第四章 結果與討論
本章節係將實驗所得之結果,依各部份所得之實驗結果分別陳述與討 論。
首先在金相組織觀察部份為比較分析銲接前後於試片各區域晶粒組 織變化關係。
拉伸試驗部份以常溫拉伸及高溫拉伸兩主題呈現。呈現內容包含紀錄 母材常溫拉伸結果、常溫於不同銲接方式所得之拉伸試驗結果及在高溫不 同溫度條件下於不同銲接方式所得之拉伸試驗的實驗結果。呈現包含抗拉 強度、0.2%降伏強度、伸長率、應變值及銲件之破斷面位置,並製成圖表 以作分析比較當不同溫度與不同銲接方式下,Haynes 230 超合金銲件在抗 拉強度、0.2%降伏強度、伸長率及應變值這些方面之差異情形。
微硬度試驗之實驗結果呈現包括母材硬度及對 Haynes230 超合金施 予 TIG 有填料銲接、TIG 無填料銲接及 PAW 銲接三種對接銲接方式之後 所得實驗結果於銲道、熱影響區及母材三部份之硬度值呈現,將所得實驗 結果製成圖表以針對不同銲接方式做各部位硬度值之比較及討論,用以了 解不同銲接方法後銲件各部位硬度值之差異情形。
最後部分為以 SEM 觀察不同條件下施予拉伸試驗之銲件所得之拉伸 破斷面組織,以瞭解其破斷面之破斷型態。以上各部份之結果與討論分別 陳述於下。
第一節 金相顯微組織觀察
壹、 母材
圖 4-1 為母材顯微金相組織。由圖示可以得知,Haynes230 超合金之 金相組織其晶粒均為等軸晶之組織,且其晶界與晶粒清晰可見。與 Haynes 230 公司的文獻所提及”微觀結構通常會有主要碳化物散佈在單相母 材,而使得晶界顯得清楚”的敘述一致。
圖4-1 母材顯微金相組織(200倍)
貳、 TIG有填料銲接
圖 4-2 為 Haynes 230 超合金實施 TIG 有填料銲接之後觀察所得之金 相組織。由此圖(a)可清楚看到銲道部位材料亦即熔融區部位的晶粒組織為 由熔融線以等軸樹枝狀晶組織向中央成長的現象。並由圖之(b)可清楚看 出 TIG 有填料銲接後在母材之顯微組織。由圖 4-2 可看出銲道之組織為樹 枝狀晶,母材部位之組織則為等軸晶之組織。
(a)TIG有填料銲道(200倍) (b) TIG有填料母材(200倍)
(c) TIG有填料熔融區及熱影響區 圖4-2 TIG有填料銲接金相組織圖
參、 TIG無填料銲接
圖 4-3 為 Haynes 230 超合金實施 TIG 無填料銲接之後觀察所得之金 相組織。由此圖(a)可清楚看到銲道部位材料亦即熔融區部位的晶粒組織為 由熔融線以等軸樹枝狀晶組織向中央成長的現象。並由圖之(b)可清楚看 出 Haynes230 超合金經 TIG 無填料銲接後在母材部位之顯微組織。由圖 4-3 可看出實施 TIG 無填料銲接之後,所得的顯微金相組織圖之型式與 TIG 有填料銲接相同,即為於銲道部位之組織為樹枝狀晶,母材部位之組 織則為等軸晶之組織。
(a)TIG無填料銲接銲道(200倍)
(b)TIG無填料銲接熱影響區及母材(200倍) 圖4-3 TIG無填料銲接金相組織圖 熱影響區
母材
肆、 PAW無填料銲接
圖 4-4 為 Haynes 230 超合金實施 PAW 無填料銲接之後觀察所得之金 相組織。由此圖(a)可清楚看到銲道部位材料亦即熔融區部位的晶粒組織為 由熔融線以等軸樹枝狀晶組織向中央成長的現象。並由圖之(b)可清楚看 出 PAW 無填料銲接後在熱影響區及母材之顯微組織。由圖 4-4 可看出實 施 PAW 無填料銲接之後,所得的顯微金相組織圖之型式與 TIG 有填料銲 接及 TIG 無填料銲接相同,即為銲道之組織皆為樹枝狀晶,母材部位之 組織則為等軸晶之組織。
(a)PAW無填料銲接銲道(100倍)
(b)PAW無填料銲接熱影響區及母材(100倍) 圖4-4 PAW無填料銲接金相組織圖
熱影響區
母材
第二節 拉伸試驗
壹、常溫拉伸
Haynes 230 超合金銲件經加工後製成拉伸試片,以進行拉伸試驗。
由拉伸試驗機拉伸並記錄與繪製荷重─伸長曲線,求出材料之抗拉強度 (UTS)、降伏強度(YS)及應變(EL)。並依所進行拉伸試驗所得的資料製成 表 4-1 並加以分析歸納及結果討論。
表4-1 常溫拉伸試驗統計表 銲接
方式
試片 樣本
破斷 位置
伸長量 (mm)
UTS (MPa)
平均值 (MPa)
YS (MPa)
平均值 (MPa)
EL (%)
平均值 (%) 1 母材 16.2 853 583 51
2 母材 15.8 863 471 49 母材
無銲接
3 母材 15.1 826
848
451
502
48 49
1 銲道 13.0 726 424 35 2 銲道 14.1 746 436 44 TIG
有填料
3 銲道 10.1 660
711
386
415
32 37
1 銲道 12.9 759 423 41 2 銲道 12.2 732 419 38 TIG
無填料
3 銲道 13.8 746
746
436
426
43 41
1 銲道 6.2 602 404 19 2 銲道 10.1 680 392 31 PAW
無填料
3 銲道 10.5 686
656
419
405
33 28
由表 4-1 可以得知,Haynes230 超合金母材於常溫下進行拉伸試驗,
其 UTS 平均值為 848 MPa、YS 平均值為 502 MPa 及 EL 平均值為 49 %;
Haynes230 超合金經過 TIG 有填料銲接之銲件,其 UTS 平均值為 711 MPa、YS 平均值為 415 MPa 及 EL 平均值為 37 %;Haynes230 超合金經 過 TIG 無填料銲接銲件,其 UTS 平均值為 746 MPa、YS 平均值為 426 MPa 及 EL 平均值為 41 %;Haynes230 超合金經過 PAW 無填料銲接之銲件,
其 UTS 平均值為 656 MPa、YS 平均值為 405 MPa 及 EL 平均值為 28 %。
圖 4-5 為 Haynes230 超合金經不同銲接法後,銲件之 UTS 值比較圖。
可得知 UTS 平均值由大至小排列為母材>TIG 無填料銲件>TIG 有填料 銲件>PAW 無填料銲件。
0 200 400 600 800 1000
母材 TIG有填料 TIG無填料 PAW無填料
UTS平均值(MPa)
圖4-5 不同銲接法之銲件之UTS值
圖 4-6 為 Haynes230 超合金經不同銲接法後,銲件之 YS 值比較圖。
可得知 YS 平均值由大至小排列為母材>TIG 無填料銲件>TIG 有填料銲 件>PAW 無填料銲件。
0 100 200 300 400 500 600
母材 TIG有填料 TIG無填料 PAW無填料
YS平均值(MPa)
圖4-6 不同銲接法之銲件之YS值
圖 4-7 為 Haynes230 超合金經不同銲接法後,銲件之 EL 值比較圖。
可得知 EL 平均值由大至小排列為母材>TIG 無填料銲件>TIG 有填料銲 件>PAW 無填料銲件。
0 10 20 30 40 50
母材 TIG有填料 TIG無填料 PAW無填料
EL平均值(%)
圖4-7 不同銲接法之銲件之EL值
圖 4-8 為 Haynes230 超合金經不同銲接法之後,銲件於常溫拉伸之拉 伸試驗性質整合圖,由圖可知不同銲接法於常溫拉伸之機械性質比較結 果。
0 200 400 600 800 1000
1 2 3 4
UTS YS EL
母材 TIG 有填料
TIG 無填料
PAW 無填料
貳、高溫拉伸
Haynes230 超合金銲件高溫拉伸是驗共於 300℃、400℃及 500℃三種 溫度下試驗,由高溫拉伸試驗機進行拉伸並記錄與繪製荷重─伸長曲線,
求出材料之抗拉強度(UTS)、降伏強度(YS)及伸長率(EL)。並依所進行拉 伸試驗所得的資料製成表格並加以分析歸納及結果討論。
一、TIG 有填料銲接銲件高溫拉伸試驗
TIG 有填料銲接銲件高溫拉伸試驗結果如表 4-2 所示。由表可 知 300℃之下,所得之 UTS 平均值為 630 MPa、YS 平均值為 307 MPa 及 EL 平均值為 39 %;400℃之下,所得之 UTS 平均值為 601 MPa、YS 平均值為 290 MPa 及 EL 平均值為 40 %;500℃之下,所 得之 UTS 平均值為 568 MPa、YS 平均值為 279 MPa 及 EL 平均值 為 37 %。
表 4-2 TIG 有填料銲件高溫拉伸試驗統計表 銲接
方式
測試 溫度 (℃)
試片 編號
破斷 位置
伸長量 (mm)
UTS (MPa)
平均值 (MPa)
YS (MPa)
平均值 (MPa)
EL (%)
平均值 (%) 1 銲道 11.2 612 298 35
2 銲道 13.8 653 319 43 300
3 銲道 12.7 626
630
303
307
40
39
1 銲道 12.5 594 290 39 2 銲道 14.0 615 297 44 400
3 銲道 12.0 594
601
285
290
37
40
1 銲道 12.2 571 280 38 2 銲道 11.6 564 281 36 TIG
有填料
500
3 銲道 11.7 568
568
275
279
37
37
圖 4-9 為 Haynes230 超合金經 TIG 有填料銲接後銲件於 300℃、400℃
及 500℃之下進行高溫拉身試驗所得 UTS 值之比較圖。可得知 Haynes230 超合金以 TIG 有填料銲接後,銲件於此三種溫度之下做高溫拉伸試驗,
所得之 UTS 平均值由大至小排列為 300℃之值>400℃之值>500℃之值。
520 540 560 580 600 620 640
300℃ 400℃ 500℃
UTS平均值(MPa)
圖 4-9 TIG 有填料銲件不同溫度下之 UTS 值比較圖
圖 4-10 為 Haynes230 超合金經 TIG 有填料銲接後銲件於 300℃、400℃
及 500℃之下進行高溫拉伸試驗所得 YS 值之比較圖。可得知 Haynes230 超合金以 TIG 有填料銲接後,銲件於此三種溫度之下做高溫拉伸試驗,
所得之 YS 平均值由大至小排列為 300℃之值>400℃之值>500℃之值。
260 270 280 290 300 310
300℃ 400℃ 500℃
YS平均值(MPa)
圖 4-10 TIG 有填料銲件不同溫度下之 YS 值比較圖
圖 4-11 為 Haynes230 超合金經 TIG 有填料銲接後銲件於 300℃、400℃
及 500℃之下進行高溫拉伸試驗所得 EL 值之比較圖。可得知 Haynes230 超合金以 TIG 有填料銲接後,銲件於此三種溫度之下做高溫拉伸試驗,
所得之 EL 平均值由大至小排列為 400℃之值>300℃之值>500℃之值。
35 36 37 38 39 40
300℃ 400℃ 500℃
EL平均值(%)
圖 4-11 TIG 有填料銲件不同溫度下之 EL 值比較圖
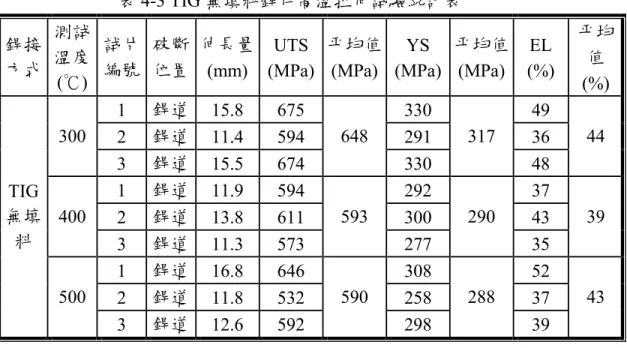
二、TIG 無填料銲接銲件高溫拉伸試驗
TIG 無填料銲接銲件高溫拉伸試驗結果如表 4-3 所示。由表可 知 300℃之下,所得之 UTS 平均值為 648 MPa、YS 平均值為 317 MPa 及 EL 平均值為 44 %;400℃之下,所得之 UTS 平均值為 592 MPa、YS 平均值為 290 MPa 及 EL 平均值為 39 %;500℃之下,所 得之 UTS 平均值為 590 MPa、YS 平均值為 288 MPa 及 EL 平均值 為 43 %。
表 4-3 TIG 無填料銲件高溫拉伸試驗統計表 銲接
方式 測試 溫度 (℃)
試片 編號
破斷 位置
伸長量 (mm)
UTS (MPa)
平均值 (MPa)
YS (MPa)
平均值 (MPa)
EL (%)
平均 值 (%) 1 銲道 15.8 675 330 49 2 銲道 11.4 594 291 36 300
3 銲道 15.5 674
648
330
317
48 44
1 銲道 11.9 594 292 37 2 銲道 13.8 611 300 43 400
3 銲道 11.3 573
593
277
290
35 39
1 銲道 16.8 646 308 52 2 銲道 11.8 532 258 37 TIG
無填 料
500
3 銲道 12.6 592
590
298
288
39 43
圖 4-12 為 Haynes230 超合金經 TIG 無填料銲接後銲件於 300℃、400℃
及 500℃之下進行高溫拉伸試驗所得 UTS 值之比較圖。可得知 Haynes230 超合金以 TIG 無填料銲接後,銲件於此三種溫度之下做高溫拉伸試驗,
所得之 UTS 平均值由大至小排列為 300℃之值>400℃之值>500℃之值。
560 580 600 620 640 660
300℃ 400℃ 500℃
UTS平均值(MPa)
圖 4-12 TIG 無填料銲件不同溫度下之 UTS 值比較圖
圖 4-13 為 Haynes230 超合金經 TIG 無填料銲接後銲件於 300℃、400℃
及 500℃之下進行高溫拉伸試驗所得 YS 值之比較圖。可得知 Haynes230 超合金以 TIG 無填料銲接後,銲件於此三種溫度之下做高溫拉伸試驗,
所得之 YS 平均值由大至小排列為 300℃之值>400℃之值>500℃之值。
270 280 290 300 310 320
300℃ 400℃ 500℃
YS平均值(MPa)
圖 4-13 TIG 無填料銲件不同溫度下之 YS 值比較圖
圖 4-14 為 Haynes230 超合金經 TIG 無填料銲接後銲件於 300℃、400℃
及 500℃之下進行高溫拉伸試驗所得 EL 值之比較圖。可得知 Haynes230 超合金以 TIG 無填料銲接後,銲件於此三種溫度之下做高溫拉伸試驗,
所得之 EL 平均值由大至小排列為 300℃之值>500℃之值>400℃之值。
34 36 38 40 42 44 46
300℃ 400℃ 500℃
EL平均值(%)
圖 4-14 TIG 無填料銲件不同溫度下之 EL 值比較圖
三、PAW 無填料銲接銲件高溫拉伸試驗
PAW 無填料銲接銲件高溫拉伸試驗結果如表 4-4 所示。由表 可知 300℃之下,所得之 UTS 平均值為 535 MPa、YS 平均值為 270 MPa 及 EL 平均值為 21 %;400℃之下,所得之 UTS 平均值為 529 MPa、YS 平均值為 266 MPa 及 EL 平均值為 26 %;500℃之下,所 得之 UTS 平均值為 504 MPa、YS 平均值為 246 MPa 及 EL 平均值 為 25 %。
表 4-4 PAW 無填料銲件高溫拉伸試驗統計表 銲接
方式 測試 溫度 (℃)
試片 編號
破斷 位置
伸長量 (mm)
UTS (MPa)
平均值 (MPa)
YS (MPa)
平均值 (MPa)
EL (%)
平均 值 (%) 1 銲道 7.0 537 269 22
2 銲道 6.3 522 267 20 300
3 銲道 7.0 546
535
275
270
22 21
1 銲道 8.5 515 254 27 2 銲道 10.5 576 290 33 400
3 銲道 5.7 495
529
253
266
18 26
1 銲道 7.9 498 246 25 PAW
無填 料
500 2 銲道 8.2 509 504
246 246
26 25
圖 4-15 為 Haynes230 超合金經 PAW 無填料銲接後銲件於 300℃、
400℃及 500℃之下進行高溫拉伸試驗所得 UTS 值之比較圖。可得知 Haynes230 超合金以 PAW 無填料銲接後,銲件於此三種溫度之下做高溫 拉伸試驗,所得之 UTS 平均值由大至小排列為 300℃之值>400℃之值>
500℃之值。
480 490 500 510 520 530 540
300℃ 400℃ 500℃
UTS平均值(MPa)
圖4-15 PAW無填料銲件不同溫度下之UTS值比較圖
圖 4-16 為 Haynes230 超合金經 PAW 無填料銲接後銲件於 300℃、
400℃及 500℃之下進行高溫拉伸試驗所得 YS 值之比較圖。可得知 Haynes230 超合金以 PAW 無填料銲接後,銲件於此三種溫度之下做高溫 拉伸試驗,所得之 YS 平均值由大至小排列為 300℃之值>400℃之值>
500℃之值。
230 240 250 260 270 280
300℃ 400℃ 500℃
YS平均值(MPa)
圖4-16 PAW無填料銲件不同溫度下之YS值比較圖
圖 4-17 為 Haynes230 超合金經 PAW 無填料銲接後銲件於 300℃、
400℃及 500℃之下進行高溫拉伸試驗所得 EL 值之比較圖。可得知 Haynes230 超合金以 PAW 無填料銲接後,銲件於此三種溫度之下做高溫 拉伸試驗,所得之 EL 平均值由大至小排列為 400℃之值>500℃之值>
300℃之值。
0 5 10 15 20 25 30
300℃ 400℃ 500℃
EL平均值(%)
圖4-17 PAW無填料銲件不同溫度下之EL值比較圖 四、300℃不同銲接方法銲件高溫拉伸試驗結果比較
圖 4-18 為 Haynes230 超合金以 TIG 有填料銲接、TIG 無填料 銲接及 PAW 無填料銲接後之銲件,於 300℃之下進行高溫拉伸試 驗,所得到的 UTS 值之比較。由圖可知,於 300℃之下,UTS 值 由大至小排列為 TIG 無填料之值>TIG 有填料之值>PAW 無填料 之值。
0 100 200 300 400 500 600 700
TIG有填料 TIG無填料 PAW無填料
300℃ UTS平均值(MPa)
圖4-18 300℃不同銲接法之銲件UTS值比較
圖 4-19 為 Haynes230 超合金以 TIG 有填料銲接、TIG 無填料銲接及 PAW 無填料銲接後之銲件,於 300℃之下進行高溫拉伸試驗,所得到的 YS 值之比較。由圖可知,於 300℃之下,YS 值由大至小排列為 TIG 無填 料之值>TIG 有填料之值>PAW 無填料之值。
240 260 280 300 320
TIG有填料 TIG無填料 PAW無填料
300℃ YS平均值(MPa)
圖4-19 300℃不同銲接法之銲件YS值比較
圖 4-20 為 Haynes230 超合金以 TIG 有填料銲接、TIG 無填料銲接及 PAW 無填料銲接後之銲件,於 300℃之下進行高溫拉伸試驗,所得到的 EL 值之比較。由圖可知,於 300℃之下,EL 值由大至小排列為 TIG 無填 料之值>TIG 有填料之值>PAW 無填料之值。
0 10 20 30 40 50
TIG有填料 TIG無填料 PAW無填料
300℃ EL平均值(%)
圖4-20 300℃不同銲接法之銲件EL值比較
圖 4-21 為 Haynes230 超合金經不同銲接法之後,銲件於 300℃高溫拉 伸之拉伸試驗性質整合圖,由圖可知不同銲接法於 300℃拉伸之機械性質 比較結果。
0 100 200 300 400 500 600 700
1 2 3
UTS YS EL
TIG 有填料
TIG 無填料
PAW 無填料
五、400℃不同銲接方法銲件高溫拉伸試驗結果比較
圖 4-22 為 Haynes230 超合金以 TIG 有填料銲接、TIG 無填料 銲接及 PAW 無填料銲接後之銲件,於 400℃之下進行高溫拉伸試 驗,所得到的 UTS 值之比較。由圖可知,於 300℃之下,UTS 值 由大至小排列為 TIG 有填料之值>TIG 無填料之值>PAW 無填料 之值。
480 500 520 540 560 580 600 620
TIG有填料 TIG無填料 PAW無填料
400℃ UTS平均值(MPa)
圖4-22 400℃不同銲接法之銲件UTS值比較
圖 4-23 為 Haynes230 超合金以 TIG 有填料銲接、TIG 無填料銲接及 PAW 無填料銲接後之銲件,於 400℃之下進行高溫拉伸試驗,所得到的 YS 值之比較。由圖可知,於 400℃之下,YS 值由大至小排列為 TIG 有填 料之值>TIG 無填料之值>PAW 無填料之值。
250 260 270 280 290 300
TIG有填料 TIG無填料 PAW無填料
400℃ YS平均值(MPa)
圖 4-23 400℃不同銲接法之銲件 YS 值比較
圖 4-24 為 Haynes230 超合金以 TIG 有填料銲接、TIG 無填料銲接及 PAW 無填料銲接後之銲件,於 400℃之下進行高溫拉伸試驗,所得到的 EL 值之比較。由圖可知,於 400℃之下,EL 值由大至小排列為 TIG 有填 料之值>TIG 無填料之值>PAW 無填料之值。
0 10 20 30 40
TIG有填料 TIG無填料 PAW無填料
400℃ EL平均值(%)
圖 4-24 400℃不同銲接法之銲件 EL 值比較
圖 4-25 為 Haynes230 超合金經不同銲接法之後,銲件於 400℃高溫拉 伸之拉伸試驗性質整合圖,由圖可知不同銲接法於 400℃拉伸之機械性質 比較結果。
0 100 200 300 400 500 600 700
1 2 3
UTS YS EL
圖 4-25 400℃不同銲接法拉伸性質比較圖
五、500℃不同銲接方法銲件高溫拉伸試驗結果比較
圖 4-26 為 Haynes230 超合金以 TIG 有填料銲接、TIG 無填料 銲接及 PAW 無填料銲接後之銲件,於 500℃之下進行高溫拉伸試 驗,所得到的 UTS 值之比較。由圖可知,於 500℃之下,UTS 值 由大至小排列為 TIG 無填料之值>TIG 有填料之值>PAW 無填料 之值。
TIG 有填料
TIG 無填料
PAW 無填料
460 480 500 520 540 560 580 600
TIG有填料 TIG無填料 PAW無填料
500℃ UTS平均值(MPa)
圖 4-26 500℃不同銲接法之銲件 UTS 值比較
圖 4-27 為 Haynes230 超合金以 TIG 有填料銲接、TIG 無填料銲接及 PAW 無填料銲接後之銲件,於 500℃之下進行高溫拉伸試驗,所得到的 YS 值之比較。由圖可知,於 500℃之下,YS 值由大至小排列為 TIG 無填 料之值>TIG 有填料之值>PAW 無填料之值。
220 230 240 250 260 270 280 290
TIG有填料 TIG無填料 PAW無填料
500℃ YS平均值(MPa)
圖 4-27 500℃不同銲接法之銲件 YS 值比較
圖 4-28 為 Haynes230 超合金以 TIG 有填料銲接、TIG 無填料銲接及 PAW 無填料銲接後之銲件,於 500℃之下進行高溫拉伸試驗,所得到的 EL 值之比較。由圖可知,於 500℃之下,EL 值由大至小排列為 TIG 無填 料之值>TIG 有填料之值>PAW 無填料之值。
0 10 20 30 40 50
TIG有填料 TIG無填料 PAW無填料
500℃ EL平均值(%)
圖 4-28 500℃不同銲接法之銲件 EL 值比較
圖 4-29 為 Haynes230 超合金經不同銲接法之後,銲件於 500℃高溫拉 伸之拉伸試驗性質整合圖,由圖可知不同銲接法於 500℃拉伸之機械性質 比較結果。
0 100 200 300 400 500 600
1 2 3
UTS YS EL
圖 4-29 500℃不同銲接法拉伸性質比較圖 TIG
有填料
TIG 無填料
PAW 無填料
參、討論:
由常溫及高溫拉伸試驗結果可以發現,Haynes230 超合金經 TIG 有填料、TIG 無填料及 PAW 無填料銲接後之銲件,經拉伸試驗後所 得之結果,均具有優秀之強度值。且從 TIG 有填料及 TIG 無填料銲 接法銲件所得之強度值可以歸納,以 TIG 銲接法可以得到比 PAW 銲 接法強度值更優異之 Haynes230 超合金銲件。因拉伸試驗機具有正負 10%之誤差,故 Haynes230 超合金在 TIG 及 PAW 銲接法之銲件於 300 ℃、400℃及 500℃之溫差之下時如文獻所提,並不會有顯著之強度 負斜率增加之情形出現,代表當溫度於 300℃~500℃之溫度區間之 下,Haynes230 超合金銲件之強度性質是穩定的。
拉伸試驗結果於應變數據值部份,如上述實驗結果所呈現,其數 值有較大之波動現象,這是因為於銲接進行時,因銲接設備之限制,
致使必須以固定電流、隨時調整走速之方式施銲。導致無法控制銲道 厚度一致所造成的現象,雖然銲道厚度不一致之現象並不影響強度值 之量測,但若欲研究 Haynes230 超合金之機械性質之應變部分時,則 需注意銲道厚度需一致的限制。最好能先進行填口試驗,以找出最佳 銲接參數,再以能穩定施銲之設備,進行銲接,即可避免銲道厚度不 均勻之現象。
第三節 硬度試驗
微硬度試驗部分是將 Haynes230 超合金分別以 TIG 有填料、TIG 無填 料及 PAW 無填料銲接後製成之銲件,以維克氏硬度試驗機進行硬度試 驗。試驗是以荷重 500gf、10sec 進行。從垂直銲道之中心線方向向兩側延 伸,每 0.5mm 打一點,同步配合金相組織觀察以確定測試範圍包含銲道、
熱影響區及母材三部分。試驗結果如下:
壹、TIG 有填料銲接
Haynes230 超合金經 TIG 有填料銲接後之銲件之微硬度試驗結果 如表 4-5 所示。可得知銲道部分之硬度平均值為 213(HV);銲道兩側 之熱影響區之硬度平均值分別為 215(HV)及 218 (HV),可得兩側熱影
響區之硬度平均值為 217 (HV);兩側母材之硬度平均值分別為 229 (HV)及 228 (HV),可得兩側母材之硬度平均值為 229(HV)。
表 4-5 TIG 有填料銲件硬度值 銲接方式 銲件位置 硬度值
(HV)
平均值 (HV) 223
225 母 材 246
223
229
204 217 225 224 208 208 212 熱影響區
221
215
213 TIG
有填料
銲 道
210
213
214 214 211 215 214 224 223 223 216 210 222 219 熱影響區
210
218
236 230 223 母 材
224
228
Haynes230 超合金經 TIG 有填料銲後之銲件於銲道、熱影響區及母材 三部分之硬度值比較圖如圖 4-26 所示。由圖可知,Haynes230 超合金經 TIG 有填料銲接後,其銲件於銲道、熱影響區及母材三部份之硬度值由大 至小排列為母材>熱影響區>銲道。
200 205 210 215 220 225 230
母材 熱影響區 銲道
TIG有填料
圖 4-30 TIG 有填料銲件硬度值比較圖
貳、TIG 無填料銲接
Haynes230 超合金經 TIG 無填料銲接後之銲件之微硬度試驗結果 如表 4-6 所示。可得知銲道部分之硬度平均值為 220(HV);銲道兩側 之熱影響區之硬度平均值分別為 221(HV)及 217 (HV),可得兩側熱影 響區之硬度平均值為 219 (HV);兩側母材之硬度平均值分別為 215 (HV)及 216 (HV),可得兩側母材之硬度平均值為 216(HV)。
表 4-6 TIG 無填料銲件硬度值 銲接方式 銲件位置 硬度值
(HV)
平均值 (HV) 213
221 母 材
211
215
215 218 222 225 232 熱影響區
216
221
233 213 219 221 223 221 銲 道
208
220
219 225 211 205 219 熱影響區
225
217 TIG
無填料
母 材 212 216
222 215
Haynes230 超合金經 TIG 無填料銲後之銲件於銲道、熱影響區及母材 三部分之硬度值比較圖如圖 4-27 所示。由圖可知,Haynes230 超合金經 TIG 無填料銲接後,其銲件於銲道、熱影響區及母材三部份之硬度值由大 至小排列為銲道>熱影響區>母材。
213 214 215 216 217 218 219 220
母材 熱影響區 銲道
TIG無填料
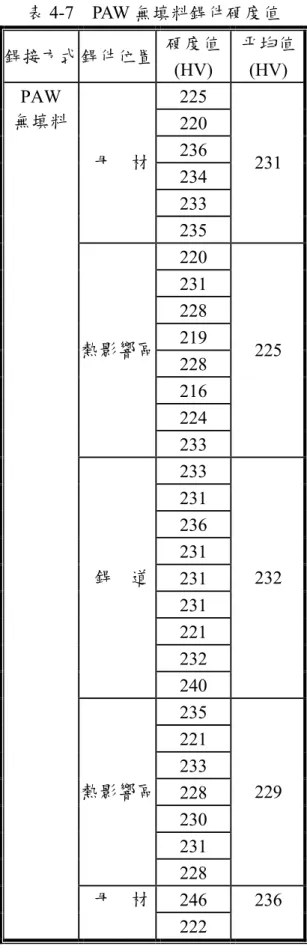
圖 4-31 TIG 無填料銲件硬度值比較圖 參、PAW 無填料銲接
Haynes230 超合金經 TIG 無填料銲接後之銲件之微硬度試驗結果 如表 4-7 所示。可得知銲道部分之硬度平均值為 232(HV);銲道兩側 之熱影響區之硬度平均值分別為 225(HV)及 229 (HV),可得兩側熱影 響區之硬度平均值為 227 (HV);兩側母材之硬度平均值呈現分別為 231(HV)及 236(HV),可得兩側母材之硬度平均值為 233 (HV)。
表 4-7 PAW 無填料銲件硬度值 銲接方式 銲件位置 硬度值
(HV)
平均值 (HV) 225
220 236 234 233 母 材
235
231
220 231 228 219 228 216 224 熱影響區
233
225
233 231 236 231 231 231 221 232 銲 道
240
232
235 221 233 228 230 231 熱影響區
228
229
246 PAW
無填料
母 材
222
236
236 246 231 235
Haynes230 超合金經 PAW 無填料銲後之銲件於銲道、熱影響區及母 材三部分之硬度值比較圖如圖 4-28 所示。由圖可知,Haynes230 超合金經 PAW 無填料銲接後,其銲件於銲道、熱影響區及母材三部份之硬度值由 大至小排列為母材>銲道>熱影響區。
224 226 228 230 232 234
母材 熱影響區 銲道
PAW無填料
圖 4-32 PAW 無填料銲件硬度值比較圖
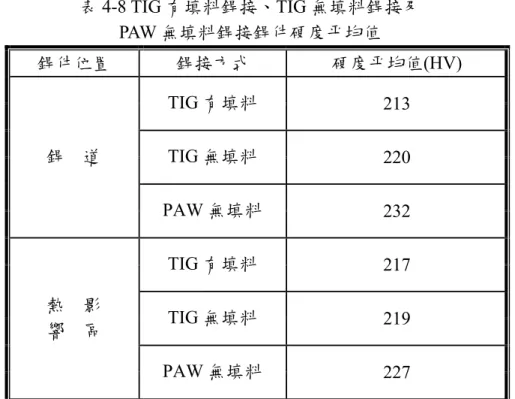
肆、TIG 有填料、TIG 無填料及 PAW 無填料銲件硬度值比較
Haynes230 超合金經 TIG 有填料銲接、TIG 無填料銲接及 PAW 無填料銲接後之銲件於銲道及熱影響區之硬度值分佈如圖 4-28 所示;
其不同銲接方法之銲件於銲道及熱影響區之硬度平均值如表 4-8 所示 。由圖 4-29 及表 4-8 可知,Haynes230 超合金經 TIG 有填料、TIG 無 填料及 PAW 無填料銲接後之銲件,以銲件於銲道及熱影響區之硬度 平均值趨勢而言,其值由大至小排列均為 PAW 無填料>TIG 無填料 >TIG 有填料;除此之外,亦可得知,於本試驗中,Haynes230 超合 金經 TIG 有填料、TIG 無填料 PAW 無填料銲接後所得之銲件整體硬 度值之表現由大至小亦為 PAW 無填料>TIG 無填料>TIG 有填料。
180 190 200 210 220 230 240 250
6 5 4 3 2 1 0 1 2 3 4 5
距銲道中心線距離(mm) 硬度值(HV)
TIG有填料 TIG無填料 PAW無填料
圖 4-33 TIG 有填料銲接、TIG 無填料銲接及 PAW 無填料銲接銲件硬度值
表 4-8 TIG 有填料銲接、TIG 無填料銲接及 PAW 無填料銲接銲件硬度平均值
銲件位置 銲接方式 硬度平均值(HV) TIG 有填料 213
TIG 無填料 220 銲 道
PAW 無填料 232
TIG 有填料 217
TIG 無填料 219 熱 影
響 區
PAW 無填料 227
圖 4-29 為 Haynes230 超合金經不同銲接法之後,銲件硬度試驗性質 整合圖,由圖可知不同銲接法於硬度值之機械性質比較結果。
200 205 210 215 220 225 230 235
1 2 3
銲道 熱影響區
圖 4-34 不同銲接法硬度值比較圖 TIG
有填料
TIG 無填料
PAW 無填料
伍、討論
由硬度試驗結果可以發現,Haynes230 超合金經 TIG 有填料、TIG 無填料及 PAW 無填料銲接後之銲件,經硬度試驗後所得之結果,均 具有優秀之硬度值。且從 TIG 有填料及 TIG 無填料銲接法銲件所得 之硬度值可以驗證,以 PAW 銲接法可以得到比 TIG 銲接法硬度值更 優異之 Haynes230 超合金銲件。因維克氏硬度試驗之具有正負 10%
之誤差,故更可發現 Haynes230 超合金於 TIG 有填料 TIG 無填料及 PAW 無填料銲接法後之銲件之硬度值均屬於同一區間;也就是說明 Haynes230 超合金於 TIG 有填料 TIG 無填料及 PAW 無填料銲接法後 之銲件之硬度性質是穩定的。
第四節 SEM試驗
本研究於 Haynes230 超合金之 SEM 及 EDS 試驗部分,是取 Haynes230 超合金經 TIG 有填料、TIG 無填料及 PAW 無填料銲接後之銲件經拉伸試 驗後之試片,以 SEM 設備觀察其破斷面組織型態,藉以了解 Haynes230 超合金之破斷面組織屬於延性破斷或是脆性破斷及破斷面之組織成份為 何。試驗結果如下:
壹、TIG 有填料銲接
Haynes230 超合金經 TIG 有填料銲接後之銲件,經由常溫拉伸、
300℃高溫拉伸、400℃高溫拉伸及 500℃高溫拉伸之後,所得之銲件 破斷面組織如圖 4-30 所示。由圖中可知,Haynes230 超合金經 TIG 有填料銲接後之銲件,不論於常溫拉伸後或 300℃、400℃及 500℃之 高溫拉伸後之銲件,其破斷面組織皆可觀察到酒窩狀組織(Dimple),
顯示其破斷面皆屬於延性破斷型態。
(a)常溫拉伸
(b)300℃高溫拉伸
(c)400℃高溫拉伸
(d)500℃高溫拉伸
圖 4-35 TIG 有填料銲件拉伸破斷面組織
貳、TIG 無填料銲接
Haynes230 超合金經 TIG 無填料銲接後之銲件,經由常溫拉伸、
300℃高溫拉伸、400℃高溫拉伸及 500℃高溫拉伸之後,所得之銲件 破斷面組織如圖 4-31 所示。由圖中可知,Haynes230 超合金經 TIG 無填料銲接後之銲件,不論於常溫拉伸後或 300℃、400℃及 500℃之 高溫拉伸後之銲件,其破斷面組織皆可觀察到酒窩狀組織(Dimple),
顯示其破斷面皆屬於延性破斷型態。
(a)常溫拉伸
(b)300℃高溫拉伸
(c)400℃高溫拉伸
(d)500℃高溫拉伸
圖 4-36 TIG 無填料銲件拉伸破斷面組織 參、PAW 無填料銲接
Haynes230 超合金經 PAW 無填料銲接後之銲件,經由常溫拉伸、
300℃高溫拉伸、400℃高溫拉伸及 500℃高溫拉伸之後,所得之銲件 破斷面組織如圖 4-32 所示。由圖中可知,Haynes230 超合金經 PAW 無填料銲接後之銲件,不論於常溫拉伸後或 300℃、400℃及 500℃之 高溫拉伸後之銲件,其破斷面組織皆可觀察到酒窩狀組織(Dimple),
顯示其破斷面皆屬於延性破斷型態。
(b)300℃高溫拉伸
(C)400℃高溫拉伸
(d)500℃高溫拉伸
圖 4-37 PAW 無填料銲件拉伸破斷面組織