行政院國家科學委員會專題研究計畫 成果報告
連續沖模之設計經驗科學化研究及智慧型系統開發(第 3 年)
研究成果報告(完整版)
計 畫 類 別 : 個別型
計 畫 編 號 : NSC 97-2628-E-011-002-MY3
執 行 期 間 : 99 年 08 月 01 日至 100 年 10 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 林清安
計畫參與人員: 碩士班研究生-兼任助理人員:黃昭盛 碩士班研究生-兼任助理人員:黃寶翰 碩士班研究生-兼任助理人員:張浚銘 碩士班研究生-兼任助理人員:楊政家 碩士班研究生-兼任助理人員:謝祥耀 碩士班研究生-兼任助理人員:吳孟軒 碩士班研究生-兼任助理人員:黃孝濬 博士班研究生-兼任助理人員:林子寬 博士班研究生-兼任助理人員:許坤定 博士班研究生-兼任助理人員:陳昭帆
報 告 附 件 : 出席國際會議研究心得報告及發表論文
公 開 資 訊 : 本計畫可公開查詢
中 華 民 國 100 年 11 月 04 日
中文摘要: 本研究旨在進行連續沖模之設計經驗科學化研究,並據以開發 智慧型連續沖模設計系統,已完成了包含沖切加工、折彎加工 的板件自動化料條規劃系統。疊層法為料條規劃廣為業界使 用,但常面臨極其龐大可能的排列問題。本研究中,首先運用 分組規則,分別將板件中的剪切與彎曲特徵分為前站組、末站 組、同站組、順序組及相容組五種組別,接著依各分組特徵排 列出可行解,依據站數因子、負荷平衡因子、料條穩定因子及 進給高度因子等四個評核因子,選出最好的組合,最後設置一 個電腦輔助系統,將所使用規則及程序編輯於軟體內。本研究 的方法兼顧沖頭設計規則、搜尋空間的縮減及考慮設計者對模 具的個人經驗,也對連續沖模設計自動化有所助益。
英文摘要: With a mission to develop an intelligent system for progressive dies design, this project aims to develop an effective method of planning adequate punches in order to complete the task of strip layout for
trimming and bending processes in progressive dies.
The usage of superimposition of punches for strip layout is a very common method for progressive dies designers; however there is an enormous challenge that hinders its popularity: the huge number of combination of the punches. The proposed methodology uses the die design rules and characteristics of different punch to classify them into five groups:
prior use, posterior use, compatible use, sequential useand simultaneous use. With these five groups of punches, the searching space of feasible designs will be greatly reduced, and superimposition becomes a very effective method of punch layout. The superimposition scheme usually generates many feasible solutions, but what planner really needs are those having better performance. An evaluation function based on number of station, moment balancing, stability of strip and feeding height is developed. Those layouts having higher evaluation score will be provided to planner to choose from. The research also develops a computer- aided system that integrates all the rules and
processes applied in this study, and will create the strip layouts automatically with different score on them. The whole methodology has brought a new approach to solve puzzles of the superimposition, and also lower the level of involvement of human planners;
this would eventually make the time span of the time- to-market shorter.
行政院國家科學委員會補助專題研究計畫 成果報告
連續沖模之設計經驗科學化研究及智慧型系統開發
計畫類別:■個別型計畫 □整合型計畫 計畫編號:NSC 97-2628-E-011-002-MY3
執行期間:中華民國 97 年 8 月 1 日至 100 年 10 月 31 日
計畫主持人:林清安
計畫參與人員:許坤定、林子寬、陳昭帆、黃孝濬、黃昭盛、
黃寶翰、張浚銘、楊政家、謝祥耀、吳孟軒
執行單位:國立臺灣科技大學 機械系
中 華 民 國 1 0 0 年 1 0 月 3 1 日
行政院國家科學委員會專題研究計畫 成果報告
連續沖模之設計經驗科學化研究及智慧型系統開發
Scientific study of empirical knowledge and intelligent system development of progress-die design 計 畫 編 號:NSC 97-2628-E-011-002-MY3
執 行 期 限:中華民國 97 年 8 月 1 日至 100 年 10 月 31 日
主 持 人:林清安([email protected]) 國立臺灣科技大學 機械系教授 計畫參與人員:許坤定、林子寬、陳昭帆、黃孝濬、黃昭盛、黃寶翰、張浚銘、
楊政家、謝祥耀、吳孟軒 國立臺灣科技大學 機械系研究生
一、中文摘要
本研究旨在進行連續沖模之設計經驗科 學化研究,並據以開發智慧型連續沖模設計系 統,已完成了包含沖切加工、折彎加工的板件 自動化料條規劃系統。疊層法為料條規劃廣為 業界使用,但常面臨極其龐大可能的排列問 題。本研究中,首先運用分組規則,分別將板 件中的剪切與彎曲特徵分為前站組、末站組、
同站組、順序組及相容組五種組別,接著依各 分組特徵排列出可行解,依據站數因子、負荷 平衡因子、料條穩定因子及進給高度因子等四 個評核因子,選出最好的組合,最後設置一個 電腦輔助系統,將所使用規則及程序編輯於軟 體內。本研究的方法兼顧沖頭設計規則、搜尋 空間的縮減及考慮設計者對模具的個人經 驗,也對連續沖模設計自動化有所助益。
關鍵詞:3D CAD、連續沖模、料條規劃
Abstract
With a mission to develop an intelligent system for progressive dies design, this project aims to develop an effective method of planning adequate punches in order to complete the task of strip layout for trimming and bending processes in progressive dies. The usage of superimposition of punches for strip layout is a very common method for progressive dies designers; however there is an enormous challenge that hinders its popularity: the huge number of combination of the punches. The
proposed methodology uses the die design rules and characteristics of different punch to classify them into five groups:prior use, posterior use, compatible use, sequential useand simultaneous use. With these five groups of punches, the searching space of feasible designs will be greatly reduced, and superimposition becomes a very effective method of punch layout. The superimposition scheme usually generates many feasible solutions, but what planner really needs are those having better performance. An evaluation function based on number of station, moment balancing, stability of strip and feeding height is developed. Those layouts having higher evaluation score will be provided to planner to choose from. The research also develops a computer-aided system that integrates all the rules and processes applied in this study, and will create the strip layouts automatically with different score on them. The whole methodology has brought a new approach to solve puzzles of the superimposition, and also lower the level of involvement of human planners; this would eventually make the time span of the time-to-market shorter.
Keywords: 3D CAD, Progressive die, Strip layout
二、研究內容
台灣過去一直扮演全球各種工業、電子及 消費性零件的供應國,也是國際大型企業供應 鏈重要的一環,其所仰賴的就是良好的製造能 力。近年來,隨著大陸快速取代台灣成為世界 工廠,韓國成功的國際品牌策略,正一步步壓
縮著台灣原有的優勢。檢討會造成台灣現在所 面對困境的原因很多,但以中小企業為主體的 台商企業,無心做深入的研發與製造創新,造 成競爭者快速跟進必是原因之一。以連續沖模 為例,連續沖模是一種高精度的機具設備,其 所產製的板金件廣泛地被使用在很多消費產 品如手機、平板電腦中,是一種重要及極富經 濟效益機具,但因連續沖模的設計須要長期的 學習與經驗,且模具容易被想為黑手工作,造 成新人進入意願不高,長期此類工作仍以老師 傅為主力,進步頗受限制。要解決此難題,端 賴更深入的研究,了解與搜集設計上的規則與 經驗,並研發出更自動化的系統以快速有效協 助模具設計者完成任務,這也是本研究的主要 宗旨:將連續沖模之設計經驗科學化,並提出 可行的作法供開發智慧型系統。
開發一組連續沖模有兩個基本步驟:模具 設計與模具製造。近年來,由於模具工業愈趨 成熟,很多模組化的模具元件及高精度自動化 研磨設備已由市場開發出來,模具製造上的難 度已大幅下降,模具設計才是連續沖模自動化 系統的最大障礙。模具設計自動化的困難點有 三:(1)設計是提出解決方案的過程,屬於人 類心智上的活動,會用到經驗、類比甚至於直 覺,兩位有經驗的設計者對同一個問題可能提 出兩種完全不同的可行方案,所以並不容易以 科學化手法取代,(2)經驗的傳承不易,此涉 及個人學習與生活經驗,(3)現有的模具設計 書籍及專刊甚多,但其內容零散不全,經驗公 式繁多,但無法有效提供協助。這些難題,本 研究也必然面對,故必須另闢捷徑,重新思考 研究做法,解決方案是利用設計者常用的規劃 手法:疊層法(layout by superimposition)。
2.1 疊層法
疊層法設計中,設計者將已設計好的沖頭 以放大比例依序重疊繪製於料帶上,當各沖頭 均排入合適的加工站上,道次規劃也就完成 (Schubert, 1967),參考圖 1 與圖 2 所示,就是 一個具有 10 根剪切的沖頭設計與其疊層法道
次規劃案例,這種作法相當直接,容易發現沖 頭間是否有干涉(interference),也協助不同的 模具設計者可以討論與交換設計經驗。
圖 1 沖頭設計
圖 2 疊層法道次規劃
疊層法最大的問題在於當沖頭數目增加 時,其可能解會變得相當龐大,很難找出合適 的可行解,本論文的作法是將連續沖模設計的 經驗轉為科學化的規則與公式,用來大量地降 低其求解空間,然後再以不同的評選因子找出 最優解。
2.2 其他研究方法與比較
道次規劃一直是連續沖模設計的主要議 題,因為道次順序一旦決定,透過標準化模具 元件就能很快地將模具設計完成。在連續沖模 設計的研究中,最早開始的是Schaffer (1971) 與Nakahara et al. (1978)等數位學者,他們主要 是運用CAD/CAM的技術來輔助模具設計,其 他有更多的學者也就跟進,以類似的架構再加 入其他功能,例如Bergstrom等(1988) 所研發 的系統會算出脫料板及沖切所須的力,也能自 動展開板料。這些研究所發展出來的系統對於 提升設計效率與減少設計時間確實有幫助,但 是道次規劃的安排,仍完全依靠設計者以交談 的方式指導系統完成。
近年來,連續沖模的主要研究方向在於如 何能自動化地產生料條規劃。這個研究議題可
分為兩個研究方向:
(1) 自動化特徵辨識:特徵辨識的重點在於能 夠辨識出板件CAD模型上的各個加工特 徵,並將相關的特徵對應出加工的程序 (Tang and Gao, 2007;Li et al., 2001),但現 階段CAD模型在特徵辨識上有一個困 難,就是模型上的特特徵經常缺乏製造上 所須的資訊。為解決這個困難,第一種作 法就是將部份CAD模型上定義不清的特 徵,以人工方式協助辨識(Zhang et al.
2007),第二種作法則以其他方式突破辨識 上的困難,例如Kannan and Shunmugam (2009a)採用中間交換格式STEP AP-203,為 輸入,他們所研發的系統成功地辨識出凹 壓,內凸緣、管頸、百葉孔等特徵。
(2) 自動化道次規劃:自動化產生道次規劃的 主要困難點在於有龐大的可能解及繁瑣的 計算,為解決這個問題,常見的作法是採 用規則推理式的專家系統 (Kumar and Singh, 2008),但近年來越來越多研究者運 用其他的人工智慧與經驗式搜尋技巧.例 如Duflou et al.(1999)將彎曲道次的問題轉 變為銷售員問題(Traveling Salesman Problem) 並配合減分函數及
branch-and-bound程序搜尋近最佳解. Inui 與Terakado (1999) 使用拓樸限制篩選解 空間過多的解,並配合先前的計算結果加 速折彎規劃,Gupta (1999)則利用虛擬節點 的作法來減少計算需求,Thanapandi et al.
(2001) 運用基因演算法做折彎道次規 劃,Tor et al. (2005) 則結合物件導向技巧 與黑板架構。綜合上述的研究,有兩點觀 查:(1)這些研究主要在於測試這種技巧是 否可行,所以他們的系統常限於特別的幾 何形狀(Cheok and Nee, 1998),(2)這些 研究能減少大量的可行解,但同時也容 易失去其中一些優良解(Kannan and Shunmugam, 2009b)。
前述的研究者與本研究所採取的作法,基 本上有三點的差異:(1)問題解法:傳統道次
規劃主要在於安排特徵的順序,本研究則利用 疊層法的觀念,將此問題轉換為安排沖頭的順 序,疊層法雖然廣為模具設計人員使用,但在 學術研究上則很少被討論,(2)求解過程:一 般道次規劃會使樹狀搜尋、向前或向後搜尋的 技巧,並透過相關的規則來減少搜尋路徑以找 出一個或部份規劃解,本研究則以沖頭分組、
沖頭數展開、沖頭排列等作法找出所有可行規 劃解,而且在規劃過程中運用工程實務的經驗 與規則,先快速地過濾去除數量龐大的不可行 規劃,所剩下的是數量不多的可行規劃,(3) 產生優良解:本研究運用多因子評選(multiple criteria evaluation)方式,從所剩餘的可行規劃 中找出其中的優良解。
三、研究方法
本研究使用疊層法來進行連續沖模的道 次規劃,此法的主要工作在於將各個產生特徵 的沖頭安排於不同的工作站中。進行道次規劃 時,工程師必須處理下列三個問題:(1) 須要 分為幾個工作站? (2) 各個工作站要放置幾個 沖頭? (3) 要放置那幾個沖頭? 這三個問題將 形成非常龐大的求解空間,這也是道次規劃困 難之處。本研究的目的即在於快速地找出所有 可行的道次規劃,並從中再評選出優良的規 劃。
3.1 料條規劃基本作法
圖 3 所示為本研究所採用的連續沖模道 次規劃的流程,此流程分為三個主要步驟:料 片準備、道次規劃及規劃評估,分述如下:
(1) 料片準備
料片準備旨在準備道次規劃所需的基本資 料,其工作內容包括:(1)輸入系統板件的 3D CAD 實體模型,(2)進行板金展開成為 平面,(3)由展開的板件決定擺置方向及料 帶寬度。
(2) 道次規劃
使用疊層法來進行連續沖模的道次規劃是 將所設計的沖頭排入適當的道次,形成料
條規劃。連續沖模的主要加工形態包括剪 切(shearing)、折彎(bending)及成形
圖 3 連續沖模道次規劃流程
(forming)三大類,但因為折彎與成形過程 將造成板金局部的塑性變形,這種變形容 易造成剪切沖頭斷裂或磨損,所以在進行 沖頭規劃時,不會將折彎、成形與剪切沖 頭排列在同一個工作站上,而是先讓各自 分別單獨規劃,然後再將各個程序合併 (merge)進行規劃整合,將各種沖頭排入不 同工作站中。干涉檢查是檢查已整合完成 的規劃中,是否在折彎或成型程序中有自 我碰撞的問題,若有碰撞發生,則此規劃 必須排除。空站設置是檢查沖頭規劃中是 否有在前、後站的沖頭會有干涉的現象,
若有就必須在其中加入一個空站,以將干 涉的沖頭分開隔離。
(3) 規劃評估
經過步驟(2)所產生的沖頭規劃就是可行 解,但其中有些規劃更能符合低成本、低 模具損耗、高精確度等考量,故本研究提 出以工作站數、力矩平衡、料條穩定與進
給高度四個因子所組成的評選函數,計算 出各組可行規劃的分數,並從中找出最優 異的數個規劃,供模具設計人員參考。
本研究所列雖然包括剪切、折彎及成形三 項,但實際上是以具有折彎、剪切特徵的板件 為主要對象,成形並未入列,主要是因為其包 含的加工種類有很多種,例如深抽、內彎或外 彎凸緣、彎管、凹壓、管頸、百葉孔等等,每 種加工型態都有其複雜性,所幸只要能將各種 成型特徵的規則整理妥當,應用本研究所提出 的規劃整合,仍可將不同成型加工的規劃加入 程序之中。
3.2 板金案例
為能將研究方法說明清楚,本研究將配合 一個板金案例,其尺寸形狀如圖 4,展開圖與 沖頭設計如圖 5(a)與 5(b)。
圖 4 金屬沖壓件
四、料片準備
料條準備包含三項工作:板金件展開、沖 頭設計及建立板金件特徵的樹狀結構圖。以圖 4 的板金件為例,圖 5 所示為該板金件的展開 圖及所設計的沖頭,其中折彎沖頭是依據折彎 線進行設計,設計結果共有 B1~B4四根沖頭,
而剪切沖頭是依據板金件內部與外部形狀進 行設計,共含 P1~P8八根沖頭。
圖 5 (a)展開圖 (b)沖頭設計
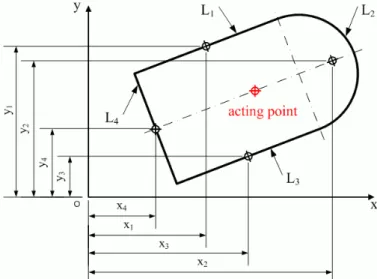
另一方面,本研究採用樹狀圖(tree diagram)來表現折彎的特徵結構,此樹狀圖是 以參考面為根節點(root node),折彎平面為節 點(node),而節線(link)除代表兩折彎平面間的 折彎線,也協助記錄折彎方向與折彎角度共兩 項資料。參考面對折彎規劃相當重要,參考面 是在折彎過程一直保持水平而沒有翻轉或折 彎的平面。選擇參考面的規則在 Farsi and Arezoo (2009)論文中有詳細討論。
圖 6 (a)板金件與(b)特徵樹狀結構
以圖 6(a)的板金件為例,其特徵的樹狀結 構如圖圖 6(b)所示,在此圖中,PL0被選為參 考面,因此 PL0為此樹狀圖的根節點,另外 PL0連接的有三個折彎平面特徵,分別為 PL1、PL2 與 PL3,因此 PL1、PL2 與 PL3成為 三個節點,而 PL0與 PL1間的折彎線為 B1,折 彎方向為向下,折彎角度為 90o,註記為下彎 90o(DOWN 90o),因此 PL0與 PL1之間的節線 紀錄此兩項資料:B1及 DOWN 90o。PL3另外 連接一個折彎平面 PL4,以 PL3為水平狀態,
PL4的折彎方向與角度分別為 UP 及 90o,因此 PL3與 PL4之間的節線紀錄資料為 B4及 UP 90o,其餘的註記資料依此類推。
五、道次規劃
本研究中,道次規劃含剪切規劃、折彎規
劃、規劃整合、干涉檢查、空站設置,其詳細 內容如下列各章節敘述。
5.1 剪切規劃
剪切規劃的流程如圖 7 所示,概分為兩個 步驟:沖頭設計及沖頭規劃,分述如下:
圖 7 剪切規劃流程
(1) 沖頭設計
剪切加工主要是利用沖頭與模具間的剪切 作用,將金屬板材切除。其常見型態有切 除、分割、穿孔、切槽、剪邊、切緣、刮 削等。模具設計人員在處理料條規劃時會 先思考如何進行剪邊區域、沖孔區域的沖 切後,再做後續加工順序的安排(參考圖 9 所示),也就是說連續沖模料條規劃必定先 做沖頭設計。連續沖模的料條規劃須要考 慮很多因素,例如:尺寸、精度與公差、
毛邊方向、製品要求等等,料條規劃者須 先研讀製品圖面以確定設計重點。基本 上,料條規劃者會依據圖面板件製品的內 孔與外形剪邊區域的製造特徵,並依據經 驗決定相對應的沖頭與沖模,此步驟就是 沖頭分割,分割完成的沖頭就是沖頭設計。
圖 8 常見的剪切加工型態
圖 9 板件製品內孔與外形剪邊區域
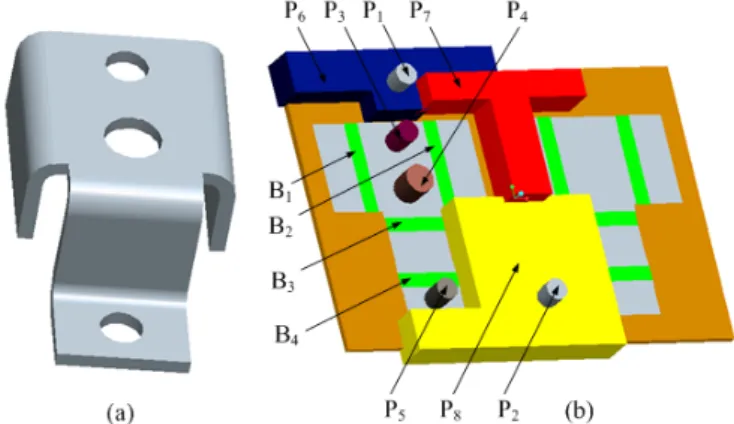
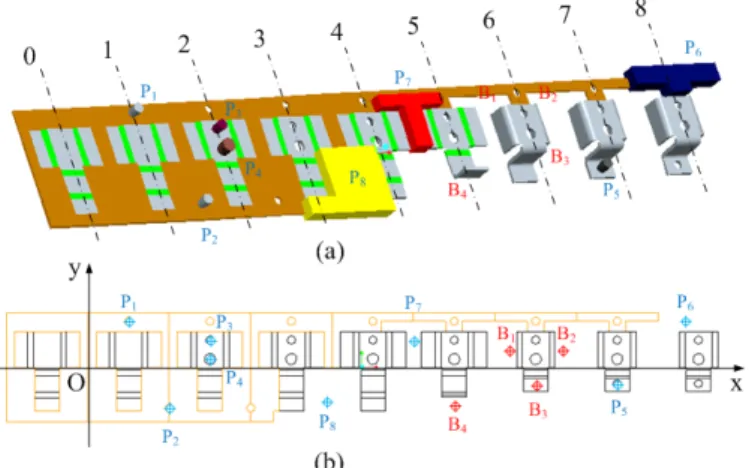
以圖 5(b)的板件展開圖為例,沖頭分割共 展開為 8 個剪切沖頭重疊繪製於上,其中 為 P1,P2為導引孔沖頭,P3,P4,P5為內孔沖 頭,其餘 P7,P8,為製品外形剪邊區域沖頭,
P6是此板料的邊繫帶沖頭(參考圖 10)。本 研究中假設沖頭設計已經完成,主要進行 的是第二步驟沖頭規劃。
圖 10 沖頭分割展開為 8 個剪切沖頭
(2) 沖頭規劃
剪切沖頭規劃包括下列三個程序:(1)沖頭 分組(punch clustering):依據各個沖頭的特 性,將剪切沖頭分為前站組、末站組、同
站組、順序組及互斥組,經過分組的沖頭,
可依據規則找出所有可以相容的沖頭集合 (compatible punch sets),(2)沖頭數展開:
依據沖頭的數目及展開的規則,找出所有 可能規劃出的工作站數,以及在各個工作 站上可能的沖頭數目,(3)沖頭排列:將剪 切沖頭各自依據沖頭分組的特性與限制排 入各個工作站中。
5.1.1 剪切沖頭分組
沖頭分組是考慮沖頭間的特性與關係,將 沖頭分類為前導組、末後組、同站組、相容組 及順序組,以方便進行後續沖頭規劃。沖頭分 組規則可分為兩類:不可抵觸的絕對性規則與 強制性較低的經驗性規則。絕對性規則是來自 於沖頭幾何上或製造上的限制上,經驗性規則 是來自相對性的限制,例如個人偏好與經驗。
以下將列舉部份規則,並利用這些規則將圖 10 中各個沖頭分組。
(1) 前站組規則:沖頭排列中,導引孔沖頭必 須排於第一站中,依此規則 P1,P2的沖頭 須排列於前站組。
(2) 末站組規則:沖頭排列中,邊繫帶或橋帶 的分割沖頭須排於製程的最後,依此規 則,P6是此板料的邊繫帶沖頭,也是末站 組沖頭。
(3) 同站組規則:沖頭排列中,部份沖頭須排 列於同一站中,例如:
(a)若有二個或以上的定位孔,則必須於同 一站沖出,以保證精度。
(b)兩位置精度高的沖孔須於同站沖出,以 保證精度。
依此規則,定位孔沖頭 P1,P2,及内部孔 有精度要求的 P3,P4均須同站處理。同站 組記法以括號代表,如[P1,P2]與[P3,P4]。
(4) 順序組規則:沖頭排列中,會將內部孔先 行沖切,再執行外部剪邊,依此規則沖頭 [P3, P4]須在 P7, P8之前執行,順序組會有 [P3, P4] P7, P8的關係。
(5) 互斥組規則:沖頭排列中,沖頭間有重疊
干涉,或位置相近將造成模具強度不足 時,不得排於同站,依此規則沖頭 P7與 P8在圖中有明顯重疊情形,不能排入同 站,屬於互斥組。
剪切沖頭所形成的沖頭集合為 P={[P1, P2], [P3, P4], P5, P6, P7, P8},其中[P1, P2]與 P6
的位置已定,先不列入規劃,則剪切沖頭 Pi
的互斥集合(exclusive sets)註記為 E(Pi),是指 不能排入同站的沖頭所成的集合,互斥關係是 由符合互斥規則或具有順序規則而得,整理後 分別各為:
E([P3,P4]) ={P7, P8} E(P5) ={Φ}
E(P7) ={P3,P4], P7} E(P8) ={P3,P4], P8}
{Φ}表示沖頭的互斥集合為空集合,也就是 P5
可以與任何其他沖頭同站。Pi的相容集合 (compatible sets)是指是可以與 Pi 規劃於同一 工作站的沖頭所成的集合,Pi的相容集合註記 為 C(Pi),是由沖頭集合 P 中扣除 Pi 的互斥成 員及沖頭 Pi本身得到,如公式(1)所示。
C(Pi) = P –E(Pi) –Pi (1) 沖頭集合 P={[P1, P2], [P3, P4], P5, P6, P7, P8} 中,經公式計算後的各沖頭的相容集合分別如 下:
C([P3,P4]) ={P5}
C(P5) ={[P3,P4], P7, P8} C(P7) ={ P5}
C(P8) ={ P5}
由沖頭相容集合中,沖頭集合 P 可以整理出不 同沖頭可以放置於同一個工作站的組合,如下 所列:
單根沖頭組合= (P5),(P7),(P8)
二根沖頭組合= (P5,P7),(P5,P8),([P3,P4]) 三根沖頭組合= (P5,[P3,P4])
在沖頭排列時,規劃者須要考慮有兩個問
題,首先是在一個工作站上能排入的沖頭最多 是幾根?雖然理論上是可能排入所有的沖 頭,但實際上,因為沖頭間的互斥與順序規 則,未必能夠將所有的沖頭排入於一工作站 中。一個工作站能排入最多沖頭數目,以本案 例言最多為 3,意指 4 根沖頭同站並不可能,
依此結論任何超過 4 根沖頭同站的規劃就可 予以略過不處理,此舉將可減少計算與搜尋空 間。另一個問題是能規劃的最多的工作站數
Nshear_max與最少折彎工作站數 Nshear_min各是多
少?沖頭排列時必須將所有沖頭排入而且僅 排入一次,此時可以參考最多的沖頭組合及最 少沖頭的組合分別找到答案。參考上述案例資 料中,最多沖頭的組合是三根:(P5,[P3,P4]),
則最少折彎工作站數 Nshear_min的規劃有 5 站:
(P5,[P3,P4])+(P7)+(P8)+[P1,P2]+P6,則最多工作
站數 Nshear_max的規劃有 6 站:
(P5)+[P3,P4])+(P7)+(P8)+[P1,P2]+P6 5.1.2 剪切沖頭數展開
沖頭數展開是要找出 n 根沖頭在連續沖 模中,所可能規劃的工作站數目及各個工作站 可能排入的沖頭數目。基本上,若不考慮空 站,則 n 根沖頭至少可以排出 2 個工作站,至 多為 n 個工作站,接著的問題是每工作站可排 入幾根沖頭,這可由沖頭數目展開求出。以 n 根沖頭排入兩工作站時,每個工作站上的沖頭 數目分別可展開為:
1+(n-1), 2+(n-2),…,(n-1)+1 共 n-1 種 以 5 根沖頭為例,在兩工作站的沖頭數目 分別可以有 1+4, 2+3, 3+2, 4+1 共 4 種展開方 式,其中 1+4 代表第一工作站排入 1 根沖頭,
第二工作站排入 4 根沖頭。若要將此 5 根沖頭 排入三個工作站,則可由二工作站的最末站沖 頭數目繼續往下展開,例如 2+3 的最末站沖頭 數目 3 再分解為 1+2, 2+1,所以三工作站分別 為 2+1+2, 2+2+1 等 2 種,由以上分析,可以 歸納出沖頭數展開規則:
(1) 一個具有 k 個工作站數的規劃,若最
末站的沖頭數目為 m,且 m > 1,則可 以繼續往 k+1 個工作站數展開。
(2) 若最末站的沖頭數目為 m,且 m > 1,
則數目 m 可展開為 1+(m-1), 2+(m-2),…,(m-1)+1 共 m-1 種。
在本案例中,前站組為導引孔沖頭[P1, P2],故第一站的沖頭數目為 2,其他的數目皆 可省略,再者最末站是以沖頭 P6協助剪除邊 隙帶,其沖頭數目為 1,末站非為 1 也可去除,
另外最多的工作站數 Nshear_max是 6,最少折彎 工作站數 Nshear_min是 5,所以其他站數也可排 除,如此一來有效沖頭數展開如圖 11 所示。
圖 11 剪切沖頭數展開
5.1.3 剪切沖頭排列
沖頭排列是根據沖頭數展開結果,將各個 分組沖頭排入連續沖模合適的工作站上。沖頭 排列的基本規則有三項:
(1) 依據沖頭數展開排入所須沖頭,並由 最多沖頭組合數先處理,再依續處理 其他次多沖頭組合數。
(2) 符合同站、相容及順序等沖頭特性。
(3) 每根沖頭僅安排一次。
沖頭排列的結果:共排出 42 組但其中僅有 14 組為有效解。
5 剪切工作站設計:
([P1, P2])+([P3, P4])+ (P7)+(P5, P8)+(P6) ([P1, P2])+([P3, P4])+ (P8)+(P5, P7)+ (P6)
([P1, P2])+([P3, P4])+( P5, P8)+ (P7)+(P6) ([P1, P2])+([P3, P4])+( P5, P7)+ (P8)+(P6) ([P1, P2])+( [P3, P4], P5)+ (P7)+(P8)+(P6) ([P1, P2])+( [P3, P4], P5)+ (P8)+ (P7)+(P6) 6 剪切工作站設計:
([P1, P2])+ (P5)+([P3, P4])+ (P7)+(P8)+(P6) ([P1, P2])+ (P5)+([P3, P4])+ (P8)+ (P7)+(P6) ([P1, P2])+([P3, P4])+ (P8)+ (P7)+ (P5)+(P6) ([P1, P2])+([P3, P4])+ (P8)+ (P5)+ (P7)+(P6) ([P1, P2])+([P3, P4])+ (P7)+(P8)+ (P5)+(P6) ([P1, P2])+([P3, P4])+ (P7)+ (P5)+ (P8)+(P6) ([P1, P2])+([P3, P4])+ (P5)+ (P7)+(P8)+(P6) ([P1, P2])+([P3, P4])+ (P5)+(P8)+ (P7)+(P6) 5.2 折彎規劃
彎曲規劃的流程如圖 12 所示,概分為兩個 步驟:沖頭設計及道次規劃,分述如下:
圖 12 彎曲規劃流程
(1) 沖頭設計
折彎沖頭的設計分為兩個部份,包括折彎 沖頭設計及折彎樹狀結構。折彎沖頭設計 是依據折彎線進行設計,其結果共有 B1~B4
四根沖頭,另一方面,本研究採用樹狀圖 來表現折彎的特徵結構,此樹狀圖如圖 6 (b)所示。
(2) 道次規劃
道次規劃包括下列三個程序:(1) 沖頭分 組:依據各個沖頭的特性,將折彎沖頭分
為同站組、順序組及互斥組,經過分組的 沖頭,找出所有可以相容的沖頭集合,(2) 沖頭數展開:依據沖頭的數目及展開的規 則,找出所有可能規劃出的工作站數,以 及在各個工作站上可能的沖頭數目,(3)沖 頭排列:將折彎沖頭各自依據沖頭分組的 特性與限制排入各個工作站中。
5.2.1 折彎加工型態
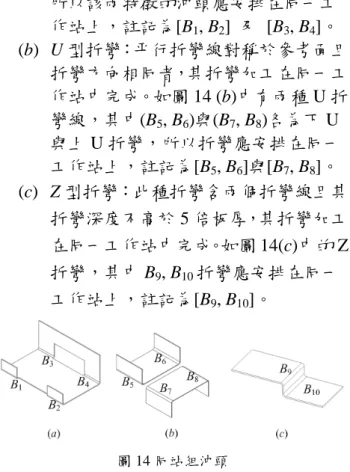
連續沖模主要有四種折彎型態:L 折彎、
Z 折彎、U 折彎與 V 折彎 (Chu, 2000),圖 13 (a)所示為 L 折彎的示意圖,L 折彎又分為上 L 折彎(Up L bend)與下 L 折彎(Down L bend);
圖 13 (b)所示為 Z 折彎,此種折彎是將平面板 材一次成形壓出階梯形斷面,但壓深不可以超 過 5 倍板厚,因為過深容易造成折彎角部的破 裂(Yamaguchi 2001);圖 13 (c)為 U 折彎,是 同時完成對稱的兩個折彎特徵,其中下 U 折 彎(Down U bend)使用兩個沖頭,而上 U 折彎 (Up U bend)則僅用一個沖頭;圖 13 (d)是 V 折 彎,使用兩個沖頭,一個負責壓住板料,另一 個則負責彎出 V 形的形狀。
圖 13 (a) L 折彎, (b) Z 折彎, (c) U 折彎, (d) V 折彎
5.2.2 折彎沖頭分組
折彎沖頭分組是考慮沖頭的特性與沖頭 之間的關係,將沖頭分類為同站組、順序組及 互斥組,以方便後續進行沖頭規劃,以下詳細 說明各分組的規則與作法。
(1) 同站組沖頭:若數個折彎特徵須安排在同 一個工作站中完成,則其所使用的沖頭也 須排列在同一個工作站上,這些沖頭即為 同站組沖頭。同站組沖頭適用於下列三種 情況:共線折彎、U 型折彎與 Z 型折彎,
三種同站規則分述如下:
(a) 共線折彎:數個折彎特徵的折彎線若為 共線,則折彎加工可在同一工作站中完 成,此即為“共線折彎”。例如在圖 14(a)
中,折彎特徵 B1, B2及 B3, B4為共線,
所以該兩特徵的沖頭應安排在同一工 作站上,註記為[B1, B2] 及 [B3, B4]。
(b) U 型折彎:平行折彎線對稱於參考面且 折彎方向相同者,其折彎加工在同一工 作站中完成。如圖 14 (b)中有兩種 U 折 彎線,其中(B5, B6)與(B7, B8)各為下 U 與上 U 折彎,所以折彎應安排在同一 工作站上,註記為[B5, B6]與[B7, B8]。
(c) Z 型折彎:此種折彎含兩個折彎線且其 折彎深度不高於 5 倍板厚,其折彎加工 在同一工作站中完成。如圖 14(c)中的 Z 折彎,其中 B9, B10折彎應安排在同一 工作站上,註記為[B9, B10]。
圖 14 同站組沖頭
進行折彎道次規劃時,有兩點基本的限 制:(1)折彎進行中,板料間不能有相互碰撞 的情形,(2)受限於連續沖模的結構,折彎須 在模板平面上進行。為了能同時處理這兩點,
道次規劃時會以板金件的參考面為基準,由最 外的折彎平面起,依序由外往內進行折彎加 工。例如在圖 15(a)中的板金件,參考面為 PL0,折彎線為 B1, B2, B3, B4,折彎平面為 PL1, PL2, PL3, PL4,所形成的特徵樹狀圖如 15(b) 所示。圖 16 為該板金件的折彎順序示意圖,
此順序是由最外的折彎平面 PL4開始進行,接 著順序為 PL3, PL2, PL1。L_Down 90o與 L_Up 90o分別代表在該折彎的方式為 L 折彎,折彎 方向各為向下或向上,折彎角度為 90o。這種 規劃作法就形成了折彎的順序規則。
圖 15 板件與特徵圖
圖 16 折彎順序
(2) 順序組沖頭:若不同的折彎特徵必須依照 順序安排於前後不同工作站上,則所使用 的折彎沖頭也須依順序排列於各個工作 站,這些沖頭即為順序組沖頭。折彎順序 規則為:折彎的特徵樹狀圖中,在同一枝 葉上其折彎順序必須由最外節點上的折彎 平面開始進行,並依照枝葉上的順序,由 外往內直到參考面為止。
以圖 4 的板件為例,同站規則將可找出 PL1 與 PL2為 U 形折彎,所以折彎線 B1與 B2的折 彎沖頭必須同站排列,註記為[B1, B2](圖 17(a)),另外依特徵樹狀結構,因為折彎平面 PL0, PL3 與 PL4有順序關係,所以折彎 B3與 B4的沖頭必須依序由最外節點往內安排(圖 17(b)),註記為(B4B3)。
圖 17 同站組(a)與順序組(b)的規劃
(3) 互斥組沖頭:若任何兩個或多個折彎特徵 不能安排於同一個工作站中,則所使用的 折彎沖頭也不能安排於同一站,這些沖頭 即為互斥組沖頭。
折彎規劃中的互斥關係來自於屬於順序組 的沖頭,因為順序組沖頭須要依順序排入各個 工作站,就不可能排入同一站。圖 4 的板金件 其所使用的折彎沖頭所形成的沖頭集合 B
={[B1, B2] , B3, B4}中,依先前的分析,其中有 順序關係的沖頭只有(B4B3),折彎沖頭 Bi的 互斥集合註記為 E(Bi),整理後分別各為:
E([B1, B2]) = {Φ}
E(B3) = {B4} E(B4) = {B3}
同站組沖頭[B1, B2]的互斥集合為空集合 Φ,也 就是[B1, B2]可以與任何其他折彎沖頭同站。
Bi的相容集合是指是可以與 Bi規劃於同一工 作站的沖頭所成的集合,Bi的相容集合註記為 C(Bi),由公式(1)得到。
C([B1,B2]) ={ B3, B4} C(B3) = { [B1, B2]}
C(B4) = {[B1, B2] }
由沖頭相容集合中,沖頭集合 B 可以整理出 不同沖頭可以放置於同一個工作站的組合,如 下所列:
單個折彎沖頭組合= (B3) , (B4) 二個折彎沖頭組合= ([B1, B2]) 三個折彎沖頭組合= ([B1, B2] , B4) ,
([B1, B2] , B3) 一個折彎工作站能排入最多沖頭數目為 3,最少折彎工作站數 Nbend_min的規劃僅有兩 站:([B1, B2] , B4)+(B3)或([B1, B2] , B3)+ (B4),
另外,最少的沖頭數組合是一個,分別為:(B3), (B4),則最多折彎工作站數 Nbend_max的規劃有 三站:(B3)+(B4)+ ([B1, B2])
5.2.3 折彎沖頭數展開
圖 4 板件中,其上共有四個折彎線及四個 相對應折彎沖頭,可能安排的工作站數是 2 站、3 站或 4 站,其沖頭數展開如圖 18 所列,
但如所分析其最少折彎工作站數 Nbend_min= 2 及最多折彎工作站數 Nbend_max= 3,所以 4 站 規劃的 1+1+1+1 的方式予以排除。
圖 18 折彎沖頭數展開
5.2.4 折彎沖頭排列
折彎沖頭排列是根據沖頭數展開結果,將 各個分組沖頭排入連續沖模合適的工作站 上。沖頭排列的基本規則有三項:
(1) 依據沖頭數展開排入所須沖頭,並由最多 沖頭組合數先處理,再依續處理其他次多 沖頭組合數。
(2) 須符合同站、相容及順序等沖頭的特性。
(3) 每個沖頭僅安排一次。
圖4板件中以二工作站1+3排列為例,三個 沖頭相容組合有兩組:((B1, B2), B4)及( (B1, B2), B3),另外單個沖頭組合也有兩組:(B3), (B4),
排入過程與結果參考圖19。
圖19 折彎沖頭排列
圖19的的四組排列結果中,(2)與(3)違反 每個沖頭僅安排一次的規則,故不予採用,再 檢討剩下的兩組,又發現第一組(B3)+([B1, B2],B4)的安排會違反(B4B3)順序規則,故此 規劃也不成立,僅有(B4)+ ([B1, B2],B3)的規劃 為正確。可找出以下共五組彎曲沖頭排列:
1+3 (B4)+ ([B1, B2], B3) 3+1 ([B1, B2] , B4)+ (B3) 1+1+2 (B4)+(B3)+([B1, B2]) 1+2+1 (B4)+([B1, B2])+(B3) 2+1+1 ([B1, B2])+ (B4)+ (B3) 5.3 折彎與剪切規劃整合
折彎與剪切規劃整合是將 5.1 與 5.2 節中 已完成兩種沖頭規劃合併,並將各個沖頭排入 不同工作站中,形成料條規劃。整合折彎與剪 切規劃的作法是先將兩種沖頭分組為前站 組,末站組與順序組,接著再運用整合程序合 併。三種分類的規則說明如下:
(1) 前站組沖頭: 剪切加工的定位孔沖頭須 排於最前站,沖頭[P1, P2]屬於前站組沖 頭。
(2) 末站組沖頭: 負責切除邊繫帶或橋帶的 剪切沖頭須排於製程的最後站,沖頭 P6 屬於末站組沖頭。
(3) 順序組沖頭:
(a) 折彎加工時,必須在其周圍材料剪除 後才能進行,圖 10 使用的沖頭中,
負責剪除材料的沖頭 P7必須安排於 折彎沖頭[B1,B2]之前,註記為 P7([B1,B2]),另外沖頭 P8必須安排 於折彎沖頭 B1,B2, B3,B4於前,註記 為 P8([B1,B2]), B3,B4。
(b) 有位置精度考慮的沖孔必須於完成 折彎後再加工,圖 10 的沖頭中,負 責沖孔的沖頭 P7必須安排於折彎沖 頭 B3之後,註記為 B3P5。
整合折彎與剪切規劃的程序與原則說明 如下:
(1) 將前站組沖頭與末站組沖頭先獨立出 來,不列入規劃以減少作業。
(2) 依據順序規則將折彎與剪切的道次規劃 合併形成新的道次規劃。
(3) 整合過程中,不可以變化折彎與剪切沖頭 各自原本道次順序。
圖20中,以3工作站折彎沖頭(B4)+(B3)+([B1,B2]) 與6工作站剪切沖頭([P1,P2])+ ([P3,P4])+
(P8)+(P7)+ (P5)+(P6)的整合為例,首先將已確 定的前站組[P1,P2]與末站組P6獨立出來,不列 入整合,接著依據順序規則檢查各折彎沖頭的 插入點,依據順序關係的P7[B1,B2],所以 [B1,B2]整組折彎沖頭有二個插入點,分別在沖 頭P7與P5之後,另外(P8B3)與(B3 P5)的規 則讓B3有兩個插入點,分別在P8與P7之後,
(P8B4)的規則讓B4有3個插入點,分別在P8、 P7與P5之後,但在P5的插入點會將在B4之後的 彎曲規劃(B3)+([B1, B2])移動至P5之後,此將違 反B3 P5的規則,所以取消P5的插入點。

),另外依特](https://thumb-ap.123doks.com/thumbv2/9libinfo/9123811.408368/14.892.89.435.86.209/折彎順序順序組沖頭若不同折彎特徵必須依照順序安排於前後不同工.webp)