinc stearate is the best choice. When green strength and integrity of compacts are more important, EBS should be selected.
Keywords: Lubricant, Compaction, Ejection force, Flow rate, Dimensional control
大,使得混合粉末之流動率變慢且整體視密度 值下降( 1 , 2 )。不過視密度及流動性仍受許多因 素所影響,例如潤滑劑之種類、混粉時間、粉 末形狀、粒徑或潤滑劑的黏性及濕度等( 3 ~ 6 )。 Suzuki(4)等人發現較細潤滑劑之流動率快、生 胚強度佳,且充填快之粉其胚體重量較一致。 而 Lawrence 等人則發現細粉之生胚強度及密 度佳,而粗粉潤滑劑則脫模力較低( 5 )。 M e t z 等人也曾作了一系列潤滑劑粒度對鐵系合金的 影響,不過其研究結果認為潤滑劑粒度對視密 度之影響沒有明顯的趨勢,但對生胚密度及生 胚強度則影響較大(7)。此外,濕度常造成凝聚 現象,有時只要加入 0.5% 左右的水分(8),就 會使粉末無法流動。由於國內工作環境之溼度 較高,所以本實驗也將探討溼度之影響。 目前國內外粉末冶金工業中最常用的潤滑 劑有白臘(ethylene bis-stearamide , EBS , 業界常稱 Acrawax)、硬脂酸鋅(Zinc Stear-ate)及 Kenolube P11 。雖然這些潤滑劑已被廣 泛使用,但針對各潤滑劑之詳細優缺點所作之 研究,至今仍不完整,故本實驗希望對潤滑劑 做一有系統之探討,以了解各種潤滑劑對粉末 冶金製程之影響,並藉由此研究提供工業界在 選用潤滑劑時之參考。
2.
實驗方法
本實驗主要分為兩個階段,第一階段皆使 用水噴霧法所製之純鐵粉,僅改變潤滑劑之種 類及添加量,然後以視密度、流動性及填粉量 之均勻性來評估潤滑劑對粉末充填的影響。第 二階段則是比較潤滑劑對不同種類金屬粉之影 末外表為不規則狀。而型號為 SC100.26 之鐵 粉是經由還原法所製成,由圖 1 b 可看出粉末 形 狀 更 不 規 則 且 內 含 孔 洞 , 如 海 綿 狀 。 而 304L不銹鋼粉末亦為水噴霧粉,粒度較鐵粉 為細,為不規則狀,圖 1c 為其外觀,表 1 為此 三種粉末之特性。 本實驗所用之潤滑劑有硬脂酸鋅、白臘 及 K e n o l u b e P 1 1 三種,硬脂酸鋅之熔點為 120˚C,利用真密度儀(pycnometer)測量之密 度為 1.211 g/cm3,由 Höganäs 公司所提供。 而白臘之熔點約為 144˚C ,密度為 1.068g/cm3 ,由 Lonza 公司所提供。 Kenolube P11 亦為 H ö g a n ä s公司所生產,乃硬脂酸鋅與乙醯胺 (如, EBS , Acrawax)之混合物,熔點約在 100~140˚C之間,測得之密度為 1.054g/cm3 ,此三種潤滑劑之特性如表 2 所示。 添加潤滑劑之方式乃將金屬粉末與不同含 量之潤滑劑(0.15% 、 0.3% 、 0.5% 、 0.8% 及 1.2%)置入 V 型混合機內混合一小時,混合後 之粉根據美國粉末冶金協會 MPIF(3)之規範, 利用霍爾流動計(Hall flowmeter)量測粉末之 流動性,依 MPIF(4)之規範測其視密度。此外 也利用 MPIF(48)之亞諾計(Arnold meter)量測 視密度,此亞諾計之量測動作較接近工業界實 際生產時填粉盒前後移動之動作。3.
實驗結果
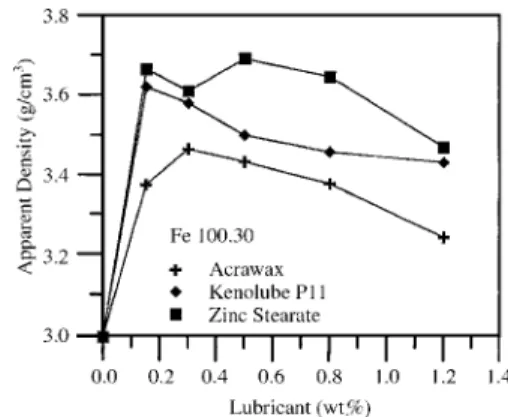
圖 2 為水噴霧鐵粉(ABC100.30)添加三種 不同潤滑劑後,其視密度與潤滑劑添加量之關 係,此圖顯示視密度會隨著潤滑劑添加量之增 加先上升再下降,約以含 0.15 至 0.5% 潤滑劑Table 1. Characteristics of the iron powder and stainless steel powder used in this study.
Powder Type D50, µm
Flow Rate Apparent Pycnometer (s/50g) Density Density (g/cm3 ) (g/cm3 ) Fe (ABC100.30) 85.6 24.7 2.99 7.828 Fe (SC100.26) 91.7 28.6 2.67 7.785 Stainless Steel (304L) 67.4 28.2 2.62 7.856
Fig. 1 Morphologies of (a) water atomized iron pow-der (ABC100.30), (b)reduced iron powpow-der (SC100.26) and (c) 304L stainless steel powder.
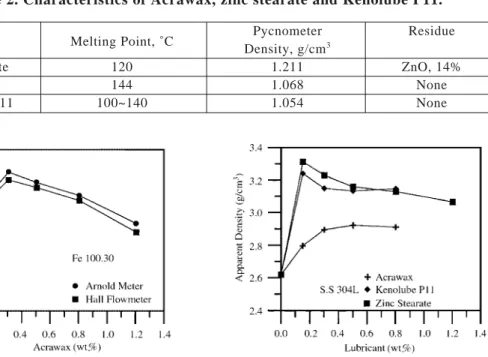
時到達最大值,原因為少量潤滑劑即可大幅減 低粉末間之摩擦係數,但潤滑劑添加量再增加 時會因為潤滑劑本身密度遠低於金屬粉末,造 成在較高潤滑劑含量時視密度反而下降。若將 此三種潤滑劑作一比較,硬脂酸鋅之視密度最 高, Kenolube P11 次之,而白臘最低。 若改用亞諾計時,所量測出來的值會比霍 爾流動計量測值高,如圖 3 所示,這是因為霍 爾流動計中粉末所流經之孔徑較小之關係。由 於亞諾計之量測法比較接近工業界成形時填粉 盒振動充填之實際情形,因此,工業界在計算 模穴之填粉深度時最好應以亞諾計所測值作為 計算之標準。 圖 4 及圖 5 分別為還原鐵粉(SC100.26)及 不銹鋼粉(304L)添加不同種類及含量之潤滑劑 後之視密度,整體而言,其視密度均較圖 2 之 水噴霧鐵粉為低,此主要乃因這兩種純金屬粉 末其視密度均比水噴霧鐵粉ABC100.30低,但 曲線之趨勢均相似,只是還原鐵粉(SC100.26) 在添加 0.15% 之 Kenolube P11 時為最佳,在
Fig. 2 As the amount of lubricant increases, the apparent density of water atomized iron powder ABC100.30 increases first and then decreases.
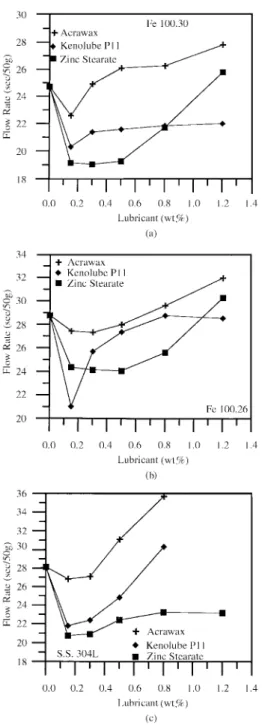
漸變慢,此乃因潤滑劑多時其體積變大,故同 樣為 50g 之粉末其通過霍爾流動計之孔所需之 時間將增長。三種金屬粉末中均以硬脂酸鋅混 合粉之流動性最好, Kenolube P11 次之,白 臘最差。一般而言,粉末之流動性越好,則視 密度值亦越高,不過視密度及流動性仍受許多 因素所影響,例如混粉時間、粉末形狀、粒 徑、潤滑劑的密度及量測時之濕度、溫度等。 由於台灣在夏季時熱且濕度高,而成形機在使 用一段時間後其餵粉盒之溫度也將升高,故本 實驗亦比較了濕度及溫度之影響。圖 7 為純金 屬粉及混合粉末(水噴霧+ Acrawax)在不同 濕度下之流動性,由此可看出純金屬粉在濕度 過高及過低時,其流動性均不佳,這可能是因 為微量之水分可提供潤滑劑之功效,而太多時 反而造成粉末間產生毛細力而使阻力變大之關 係。當加入 0.8% 之白臘後,水噴霧鐵粉之流 動性與圖 6 - 2 a 相同而變慢,但隨溼度之增加 而稍微變快,此可能是因白臘之疏水性非常 大,與水之潤溼性不佳,故不致造成毛細力之 阻力之故。
Fig. 4 The apparent densities of SC100.26 reduced iron powders mixed with various amounts of lubricants.
Fig. 5 The apparent densities of 304L stainless steel powders mixed with various amounts of lubricants. 其餘添加量時則以硬脂酸鋅的效果最好,白臘 最差。 相對於視密度值,混合粉末的流動率則呈 現反向的對稱趨勢,由圖 6 可看出混合粉末之 流動時間也是在添加少量的潤滑劑時突然下 降,即流動性變快,當添加量再增加時則又逐
Fig. 3 The apparent density measured by the Arnold mether is slightly higher than that measured by the Hall flow meter.
Fig. 6 The flow rates of (a) ABC100.30 water atomized iron powder, (b) SC100.26 reduced iron powder and (c) 304L stainless steel powder, mixed with various amounts of lubricants.
Fig. 7 The flow rates of lubricated and non-lubricated metal powders change with the moisture content in the atmosphere.
Fig. 8 The effect of temperature on the flow rate of water atomized iron powder mixed with various amounts of Acrawax. 圖 8 則顯示在 40˚C 時,純鐵粉及加入少量 Acrawax後其流動率比在 25˚C 時快一些,但 在 0.8% 以上時則相反,由此可見溫度亦是一 重要之影響參數。 由於燒結後胚體密度之均勻性以及尺寸之 穩定性與生胚之狀態有關,而生胚尺寸及密度 之均勻性又與模穴之充填亦即與粉末流動性之 良窳有關。又由於目前之粉末乾壓成形大多已 採自動化生產,其填粉盒之動作即有如亞諾計 量測時需前後移動,所以本實驗乃藉由亞諾計 所測得之粉末重量之變化量,作為工件成形後 胚體重量以及尺寸穩定性的指標,圖 9 為三種
白臘最差,而 Kenolube 居中可能是因其本身 即為硬脂酸鋅與白臘之混合物之關係。 將同是純鐵粉系統之水噴霧粉(ABC100.30) 及還原粉(SC100.26)作一比較時,水噴霧粉之 視密度及流動性均較還原粉好,此主要是因還 原粉之外形較水噴粉不規則,粉末間之摩擦力 較大且較易如樹枝般糾纏,此使粉末堆積時不 易轉動、滑移,故其視密度及流動性均較水噴 霧粉差。而不銹鋼粉(304L)雖與 ABC100.30 鐵粉同為水噴霧粉,其外形比還原鐵粉規則 些,但因粉末粒度較細,表面積大,粉末間之 摩擦力高,故其視密度及流動性仍比水噴霧鐵 粉差。 粉末冶金工業與其他製造業相同,高生產 效率及高品質均是生存之必要條件,這些要求 亦與粉末之流動性及視密度有關。例如當粉 粉末流動性及視密度之另一重要性在於填 粉量之穩定性,當粉末之流動性佳、視密度高 時,每次填入模穴之量將更為接近,且也更容 易填入具有複雜形狀之模穴,由於模穴內粉末 重量穩定,成形後之生胚重量亦將穩定,且密 度也將因充填容易而較均勻,這些因素均可提 高生胚尺寸及密度之精密度,因此燒結後工件 之尺寸穩定性以及密度和機械性質之穩定性也 將可因而提高,此對於形狀複雜之粉末冶金工 件是非常重要的。 由以上之結果可知只要添加 0.1 至 0.5% 之 潤滑劑時,粉末之特性將大幅改善,而添加過 量之潤滑劑,如 0.8% 以上時,反而會對一些 金屬粉之流動性及視密度造成反效果,此並不 表示潤滑劑之添加量即應限制在 0.1 至 0.5% 之 間。此乃因潤滑劑對粉末之成形特性也有相當 大之影響,且一般多在 0.5% 以上時才較具效 果,此將在第二部分之實驗中探討,故潤滑劑 種類及添加量之選擇仍應視工件之要求是以充 填為重,抑或以成形性為重而定。
5.
結 論
本實驗比較了硬脂酸鋅、白臘(EBS, Acra-wax)及 Kenolube P11 三種國內最常用之潤滑 劑對水噴霧鐵粉、還原鐵粉及不銹鋼粉視密度 及流動性之影響。結果顯示硬脂酸鋅在此方面 之效果最好, Kenolube P11 次之,白臘最差 。當添加少量之潤滑劑時其視密度上昇,流動 性變好,但超過 0.5% 後則反而視密度降低, 流動率變慢,最佳之添加量在 0.1-0.5% 之間 。此外,在粉末本身之比較上,還原鐵粉因外Fig. 9 The standard deviation of the weight measured by the Arnold Meter for metal powders mixed with various amounts of lubricants.
形較不規則,其視密度比水噴霧鐵粉低,流動 率也較慢。若將水噴霧鐵粉與水噴霧不銹鋼粉 比較,則因一般工業用不銹鋼粉之粒度較鐵粉 為細,故其視密度及流動率較差。 添加潤滑劑可提高粉末之視密度並加速其 流動率,此有助於粉末之填充,因而可縮短成 形機之成形週期,並縮短中模厚度,節省成 本。此外添加潤滑劑時各個生胚重量之差異性 將降低,此可提高生胚及燒結後胚體之尺寸穩 定性,而密度及機械性質之均勻性亦可因此而 改善。
參考文獻
1. M. Ward and J.C. Billington, "Effect of Zinc Stearate on Apparent Density, Mixing, and Compaction/Ejection of Iron Powder Compacts", Powder Metallurgy, 4 (1998) 2001-208.
2.林光鴻、黃坤祥,“潤滑劑對Fe-0.45%P軟磁之製
程與磁性質之影響”材料科學,V o l . 2 4 , N o . 4
(1992) 211-217。
3. K.H. Moyer, "The Burn-off Characteristics of Common Lubricants in 316L Powder Compacts,"
Int. J. Powder Metallurgy, Vol. 7, No. 3 (1971) 33-43.
4. H. Suzuki and M. Lutheran, "Die Flowability Test and Weight Variation", Advances in Powder Metallurgy and Particulate Meterials, 1 (1997) 2-3~2-11.
5. A.I. Lawrence, S.H. Luk and J.A. Hamill, "A Per-formance Comparison of Current P/M Lubricants and Routes to Improvement", Advances in Powder Metallurgy and Particulate Materials, 1 (1997) 4-3~4-21.
6. A. Kao and M.J. Koczak, "Mixing and Compacting Behavior of Ferrous Powders", Int. J. Powder Metallurgy and Powder Technology, Vol. 16, No. 2 (1980) 105-121.
7. P.A. Metz, J. Wolfe, R.M. German, A. Griffo and R.T. Steranko, "Improved Control of Lubricant Particle Size Distribution and the Effects of Particle Size on P/M Processing," Advances in Powder Metallurgy and Particulate Materials, 1 (1996) 6-59~6-71.
8. G. Matei, N. Clausen and H.H. Hausner, "Influence of Relative Humidity on Flow of Metal and Ceramic P o w d e r " , M o d e r n D e v e l o p m e n t s i n P o w d e r Metallurgy, MPIF, 8 (1974) 5-11.